
Extrusion-Based Additive Manufacturing-Driven Design and Testing of the Snapping Interlocking Metasurface Mechanism ShroomLock


Abstract
:1. Introduction
2. Materials and Methods
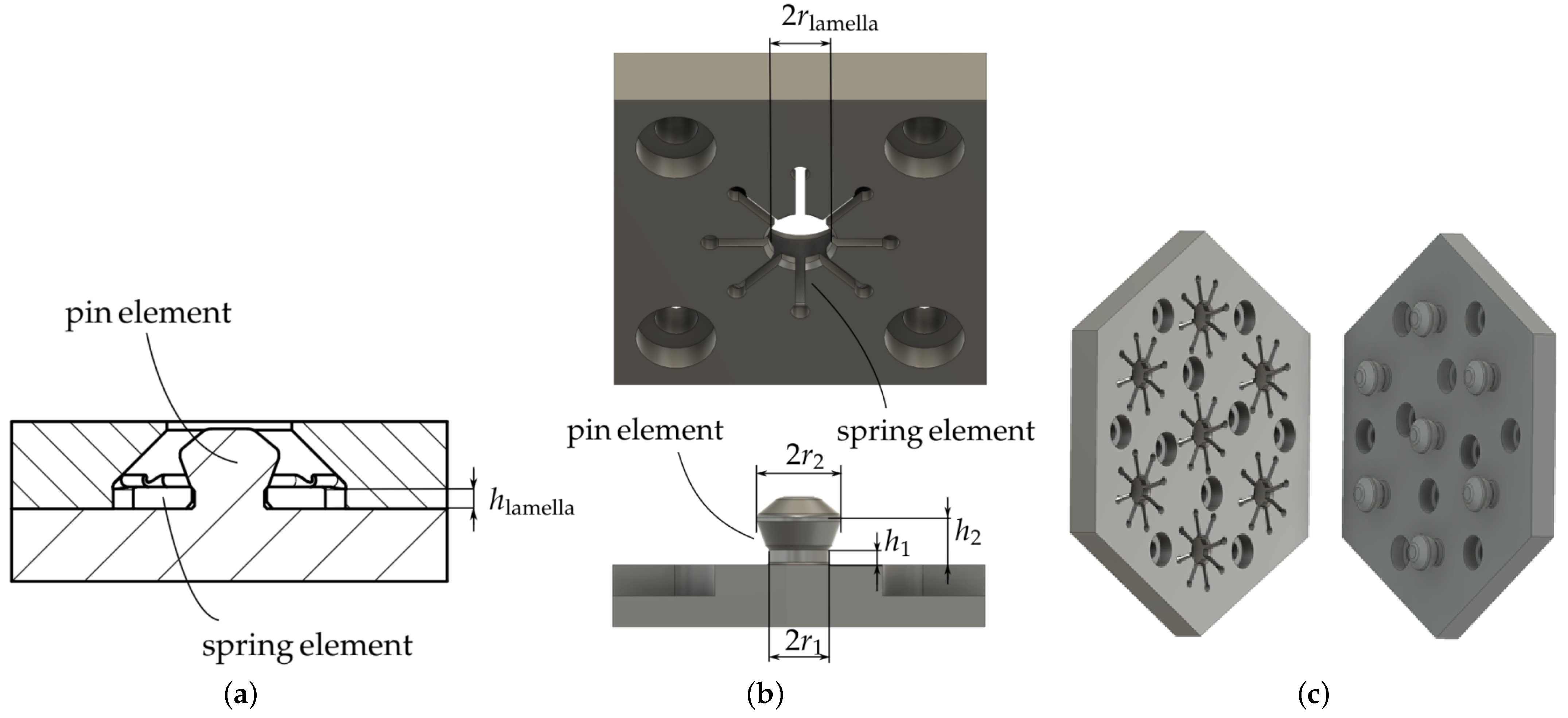
2.1. Additive Manufacturing-Method-Driven Design
2.2. Additive Manufacturing Process
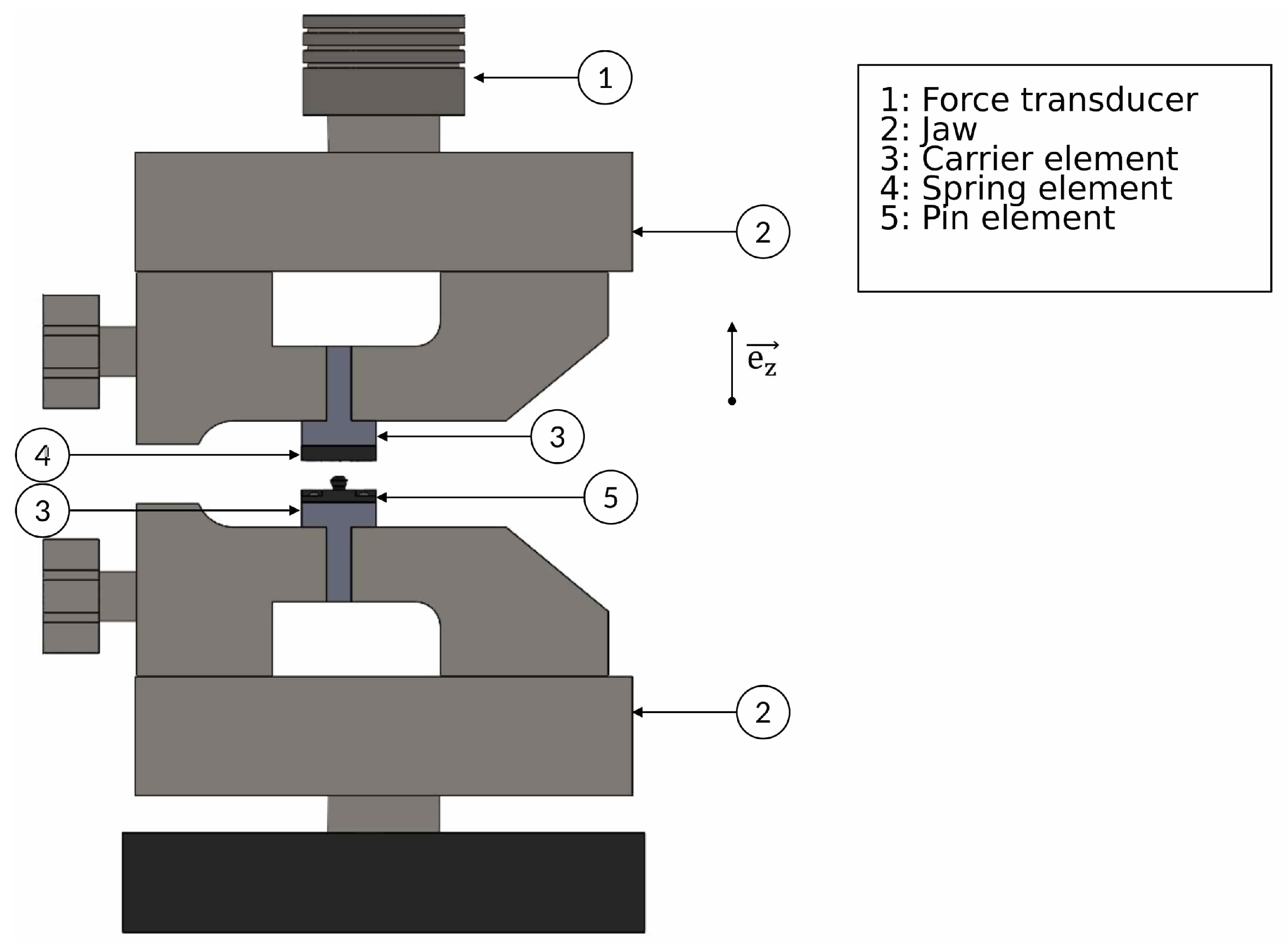
2.3. Experimental Tensile Test Series
