1. Introduction
Among the different renewable energy generation sources, wind power plays an increasingly important role to global clean power. During the last two decades, global wind power capacity has grown at a rapid pace. Record growth was seen in 2020 where the wind power industry installed 93GW of new capacity, an unprecedented 53% year-on-year increase [
1]. As this promising sector grows, reduction in Operational and Maintenance (O&M) costs, increased reliability and resilience of wind turbine systems becomes crucial.
The O&M costs of wind turbines represent 25% to 30% of overall energy generation cost [
2], where WTB are generally considered the most critical asset [
3], its manufacturing cost accounts for 15–20% of each wind turbine installation cost [
4]. The increasing demand for renewable energy supply also calls for larger and lower-cost WT blades, therefore, modern WTB typically employ composite materials [
4], such as glass fibre reinforced polymer (GFRP) and carbon fiber reinforced polymer (CFRP). These composite materials are cost-effective options for asset owners with the features of high stiffness and light weight [
5]. but also face potential defects such as delamination and debonding which undermines its reliability. This issue becomes increasingly important as longer and wider blades ranging from 20 to 100 m are manufactured to enable more energy capture, which also implies heavier load levels which affects the operational safety of WTBs [
6,
7].
Failure or damage to WT blades can also lead to substantial economic losses [
8]. WT blades are subject to both manufacturing defects and damage from harsh operating environment, such as ultraviolet radiation, wind gusts, moisture absorption, fatigue, ice accumulation and lightning strikes etc. [
9,
10]. Meanwhile, when subjected to structural testing, damage such as cracks may occur to the composite material and adhesive interface of WT blades. Full scale testing may also result in delamination and debonding of the turbine structure [
11]. Additional difficulty for Asset Management(AM) of WT blade is data availability where detailed documentation and data on the range and extent of damages are generally unavailable.
Thus, once a WTB has been installed, it is essential to perform non-destructive evaluation (NDE) techniques to prevent failure [
12]. Existing NDE methods tested and used for WTB include visual inspection, sonic and ultrasonic, thermography, and electromagnetic. These methods have been reviewed in detail by researchers over the years as in [
13,
14,
15] showing different strengths but als limitations. For example, visual inspections can be ideal for examining surface defects yet unable to provide inner-structure evaluations [
16,
17], ultrasonic sensing may have lower computation cost but face sound attenuation and scattering concerns [
18], and may require complicated equipment set-up [
19]. Strain measurement provides in-service monitoring but is difficult to retro-fit [
20], while AE sensor systems are sensitivity to noise [
13]. The need for an NDE method that is resilient, low-cost, and easy to implement is crucial for addressing the challenges associated with monitoring WTBs. Such a method would improve the overall efficiency and effectiveness of WTB management.
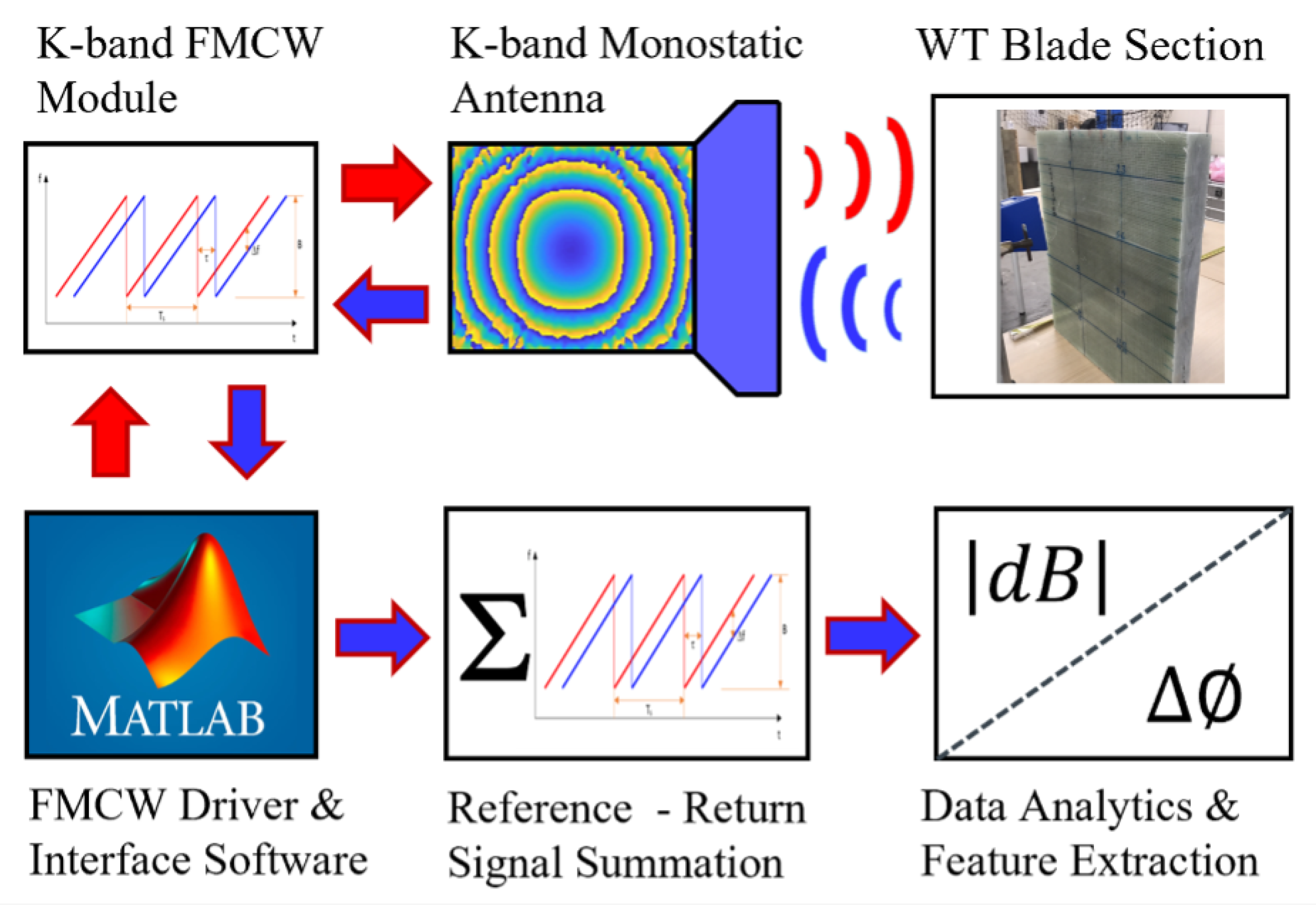
In this paper, we present a novel NDE method using a patented Frequency Modulated Continuous Wave (FMCW) radar technology for composite material and defect characterization of WTBs. Specifically, we integrate the FMCW sensor onto a robotic manipulator for automated raster scanning and collect data on different WTB samples, and build a data library. Machine learning algorithms are then trained with pre-processed data of WTB, and showed good performance in characterizing WTBs with different physical features(with 98.5% prediction accuracy). We further demonstrate the ability to use the proposed NDE method to capture WTB surface manufacturing defects (i.e., interlaminar porosity and sub-surface air voids with 94.1% prediction accuracy). We demonstrate the encouraging potential of FMCW in capturing WT blade physical and defect information, and the automation of this light weight, low power, and tunable technology for advancing inspection procedures in NDE of composites. Finally, we present a Digital Twin (DT) of the WT blade. This DT acts as an Asset Integrity Dashboard (AID), which aims to display return signal data from FMCW experiments in a more intuitive fashion for those not familiar with the technology and how to interpret the results.
