
Joining 30 mm Thick Shipbuilding Steel Plates EH36 Using a Process Combination of Hybrid Laser Arc Welding and Submerged Arc Welding




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
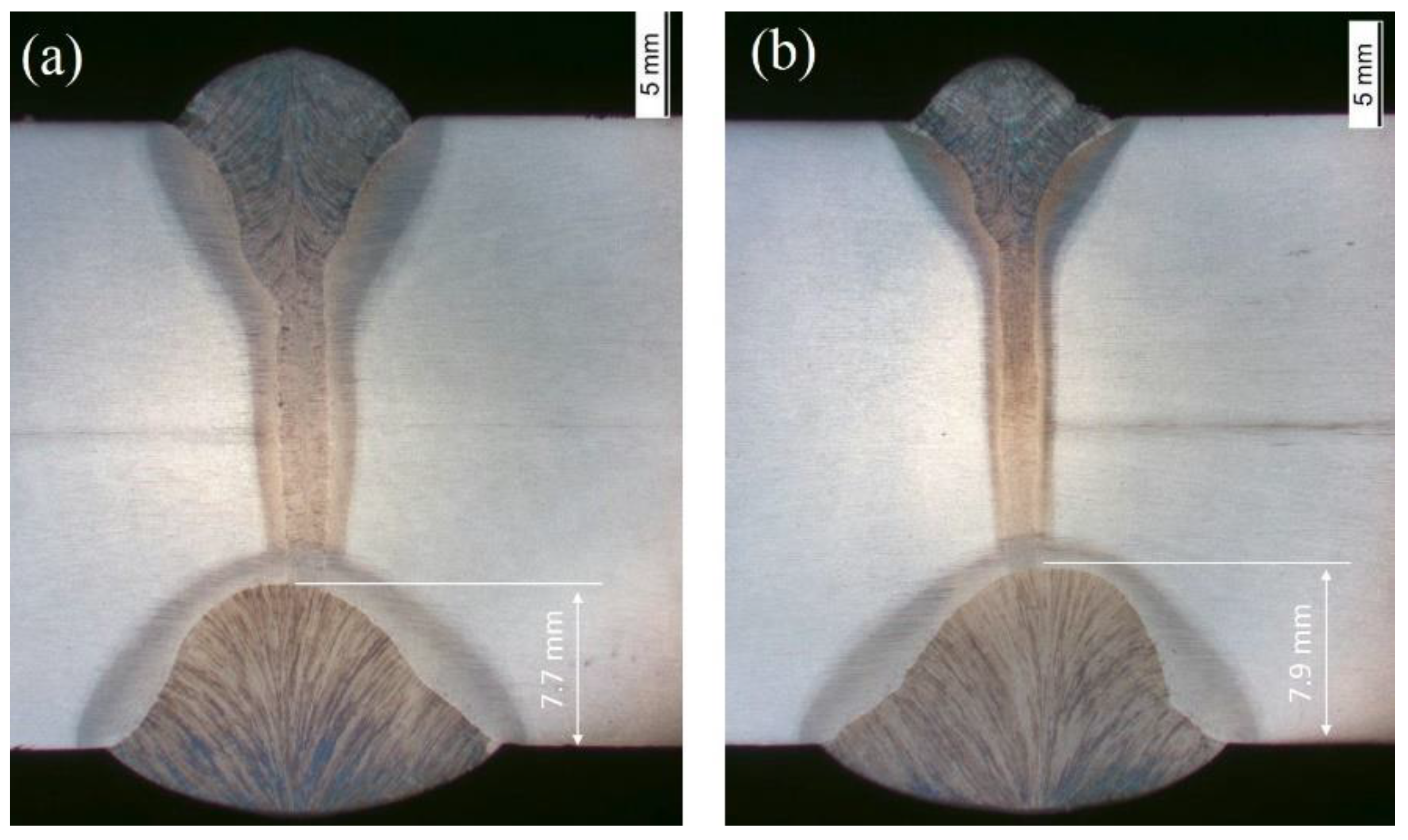
3.1. Hybrid Laser Arc Welding of 30 mm Plates EH36
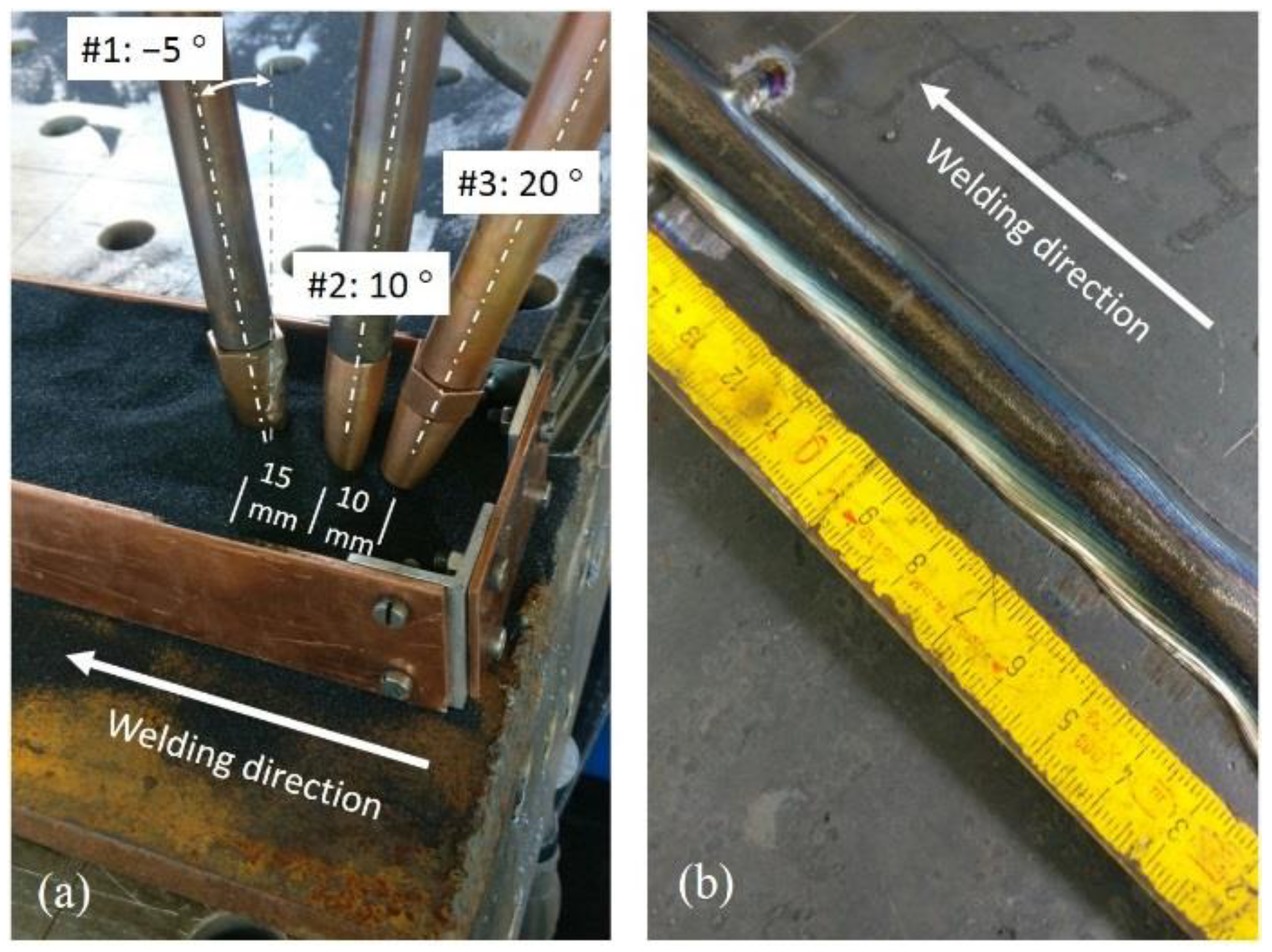
3.2. Submerged Arc Welding of 30 mm Plates EH36
