
The Effect of Niobium Addition on the Operational and Metallurgical Behavior of Fe-Cr-C Hardfacing Deposited by Shielded Metal Arc Welding

Abstract
:1. Introduction
2. Materials and Methods
- En: average arc energy;
- U(i): instantaneous arc voltage;
- I(i): instantaneous welding current;
- V: welding travel speed.
- ηd = actual deposition efficiency;
- Δsdm = deposited mass on the substrate;
- Δeml = electrode mass loss.
3. Results
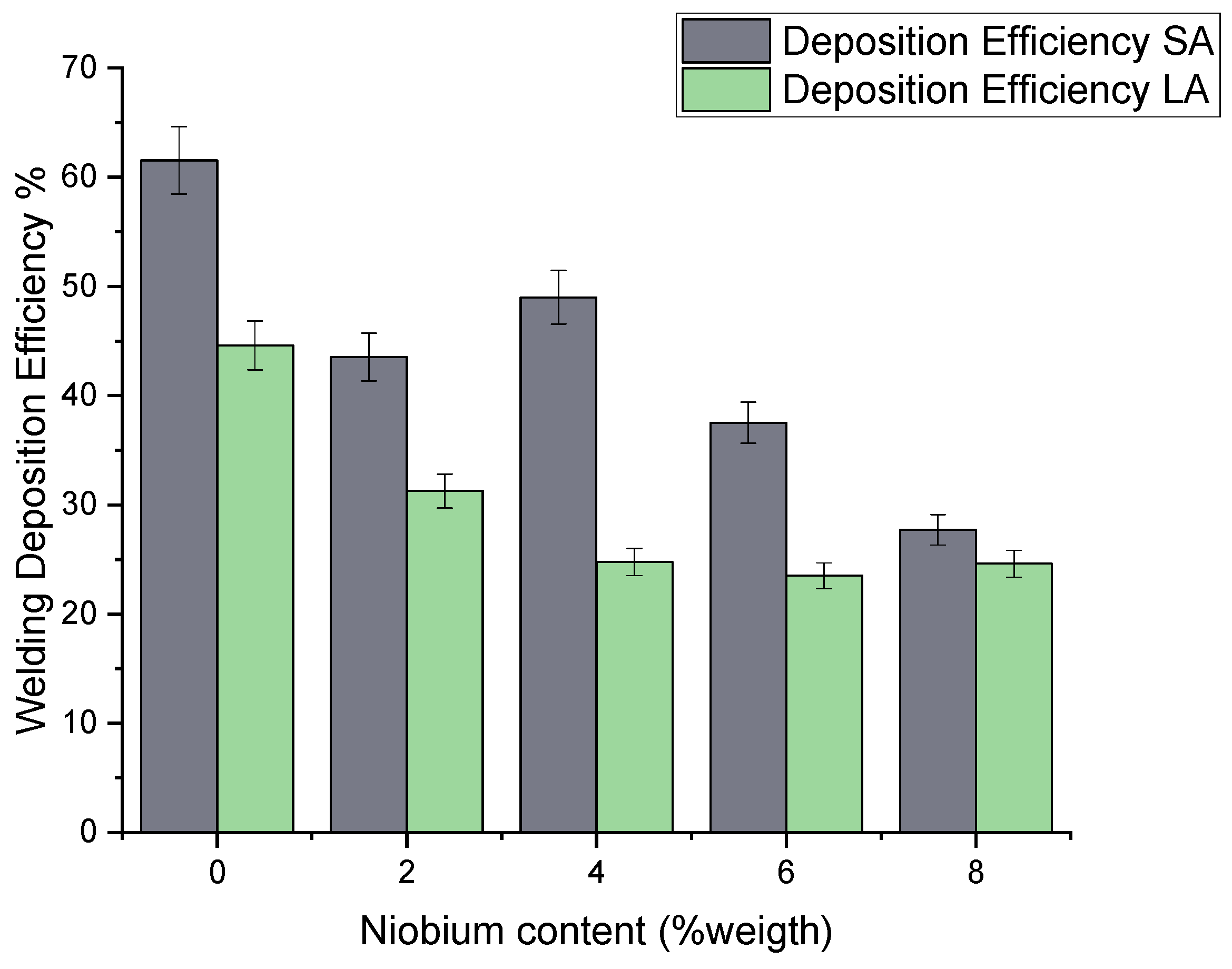