The remainder of this paper is structured as follows;
Section 2 introduces a literature review of NDE methods for WTBs.
Section 3 brings the FMCW radar background, dielectric theory and our experiment settings.
Section 4 and
Section 5 describes the overall machine learning methodology, data acquisition procedures and machine learning modelling for WT defect detection and associated results.
Section 6 presents the visualisation of the WT inspection in a DT.
Section 7 provides the future work and discussion and lastly,
Section 8 brings the final conclusion.
2. Literature Review of NDE Techniques for WTBs
Most modern WT blades employ glass fiber reinforced polymer (GFRP) and, in some cases, carbon fiber reinforced polymer (CFRP) are also increasingly used [
6,
7]. These composite materials form the sandwich structure of WT blades, which features high bending stiffness, high buckling resistance while remaining light-weight.
Growing demand for pollution-free electricity in the global energy transition has fuelled increasing interest in WT blade monitoring and fault diagnosis. Failure or damage to WT blades may occur during manufacturing or continuous operation [
21,
22]. For example, ultraviolet radiation, wind gusts, ice accumulation or lightning strikes etc [
9,
10]. Meanwhile, when subjected to structural testing, damage such as cracks may occur to the composite material and adhesive interface of WT blades. Full scale testing may also result in delamination and debonding of the turbine structure, which are common modes of WT blade damage [
11]. While it is economically beneficial to identify damages early, WT blade composite structure has made fault diagnosis of the asset at early stage challenging [
6,
23,
24,
25]. This characteristic poses significant monitoring cost in WT blades and bring challenges to damage investigation, diagnostics, and maintenance strategies [
6]. Additional difficulty for Asset Management(AM) of WT blade is data availability where detailed documentation and data on the range and extent of damages are generally unavailable.
Given the increasing number of distributed installations further from the shoreline, modern wind turbines and WTBs face harsher and more complex operating environments. The effective utilisation of wind turbine assets such as wind-turbine blades requires comprehensive and detailed SHM to maintain asset structural integrity during operation. To support SHM, NDE are often conducted through different techniques such as manual inspection, strain measurement, acoustic emission (AE) testing, ultrasound testing etc. In this section, we will present a review and discussion of the latest NDE methods and their use for WTB. Visual inspections can be fast and inexpensive for examining external surface faults of WTBs [
16]. However, visual inspections often require good sight of the object which may pose safety concerns to the inspector [
13], and are subject to human skills and interpretation limitations [
24], and may be time-consuming for large objects. Recent development of automated camera systems can help reduce human labour hazards [
16], but remains unable to identify inner structure damages.
Acoustic emission method is a physical contact-based, vibration-based fault detection technique for WT blades. It is widely employed for detecting elastic stress waves that represent accelerated fatigue or cracks, and locating such faults in composite materials and WTBs [
26,
27,
28]. However, AE sensors needs to be embedded or mounted which can be expensive to asset owners, and due to its high sensitivity, noise disturbance may also mask the fault signals collected by AE sensors [
15,
22]. Therefore, when considering AE for fault detection, AE sensors need to be placed near the location of blade damage to be effective [
11], when fault location is unobservable from the surface, multiple AE sensors need to be placed on different points of the blade. There are also concerns with accurate mapping of AE data with specific damage mechanisms [
29], and the need to use other NDE methods for result verification [
30].
