1.1. Material Numerical Modelling
INCONEL
® alloys are hard-to-cut metals that pose machinability challenges yet to be overcome [
1]. An application upsurge for these Ni-superalloys has been observed across several industries, including aeronautics, automotive, and energy power plants [
2]. Renowned for their ability to withstand high temperatures (
T) without succumbing to creep, these superalloys proved to be highly attractive and well suited for producing items like jet engines and steam turbines. Following the work of Pedroso et al. [
2] and Thornton et al. [
3], it becomes evident that understanding the chip formation mechanism is one of the crucial factors that will lead to a comprehensive understanding of the entire cutting process in conventional manufacturing (CM) [
4,
5]. When a material exceeds its yield point (
σy, yield stress), it experiences a strain-hardening phenomenon, leading to increased load and energy [
6] required for material deformation [
7]. Two hardening models address elastoplastic scenarios: (1) isotropic hardening, which refers to a material’s ability to uniformly increase its yield strength and stiffness under repeated loading without changing the shape or orientation of its yield surface [
8], and (2) kinematic hardening, which, in turn, involves changes in the material’s yield surface shape and orientation, but not its size, in response to plastic deformation [
9]. Understanding the depiction of material behaviour is paramount, particularly concerning how strain (
ε), the strain rate (
), and
T impact the material’s flow stress (
σ).
Table 1 displays several integrated material constitutive models in use. For a better grasp of the additional variables outlined in
Table 1, it is recommended to refer to the research by Iturbe et al. [
10], Lewis et al. [
11], Lin et al. [
12], and Rudnytskyj et al. [
13].
In FEA simulations [
19,
20,
21,
22], INCONEL
® alloys are typically represented as materials exhibiting elastoplastic behaviour and isotropic hardening, with
σ influenced by
ε,
, and
T [
23]. The prevalent analytical model used to reproduce the elastoplastic behaviour of INCONEL
® alloys is the JC constitutive model [
14,
15,
16,
17,
18]. The JC model has some derivations: (1) the Baumann–Chiesa–Johnson (BCJ) model [
24], which incorporates
and
T sensitivity, as well as damage, through a yield surface [
25], and (2) the Steinberg–Cochran–Guinan (SCG) model [
26], which describes the shear modulus (
G) and
σy at high
. Due to the inherent flaws of the JC model, as addressed in this section, some improvements have been developed, such as the derivations in [
25,
26,
27]. The JC model is deemed a rate-independent constitutive model [
28], along with the other models detailed in
Table 1, and the expression for the stress in the JC constitutive model (
σJC) is provided in Equation (1):
where
εp is the equivalent strain;
is the equivalent strain rate;
is the reference strain rate;
T0 is the ambient temperature; and
Tm is the melting temperature. The yield stress (
A), strain-hardening constant (
B), modulus of strain rate hardening (
C), strain-hardening coefficient (
n), and thermal softening coefficient (
m) [
29,
30] are material constants and exponents derived by fitting the data obtained from the tensile test, Split Hopkinson Pressure Bar (SHPB) test [
30,
31] (not following any agreed-upon standards regarding the operation or design of the apparatus), and dilatometer test under various
T and
. Equation (2) provides insight into the linear relationship between ln(
σJC −
A) and ln(
εp). In quasi-static conditions, viscous–plastic deformation and thermal softening hold little significance, resulting in this trivial expression:
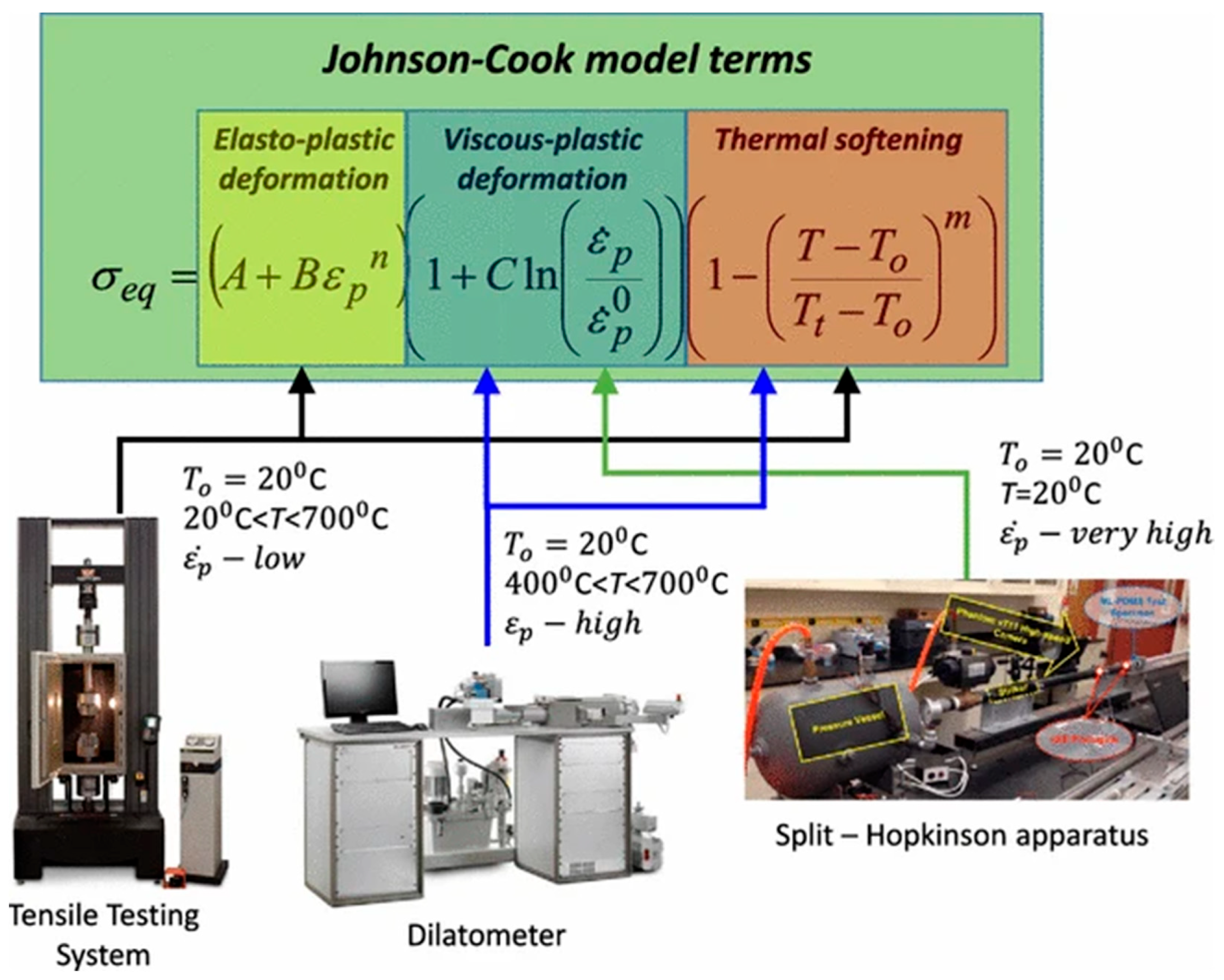
Figure 1 illustrates the JC constitutive model equation segregated into three phenomena, each associated with their specific experimental tests and conditions. In order to establish the
A,
B,
C,
m, and
n constants of the JC model, an initial tensile test is conducted following ASTM A 370-17 [
32] guidelines. As shown in Equation (3), the thermal softening effect is deemed negligible for determining
C, leading to a rearranged expression. The value of
C is derived through a linear regression model using different
values obtained from the SHPB test [
33].
The JC model can be reorganised to determine the
m parameter, overlooking
strengthening effects, as demonstrated in Equation (4) [
33]. Estimating
m involves performing the push-rod dilatometer test under ASTM E 228-17 [
34], analysing the linear thermal expansion, and evaluating
m in Equation (4) using the linear regression model graph [
35].