3.1. Deposition Efficiency of the Electrodes
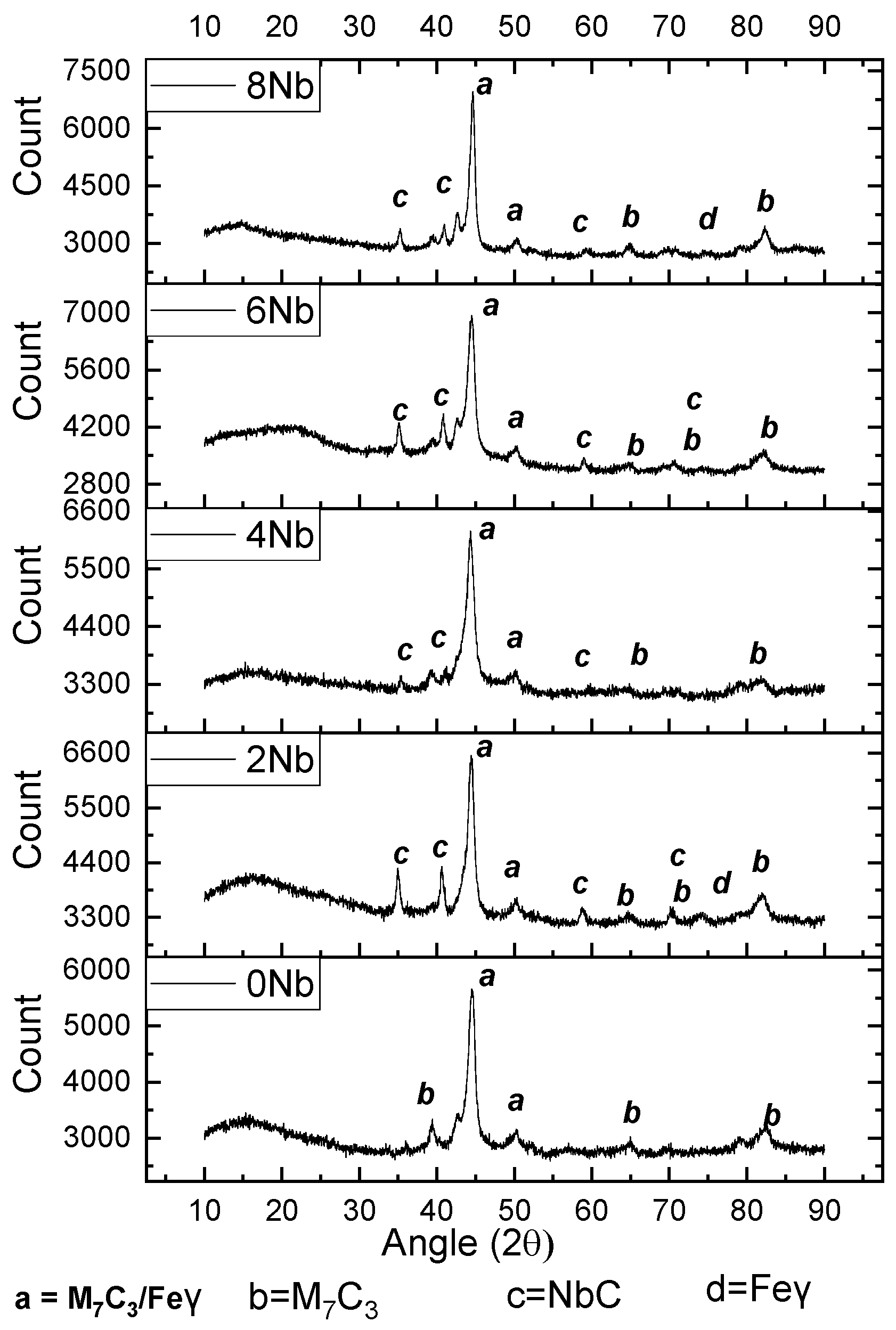
3.2. X-ray Diffraction
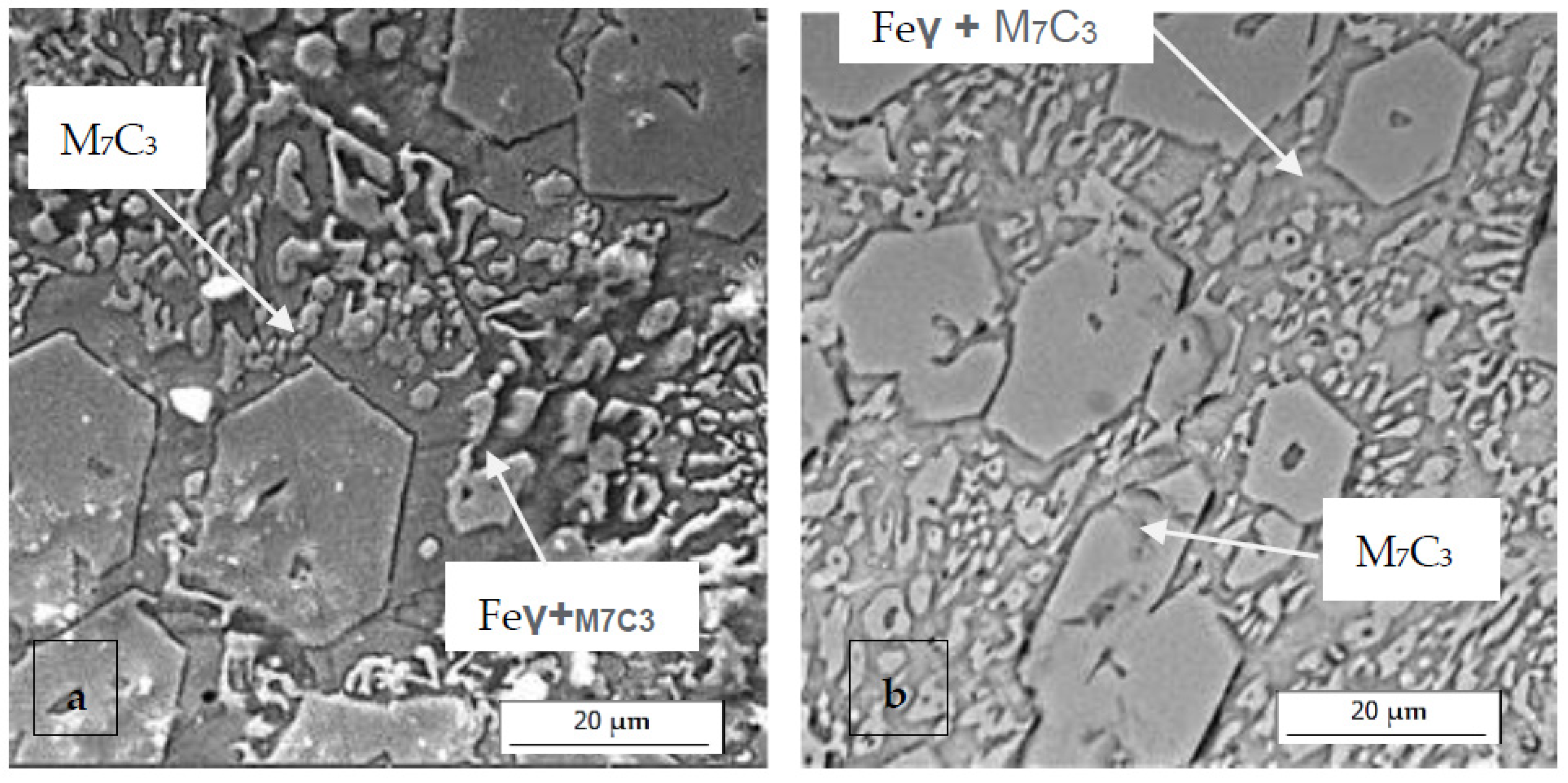
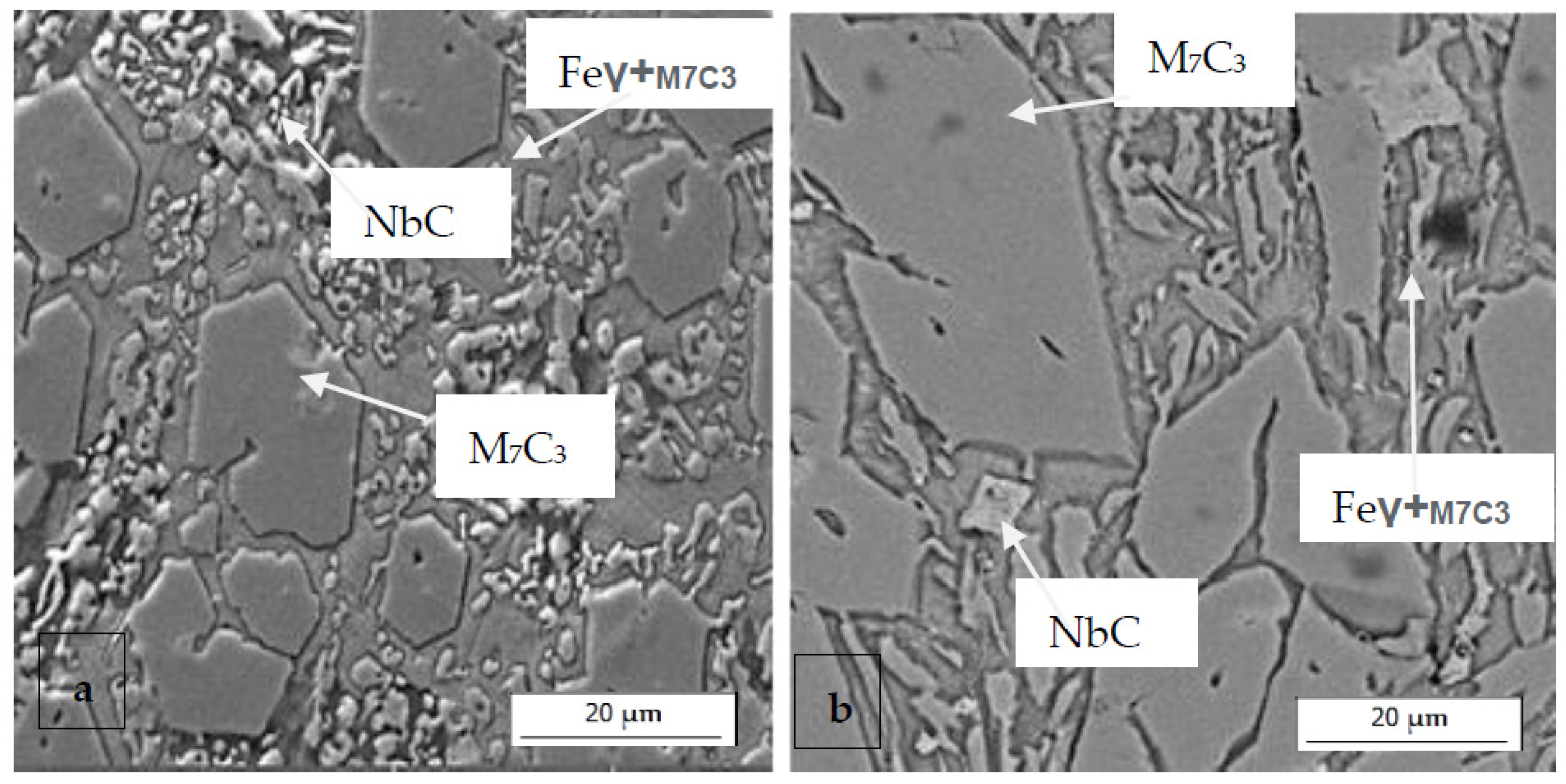
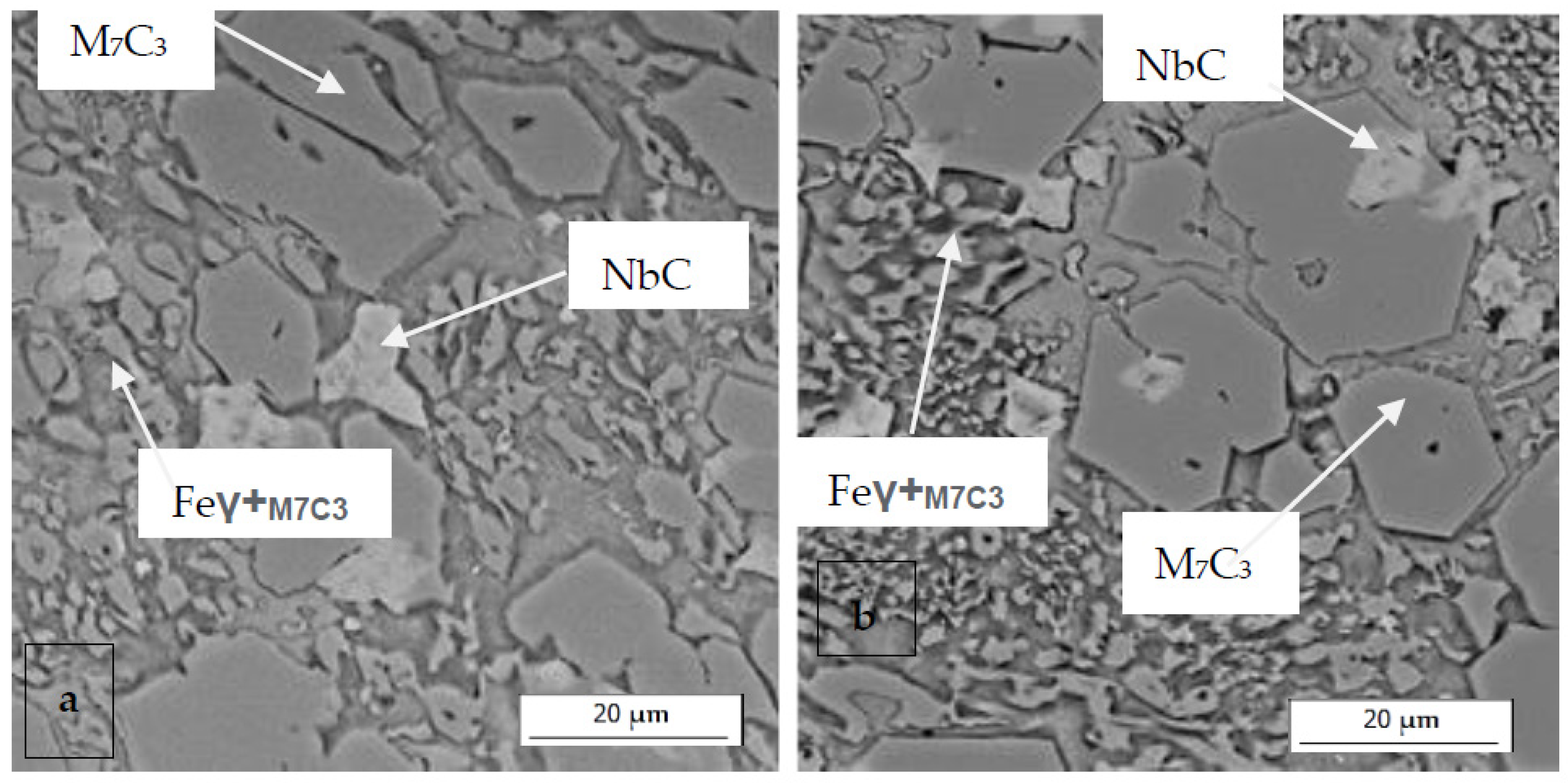