Strain measurement is another example of contact-based NDE. For example, Fibre Optic Bragg Grating (FBG) sensors can be used as strain measuring devices to provide continuous load data during WT blade operation [
20], while microbending optical fibre sensors were shown to be useful for detection of cracks in WT blade adhesive joints [
31]. Despite their effectiveness in damage detection tasks, optical fibre sensors require complex and expensive configurations, which limits their usefulness for efficiency and economic reasons.
Ultrasonic testing evaluation systems use high frequency sound waves to penetrate composite materials and identify characteristics of internal defects, such as crack location, size and orientation [
8,
32]. It is suggested that this method is suitable for verifying quality of lamination between layers of composite materials for WT blades [
33,
34]. The limitation in ultrasonic technique lies in its dependence on a water or gel couplant.
Alternative to contact-based NDE methods, electromagnetic NDE does not require physical contact with the blade and can penetrate nonconductive materials and provide the spectral response of the material [
35,
36]. Examples of this method include: eddy current, radio frequency eddy-current, and microwave. Eddy current can be used for evaluating CFRP [
26] and metallic composites [
37], and may be used for delamination detection [
35,
38]. Radio frequency eddy-current is also applicable to CFRP. As reviewed in [
39], it is typically employed for misalignments, polymer degradation and layer orientation. Microwave technique using electromagnetic radiation with millimeter wave spectrum, has shown some potential in detecting GFRP composite material faults such as wrinkles and flat bottom holes [
13,
40,
41]. Laser ultrasonic systems can also provide a contactless imaging solution for rotating blade fault such as debonding and delamination but requires complex system setting and faces low sensitivity issues [
13,
42]. Other non-contact NDE methods for composites such as optical or non-optical thermography are often time-consuming to use, especially for thick materials, requiring material to be conductive, or have complex system [
43,
44]. A comparable summary of these NDE methods is illustrated in
Table 1.
The above table summarizes existing techniques for WTB NDE inspections and monitoring. As highlighted in the table, there are still challenges which prohibit universal deployment of these inspection methods in real-world. For example, offshore operators may prefer sensing modality that doesn’t need a couplant, can operates without contact and even at a safe distance from the material under test. In addition, being able to operate reliably in a wide range of weather conditions could also be a desirable factor. As such, developing a technique with minimal contact and rapid inspections would add value for asset owners. This could potentially reduce the required manpower currently required during visual inspection [
