
Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications

 and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Extrusion Process
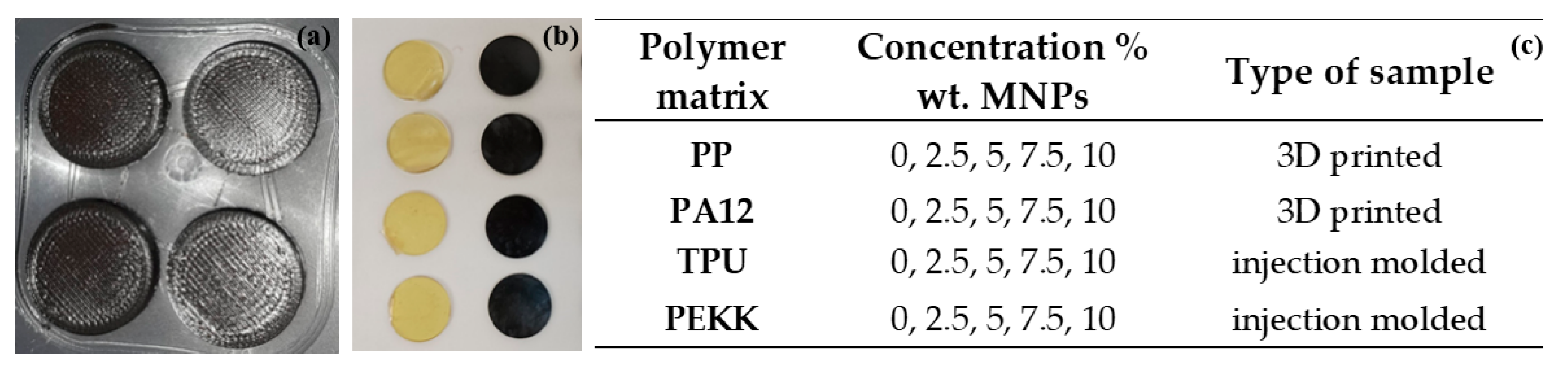
2.2. Specimens’ Preparation
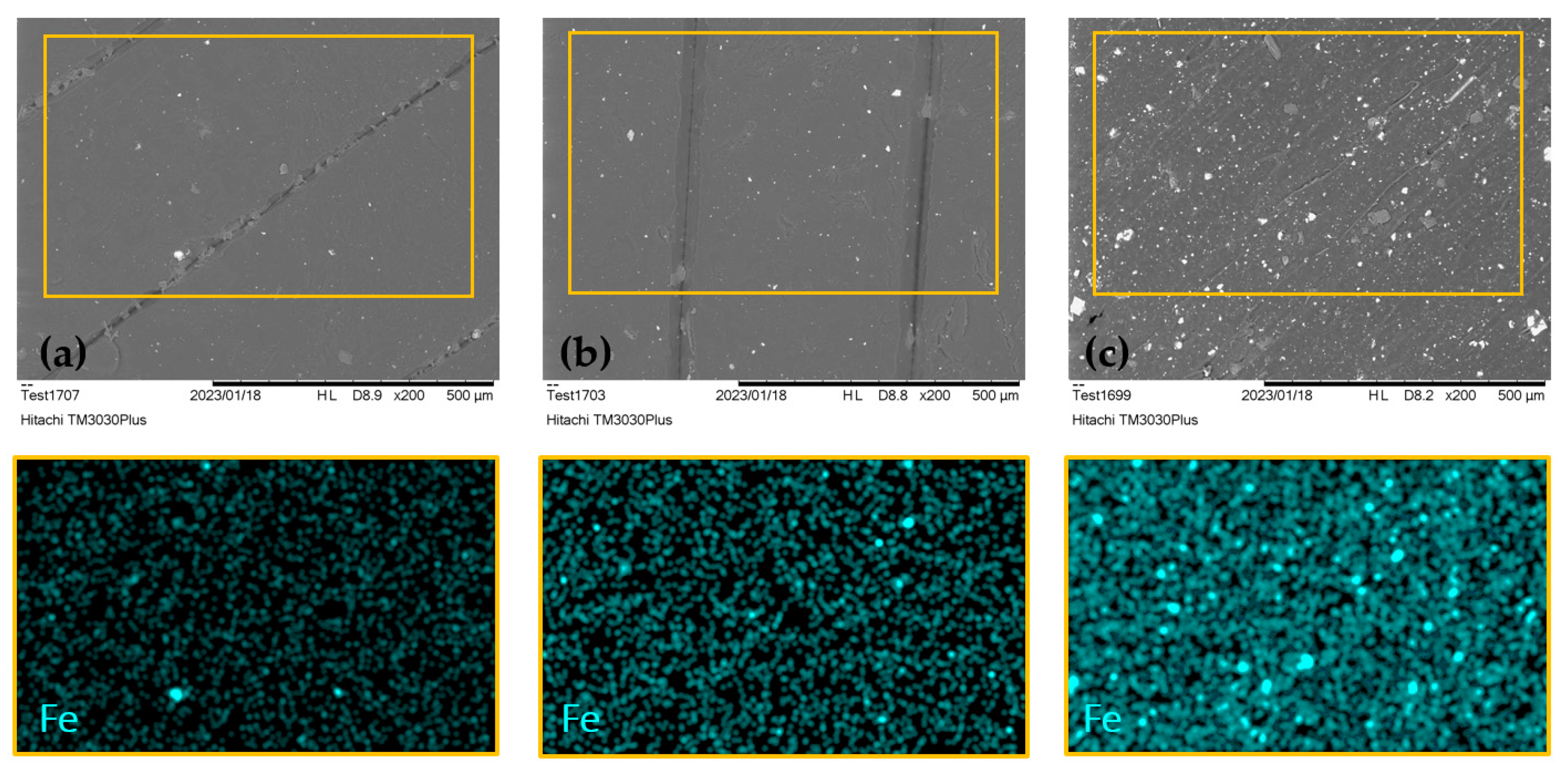
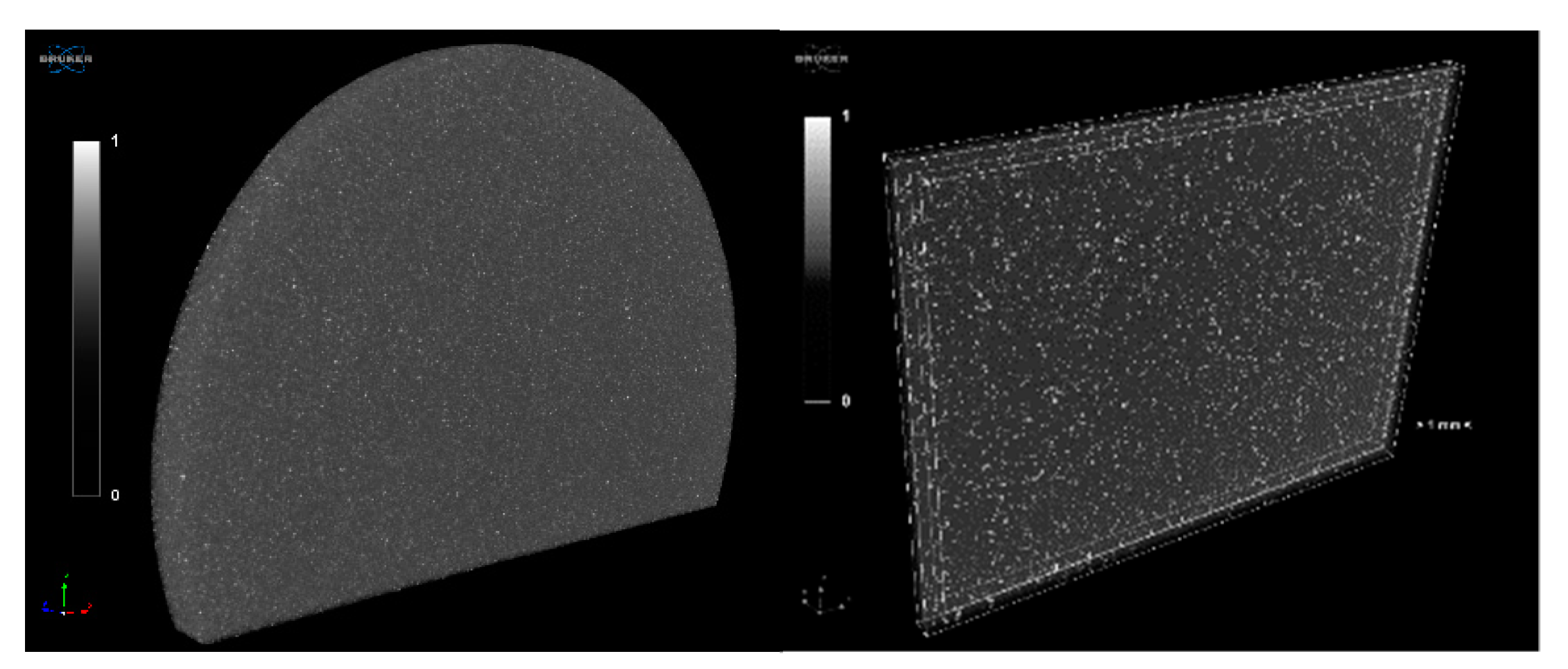
2.3. Nanocomposite Microstructure, Morphology, and Filler Dispersion
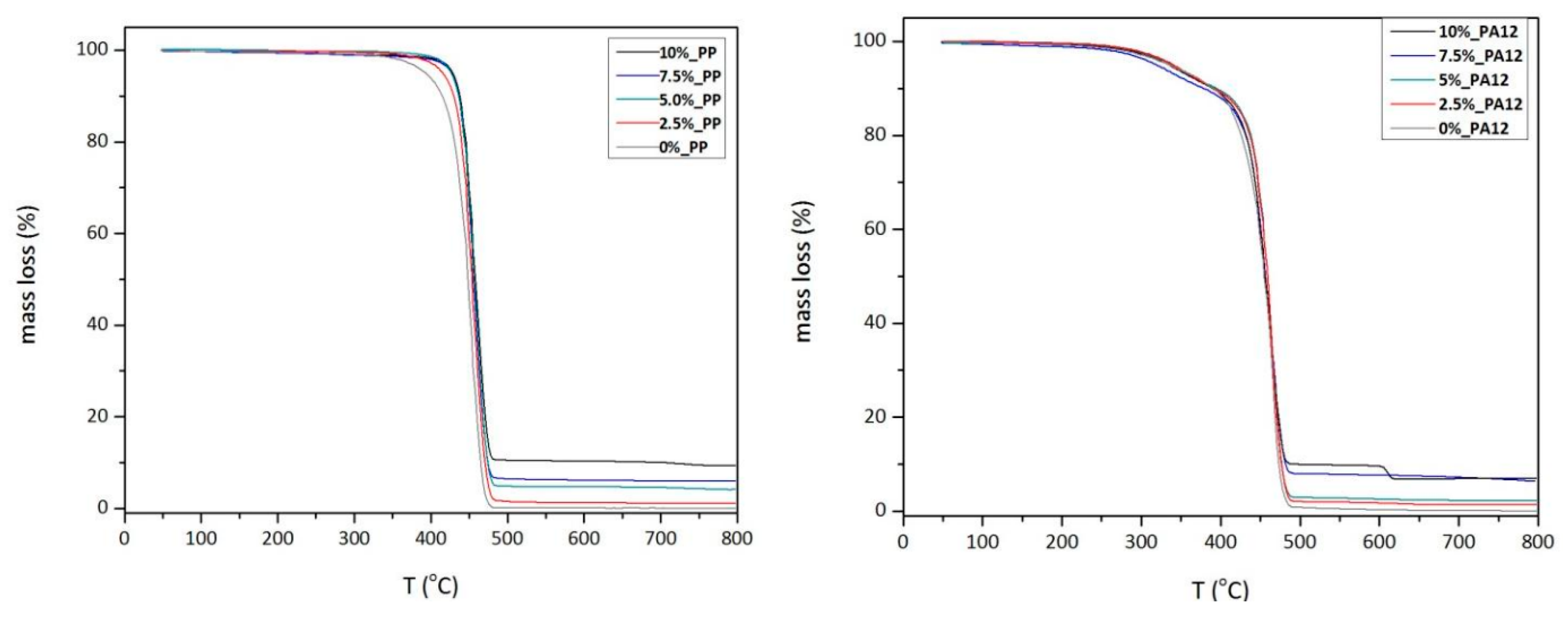
2.4. Degradation and Stability of Nanocomposites
2.5. Induction-Heating Testing
3. Results
3.1. Manufactured Nanocomposites
3.2. Dispersion Assessment
3.3. Thermal Stability Assessment
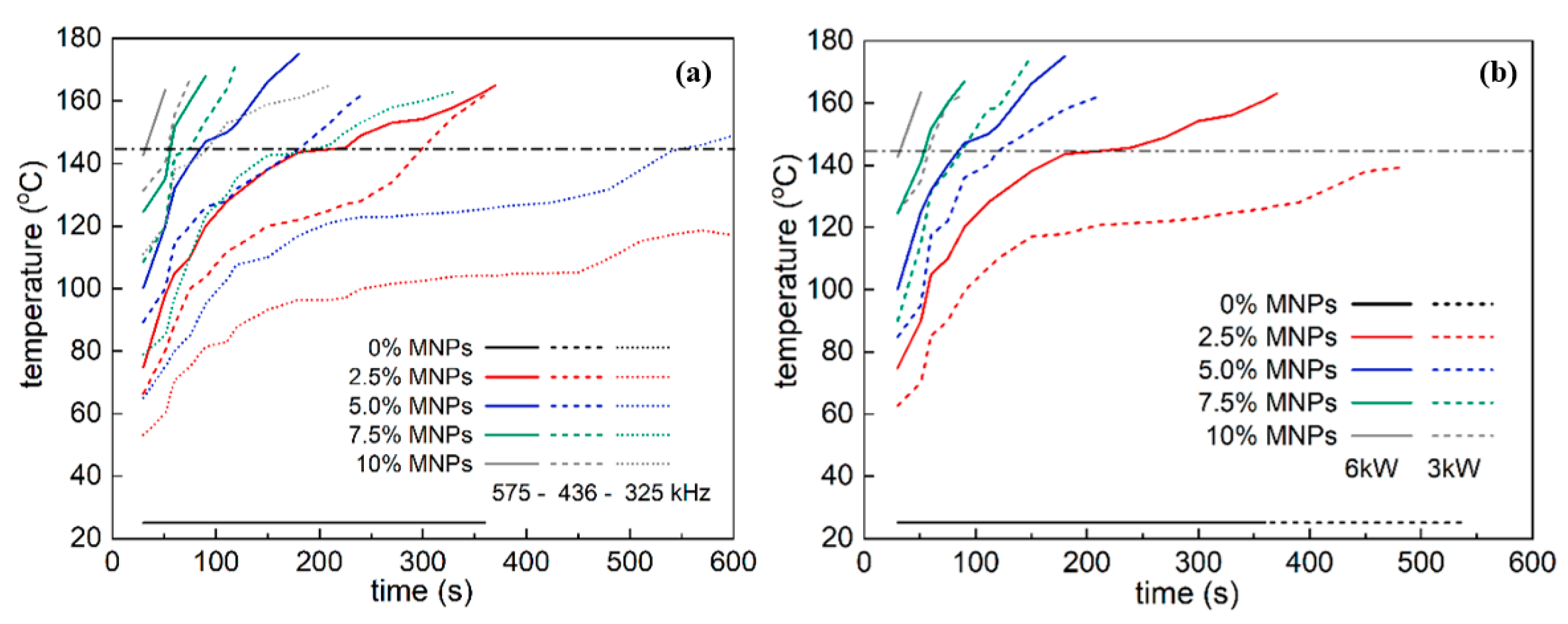
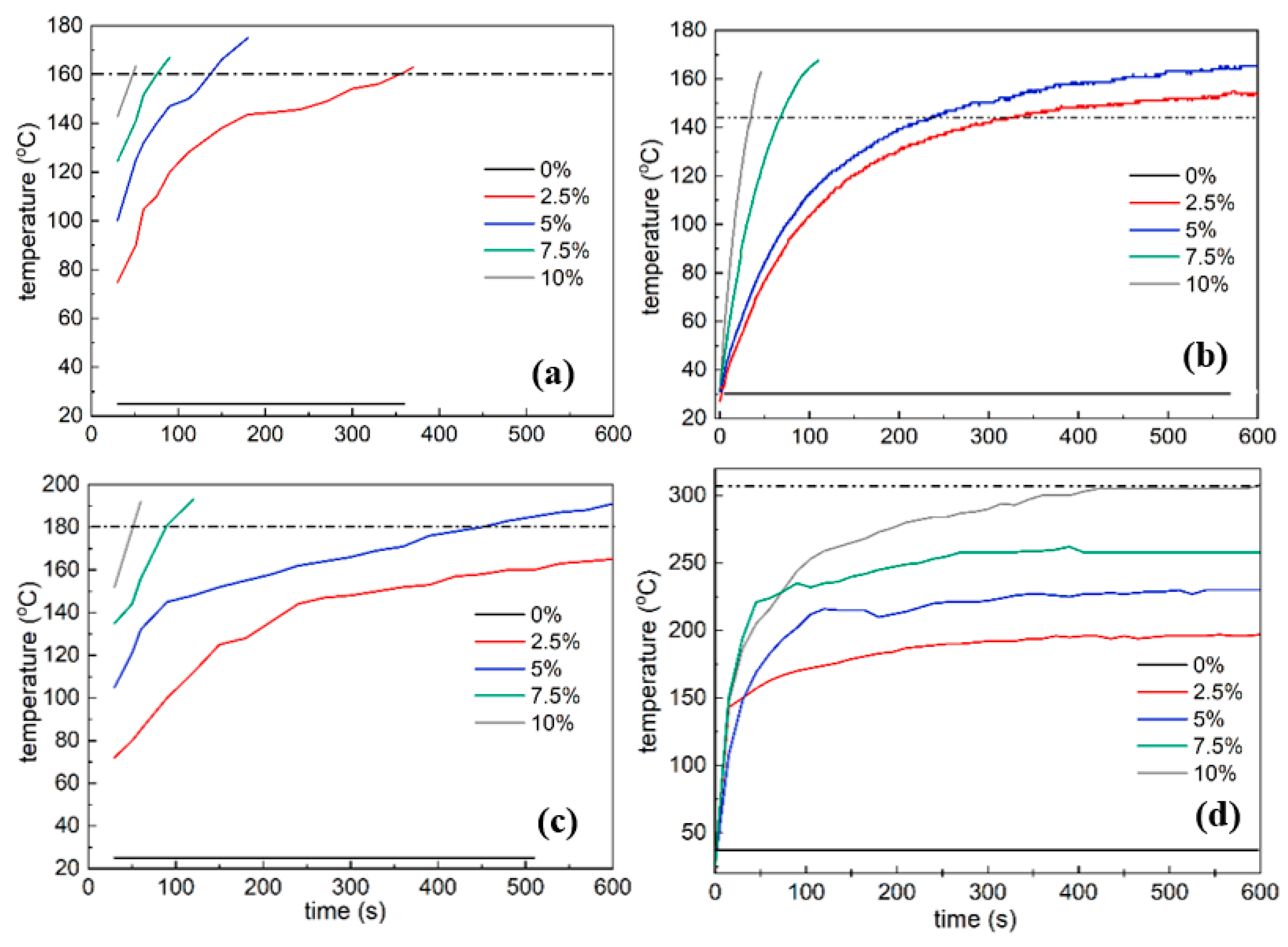
3.4. Induction-Heating Testing–Heating-Capacity Evaluation
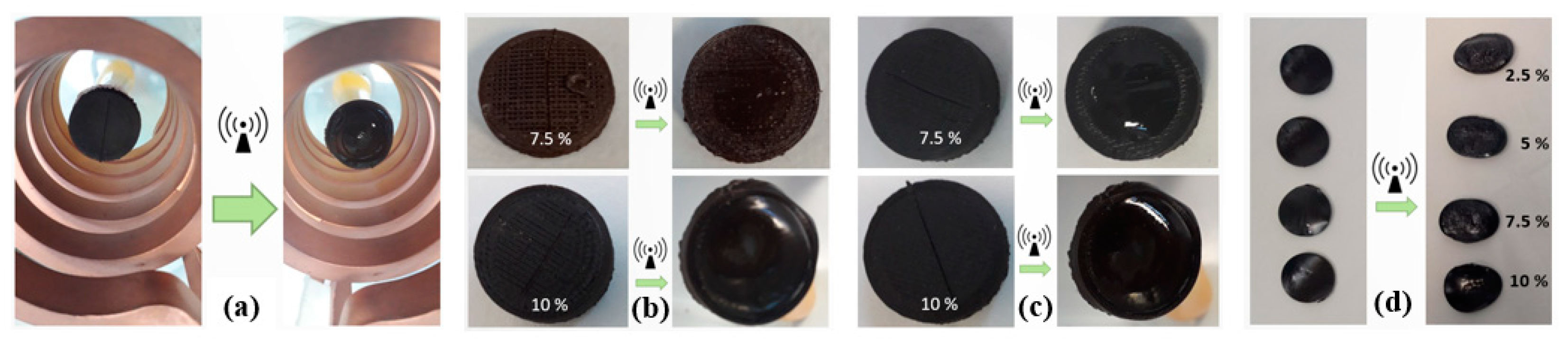
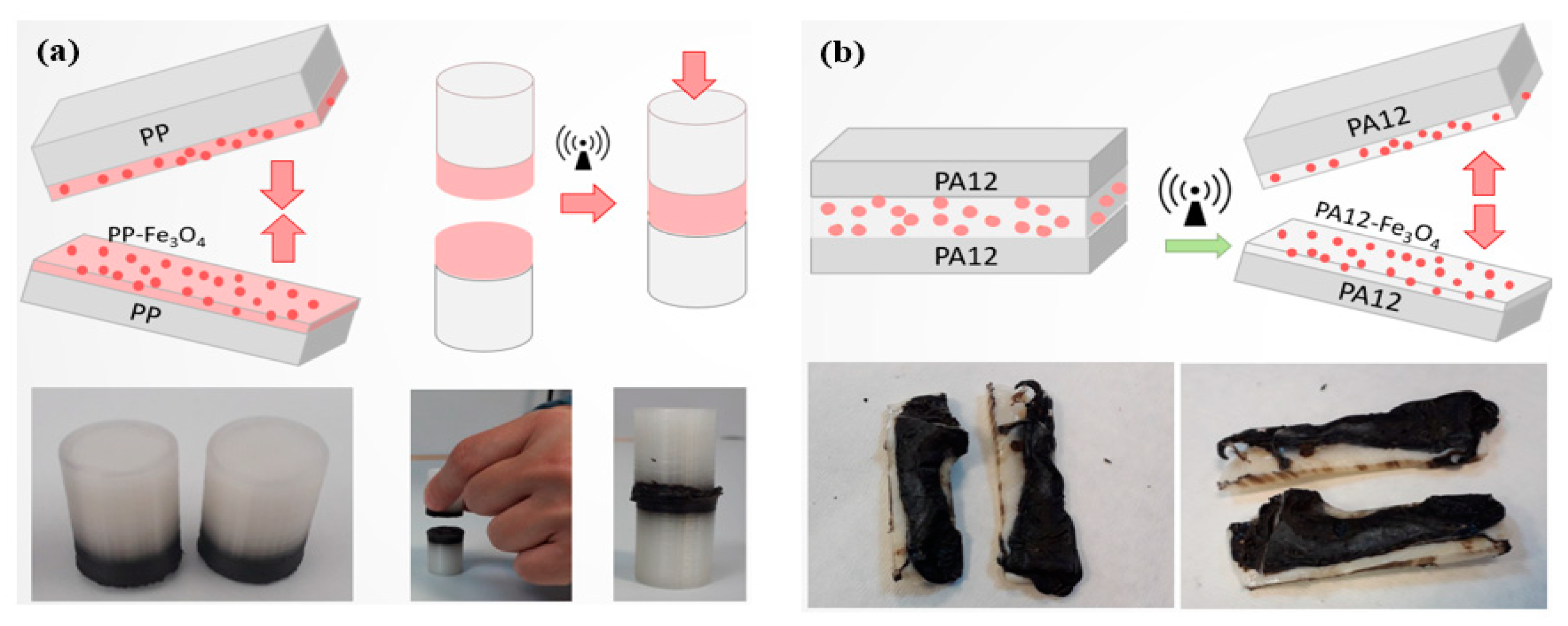
3.5. Induced Healing Evaluation
3.6. Bonding/Debonding On-Demand Evaluation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D Printing of Thermoplastic Polymer Composites and Nanocomposites. Prog. Mater. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Vaithylingam, R.; Ansari, M.N.M.; Shanks, R.A. Recent Advances in Polyurethane Based Nanocomposites: A Review. Polym. Plast. Technol. Eng. 2017, 56, 1528–1541. [Google Scholar] [CrossRef]
