

3D Printed and Embedded Strain Sensors in Structural Composites for Loading Monitoring and Damage Diagnostics


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
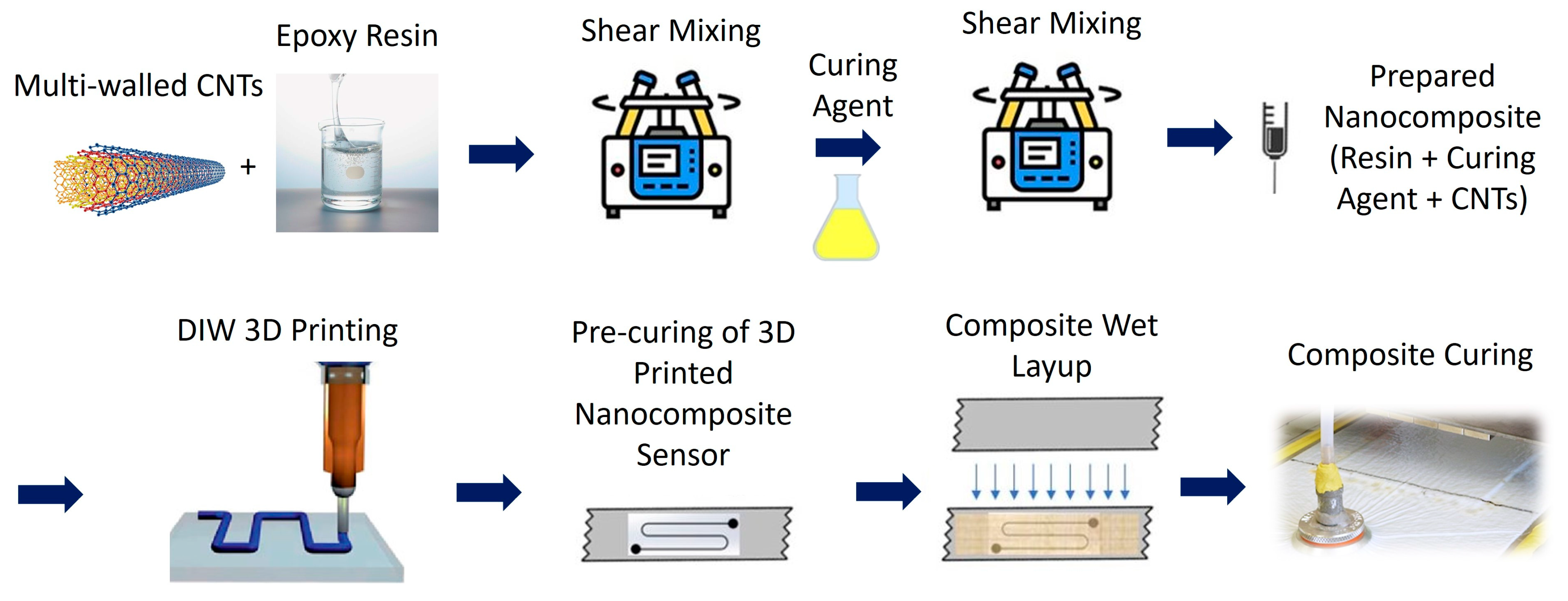
2.2. Material Preparation and DIW-Based 3D Printing
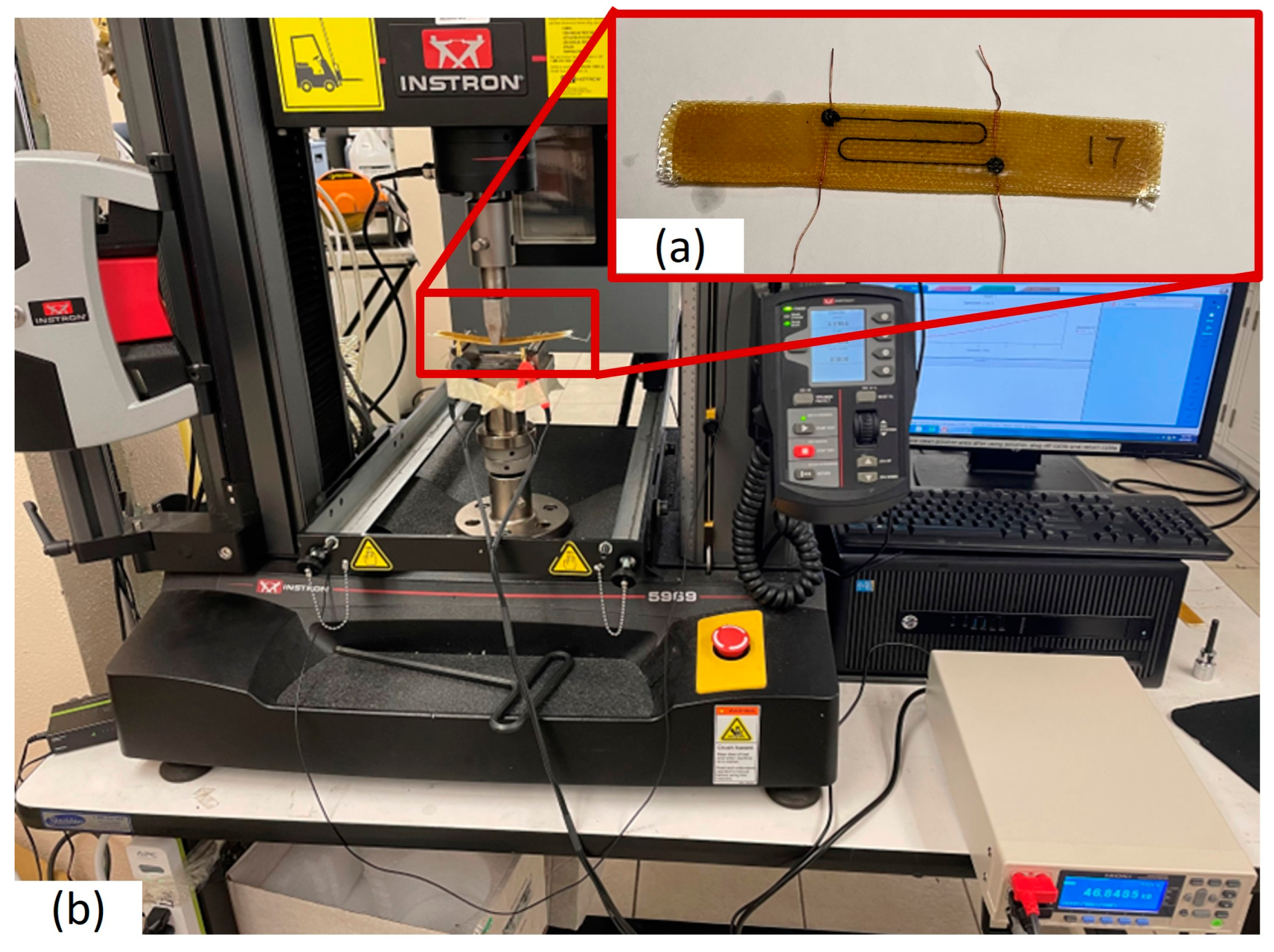
2.3. Characterization of Piezoresistive-Based Sensing Capability
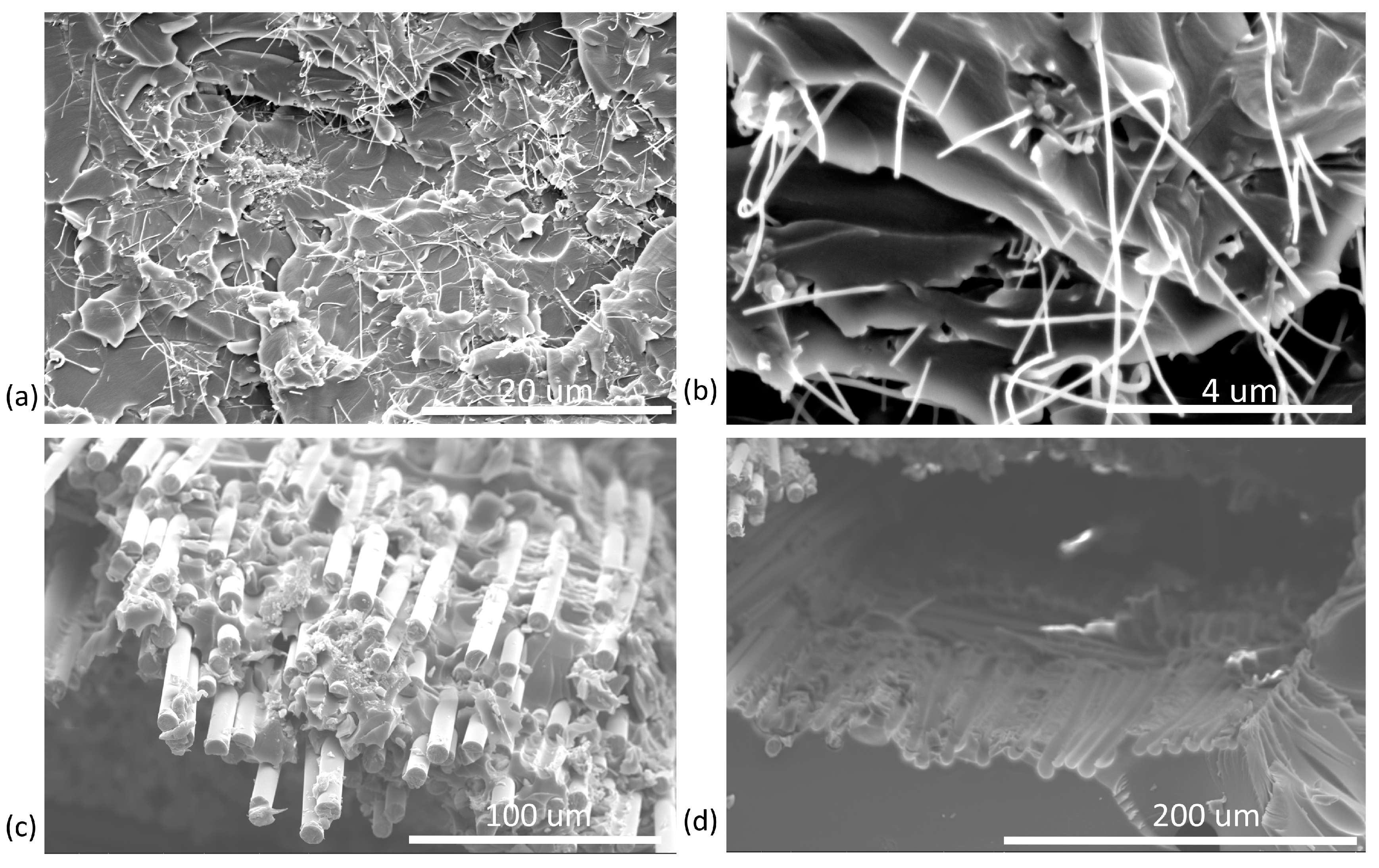
2.4. Microstructural Characterization Using Scanning Electron Microscopy
3. Results and Discussion
3.1. Evaluation of MWCNT Dispersion and Fracture in Composites
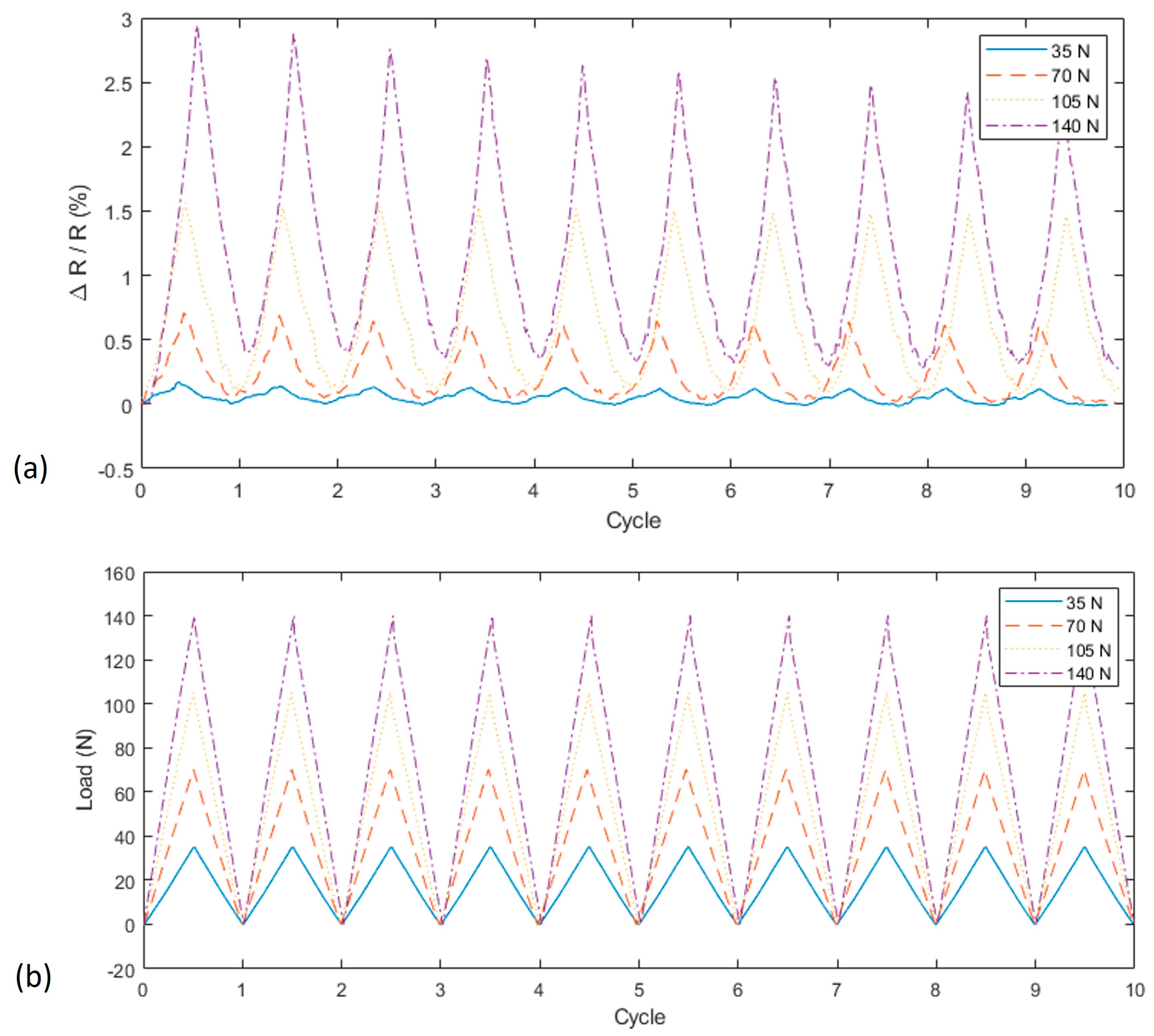
3.2. Piezoresistive Sensing under Quasi-Static Loads
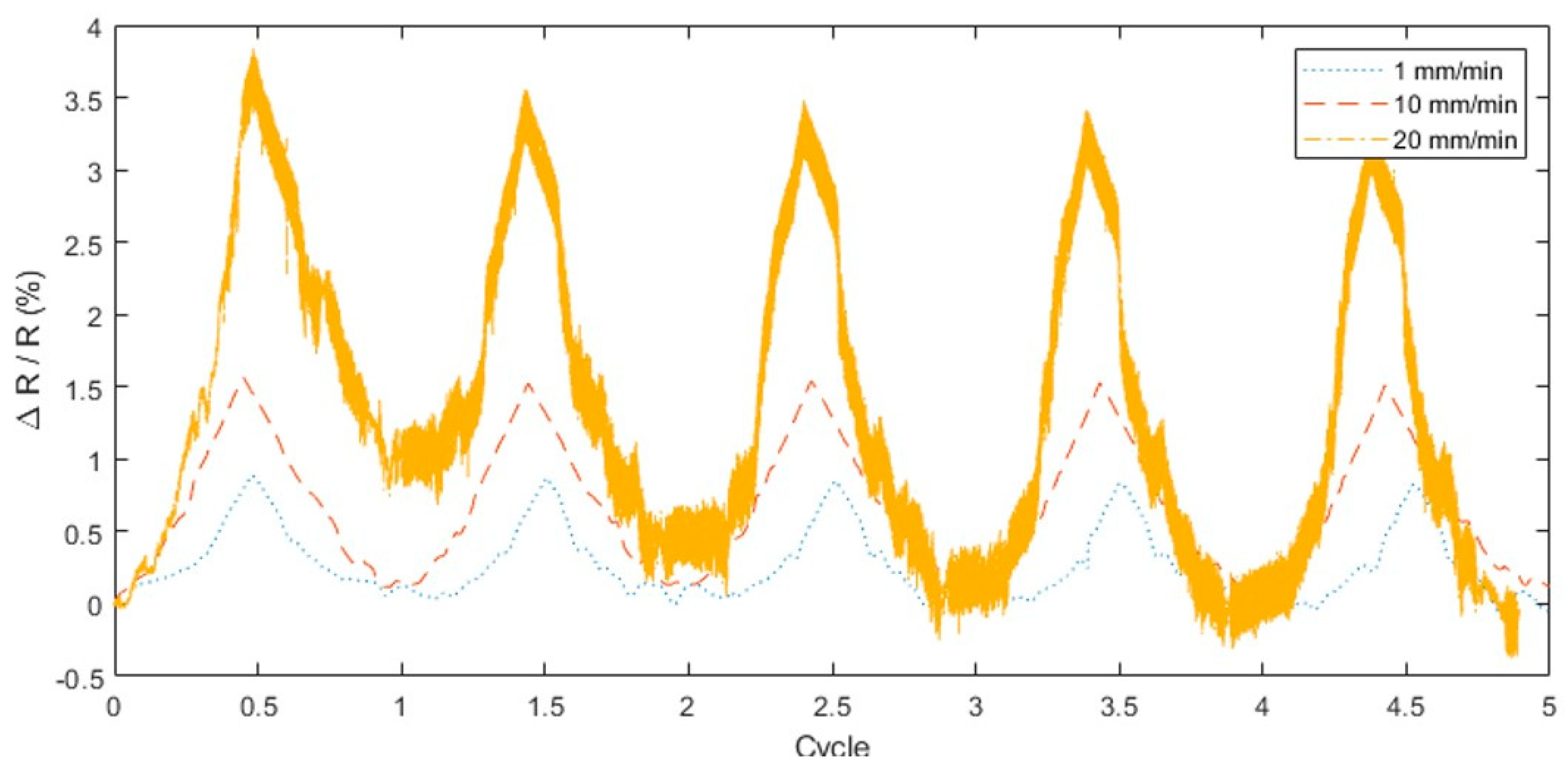
3.3. Characterization of Load Rate Effects on Piezoresistive Sensing Capability
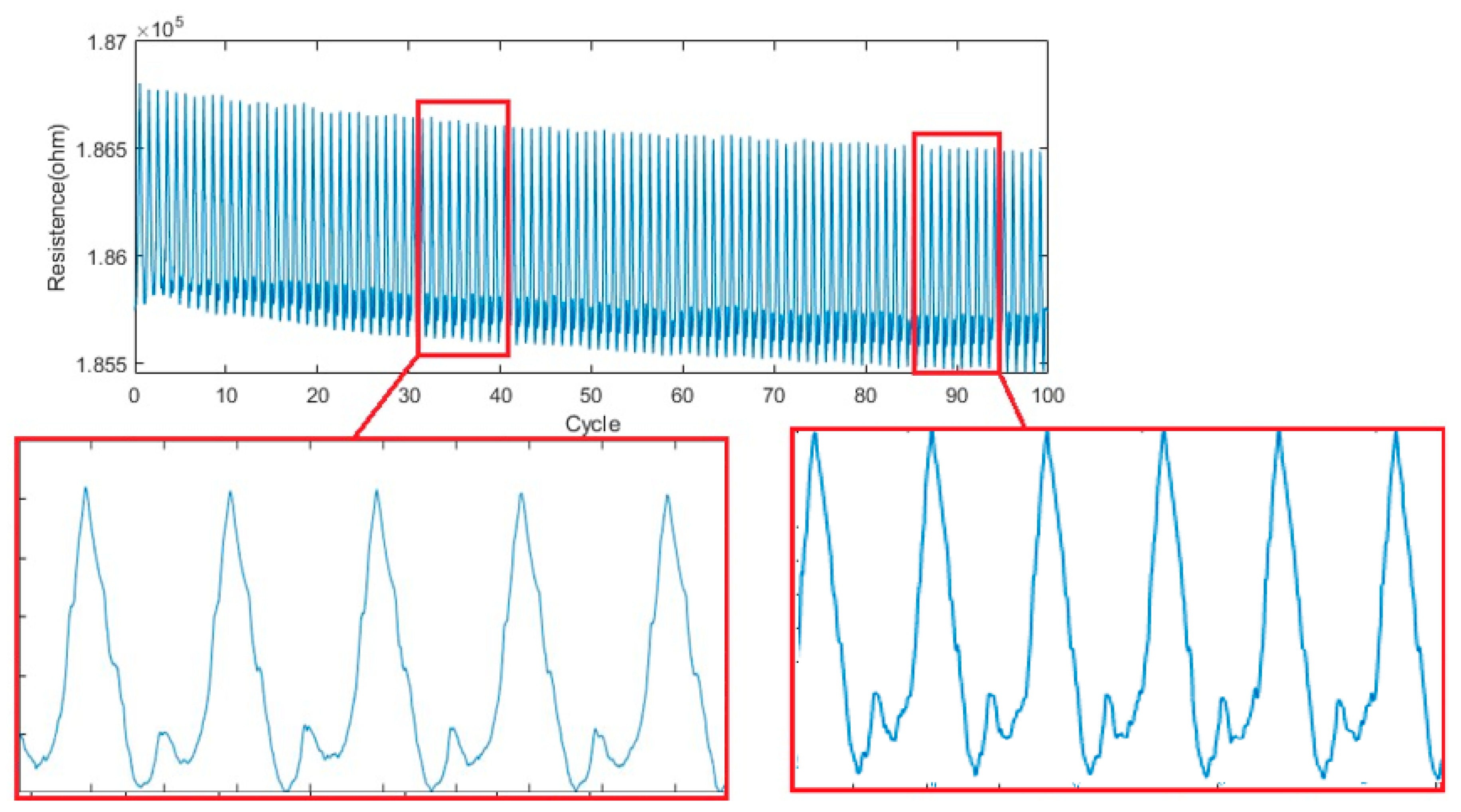
3.4. Characterization of Long-Term Piezoresistive Sensing Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Narayana, K.J.; Burela, R.G. A review of recent research on multifunctional composite materials and structures with their applications. Mater. Today Proc. 2018, 5, 5580–5590. [Google Scholar] [CrossRef]