46] and allow for UAVs to complete a more accurate/compliment inspection due to the inclusion of subsurface analysis [
47].
In this paper, we present a unique method of NDE for surface and sub-surface diagnostics of composite material in WTB samples by utilizing a patented Frequency Modulated Continuous Wave (FMCW) radar technology. This compact sensing technology is electromagnetic, non-contact, light weight, low power, robust and tunable, providing viable payload for autonomous, as well as resident, inspection systems [
48]. Previous work of FMCW sensing for material analysis as an inspection tool for the K-band and X-band has been reviewed and summarized by the authors [
49]. FMCW has recently been applied as a system for NDE of WTBs for studying the delamination, cracks, water ingress and composite material characterisation [
50,
51]. Other applications include analysis of dynamic load deformation in geomaterials for sample failure prediction [
52], detecting corrosion and corrosion precursors [
53] and for the analysis of core contents of partially fluid-saturated materials [
54,
55]. The technology was also shown to support localization in opaque environments and for safety applications, wherein the detection of people concealed by walls can provide forewarning of people about to enter the mission space of an autonomous robotic platform [
56,
57,
58,
59].
5. Diagnostics on Manufacture Defects of WTB Composite
The previous section demonstrated that FMCW radar is sufficiently sensitive for inner integrity assessment. As such, in this subsection, we continue to explore its capability for WTB diagnostics of defect under surface and sub-surface, using samples with manufacturing defects.
5.1. Defective Samples
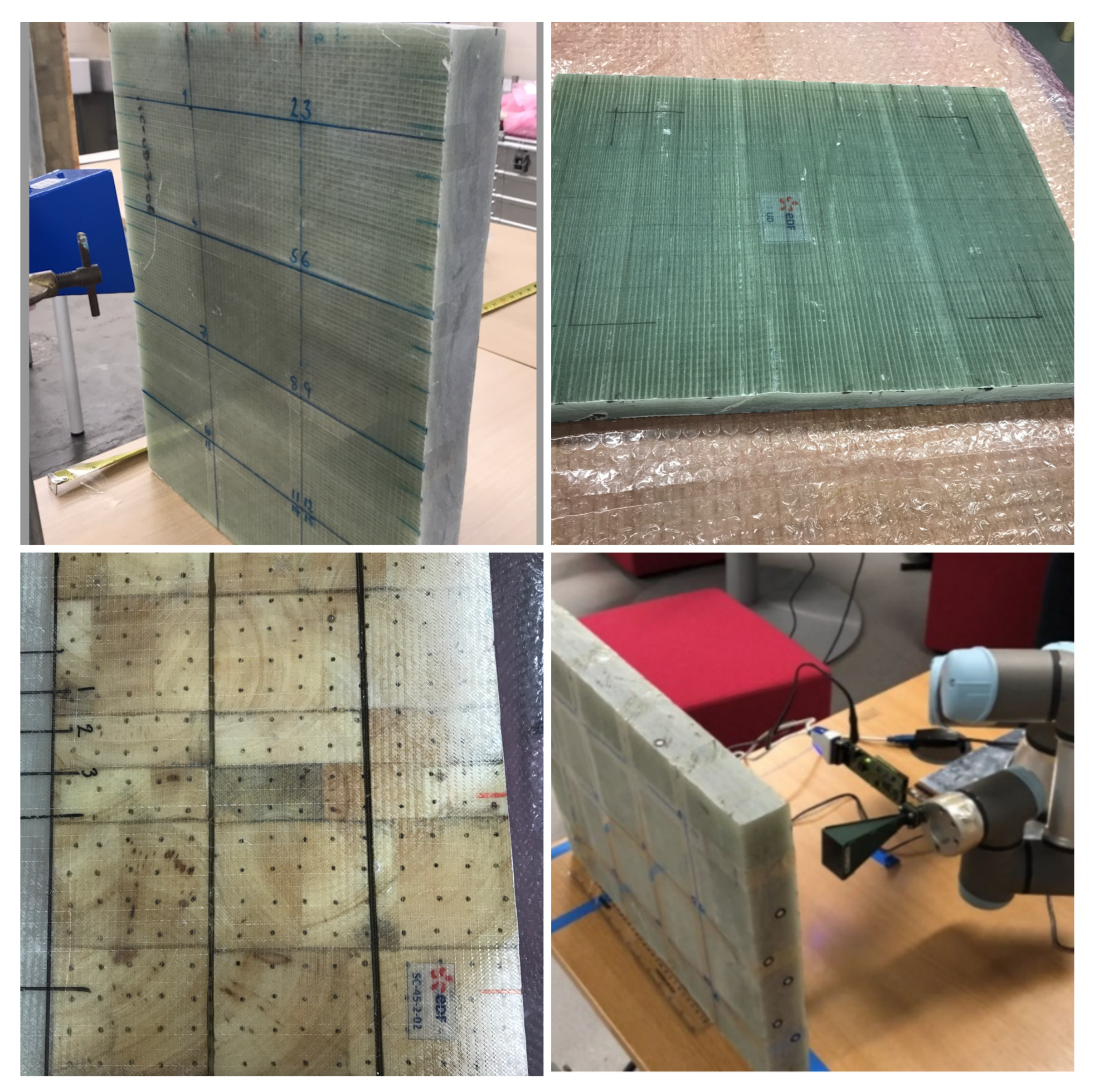
In this paper, we examine manufacturing defects of WTBs. We collected three composite materials samples used in WTB as for our analysis, two of which are sandwich composite samples and one monolith sample. The two sandwich composite (SC) samples have the same structure and composition and both contain manufacturing defects. Specifically, we examine a sub-surface defect known as air voids in balsa. The air voids in these two SC blades also differ in their sizes (as illustrated in
Figure 6).
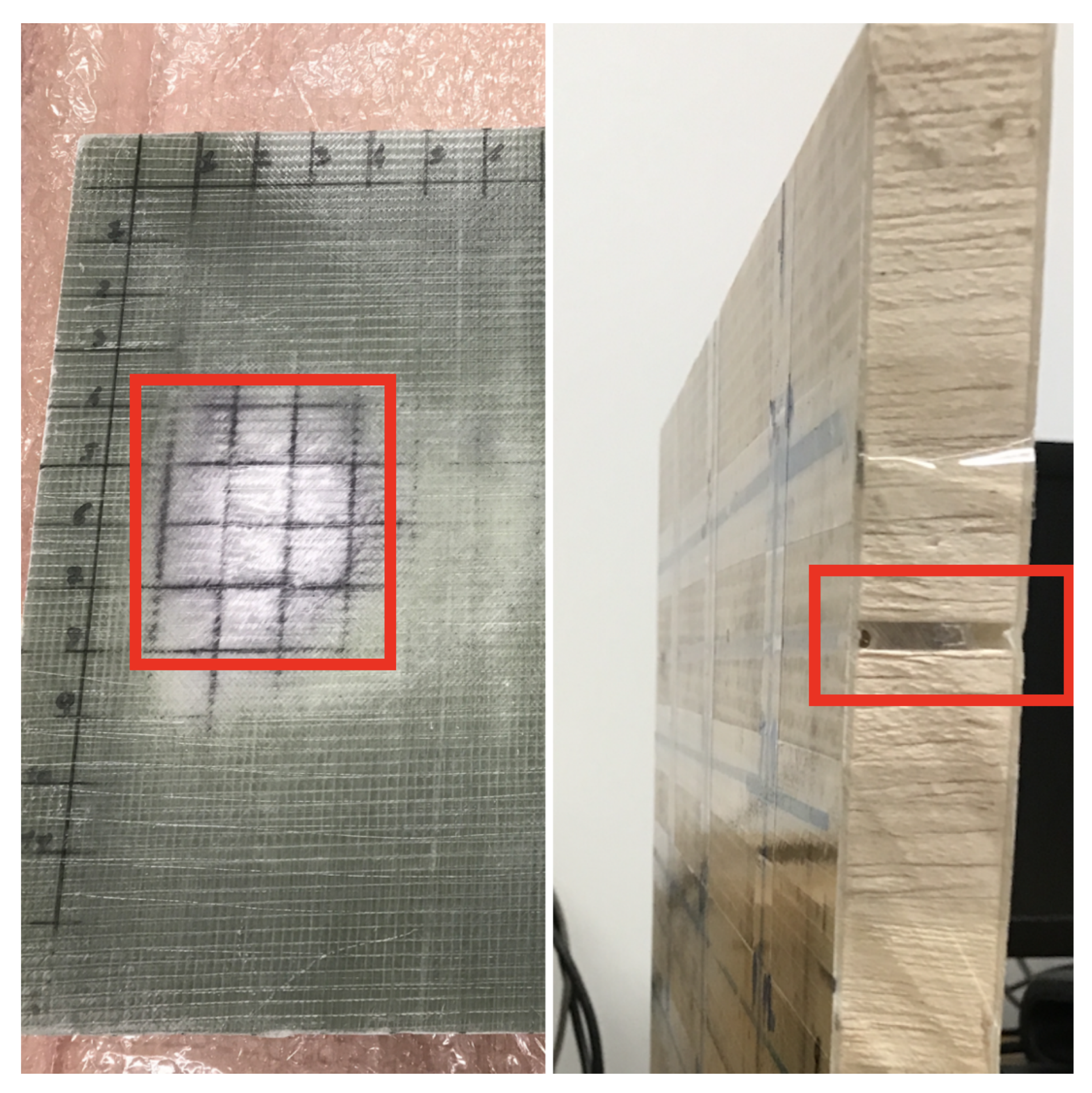
An additional type of defect we study is the interlaminar porosity (a visual representation is an area of white dry zone) which is manufacture defect on blade surface. For this purpose, we examine the monolithic composite (MC) sample. This MC sample is shown in the
Figure 6 below with two notable dry zone areas. Specification of samples can be found in
Table 5.
