
Process Optimization for the 3D Printing of PLA and HNT Composites with Arburg Plastic Freeforming

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing
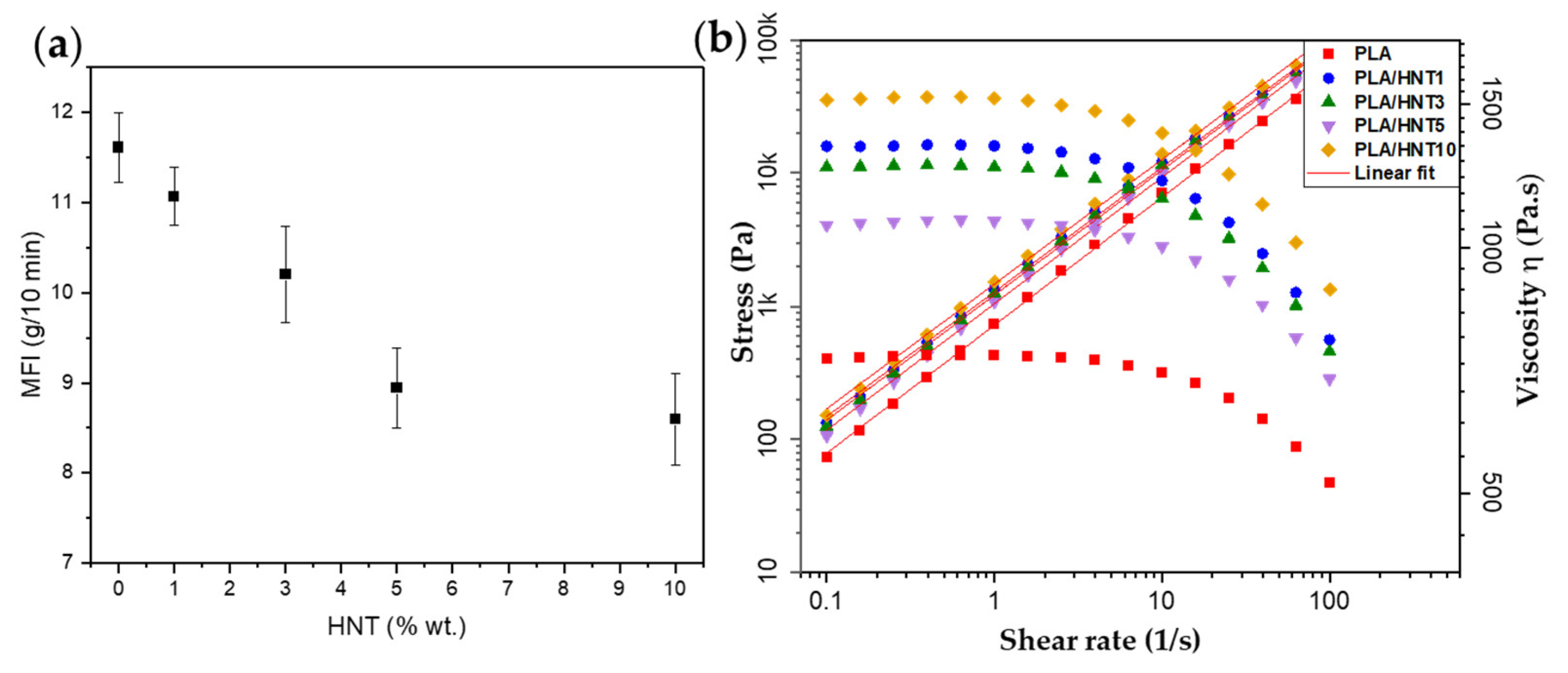
2.2. MFI and Rheological Studies
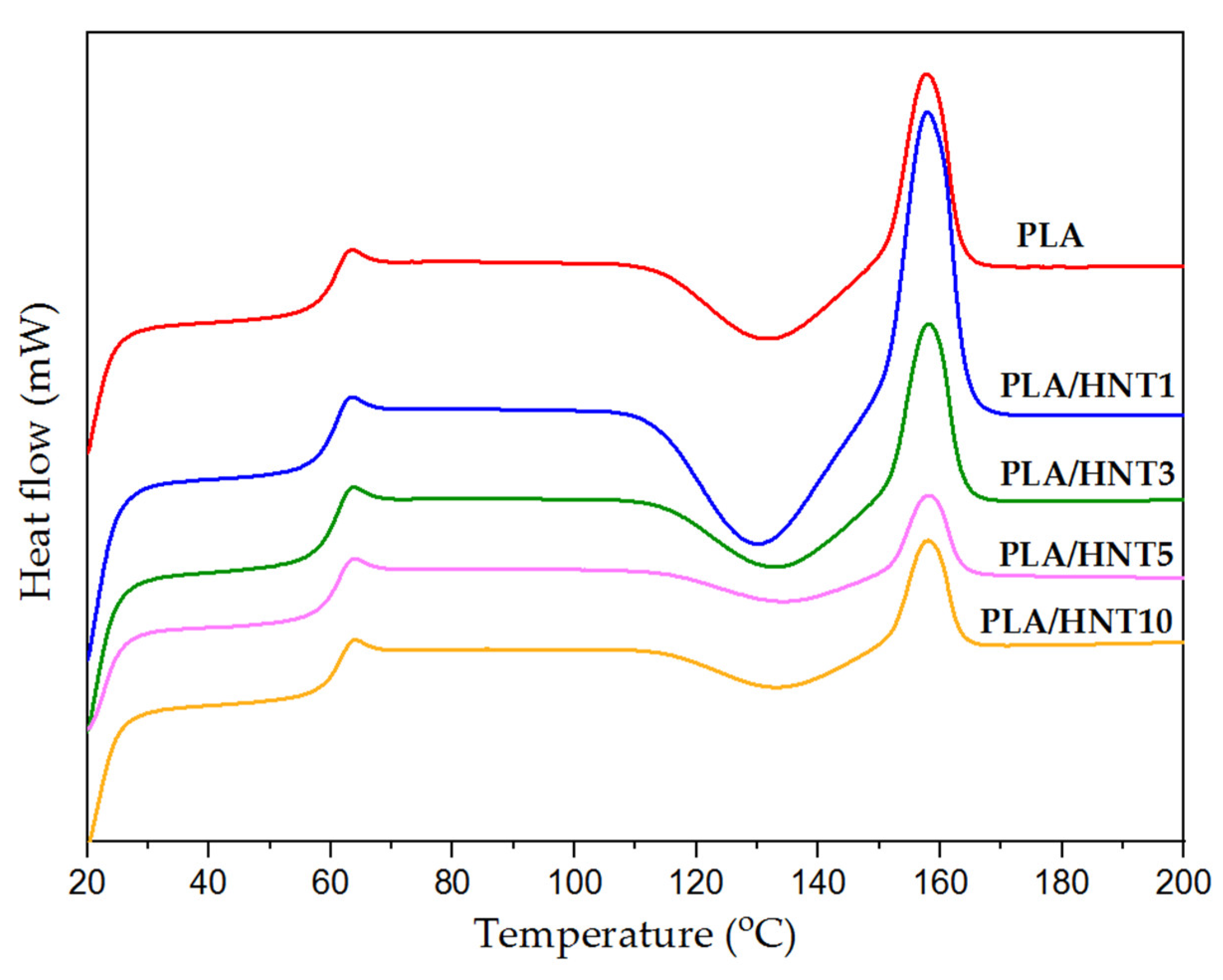
2.3. Differential Scanning Calorimetry (DSC)
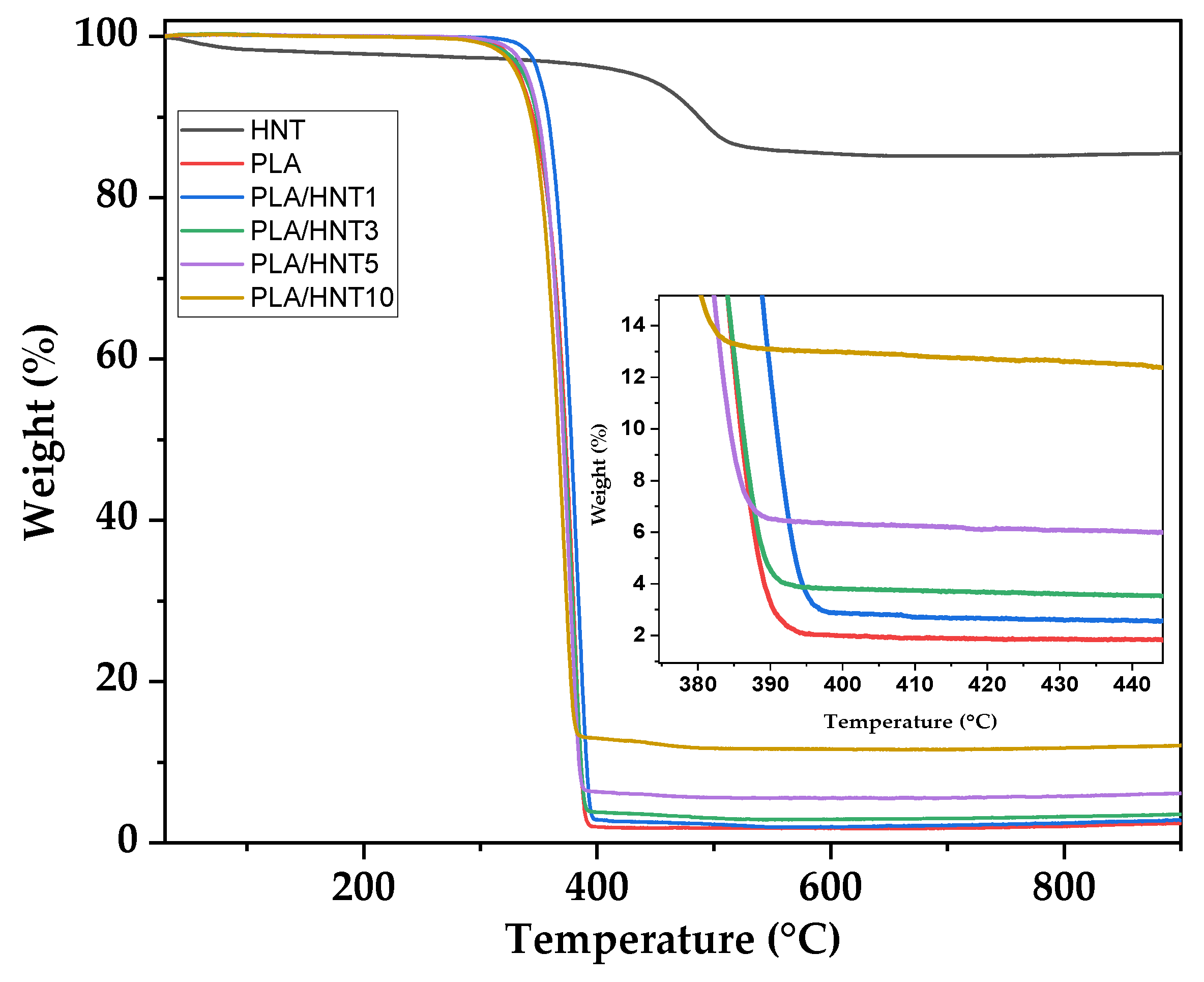
2.4. Thermogravimetric Analysis (TGA)
2.5. Fourier Transform Infrared Spectroscopy Analysis (FTIR)
2.6. Wide-Angle X-Ray Diffraction (WAXD) Analysis
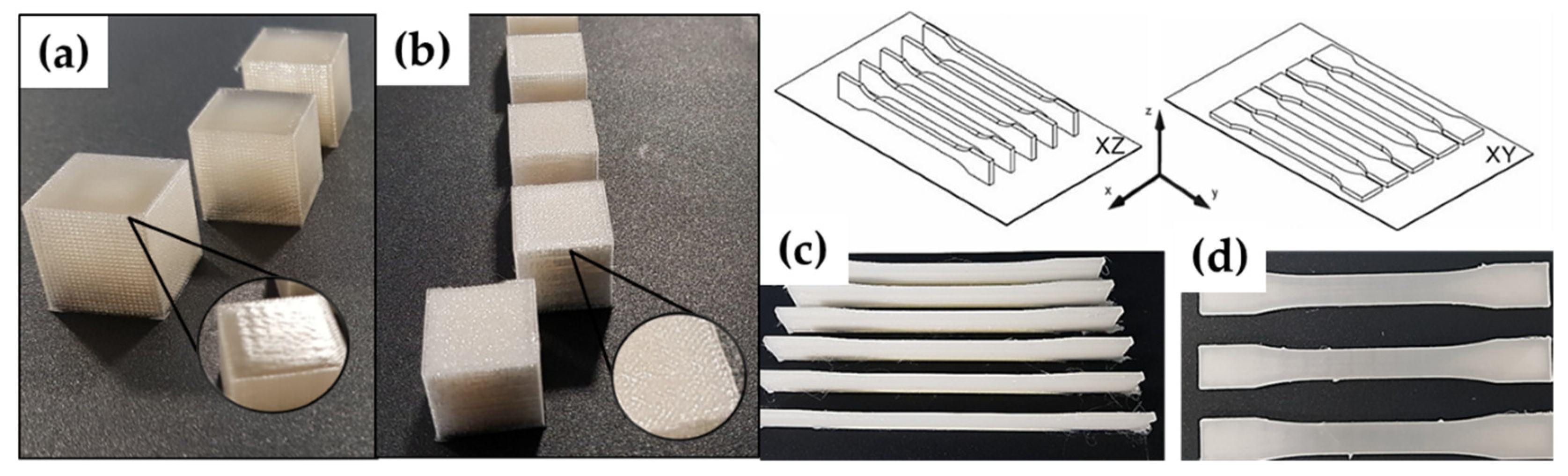
2.7. Part Production
2.8. Infill vs. Porosity Assessment
2.9. Tensile Testing
2.10. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Hot-Melt Extrusion (HME)
3.2. Melt Flow Indexing and Rheological Studies
3.3. Differential Scanning Calorimetry (DSC) Analysis
3.4. TG/DTG (Thermal Stability Study)
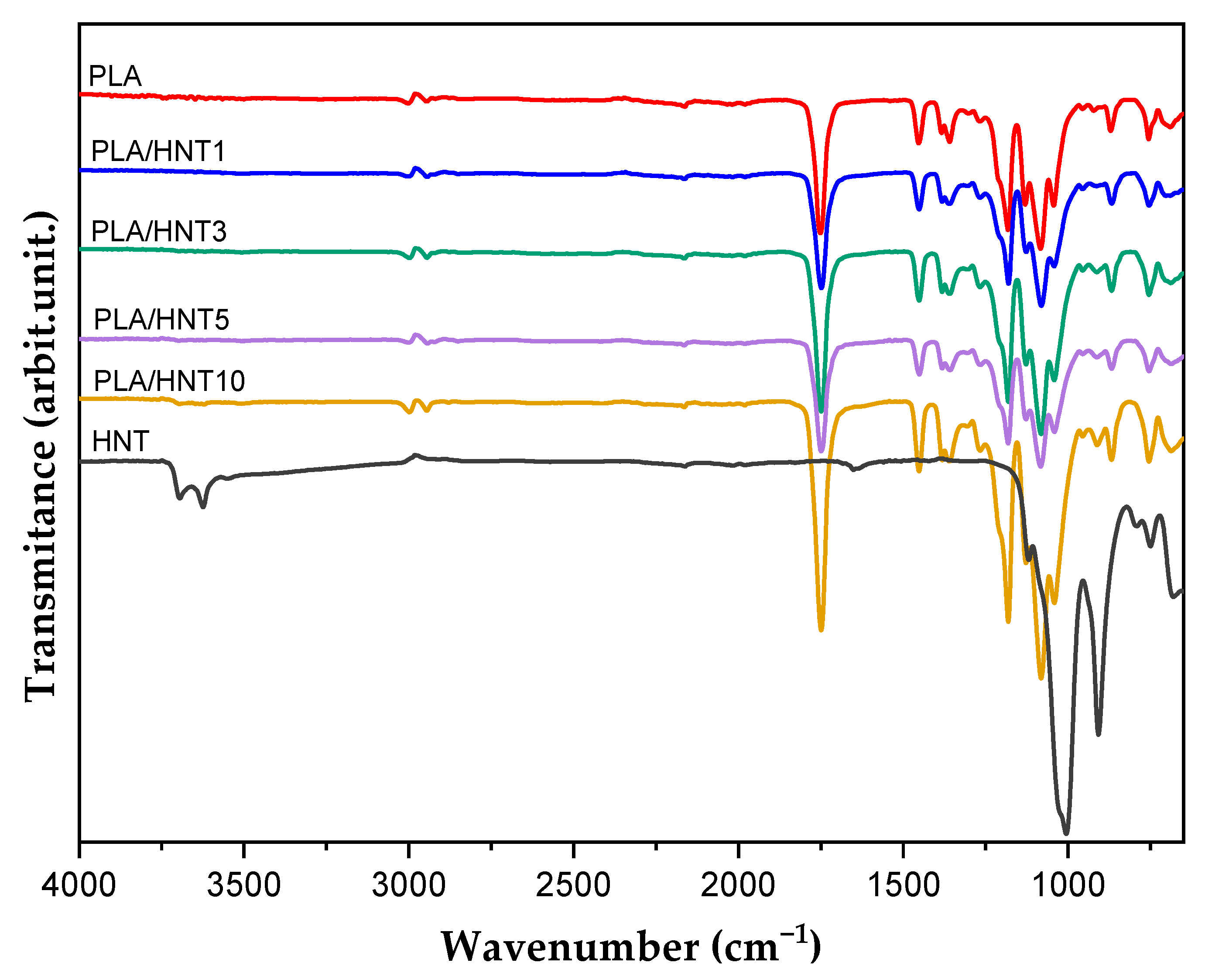
3.5. FTIR-ATR
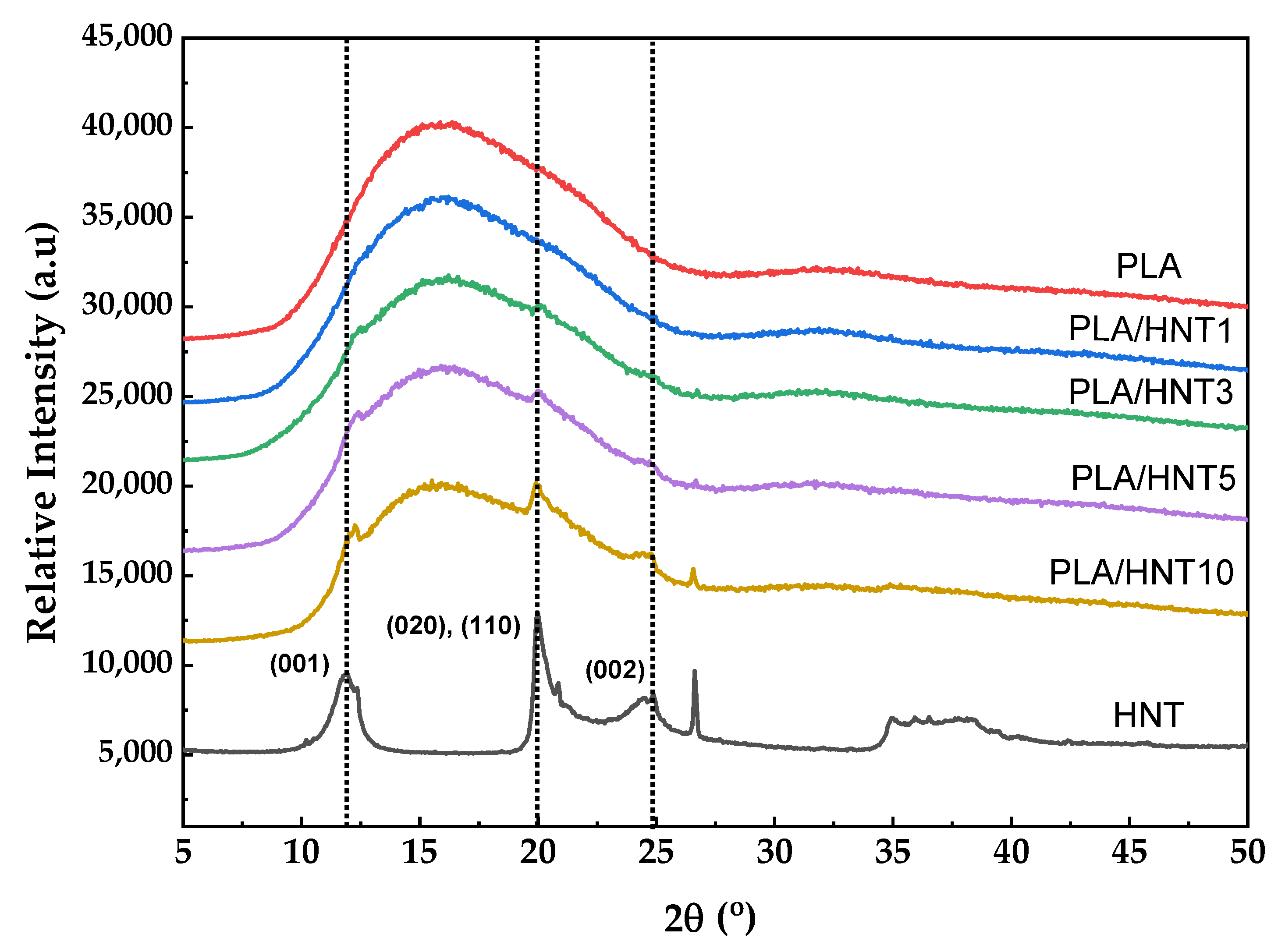
3.6. Wide-Angle X-Ray Diffraction—WAXD
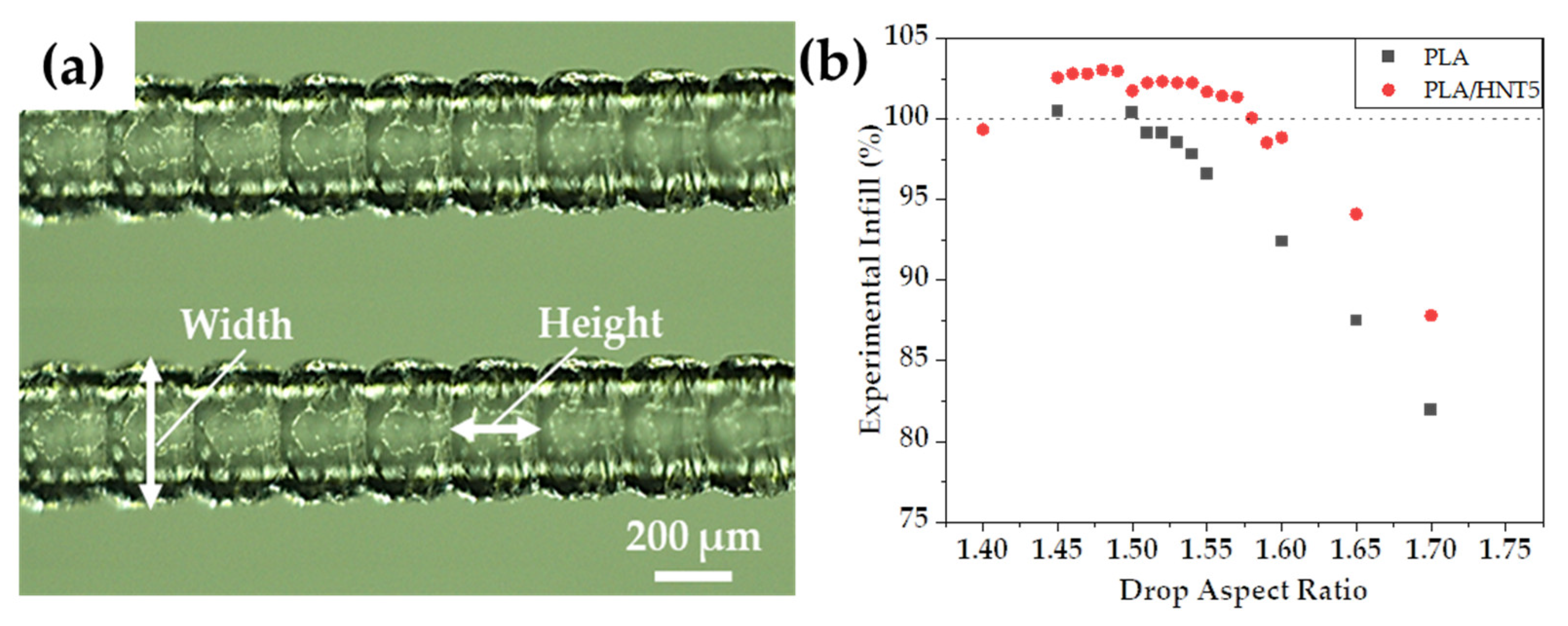
3.7. Porosity versus Infill
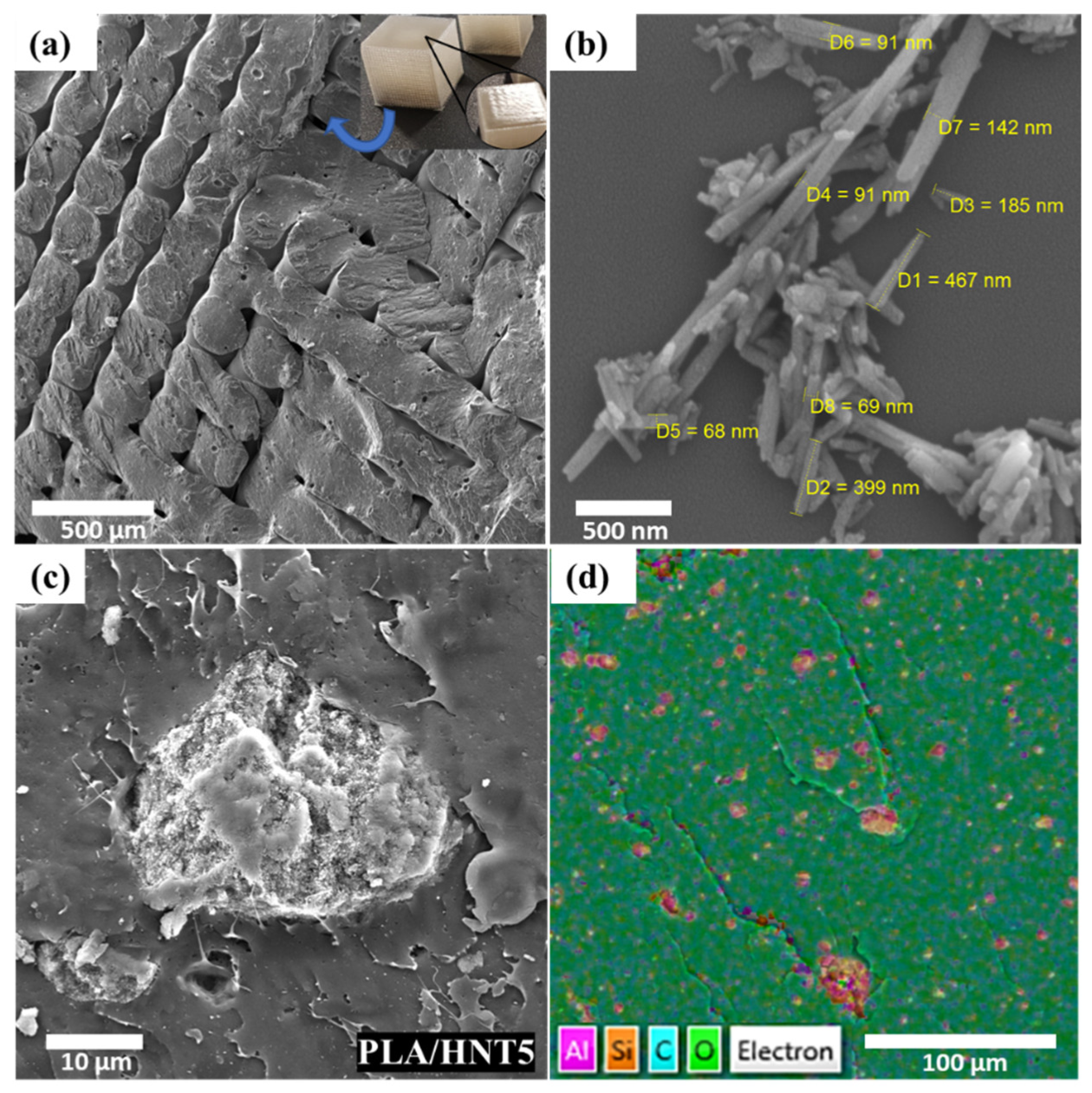
3.8. Scanning Electron Microscopy (SEM) and Energy-Dispersive X-Ray Spectroscopy (EDX)
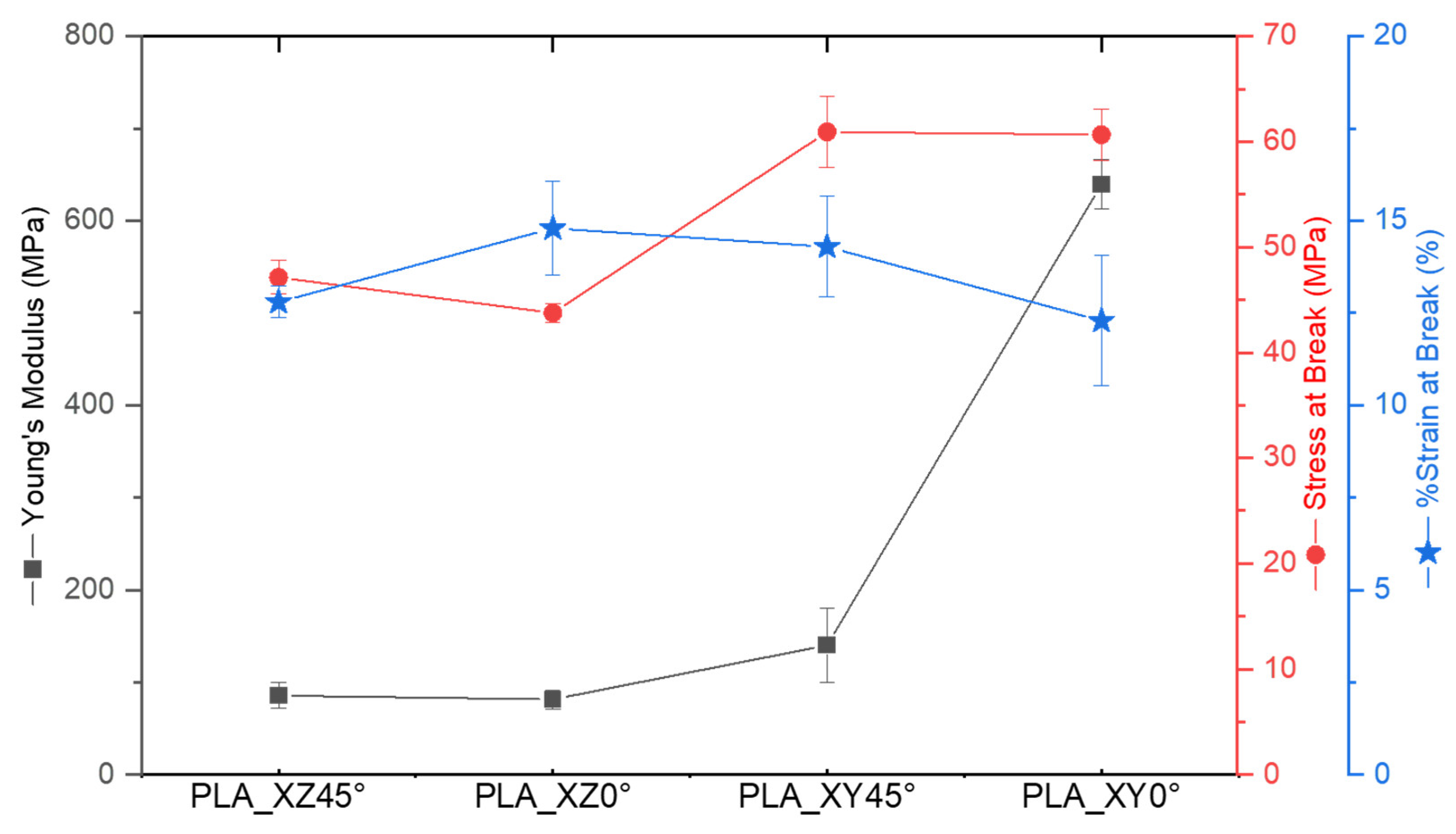
3.9. Tensile Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Venkatesh, C.; Fuenmayor, E.; Doran, P.; Major, I.; Lyons, J.G.; Devine, D.M. Additive manufacturing of PLA/HNT nanocomposites for biomedical applications. Procedia Manuf. 2019, 38, 17–24. [Google Scholar] [CrossRef]
