
Overcoming Chip Shortages: Low-Cost Open-Source Parametric 3-D Printable Solderless SOIC to DIP Breakout Adapters



Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Helmold, M.; Yılmaz, A.K.; Dathe, T.; Flouris, T.G. Global Supply Chains. In Supply Chain Risk Management: Cases and Industry Insights; Helmold, M., Yılmaz, A.K., Dathe, T., Flouris, T.G., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 79–89. [Google Scholar] [CrossRef]
- Yu, Z.; Razzaq, A.; Rehman, A.; Shah, A.; Jameel, K.; Mor, R.S. Disruption in global supply chain and socio-economic shocks: A lesson from COVID-19 for sustainable production and consumption. Oper. Manag. Res. 2021, 15, 233–248. [Google Scholar] [CrossRef]
- Bhaskar, S.; Tan, J.; Bogers, M.L.A.M.; Minssen, T.; Badaruddin, H.; Israeli-Korn, S.; Chesbrough, H. At the Epicenter of COVID-19–the Tragic Failure of the Global Supply Chain for Medical Supplies. Front. Public Health 2020, 8, 562882. [Google Scholar] [CrossRef] [PubMed]
- Armani, A.M.; Hurt, D.E.; Hwang, D.; McCarthy, M.C.; Scholtz, A. Low-tech solutions for the COVID-19 supply chain crisis. Nat. Rev. Mater. 2020, 5, 403–406. [Google Scholar] [CrossRef] [PubMed]
- Chagas, A.M.; Molloy, J.C.; Prieto-Godino, L.L.; Baden, T. Leveraging open hardware to alleviate the burden of COVID-19 on global health systems. PLoS Biol. 2020, 18, e3000730. [Google Scholar] [CrossRef] [Green Version]
- Stirling, J.; Bowman, R. The COVID-19 Pandemic Highlights the Need for Open Design Not Just Open Hardware. Des. J. 2021, 24, 299–314. [Google Scholar] [CrossRef]
- Pearce, J.M. Distributed Manufacturing of Open Source Medical Hardware for Pandemics. J. Manuf. Mater. Process. 2020, 4, 49. [Google Scholar] [CrossRef]
- Saripalle, S.; Maker, H.; Bush, A.; Lundman, N. 3D printing for disaster preparedness: Making life-saving supplies on-site, on-demand, on-time. In Proceedings of the 2016 IEEE Global Humanitarian Technology Conference (GHTC), Seattle, WA, USA, 13–16 October 2016; pp. 205–208. [Google Scholar] [CrossRef]
- Jafferson, J.; Pattanashetti, S. Use of 3D printing in production of personal protective equipment (PPE)—A review. Mater. Today Proc. 2021, 46, 1247–1260. [Google Scholar] [CrossRef]
- Flanagan, S.T.; Ballard, D.H. 3D Printed Face Shields: A Community Response to the COVID-19 Global Pandemic. Acad. Radiol. 2020, 27, 905–906. [Google Scholar] [CrossRef]
- Novak, J.I.; Loy, J. A quantitative analysis of 3D printed face shields and masks during COVID-19. Emerald Open Res. 2020, 2, 42. [Google Scholar] [CrossRef]
- Vaňková, E.; Kašparová, P.; Khun, J.; Machková, A.; Julák, J.; Sláma, M.; Hodek, J.; Ulrychová, L.; Weber, J.; Obrová, K.; et al. Polylactic acid as a suitable material for 3D printing of protective masks in times of COVID-19 pandemic. PeerJ 2020, 8, e10259. [Google Scholar] [CrossRef]
- Ballard, D.H.; Jammalamadaka, U.; Meacham, K.W.; Hoegger, M.J.; Burke, B.A.; Morris, J.A.; Scott, A.R.; O’Connor, Z.; Gan, C.; Hu, J.; et al. Quantitative Fit Tested N95 Respirator-Alternatives Generated With CT Imaging and 3D Printing: A Response to Potential Shortages During the COVID-19 Pandemic. Acad. Radiol. 2020, 28, 158–165. [Google Scholar] [CrossRef] [PubMed]
- Imbrie-Moore, A.; Park, M.; Zhu, Y.; Paulsen, M.; Wang, H.; Woo, Y. Quadrupling the N95 Supply during the COVID-19 Crisis with an Innovative 3D-Printed Mask Adaptor. Healthcare 2020, 8, 225. [Google Scholar] [CrossRef]
- Skrzypczak, N.G.; Tanikella, N.G.; Pearce, J.M. Open source high-temperature RepRap for 3-D printing heat-sterilizable PPE and other applications. HardwareX 2020, 8, e00130. [Google Scholar] [CrossRef]