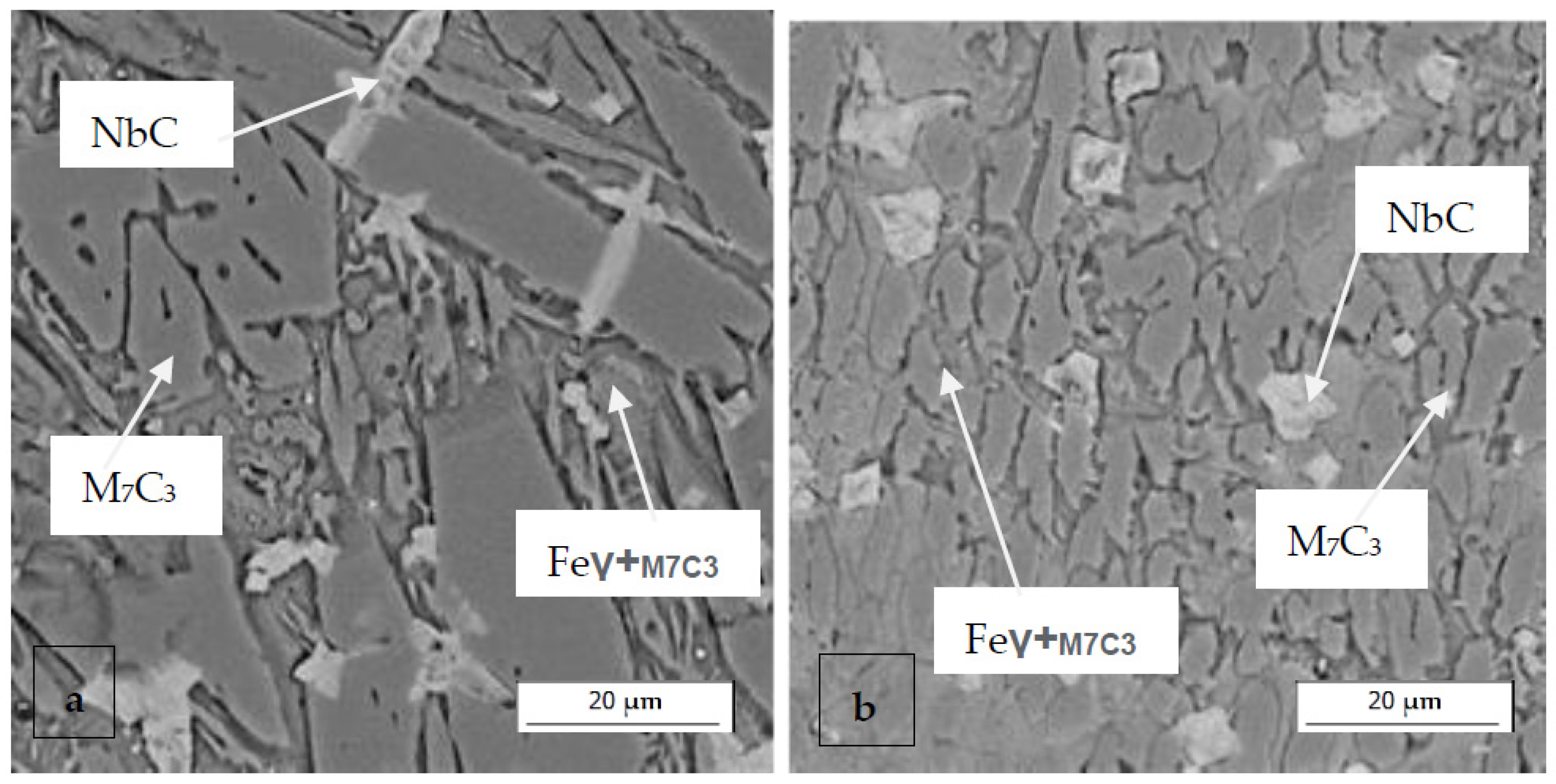
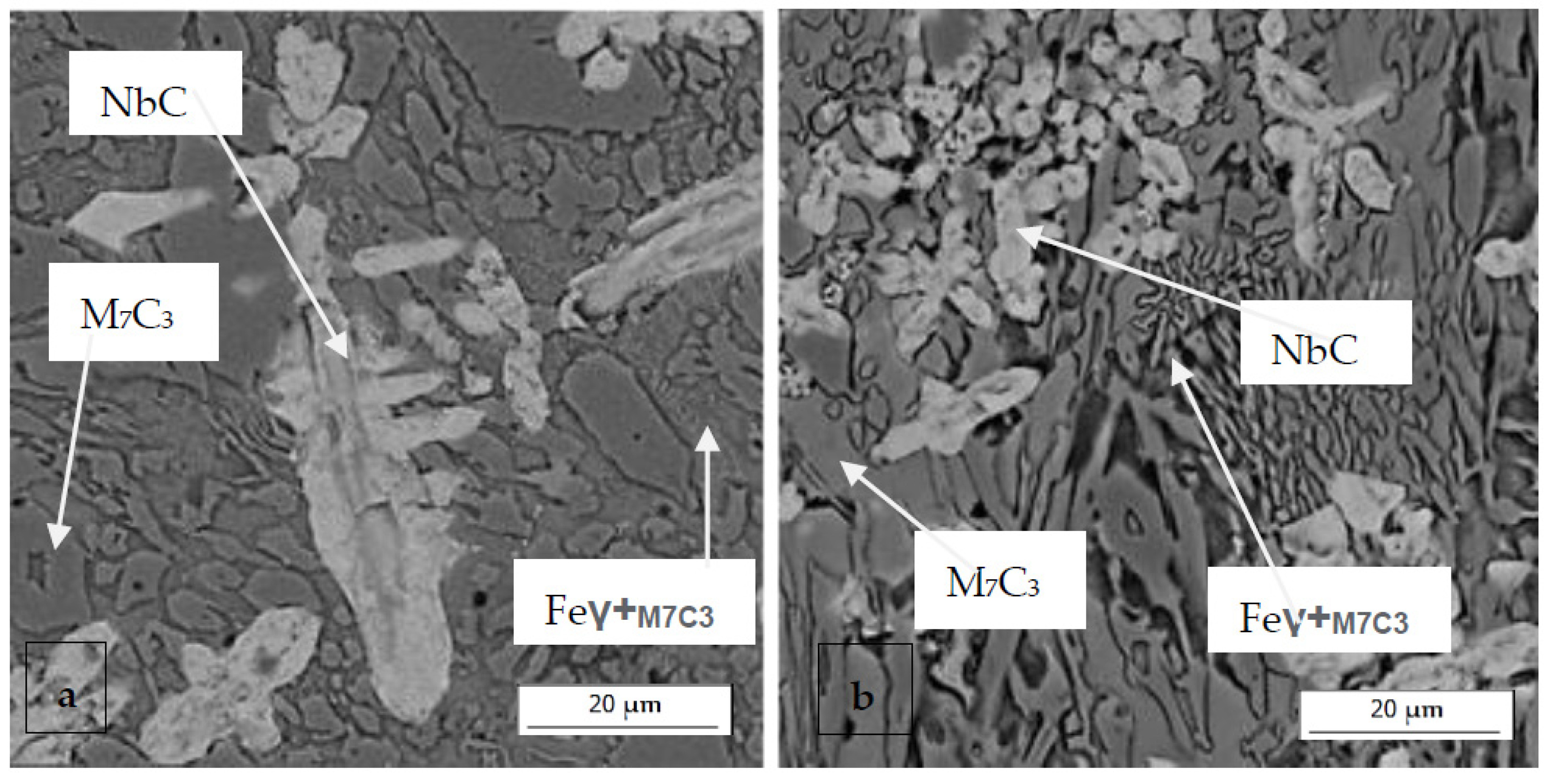
3.3. Scanning Electron Microscopy
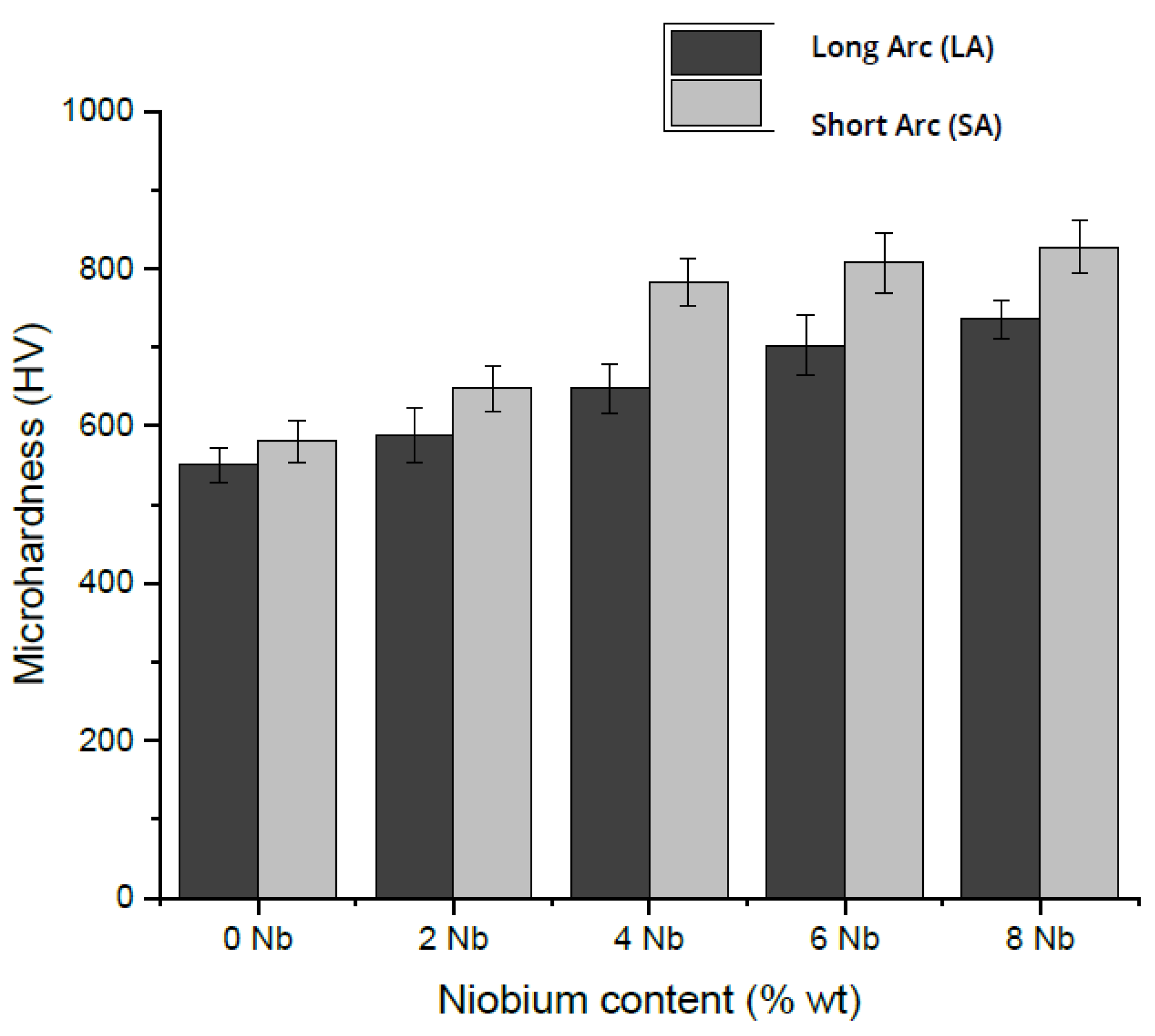
3.4. Microhardness
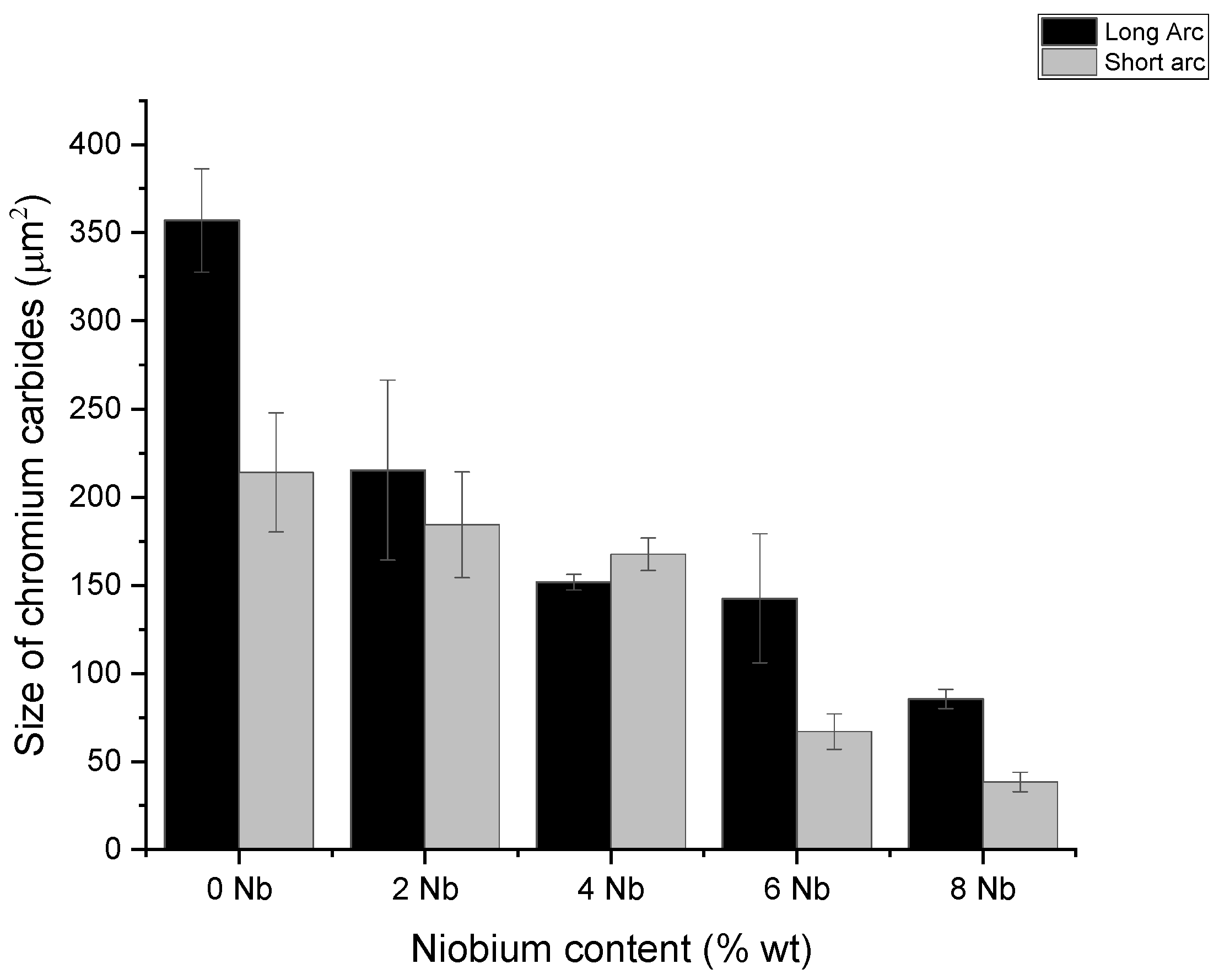