The JC material model remains extensively employed in metal-cutting simulations [
36]. Equation (1) describes strain-hardening (
B ×
εpn) as an ascending function [
37] that tends towards infinity and does not account for strain-softening effects [
10]. Softening phenomena are crucial for instigating and amplifying the chip plastic state by forming adiabatic shear bands during machining operation simulations.
Figure 1.
Subdivision of the JC constitutive model equation according to distinct deformation phenomena and the corresponding experimental trials and conditions [
38].
Figure 1.
Subdivision of the JC constitutive model equation according to distinct deformation phenomena and the corresponding experimental trials and conditions [
38].
In recent times, parameter determination has seen advancements, notably by Škrlec and Klemenc [
39], who devised optimisation algorithms to streamline the determination of material constants for E185 structural steel. Murugesan and Jung [
15] formulated surrogate models based on constitutive relations, and the model constants were estimated using experimental data. Souza, et al. [
33] successfully predicted the behaviour of INCONEL
® 625 by integrating the JC and Avrami models [
40], as demonstrated in Equation (5), for the resulting stress (
sJC + A):
where
σJC saturation stress (
σs), the fraction of microstructure (
X, 0 ≤
X ≤ 1) that underwent dynamic recrystallisation (DRX) [
41], and the steady-state stress (
σss) are acknowledged. The FEA-predicted behaviour surpassed the existing data in the material database. Lewis et al. [
11] aimed to establish suitable constitutive models for simulating the mechanical behaviour of INCONEL
® 625 components fabricated using Laser Powder Bed Fusion (LPBF) for aerospace applications. SHPB testing results were used to calculate the coefficients for five constitutive models: JC, modified JC, Hensel–Spittel, modified Hensel–Spittel, and modified Zerilli–Armstrong models. It was determined that the last model referred to has the lowest absolute relative error values of the models used: 2.88% for as-printed and 2.71% for annealed specimens. Hokka et al. [
42] studied the mechanical behaviour of Ti-6246 and an INCONEL
® 625-like alloy while obtaining JC material model parameters from the experimental data. The model was used to describe the plastic behaviour of the studied alloys in simulations of the orthogonal cutting of the material. The JC model for the INCONEL
® 625-like alloy was improved by introducing an additional strain-softening term (Δ
T in Equations (6) and (7)) that allowed a decrease in
hardening at large deformations.
For better comprehension of the Equation (7) variables, it is suggested to consult Hokka et al. [
42].
Table 2 provides the
A,
B,
C,
m, and
n values for INCONEL
® alloys. Notably, information is abundant regarding INCONEL
® 718, while there is a dearth of information about the INCONEL
® 625 alloy. Heat treatment is a variable that significantly influences JC model parameters [
10]; hence, substantial variations can be observed between research groups, particularly for INCONEL
® 718.
INCONEL
® machinability modelling in FEA must rely on a proper damage evolution model. Since INCONEL
® 718 and 625 present elastoplastic behaviour, as shown in
Figure 2, from
T0 through different
T values until reaching
T ≈ 1200 °C, a ductile material damage model is the most suitable [
52,
53,
54,
55,
56,
57,
58] to predict the damage caused by machining.
In ductile materials, the ultimate failure unfolds through three distinct phases. While true-stress curves are attractive to study materials in some ways, FEA software works essentially with engineering stress curves, and in
Figure 3, a typical uniaxial engineering
σ-
ε response for a ductile material is illustrated. Phase one is the linear behaviour of the elastic regime deformation that ends in B; in phase two, the material transitions into plastic deformation (curve BCDE), where C, or equivalent plastic strain at damage initiation (
), is the point of damage (
D) initiation in the plastic regime (
D = 0, and cumulative damage parameter
ω = 1). D is an intermediate point of damage evolution, and point E, a boundary between the plastic regime (phase two) and complete fracture (phase three), indicates the point of
, and the straight line
d’ depicts
ε hardening [
60].
The principle of damage classification in a plasticised material is the characterisation of a degraded Young’s modulus (
E* in Equation (8)), which is a function of the pristine Young’s modulus (
E), and degraded material flow stress, or mechanical strength (
σ* in Equation (9)), which is calculated using the intact material flow stress (
) [
55].
The JC shear fracture damage model [
61,
62] can forecast the
D sustained by tracking the increment in equivalent plastic strain (
) and equivalent plastic strain at fracture (
). Equation (10) demonstrates the
ω calculus, which is updated in every FEA solving step.
The material element removal criterion embedded within FEA programs, such as ABAQUS
™ or ANSYS
®, is the trivial relation between
and equivalent plastic strain (
) [
62], as described in Equation (11),
and in Equation (12), which shows the calculus of
[
16,
63,
64]:
where
σm is the average stress, and
D1 and
D3 depict how stress triaxiality influences the initial failure
ε and the impact of the equivalent plastic strain rate (
).
D2 is an exponential factor of JC, and the thermal effects are denoted by
D4 and
D5 [
65].
Table 3 provides values of the INCONEL
® 718 damage constants for the JC shear fracture damage model. For INCONEL
® 625, a literature gap exists since no values were found.
The employment of the JC shear fracture damage model in isolation corresponds to an instance of abrupt failure (
Figure 3, curve described by ABC
), not capturing
D evolution. Instead, when combined with the
D evolution approach, the JC shear fracture damage model is exclusively employed as a criterion to represent the onset of
D. In contrast, an evolution criterion controls the behaviour of the material through curve CE (
Figure 3).
Table 4 compiles some of the fracture energy-based criteria that characterise the propagation of damage in a crack [
60]. Cohesive Zone Model (CZM) and R-curve approach are also mentionable fracture-energy-based criteria.