- Nicholson, K.; Henke-Adams, A.; Henke, D.M.; Kravitz, A.V.; Gay, H.A. Modified full-face snorkel mask as COVID-19 personal protective equipment: Quantitative results. HardwareX 2021, 9, e00185. [Google Scholar] [CrossRef] [PubMed]
- Hubbard, B.R.; Pearce, J.M. Conversion of self-contained breathing apparatus mask to open source powered air-purifying particulate respirator for fire fighter COVID-19 response. HardwareX 2020, 8, e00129. [Google Scholar] [CrossRef] [PubMed]
- Gallup, N.; Pringle, A.M.; Oberloier, S.; Tanikella, N.G.; Pearce, J.M. Parametric nasopharyngeal swab for sampling COVID-19 and other respiratory viruses: Open source design, SLA 3-D printing and UV curing system. HardwareX 2020, 8, e00135. [Google Scholar] [CrossRef] [PubMed]
- Manoj, A.; Bhuyan, M.; Banik, S.R.; Sankar, M.R. 3D printing of nasopharyngeal swabs for COVID-19 diagnose: Past and current trends. Mater. Today Proc. 2020, 44, 1361–1368. [Google Scholar] [CrossRef]
- Abuzairi, T.; Sumantri, N.I.; Irfan, A.; Mohamad, R.M. Infrared thermometer on the wall (iThermowall): An open source and 3-D print infrared thermometer for fever screening. HardwareX 2020, 9, e00168. [Google Scholar] [CrossRef]
- Santhosh, R.; Yadav, S. Low Cost Multipurpose UV-C Sterilizer box for protection against COVID’19. In Proceedings of the 2021 International Conference on Artificial Intelligence and Smart Systems (ICAIS), Coimbatore, India, 25–27 March 2021; pp. 1495–1498. [Google Scholar] [CrossRef]
- Bentancor, M.; Fernández, S.; Viera, F.; Etcheverry, S.; Poradosú, C.; D’Angelo, P.; Montemuiño, H.; Mirazo, S.; Irigoyen, Á.; Sanabria, A.; et al. LUCIA: An open source device for disinfection of N95 masks using UV-C radiation. HardwareX 2021, 9, e00181. [Google Scholar] [CrossRef]
- Oberloier, S.; Gallup, N.; Pearce, J. Overcoming supply disruptions during pandemics by utilizing found hardware for open source gentle ventilation. HardwareX 2021, 11, e00255. [Google Scholar] [CrossRef]
- Pearce, J.M. A review of open source ventilators for COVID-19 and future pandemics. F1000Research 2020, 9, 218. [Google Scholar] [CrossRef] [PubMed]
- Abuzairi, T.; Irfan, A. Basari COVENT-Tester: A low-cost, open source ventilator tester. HardwareX 2021, 9, e00196. [Google Scholar] [CrossRef] [PubMed]
- Read, R.L.; Clarke, L.; Mulligan, G. VentMon: An open source inline ventilator tester and monitor. HardwareX 2021, 9, e00195. [Google Scholar] [CrossRef]
- Voas, J.; Kshetri, N.; DeFranco, J.F. Scarcity and Global Insecurity: The Semiconductor Shortage. IT Prof. 2021, 23, 78–82. [Google Scholar] [CrossRef]
- Paul, S.K.; Chowdhury, P.; Chowdhury, T.; Chakrabortty, R.K.; Moktadir, A. Operational challenges during a pandemic: An investigation in the electronics industry. Int. J. Logist. Manag. 2021, 34, 336–362. [Google Scholar] [CrossRef]
- Coughlin, T. Impact of COVID-19 on the Consumer Electronics Market. IEEE Consum. Electron. Mag. 2020, 10, 58–59. [Google Scholar] [CrossRef]
- Wu, X.; Zhang, C.; Du, W. An Analysis on the Crisis of “Chips shortage” in Automobile Industry—Based on the Double Influence of COVID-19 and Trade Friction. J. Phys. Conf. Ser. 2021, 1971, 012100. [Google Scholar] [CrossRef]
- Miller, F.A.; Young, S.B.; Dobrow, M.; Shojania, K.G. Vulnerability of the medical product supply chain: The wake-up call of COVID-19. BMJ Qual. Saf. 2020, 30, 331–335. [Google Scholar] [CrossRef]
- Sajjad, A. The COVID-19 pandemic, social sustainability and global supply chain resilience: A review. Corp. Gov. Int. J. Bus. Soc. 2021, 21, 1142–1154. [Google Scholar] [CrossRef]
