
Laser Additive Manufacturing of Oxide Dispersion-Strengthened Copper–Chromium–Niobium Alloys

Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Preparation
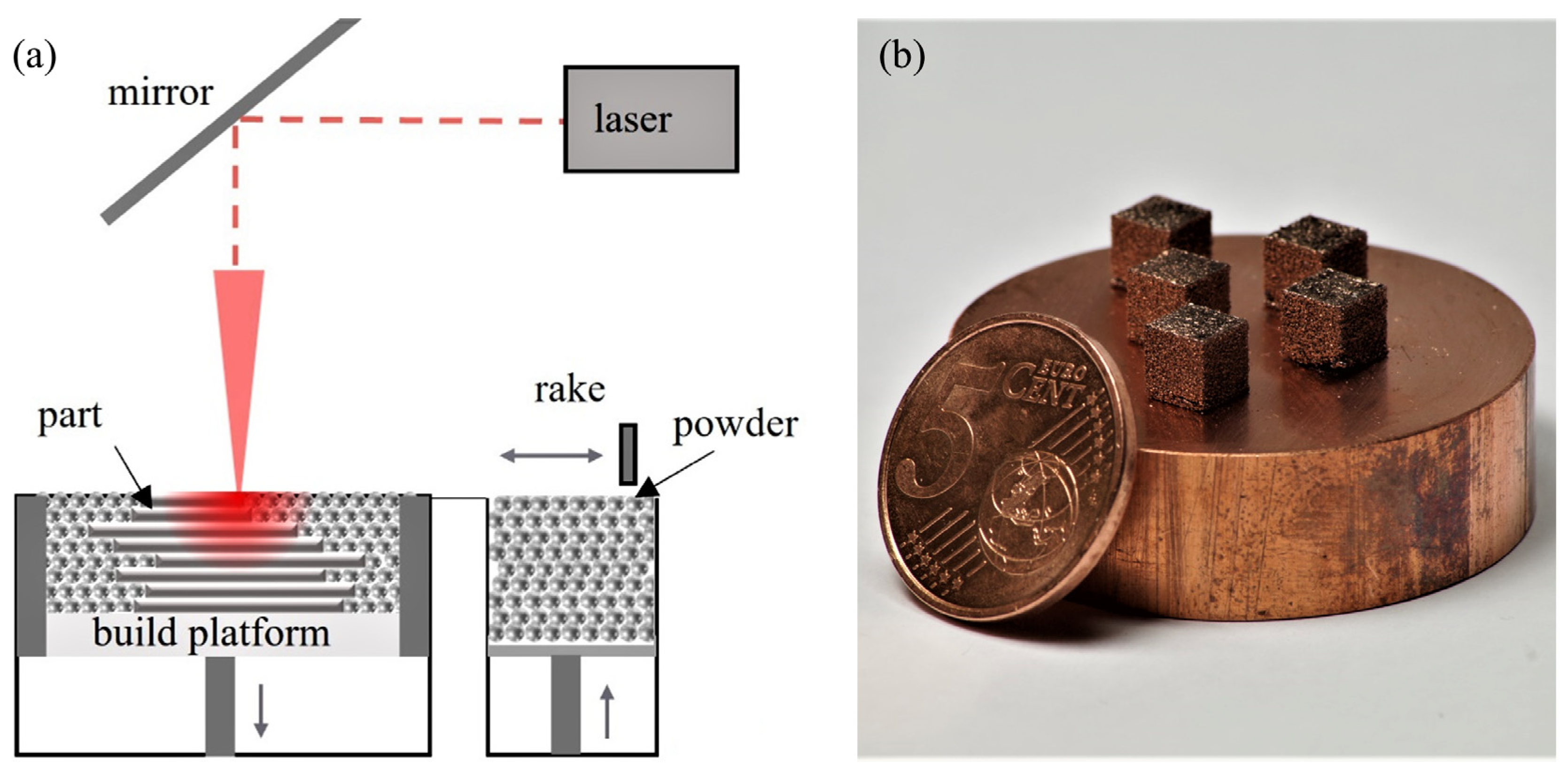
2.2. Laser Powder Bed Fusion (L-PBF)
2.3. Characterization Methods
3. Results and Discussion
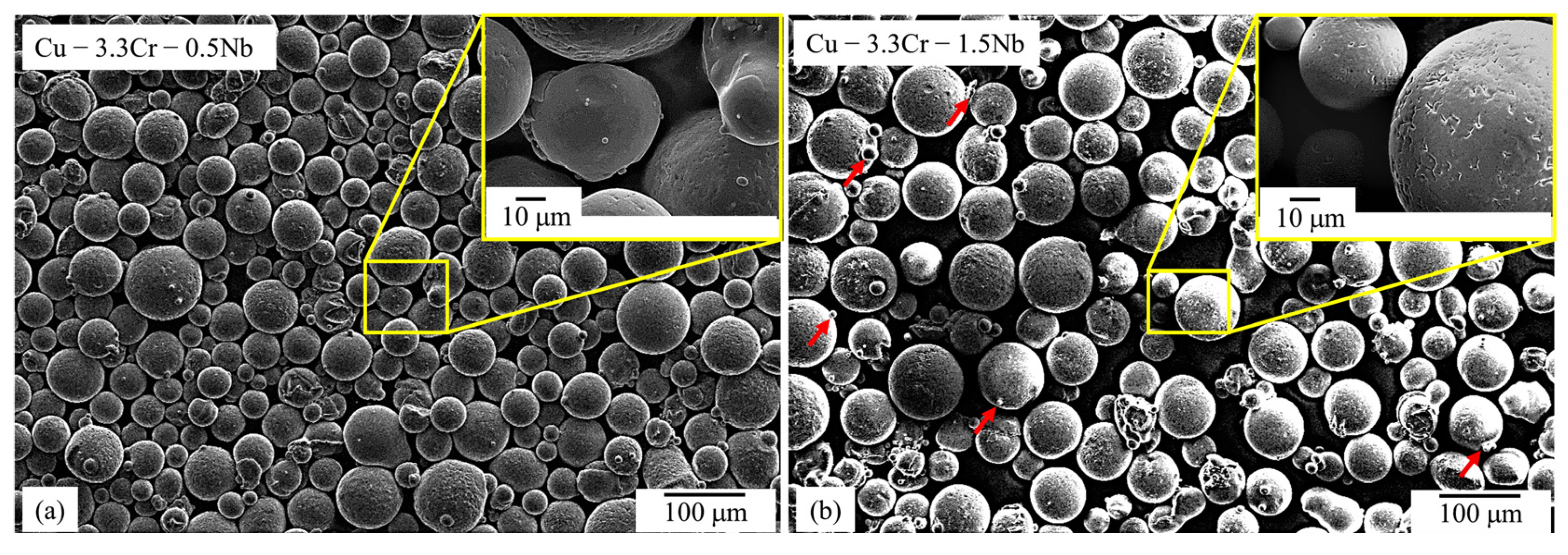
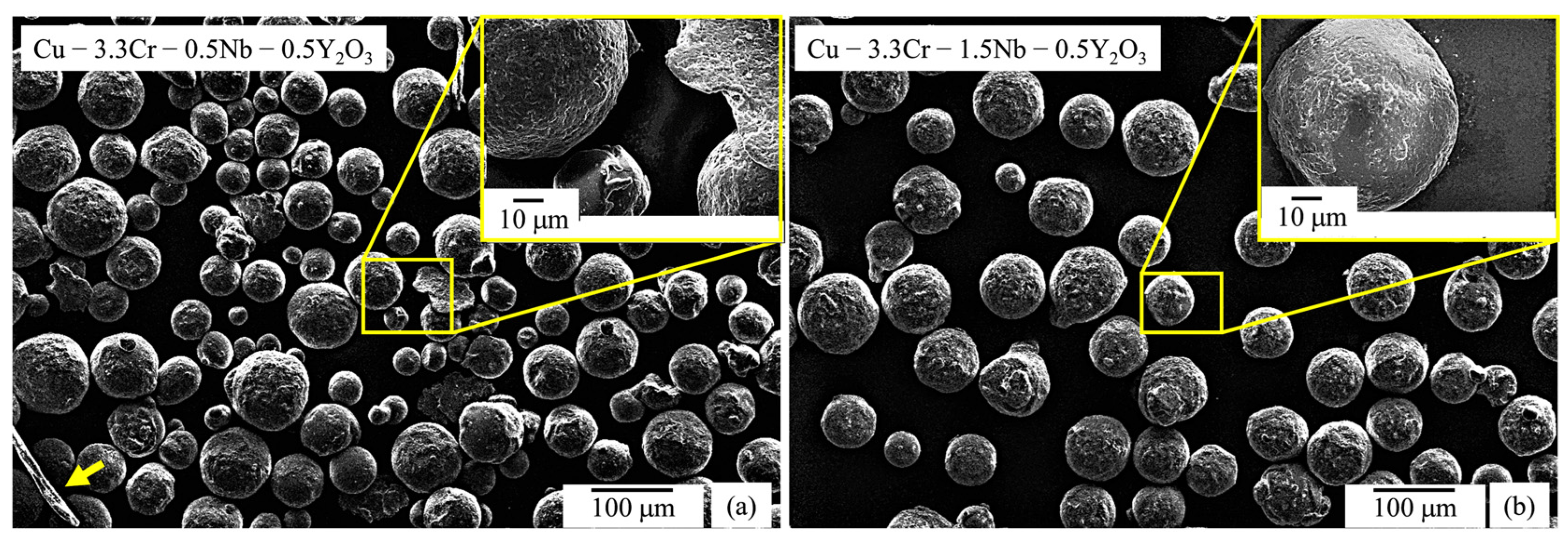
3.1. Powder Characterization
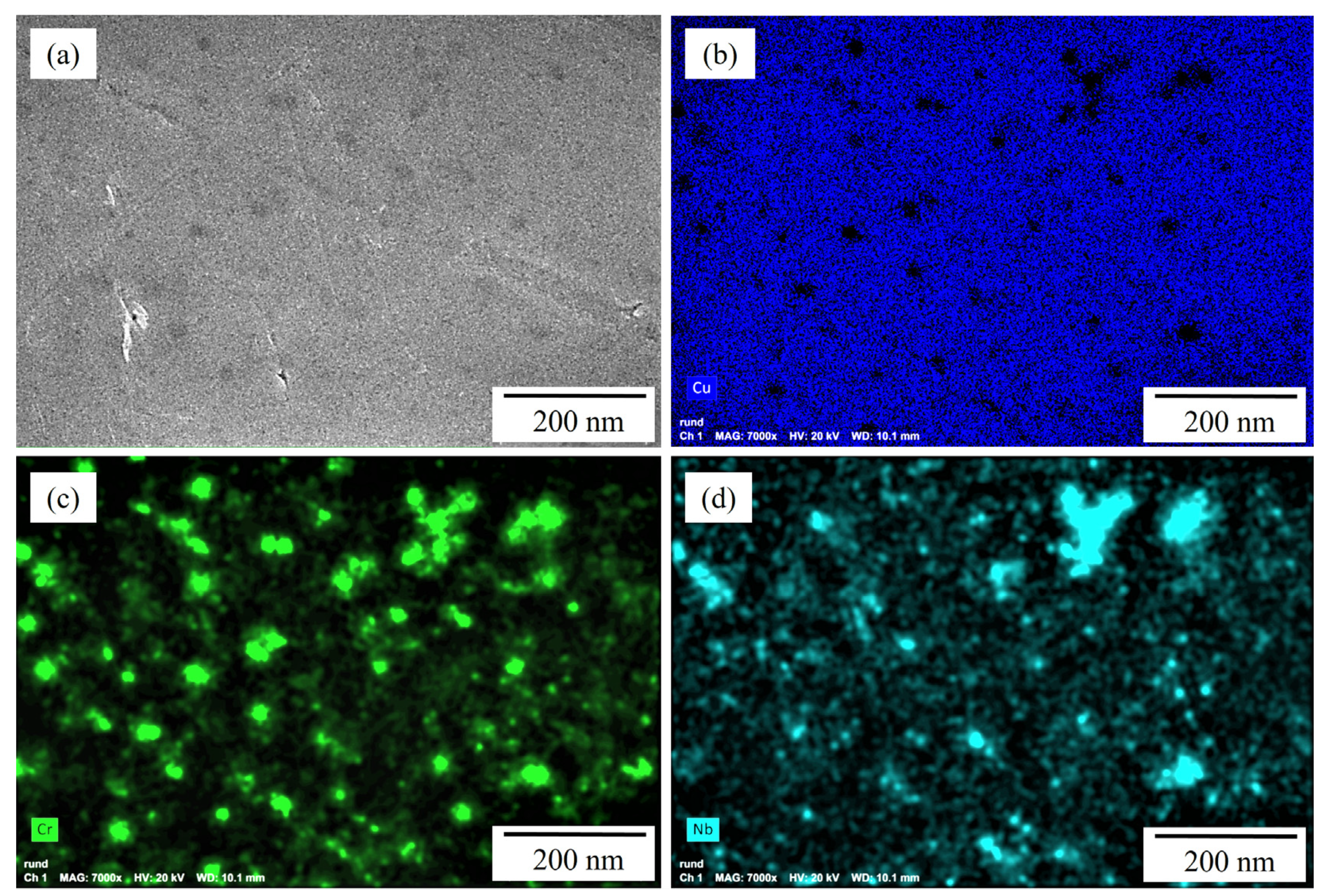
3.2. Microstructure
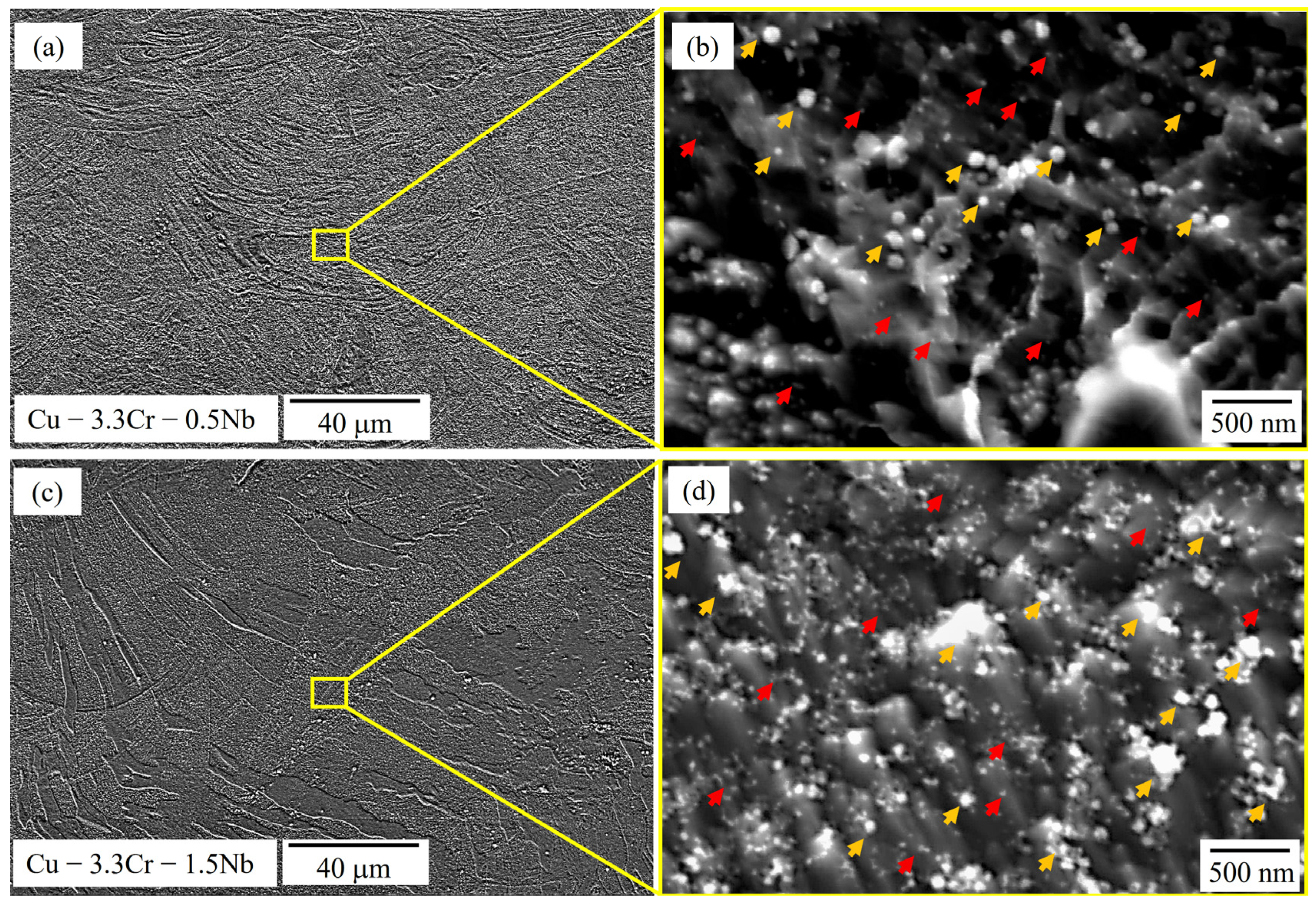
3.2.1. Unreinforced Cu-Cr-Nb Alloys
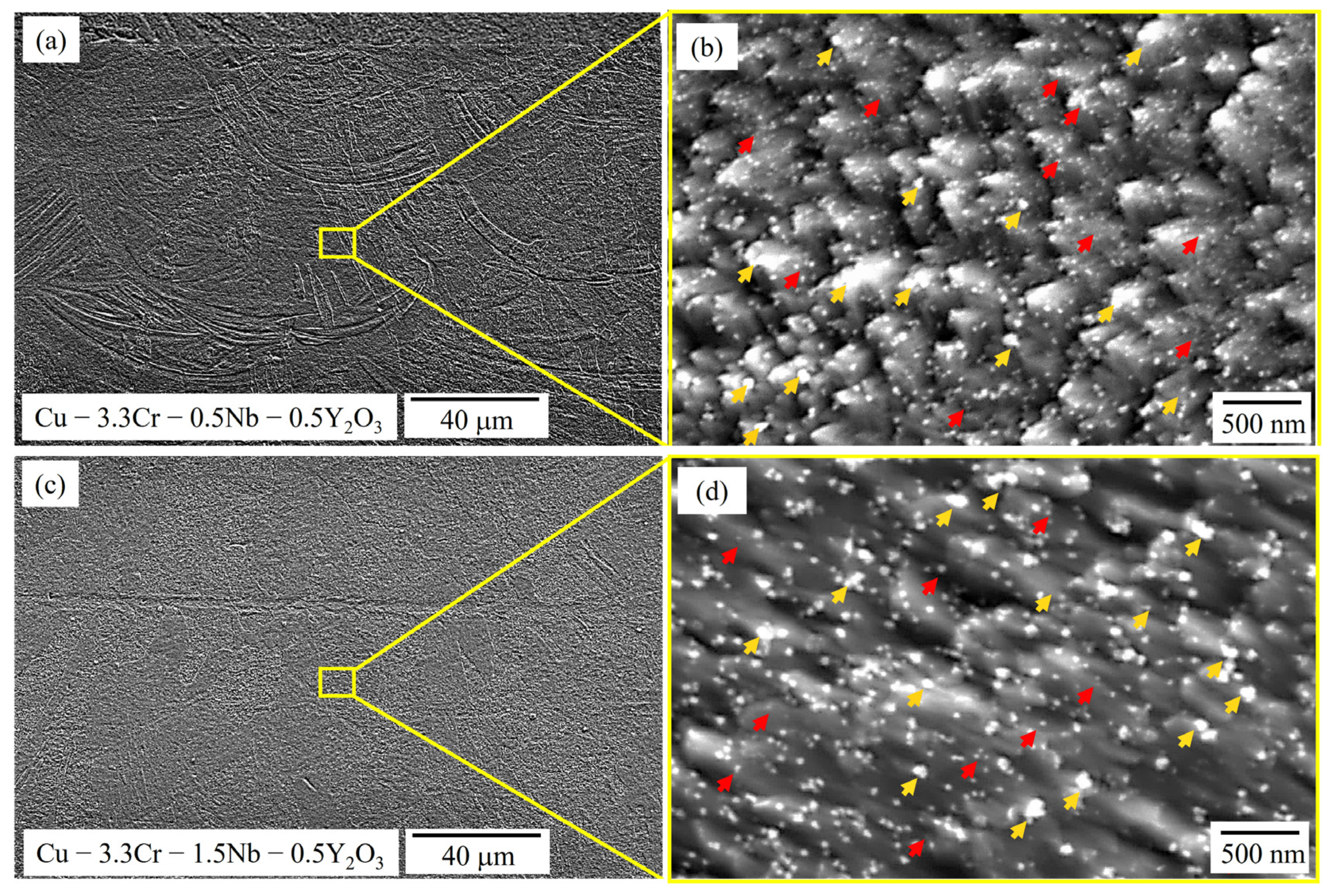
3.2.2. Y2O3-Reinforced Cu-Cr-Nb Alloys
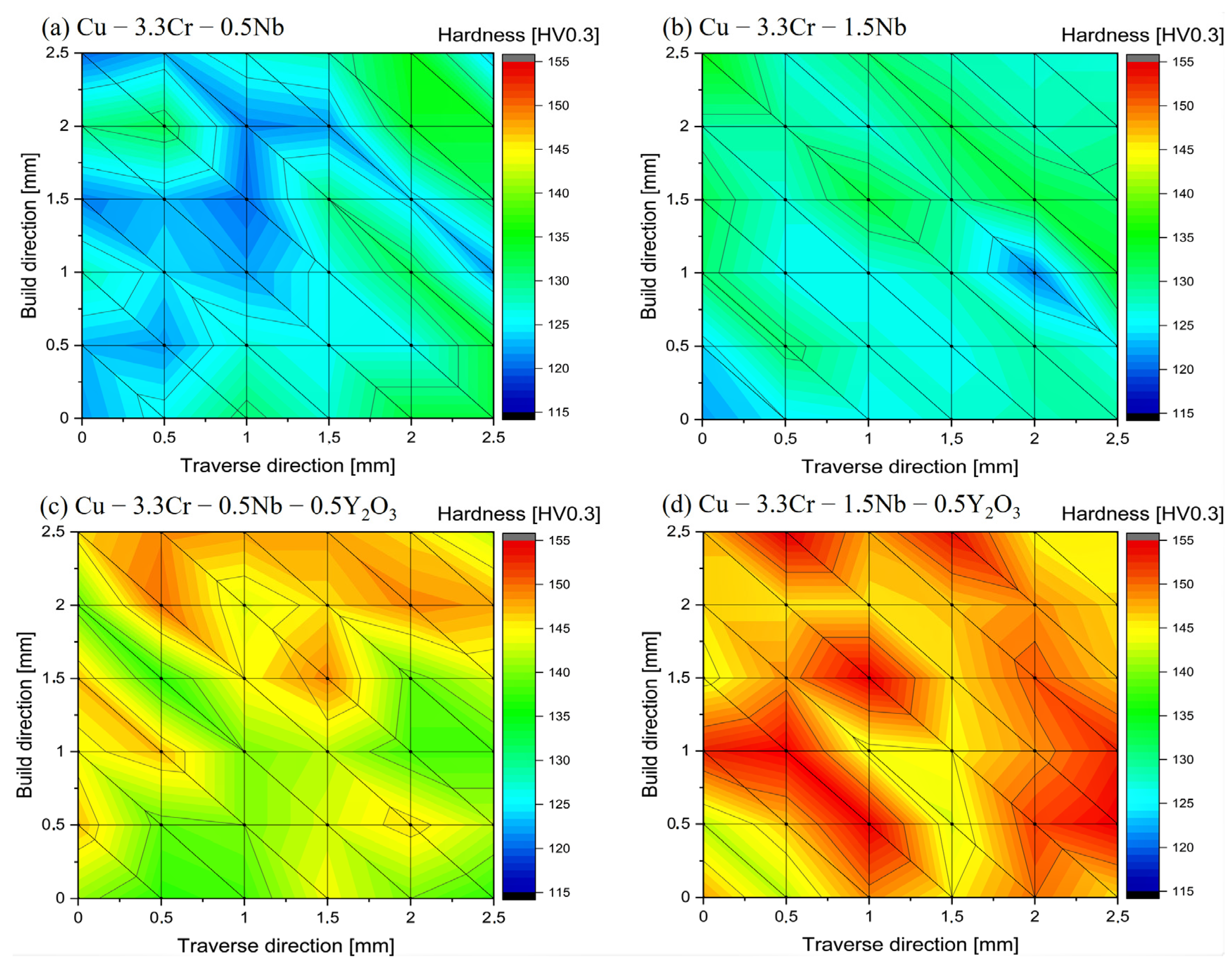
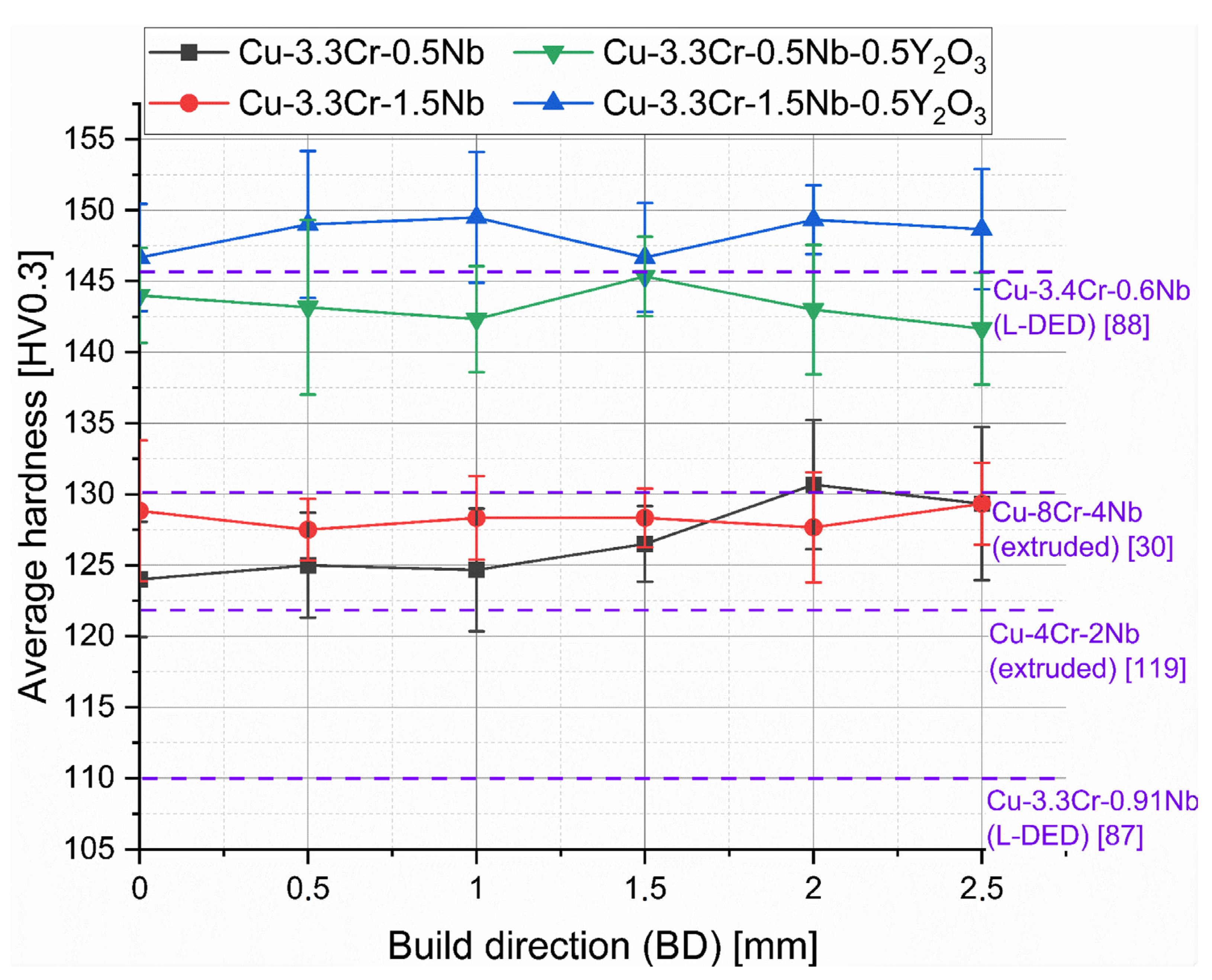
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Gradl, P.; Tinker, D.C.; Park, A.; Mireles, O.R.; Garcia, M.; Wilkerson, R.; Mckinney, C. Robust metal additive manufacturing process selection. J. Mater. Eng. Perform. 2022, 31, 6013–6044. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S.; Zagorski, K.; Doshi, V.; McCallum, H. Additive manufacturing and hot-fire testing of bimetallic GRCop-84 and C-18150 channel-cooled combustion chambers using powder bed fusion and Inconel 625 hybrid directed energy deposition. In Proceedings of the 55th AIAA/SAE/ASEE Joint Propulsion Conference, Indianapolis, IN, USA, 19–21 August 2019. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Fracture characteristics and heat treatment of laser powder bed fusion additively manufactured GRCop-84 copper. Mater. Sci. Eng. A 2021, 827, 141690. [Google Scholar] [CrossRef]
- Butterworth, G.J.; Forty, C.B.A. A survey of the properties of copper alloys for use as fusion reactor materials. J. Nucl. Mater. 1992, 189, 237–276. [Google Scholar] [CrossRef]
- Zinkle, S.J. Applicability of copper alloys for DEMO high heat flux components. Phys. Scr. 2016, T167, 014004. [Google Scholar] [CrossRef]
- Singer, F.; Deisenroth, D.C.; Hymas, D.M.; Dessiatoun, S.V.; Ohadi, M.M. Additively manufactured copper components and composite structures for thermal management applications. In Proceedings of the 16th IEEE Intersoc. Conf. Thermal and Thermomechanical Phenomena in Electronic Systems, Orlando, FL, USA, 30 May–2 June 2017. [Google Scholar] [CrossRef]
- Altenberger, I.; Kuhn, H.-A.; Müller, H.R.; Mhaede, M.; Gholami-Kermanshahi, M.; Wagner, L. Material properties of high-strength beryllium-free copper alloys. Int. J. Mater. Prod. Techn. 2015, 50, 124–146. [Google Scholar] [CrossRef]
- Yang, H.-Y.; Ma, Z.-C.; Lei, C.-H.; Meng, L.; Fang, Y.-T.; Liu, J.-B.; Wang, H.-T. High strength and high conductivity Cu alloys: A review. Techn. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Geng, Y.; Ban, Y.; Li, X.; Zhang, Y.; Jia, Y.; Tian, B.; Zhou, M.; Liu, Y.; Volinsky, A.A.; Song, K.; et al. Excellent mechanical properties and high electrical conductivity of Cu-Co-Si-Ti alloy due to multiple strengthening. Mater. Sci. Eng. A 2021, 821, 141639. [Google Scholar] [CrossRef]
- Tong, Y.-X.; Li, S.-Y.; Zhang, D.-T.; Li, L.; Zheng, Y.-F. High strength and high electrical conductivity CuMg alloy prepared by cryorolling. Trans. Nonferr. Met. Soc. China 2019, 29, 595–600. [Google Scholar] [CrossRef]
- Maki, K.; Ito, Y.; Matsunaga, H.; Mori, H. Solid-solution copper alloys with high strength and high electrical conductivity. Scr. Mater. 2013, 68, 777–780. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Tian, B.; Song, K.; Liu, P.; Jia, Y.; Chen, X.; An, J.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high-strength and conductivity copper alloys. Nanotechn. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Minneci, R.P.; Lass, E.A.; Bunn, J.R.; Choo, H.; Rawn, C.J. Copper-based alloys for structural high-heat-flux applications: A review of development, properties, and performance of Cu-rich Cu-Cr-Nb alloys. Int. Mater. Rev. 2021, 66, 394–425. [Google Scholar] [CrossRef]