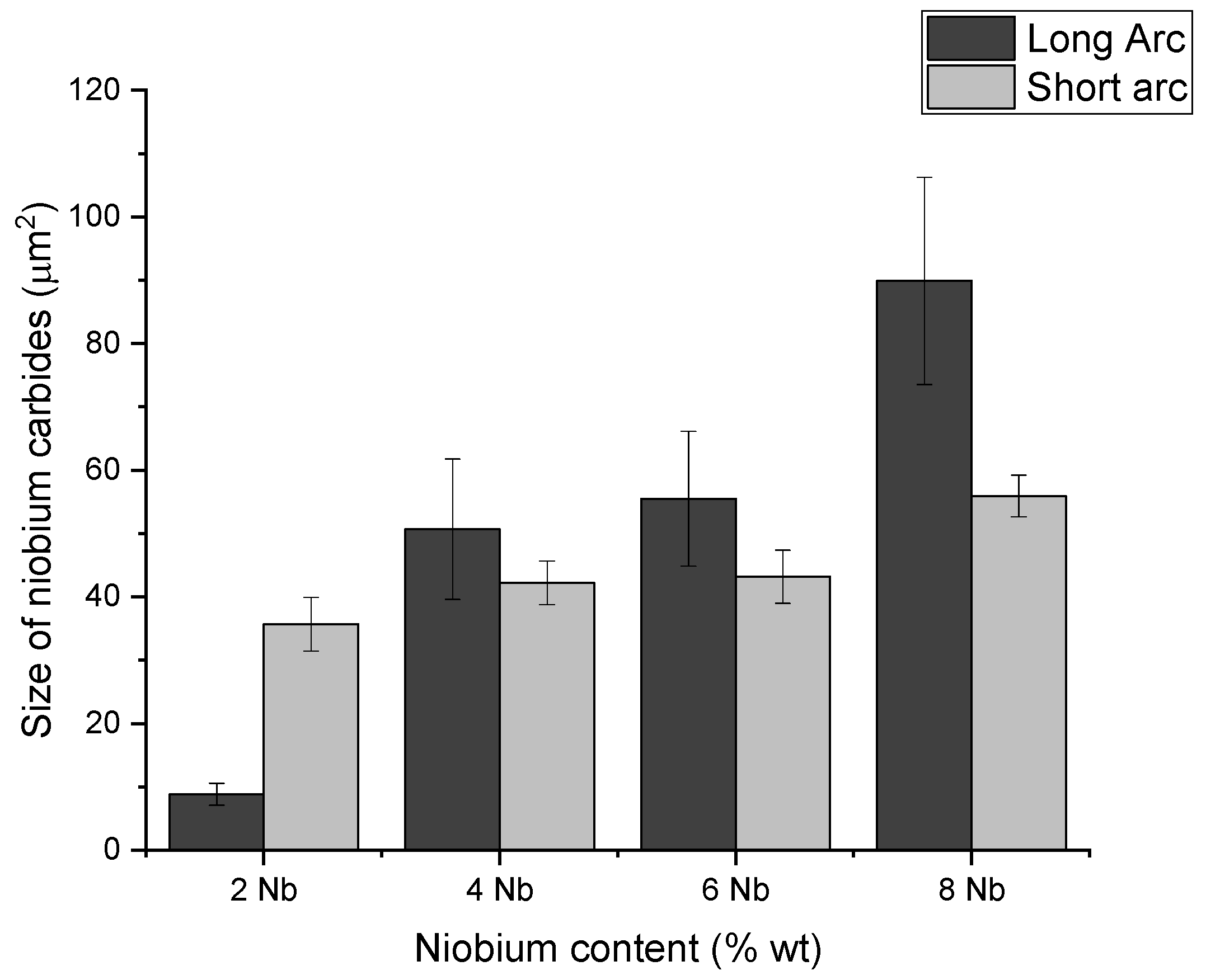
3.5. Measurement of Carbide Sizes
4. Conclusions
- The increased content of Nb in the electrode coatings led to:
- ○
- A decrease in deposition efficiency (reducing the operational capacity of the electrodes).