5.2. ML Modelling and Data Collection for Defect Detection
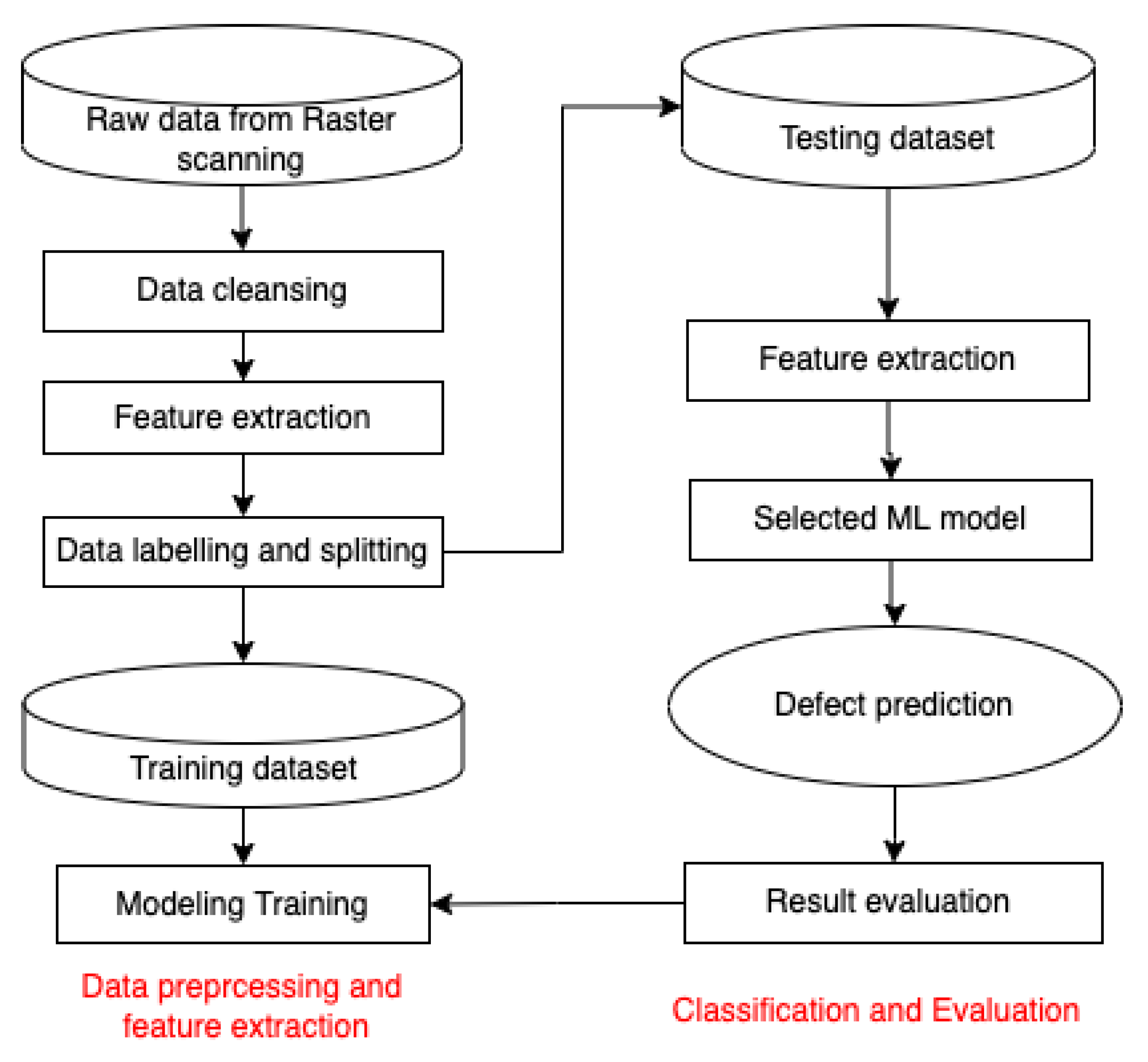
To achieve surface and sub-surface defect detection, we identify data collection requirements/process as follows: firstly, the type of data we needed must be able to represent different classes, i.e, areas with healthy surface/subsurface; areas containing both healthy and defective surface/subsurface, and finally defect-only areas. After this data collection process, we trained different machine learning classification models to identify whether the targeted area contains surface or sub-surface defects.