- Akada, T.; Izumida, H.; Watanabe, T.; Iwamoto, K. High-strength and high-conductive material to replace beryllium-copper alloys. SEI Techn. Rev. 2017, 84, 156–159. [Google Scholar]
- Raabe, D.; Ohsaki, S.; Hono, K. Mechanical alloying and amorphization in Cu-Nb-Ag in situ composite wires studied by transmission electron microscopy and atom probe tomography. Acta Mater. 2009, 57, 5254–5263. [Google Scholar] [CrossRef]
- Liang, D.; Wang, N.; Wang, Y.; Liu, Z.; Fu, Y. Effects of Zr, Y on the microstructure and properties of fast-cast Cu-0.5Y-xZr (wt.%) alloys. Metals 2019, 9, 1084. [Google Scholar] [CrossRef]
- Li, R.; Kang, H.; Chen, Z.; Fan, G.; Zou, C.; Wang, W.; Zhang, S.; Lu, Y.; Jie, J.; Cao, Z.; et al. A promising structure for fabrication high strength and high electrical conductivity copper alloys. Sci. Rep. 2016, 6, 20799. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, Z.; Guo, E.; Kang, H.; Fan, G.; Wang, W.; Li, R.; Zhang, S.; Wang, T. A nano-micro dual-scale particulate-reinforced copper matrix composite with high strength, high electrical conductivity and superior wear resistance. RSC Adv. 2018, 8, 30777. [Google Scholar] [CrossRef]
- de Groh III, H.C.; Ellis, D.L.; Loewenthal, W.S. Comparison of GRCop-84 to other Cu alloys with high thermal conductivities. J. Mater. Eng. Perform. 2008, 17, 594–606. [Google Scholar] [CrossRef]
- Li, W.-Y.; Guo, X.-P.; Verdy, C.; Dembinski, L.; Liao, H.L.; Coddet, C. Improvement of microstructure and property of cold-sprayed Cu–4 at.%Cr–2 at.%Nb alloy by heat treatment. Scr. Mater. 2006, 55, 327–330. [Google Scholar] [CrossRef]
- Yang, X.H.; Wang, C.D.; Yang, L.; Zou, J.T.; Xiao, P.; Liang, S.H. Effects of Nb addition and different cooling methods on microstructures and properties of Cu-Cr alloys. J. Mater. Eng. Perform. 2020, 29, 5008–5017. [Google Scholar] [CrossRef]
- Li, W.-Y.; Guo, X.-P.; Verdy, C.; Dembinski, L.; Liao, H.L.; Coddet, C. Effect of vacuum heat treatment on microstructure and microhardness of cold sprayed Cu-4Cr-2Nb alloy coating. Trans. Nonferr. Met. Soc. China 2006, 16, 203–208. [Google Scholar] [CrossRef]
- Shukla, A.K.; Narayana Murty, S.V.S.; Suresh Kumar, R.; Mondal, K. Spark plasma sintering of dispersion hardened Cu-Cr-Nb alloy powders. J. All. Comp. 2013, 577, 70–78. [Google Scholar] [CrossRef]
- Wu, X.; Wang, R.; Peng, C.; Feng, Y.; Cai, Z. Microstructures and elevated temperature properties of rapidly solidified Cu-3Ag-0.5Zr and Cu-3Ag-0.5Zr-0.4Cr-0.35Nb alloys. J. All. Comp. 2019, 803, 1037–1044. [Google Scholar] [CrossRef]
- Guo, X.; Xiao, Z.; Qiu, W.; Li, Z.; Zhao, Z.; Wang, X.; Jiang, Y. Microstructure and properties of Cu-Cr-Nb alloy with high strength, high electrical conductivity and good softening resistance performance at elevated temperature. Mater. Sci. Eng. A 2019, 749, 281–290. [Google Scholar] [CrossRef]
- Scannapieco, D.S.; Lewandowski, J.J.; Rogers, R.B.; Ellis, D.L. In-situ Alloying of GRCop-42 via Additive Manufacturing: Precipitate Analysis; NASA Technical Reports, TM-20205003857; NASA Glenn Research Center: Cleveland, OH, USA, 2020.
- Lv, X.; Liu, Z.; Lei, T.; Li, Q.; Ren, Y.; Zhou, X.; Zhang, Z. Effect of heat treatment on Cr2Nb phase and properties of spark plasma sintered Cu-2Cr-1Nb alloy. Materials 2020, 13, 2860. [Google Scholar] [CrossRef]
- Decker, M.W.; Groza, J.R.; Gibeling, J.C. Creep properties of an extruded copper-8% chromium-4% niobium alloy. Mater. Sci. Eng. A 2004, 369, 101–111. [Google Scholar] [CrossRef]
- Anderson, K.R.; Groza, J.R.; Dreshfield, R.L.; Ellis, D. High-performance alloy dispersion-strengthened Cu-8 Cr-4 Nb alloy. Met. Mater. Trans. A 1995, 26, 2197–2206. [Google Scholar] [CrossRef]
- Miller, T.J.; Zinkle, S.J.; Chin, B.A. Strength and fatigue of dispersion-strengthened copper. J. Nucl. Mater. 1991, 179–181, 263–266. [Google Scholar] [CrossRef]