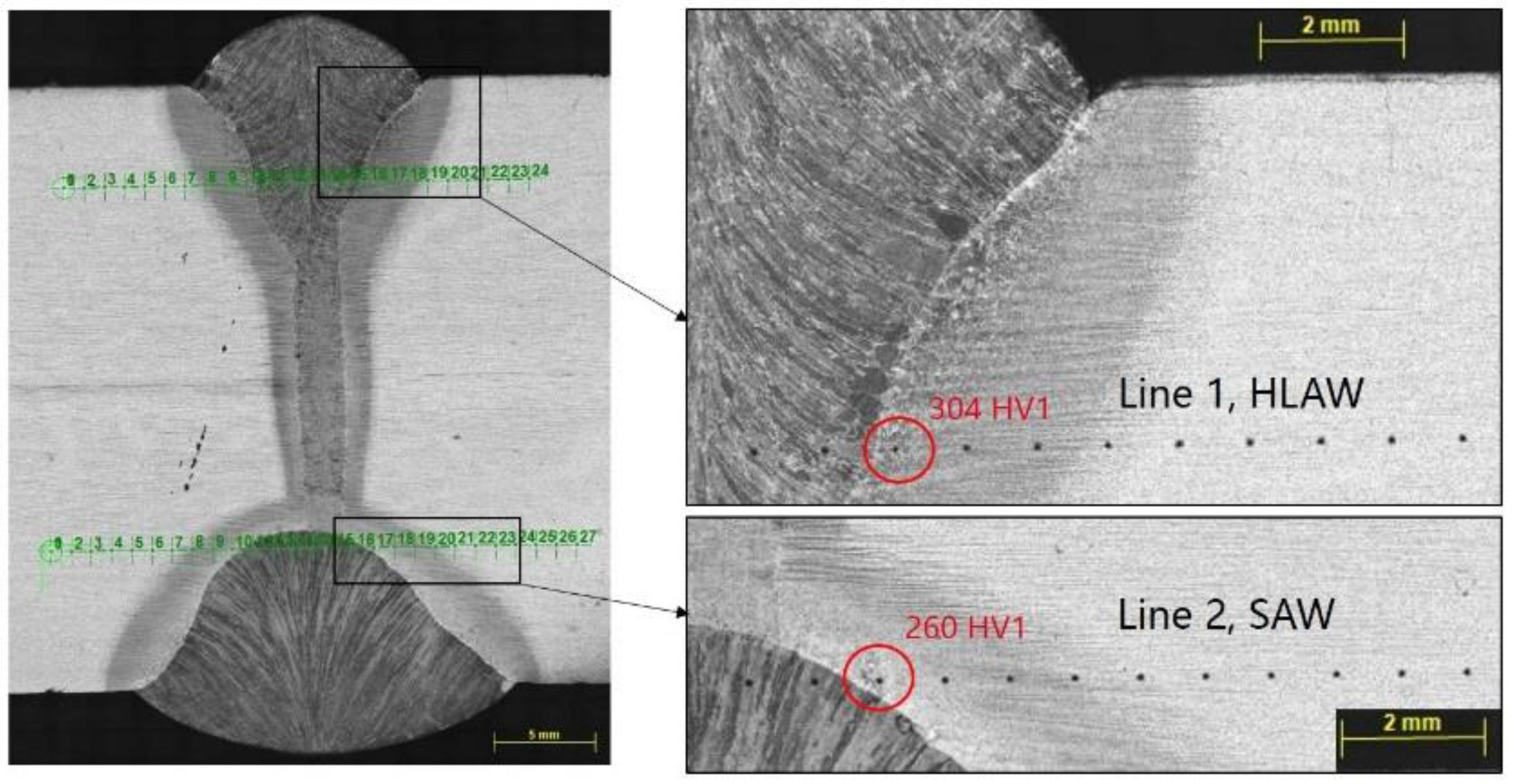
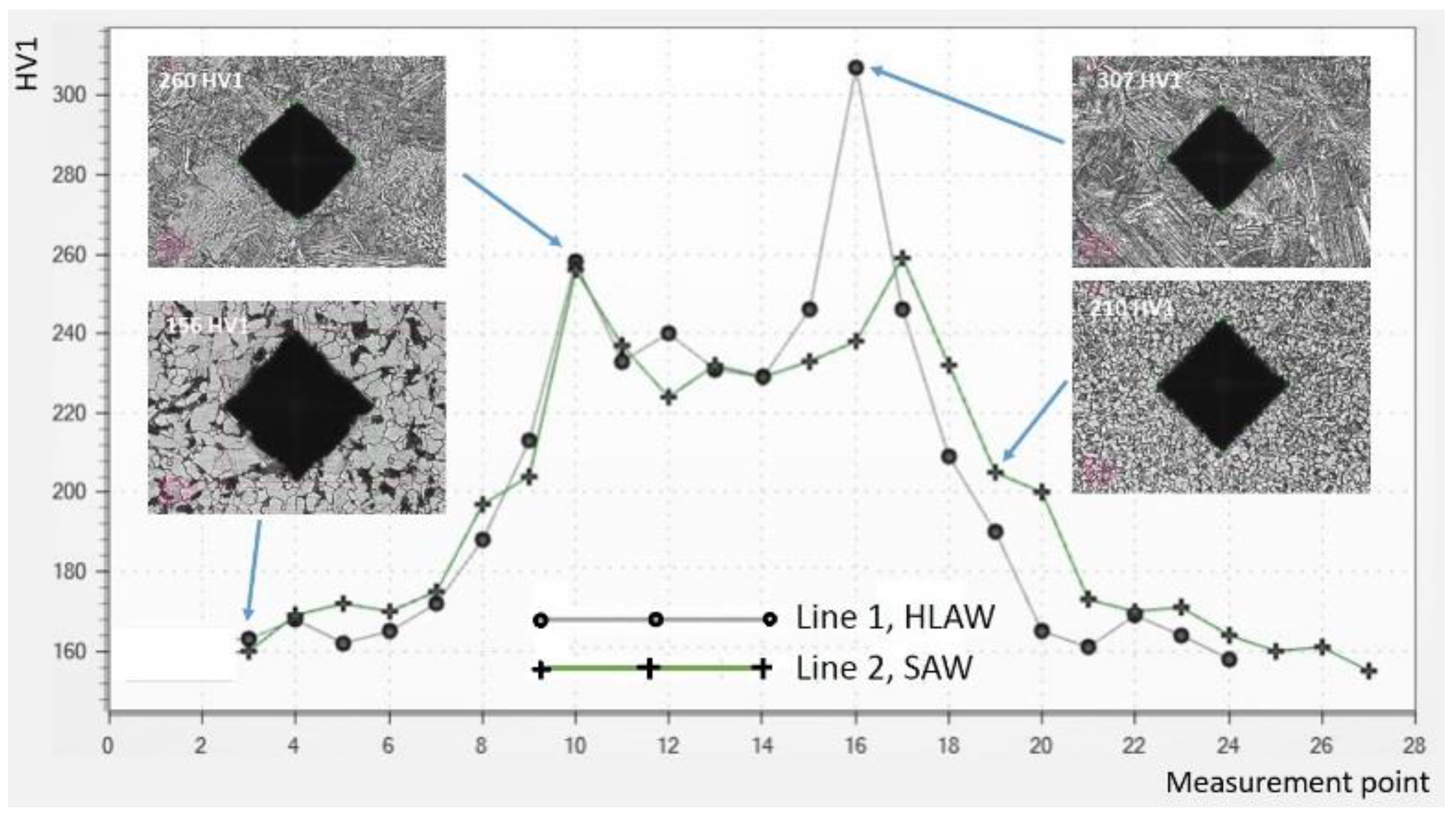
3.3. Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Schaumann, P.; Stranghöner, N.; Flügge, W. Stahlanwendungsforschung in der Windenergie. FOSTA. Available online: https://www.stahlforschung.de/media/50j-fosta-windenergie_1.pdf (accessed on 6 July 2022).