- ○
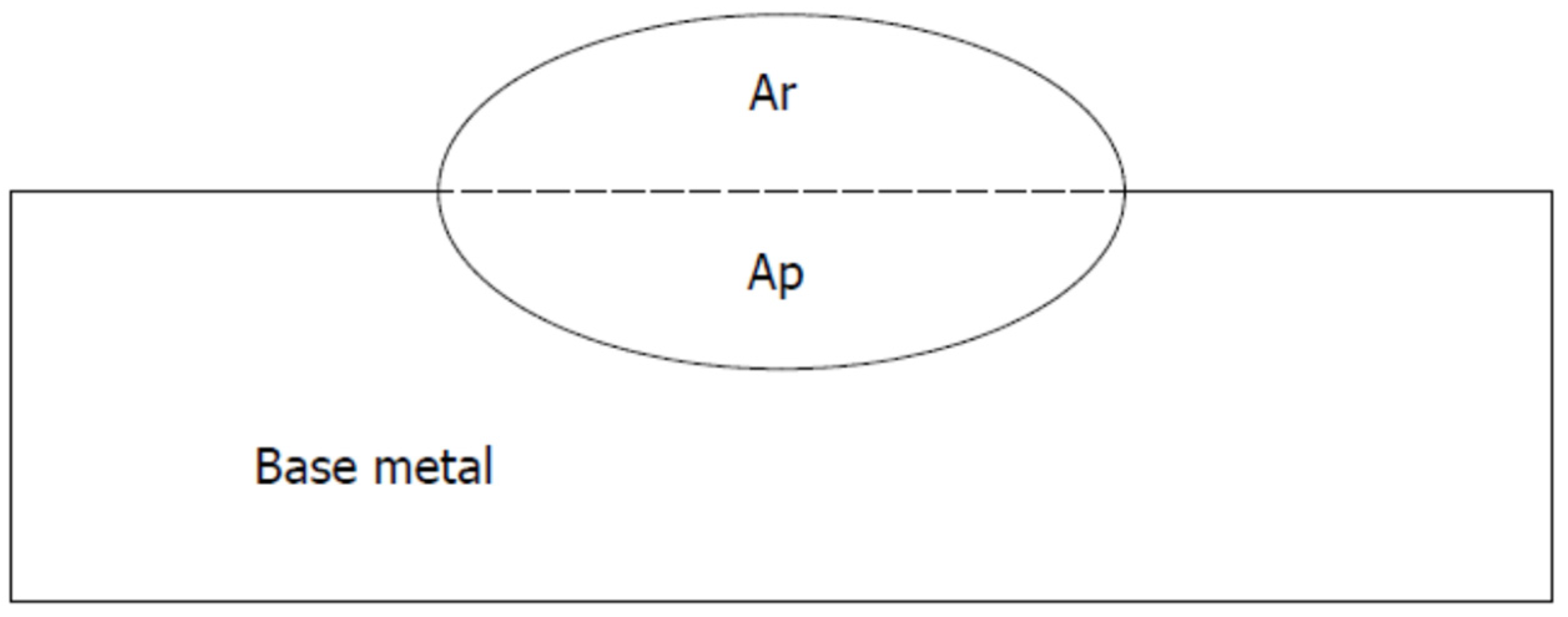
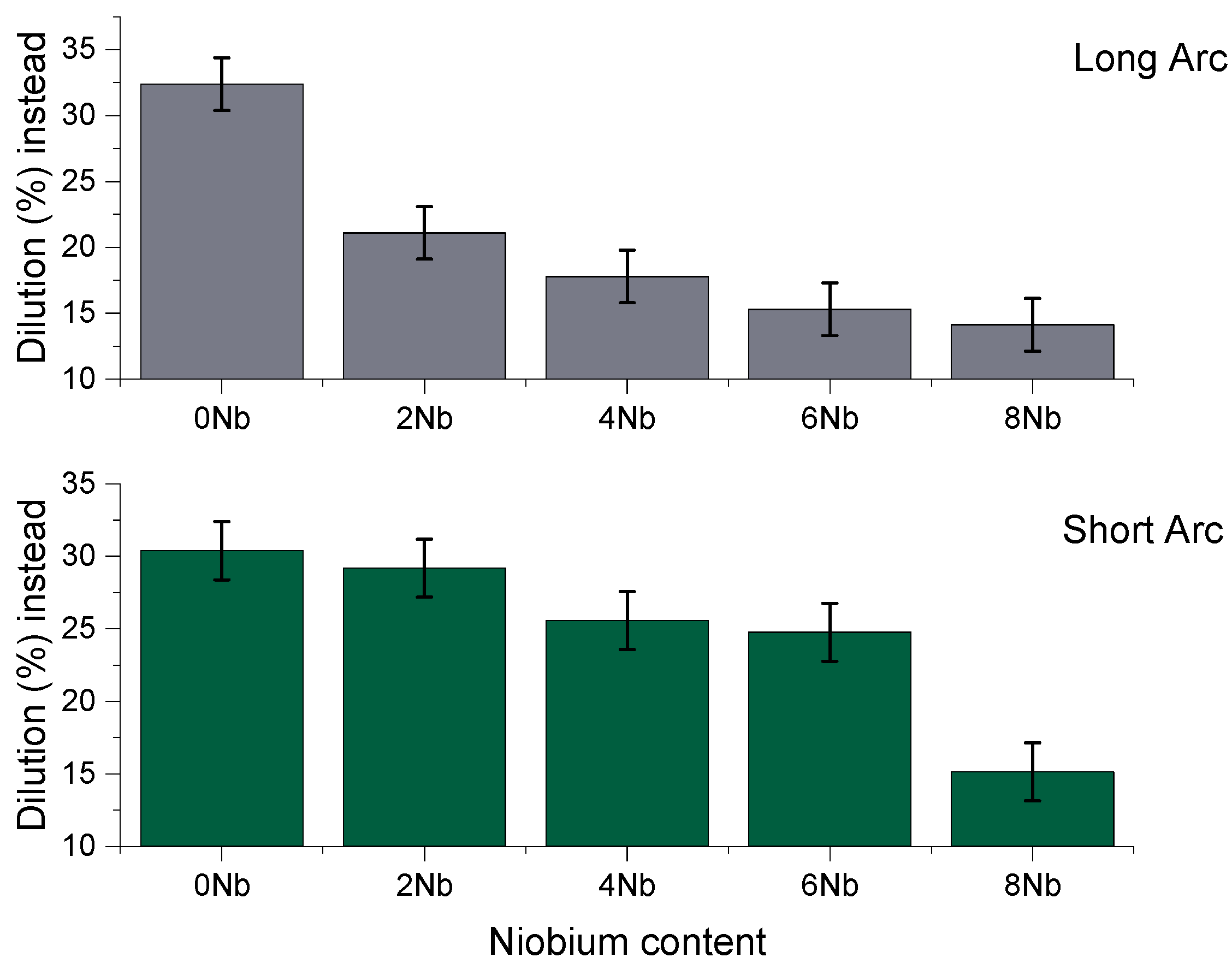
- A deposit with lower dilution (which is positive since the substrate is not alloyed).