- Gibson, R.F. A review of recent research on mechanics of multifunctional composite materials and structures. Compos. Struct. 2010, 92, 2793–2810. [Google Scholar] [CrossRef]
- Feldman, D. Polymer nanocomposites in building, construction. J. Macromol. Sci. Part A 2014, 51, 203–209. [Google Scholar] [CrossRef]
- Su, Y.W.; Lin, W.H.; Hsu, Y.J.; Wei, K.H. Conjugated polymer/nanocrystal nanocomposites for renewable energy applications in photovoltaics and photocatalysis. Small 2014, 10, 4427–4442. [Google Scholar] [CrossRef] [PubMed]
- Njuguna, J.; Pielichowski, K. Polymer nanocomposites for aerospace applications: Properties. Adv. Eng. Mater. 2003, 5, 769–778. [Google Scholar] [CrossRef]
- Naskar, A.K.; Keum, J.K.; Boeman, R.G. Polymer matrix nanocomposites for automotive structural components. Nat. Nanotechnol. 2016, 11, 1026–1030. [Google Scholar] [CrossRef] [PubMed]
- Galos, J. Thin-ply composite laminates: A review. Compos. Struct. 2020, 236, 111920. [Google Scholar] [CrossRef]
- Abbas, S.; Li, F.; Qiu, J. A review on SHM techniques and current challenges for characteristic investigation of damage in composite material components of aviation industry. Mater. Perform. Charact. 2018, 7, 224–258. [Google Scholar] [CrossRef]