- Flowers, P.F.; Reyes, C.; Ye, S.; Kim, M.J.; Wiley, B.J. 3D printing electronic components and circuits with conductive thermoplastic filament. Addit. Manuf. 2017, 18, 156–163. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.H.; Tan, Z.D.; Tan, S.T.M.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.G.; Chan, Y.Z.; Hui, H.K.; Goh, K.E.J. Electrically conductive filament for 3D-printed circuits and sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, B.; Jiang, J.; Wu, K.; Guo, C.F.; Wu, Z. High-Fidelity Conformal Printing of 3D Liquid Alloy Circuits for Soft Electronics. ACS Appl. Mater. Interfaces 2019, 11, 7148–7156. [Google Scholar] [CrossRef]
- Czyżewski, J.; Burzyński, P.; Gaweł, K.; Meisner, J. Rapid prototyping of electrically conductive components using 3D printing technology. J. Mater. Process. Technol. 2009, 209, 5281–5285. [Google Scholar] [CrossRef]
- Olivas, R.; Salas, R.; Muse, D.; MacDonald, E.; Wicker, R.; Newton, M.; Church, K. Structural Electronics through Additive Manufacturing and Micro-Dispensing. Int. Symp. Microelectron. 2010, 2010, 000940–000946. [Google Scholar] [CrossRef]
- Min, H.; Lee, B.; Jeong, S.; Lee, M. Fabrication of 10 µm-scale conductive Cu patterns by selective laser sintering of Cu complex ink. Opt. Laser Technol. 2017, 88, 128–133. [Google Scholar] [CrossRef]
- Sigmarsson, H.H.; Kinzel, E.C.; Xu, X.; Chappell, W.J. Selective Laser Sintering of Multilayer, Multimaterial Circuit Components. In Proceedings of the 2006 IEEE MTT-S International Microwave Symposium Digest, San Francisco, CA, USA, 11–16 June 2006; pp. 1788–1791. [Google Scholar] [CrossRef]
- Palmer, J.A.; Summers, J.L.; Davis, D.W.; Gallegos, P.L.; Chavez, B.D.; Yang, P.; Medina, F.; Wicker, R.B. Realizing 3-D Interconnected Direct Write Electronics Within Smart Stereolithography Structures. In Proceedings of the ASME 2005 International Mechanical Engineering Congress and Exposition, Orlando, FL, USA, 5–11 November 2005; pp. 287–293. [Google Scholar] [CrossRef]
- Lopes, A.J.; MacDonald, E.; Wicker, R.B. Integrating stereolithography and direct print technologies for 3D structural electronics fabrication. Rapid Prototyp. J. 2012, 18, 129–143. [Google Scholar] [CrossRef]
- Digi-Key Corporation. Digi-Key Company History. Available online: https://web.archive.org/web/20160416045752/https://www.digikey.com/en/resources/about-digikey (accessed on 7 July 2022).
- Digi-Key Corporation. Embedded–Microsontrollers. Available online: https://www.digikey.ca/en/products/filter/embedded-microcontrollers/685 (accessed on 3 July 2022).
- Selenium. Software Freedom Conservancy. 2022. Available online: https://pypi.org/project/selenium/ (accessed on 3 July 2022).
- Beautiful Soup. Leonard Richardson. 2022. Available online: https://pypi.org/project/beautifulsoup4/ (accessed on 3 July 2022).
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap—The replicating rapid prototyper. Robotica 2011, 29, 177–191. [Google Scholar] [CrossRef] [Green Version]
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper: Maximizing Customizability by Breeding the Means of Production. In Proceedings of the World Conference on Mass Customization and Personalization, Cambridge, MA, USA, 7–10 October 2009; pp. 568–580. [Google Scholar] [CrossRef] [Green Version]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [Google Scholar] [CrossRef]
- What Is OpenSCAD? Openscad 2021.01. 2022. Available online: https://github.com/openscad/openscad (accessed on 7 July 2022).