- Feldman, D. Polyamide nanocomposites. J. Macromol. Sci. A 2017, 54, 255–262. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Naffakh, M.; Marco, C.; Ellis, G.; Gómez-Fatou, M.A. High-performance nanocomposites based on polyetherketones. Prog. Mater. Sci 2012, 57, 1106–1190. [Google Scholar] [CrossRef]
- Peponi, L.; Puglia, D.; Torre, L.; Valentini, L.; Kenny, J.M. Processing of nanostructured polymers and advanced polymeric based nanocomposites. Mat. Sci. Eng. R Rep. 2014, 85, 1–46. [Google Scholar] [CrossRef]
- Breuer, O.; Sundararaj, U. Big returns from small fibers: A review of polymer/carbon nanotube composites. Polum. Compos. 2004, 25, 630–645. [Google Scholar] [CrossRef]
- Paza, H. Antimicrobial Polymers with Metal Nanoparticles. Int. J. Mol. Sci. 2015, 16, 2099–2116. [Google Scholar]
- Steurer, P.; Wissert, R.; Thomann, R.; Mulhaupt, R. Functionalized Graphenes and Thermoplastic Nanocomposites Based upon Expanded Graphite Oxide. Macromol. Rapid Commun. 2009, 30, 316–327. [Google Scholar] [CrossRef]
- Hiremath, A.; Murthy, A.A.; Thipperudrappa, S.; Bharath, K.N. Nanoparticles Filled Polymer Nanocomposites: A Technological Review. Cogent Eng. 2021, 8, 1991229. [Google Scholar] [CrossRef]