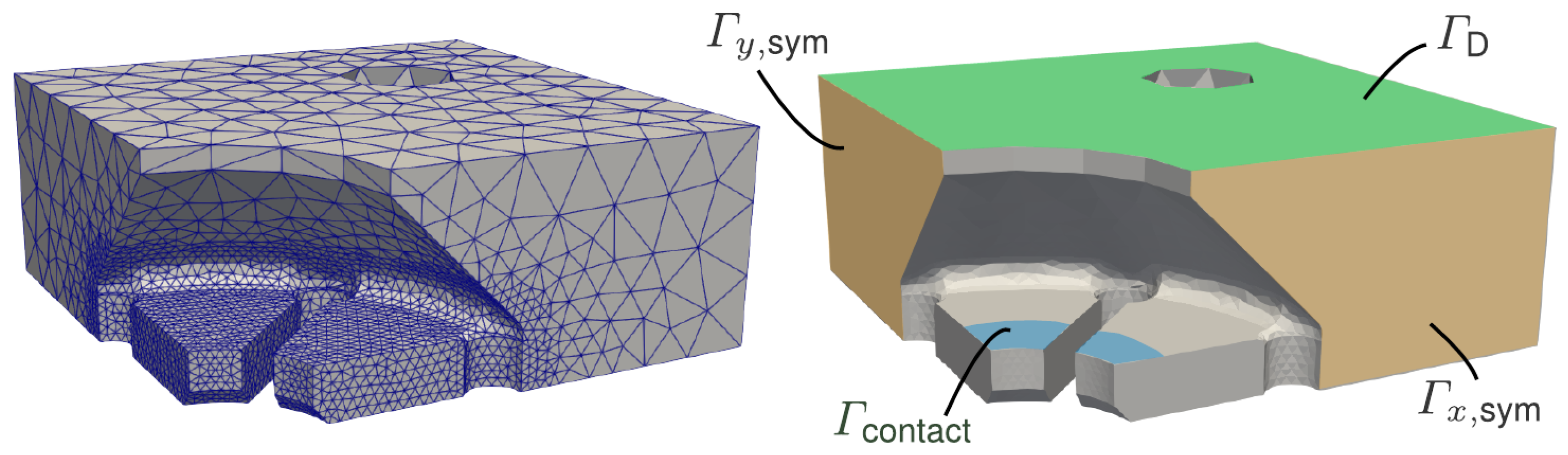
2.4. Numerical Modeling
3. Results
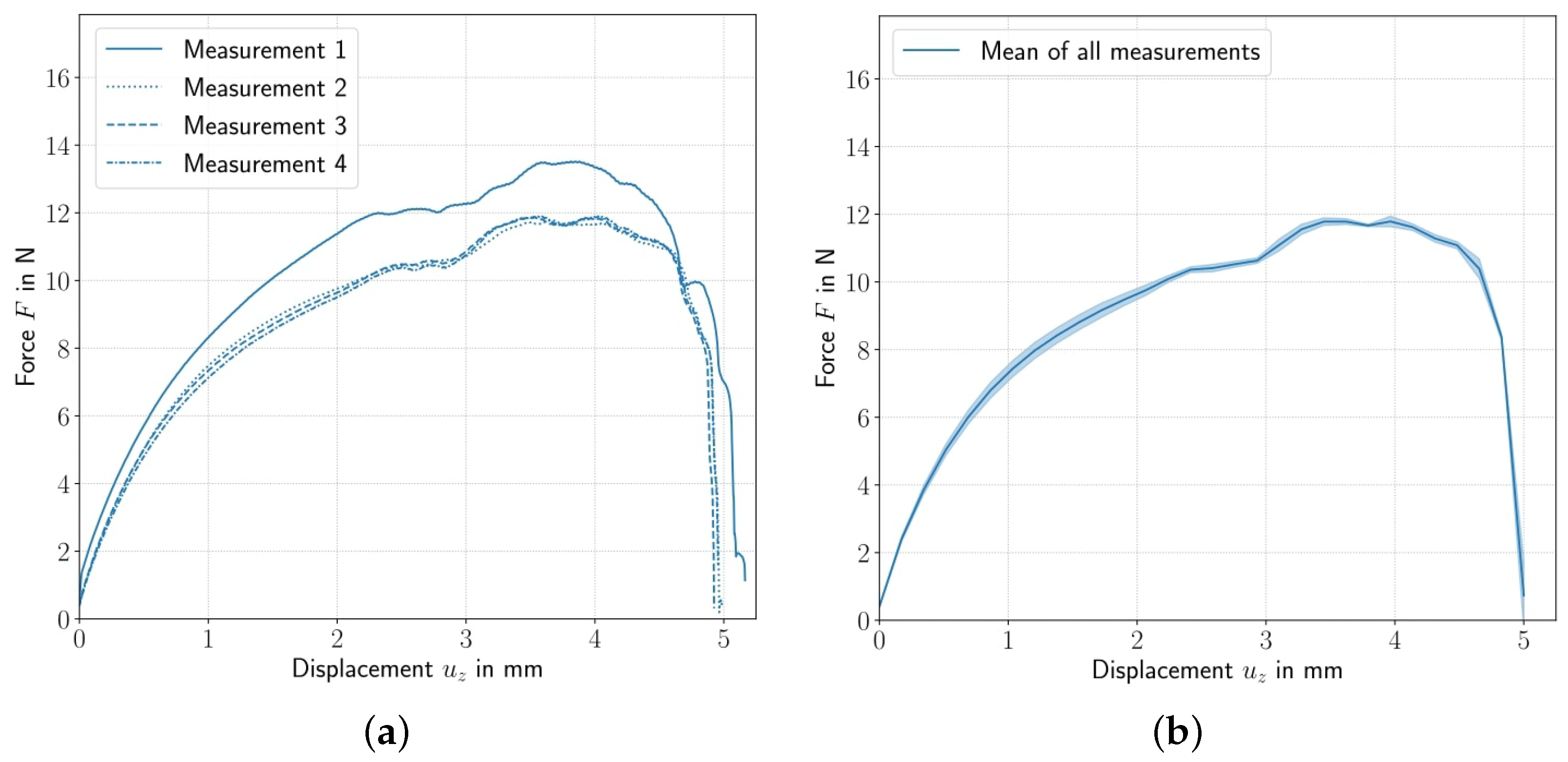
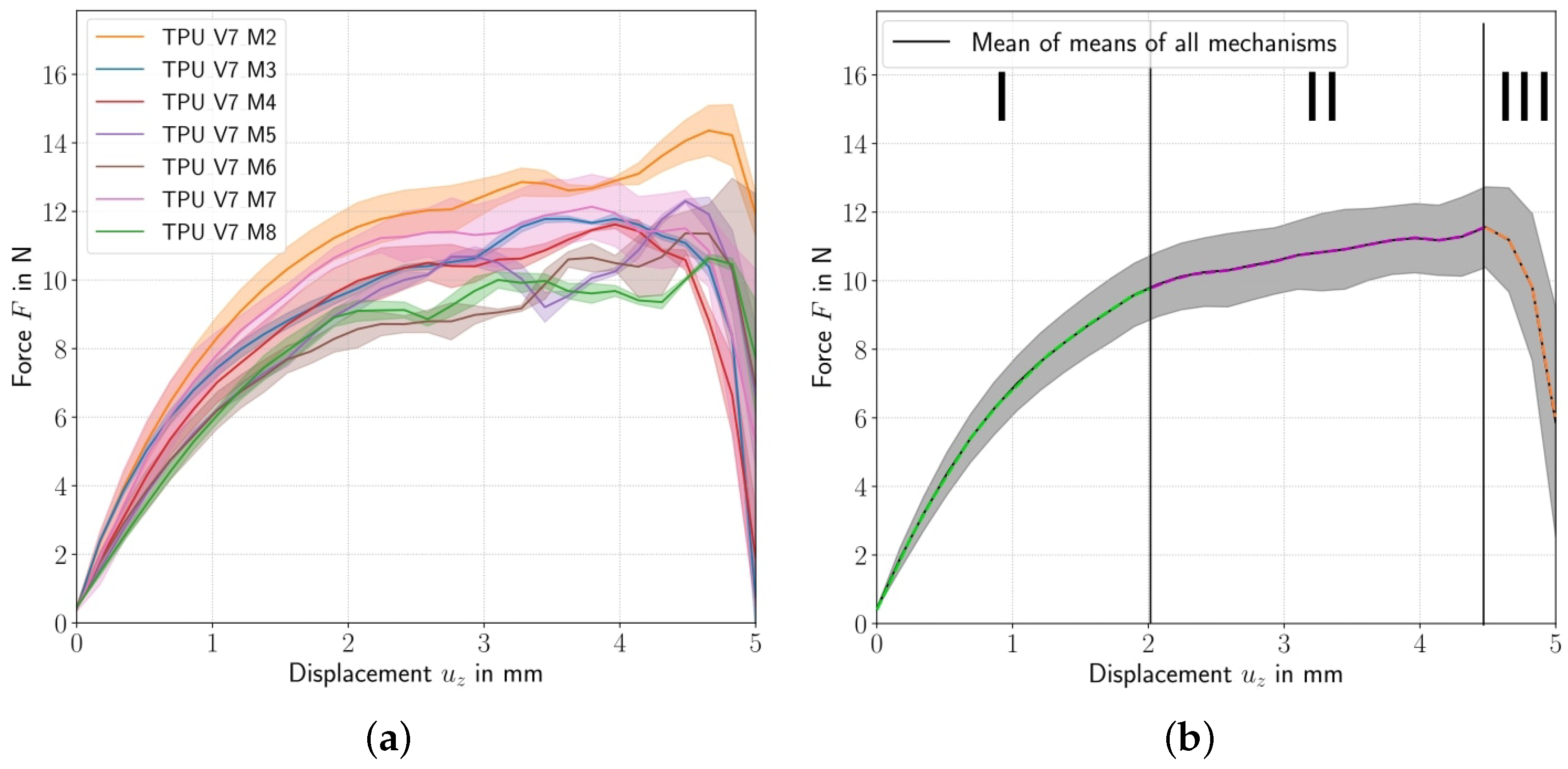
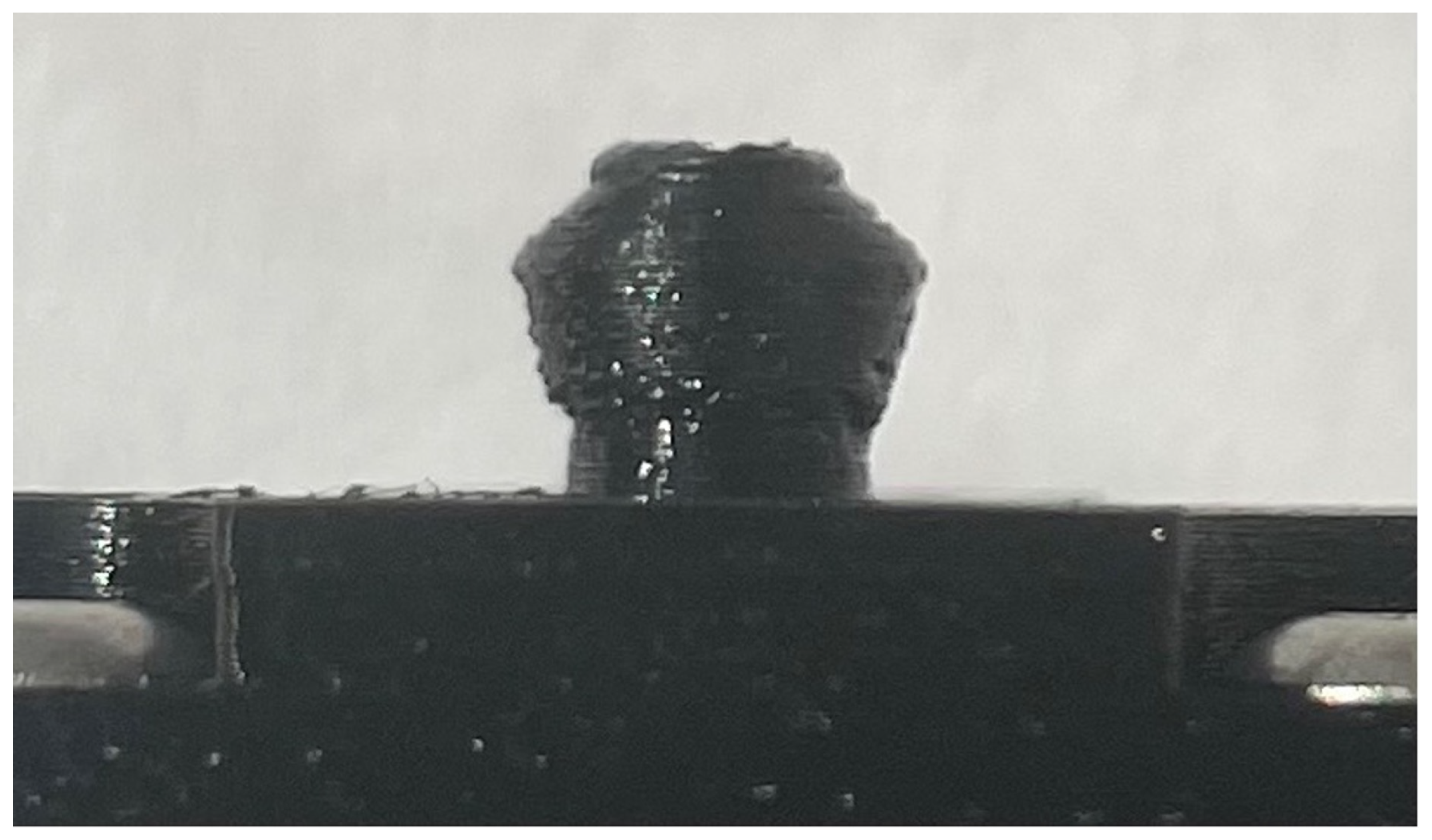
3.1. Examining the Experimental Results
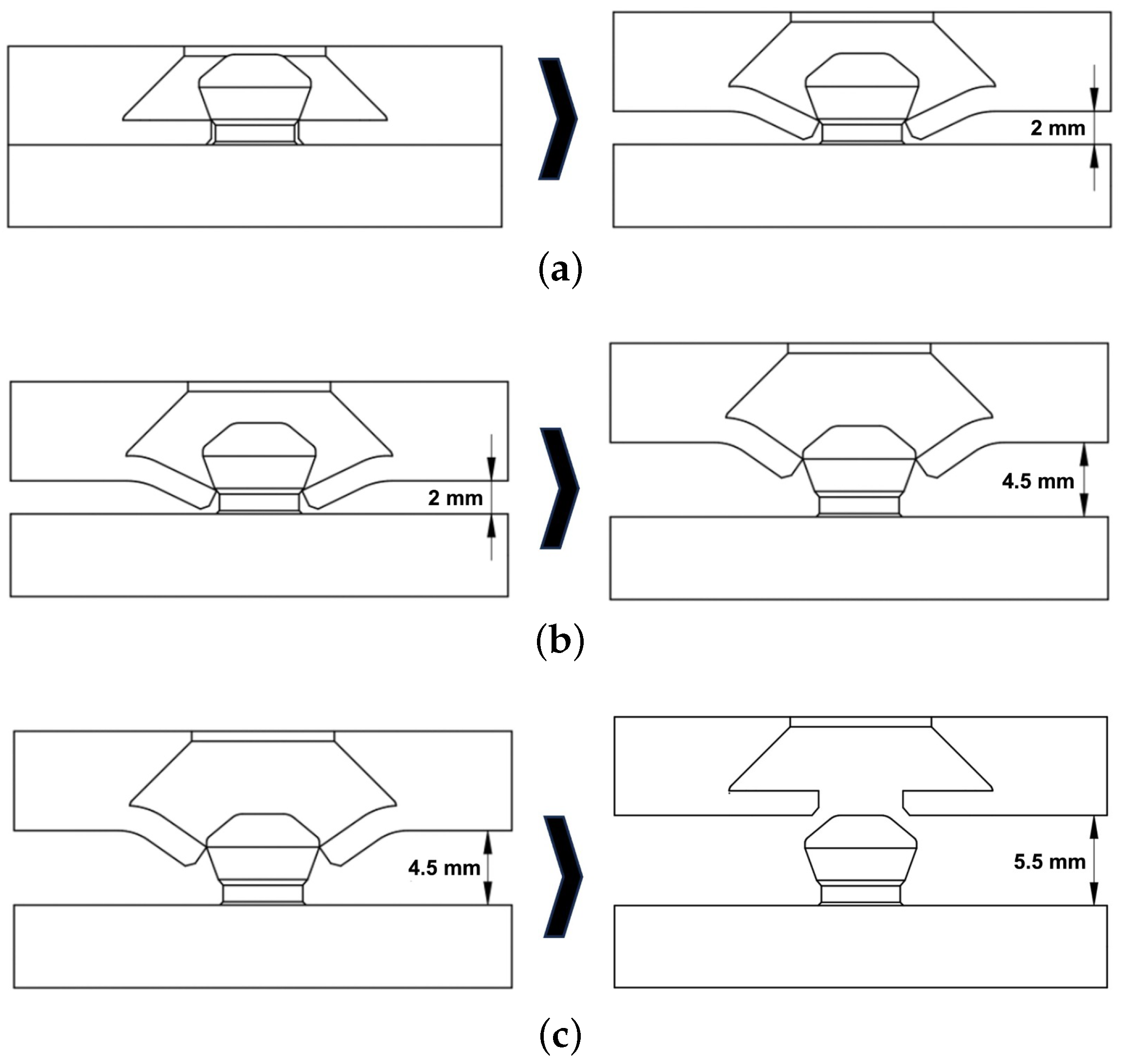
3.2. Geometry Force–Profile Relationship of the Locking Mechanism
3.3. Error Analysis for the Printed Specimens