- Dong, Y.; Marshall, J.; Haroosh, H.J.; Mohammadzadehmoghadam, S.; Liu, D.; Qi, X.; Lau, K.-T. Polylactic acid (PLA)/halloysite nanotube (HNT) composite mats: Influence of HNT content and modification. Compos. Part A Appl. Sci. Manuf. 2015, 76, 28–36. [Google Scholar] [CrossRef] [Green Version]
- Russo, P.; Cammarano, S.; Bilotti, E.; Peijs, T.; Cerruti, P.; Acierno, D. Physical properties of poly lactic acid/clay nanocomposite films: Effect of filler content and annealing treatment. J. Appl. Polym. Sci. 2013, 131, 1–8. [Google Scholar] [CrossRef]
- Venkatesh, C.; Clear, O.; Major, I.; Lyons, J.G.; Devine, D.M. Faster Release of Lumen-Loaded Drugs than Matrix-Loaded Equivalent in Polylactic Acid/Halloysite Nanotubes. Materials 2019, 12, 1830. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.; Murphy, A.; Scholz, D.; Geever, L.M.; Lyons, J.G.; Devine, D.M. Surface-modified halloysite nanotubes reinforced poly(lactic acid) for use in biodegradable coronary stents. J. Appl. Polym. Sci. 2018, 135, 46521. [Google Scholar] [CrossRef]
- Venkatesh, C.; Laurenti, M.; Bandeira, M.; Lanzagorta, E.; Lucherini, L.; Cauda, V.; Devine, D. Biodegradation and Antimicrobial Properties of Zinc Oxide–Polymer Composite Materials for Urinary Stent Applications. Coatings 2020, 10, 1002. [Google Scholar] [CrossRef]
- Chen, Y.; Geever, L.M.; Killion, J.A.; Lyons, J.G.; Higginbotham, C.L.; Devine, D.M. Halloysite nanotube reinforced polylactic acid composite. Polym. Compos. 2015, 38, 2166–2173. [Google Scholar] [CrossRef]
- Hentschel, L.; Kynast, F.; Petersmann, S.; Holzer, C.; Gonzalez-Gutierrez, J. Processing Conditions of a Medical Grade Poly(Methyl Methacrylate) with the Arburg Plastic Freeforming Additive Manufacturing Process. Polymers 2020, 12, 2677. [Google Scholar] [CrossRef]