- Coiai, S.; Passaglia, E.; Pucci, A.; Ruggeri, G. Nanocomposites Based on Thermoplastic Polymers and Functional Nanofiller for Sensor Applications. Materials 2015, 8, 3377–3427. [Google Scholar] [CrossRef]
- Colijn, I.; Schroën, K. Thermoplastic bio-nanocomposites: From measurement of fundamental properties to practical application. Adv. Colloid Interface Sci. 2021, 292, 102419. [Google Scholar] [CrossRef]
- Ismail, N.H.; Mustapha, M. A Review of Thermoplastic Elastomeric Nanocomposites for High Voltage Insulation Applications. Polym. Eng. Sci. 2018, 58, E36–E63. [Google Scholar] [CrossRef]
- Sundarram, S.; Kim, Y.-H.; Li, W. Preparation and characterization of poly(ether imide) nanocomposites and nanocomposite foams. In Manufacturing of Nanocomposites with Engineering Plastics; Woodhead Publishing: Sawston, UK, 2015; pp. 61–85. [Google Scholar]
- Golbang, A.; Mokhtari, M.; Harkin-Jones, E.; Archer, E.; Mcilhagger, A. Additive Manufacturing and Injection Moulding of High-Performance IF-WS2/PEEK Nanocomposites: A Comparative Study. Front. Mater. Sci. 2021, 8, 745088. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, A.; Song, M.; Lee, D.-J.; Han, S.-S.; Park, S.-S. Properties of Silicone Rubber-Based Composites Reinforced with Few-Layer Graphene and Iron Oxide or Titanium Dioxide. Polymers 2021, 13, 1550. [Google Scholar] [CrossRef] [PubMed]
- Kumar, V.; Alam, M.N.; Park, S.S. Robust magneto-rheological elastomers performance for composites based on iron oxide and carbon black in silicone rubber. J. Polym. Res. 2022, 29, 251. [Google Scholar] [CrossRef]
- Turner, R.D.; Wingham, J.R.; Paterson, T.E.; Shepherd, J.; Majewski, C. Use of silver-based additives for the development of antibacterial functionality in Laser Sintered polyamide 12 parts. Sci. Rep. 2020, 10, 892. [Google Scholar] [CrossRef] [PubMed]
- Mohapatra, J.; Xing, M.; Liu, J.P. Inductive Thermal Effect of Ferrite Magnetic Nanoparticles. Materials 2019, 12, 3208. [Google Scholar] [CrossRef] [PubMed]
- Ryu, C.; Ryu, C.; Lee, H.; Kim, H.; Hwang, S.; Hadadian, Y.; Mohanty, A.; Park, I.K.; Cho, B.; Yoon, J.; et al. Highly Optimized Iron Oxide Embedded Poly(Lactic Acid) Nanocomposites for Effective Magnetic Hyperthermia and Biosecurity. Int. J. Nanomed. 2022, 17, 31–44. [Google Scholar] [CrossRef]