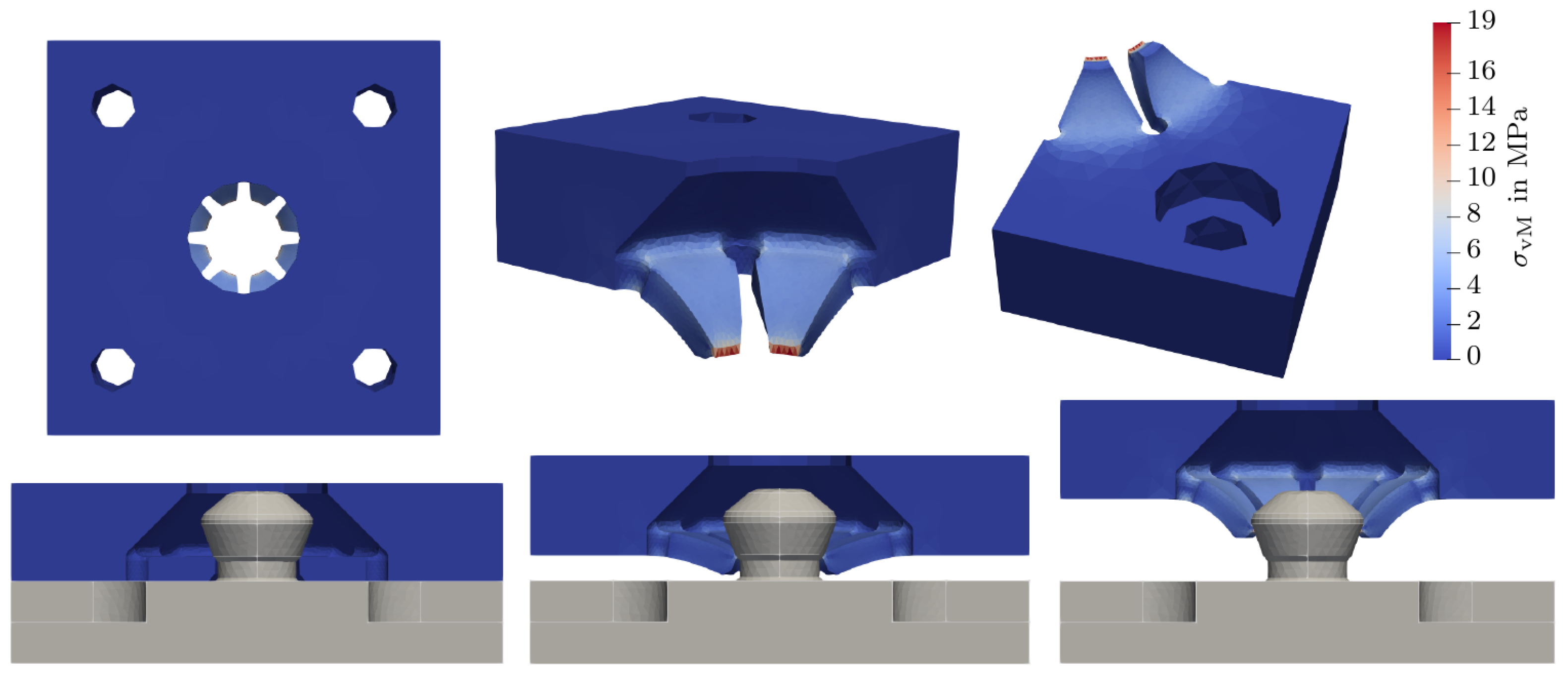
3.4. Examining the Numerical Results
4. Discussion
4.1. Holding Force of the Mechanism
4.2. Prospective Applications
4.3. Potential Improvements
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Menzel, F.; Cotton, J.; Klein, T.; Maurer, A.; Ziegler, T.; Neumaier, J.M. FOMSy: 3D-printed flexible open-source microfluidic system and flow