These fracture-energy-based criteria have been widely used for machining simulations, particularly Hillerborg’s fracture energy criterion [
54,
55,
56]. The model’s second form of the equation is solved in order to obtain
, a change of variable that is very useful so that
can be calculated according to Equation (13):
where
σy0 stands for yield strength at the damage initiation state (point C in
Figure 3). The
D evolution depends on the rate of stiffness degradation (
, from point C to point E in
Figure 3) and can be expressed either linearly (Equation (14)) or exponentially (Equation (15)):
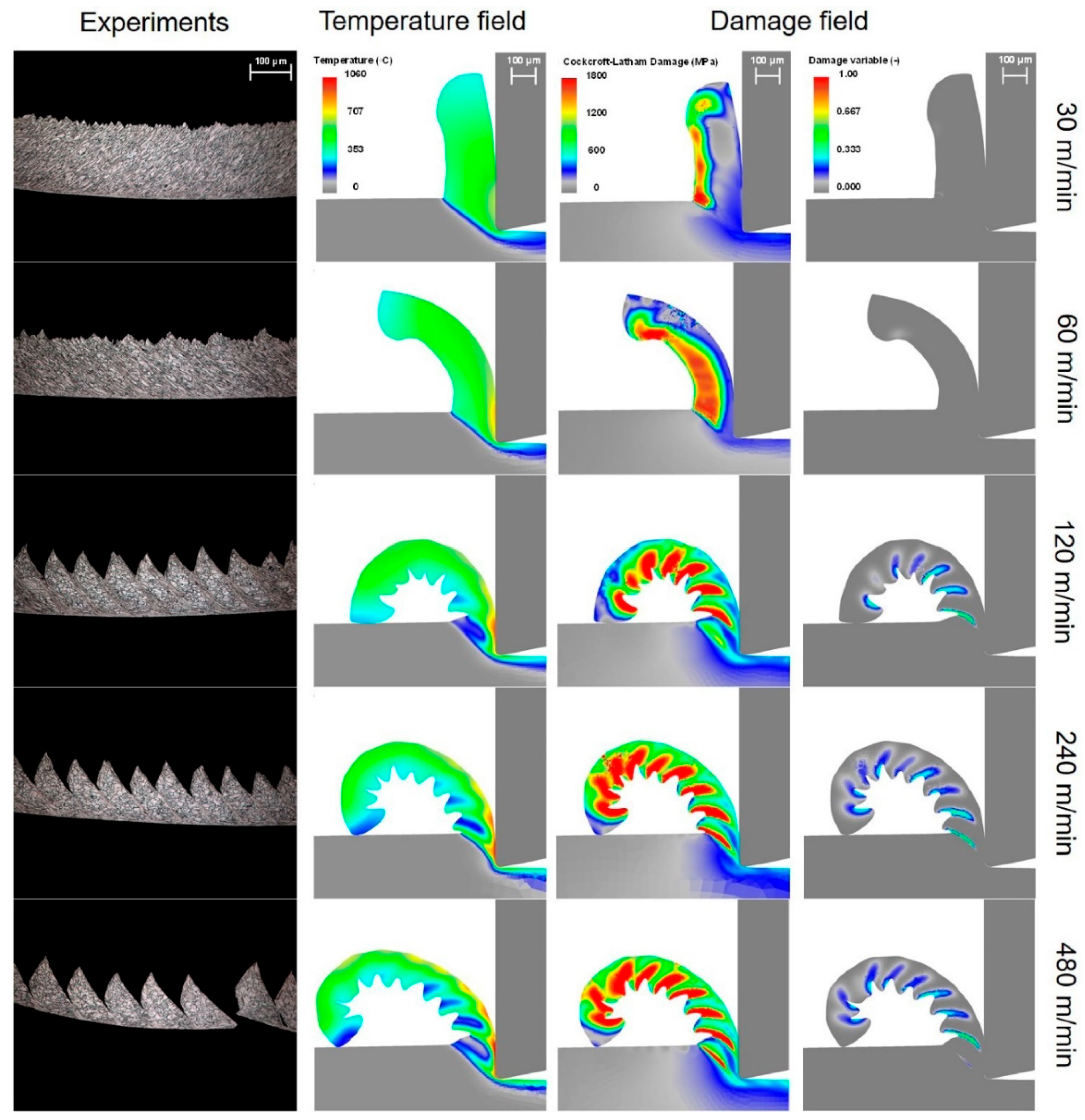
As an example of the applicability and culmination of material damage models, Liu et al. [
60] investigated the residual stress evolution in INCONEL
® 718 affected by multiple cutting operations, making use of the JC shear fracture damage model alongside the Hillerborg’s fracture energy criterion to predict the serrated chip morphology, as depicted in
Figure 4. The resulting FEA simulations showed that the residual stress level might be controlled by optimising the previous cuts to obtain the desired surface integrity.
In addition to material modelling, damage initiation, and propagation characterisation, it is essential to model tool wear (TW) to predict tool life (TL). While some authors may treat the tool as a rigid body in FEA when their primary aim is to study INCONEL®’s chip morphology, this review also aims to shed light on the existing mathematical models for TW and findings on improving TL.
1.2. Tool Numerical Modelling
TW significantly impacts both quality and productivity, particularly in the case of INCONEL
® alloys like 718 and 625, whether considering coated tools [
66], ceramics, or even PcBN. Sousa et al. [
67] scrutinised recent advancements in TiAlN-based coatings, including nanolayered, nanocomposite, and Ru-, Mo-, and Ta-doped coatings, evaluating their mechanical properties and comparing their cutting behaviours during turning and milling processes. Later on, Sousa et al. [
68] experimentally investigated the wear characteristics of multilayered TiN/TiAlN-coated end mills through Physical Vapour Deposition (PVD) [
69] and High-Power Impulse Magnetron Sputtering (HiPIMS). These tools were employed in finishing operations on INCONEL
® 718 to advance the comprehension of the wear patterns exhibited by coated tools during the machining of these alloys. Silva et al. [
70] evaluated machined surfaces’ integrity and TW resistance using cutting tools coated through PVD HiPIMS with TiAlYN during the end milling of INCONEL
® 718. These efforts demonstrate that experimental work is time-consuming and simulation can save resources and time for researchers. Three-dimensional (3D) modelling is essential to analyse and predict flank wear (
VB), and FEA enables predictive insights into the sequence of TW mechanisms [
2]. The ISO 8688-2:1989(E) [
71] standard defines a milling tool as worn when a uniform
VB = 300 μm is achieved or the local maximum flank wear (
VBmax) is 500 μm. The ISO 3685:1993(E) [
72] standard provides relevant turning tool guidelines, considering the same
VB limits.
Table 5, summarised by Pedroso, et al. [
2], presents typical mathematical models characterising various TW mechanisms. For a deeper understanding of the additional variables outlined, it is advisable to consult Wang et al. [
73].
The JC model, among those presented in
Table 1, has enhanced the ability to predict the behaviour of INCONEL
® alloys during machining, and presently, the academic community can predict elastoplastic phenomena [