- Kumar, S.R.; Sridhar, S.; Venkatraman, R.; Venkatesan, M. Polymer additive manufacturing of ASA structure: Influence of printing parameters on mechanical properties. Mater. Today Proc. 2020, 39, 1316–1319. [Google Scholar] [CrossRef]
- Zhang, B.; Nasereddin, J.; McDonagh, T.; von Zeppelin, D.; Gleadall, A.; Alqahtani, F.; Bibb, R.; Belton, P.; Qi, S. Effects of porosity on drug release kinetics of swellable and erodible porous pharmaceutical solid dosage forms fabricated by hot melt droplet deposition 3D printing. Int. J. Pharm. 2021, 604, 120626. [Google Scholar] [CrossRef]
- Welsh, N.R.; Malcolm, R.K.; Devlin, B.; Boyd, P. Dapivirine-releasing vaginal rings produced by plastic freeforming additive manufacturing. Int. J. Pharm. 2019, 572, 118725. [Google Scholar] [CrossRef] [PubMed]
- Minetola, P.; Calignano, F.; Galati, M. Comparing geometric tolerance capabilities of additive manufacturing systems for polymers. Addit. Manuf. 2020, 32, 101103. [Google Scholar] [CrossRef]
- Mele, M.; Pisaneschi, G.; Campana, G.; Zucchelli, A.; Ciotti, M. Effect of selected process parameters on dimensional accuracy in Arburg Plastic Freeforming. Rapid Prototyp. J. 2022, 569, 1–15. [Google Scholar] [CrossRef]
- Ahlinder, A.; Charlon, S.; Fuoco, T.; Soulestin, J.; Finne-Wistrand, A. Minimise thermo-mechanical batch variations when processing medical grade lactide based copolymers in additive manufacturing. Polym. Degrad. Stab. 2020, 181, 109372. [Google Scholar] [CrossRef]