- Ellis, D.L. GRCop-84: A High-Temperature Copper Alloy for High-Heat-Flux Applications; NASA Technical Reports, TM-2005-213566; NASA Glenn Research Center: Cleveland, OH, USA, 2005.
- Chandrasekhar, S.B.; Sudhakakara Sarma, S.; Ramakrishna, M.; Suresh Babu, P.; Rao, T.N.; Kashyap, B.P. Microstructure and properties of hot extruded Cu-1 wt.% Al2O3 nano-composites synthesized by various techniques. Mater. Sci. Eng. A 2014, 591, 46–53. [Google Scholar] [CrossRef]
- Daoud, A.; Vogt, J.B.; Charkaluk, E.; Bouquerel, J.; Zhang, L.; Biasci, J.-C. Anisotropy effects on the tensile and fatigue behaviour of an oxide dispersion strengthened copper alloy. Mater. Sci. Eng. A 2012, 534, 640–648. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Dhana Singh, K.; Troxell, J.D. The tensile behavior of an oxide dispersion strengthened copper-niobium composite. Mater. Lett. 1996, 28, 423–429. [Google Scholar] [CrossRef]
- Carro, G.; Muñoz, A.; Monge, M.A.; Savoini, B.; Pareja, R.; Ballesteros, C.; Adeva, P. Fabrication and characterization of Y2O3 dispersion strengthened copper. J. Nucl. Mater. 2014, 455, 655–659. [Google Scholar] [CrossRef]
- Aghamiri, S.M.S.; Oono, N.; Ukai, S.; Kasada, R.; Noto, H.; Hishinuma, Y.; Muroga, T. Microstructure and mechanical properties of mechanically alloyed ODS copper alloy for fusion material application. Nucl. Mater. Ener. 2018, 15, 17–22. [Google Scholar] [CrossRef]
- Martin, U.; Kudashov, D.V.; Heilmaier, M.; Oettel, H. Microstructure and deformation behaviour of ultra-fine-grained ODS copper prepared by mechanical alloying. In High Performance Structures and Materials II; WIT Press: Southampton, UK, 2004. [Google Scholar] [CrossRef]
- Muñoz, A.; Savoini, B.; Monge, M.A.; Dura, O.J. Fabrication and characterization of Cu reinforced with Y-enriched particles following a novel powder metallurgy route. Nucl. Mater. Ener. 2021, 29, 101075. [Google Scholar] [CrossRef]
- Mu, Z.; Geng, H.-R.; Li, M.-M.; Nie, G.-L.; Leng, J.-F. Effects of Y2O3 on the property of copper based contact materials. Comp. B 2013, 52, 51–55. [Google Scholar] [CrossRef]
- Shabadi, R.; Avettand-Fènoël, M.N.; Simar, A.; Taillard, R.; Jain, P.K.; Johnson, R. Thermal conductivity in yttria dispersed copper. Mater. Des. 2015, 65, 869–877. [Google Scholar] [CrossRef]
- Cheng, B.; Wang, L.; Sprouster, D.J.; Trelewicz, J.R.; Zhong, W.; Yang, Y.; Zinkle, S.J.; Snead, L.L. Tailoring microstructure in sintered Cu-Cr-Nb-Zr alloys for fusion components. J. Nucl. Mater. 2021, 551, 152956. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, L.; Snead, L.; Zinkle, S.J. Development of novel Cu-Cr-Nb-Zr alloys with the aid of computational thermodynamics. Mater. Des. 2018, 156, 370–380. [Google Scholar] [CrossRef]
- Broyles, S.E.; Zhang, M.; Gibeling, J.C. Influence of annealing on the creep behaviour of GlidCop Al-15. Mater. Sci. Eng. A 2020, 779, 139112. [Google Scholar] [CrossRef]
- Yamada, T.; Noto, H.; Hishinuma, Y.; Muroga, T.; Nakamura, H. Development of a dispersion strengthened copper alloy using a MA-HIP method. Nucl. Mater. Ener. 2016, 9, 455–458. [Google Scholar] [CrossRef]
- Shimada, Y.; Mizumoto, M.; Hishinuma, Y.; Ikeda, K.-I.; Yoshida, K.; Noto, H.; Ma, B.; Muroga, T.; Nagai, Y.; Konno, T.J. Microstructural changes of oxide dispersion strengthened copper powders by mechanical alloying. Fus. Eng. Des. 2021, 173, 112804. [Google Scholar] [CrossRef]
- Ma, B.; Hishinuma, Y.; Noto, H.; Shimada, Y.; Muroga, T. Development of Y2O3 dispersion strengthened Cu alloy using Cu6Y and Cu2O addition through the MA-HIP process. Fus. Eng. Des. 2020, 161, 112045. [Google Scholar] [CrossRef]
- Ma, B.; Hishinuma, Y.; Shimada, Y.; Noto, H.; Kasada, R.; Oono, N.; Ukai, S.; Muroga, T. The size dependence of microstructure and hardness on the MA powders for the MA-HIP processed Cu-Y2O3 dispersion-strengthened alloys. Nucl. Mater. Ener. 2020, 24, 100773. [Google Scholar] [CrossRef]