- Okabe, Y.; Yashiro, S.; Kosaka, T.; Takeda, N. Detection of transverse cracks in CFRP composites using embedded fiber Bragg grating sensors. Smart Mater. Struct. 2000, 9, 832. [Google Scholar] [CrossRef]
- Degrieck, J.; De Waele, W.; Verleysen, P. Monitoring of fibre reinforced composites with embedded optical fibre Bragg sensors, with application to filament wound pressure vessels. Ndt E Int. 2001, 34, 289–296. [Google Scholar] [CrossRef]
- Huijer, A.; Kassapoglou, C.; Pahlavan, L. Acoustic emission monitoring of carbon fibre reinforced composites with embedded sensors for in-situ damage identification. Sensors 2021, 21, 6926. [Google Scholar] [CrossRef]
- Giurgiutiu, V. Structural Health Monitoring of Aerospace Composites; Academic Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Liu, Y.; Nayak, S. Structural health monitoring: State of the art and perspectives. Jom 2012, 64, 789–792. [Google Scholar] [CrossRef]
- Liu, Y.; Mohanty, S.; Chattopadhyay, A. Condition based structural health monitoring and prognosis of composite structures under uniaxial and biaxial loading. J. Nondestruct. Eval. 2010, 29, 181–188. [Google Scholar] [CrossRef]