- Padovano, E.; Galfione, M.; Concialdi, P.; Lucco, G.; Badini, C. Mechanical and Thermal Behavior of Ultem® 9085 Fabricated by Fused-Deposition Modeling. Appl. Sci. 2020, 10, 3170. [Google Scholar] [CrossRef]
- Roberson, D.A.; Torrado Perez, A.R.; Shemelya, C.M.; Rivera, A.; MacDonald, E.; Wicker, R.B. Comparison of stress concentrator fabrication for 3D printed polymeric izod impact test specimens. Addit. Manuf. 2015, 7, 1–11. [Google Scholar] [CrossRef]
- Charlon, S.; Soulestin, J. Thermal and geometry impacts on the structure and mechanical properties of part produced by polymer additive manufacturing. J. Appl. Polym. Sci. 2020, 137, 49038. [Google Scholar] [CrossRef]
- ISO 1133-1:2011(en); Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. International Organization for Standardization: Geneva, Switzerland, 2011. Available online: https://www.iso.org/obp/ui/#iso:std:iso:1133:-1:ed-1:v1:en (accessed on 11 August 2021).
- Pollack, S.; Venkatesh, C.; Neff, M.; Healy, A.V.; Hu, G.; Fuenmayor, E.A.; Lyons, J.G.; Major, I.; Devine, D.M. Polymer-Based Additive Manufacturing: Historical Developments, Process Types and Material Considerations. In Polymer-Based Additive Manufacturing, 1st ed.; Devine, D.M., Ed.; Springer: Gewerbestrasse, Switzerland, 2019; Volume 1, pp. 1–22. [Google Scholar]
- Corbion Luminy® LX175. Available online: https://www.corbion.com/media/442336/pds-luminy-lx175.pdf (accessed on 25 May 2022).
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Nakayama, Y.; Takemitsu, H.; Kajiwara, T.; Kimura, K.; Takeuchi, T.; Tomiyama, H. Improving mixing characteristics with a pitched tip in kneading elements in twin-screw extrusion. AIChE J. 2017, 64, 1424–1434. [Google Scholar] [CrossRef] [Green Version]