89]; nonetheless, TW behaviour predictability while machining is an ongoing challenge in the academic community. Computationally, the authors must pre-process TW via Computer-Aided Design (CAD) according to experimentally obtained geometries. A simulation of the entire TL is unreasonable due to the long computing time (
t) taken [
90].
Figure 5 presents a schematic of the actual procedure used by many authors to simulate machining when considering TW. From the point of view of studying the
T distribution, considering TW is paramount because cutting becomes less effective with each machining pass, and therefore,
T rises as the tool deteriorates. Although it is not an explicit simulation where material machining and TW coexist, speaking in computational terms, a quasi-transient situation can still be examined. Thus, the continuous progress of TW is discretised into finite steps for simulation [
90].
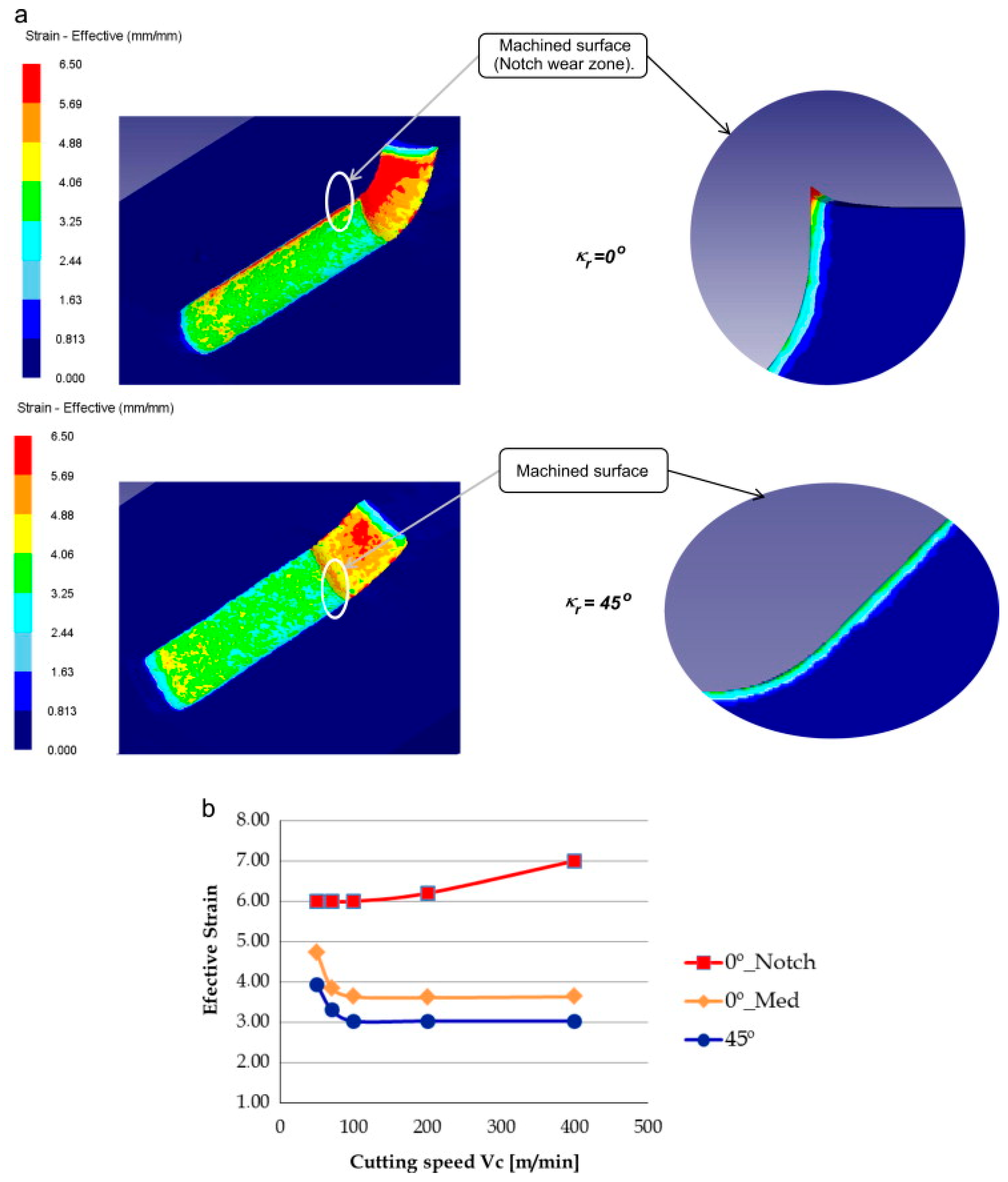
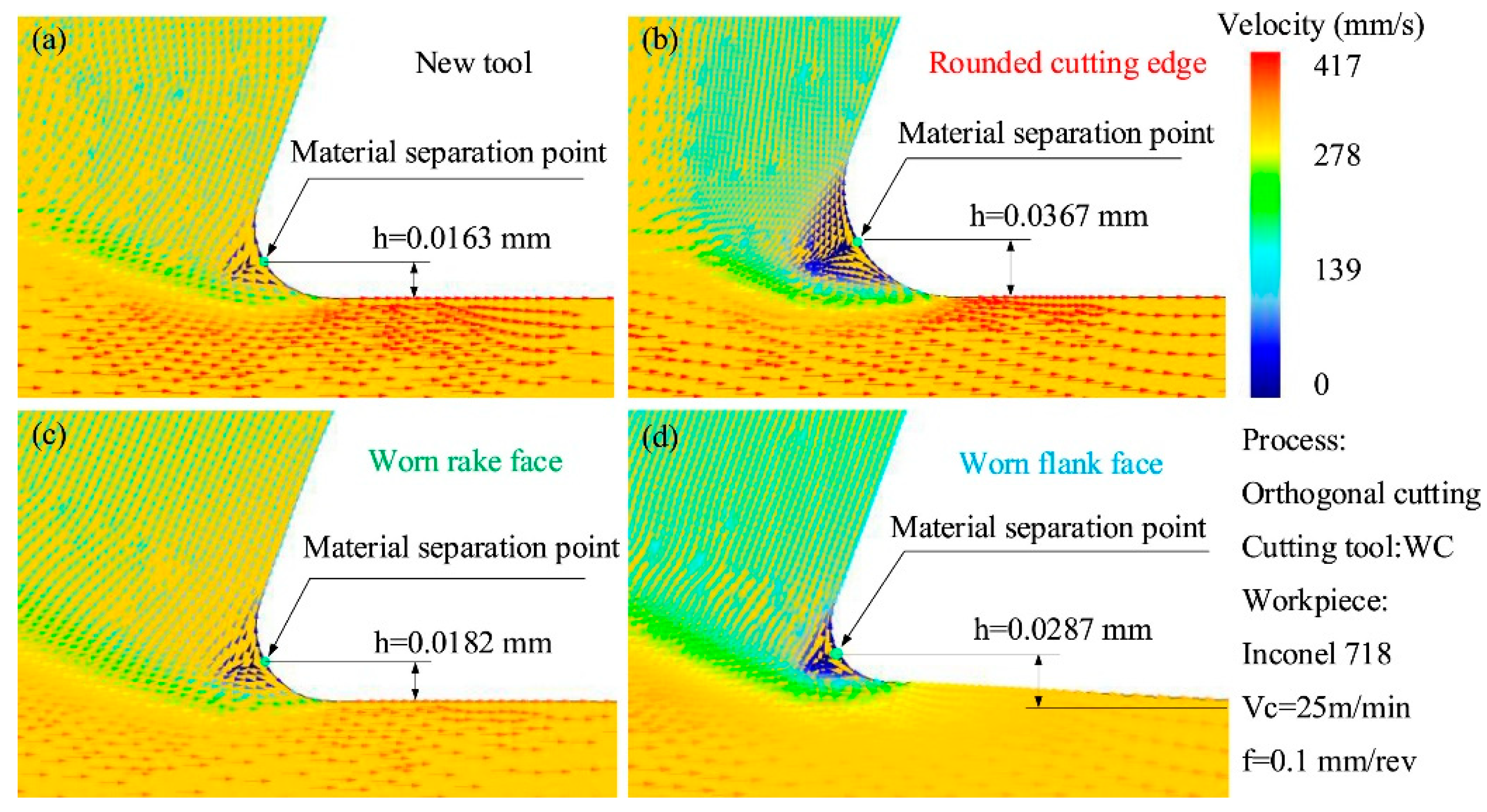
For instance, Liang et al. [
92] studied the experimental orthogonal cutting process of Ti-6Al-4V, and
VB was considered the only tool failure standard despite both the crater wear and
VB appearing simultaneously. Afterwards, a numerical model was built with three distinct tool CAD models: (1) new,
VB = 0 mm; (2) semi-worn,
VB = 150 μm; and (3) worn,
VB = 300 μm; these were used to determine initial, regular, and failure stages. Both simulated and experimental findings revealed that the evolution of local plastic behaviour was primarily driven by the thermo-mechanical loads resulting from TW effects. Shi et al. [
37] carried out a study employing Usui’s model [
46,
76,
77], analysing output variables like the tool–chip contact area (
w), pressure, sliding, velocity, and initial
T. Hosseinkhani and Ng [
90] developed a new empirical model (Equation (16)) to predict TW in the initial or break-in period as a function of the Von Mises stress (
σVM) field while experimentally turning AISI 1045 annealed steel, comparing it afterwards with the experimental results and Usui’s model [
46,
76,
77]. Experimental validation demonstrates that the recently devised model has significantly enhanced the initial TW rate in both its pattern and magnitude.
Zhang et al. [
93] also used Usui’s model [
46,
76,
77] to study adhesion and diffuse wear mechanisms, which are found to be the main wear mechanisms during the machining of INCONEL
® 718 with TiAlN-coated carbide tools. The predictive inaccuracy is below 15% compared to the experimental data, proving an enhancement in the precision of TW crater predictions. Binder et al. [
94] proposed a better understanding of Usui’s model [
46,
76,
77] by considering normal stress (
σn0) in the equation instead of the maximum shear flow stress (
) that can be exerted on the tool. The authors experimentally assessed the orthogonal cutting of AISI 1045 steel with Physical-Vapour-Deposited (PVD) [
95] TiAlN-coated and uncoated carbide tools. The predicted crater depth aligns well with experimental data, and the projected position of the crater on the rake face appears to be near the cutting edge; nevertheless, the outcomes of this study indicate that the challenges in predicting the crater width stem from an underestimated contact length in the chip formation simulation. Liu et al. [
96] validated numerical simulations performed for six different
VB values using Usui’s model [
46,
76,
77], culminating in a study on an expression for
VB dependent on the spindle (
s), feed per tooth (
fz), axial depth of cut (
ap or ADOC), and radial depth of cut (
ae or EDOC) while end milling TC4 alloy. The authors stated that FEA can directly determine TW and morphology. However, due to the limitations of
t and complex boundary conditions, FEA is not commonly used in TL prediction. The TW model’s efficacy was confirmed by comparing the experimental findings with the simulation results.