- Gradinaru, L.M.; Barbalata Mandru, M.; Drobota, M.; Aflori, M.; Butnaru, M.; Spiridon, M.; Doroftei, F.; Aradoaei, M.; Ciobanu, R.C.; Vlad, S. Composite Materials Based on Iron Oxide Nanoparticles and Polyurethane for Improving the Quality of MRI. Polymers 2021, 13, 4316. [Google Scholar] [CrossRef]
- Chen, L.; Chen, C.; Wang, P.; Song, T. Mechanisms of Cellular Effects Directly Induced by Magnetic Nanoparticles under Magnetic Fields. J. Nanomater. 2017, 2017, 1564634. [Google Scholar] [CrossRef]
- Cheng, X.; Zhou, Y.; Charles, A.D.M.; Yu, Y.; Islam, M.S.; Peng, S.; Wang, J.; Rider, A.N.; Lim, M.; Timchenko, V.; et al. Enabling contactless rapid on-demand debonding and rebonding using hysteresis heating of ferrimagnetic nanoparticles. Mater. Des. 2021, 210, 110076. [Google Scholar] [CrossRef]
- Zimmerer, C.; Salazar Mejia, C.; Utech, T.; Arnhold, K.; Janke, A.; Wosnitza, J. Inductive heating using a high-magnetic-field pulse to initiate chemical reactions to generate composite materials. Polymers 2019, 11, 535. [Google Scholar] [CrossRef] [PubMed]
- Fink, B.K.; McKnight, S.H. Ferromagnetic Nano-Particulate and Conductive Mesh Susceptors for Induction-Based Repair of Composites. In Proceedings of the Army Science Conference, Norfolk, VA, USA, 15–17 June 1998. [Google Scholar]