- Rocha, H.; Semprimoschnig, C.; Nunes, J.P. Sensors for process and structural health monitoring of aerospace composites: A review. Eng. Struct. 2021, 237, 112231. [Google Scholar] [CrossRef]
- Giurgiutiu, V. SHM of aerospace composites—Challenges and opportunities. In Proceedings of the Composites and Advanced Materials Expo, Dallas, CA, USA, 27–29 October 2015; pp. 26–29. [Google Scholar]
- Murukeshan, V.; Chan, P.; Ong, L.; Seah, L. Cure monitoring of smart composites using fiber Bragg grating based embedded sensors. Sens. Actuators A Phys. 2000, 79, 153–161. [Google Scholar] [CrossRef]
- Tan, X.; Abu-Obeidah, A.; Bao, Y.; Nassif, H.; Nasreddine, W. Measurement and visualization of strains and cracks in CFRP post-tensioned fiber reinforced concrete beams using distributed fiber optic sensors. Autom. Constr. 2021, 124, 103604. [Google Scholar] [CrossRef]
- Guo, H.; Xiao, G.; Mrad, N.; Yao, J. Fiber optic sensors for structural health monitoring of air platforms. Sensors 2011, 11, 3687–3705. [Google Scholar] [CrossRef] [PubMed]
- Yu, L.; Santoni-Bottai, G.; Xu, B.; Liu, W.; Giurgiutiu, V. Piezoelectric wafer active sensors for in situ ultrasonic-guided wave SHM. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 611–628. [Google Scholar] [CrossRef]
- Liu, Y.; Fard, M.Y.; Chattopadhyay, A.; Doyle, D. Damage assessment of CFRP composites using a time–frequency approach. J. Intell. Mater. Syst. Struct. 2012, 23, 397–413. [Google Scholar] [CrossRef]
- Lau, K. Structural health monitoring for smart composites using embedded FBG sensor technology. Mater. Sci. Technol. 2014, 30, 1642–1654. [Google Scholar] [CrossRef]
- Qiu, Y.; Wang, Q.B.; Zhao, H.T.; Chen, J.A.; Wang, Y.Y. Review on composite structural health monitoring based on fiber Bragg grating sensing principle. J. Shanghai Jiaotong Univ. 2013, 18, 129–139. [Google Scholar] [CrossRef]
- Aranguren, G.; Monje, P.; Cokonaj, V.; Barrera, E.; Ruiz, M. Ultrasonic wave-based structural health monitoring embedded instrument. Rev. Sci. Instrum. 2013, 84, 125106. [Google Scholar] [CrossRef] [PubMed]
- Chia, C.C.; Jeong, H.M.; Lee, J.R.; Park, G. Composite aircraft debonding visualization by laser ultrasonic scanning excitation and integrated piezoelectric sensing. Struct. Control Health Monit. 2012, 19, 605–620. [Google Scholar] [CrossRef]