We conduct raster scans using the same equipment setup described in
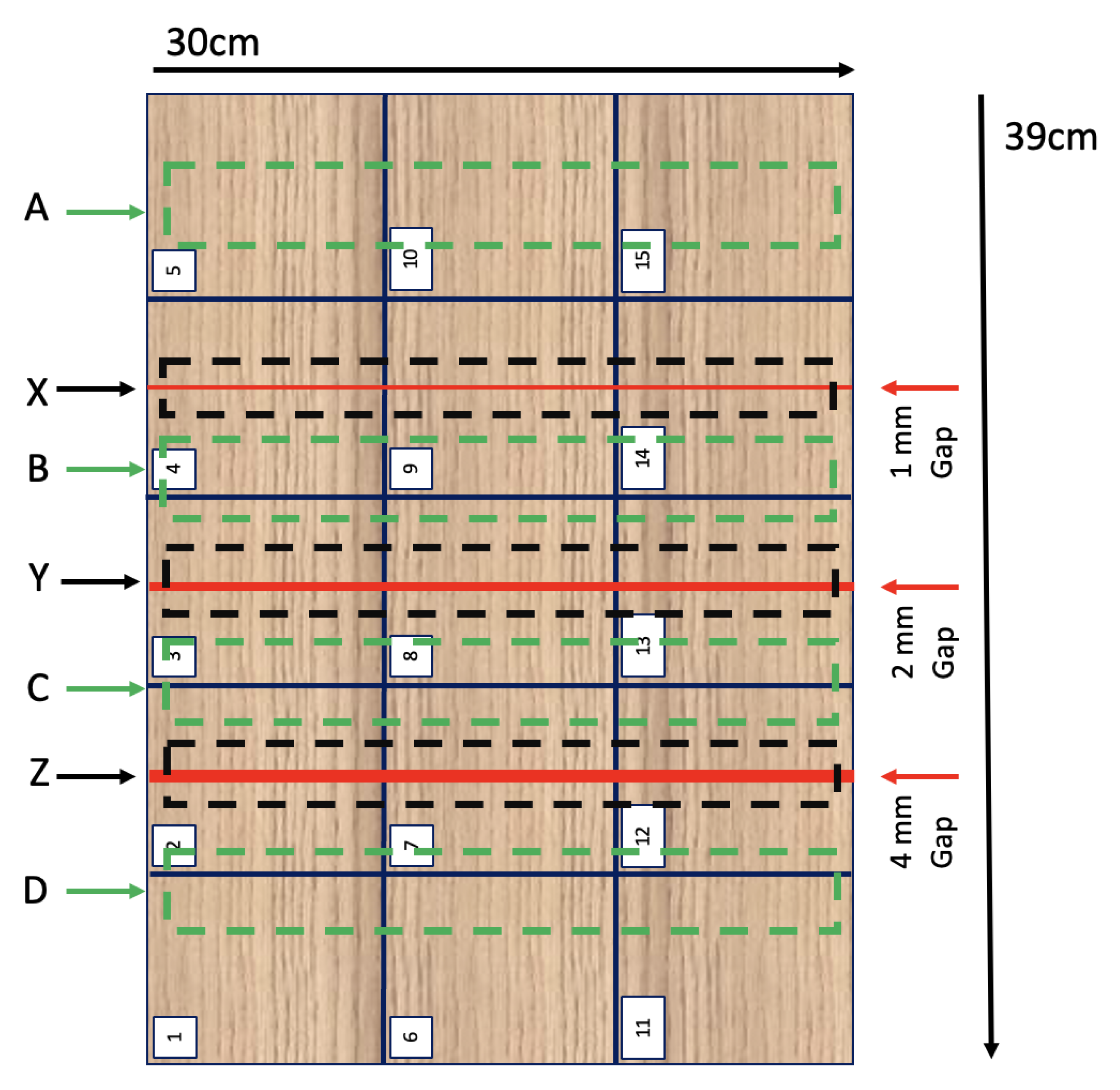
Section 3.1, using samples No.5 and No.6 to collect data pertaining to the air gap defect. Specifically, sample No.5 contains air gaps of 1 mm, 2 mm, and 4 mm for the first SC sample, and sample No.6 contains 6mm air gap.
Figure 7 gives an illustration of the SC sample No.5 inner structure, our FMCW scanning took place where air gaps are present, i.e., areas labelled as A, B, C and D for healthy areas, as well as sections X, Y, and Z for areas containing the air voids defect. For the SC sample 6, we repeat our scanning process but instead scanned two areas/sections: healthy area, and areas with 6mm air gap.
After these scanning processes, we obtained sufficient RSA data to train our classification model with six classes as shown in
Table 6. When given future RSA data from a selected WT blade area as input to this classification model, we can use the model output to identify whether the given data represent sub-surface defect, and the severity of such defects.