- Shirahata, H.; Nakashima, K.; Inoue, T.; Ishida, K.; Funatsu, Y.; Okawa, T.; Yanagita, K.; Inami, A.; Minagawa, M. YP 460 N/mm2 class heavy thick plate with excellent brittle crack arrestability for mega container ships. Nippon Steel Sumitomo Met. Tech. 2015, 110, 25–29. [Google Scholar]
- Um, K.K.; Kim, S.H.; Kang, K.B.; Park, Y.H.; Kwon, O. High performance steel plates for shipbuilding ap-plications. In Proceedings of the Eighteenth International Offshore and Polar Engineering Conference, Vancouver, BC, Canada, 6–11 July 2008. [Google Scholar]
- Steel Plates for Shipbuilding, JFE, Japan. Available online: https://www.jfe-steel.co.jp/en/products/plate/catalog/c1e-011.pdf (accessed on 3 July 2022).
- Malin, V.Y. The State-of-the Art of Narrow Gap Welding Part II. Welding J. 1983, 62, 37–46. [Google Scholar]
- Gook, S.; Gumenyuk, A.; Rethmeier, M. Weld seam formation and mechanical properties of girth welds performed with laser-GMA-hybrid process on pipes of grade X65. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Anaheim, CA, USA, 26–30 September 2010; Volume 2010, pp. 62–69. [Google Scholar]
- Rethmeier, M.; Gook, S.; Lammers, M.; Gumenyuk, A. Laser-Hybrid Welding of Thick Plates up to 32 mm Using a 20 kW Fibre Laser. Q. J. Jpn. Weld. Soc. 2009, 27, 74s–79s. [Google Scholar] [CrossRef] [Green Version]
- Üstündağ, Ö.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Hybrid laser arc welding of thick high-strength pipeline steels of grade X120 with adapted heat input. J. Mater. Process. Technol. 2019, 275, 116358. [Google Scholar] [CrossRef]
- Sørensen, C.; Nissen, A.; Brynning, C.; Nielsen, J.; Schøn, R.; Malefijt, R.; Kristiansen, M. Double-sided Hybrid Laser-Arc Welding of 25 mm S690QL High Strength Steel. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1135. [Google Scholar] [CrossRef]
- DIN EN 10225-1; Weldable Structural Steels for Fixed Offshore Structures-Technical Delivery Conditions-Part 1: Plates. Beuth Verlag: Beuth, Germany, 2019.
- Turichin, G.; Kuznetsov, M.; Pozdnyakov, A.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Influence of heat input and preheating on the cooling rate, microstructure and mechanical properties at the hybrid laser-arc welding of API 5L X80 steel. Procedia CIRP 2018, 74, 748–751. [Google Scholar] [CrossRef]
- Wang, G.; Wang, J.; Yin, L.; Hu, H.; Yao, Z. Quantitative Correlation between Thermal Cycling and the Microstructures of X100 Pipeline Steel Laser-Welded Joints. Materials 2019, 13, 121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Knoop, F.M.; Bremer, S.; Flaxa, V.; Scheller, W.; Liedtke, M. The processing of helical-welded large diameter pipes of grade X80 with 23.7 mm wall thickness and their properties. In Proceedings of the International Seminar on Welding of High Strength Pipeline Steels, Araxa, Brazil, 28–30 November 2011; pp. 209–229. [Google Scholar]
- Frantov, I.; Permyakov, I.; Bortsov, A. Improved weldability and criterion for reliability of high strength pipes steels. In Proceedings of the International Seminar on Welding of High Strength Pipeline Steels, Araxa, Brazil, 28–30 November 2011; pp. 247–260. [Google Scholar]
- Shang, C.J.; Wang, X.X.; Liu, Q.Y.; Fu, J.Y. Weldability of high niobium X80 pipeline steel. In Proceedings of the International Seminar on Welding of High Strength Pipeline Steel, Araxa, Brazil, 28–30 November 2011; Volume 435, p. 453. [Google Scholar]
- Roland, F.; Manzon, L.; Kujala, P.; Brede, M.; Weitzenbock, J. Advanced Joining Techniques in European Shipbuilding. J. Ship Prod. 2004, 20, 200–210. [Google Scholar] [CrossRef]
- Üstündag, Ö.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Full penetration hybrid laser arc welding of up to 28 mm thick S355 plates using electromagnetic weld pool support. J. Phys. Conf. Ser. 2018, 1109, 012015. [Google Scholar] [CrossRef]