- Rudas, I.J. (Ed.) Applied Mathematics and Materials; Mathematics and Computers in Science and Engineering Series; WSEAS Press: Rome, Italy, 2015; ISBN 978-1-61804-347-4. [Google Scholar]
- Ciardiello, R. The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems. Materials 2021, 14, 6351. [Google Scholar] [CrossRef] [PubMed]
- Oberhausen, B.; Kickelbick, G. Induction heating induced self-healing of nanocomposites based on surface-functionalized cationic iron oxide particles and polyelectrolytes. Nanoscale Adv. 2021, 3, 5589–5604. [Google Scholar] [CrossRef]
- Suwanwatana, W.; Yarlagadda, S.; Gillespie, J.W., Jr. Influence of particle size on hysteresis heating behavior of nickel particulate polymer films. Compos. Sci. Technol. 2006, 66, 2825–2836. [Google Scholar] [CrossRef]
- Bayerl, T.; Schledjewski, R.; Mitschang, P. Induction Heating of Thermoplastic Materials by Particulate Heating Promoters. Polym. Polym. Compos. 2012, 20, 333–342. [Google Scholar] [CrossRef]
- Xiang, Z.; Ducharne, B.; Della Schiava, N.; Capsal, J.-F.; Cottinet, P.-J.; Coativy, G.; Lermusiaux, P.; Quyen Le, M. Induction heating-based low-frequency alternating magnetic field: High potential of ferromagnetic composites for medical applications. Mater. Des. 2019, 174, 107804. [Google Scholar] [CrossRef]
- Muddassir, M. Development of Nano/Micro Hybrid Susceptor Sheet for Induction Heating Applications. Ph.D. Thesis, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 2016. [Google Scholar]
- Tsamasphyros, G.J.; Christopoulos, A.C. Induction heating on Thermally Remendable self-healing polymers containing magnetic nanoparticles. In Proceeding of the International Conference on Materials Science, Rome, Italy, 7–9 November 2015. [Google Scholar]
- Ahmed, T.J.; Stavrov, D.; Bersee, H.E.N.; Beukers, A. Induction welding of thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Reis, J.P.; de Moura, M.; Samborski, S. Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials 2020, 13, 5832. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature Zones (°C) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Screw Speed (rpm) | Feeder Speed (rpm) |
|---|---|---|---|---|---|---|---|---|---|
| PP | 200 | 200 | 200 | 200 | 190 | 180 | 120 | 400 | 42 |
| PA12 | 225 | 225 | 225 | 200 | 200 | 180 | 100 | 400 | 50 |