synthesis of PET-tracer. J. Flow Chem. 2023, 13, 247–256. [Google Scholar] [CrossRef]
- Sun, Z.; Wong, Y.H.; Yeong, C.H. Patient-Specific 3D-Printed Low-Cost Models in Medical Education and Clinical Practice. Micromachines 2023, 14, 464. [Google Scholar] [CrossRef]
- Rosnitschek, T.; Glamsch, J.; Lange, C.; Alber-Laukant, B.; Rieg, F. An Automated Open-Source Approach for Debinding Simulation in Metal Extrusion Additive Manufacturing. Designs 2021, 5, 2. [Google Scholar] [CrossRef]
- Pearce, J.; Qian, J.Y. Economic Impact of DIY Home Manufacturing of Consumer Products with Low-cost 3D Printing from Free and Open Source Designs. Eur. J. Soc. Impact Circ. Econ. 2022, 3, 1–24. [Google Scholar] [CrossRef]
- Perens, B. The Open Source Definition. In Open Sources: Voices from the Open Source Revolution, 1st ed.; DiBona, C., Ockman, S., Stone, M., Eds.; O’Reilly: Sebastopol, CA, USA, 1999; pp. 171–188. ISBN 978-1-56592-582-3. [Google Scholar]
- Azriel, L.; Mendelson, A. Towards Open Scan for the Open-Source Hardware. Cryptology ePrint Archive 2023, 2023/1178. Preprint. Available online: https://eprint.iacr.org/2023/1178 (accessed on 24 October 2023).
