
Possibilities of Artificial Intelligence-Enabled Feedback Control System in Robotized Gas Metal Arc Welding

Abstract
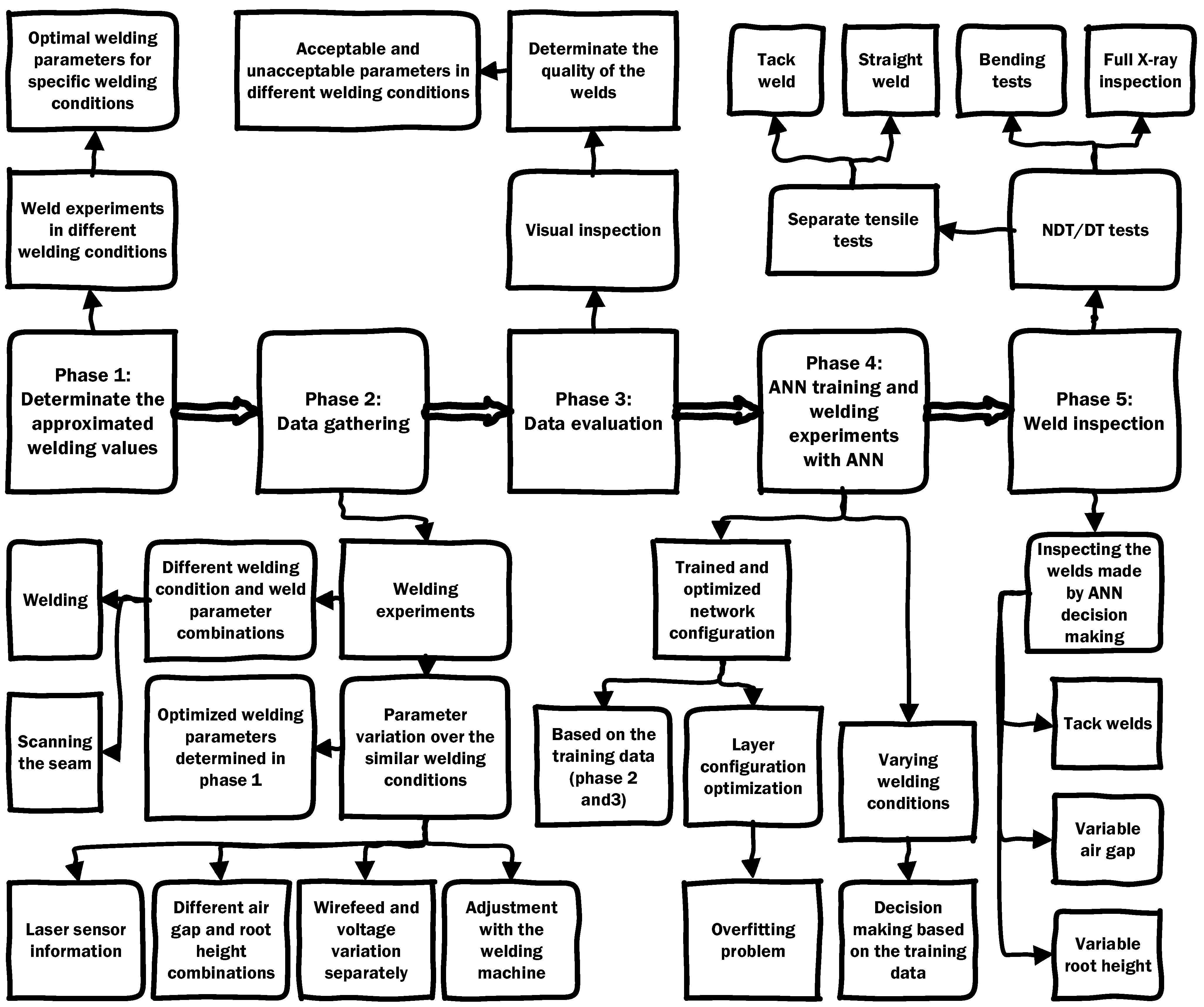
:1. Introduction
2. Materials and Methods
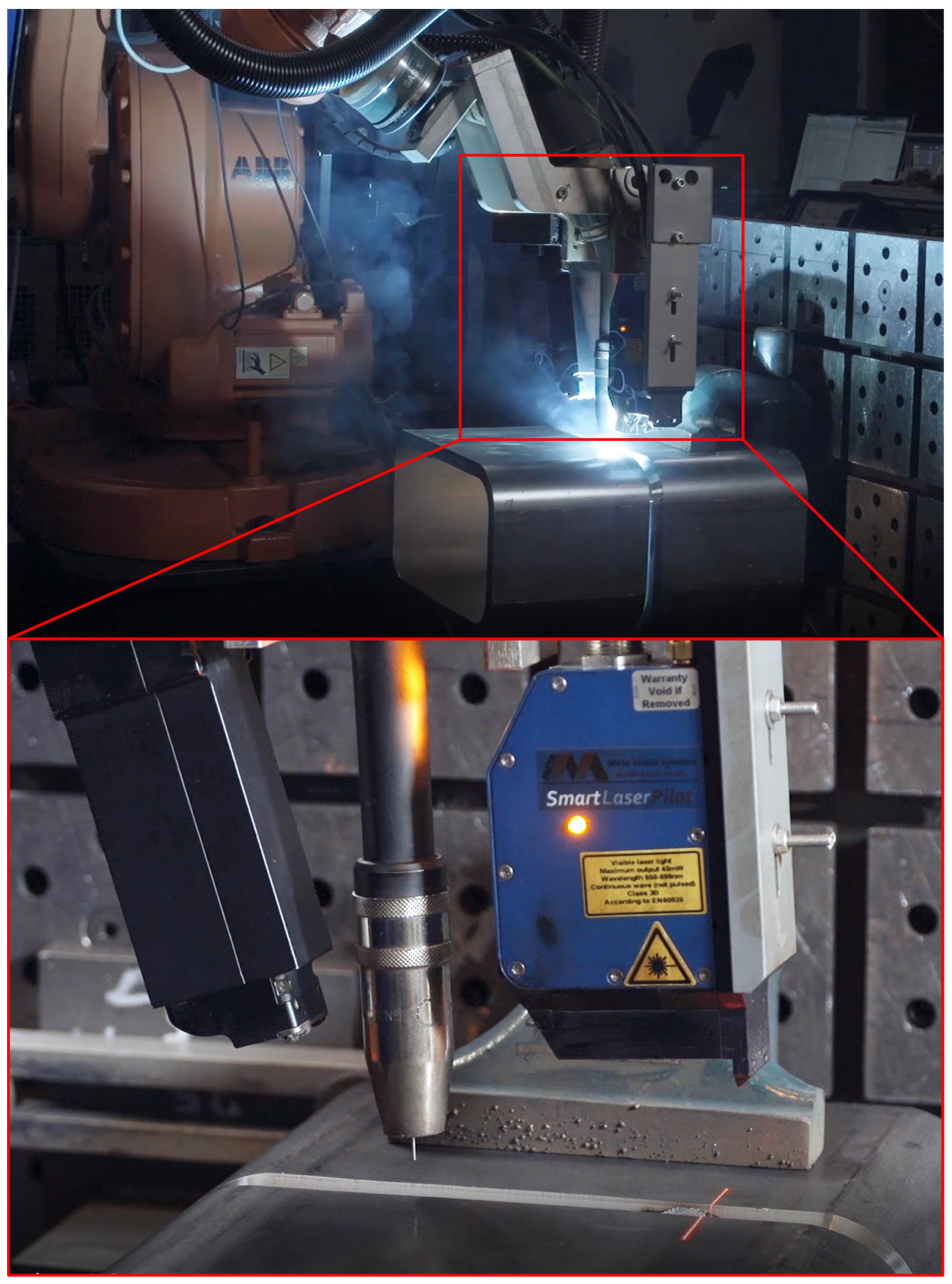
2.1. Experimental Setup
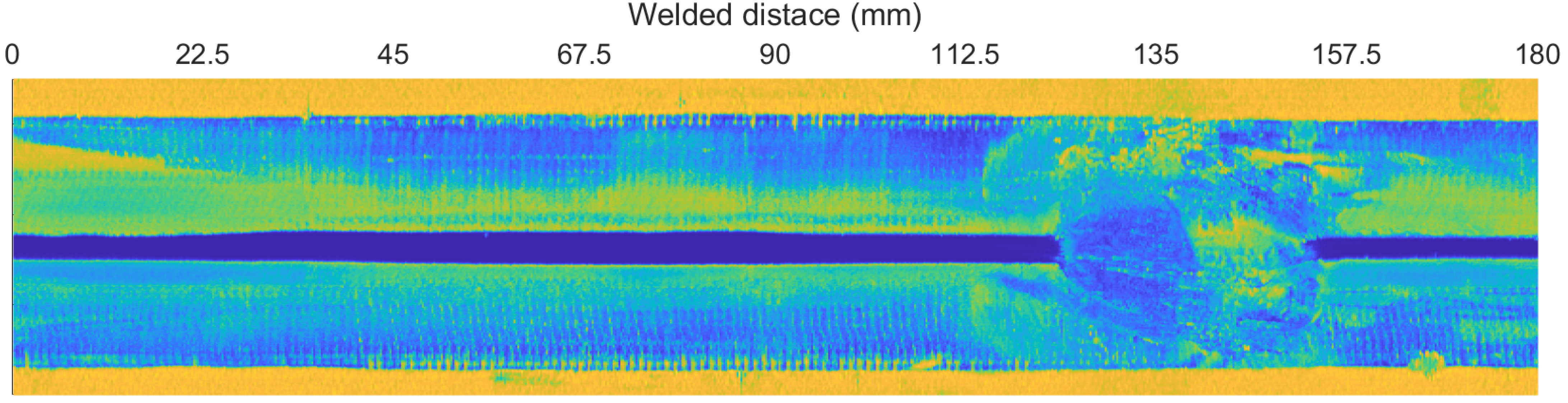
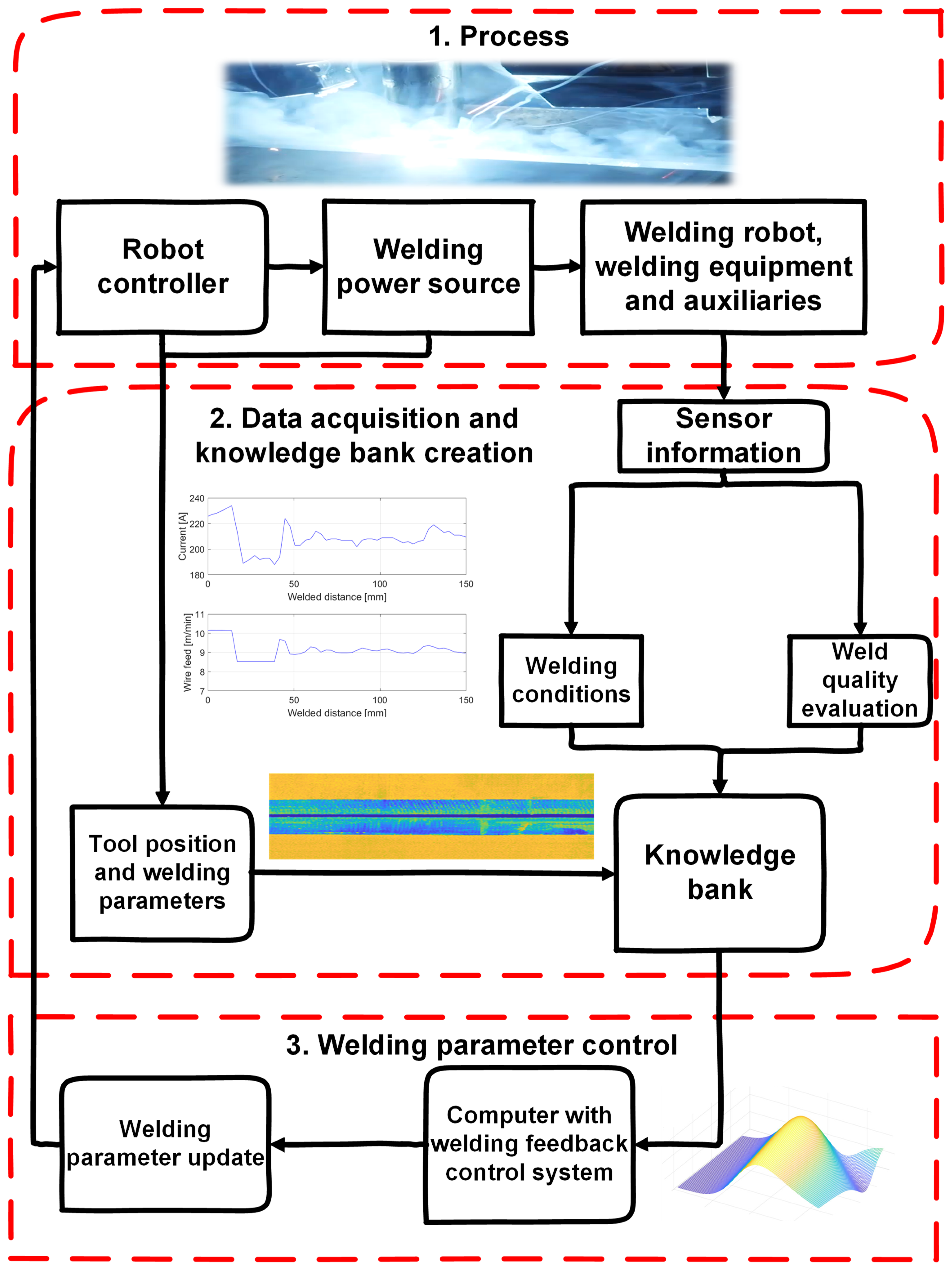
2.2. Data Flow and Knowledge Bank Creation
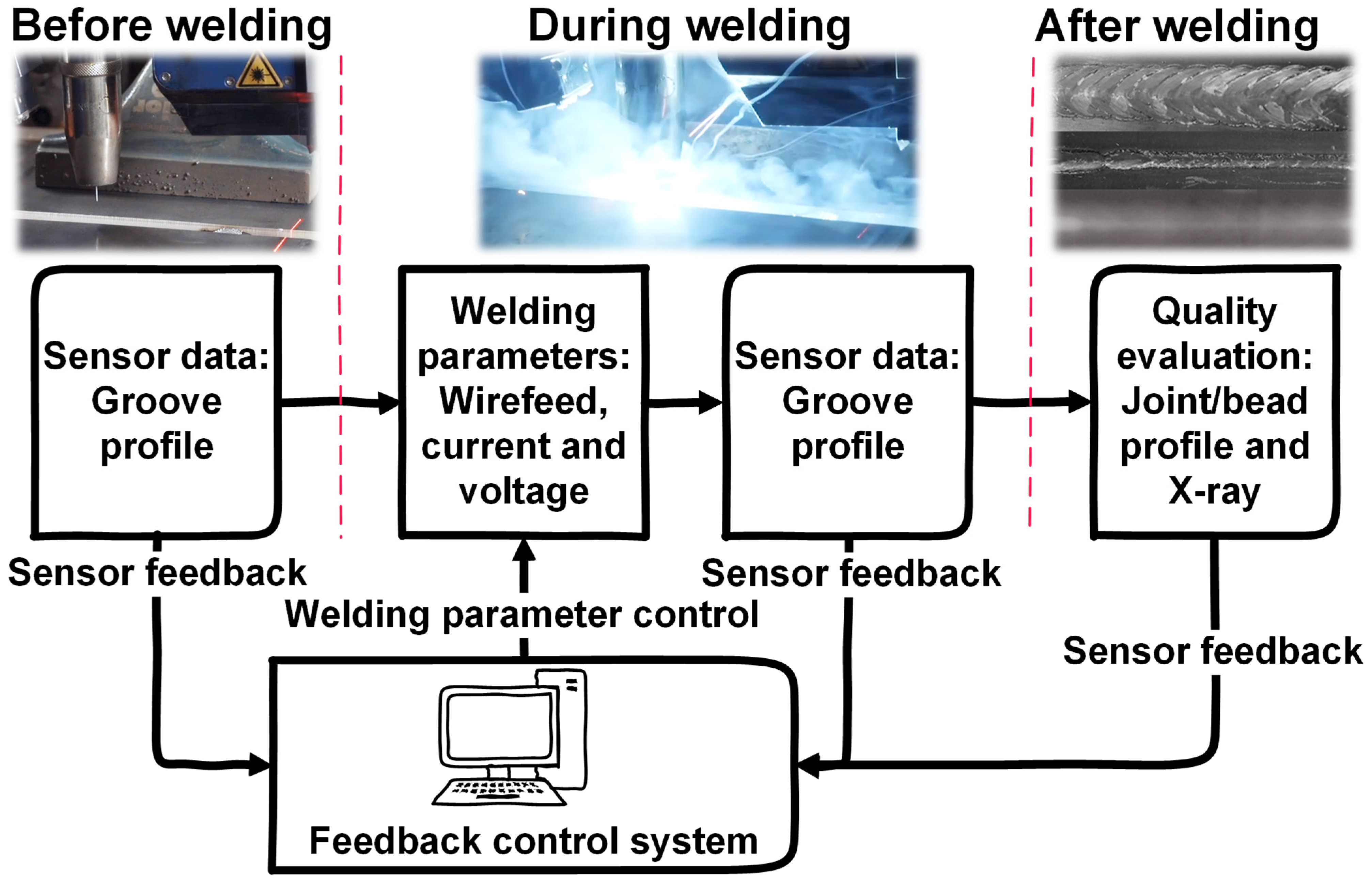
2.3. IWS Operating Principle
2.4. Training Sequence and Validation of the NN Performance
2.5. Reliability of IWS
3. Results and Analysis
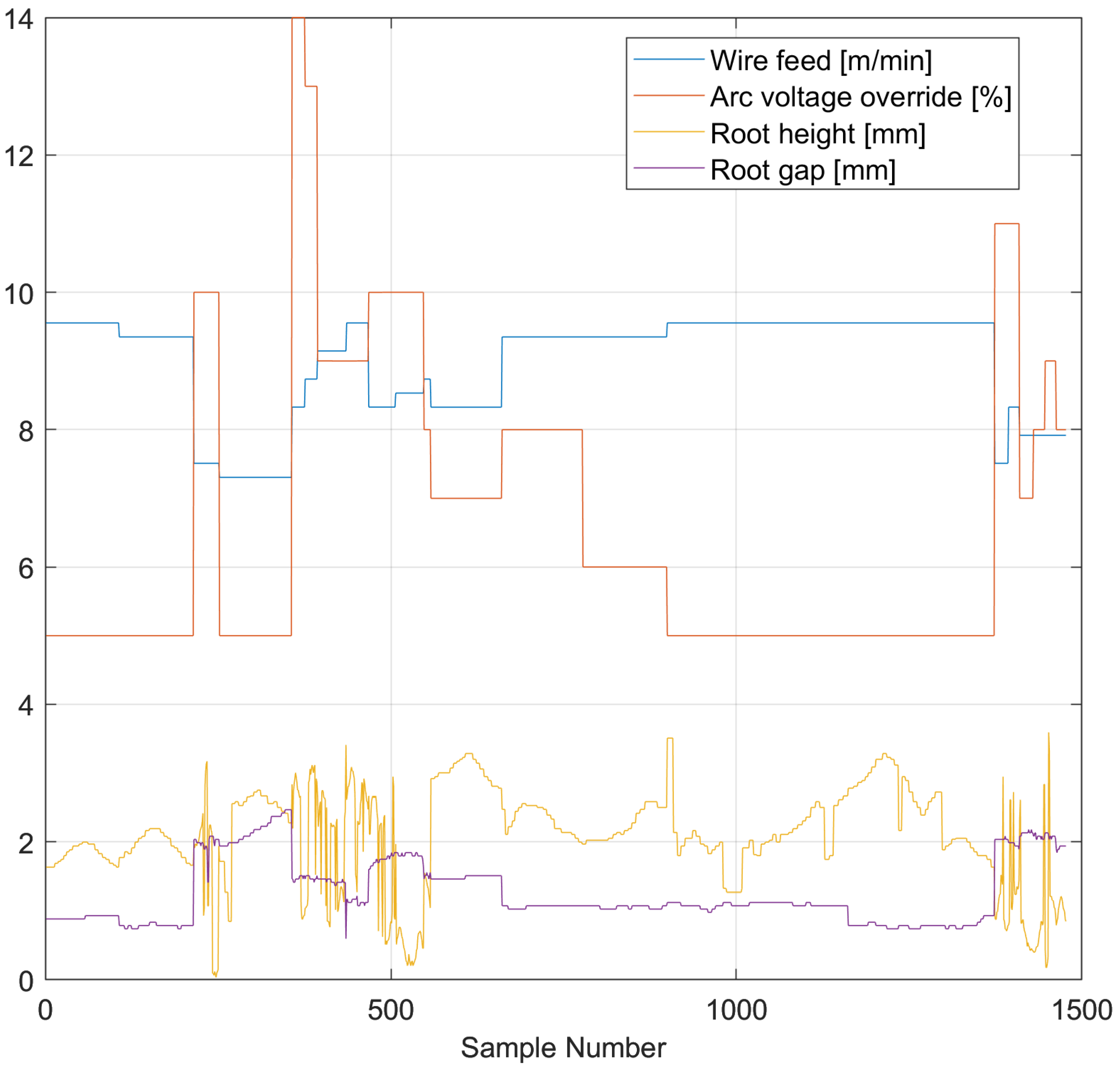
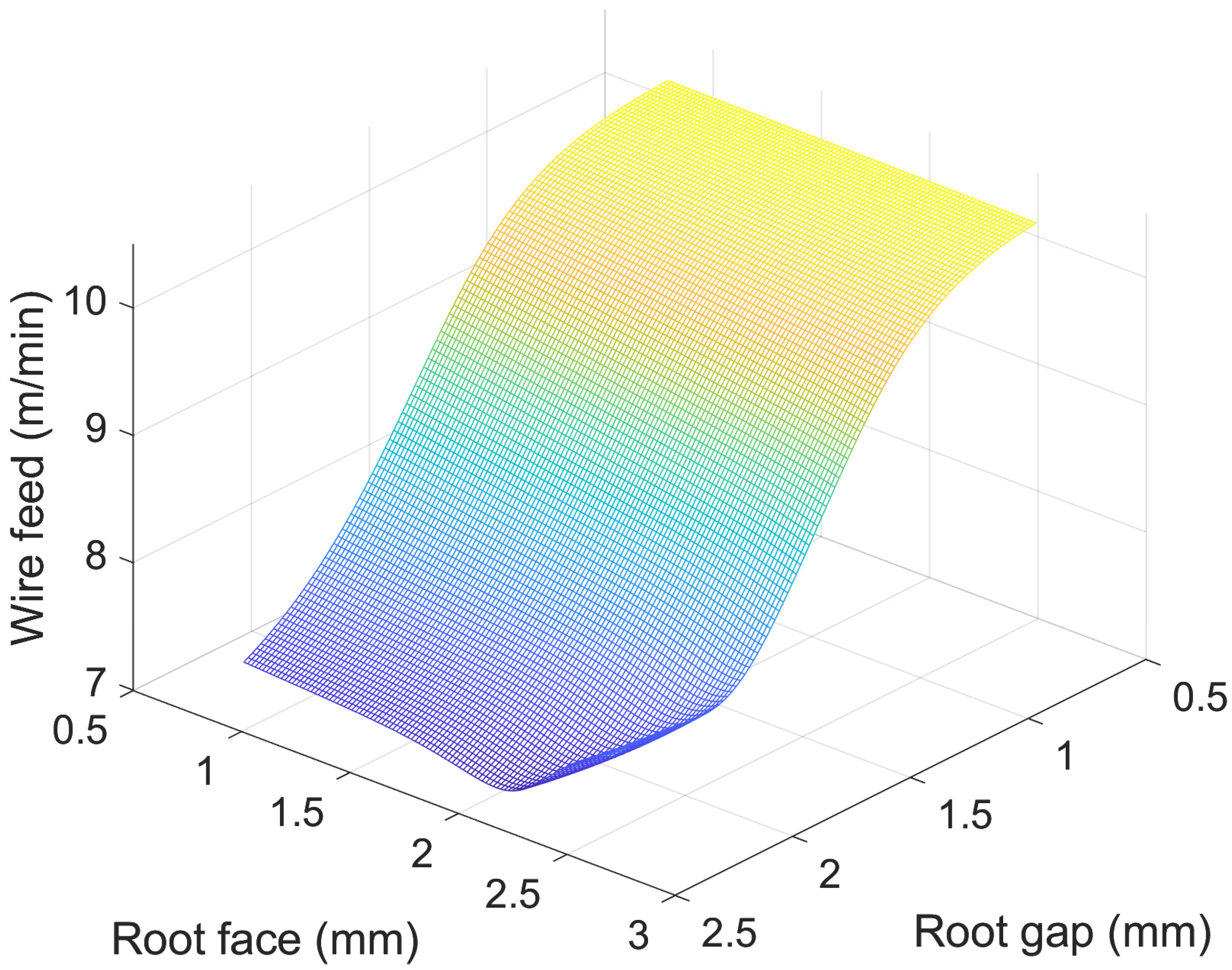
3.1. Training Sequence of NN
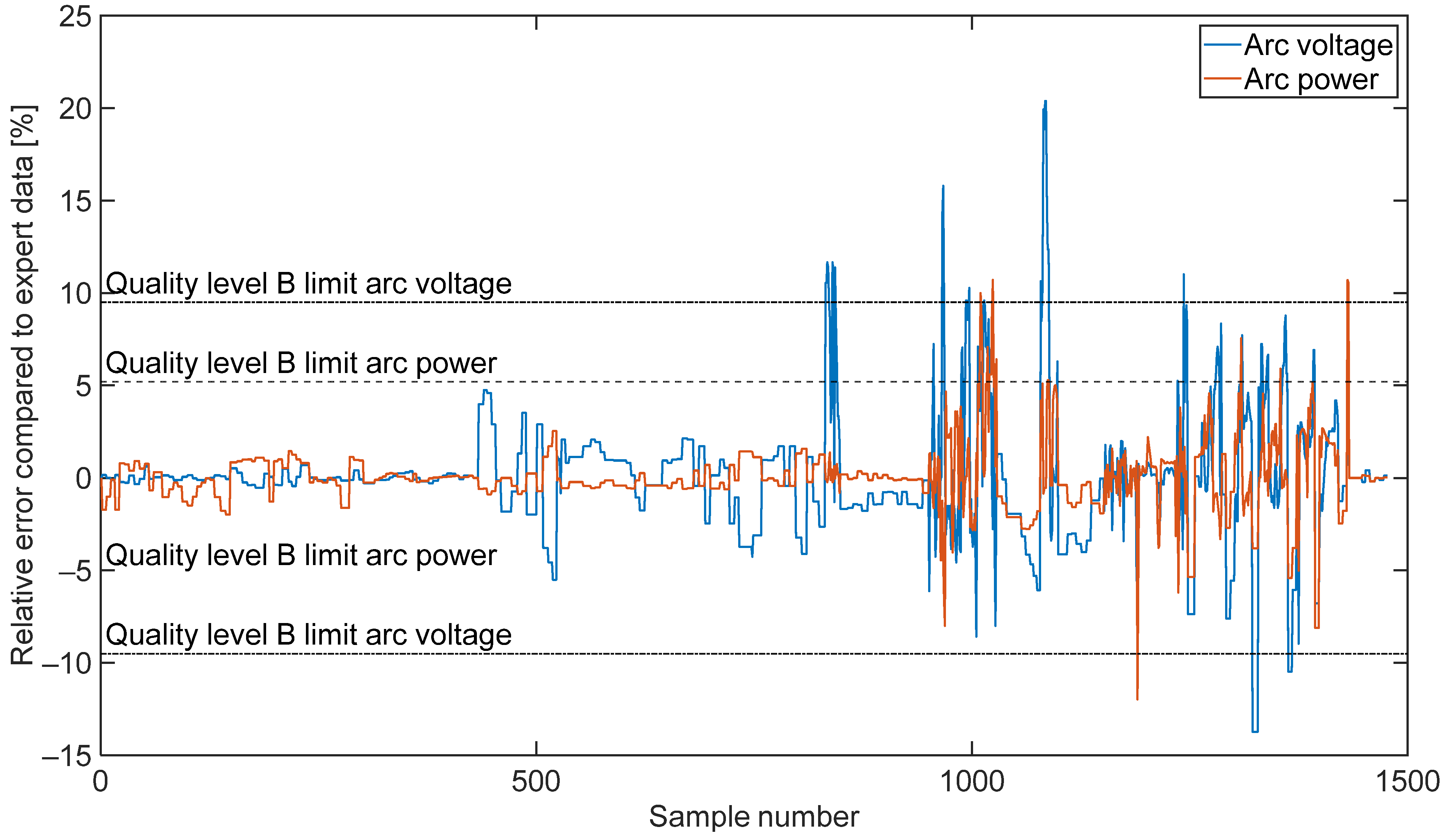