| TPU | 210 | 210 | 210 | 210 | 200 | 180 | 105 | 350 | 30 |
| PEKK | 323 | 323 | 310 | 310 | 305 | 305 | 290 | 200 | 8 |
| 3D Printing Conditions | Nanocomposites PA12 with MNPs | Nanocomposites PP with MNPs |
|---|---|---|
| Temperature bed (°C) | 95 | 80 |
| Extruder temperature (°C) | 265 | 235 |
| Printing speed (mm/s) | 45 | 25–35 |
| Layer thickness (mm) | 0.2 | 0.2 |
| Fill density (%) | 100 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanidi, M.; Loura, N.; Frengkou, A.; Milickovic, T.K.; Trompeta, A.-F.; Charitidis, C. Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications. J. Compos. Sci. 2023, 7, 74. https://doi.org/10.3390/jcs7020074
Kanidi M, Loura N, Frengkou A, Milickovic TK, Trompeta A-F, Charitidis C. Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications. Journal of Composites Science. 2023; 7(2):74. https://doi.org/10.3390/jcs7020074
Chicago/Turabian StyleKanidi, Maria, Niki Loura, Anna Frengkou, Tatjana Kosanovic Milickovic, Aikaterini-Flora Trompeta, and Costas Charitidis. 2023. "Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications" Journal of Composites Science 7, no. 2: 74. https://doi.org/10.3390/jcs7020074