Additionally, to expedite tool life prediction, an empirical formula for forecasting TW was formulated, allowing for the characterisation of the evolution of TW over time. Tool compatibility with the workpiece and other parameters unaccounted for in the model have spurred recent research efforts to further enhance machining and TW behaviour predictability. The necessity of having numerous models, as depicted in
Table 5, demonstrates how thermodynamically, tribologically, and material-dependent milling, turning, and drilling are, not to mention the complexity of each inherent subject.
1.3. Assembly Numerical Modelling
The numerical formulation is only complete if an assembly between the workpiece and a cutting tool exists [
97] in order to assess, for instance, the cutting forces (
Fcut) [
98] inherent to the machining process. This model must encompass the constitutive material, TW models, adequate friction models, mathematically simulated elastoplastic deformations [
99], and boundary conditions. CAD software conducts numerical analyses, simulating the tool and workpiece with specified boundary conditions and meshing generation [
36].
Table 6 offers insights into the available meshing approaches when conducting FEA machining and their advantages and disadvantages.
In traditional practice, the LAG formulation typically modelled metal-cutting processes [
100]. The computational mesh grid deforms with the material [
107]; nevertheless, the concentrated plastic deformation close to the cutting edge significantly distorts the finite elements (FEs), resulting in numerical and computational inaccuracies [
108]. The Eulerian approach [
109] is commonly employed to analyse processes involving substantial deformation [
100] in plastic and visco-plastic materials, with minimal consideration for elastic deformation [
108] and the mesh grid in which it is fixed in space [
107]. While the disparity in errors between the Eulerian and LAG approaches varies based on the specific problem, errors within the Eulerian framework generally tend to be more significant than those within the LAG framework [
110]. The ALE method [
111,
112] finds extensive use among researchers, as it aids in overcoming certain limitations inherent in the LAG method [
108]. Integrating the Eulerian and LAG approaches offers a viable solution to address the distortion of elements and effectively model the extensive plastic deformation characteristic of machining [
100]. Employing an adaptive re-meshing technique aids the process. Nonetheless, it is essential to note that the Eulerian formulation models the local deformation zone, resulting in typically continuous chip formation.
Consequently, accurately predicting processes that yield segmented chips proves challenging with this approach. The CEL formulation [
54,
101] describes the workpiece using the Eulerian formulation and the tool using the LAG approach [
113]. The CEL meshing approach was not applied to metal cutting until 2016 in a study by Ducobu et al. [
113], typically being only used to study fluid–structure interactions until that time. It constitutes a specific variant of the ALE framework.
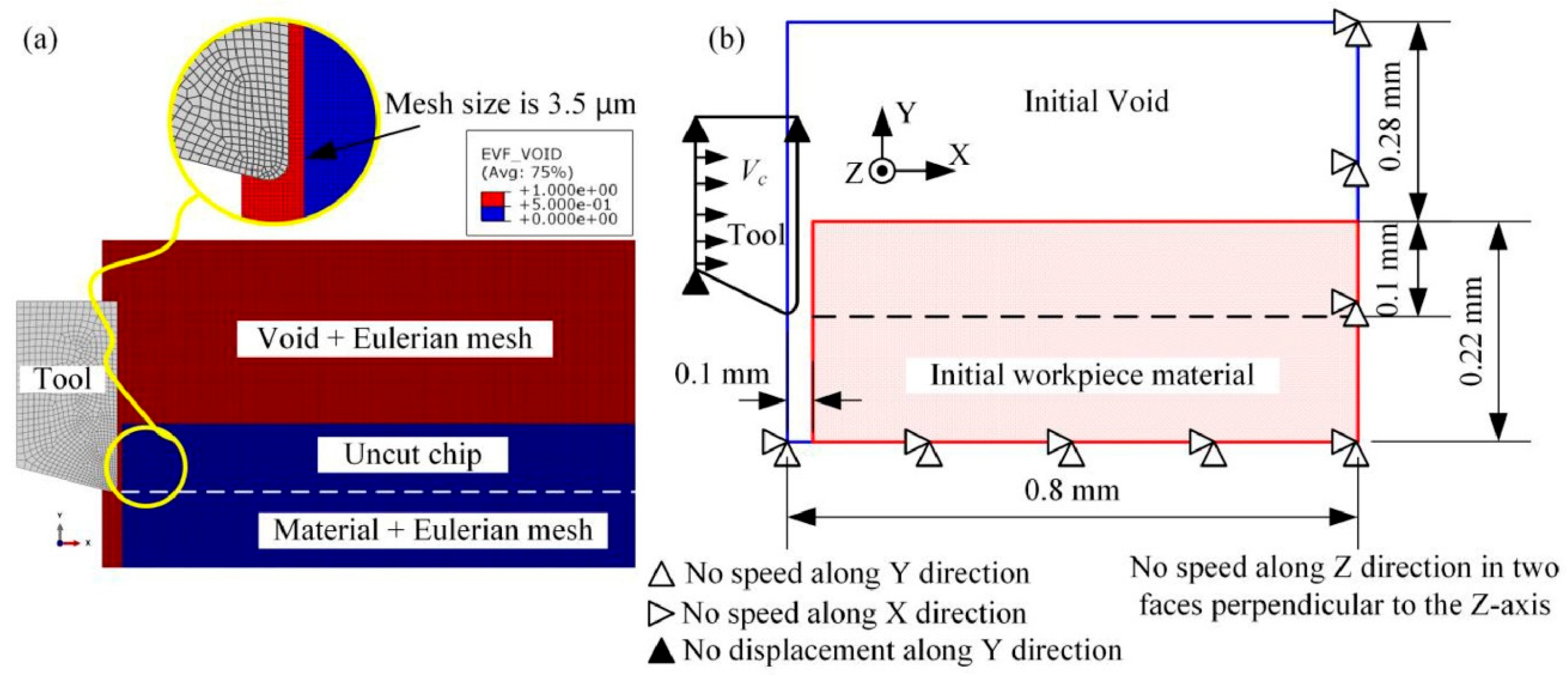
Figure 6 depicts Xu et al. [
114]’s CEL [
54,
101] application to the properties of each domain, namely, the tool and the workpiece, within the numerical model in ABAQUS
™. The workpiece, including the void and material regions, is meshed using EC3D8RT elements (eight-node thermally coupled linear brick, multi-material, reduced integration with shear locking effect control [
115], also called hourglass effect control), and the tool is meshed as C3D8RT elements (eight-node thermally coupled brick, trilinear displacement and
T, reduced integration, shear locking effect control [
115]). The boundary conditions and mesh size are also described. While not explicitly stated, the tool is considered a LAG domain.