3.2. Validation of the Performance and Reliability of the IWS
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef]
- Kim, I.S.; Son, J.S.; Park, C.E.; Lee, C.W.; Prasad, Y.K. A study on prediction of bead height in robotic arc welding using a neural network. J. Mater. Process. Technol. 2002, 130, 229–234. [Google Scholar] [CrossRef]
- Nagesh, D.S.; Datta, G.L. Genetic algorithm for optimization of welding variables for height to width ratio and application of ANN for prediction of bead geometry for TIG welding process. Appl. Soft Comput. J. 2010, 10, 897–907. [Google Scholar] [CrossRef]
- Chokkalingham, S.; Chandrasekhar, N.; Vasudevan, M. Predicting the depth of penetration and weld bead width from the infra red thermal image of the weld pool using artificial neural network modeling. J. Intell. Manuf. 2012, 23, 1995–2001. [Google Scholar] [CrossRef]
- Chandrasekhar, N.; Vasudevan, M.; Bhaduri, A.K.; Jayakumar, T. Intelligent modeling for estimating weld bead width and depth of penetration from infra-red thermal images of the weld pool. J. Intell. Manuf. 2013, 26, 59–71. [Google Scholar] [CrossRef]
- Ren, W.; Wen, G.; Liu, S.; Yang, Z.; Xu, B.; Zhang, Z. Seam Penetration Recognition for GTAW Using Convolutional Neural Network Based on Time-Frequency Image of Arc Sound. In Proceedings of the IEEE International Conference on Emerging Technologies and Factory Automation, ETFA, Turin, Italy, 4–7 September 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 853–860. [Google Scholar]