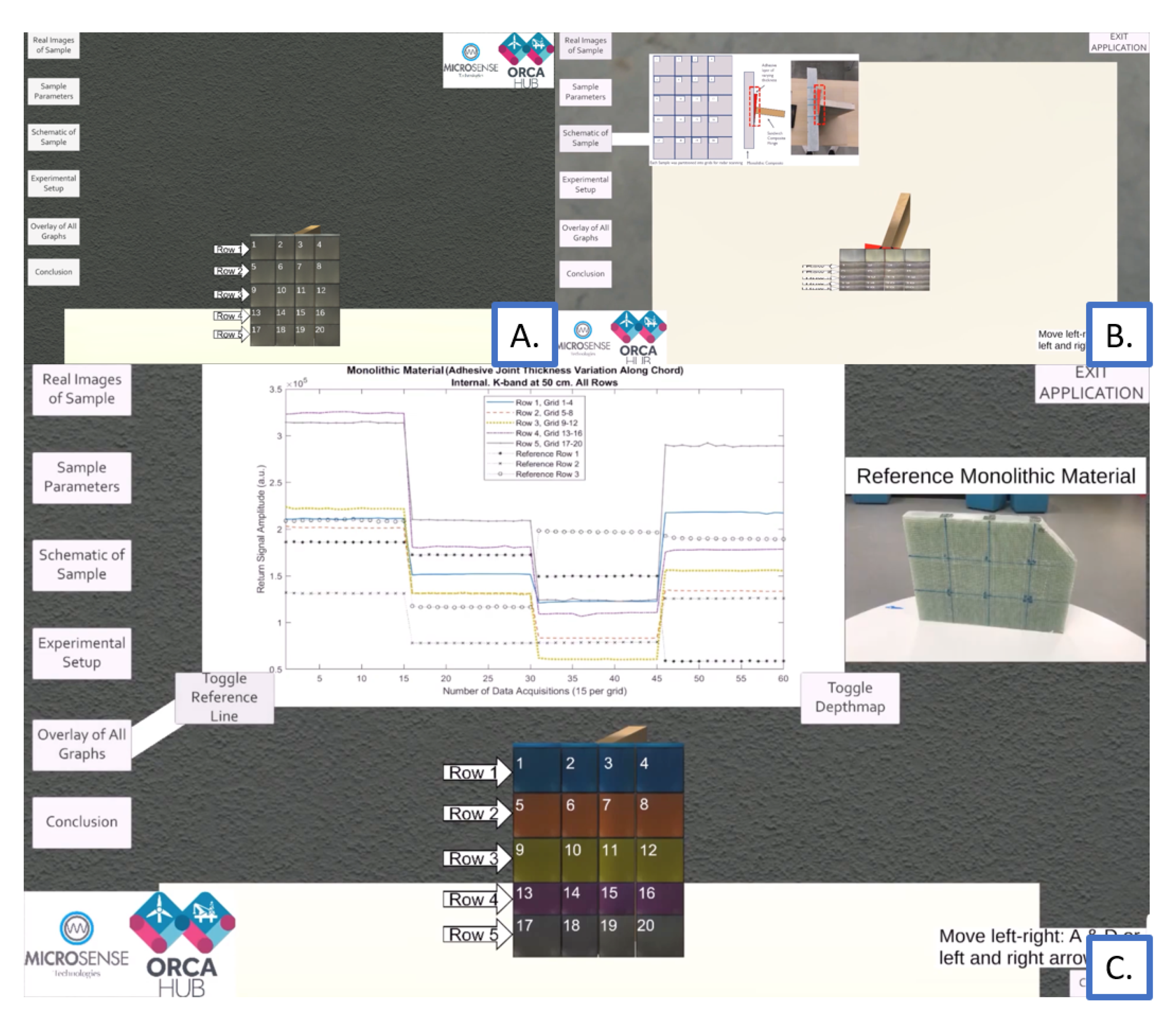
Raster scans were conducted at three distances: 5 cm, 10 cm and 15 cm from each target on the SC sample to ensure sufficient data for a richer training pool. Next, raster scans were conducted on using samples No.4 to collect data on interlaminar porosity/dry zone defect. Sample No.4 contains two dry zone areas. As depicted, the nature of these dry zone areas means that when conducting FMCW scanning, we can obtain RSA data representing three types of blade surface areas: areas with both the dry zone area itself and an adjacent healthy blade area; dry zone-only areas; healthy-only areas.
After these scanning processes, we obtained sufficient RSA data to train our classification model with three classes as shown in
Table 7. When given future RSA data from a selected WT blade area as input to our classification model, we can use the model output to identify whether the given data represent the interlaminar porosity defect.
FMCW radar were placed at 5 cm, 10 cm, and 15 cm distances from the MC sample No.4 in
Figure 6 for scanning, resulting in 179 scans for dry zone A and 177 scans for dry zone B.
5.3. Data Anaylsis and Results
We follow the same data analysis procedure as mentioned at
Section 4.2 and
Section 4.3, specifically, support Vector Machine, Bayesian Network, Decision Trees and Back Propagation network were implemented to explore the capability of machine learning approaches for this multi class classification problem. The classification model was trained using different forms of RSA data, e.g., the raw RSA data and processed data through different feature selection methods. The models were trained with 75% data from the raw data pool and tested with the remaining 25% data. The accuracy performance of different classifiers using different form of training data is shown at
Table 8 and
Table 9.