- Ramirez, D.A.; Murr, L.E.; Martinez, E.; Hernandez, D.H.; Martinez, J.L.; Machado, B.I.; Medina, F.; Frigola, P.; Wicker, R.B. Novel precipitate–microstructural architecture developed in the fabrication of solid copper components by additive manufacturing using electron beam melting. Acta Mater. 2011, 59, 4088–4099. [Google Scholar] [CrossRef]
- Doñate-Buendia, C.; Kürnsteiner, P.; Stern, F.; Wilms, M.B.; Streubel, R.; Kusoglu, I.M.; Tenkamp, J.; Bruder, E.; Pirch, N.; Barcikowski, S.; et al. Microstructure formation and mechanical properties of ODS steels built by laser additive manufacturing of nanoparticle coated iron-chromium powders. Acta Mater. 2021, 206, 116566. [Google Scholar] [CrossRef]
- Gao, R.; Zeng, L.; Ding, H.; Zhang, T.; Wang, X.; Fang, Q. Characterization of oxide dispersion strengthened ferritic steel fabricated by electron beam selective melting. Mater. Des. 2016, 89, 1171–1180. [Google Scholar] [CrossRef]
- Pobel, C.R.; Lodes, M.A.; Körner, C. Selective electron beam melting of oxide dispersion strengthened copper. Adv. Eng. Mater. 2018, 20, 1800068. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Burkhardt, A.K.; Fu, Z.; Körner, C. Effect of oxygen content of pure copper powder on selective electron beam melting. Mater. Sci. Eng. A 2020, 779, 139106. [Google Scholar] [CrossRef]
- Baitimerov, R.M.; Bykov, V.A. Processing of alumina reinforced copper metal matrix composite by selective laser melting technology. Solid State Phenom. 2021, 316, 175–180. [Google Scholar] [CrossRef]
- Brandau, B.; Da Silva, A.; Wilsnack, C.; Brueckner, F.; Kaplan, A.F.H. Absorbance study of powder conditions for laser additive manufacturing. Mater. Des. 2022, 216, 110591. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D printing of highly pure copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Wu, D.; Yan, H.; Ye, X.; Lu, Q.; Tian, Y. A review on additive manufacturing of pure copper. Coatings 2021, 11, 740. [Google Scholar] [CrossRef]
- Constantin, L.; Wu, Z.; Fan, L.; Silvain, J.-F.; Lu, Y.F. Laser 3D printing of complex copper structures. Addit. Manuf. 2020, 35, 101268. [Google Scholar] [CrossRef]
- Yadav, S.; Paul, C.P.; Jinoop, A.N.; Rai, A.K.; Bindra, K.S. Laser directed energy deposition based additive manufacturing of copper: Process development and material characterizations. J. Manuf. Proc. 2020, 58, 984–997. [Google Scholar] [CrossRef]
- Tiberto, D.; Klotz, U.E.; Held, F.; Wolf, G. Additive manufacturing of copper alloys: Influence of process parameters and alloying elements. Mater. Sci. Techn. 2019, 35, 969–977. [Google Scholar] [CrossRef]
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Addit. Manuf. 2019, 29, 100831. [Google Scholar] [CrossRef]
- Ikeshoji, T.-T.; Nakamura, K.; Yonehara, M.; Imai, K.; Kyogoku, H. Selective laser melting of pure copper. JOM 2018, 70, 396–400. [Google Scholar] [CrossRef]
- Colopi, M.; Caprio, L.; Demir, A.G.; Previtali, B. Selective laser melting of pure Cu with a 1 kW single mode fiber laser. Proc. CIRP 2018, 74, 59–63. [Google Scholar] [CrossRef]
- Zhong, Z.H.; Li, C.G.; Zhang, X.Y.; Gu, J.F. The graded microstructures evolving with thermal cycles in pure copper processed by laser metal deposition. Mater. Lett. 2018, 230, 215–218. [Google Scholar] [CrossRef]
- Sinico, M.; Cogo, G.; Benettoni, M.; Calliari, I.; Pepato, A. Influence of powder particle size distribution on the printability of pure copper for selective laser melting. In Proceedings of the Solid Freeform Symposium 658–667, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Lingqin, X.; Guang, C.; Luyu, Z.; Pan, L. Explore the feasibility of fabricating pure copper parts with low-laser energy by selective laser melting. Mater. Res. Expr. 2020, 7, 106509. [Google Scholar] [CrossRef]