- Bestard, G.A.; Sampaio, R.C.; Vargas, J.A.R.; Alfaro, S.C.A. Sensor fusion to estimate the depth and width of the weld bead in real time in GMAW processes. Sensors 2018, 18, 962. [Google Scholar] [CrossRef]
- Ren, W.; Wen, G.; Xu, B.; Zhang, Z. A Novel Convolutional Neural Network Based on Time-Frequency Spectrogram of Arc Sound and Its Application on GTAW Penetration Classification. IEEE Trans. Ind. Inform. 2021, 17, 809–819. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, Q.; Jiao, W.; Yu, R.; Chen, S.; Zhang, Y.; Xiao, J. Detecting dynamic development of weld pool using machine learning from innovative composite images for adaptive welding. J. Manuf. Process. 2020, 56, 908–915. [Google Scholar] [CrossRef]
- Shin, S.; Jin, C.; Yu, J.; Rhee, S. Real-time detection of weld defects for automated welding process base on deep neural network. Metals 2020, 10, 389. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.; Zhang, P.; Yu, Z.; Chen, H.; Chen, S. Visual-Acoustic Penetration Recognition in Variable Polarity Plasma Arc Welding Process Using Hybrid Deep Learning Approach. IEEE Access 2020, 8, 120417–120428. [Google Scholar] [CrossRef]
- Yamane, S.; Matsuo, K. Adaptive control by convolutional neural network in plasma arc welding system. ISIJ Int. 2020, 60, 998–1005. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Lee, K.; Hwang, I.; Kim, Y.