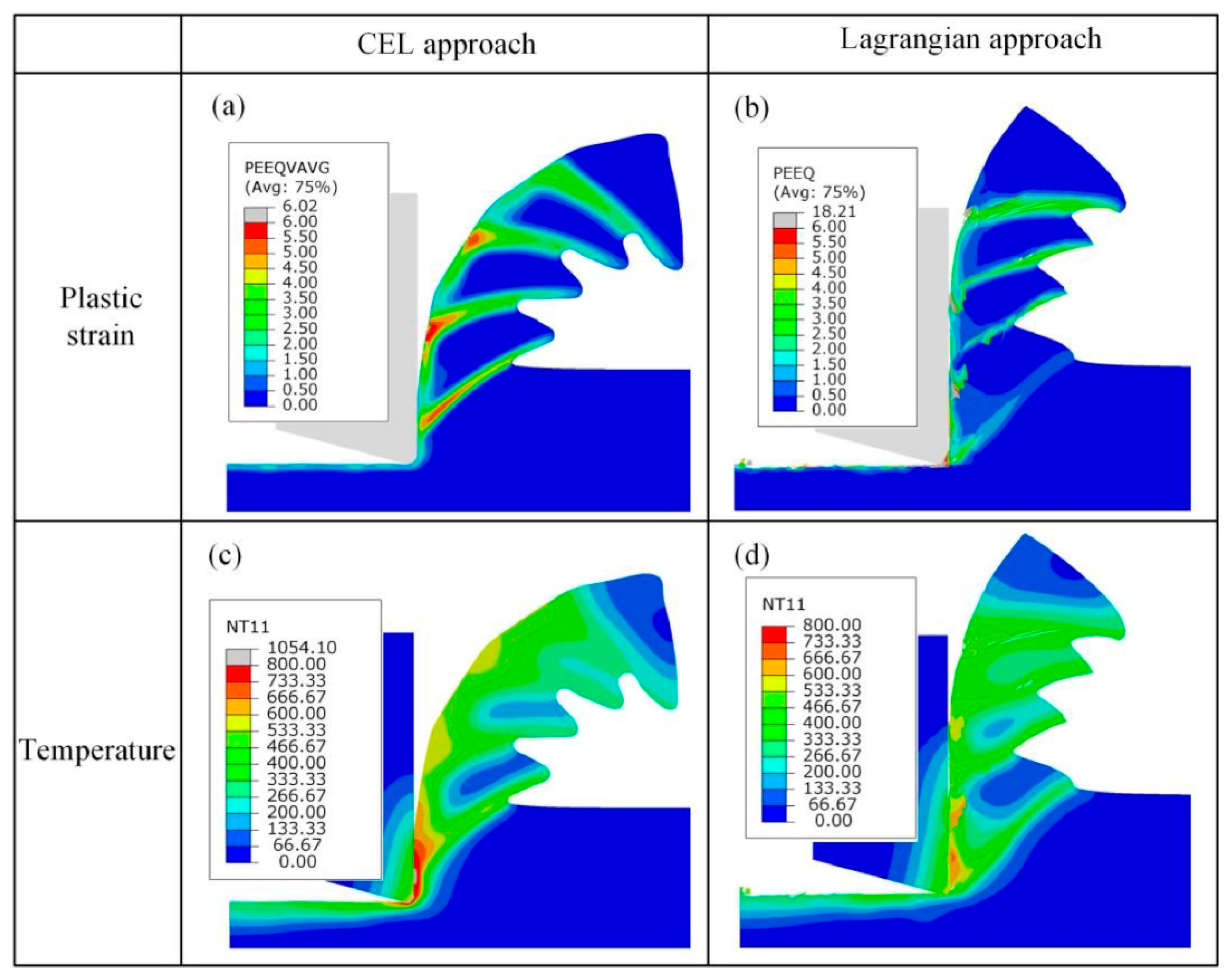
Figure 7 demonstrates the chip morphological difference between the CEL and LAG meshing approaches. Due to the different mathematical formulations in each approach, the two approaches were expected to reveal differences when focusing on the
and
T distributions.
When analysing machining via FEA, it is vital to understand the
T distribution, which refers to the varying heat levels during machining, impacting material properties and TW, and
, which measures
, aiding in identifying potential failure areas. Accurate FEA simulations consider cutting parameters, material models, and heat generation to optimise machining processes. During heat generation, a friction model [
102] should accurately simulate the interactions between the tool and workpiece during machining. These thermodynamic considerations are critical assessments for carrying out the machining simulation.
Table 7 shows some of the most used friction models in machining simulations.
For
μ calculus, Equation (17) presents the dependency of this coefficient on the tangential and radial cutting force components (
Ft and
Fr, respectively) and on
γ [
119].
While the friction models allow for the simulation of the heat and thus
T distribution, it is also interesting to study how the generated heat is shared between the tool and workpiece. The heat partition coefficient (HPC) [
120] represents the proportion of heat generated during machining that is transferred to the workpiece and the cutting tool. As demonstrated in Equation (18), the HPC is a ratio between heat entering the workpiece (
Qworkpiece) and the total heat generated during machining (
Qtotal).
For instance, if HPC = 0.8, 80% of the total heat generated during machining enters the workpiece, while the remaining 20% goes into the tool. Higher HPC values might lead to thermal distortion in the workpiece, whereas lower HPC values lead to increased TW and potentially shorter TL. Once the HPC is calculated for a specific machining process, it can be applied to optimise and improve the machining operation, such as (1) tool material and coating optimisation, (2) machining parameter optimisation, (3) TL prediction, (4) material selection and machining strategy, (5) process improvement and innovation, and (6) heat management and cooling strategies.
Table 8 demonstrates no unified model for the HPC since it depends on several material parameters and the affinity between the tool and the workpiece. To better comprehend the proposed models, it is suggested to consult the work of Zhao et al. [