- Bonesso, M.; Rebesan, P.; Gennari, C.; Mancin, S.; Dima, R.; Pepato, A.; Calliari, I. Effect of particle size distribution on laser powder bed fusion manufacturability of copper. Berg. Huettenmaenn. Monatsh. 2021, 166, 256–262. [Google Scholar] [CrossRef]
- Yang, P.; Guo, X.; He, D.; Tan, Z.; Shao, W.; Fu, H. Selective laser melting of high relative density and high strength parts made of minor surface oxidation treated pure copper powder. Metals 2021, 11, 1883. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Vleugels, J.; Kruth, J.-P.; van Humbeeck, J.; Vanmeensel, K. Mechanical and electrical properties of selective laser-melted parts produced from surface-oxidized copper powder. Mater. Des. Proc. Comm. 2019, 2, e94. [Google Scholar] [CrossRef]
- Lindström, V.; Liashenko, O.; Zweiacker, K.; Derevianko, S.; Morozovych, V.; Lyashenko, J.; Leinenbach, C. Laser powder bed fusion of metal coated copper powders. Materials 2020, 13, 3493. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dadbakhsh, S.; Vleugels, J.; Hofkens, J.; van Puyvelde, P.; Yang, S.; Kruth, J.-P.; van Humbeeck, J.; Vanmeensel, K. Influence of carbon nanoparticle addition (and impurities) on selective laser melting of pure copper. Materials 2019, 12, 2469. [Google Scholar] [CrossRef]
- Prasad, H.S.; Brückner, F.; Volpp, J.; Kaplan, A.F.H. Laser metal deposition of copper on diverse materials using green laser sources. Int. J. Adv. Manuf. Techn. 2020, 107, 1559–1568. [Google Scholar] [CrossRef]
- Pan, L.; Zhang, C.-L.; Liu, T.; Liu, X.-Y.; Liu, J.-L.; Liu, S.; Wang, W.-H.; Zhang, H.-H. Molten pool structure and temperature flow behavior of green-laser powder bed fusion pure copper. Mater. Res. Expr. 2022, 9, 016504. [Google Scholar] [CrossRef]
- Gruber, S.; Stepien, L.; Lopez, E.; Brueckner, F.; Leyens, C. Physical and geometrical properties of additively manufactured pure copper samples using a green laser source. Materials 2021, 14, 3642. [Google Scholar] [CrossRef]
- Higashino, R.; Sato, Y.; Masuno, S.; Shobu, T.; Funada, Y.; Abe, N.; Tsukamoto, M. Development of blue diode laser for additive manufacturing. In Proceedings of the SPIE 11271, Laser 3D Manufacturing VII, 1127114, San Francisco, CF, USA, 25 March 2020. [Google Scholar] [CrossRef]
- Kaden, L.; Matthäus, G.; Ramm, R.; Ullsperger, T.; Seyfarth, B.; Nolte, S. Additive manufacturing of pure copper using ultrashort laser pulses. In Proceedings of the SPIE 10909 Laser 3D manufacturing VI, 109090D, San Francisco, CF, USA, 7 June 2019. [Google Scholar] [CrossRef]
- Momeni, S.; Guschlbauer, R.; Osmanlic, F.; Körner, C. Selective electron beam melting of a copper-chrome powder mixture. Mater. Lett. 2018, 223, 250–252. [Google Scholar] [CrossRef]
- Uchida, S.; Kimura, T.; Nakamoto, T.; Ozaki, T.; Miki, T.; Takemura, M.; Oka, Y.; Tsubota, R. Microstructures and electrical and mechanical properties of Cu-Cr alloys fabricated by selective laser melting. Mater. Des. 2019, 175, 107815. [Google Scholar] [CrossRef]
- Chen, Y.; Ren, S.; Zhao, Y.; Qu, X. Microstructure and properties of CuCr alloy manufactured by selective laser melting. J. All. Comp. 2019, 786, 189–197. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and mechanical properties of additive manufactured copper alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Guan, P.; Chen, X.; Liu, P.; Sun, F.; Zhu, C.; Zhou, H.; Fu, S.; Wu, Z.; Zhu, Y. Effect of selective laser melting process parameters and aging heat treatment on properties of CuCrZr alloy. Mater. Res. Expr. 2019, 6, 1165c1. [Google Scholar] [CrossRef]
- Artzt, K.; Siggel, M.; Kleinert, J.; Riccius, J.; Requena, G.; Haubrich, J. Pyrometric-based melt pool monitoring study of CuCr1Zr processed using L-PBF. Materials 2020, 13, 4626. [Google Scholar] [CrossRef] [PubMed]
- Buchmayr, B.; Panzl, G.; Walzl, A.; Wallis, C. Laser powder bed fusion- Materials issues and optimized processing parameters of tool steels, AlSiMg- and CuCrZr-alloys. Adv. Eng. Mater. 2017, 19, 1600667. [Google Scholar] [CrossRef]