- Assisted by the lower dilution, the deposits with higher Nb content presented higher hardness, which is beneficial in wear-resistant applications.
- In addition, the Cr carbides became finer with the addition of Nb (coarser carbides).
- Concerning the effect of arc length, higher deposition efficiency is reached in short arcs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Buchanan, V.; Shipway, P.; McCartney, D. Microstructure and abrasive wear behaviour of shielded metal arc welding hardfacings used in the sugarcane industry. Wear 2007, 263, 99–110. [Google Scholar] [CrossRef]
- Srikarun, B.; Oo, H.Z.; Petchsang, S.; Muangjunburee, P. The effects of dilution and choice of added powder on hardfacing deposited by submerged arc welding. Wear 2019, 424–425, 246–254. [Google Scholar] [CrossRef]
- Liu, D.; Liu, R.; Wei, Y.; Ma, Y.; Zhu, K. Microstructure and wear properties of Fe–15Cr–2.5Ti–2C–xBwt.% hardfacing alloys. Appl. Surf. Sci. 2013, 271, 253–259. [Google Scholar] [CrossRef]
- Chatterjee, S.; Pal, T. Weld procedural effect on the performance of iron based hardfacing deposits on cast iron substrate. J. Am. Acad. Dermatol. 2006, 173, 61–69. [Google Scholar] [CrossRef]
- Badisch, E.; Kirchgaßner, M.; Polak, R.; Franek, F. The comparison of wear properties of different Fe-based hardfacing alloys in four kinds of testing methods. Tribotest 2008, 14, 225–233. [Google Scholar] [CrossRef]
- Findik, F. Latest progress on tribological properties of industrial materials. Mater. Des. 2014, 57, 218–244. [Google Scholar] [CrossRef]
- Ripoll, M.R.; Ojala, N.; Katsich, C.; Totolin, V.; Tomastik, C.; Hradil, K. The role of niobium in improving toughness and corrosion resistance of high speed steel laser hardfacings. Mater. Des. 2016, 99, 509–520. [Google Scholar] [CrossRef]
- Buchanan, V.; McCartney, D.; Shipway, P. A comparison of the abrasive wear behaviour of iron-chromium based hardfaced coatings deposited by SMAW and electric arc spraying. Wear 2008, 264, 542–549. [Google Scholar] [CrossRef]
- Günther, K.; Bergmann, J.P.; Suchodoll, D. Hot wire-assisted gas metal arc welding of hypereutectic FeCrC hardfacing alloys: Microstructure and wear properties. Surf. Coat. Technol. 2018, 334, 420–428. [Google Scholar] [CrossRef]
- Pérez-Cepeda, J.A.; de Colombia, U.N.; Olaya-Flórez, J.J. Influence of the type of electrode on the microstructure and coefficient of friction obtained by sliding test to hard coatings deposited by welding SMAW. Ing. Y Desarro. 2018, 36, 327–342. [Google Scholar] [CrossRef]
- Chaidemenopoulos, N.; Psyllaki, P.; Pavlidou, E.; Vourlias, G. Aspects on carbides transformations of Fe-based hardfacing deposits. Surf. Coatings Technol. 2019, 357, 651–661. [Google Scholar] [CrossRef]
- de Sairre, P.; Scotti, A.; Biasoli, J. Interpretacion de la microestructira de recargues duros depositados por soldadura utilizando la superficie de Liquidus de Diagramas Fe-Cr-C. Rev. De Sold. CENIN 1995, 25, 199–207. [Google Scholar]
- Jackson, R. The Austenite Liquidus Surface and Constitutional Diagram for the Fe-Cr-C Metastable System. Iron Steel Inst. 1970, 208, 163–167. [Google Scholar]
- Liu, S.; Zhou, Y.; Xing, X.; Wang, J.; Yang, Y.; Yang, Q. Agglomeration model of (Fe,Cr)7C3 carbide in hypereutectic Fe-Cr-C alloy. Mater. Lett. 2016, 183, 272–276. [Google Scholar] [CrossRef]
- Hornung, J.; Zikin, A.; Pichelbauer, K.; Kalin, M.; Kirchgaßner, M. Influence of cooling speed on the microstructure and wear behaviour of hypereutectic Fe–Cr–C hardfacings. Mater. Sci. Eng. A 2013, 576, 243–251. [Google Scholar] [CrossRef]
- Zhou, X.; Chen, Y.; Huang, Y.; Mao, Y.; Yu, Y. Effects of niobium addition on the microstructure and mechanical properties of laser-welded joints of NiTiNb and Ti6Al4V alloys. J. Alloys Compd. 2018, 735, 2616–2624. [Google Scholar] [CrossRef]
- Woydt, M.; Huang, S.; Vleugels, J.; Mohrbacher, H.; Cannizza, E. Potentials of niobium carbide (NbC) as cutting tools and for wear protection. Int. J. Refract. Met. Hard Mater. 2018, 72, 380–387. [Google Scholar] [CrossRef]
- Zhao, C.; Zhou, Y.; Xing, X.; Liu, S.; Ren, X.; Yang, Q. Investigation on the relationship between NbC and wear-resistance of Fe matrix composite coatings with different C contents. Appl. Surf. Sci. 2018, 439, 468–474. [Google Scholar] [CrossRef]
- Zhi, X.H.; Wang, J.X. Effect of niobium on primary carbides of hypereutectic high chromium cast iron. Ironmak. Steelmak. 2014, 41, 394–399. [Google Scholar] [CrossRef]
- Singla, Y.K.; Arora, N.; Dwivedi, D.K.; Rohilla, V. Influence of niobium on the microstructure and wear resistance of iron-based hardfacings produced by pre-placement technique—A novel approach. Int. J. Adv. Manuf. Technol. 2017, 93, 2667–2674. [Google Scholar] [CrossRef]
- Cruz-Crespo, A.; Fernández-Fuentes, R.; Ferraressi, A.V.; Gonçalves, R.A.; Scotti, A. Microstructure and Abrasion Resistance of Fe-Cr-C and Fe-Cr-C-Nb Hardfacing Alloys Deposited by S-FCAW and Cold Solid Wires. Soldag. Inspeção 2016, 21, 342–353. [Google Scholar] [CrossRef]
- Yang, K.; Gao, Y.; Bao, Y.; Jiang, Y. Microstructure and wear resistance of Fe-Cr13-C-Nb hardfacing alloy with Ti addition. Wear 2017, 376–377, 1091–1096. [Google Scholar] [CrossRef]
- Cuppari, M.G.D.V.; Santos, S.F. Physical Properties of the NbC Carbide. Metals 2016, 6, 250. [Google Scholar] [CrossRef]
- Correa, E.; Alcântara, N.; Valeriano, L.; Barbedo, N.; Chaves, R. The effect of microstructure on abrasive wear of a Fe–Cr–C–Nb hardfacing alloy deposited by the open arc welding process. Surf. Coatings Technol. 2015, 276, 479–484. [Google Scholar] [CrossRef]
- Berns, H.; Fischer, A. Microstructure of Fe-Cr-C hardfacing alloys with additions of Nb, Ti and, B. Mater. Charact. 1997, 39, 499–527. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Z.; Shi, Z.; Zhou, Y.; Yang, Q. Experiments and calculations on refining mechanism of NbC on primary M7C3 carbide in hypereutectic Fe-Cr-C alloy. J. Alloys Compd. 2017, 713, 108–118. [Google Scholar] [CrossRef]