5.4. Discussion and Findings
Results in
Table 8 and
Table 9 illustrate the effectiveness of FMCW radar sensing and ML algorithm on detection of surface and subsurface defects, i.e., interlaminar porosity and air voids. From
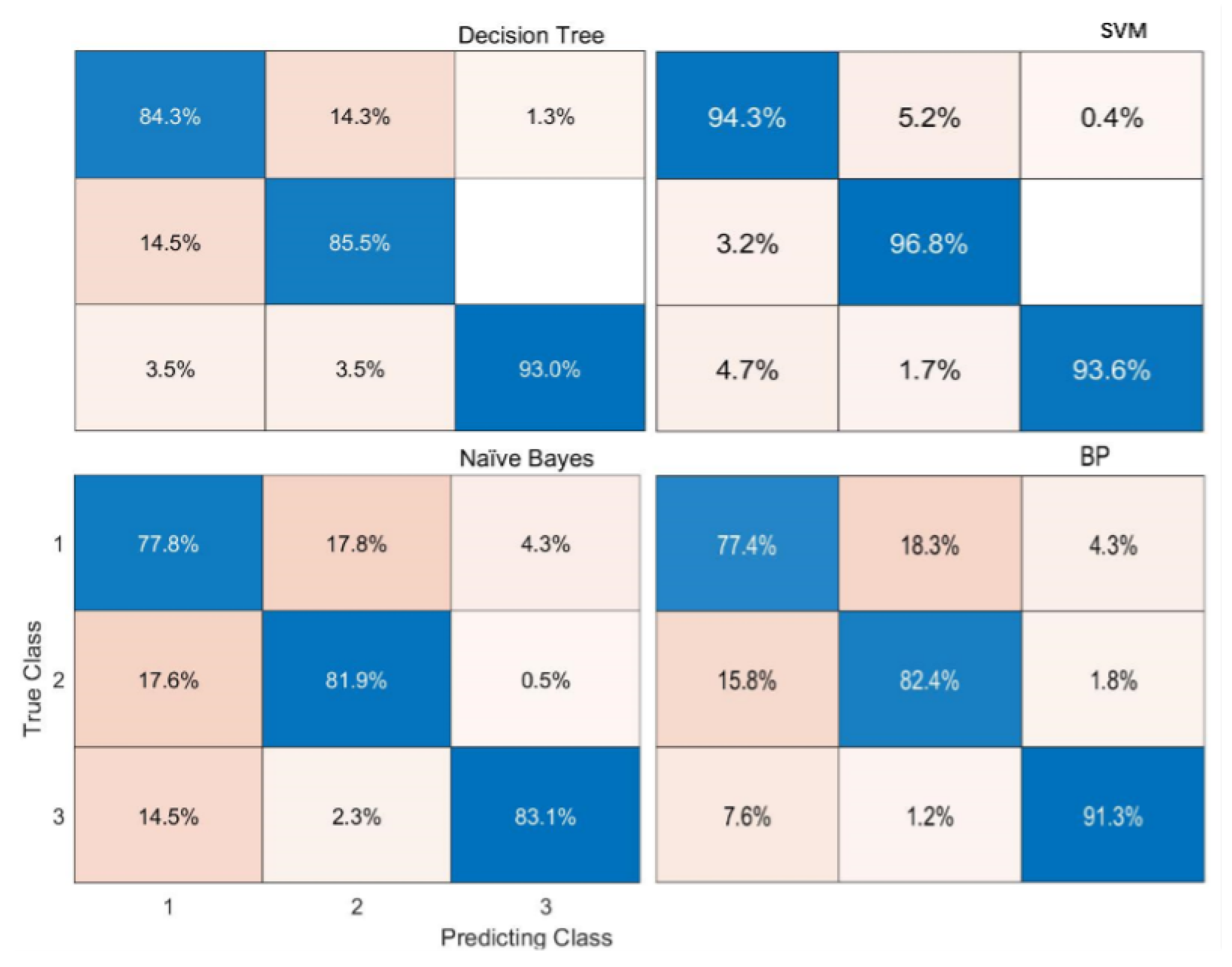
Table 8, we observe that the overall performance of all ML classifiers (SVM, Naive Bayes, Decision Tree and BP) achieved solid results for dry zone detection. When trained with full length of raw RSA data, SVM provided the best performance of 92.5% accuracy where as Naive Bayes has the least 70.8% accuracy rate. We also show that ML algorithms trained with compressed data also perform well, and in some cases even better than using the raw RSA data. When using full range of FD amplitude for training, our SVM classifier performance increased to 98.9% being the most accurate, while all other classifiers also saw improved performance from the Full length raw RSA signal case, with overall performance of over 82.8% accuracy rate for dry zone detection problems on WT blades. These results demonstrate that the frequency domain data transformed from FMCW RSA signals can be more revealing in terms of features and characteristics of composite materials defects.
In
Table 9, we show results of using different classifiers to conduct WT blade diagnostics of air voids defect. We observe that the overall performance of different classifiers on air gap detection is relatively worse than those seen in dry-zone detection. For example, regardless of the type of data used for training, both SVM and Decision Tree algorithms saw reduction in accuracy. However, the evidence for whether Naive Bayes and BP are more accurate for air gap detection is mixed. Among all four classifiers, Decision Tree appears to be the least accurate for detecting air voids within WT blade inner structure.
Still, the highest level of classification performance were 94.1% where SVM is trained with full range of FD amplitude. When using selected range of FD amplitude, SVM achieved 93.9% accuracy. Comparably, Naive Bayes classifier also achieved satisfactory performance when trained with full (84.5%) and selected range (83.8%) FD amplitude. These two types of training data were obtained by feature selection of the raw RSA signals, and using these two types of data for training leads to better classification performance for all four algorithms compared to training with full length/compressed RSA data. This finding is also seen when examining WT blade surface defect of dry zones. In reality, FMCW might receive too much unnecessary RSA due to reflections from a more dynamic and complex environment, which will make the detection and analysis more challenging. Our results suggest that FMCW could potentially be a good candidate for flexible integrity evaluation for WTBs in practical applications with more careful and intelligent range selection and higher scan resolution from the radar.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}