- Wegener, T.; Koopmann, J.; Richter, J.; Krooß, P.; Niendorf, T. CuCrZr processed by laser powder bed fusion- Processability and influence of heat treatment on electrical conductivity, microstructure and mechanical properties. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2570–2590. [Google Scholar] [CrossRef]
- Jahns, K.; Bappert, R.; Böhlke, P.; Krupp, U. Additive manufacturing of CuCrZr1 by development of a gas atomization and laser powder bed fusion routine. Int. J. Adv. Manuf. Techn. 2020, 107, 2151–2161. [Google Scholar] [CrossRef]
- Ordás, N.; Portolés, L.; Azpeleta, M.; Gómez, A.; Blasco, J.R.; Martinez, M.; Ureña, J.; Iturriza, I. Development of CuCrZr via electron beam powder bed fusion (EB-PBF). J. Nucl. Mater. 2021, 548, 152841. [Google Scholar] [CrossRef]
- Maischner, D.; Fritsching, U.; Kini, A.; Weisheit, A.; Uhlenwinkel, V.; Schleifenbaum, J.H.; Biermann, T. Laser additive manufacturing of copper-chromium-niobium alloys using gas atomized powder. Int. J. Mater. Res. 2020, 111, 587–593. [Google Scholar] [CrossRef]
- Kini, A.R.; Maischner, D.; Weisheit, A.; Ponge, D.; Gault, B.; Jägle, E.A.; Raabe, D. In-situ synthesis via laser metal deposition of a lean Cu-3.4Cr-0.6Nb (at.%) conductive alloy hardened by Cr nano-scale precipitates and by laves phase micro-particles. Acta Mater. 2020, 197, 330–340. [Google Scholar] [CrossRef]
- Landes, S. Characterization of directed energy deposition additively manufactured GRCop-42 alloy. In Electronic Theses and Dissertations; South Dakota State University: Brookings, SD, USA, 2020; p. 5036. Available online: https://openprairie.sdstate.edu/etd/5036 (accessed on 7 September 2022).
- Seltzman, A.H.; Wukitch, S.J. RF losses in selective laser melted GRCop-84 copper waveguide for an additively manufactured lower hybrid current drive launcher. Fus. Eng. Des. 2020, 159, 111762. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Precipitate size in GRCop-84 gas atomized powder and laser powder bed fusion additively manufactured material. Fus. Sci. Techn. 2021, 77, 641–646. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Nuclear response of additive manufactured GRCop-84 copper for use in lower hybrid launchers in a fusion environment. Fus. Eng. Des. 2020, 159, 111726. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Resolution and geometric limitations in laser powder bed fusion additively manufactured GRCop-84 structures for a lower hybrid current drive launcher. Fus. Eng. Des. 2021, 173, 112847. [Google Scholar] [CrossRef]
- Hayes, C.; Brown, E.; Kappes, B. Characterization of selective laser melted GRCop-84. In Proceedings of the Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar] [CrossRef]
- Demeneghi, G.; Barnes, B.; Gradl, P.; Mayeur, J.R.; Hazeli, K. Size effects on microstructure and mechanical properties of additively manufactured copper–chromium–niobium alloy. Mater. Sci. Eng. A 2021, 820, 141511. [Google Scholar] [CrossRef]
- Ren, Y.; Liu, Z.; Zhang, Y.; Al, Y.; Ye, S.; Li, J.; Peng, W. Optimization of process parameters for selective laser melting of Cu-Cr-Nb alloy. Mater. Sci. Eng. Powder Met. 2022, 27, 66–76. [Google Scholar] [CrossRef]
- Doñate-Buendia, C.; Frömel, F.; Wilms, M.B.; Streubel, R.; Tenkamp, J.; Hupfeld, T.; Nachev, M.; Gökce, E.; Weisheit, A.; Barcikowski, S.; et al. Oxide dispersion-strengthened alloys generated by laser metal deposition of laser-generated nanoparticle-metal powder composites. Mater. Des. 2018, 154, 360–369. [Google Scholar] [CrossRef]
- Zhou, D.; Geng, H.; Zeng, W.; Zheng, D.; Pan, H.; Kong, C.; Munroe, P.; Sha, G.; Suryanarayana, C.; Zhang, D. High temperature stabilization of a nanostructured Cu-Y2O3 composite through microalloying with Ti. Mater. Sci. Eng. A 2018, 712, 80–87. [Google Scholar] [CrossRef]