- Abot, J.L.; Song, Y.; Vatsavaya, M.S.; Medikonda, S.; Kier, Z.; Jayasinghe, C.; Rooy, N.; Shanov, V.N.; Schulz, M.J. Delamination detection with carbon nanotube thread in self-sensing composite materials. Compos. Sci. Technol. 2010, 70, 1113–1119. [Google Scholar] [CrossRef]
- Zou, J.; Liu, Y.; Shan, B.; Chattopadhyay, A.; Dai, L.L. Early damage detection in epoxy matrix using cyclobutane-based polymers. Smart Mater. Struct. 2014, 23, 095038. [Google Scholar] [CrossRef]
- Jiang, Y.; Islam, M.N.; He, R.; Huang, X.; Cao, P.F.; Advincula, R.C.; Dahotre, N.; Dong, P.; Wu, H.F.; Choi, W. Recent advances in 3D printed sensors: Materials, design, and manufacturing. Adv. Mater. Technol. 2023, 8, 2200492. [Google Scholar] [CrossRef]
- Sotov, A.; Kantyukov, A.; Popovich, A.; Sufiiarov, V. LCD-SLA 3D printing of BaTiO3 piezoelectric ceramics. Ceram. Int. 2021, 47, 30358–30366. [Google Scholar] [CrossRef]
- Andrew, J.J.; Alhashmi, H.; Schiffer, A.; Kumar, S.; Deshpande, V.S. Energy absorption and self-sensing performance of 3D printed CF/PEEK cellular composites. Mater. Des. 2021, 208, 109863. [Google Scholar] [CrossRef]