- Üstündag, Ö.; Gumenyuk, A.; Rethmeier, M. Single-pass Hybrid Laser Arc Welding of Thick Materials Using Electromagnetic Weld Pool Support. In Proceedings of the International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 23–26 May 2019. [Google Scholar]
- Wahba, M.; Mizutani, M.; Katayama, S. Single pass hybrid laser-arc welding of 25 mm thick square groove butt joints. Mater. Des. 2016, 97, 1–6. [Google Scholar] [CrossRef]
- Reisgen, U.; Olschok, S.; Engels, O. Laser beam submerged arc hybrid welding: A novel hybrid welding process. J. Laser Appl. 2018, 30, 042012. [Google Scholar] [CrossRef] [Green Version]
- Üstündağ, Ö.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Mechanical Properties of Single-pass Hybrid Laser Arc Welded 25 mm Thick-walled Structures Made of Fine-grained Structural Steel. Procedia Manuf. 2019, 36, 112–120. [Google Scholar] [CrossRef]
- Frostevarg, J.; Heussermann, T. Dropout formation in thick steel plates during laser welding. In Proceedings of the IIW International Conference on High Strength Materials–Challenges and Applications, Helsinki, Finland, 2–3 July 2015. [Google Scholar]
- Suder, W.; Ganguly, S.; Williams, S.; Yudodibroto, B. Root stability in hybrid laser welding. J. Laser Appl. 2017, 29, 022410. [Google Scholar] [CrossRef] [Green Version]
- Bunaziv, I.; Dørum, C.; Nielsen, S.E.; Suikkanen, P.; Ren, X.; Nyhus, B.; Eriksson, M.; Akselsen, O.M. Root formation and mechanical properties in laser keyhole welding of 15 mm thick HSLA steel. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1135. [Google Scholar] [CrossRef]
- Üstündağ, Ö.; Fritzsche, A.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Hybrid laser-arc welding of thick-walled ferromagnetic steels with electromagnetic weld pool support. Weld. World 2018, 62, 767–774. [Google Scholar] [CrossRef]
- Avilov, V.V.; Gumenyuk, A.; Lammers, M.; Rethmeier, M. PA position full penetration high power laser beam welding of up to 30 mm thick AlMg3 plates using electromagnetic weld pool support. Sci. Technol. Weld. Join. 2012, 17, 128–133. [Google Scholar] [CrossRef]
- BV NR 216 DT R07 E; BV Rules on Materials and Welding for the Classification of Marine Units. Bureau Veritas: Paris, France, 2018; Volume 33.
- Lloyd’s Register Group. Rules for the Manufacture, Testing and Certification of Materials; Lloyd’s Register: London, UK, 2017. [Google Scholar]
- DNVGL-CG-0287; Hybrid Laser-Arc Welding. DNVGL: Oslo, Norway, 2015.
- Üstündağ, Ö.; Bakir, N.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Hybrid laser-arc welding of laser- and plasma-cut 20-mm-thick structural steels. Weld. World 2022, 66, 507–514. [Google Scholar] [CrossRef]
- Layus, P.; Kah, P.; Gezha, V. Advanced submerged arc welding processes for Arctic structures and ice-going vessels. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 114–127. [Google Scholar] [CrossRef]
- Chandel, R.; Seow, H.; Cheong, F. Effect of increasing deposition rate on the bead geometry of submerged arc welds. J. Mater. Process. Technol. 1997, 72, 124–128. [Google Scholar] [CrossRef]
- DIN EN ISO 6507-1; Metallic Materials-Vickers Hardness Test-Part 1: Test Method. Deutsches Institut fur Normung E.V. (DIN): Beuth, Germany, 2022.
- DIN EN ISO 15614-1; Specification and Qualification of Welding Procedures for Metallic Materials-Welding Procedure Test-Part 1: Arc and Gas Welding of Steels and Arc Welding of Nickel and Nickel Alloys. Deutsches Institut fur Normung E.V. (DIN): Beuth, Germany, 2020.
- DIN EN ISO 5173; Destructive Tests on Welds in Metallic Materials—Bend Tests. Deutsches Institut fur Normung E.V. (DIN): Beuth, Germany, 2021.