- Zhou, J.; Yi, G.; Zhang, P.; Yin, S.; Xue, L.; Yan, Y. The microstructure, mechanical-thermal properties and softening resistance of Y4Al2O9 dispersion-strengthened Cu alloy. J. Nucl. Mater. 2022, 560, 153484. [Google Scholar] [CrossRef]
- Groza, J.R.; Gibeling, J.C. Principles of particle selection for dispersion-strengthened copper. Mater. Sci. Eng. A 1993, 171, 115–125. [Google Scholar] [CrossRef]
- Uchidi, Y.; Ohnuki, S.; Hashimoto, N.; Suda, T.; Nagai, T.; Shibayama, T.; Hamada, K.; Akasaka, N.; Yamashita, S.; Ohstuka, S.; et al. Effect of minor alloying element on dispersing nano-particles in ODS steel. MRS Online Proc. Libr. 2006, 981, 709. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the relevance of volumetric energy density in the investigation of Inconel 718 laser powder bed fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef]
- Slotwinski, J.A.; Garboczi, E.J.; Stuzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of metal powders used for additive manufacturing. J. Res. Nat. Inst. Stand. Techn. 2014, 119, 460–493. [Google Scholar] [CrossRef]
- Urionabarrenetxea, E.; Avello, A.; Rivas, A.; Martin, J.M. Experimental study of the influence of operational and geometric variables on the powders produced by close-coupled gas atomisation. Mater. Des. 2021, 199, 109441. [Google Scholar] [CrossRef]
- Li, D.; Robinson, M.B.; Rathz, T.J.; Williams, G. Liquidus temperatures and solidification behavior in the copper-niobium system. Acta Mater. 1998, 46, 3849–3855. [Google Scholar] [CrossRef]
- Bor, A.; Jargalsaikhan, B.; Uranchimeg, K.; Lee, J.; Choi, H. Particle morphology control of metal powder with various experimental conditions using ball milling. Powder Techn. 2021, 394, 181–190. [Google Scholar] [CrossRef]
- Vasquez, E.; Giroux, P.-F.; Lomello, F.; Nussbaum, M.; Maskrot, H.; Schuster, F.; Castagny, P. Effect of powder characteristics on production of oxide dispersion strengthened Fe-14Cr steel by laser powder bed fusion. Powder Techn. 2020, 360, 998–1005. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Progr. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Tertuliano, O.A.; DePond, P.J.; Doan, D.; Matthews, M.J.; Gu, X.W.; Cai, W. Nanoparticle-enhanced absorptivity of copper during laser powder bed fusion. Addit. Manuf. 2022, 51, 102562. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Ren, Z.; Zhang, D.Z.; Fu, G.; Jiang, J.; Zhao, M. High-fidelity modelling of selective laser melting copper alloy: Laser reflection behaviour and thermal fluid dynamics. Mater. Des. 2021, 207, 109857. [Google Scholar] [CrossRef]
- Yang, Y.H.; Lei, Q.; Zhang, P.; Wang, W.Y.; Zhang, X.K.; Li, Y.P.; Zhou, K.C.; Li, Z. Stabilization of L12 structured Cr3Cu precipitates in a Cu-4.06Cr-1.25Nb alloy with high temperature strength. Mater. Res. Lett. 2022, 10, 257–263. [Google Scholar] [CrossRef]
- Yang, Y.; Lei, Q.; Liu, H.; Hong, J.; Han, Z.; An, Q.; Shan, J.; Chen, X.; Xu, H.; Xiao, Z.; et al. Cr-based second phases in a high conductivity Cu-Cr-Nb alloy with high high-temperature strength. Mater. Des. 2022, 219, 110784. [Google Scholar] [CrossRef]
- Fu, J.; Davis, T.P.; Kumar, A.; Richardson, I.M.; Hermans, M.J.M. Characterisation of the influence of vanadium and tantalum on yttrium-based nano-oxides in ODS Eurofer steel. Mater. Charact. 2021, 175, 111072. [Google Scholar] [CrossRef]
- Xu, H.; Lu, Z.; Wang, D.; Liu, C. Microstructure refinement and strengthening mechanisms of a 9Cr oxide dispersion strengthened steel by zirconium addition. Nucl. Eng. Techn. 2017, 49, 178–188. [Google Scholar] [CrossRef]
- Park, J.J.; Hong, S.M.; Park, E.K.; Lee, M.K.; Rhee, C.K. Synthesis of Fe based ODS alloys by a very high speed planetary milling process. J. Nucl. Mater. 2012, 428, 35–39. [Google Scholar] [CrossRef]