- FreeCAD 0.20. FreeCAD. 2022. Available online: https://github.com/FreeCAD/FreeCAD (accessed on 27 June 2022).
- Prusa Firmware MK3. Prusa3D. 2022. Available online: https://github.com/prusa3d/Prusa-Firmware (accessed on 27 June 2022).
- PrusaSlicer. Prusa3D. 2022. Available online: https://github.com/prusa3d/PrusaSlicer (accessed on 27 June 2022).
- Open Science Foundation. Additive Manufacture Breakout Board. Available online: https://osf.io/dh6uy/ (accessed on 11 July 2022).
- LondonHydro, “Hydro One”. Available online: https://www.hydroone.com:443/rates-and-billing/rates-and-charges/electricity-pricing-and-costs (accessed on 7 July 2022).
- Wittbrodt, B.T.; Glover, A.G.; Laureto, J.; Anzalone, G.C.; Oppliger, D.; Irwin, J.L.; Pearce, J.M. Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef] [Green Version]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Woern, A.L.; McCaslin, J.R.; Pringle, A.M.; Pearce, J.M. RepRapable Recyclebot: Open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX 2018, 4, e00026. [Google Scholar] [CrossRef]
- Alexandre, A.; Sanchez, F.A.C.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef] [Green Version]
- Cruz Sanchez, F.A.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Sanchez, F.A.C.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic recycling in additive manufacturing: A systematic literature review and opportunities for the circular economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- King, D.L.; Babasola, A.; Rozario, J.; Pearce, J. Mobile Open-Source Solar-Powered 3-D Printers for Distributed Manufacturing in Off-Grid Communities. Chall. Sustain. 2014, 2, 18–27. [Google Scholar] [CrossRef]
- Wong, J.Y. Ultra-Portable Solar-Powered 3D Printers for Onsite Manufacturing of Medical Resources. Aerosp. Med. Hum. Perform. 2015, 86, 830–834. [Google Scholar] [CrossRef]
- Gwamuri, J.; Franco, D.; Khan, K.Y.; Gauchia, L.; Pearce, J.M. High-Efficiency Solar-Powered 3-D Printers for Sustainable Development. Machines 2016, 4, 3. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Vidler, C.; Rosson, L.; Long, J. The Recycling of E-Waste ABS Plastics by Melt Extrusion and 3D Printing Using Solar Powered Devices as a Transformative Tool for Humanitarian Aid. In Proceedings of the 2018 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018. [Google Scholar] [CrossRef]