- DIN EN ISO 148-1; Metallic Materials-Charpy Pendulum Impact Test-Part 1: Test Method. Deutsches Institut fur Normung E.V. (DIN): Beuth, Germany, 2017.
- Ohata, M.; Morimoto, G.; Fukuda, Y.; Minami, F.; Inose, K.; Handa, T. Prediction of ductile fracture path in Charpy V-notch specimen for laser beam welds. Weld. World 2015, 59, 667–674. [Google Scholar] [CrossRef]
- Paes, L.E.D.S.; Pereira, M.; Weingaertner, W.L.; Scotti, A.; Souza, T. Comparison of methods to correlate input parameters with depth of penetration in LASER welding. Int. J. Adv. Manuf. Technol. 2018, 101, 1157–1169. [Google Scholar] [CrossRef]
- Kawahito, Y.; Wang, H.; Katayama, S.; Sumimori, D. Ultra high power (100 kW) fiber laser welding of steel. Opt. Lett. 2018, 43, 4667–4670. [Google Scholar] [CrossRef] [PubMed]
- Katayama, S.; Yohei, A.; Mizutani, M.; Kawahito, Y. Development of Deep Penetration Welding Technology with High Brightness Laser under Vacuum. Phys. Procedia 2011, 12, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Farrokhi, F.; Larsen, R.M.; Kristiansen, M. Single-pass Hybrid Laser Welding of 25 mm Thick Steel. Phys. Procedia 2017, 89, 49–57. [Google Scholar] [CrossRef]
- Gebhardt, M.O.; Gumenyuk, A.; Rethmeier, M. Solidification cracking in laser GMA hybrid welding of thick-walled parts. Sci. Technol. Weld. Join. 2013, 19, 209–213. [Google Scholar] [CrossRef]
- Bakir, N.; Üstündağ, Ö.; Gumenyuk, A.; Rethmeier, M. Experimental and numerical study on the influence of the laser hybrid parameters in partial penetration welding on the solidification cracking in the weld root. Weld. World 2020, 64, 501–511. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | N | Nb |
| 0.11 | 0.21 | 1.21 | 0.017 | 0.005 | 0.033 | 0.005 | 0.003 |
| V | Ti | Cu | Cr | Ni | Mo | Fe | Ceq * |
| 0.071 | 0.017 | 0.01 | 0.03 | 0.01 | 0.001 | bal. | 0.33 |
| Charpy at −20 °C in J | Yield Strength in MPa | Ultimate Tensile Strength in MPa | Elongation in % |
|---|---|---|---|
| 283 | 503 | 555 | 22 |
| vsaw in m/min | Electrode 1 (DC+) | Electrode 2 (AC) | Electrode 3 (AC) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| I in A | U in V | vf in m/min | I in A | U in V | vf in m/min | I in A | U in V | vf in m/min | |
| 1.2 | 970 | 29 | 2.3 ± 0.2 | 640 | 34 | 0.9 ± 0.1 | 430 | 36 | 0.6 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gook, S.; Midik, A.; Biegler, M.; Gumenyuk, A.; Rethmeier, M. Joining 30 mm Thick Shipbuilding Steel Plates EH36 Using a Process Combination of Hybrid Laser Arc Welding and Submerged Arc Welding. J. Manuf. Mater. Process. 2022, 6, 84. https://doi.org/10.3390/jmmp6040084
Gook S, Midik A, Biegler M, Gumenyuk A, Rethmeier M. Joining 30 mm Thick Shipbuilding Steel Plates EH36 Using a Process Combination of Hybrid Laser Arc Welding and Submerged Arc Welding. Journal of Manufacturing and Materials Processing. 2022; 6(4):84. https://doi.org/10.3390/jmmp6040084
Chicago/Turabian StyleGook, Sergej, Ahmet Midik, Max Biegler, Andrey Gumenyuk, and Michael Rethmeier. 2022. "Joining 30 mm Thick Shipbuilding Steel Plates EH36 Using a Process Combination of Hybrid Laser Arc Welding and Submerged Arc Welding" Journal of Manufacturing and Materials Processing 6, no. 4: 84. https://doi.org/10.3390/jmmp6040084