- Arias-Ferreiro, G.; Lasagabáster-Latorre, A.; Ares-Pernas, A.; Ligero, P.; García-Garabal, S.M.; Dopico-García, M.S.; Abad, M.-J. Lignin as a High-Value Bioaditive in 3D-DLP Printable Acrylic Resins and Polyaniline Conductive Composite. Polymers 2022, 14, 4164. [Google Scholar] [CrossRef]
- Mahshid, R.; Isfahani, M.N.; Heidari-Rarani, M.; Mirkhalaf, M. Recent advances in development of additively manufactured thermosets and fiber reinforced thermosetting composites: Technologies, materials, and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2023, 171, 107584. [Google Scholar] [CrossRef]
- Armstrong, C.D.; Yue, L.; Kuang, X.; Roach, D.J.; Dunn, M.L.; Qi, H.J. A hybrid additive manufacturing process for production of functional fiber-reinforced polymer composite structures. J. Compos. Mater. 2023, 57, 841–850. [Google Scholar] [CrossRef]
- Hoffmann, K. An Introduction to Measurements Using Strain Gages; Hottinger Baldwin Messtechnik Darmstadt: Darmstadt, Germany, 1989. [Google Scholar]
- Abshirini, M.; Charara, M.; Liu, Y.; Saha, M.; Altan, M.C. 3D printing of highly stretchable strain sensors based on carbon nanotube nanocomposites. Adv. Eng. Mater. 2018, 20, 1800425. [Google Scholar] [CrossRef]