- Zhong, S.; Pearce, J.M. Tightening the loop on the circular economy: Coupled distributed recycling and manufacturing with recyclebot and RepRap 3-D printing. Resour. Conserv. Recycl. 2017, 128, 48–58. [Google Scholar] [CrossRef] [Green Version]
- Oellermann, M.; Jolles, J.W.; Ortiz, D.; Seabra, R.; Wenzel, T.; Wilson, H.; Tanner, R. Harnessing the Benefits of Open Electronics in Science. arXiv 2021, arXiv:2106.15852. [Google Scholar]
- Baden, T.; Chagas, A.M.; Gage, G.; Marzullo, T.; Prieto-Godino, L.L.; Euler, T. Open Labware: 3-D Printing Your Own Lab Equipment. PLoS Biol. 2015, 13, e1002086. [Google Scholar] [CrossRef] [PubMed]
- Pearce, J.M. Open-Source Lab: How to Build Your Own Hardware and Reduce Research Costs; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Chagas, A.M. Haves and have nots must find a better way: The case for open scientific hardware. PLoS Biol. 2018, 16, e3000014. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
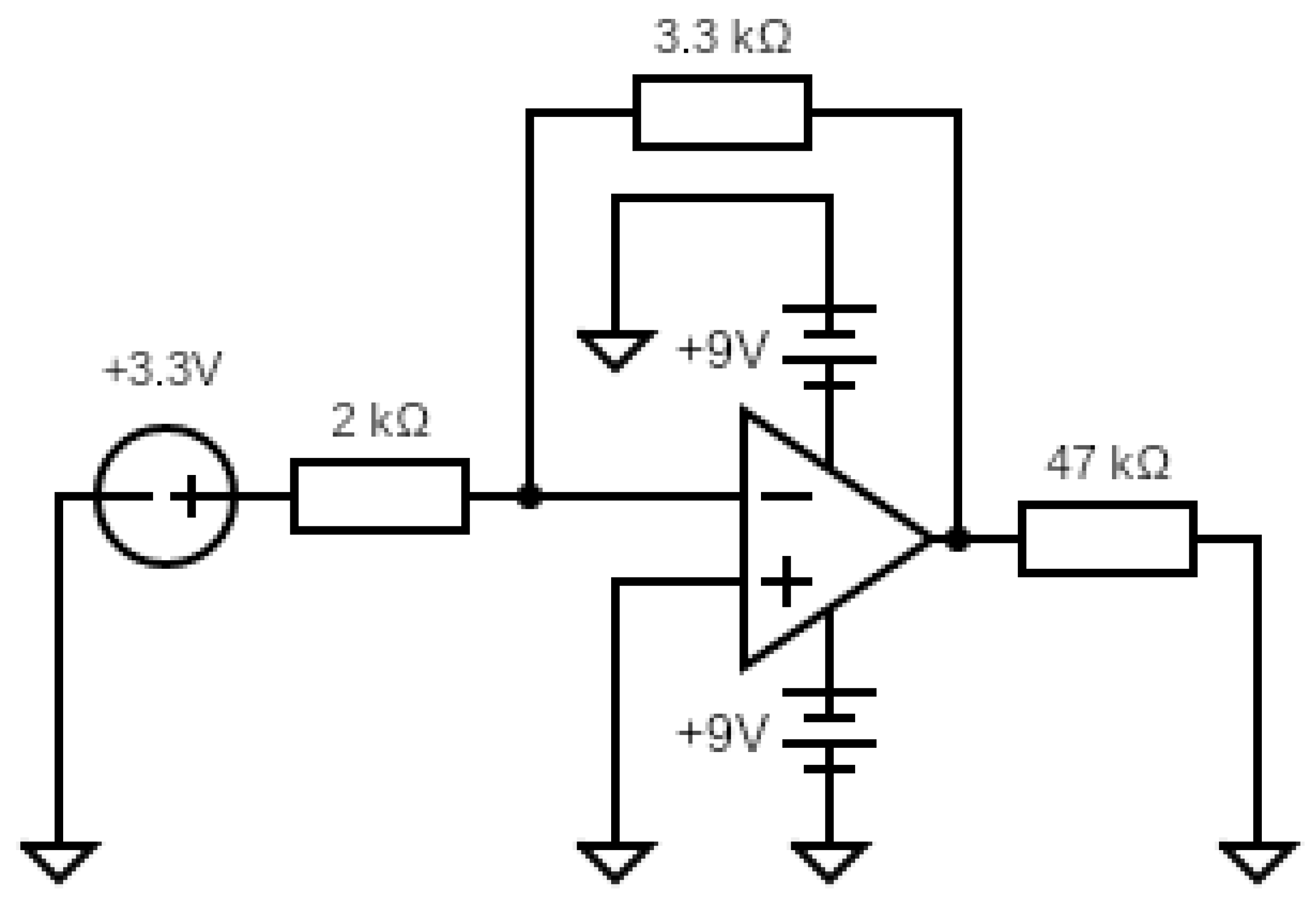
| Description | Theoretical Value (V) | Value (V) |
|---|---|---|
| Input signal | +3.3 | +3.41 |
| Positive rail | +9.0 | +8.96 |
| Negative rail | −9.0 | −8.28 |
| Output signal | −5.5 | −5.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brooks, C.K.; Peplinski, J.E.; Pearce, J.M. Overcoming Chip Shortages: Low-Cost Open-Source Parametric 3-D Printable Solderless SOIC to DIP Breakout Adapters. Inventions 2023, 8, 61. https://doi.org/10.3390/inventions8020061
Brooks CK, Peplinski JE, Pearce JM. Overcoming Chip Shortages: Low-Cost Open-Source Parametric 3-D Printable Solderless SOIC to DIP Breakout Adapters. Inventions. 2023; 8(2):61. https://doi.org/10.3390/inventions8020061
Chicago/Turabian StyleBrooks, Cameron K., Jack E. Peplinski, and Joshua M. Pearce. 2023. "Overcoming Chip Shortages: Low-Cost Open-Source Parametric 3-D Printable Solderless SOIC to DIP Breakout Adapters" Inventions 8, no. 2: 61. https://doi.org/10.3390/inventions8020061