- Fuenmayor, E.; O’Donnell, C.; Gately, N.; Doran, P.; Devine, D.; Lyons, J.G.; McConville, C.; Major, I. Mass-customization of oral tablets via the combination of 3D printing and injection molding. Int. J. Pharm. 2019, 569, 118611. [Google Scholar] [CrossRef]
- Radlmaier, V.; Heckel, C.; Winnacker, M.; Erber, A.; Koerber, H. Effects of thermal cycling on polyamides during processing. Thermochim. Acta 2017, 648, 44–51. [Google Scholar] [CrossRef]
- Venkatesh, C.; Chen, Y.; Cao, Z.; Brennan, S.; Major, I.; Lyons, J.G.; Devine, D.M. Influence of extrusion screw speed on the properties of halloysite nanotube impregnated polylactic acid nanocomposites. J. Polym. Eng. 2021, 41, 499–508. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Y.; Zhou, C. Nanocomposites of halloysite and polylactide. Appl. Clay Sci. 2013, 75–76, 52–59. [Google Scholar] [CrossRef]
- Cobos, C.; Garzón, L.; López Martinez, J.; Fenollar, O.; Ferrandiz, S. Study of thermal and rheological properties of PLA loaded with carbon and halloysite nanotubes for additive manufacturing. Rapid Prototyp. J. 2019, 25, 738–743. [Google Scholar] [CrossRef]
- Ertas, M.; Altuntas, E.; Donmez Cavdar, A. Effects of halloysite nanotube on the performance of natural fiber filled poly(lactic acid) composites. Polym. Compos. 2019, 40, 4238–4247. [Google Scholar] [CrossRef]
- Wu, W.; Cao, X.; Luo, J.; He, G.; Zhang, Y. Morphology, thermal, and mechanical properties of poly(butylene succinate) reinforced with halloysite nanotube. Polym. Compos. 2013, 35, 847–855. [Google Scholar] [CrossRef]