- Chowdhury, S.A.; Saha, M.C.; Patterson, S.; Robison, T.; Liu, Y. Highly conductive polydimethylsiloxane/carbon nanofiber composites for flexible sensor applications. Adv. Mater. Technol. 2019, 4, 1800398. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Applied Maximum Load (N) | 35 | 70 | 105 | 140 |
| GF | 26 | 45 | 87 | 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, D.; Liu, X.; Meves, J.; Billings, C.; Liu, Y. 3D Printed and Embedded Strain Sensors in Structural Composites for Loading Monitoring and Damage Diagnostics. J. Compos. Sci. 2023, 7, 437. https://doi.org/10.3390/jcs7100437
Zhao D, Liu X, Meves J, Billings C, Liu Y. 3D Printed and Embedded Strain Sensors in Structural Composites for Loading Monitoring and Damage Diagnostics. Journal of Composites Science. 2023; 7(10):437. https://doi.org/10.3390/jcs7100437
Chicago/Turabian StyleZhao, Dongfang, Xingyu Liu, Jacob Meves, Christopher Billings, and Yingtao Liu. 2023. "3D Printed and Embedded Strain Sensors in Structural Composites for Loading Monitoring and Damage Diagnostics" Journal of Composites Science 7, no. 10: 437. https://doi.org/10.3390/jcs7100437