-M.; Lee, H.; Kang, M.; Yu, J. Real-time weld quality prediction using a laser vision sensor in a lap fillet joint during gas metal arc welding. Sensors 2020, 20, 1625. [Google Scholar] [CrossRef] [PubMed]
- Oh, W.B.; Yun, T.J.; Lee, B.R.; Kim, C.G.; Liang, Z.L.; Kim, I.S. A Study on Intelligent Algorithm to Control Welding Parameters for Lap-joint. Procedia Manuf. 2019, 30, 48–55. [Google Scholar] [CrossRef]
- Zou, S.; Wang, Z.; Hu, S.; Wang, W.; Cao, Y. Control of weld penetration depth using relative fluctuation coefficient as feedback. J. Intell. Manuf. 2020, 31, 1203–1213. [Google Scholar] [CrossRef]
- Wu, D.; Chen, H.; Huang, Y.; Chen, S. Online Monitoring and Model-Free Adaptive Control of Weld Penetration in VPPAW Based on Extreme Learning Machine. IEEE Trans. Ind. Inform. 2019, 15, 2732–2740. [Google Scholar] [CrossRef]
- Penttilä, S.; Kah, P.; Ratava, J.; Eskelinen, H. Artificial Neural Network Controlled GMAW System: Penetration and Quality Assurance in a Multi-Pass Butt Weld Application. Int. J. Adv. Manuf. Technol. 2019, 105, 3369–3385. [Google Scholar] [CrossRef]
- Ratava, J.; Penttilä, S.; Lohtander, M.; Kah, P. Optical measurement of groove geometry. Procedia Manuf. 2018, 25, 111–117. [Google Scholar] [CrossRef]
- SFS-EN ISO 5817; Welding-Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections. The Finnish Standard Association: Helsinki, Finland, 2014.