- Jia, S.; Yu, D.; Zhu, Y.; Wang, Z.; Chen, L.; Fu, L. Morphology, Crystallization and Thermal Behaviors of PLA-Based Composites: Wonderful Effects of Hybrid GO/PEG via Dynamic Impregnating. Polymers 2017, 9, 528. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tábi, T.; Hajba, S.; Kovács, J. Effect of crystalline forms (α′ and α) of poly(lactic acid) on its mechanical, thermo-mechanical, heat deflection temperature and creep properties. Eur. Polym. J. 2016, 82, 232–243. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.; Luo, Y.; Guo, B.; Yang, B.; Du, M.; Jia, D. Reinforcing and Flame-Retardant Effects of Halloysite Nanotubes on LLDPE. Polym.-Plast. Technol. Eng. 2009, 48, 607–613. [Google Scholar] [CrossRef]
- Wu, W.; Cao, X.; Zhang, Y.; He, G. Polylactide/halloysite nanotube nanocomposites: Thermal, mechanical properties, and foam processing. J. Appl. Polym. Sci. 2013, 130, 443–452. [Google Scholar] [CrossRef]
- Carli, L.N.; Crespo, J.S.; Mauler, R.S. PHBV nanocomposites based on organomodified montmorillonite and halloysite: The effect of clay type on the morphology and thermal and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1601–1608. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- De Silva, R.; Pasbakhsh, P.; Goh, K.L.; Chai, S.-P.; Chen, J. Synthesis and characterisation of poly (lactic acid)/halloysite bionanocomposite films. J. Compos. Mater. 2013, 48, 3705–3717. [Google Scholar] [CrossRef]