121] and Hao and Liu [
122].
In the extensive experimental work of Zhao et al. [
121], it was found that in INCONEL
® 718 machining, the HPC could be calculated by some of the models from
Table 8 with a reasonably low sum of relative errors (
Σ|δ|) for the different tested
vc with the predictive models compared to the measured
T. Considering three different
vc = 40, 80, and 120 m/min for a PVD AlTiN-coated carbide tool, the lowest
Σ|δ| = 52.61% value was from the
RR model, and for tungsten carbide (WC), the lowest
Σ|δ| = 31.83% was obtained from the
RG-W model. The higher
Σ|δ| value for the PVD AlTiN-coated tool is explained by the change in the thermal characteristics at the tool–chip contact interface compared with the WC tool. The numerical calculation of conventional processes is complete once the simulation has been constituted with all these considerations.
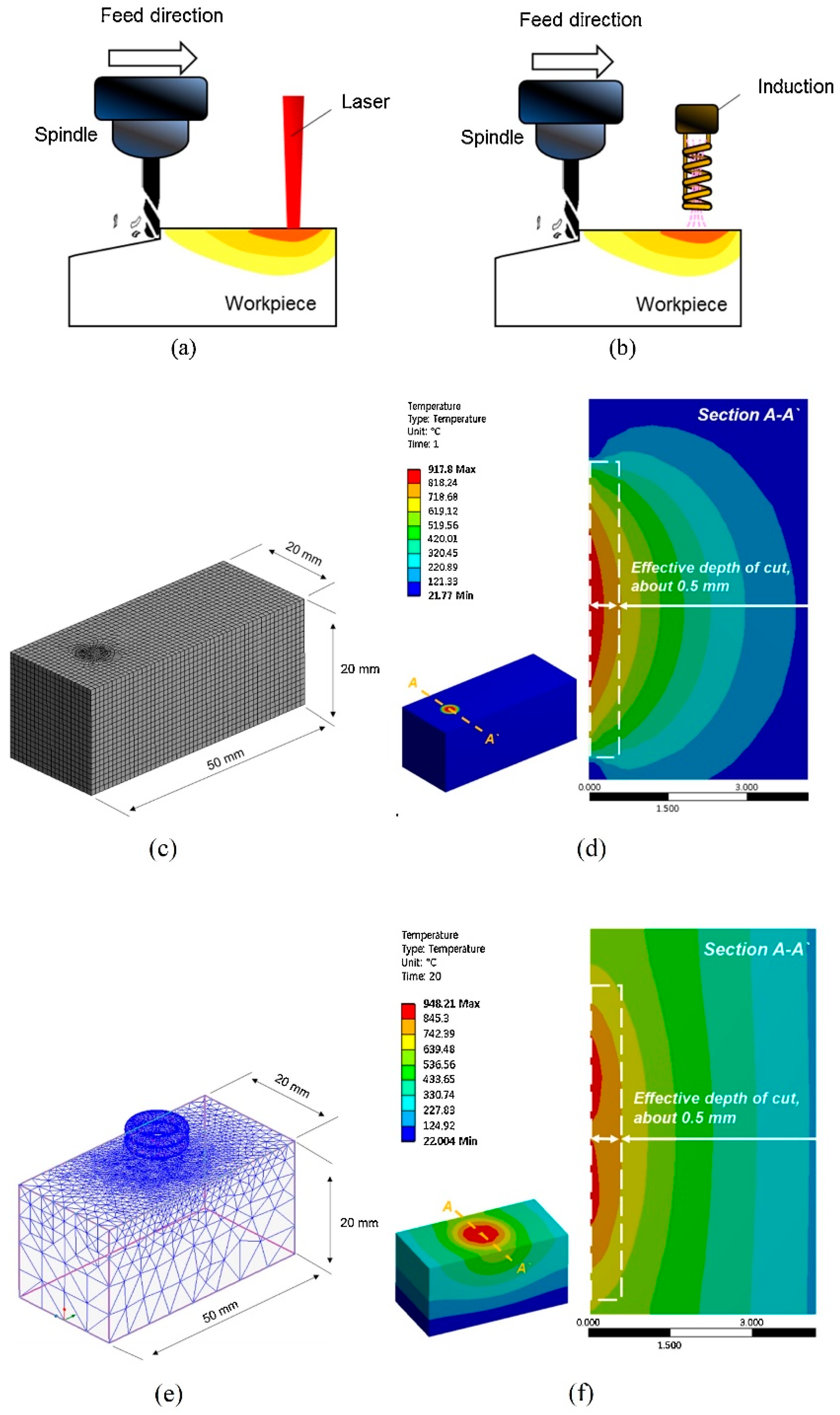
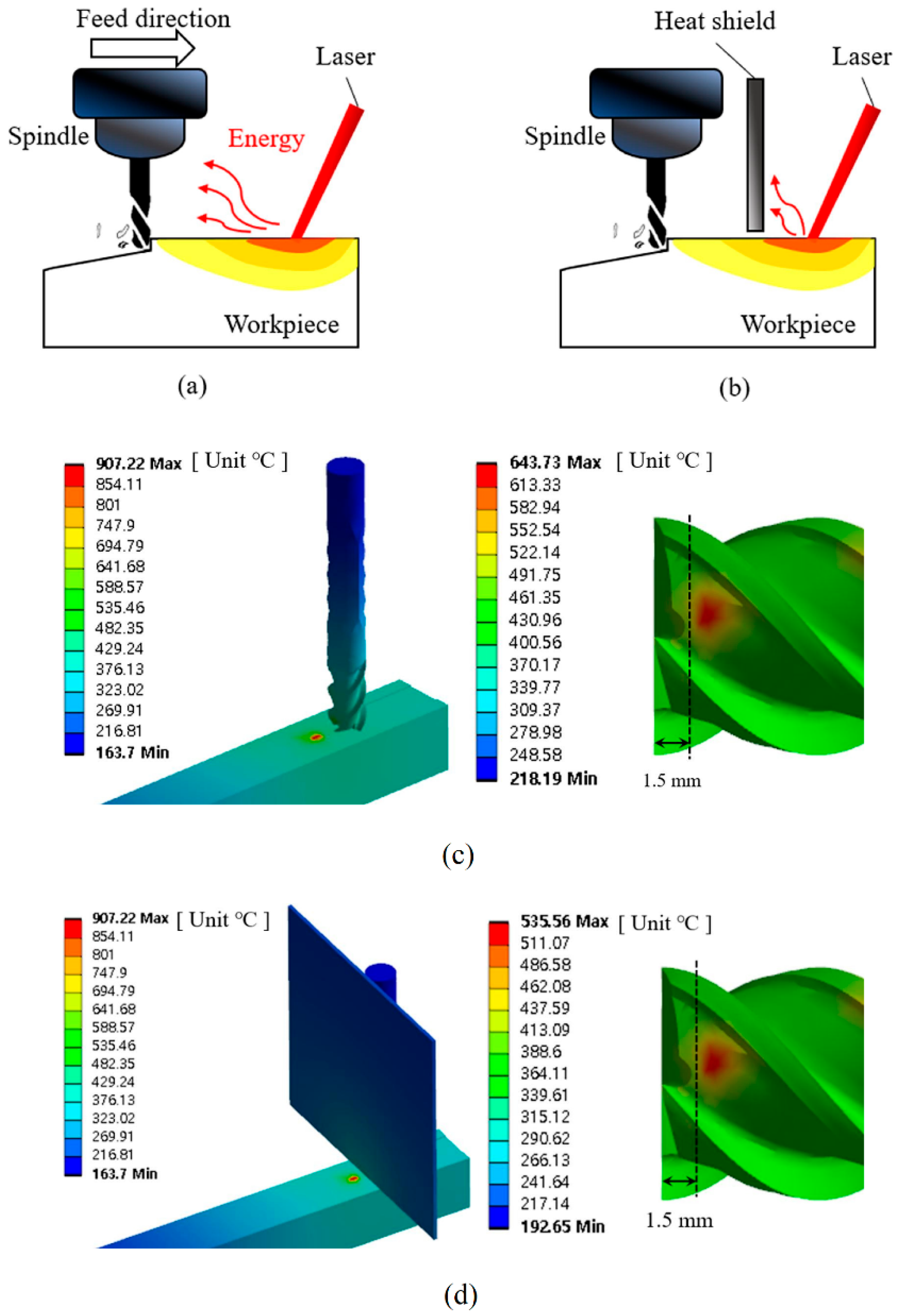
1.4. Hybrid Manufacturing Process Modelling: Thermally Assisted Machining (TAM)
Hybrid non-conventional processes with CM as a base factor have been investigated numerically to efficiently improve Laser-Assisted Machining (LAM) and Induction-Assisted Machining (IAM). Before experiments, thermal FEA of LAM is usually conducted to determine the preheating
T and effective
ap [
130]. Taking INCONEL
® 718, for instance, the preferable range of preheating
T is between 700 and 900 °C, where
σu sharply decreases [
131]. On the other hand, the INCONEL
® 625 preheating
T was chosen by Parida and Maity [
132] to be 600 °C. Thermal FEA for laser heating simulation is governed by Equation (19) [
133]:
where
α and
are thermal diffusivity (Equation (20)) and power generation per unit volume,
and the constants
ρ,
cp, and
k represent the volumetric mass density, specific heat, and thermal conductivity, respectively. Equation (21) gives the initial condition at
t = 0 s:
Equation (22) [
133] gives the boundary condition:
where
q,
h,
εe,
σSB,
Ts, and
Tsur represent the heat flux, heat transfer coefficient, emissivity, Stefan–Boltzmann constant, surface temperature, and radiated surface temperature, respectively. The Gaussian Equation (Equation (23) [
134]) is employed to elucidate the distribution of laser power on the focal plane of the laser beam:
where
PLaser is the laser’s total power input, and
r is the laser spot radius. This numerical approach to LAM is applied to hybridised milling and turning operations.