- Pourasiabi, H.; Gates, J. Effects of niobium macro-additions to high chromium white cast iron on microstructure, hardness and abrasive wear behaviour. Mater. Des. 2021, 212, 110261. [Google Scholar] [CrossRef]
- Crespo, A.C.; Scotti, A.; Pérez, M.R. Operational behavior assesment of coated tubular electrodes for SMAW hardfacing. J. Mater. Process. Technol. 2008, 199, 265–273. [Google Scholar] [CrossRef]
- Scotti, A.; Batista, M.A.; Eshagh, M. Inaccuracy in arc power calculation through a product of voltage and current averages. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 11. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Xiao, B. Effect of niobium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Lett. 2008, 62, 857–860. [Google Scholar] [CrossRef]
- Aishwarya; Jain, A.; Khanna, P. Mathematical modeling to predict the weld dilution in FCA welding of stainless steel 301 plates. Mater. Today Proc. 2022, 56, 755–759. [Google Scholar] [CrossRef]
- Lemke, J.; Rovatti, L.; Colombo, M.; Vedani, M. Interrelation between macroscopic, microscopic and chemical dilution in hardfacing alloys. Mater. Des. 2016, 91, 368–377. [Google Scholar] [CrossRef]
- de Sousa, J.M.S.; Lobato, M.Q.; Garcia, D.N.; Machado, P.C. Abrasion resistance of Fe–Cr–C coating deposited by FCAW welding process. Wear 2021, 476, 203688. [Google Scholar] [CrossRef]
- Jeng, S.-L.; Chang, Y.-H. The influence of Nb and Mo on the microstructure and mechanical properties of Ni–Cr–Fe GTAW welds. Mater. Sci. Eng. A 2012, 555, 1–12. [Google Scholar] [CrossRef]
- Chang, C.-M.; Lin, C.-M.; Hsieh, C.-C.; Chen, J.-H.; Wu, W. Micro-structural characteristics of Fe–40wt%Cr–xC hardfacing alloys with [1.0–4.0wt%] carbon content. J. Alloys Compd. 2009, 487, 83–89. [Google Scholar] [CrossRef]
- Jankauskas, V.; Antonov, M.; Varnauskas, V.; Skirkus, R.; Goljandin, D. Effect of WC grain size and content on low stress abrasive wear of manual arc welded hardfacings with low-carbon or stainless steel matrix. Wear 2015, 328–329, 378–390. [Google Scholar] [CrossRef]
- Wang, J.; Liu, T.; Zhou, Y.; Xing, X.; Liu, S.; Yang, Y.; Yang, Q. Effect of nitrogen alloying on the microstructure and abrasive impact wear resistance of Fe-Cr-C-Ti-Nb hardfacing alloy. Surf. Coatings Technol. 2016, 309, 1072–1080. [Google Scholar] [CrossRef]
- Yang, J.; Huang, J.; Fan, D.; Chen, S. Microstructure and wear properties of Fe–6wt.%Cr–0.55wt.%C–Xwt.%Nb laser cladding coating and the mechanism analysis. Mater. Des. 2015, 88, 1031–1041. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, D.; Yu, H. Effect of niobium on the microstructure and wear resistance of iron-based alloy coating produced by plasma cladding. Mater. Sci. Eng. A 2008, 490, 57–61. [Google Scholar] [CrossRef]
- Liu, H.-Y.; Song, Z.-L.; Cao, Q.; Chen, S.-P.; Meng, Q.-S. Microstructure and properties of Fe-Cr-C hardfacing alloys reinforced with TiC-NbC. J. Iron Steel Res. Int. 2016, 23, 276–280. [Google Scholar] [CrossRef]
- Osorio, A.; Souza, D.; dos Passos, T.; Dalpiaz, L.; Aires, T. Effect of niobium addition on the flux of submerged arc welding of low carbon steels. J. Am. Acad. Dermatol. 2019, 266, 46–51. [Google Scholar] [CrossRef]
- Sandhu, G.S.; Singh, R.; Singh, I.; Khan, F. Effect of Chromium Content Variation on Wear Resistance of Rotavator Blades. Int. Res. J. Eng. Technol. 2017, 4, 1038–1043. Available online: https://www.irjet.net/archives/V4/i5/IRJET-V4I5202.pdf (accessed on 5 June 2021).
- de Sousa, J.M.S.; Gil, G.S.; Barbosa, M.d.S.; Garcia, D.N.; Lobato, M.Q.; Machado, P.C. Tribological performance under abrasive wear of Fe-Cr-C+Nb coating deposited by FCAW process. Wear 2023, 523, 204824. [Google Scholar] [CrossRef]
- Jilleh, A.; Babu, N.K.; Thota, V.; Anis, A.L.; Harun, M.K.; Talari, M.K. Microstructural and wear investigation of high chromium white cast iron hardfacing alloys deposited on carbon steel. J. Alloys Compd. 2021, 857, 157472. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition of Electrode Coating (% by Weight) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Fe | Cr | C | Nb | Si | Mn | Ti | Mo | |
| Electrode 0%Nb | 58.43 | 28.87 | 4.35 | 0 | 2.77 | 1.9 | 1.36 | 0.92 |
| Electrode 2%Nb | 61.22 | 26.38 | 3.84 | 1.83 | 2.43 | 1.64 | 1.20 | 0.92 |
| Electrode 4%Nb | 56.28 | 28.34 | 3.84 | 4.13 | 2.72 | 1.77 | 1.23 | 0.90 |
| Electrode 6%Nb | 57.73 | 26.80 | 3.84 | 5.65 | 2.72 | 1.53 | 0.98 | 0.84 |
| Electrode 8%Nb | 60.61 | 21.22 | 3.14 | 8.17 | 2.57 | 1.76 | 1.02 | 0.82 |
| Electrode | Voltage (V) | Amperage (I) | Speed (mm/min) | Arc Energy (kJ/mm) | SD |
|---|---|---|---|---|---|
| 0Nb AC | 22.12 | 138.66 | 26.7 | 114.88 | 3.45 |
| 2Nb AC | 20.14 | 139.88 | 27.42 | 102.74 | 2.65 |
| 4Nb AC | 20.45 | 135.45 | 26.22 | 105.64 | 4.43 |
| 6Nb AC | 17.25 | 138.99 | 25.08 | 95.60 | 2.43 |
| 8Nb AC | 18.41 | 141.10 | 27.18 | 95.57 | 2.2 |
| 0Nb AL | 24.4 | 134.07 | 27.12 | 120.62 | 4.5 |
| 2Nb AL | 22.14 | 137.37 | 27.6 | 110.19 | 3.87 |
| 4Nb AL | 21.17 | 137.84 | 27.24 | 107.12 | 4.23 |
| 6Nb AL | 21.13 | 141.91 | 26.52 | 113.07 | 4.34 |
| 8Nb AL | 20.44 | 133.55 | 26.82 | 101.78 | 3.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perez, J.; Gutierrez, J.; Olaya, J.; Piamba, O.; Scotti, A. The Effect of Niobium Addition on the Operational and Metallurgical Behavior of Fe-Cr-C Hardfacing Deposited by Shielded Metal Arc Welding. J. Manuf. Mater. Process. 2024, 8, 38. https://doi.org/10.3390/jmmp8010038
Perez J, Gutierrez J, Olaya J, Piamba O, Scotti A. The Effect of Niobium Addition on the Operational and Metallurgical Behavior of Fe-Cr-C Hardfacing Deposited by Shielded Metal Arc Welding. Journal of Manufacturing and Materials Processing. 2024; 8(1):38. https://doi.org/10.3390/jmmp8010038
Chicago/Turabian StylePerez, Jaime, Jesus Gutierrez, Jhon Olaya, Oscar Piamba, and Americo Scotti. 2024. "The Effect of Niobium Addition on the Operational and Metallurgical Behavior of Fe-Cr-C Hardfacing Deposited by Shielded Metal Arc Welding" Journal of Manufacturing and Materials Processing 8, no. 1: 38. https://doi.org/10.3390/jmmp8010038