- Pasbakhsh, P.; Churchman, G.J.; Keeling, J.L. Characterisation of properties of various halloysites relevant to their use as nanotubes and microfibre fillers. Appl. Clay Sci. 2013, 74, 47–57. [Google Scholar] [CrossRef]
- Venkatesh, C. Development of Drug Eluting Biodegradable Nanocomposite for Use in Coronary Stents. Ph.D. Thesis, Athlone Institute of Technology, Athlone, Ireland, September 2021. [Google Scholar]
- Hirsch, A.; Hecker, F.; Moritzer, E. Process Parameter Optimization to Improve the Mechanical Properties of Arburg Plastic Freeformed Components. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12 August 2019. [Google Scholar]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | PLA | PLA/HNT5 |
|---|---|---|
| Temperature zone 1 (T1, °C) | 210 | 215 |
| Temperature zone 2 (T2, °C) | 220 | 225 |
| Temperature nozzle (Tnozzle, °C) | 225 | 230 |
| Temperature chamber (Tchamber, °C) | 90 | 90 |
| Dosing stroke (mm) | 8 | 8 |
| Backpressure (bar) | 50 | 50 |
| Screw speed (m/s) | 4 | 4 |
| Discharge rate (%) | 100 | 100 |
| Drop aspect ratio (DAR) | 1.52 | 1.58 |
| Layer thickness (mm) | 0.200 | 0.200 |
| Material | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (J/g) | ΔCp (J/g°C) | Xc (%) | |
|---|---|---|---|---|---|---|---|---|
| 1st Heating | PLA/raw | 60.2 | 131 | 0.333 | 157.6 | 0.078 | 0.607 | 0.44 |
| PLA | 60.2 | 132 | 16.01 | 159.6 | 34.12 | 0.397 | 53.56 | |
| PLA/HNT1 | 60.4 | 140 | 19.06 | 159.8 | 32.94 | 0.412 | 56.12 | |
| PLA/HNT3 | 61.5 | 140 | 16.26 | 160.3 | 32.32 | 0.353 | 53.51 | |
| PLA/HNT5 | 60.3 | 139 | 16.50 | 160.0 | 30.32 | 0.382 | 52.65 | |
| PLA/HNT10 | 60.8 | 140 | 14.88 | 160.7 | 31.65 | 0.325 | 55.24 | |