- Tan, L.; Wang, G.; Guo, Y.; Fang, Q.; Liu, Z.; Xiao, X.; He, W.; Qin, Z.; Zhang, Y.; Liu, F.; et al. Additively manufactured oxide dispersion strengthened nickel-based superalloy with superior high temperature properties. Virt. Phys. Prototyp. 2020, 15, 555–569. [Google Scholar] [CrossRef]
- Chinnappan, R. Thermodynamic stability of oxide phases of Fe-Cr based ODS steels via quantum mechanical calculations. Proc. Eng. 2014, 86, 788–798. [Google Scholar] [CrossRef]
- Rittinghaus, S.-K.; Wilms, M.B. Oxide dispersion strengthening of γ-TiAl laser additive manufacturing. J. All. Comp. 2019, 804, 457–460. [Google Scholar] [CrossRef]
- Anderson, K.R.; Groza, J.R. Microstructural size effects in high-strength high-conductivity Cu-Cr-Nb alloys. Met. Mater. Trans A 2001, 32, 1211–1224. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Wilms, M.B.; Weisheit, A.; Barriobero-Vila, P.; Jägle, E.A.; Raabe, D. Massive nanoprecipitation in a Fe-19Ni-xAl maraging steel triggered by the intrinsic heat treatment during laser metal deposition. Acta Mater. 2017, 129, 52–60. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Wilms, M.B.; Weisheit, A.; Gault, B.; Jägle, E.A.; Raabe, D. High-strength Damascus steel by additive manufacturing. Nature 2020, 582, 515–519. [Google Scholar] [CrossRef]
- Kürnsteiner, P.; Bajaj, P.; Gupta, A.; Wilms, M.B.; Weisheit, A.; Li, X.; Leinenbach, C.; Gault, B.; Jägle, E.A.; Raabe, D. Control of thermally stable core-shell nano-precipitates in additively manufactured Al-Sc-Zr alloys. Addit. Manuf. 2020, 32, 100910. [Google Scholar] [CrossRef]
- Rittinghaus, S.-K.; Amr, A.; Hecht, U. Intrinsic heat treatment of an additively manufactured medium entropy AlCrFe2Ni2-alloy. Met. Mater. Int. 2022, 1–12. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy 1 | Cu | Cr | Nb |
| Balance | 3.3 | 0.5 | |
| Alloy 2 | Cu | Cr | Nb |
| Balance | 3.3 | 1.5 |
| Process Parameter | Unit | Value | Process Parameter | Unit | Value |
|---|---|---|---|---|---|
| Laser power | W | 400 | Hatch rotation | ° | 34 |
| Scan speed | mm/s | 800 | Scan strategy | - | Stripes |
| Hatch distance | μm | 120 | Residual oxygen | ppm | <10 |
| Layer thickness | μm | 30 | VED | J/mm3 | 138.89 |
| Alloy | Powder State | Cu | Cr | Nb | Y | O |
|---|---|---|---|---|---|---|
| Cu-3.3Cr-0.5Nb | GA | Balance | 2.82 | 0.77 | - | 1.77 |
| Cu-3.3Cr-0.5Nb-0.5Y2O3 | MA | Balance | 3.73 | 1.15 | 4.91 | 3.18 |
| Cu-3.3Cr-1.5Nb | GA | Balance | 3.55 | 1.86 | - | 2.58 |
| Cu-3.3Cr-1.5Nb-0.5Y2O3 | MA | Balance | 3.31 | 1.78 | 4.02 | 2.47 |
| Alloy | Particle Species | Cu | Cr | Nb | Y | O |
|---|---|---|---|---|---|---|
| Cu-3.3Cr-0.5Nb | Red arrows | Balance | 16.86 | 9.12 | - | 3.01 |
| Yellow arrows | Balance | 37.44 | - | - | 1.24 | |
| Cu-3.3Cr-1.5Nb | Red arrows | Balance | 23.73 | 12.33 | - | 4.70 |
| Yellow arrows | Balance | 48.44 | - | - | 2.39 |
| Alloy | Particle Species | Cu | Cr | Nb | Y | O |
| Cu-3.3Cr-0.5Nb-0.5Y2O3 | Red arrows | Balance | 21.86 | 7.87 | - | 4.11 |
| Yellow arrows | Balance | 27.24 | - | 14.04 | 7.24 | |
| Cu-3.3Cr-1.5Nb-0.5Y2O3 | Red arrows | Balance | 24.93 | 9.85 | - | 2.68 |
| Yellow arrows | Balance | 37.13 | - | 11.07 | 8.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wilms, M.B.; Rittinghaus, S.-K. Laser Additive Manufacturing of Oxide Dispersion-Strengthened Copper–Chromium–Niobium Alloys. J. Manuf. Mater. Process. 2022, 6, 102. https://doi.org/10.3390/jmmp6050102
Wilms MB, Rittinghaus S-K. Laser Additive Manufacturing of Oxide Dispersion-Strengthened Copper–Chromium–Niobium Alloys. Journal of Manufacturing and Materials Processing. 2022; 6(5):102. https://doi.org/10.3390/jmmp6050102
Chicago/Turabian StyleWilms, Markus B., and Silja-Katharina Rittinghaus. 2022. "Laser Additive Manufacturing of Oxide Dispersion-Strengthened Copper–Chromium–Niobium Alloys" Journal of Manufacturing and Materials Processing 6, no. 5: 102. https://doi.org/10.3390/jmmp6050102