- Wenzel, T. Open hardware: From DIY trend to global transformation in access to laboratory equipment. PLoS Biol. 2023, 21, e3001931. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L.; Fauchart, E. Commercialization Strategies of Large-Scale and Distributed Open Innovation: The Case of Open-Source Hardware. Calif. Manag. Rev. 2023, 65, 22–44. [Google Scholar] [CrossRef]
- Carrasco-Carvajal, O.; Castillo-Vergara, M.; García-Pérez-de Lema, D. Measuring open innovation in SMEs: An overview of current research. Rev. Manag. Sci. 2023, 17, 397–442. [Google Scholar] [CrossRef]
- Jadhav, A.; Jadhav, V.S. A review on 3D printing: An additive manufacturing technology. Mater. Today Proc. 2022, 62, 2094–2099. [Google Scholar] [CrossRef]
- Khanna, T.; Akkara, J.D.; Bawa, V.; Sargunam, E.A. Designing and making an open source, 3D-printed, punctal plug with drug delivery system. Indian J. Ophthalmol. 2023, 71, 297. [Google Scholar] [CrossRef]
- Pearce, J.M.; Blair, C.M.; Laciak, K.J.; Andrews, R.; Nosrat, A.; Zelenika-Zovko, I. 3-D Printing of Open Source Appropriate Technologies for Self-Directed Sustainable Development. Eur. J. Sustain. Dev. 2010, 3. [Google Scholar] [CrossRef]
- Sun, X.; Mazur, M.; Cheng, C.T. A review of void reduction strategies in material extrusion-based additive manufacturing. Addit. Manuf. 2023, 67, 103463. [Google Scholar] [CrossRef]
- Dönitz, A.; Köllner, A.; Richter, T.; Löschke, O.; Auhl, D.; Völlmecke, C. Additive Manufacturing of Biodegradable Hemp-Reinforced Polybutylene Succinate (PBS) and Its Mechanical Characterization. Polymers 2023, 15, 2271. [Google Scholar] [CrossRef] [PubMed]
- Gordelier, T.J.; Thies, P.R.; Turner, L.; Johanning, L. Optimising the FDM additive manufacturing process to achieve maximum tensile strength: A state-of-the-art review. Rapid Prototyp. J. 2019, 25, 953–971. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Pérez, M.; Carou, D.; Rubio, E.M.; Teti, R. Current advances in additive manufacturing. Procedia CIRP 2020, 88, 439–444. [Google Scholar] [CrossRef]
- Özen, A.; Auhl, D.; Völlmecke, C.; Kiendl, J.; Abali, B.E. Optimization of Manufacturing Parameters and Tensile Specimen Geometry for Fused Deposition Modeling (FDM) 3D-Printed PETG. Materials 2021, 14, 2556. [Google Scholar] [CrossRef] [PubMed]
- Tariq, A.; Arif, Z.U.; Khalid, M.Y.; Hossain, M.; Rasool, P.I.; Umer, R.; Ramakrishna, S. Recent Advances in the Additive Manufacturing of Stimuli-Responsive Soft Polymers. Adv. Eng. Mater. 2023, 2301074. [Google Scholar] [CrossRef]
- Patterson, A.E.; Chadha, C.; Jasiuk, I.M. Identification and Mapping of Manufacturability Constraints for Extrusion-Based Additive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 33. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in FDM. Mater. Today Proc. 2021, 37, 509–514. [Google Scholar] [CrossRef]
- Patterson, A. Meso-Scale FDM Material Layout Design Strategies Under Manufacturability Constraints and Fracture Conditions. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2021. [Google Scholar]
- Li, S.; Yuan, S.; Zhu, J.; Wang, C.; Li, J.; Zhang, W. Additive manufacturing-driven design optimization: Building direction and structural topology. Addit. Manuf. 2020, 36, 101406. [Google Scholar] [CrossRef]
- Bolmin, O.; Young, B.; Leathe, N.; Noell, P.J.; Boyce, B.L. Interlocking metasurfaces. J. Mater. Sci. 2023, 58, 411–419. [Google Scholar] [CrossRef]
- Lay, M.; Thajudin, N.L.N.; Hamid, Z.A.A.; Rusli, A.; Abdullah, M.K.; Shuib, R.K. Comparison of physical and mechanical properties of PLA, ABS and nylon 6 fabricated using fused deposition modeling and injection molding. Compos. Part B Eng. 2019, 176, 107341. [Google Scholar] [CrossRef]
- Bai, W.; Fang, H.; Wang, Y.; Zeng, Q.; Hu, G.; Bao, G.; Wan, Y. Academic Insights and Perspectives in 3D Printing: A Bibliometric Review. Appl. Sci. 2021, 11, 8298. [Google Scholar] [CrossRef]
- Young, B.; Bolmin, O.; Boyce, B.; Noell, P. Synergistic strengthening in interlocking metasurfaces. Mater. Des. 2023, 227, 111798. [Google Scholar] [CrossRef]
- Peralta Marino, G.; De la Pierre, S.; Salvo, M.; Díaz Lantada, A.; Ferraris, M. Modelling, additive layer manufacturing and testing of interlocking structures for joined components. Sci. Rep. 2022, 12, 2526. [Google Scholar] [CrossRef] [PubMed]
- Brown, N.K.; Young, B.; Clark, B.; Bolmin, O.; Boyce, B.L.; Noell, P.J. Optimized design of interlocking metasurfaces. Mater. Des. 2023, 233, 112272. [Google Scholar] [CrossRef]
- Technisches Datenblatt TPU Flex Hard. Available online: https://www.extrudr.com/filerpool/download/datei/708/ (accessed on 29 October 2023).