| 2nd Heating | PLA/raw | 59.9 | 131 | 0.518 | 157.0 | 0.59 | 0.722 | 1.18 |
| PLA | 59.7 | 141 | 23.63 | 157.7 | 20.86 | 0.677 | 47.53 | |
| PLA/HNT1 | 60.2 | 130 | 37.51 | 157.8 | 28.40 | 0.569 | 71.13 | |
| PLA/HNT3 | 59.8 | 133 | 16.68 | 158.1 | 14.74 | 0.704 | 34.61 | |
| PLA/HNT5 | 60.2 | 134 | 7.60 | 158.1 | 7.17 | 0.580 | 16.61 | |
| PLA/HNT10 | 60.5 | 133 | 12.48 | 157.9 | 10.86 | 0.644 | 27.71 |
| Sample | Temperature at 5% Weight Loss (°C) | Temperature at 10% Weight Loss (°C) | Temperature at Maximum Weight Loss (°C) | Residue at 600 °C (wt.%) |
|---|---|---|---|---|
| PLA | 334.2 | 345.1 | 381.1 | 1.80 |
| PLA/HNT1 | 350.4 | 358.1 | 380.8 | 1.98 |
| PLA/HNT3 | 338.1 | 348.3 | 379.3 | 2.92 |
| PLA/HNT5 | 340.8 | 349.6 | 375.4 | 5.58 |
| PLA/HNT10 | 332.7 | 343.2 | 371.2 | 11.61 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Engler, L.G.; Crespo, J.S.; Gately, N.M.; Major, I.; Devine, D.M. Process Optimization for the 3D Printing of PLA and HNT Composites with Arburg Plastic Freeforming. J. Compos. Sci. 2022, 6, 309. https://doi.org/10.3390/jcs6100309
Engler LG, Crespo JS, Gately NM, Major I, Devine DM. Process Optimization for the 3D Printing of PLA and HNT Composites with Arburg Plastic Freeforming. Journal of Composites Science. 2022; 6(10):309. https://doi.org/10.3390/jcs6100309
Chicago/Turabian StyleEngler, Leonardo G., Janaina S. Crespo, Noel M. Gately, Ian Major, and Declan M. Devine. 2022. "Process Optimization for the 3D Printing of PLA and HNT Composites with Arburg Plastic Freeforming" Journal of Composites Science 6, no. 10: 309. https://doi.org/10.3390/jcs6100309