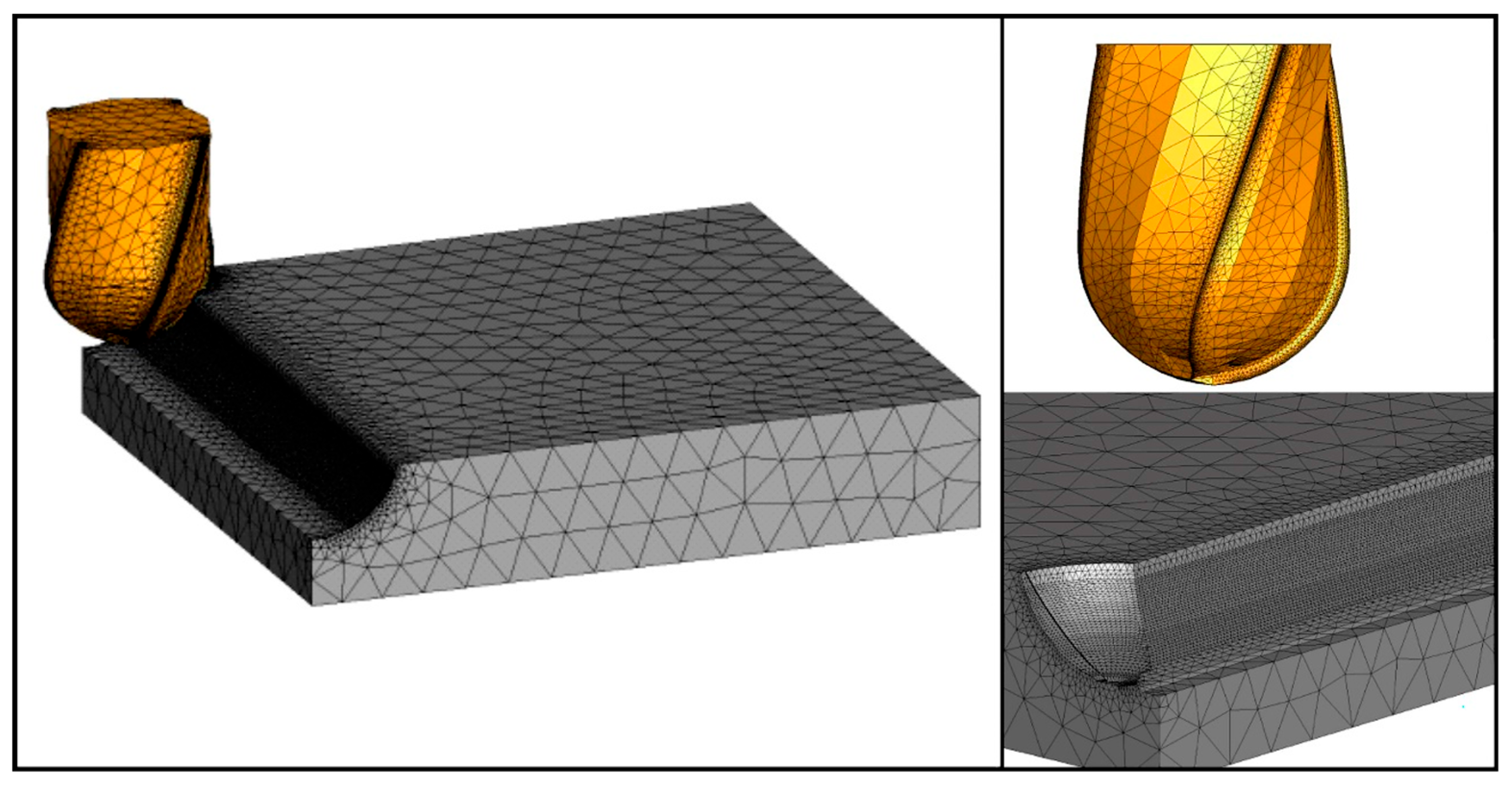
Figure 8 illustrates a 3D CAD model to plan the laser heat source path.
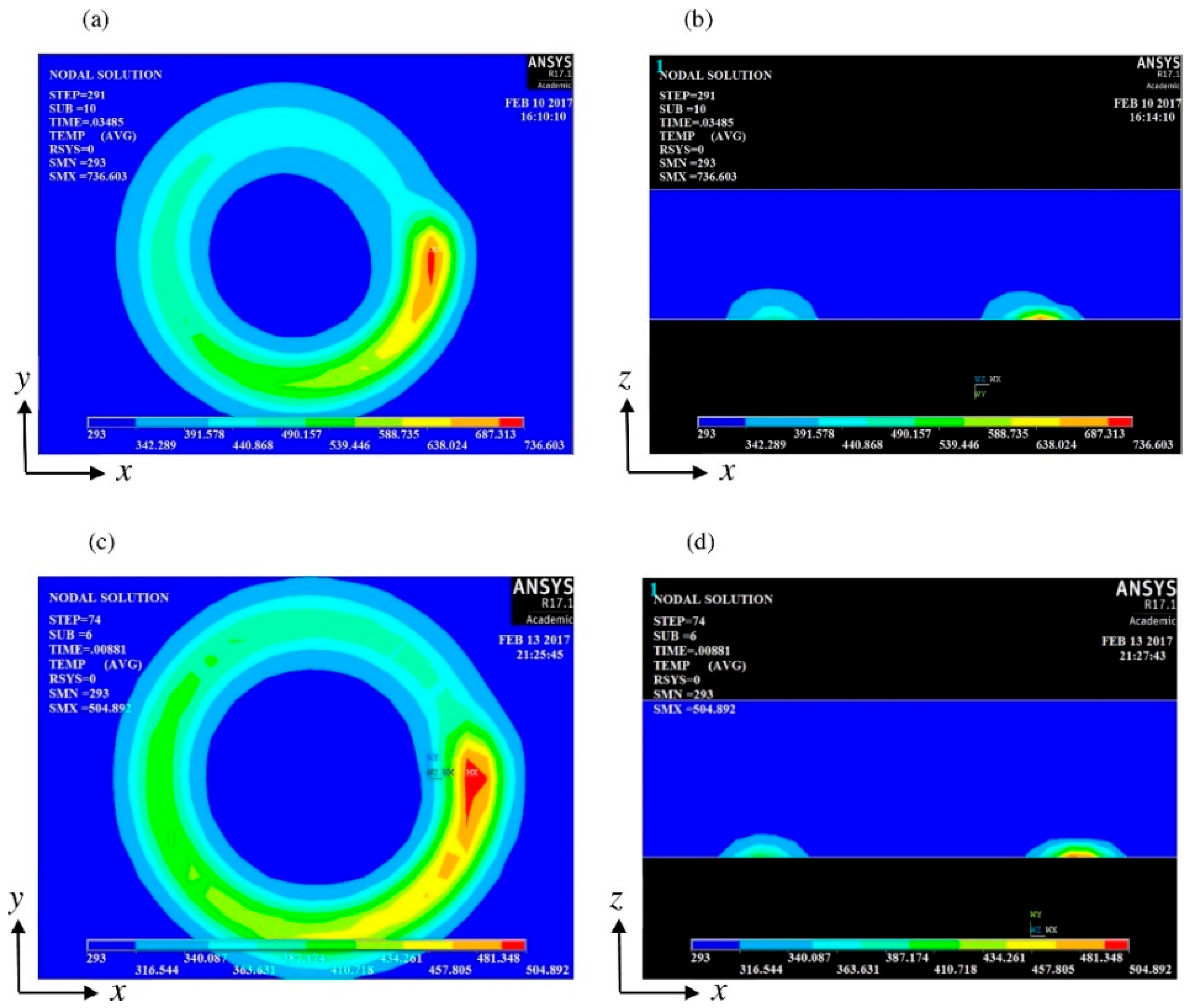
Electromagnetic FEA is a suitable type of numerical analysis for IAM. The primary aspects for the investigation of IAM are the dwell
t required to attain the intended preheating
T and the EDOC. The governing equation of the electromagnetic analysis can be expressed using Maxwell’s Equation (24) [
131,
135,
136]:
where
μ0 is the vacuum magnetic permeability,
μr is the relative magnetic permeability,
Amag is the magnetic vector potential,
σelc is the electrical conductivity, and
Js is the source current density. As described in the LAM section, the preferable range of preheating
T for INCONEL
® 718 and INCONEL
® 625 is the same.
Following the presentation of the theoretical framework in
Section 1,
Section 2 delineates the methodology employed in this study, which is based on the Systematic Literature Review (SLR) approach [
137] aimed at summarising how the research was conducted. In
Section 3, the state of the art is demonstrated for different types of machining, depicting evolutionary trends and remarks from the researchers’ work.
Section 4 discusses findings derived from content analysis, and
Section 5 succinctly summarises the findings and offers a brief outlook on INCONEL
® alloy machining simulation.

 ,
, 










































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}