- Scroggs, M.W.; Dokken, J.S.; Richardson, C.N.; Wells, G.N. Construction of arbitrary order finite element degree-of-freedom maps on polygonal and polyhedral cell meshes. ACM Trans. Math. Softw. 2022, 48, 18:1–18:23. [Google Scholar] [CrossRef]
- Logg, A.; Mardal, K.; Wells, G.N. (Eds.) Automated Solution of Differential Equations by the Finite Element Method; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar] [CrossRef]
- Holzapfel, G.A. Nonlinear Solid Mechanics: A Continuum Approach for Engineering, Repr ed.; Wiley: Chichester, UK; Weinheim, Germany, 2010. [Google Scholar]
- Bertram, A.; Glüge, R. Solid Mechanics; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Geuzaine, C.; Remacle, J.F. Gmsh: A three-dimensional finite element mesh generator with built-in pre- and post-processing facilities. Int. J. Numer. Methods Eng. 2009, 79, 1309–1331. [Google Scholar] [CrossRef]
- Bleyer, J. Numerical Tours of Computational Mechanics with FEniCS; Zenodo: Genève, Switzerland, 2018; Available online: https://zenodo.org/records/1287832 (accessed on 24 October 2023).
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Wriggers, P.; Zavarise, G. A formulation for frictionless contact problems using a weak form introduced by Nitsche. Comput. Mech. 2008, 41, 407–420. [Google Scholar] [CrossRef]
- Tognana, S.; Montecinos, S.; Gastien, R.; Salgueiro, W. Influence of fabrication parameters on the elastic modulus and characteristic stresses in 3D printed PLA samples produced via fused deposition modelling technique. J. Polym. Eng. 2021, 41, 490–498. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Requirement |
|---|---|
| Connection properties | |
| |
| Snapping conditions | |
| |
| Design guidelines | |
| |
| Production process | Fused filament fabrication (FFF), 0.4 mm Nozzle |
| Material | Thermoplastic polyurethane (TPU) |
| Parameter | Value |
|---|---|
| 2.6 mm | |
| 1.5 mm | |
| 2.4 mm | |
| 3.4 mm | |
| 1.2 mm | |
| 3.5 mm |
| Parameter | Value/Setting |
|---|---|
| Printer | Anycubic Vyper |
| Filament | extrudr FLEXHARD 1.75 mm |
| Layer Height | 0.1 mm |
| Wall Thickness | 2.4 mm |
| Top/Bottom Thickness | 1.5 mm |
| Z Seam Alignment | Random |
| Flow | 103% |
| Combing Mode | All |
| Print Sequence | One at a time |
| Initial Layer Speed | 15.0 mm/s |
| Infill Density | 20.0% |
| Infill Pattern | Gyroid |
| Printing Temperature | 215 °C |
| Temperature Initial Layer | 225 °C |
| Build Plate Temperature | 55 °C |
| Retraction Distance | 3 mm |
| Retraction Speed | 50 mm/s |
| Parameter | Value/Unit |
|---|---|
| Linear measuring range | 2.5 kN |
| Sensor accuracy Class 0.5 | 0.5% |
| Sensor resolution (ADC) | 19 bit |
| Sampling rate | 100 Hz |
| Traverse speed | 2 mm/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gloyer, P.; Schek, L.N.; Flöttmann, H.L.; Wüst, P.; Völlmecke, C. Extrusion-Based Additive Manufacturing-Driven Design and Testing of the Snapping Interlocking Metasurface Mechanism ShroomLock. Inventions 2023, 8, 137. https://doi.org/10.3390/inventions8060137
Gloyer P, Schek LN, Flöttmann HL, Wüst P, Völlmecke C. Extrusion-Based Additive Manufacturing-Driven Design and Testing of the Snapping Interlocking Metasurface Mechanism ShroomLock. Inventions. 2023; 8(6):137. https://doi.org/10.3390/inventions8060137
Chicago/Turabian StyleGloyer, Philip, Lucca Nikita Schek, Hans Lennart Flöttmann, Paul Wüst, and Christina Völlmecke. 2023. "Extrusion-Based Additive Manufacturing-Driven Design and Testing of the Snapping Interlocking Metasurface Mechanism ShroomLock" Inventions 8, no. 6: 137. https://doi.org/10.3390/inventions8060137