- Kim, I.-S.; Son, J.-S.; Lee, S.-H.; Yarlagadda, P.K. Optimal design of neural networks for control in robotic arc welding. Robot. Comput.-Integr. Manuf. 2004, 20, 57–63. [Google Scholar] [CrossRef]
- Cui, D.; Xia, B.; Zhang, R.; Sun, Z.; Lao, Z.; Wang, W.; Sun, W.; Lai, Y.; Wang, M. A novel intelligent method for the state of charge estimation of lithium-ion batteries using a discrete wavelet transform-based wavelet neural network. Energies 2018, 11, 995. [Google Scholar] [CrossRef]
- Lv, C.; Xing, Y.; Zhang, J.; Na, X.; Li, Y.; Liu, T.; Cao, D.; Wang, F. Levenberg-marquardt backpropagation training of multilayer neural networks for state estimation of a safety-critical cyber-physical system. IEEE Trans. Ind. Inform. 2018, 14, 3436–3446. [Google Scholar] [CrossRef]
- Reddy, V.R.; Reddy, V.C.V.; Mohan, V.C.J. Speed Control of Induction Motor Drive Using Artificial Neural Networks-Levenberg-Marquardt Backpropogation Algorithm. Int. J. Appl. Eng. Res. 2018, 13, 80–85. [Google Scholar]
- Işcan, B. ANN modeling for justification of thermodynamic analysis of experimental applications on combustion parameters of a diesel engine using diesel and safflower biodiesel fuels. Fuel 2020, 279, 118391. [Google Scholar] [CrossRef]
- Jeong, S.H.; Lee, K.B.; Ham, J.H.; Kim, J.H.; Cho, J.Y. Estimation of Maximum Strains and Loads in Aircraft Landing Using Artificial Neural Network. Int. J. Aeronaut. Space Sci. 2020, 21, 117–132. [Google Scholar] [CrossRef]
- Kannaiyan, M.; Karthikeyan, G.; Raghuvaran, J.G.T. Prediction of specific wear rate for LM25/ZrO2 composites using Levenberg-Marquardt backpropagation algorithm. J. Mater. Res. Technol. 2020, 9, 530–538. [Google Scholar] [CrossRef]
- Caruso, S.; Imbrogno, S. Finite element modelling and experimental validation of microstructural changes and hardness variation during gas metal arc welding of AISI 441 ferritic stainless steel. Int. J. Adv. Manuf. Technol. 2022, 119, 2629–2637. [Google Scholar] [CrossRef]
- Peiyun, X.; Chunming, W.; Gaoyang, M.; Mingyang, Z.; Lingda, X.; Xiong, Z.; Chuncheng, Z.; Xiaosong, F.; Yiyang, H. Numerical simulation of molten pool flow behavior and keyhole evolution behavior in dual-laser beam oscillating bilateral synchronous welding of T-joints. Int. J. Heat Mass Transf. 2023, 209, 124114. [Google Scholar]
- Darko, P.; Goran, V.; Spiro, I. Welded steel in marine environment—Experimental and numerical study of mechanical properties degradation. Mater. Today Commun. 2023, 34, 105280. [Google Scholar]
- Chen, S.B.; Zhang, Y.; Qiu, T.; Lin, T. Robotic welding systems with vision-sensing and self-learning neuron control of arc welding dynamic process. J. Intell. Robot. Syst. 2003, 36, 191–208. [Google Scholar] [CrossRef]
- Chen, S.B.; Zhao, D.B.; Wu, L.; Lou, Y.J. Intelligent methodology for sensing, modeling and control of pulsed GTAW: Part 2—Butt joint welding. Weld. J. 2000, 79, 164–174. [Google Scholar]
- Zhang, Y.M.; Kovacevic, R. Neurofuzzy model-based predictive control of weld fusion zone geometry. IEEE Trans. Fuzzy Syst. 1998, 6, 389–401. [Google Scholar] [CrossRef]
- Kovacevic, R.; Zhang, Y.M. Real-time image processing for monitoring of free weld pool surface. J. Manuf. Sci. Eng. 1997, 119, 161–169. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material, plate thickness | S420 MC, 12 mm |
| Filler material | Esab OK Autrod 12.51, Ø 1 mm |
| Welding process | Gas metal arc welding (135) |
| Welding equipment | Fronius TPS 5000 |
| Joint type | Butt weld |
| Weld position | PA |
| Groove angle | 60° |
| Welding speed | 7 mm/s |
| Welding gas and flow speed | 92% Ar + 8% CO2, AGA Mison 8, 19 L/min |
| Torch distance | 18 mm |
| Laser sensor | Meta SLS50-v1 |
| Neural network type | Backpropagation neural network |
| Optimization algorithm | Levenberg–Marquardt algorithm |
| Neural network configuration | 2-20-20-2 |
| Neural network input parameters | Root gap, root face |
| Neural network output parameters | Wire feed, arc voltage |
| Details | Base Material | Filler Material |
|---|---|---|
| Product commercial name | SSAB S420 MC plus, 12 mm | Esab OK Autrod 12.51 |
| Yield strength | 420 MPa | 460 MPa |
| Ultimate tensile strength | 490–620 MPa | 540 MPa |
| Elongation at break | 21% | 26% |
| C | 0.12 | 0.10 |
| Mn | 1.5 | 1.11 |
| Si | 0.03 | 0.72 |
| S | 0.015 | 0.012 |
| P | 0.020 | 0.013 |
| Root gap variation values | 1 mm, 1.5 mm, 2 mm |
| Root face variation values | 1 mm, 1.5 mm, 2 mm |
| Wire feed variation values | ±1 m/min compared to the predefined value |
| arc voltage override values | ±5% compared to the predefined value |
| Actual root gap variation in experiments | 0.7–2.2 mm |
| Actual root face variation in experiments | 0.9–2.6 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Penttilä, S.; Lund, H.; Skriko, T. Possibilities of Artificial Intelligence-Enabled Feedback Control System in Robotized Gas Metal Arc Welding. J. Manuf. Mater. Process. 2023, 7, 102. https://doi.org/10.3390/jmmp7030102
Penttilä S, Lund H, Skriko T. Possibilities of Artificial Intelligence-Enabled Feedback Control System in Robotized Gas Metal Arc Welding. Journal of Manufacturing and Materials Processing. 2023; 7(3):102. https://doi.org/10.3390/jmmp7030102
Chicago/Turabian StylePenttilä, Sakari, Hannu Lund, and Tuomas Skriko. 2023. "Possibilities of Artificial Intelligence-Enabled Feedback Control System in Robotized Gas Metal Arc Welding" Journal of Manufacturing and Materials Processing 7, no. 3: 102. https://doi.org/10.3390/jmmp7030102