1. Introduction
Textile finishing endows fabrics and garments with properties that make them suitable for their desired end result, in addition to providing attractive appearance and a more worn look. The term textile finishing covers a wide range of processes for the treatment of textile substrates, such as softening, flame retardancy, water repellence and antimicrobial finish [
1]. During chemical finishing, water is used as a medium to apply chemicals. Each process stage is followed by a rinsing stage to remove traces of chemicals that adhere to the textile being treated. A large quantity of water is required for wet processing. Therefore, textile-finishing industries are considered heavy users of water resources [
2,
3]. As the global population grows, freshwater resource development is approaching the limits of sustainability. With the textile industry as an example of an advanced and ecologically harmful industry, various innovations can be adopted in order to safeguard natural resources. Therefore, it is important improve the sustainability of this industry.
In recent years, the use of chemical substances that contain fluorine (fluorochemicals) to produce water-repellent textiles has been recognized for its effectiveness on almost all textiles [
1,
4]. Furthermore, technologies such as lasers, gamma irradiation, critical CO
2, plasma, ultrasound, ultraviolet irradiation, ozone, and nanobubbles (e-Flow) are attracting significant academic and industrial interest as alternatives to conventional wet finishing processes [
2,
5,
6].
The exhaust method (running batchwise in finishing liquor) is the main technique used to achieve various textile-finishing treatments. This method uses a large quantity of water, as well as significant amounts of chemicals and energy [
7]. Typically, the liquor-to-goods ratio ranges between 1:5 and 1:10. This parameter depends on the treatment and the substrate being treated [
7,
8]. Several researchers have attempted to reduce the liquor ratio in the exhaust process [
6,
9]. However, this ratio still leads to the use of significant quantities of water.
Recently, nanobubble technology has emerged as an eco-friendly method for textile-finishing treatments [
10,
11]. Using this method, the liquor ratio is extremely low—equal to 1:1, with an extremely slow rise velocity according to Stokes law to ensure a long reaction time with a uniform reaction field.
The use of the e-flow technology results in a significant reduction in the use of resources in the garment-finishing processes, for example, a reduction in water use of up to 98%, an energy use reduction of up to 47%, and elimination of chemical waste associated with water dumping [
12].
For nanobubble technology, air from the atmosphere is introduced in a reactor and transformed into nanobubbles, with a flow of wet air provided by electromechanical shock. The mixture of chemicals and water comes in contact with nanobubbles and air, forming a nanobubble skin. Nanobubbles then act as transporters of chemicals onto the textile substrate [
10,
11].
The e-flow process preshrinks the fabric, avoiding excessive shrinkage during home laundry, in addition to softening the fabric so that garments are comfortable to wear, with slightly improved rub fastness properties [
12]. Nanobubble textile finishing is a challenge in textile industries in terms of feasibility and effectiveness.
In this paper, we report the first attempt to achieve a water-repellent treatment on cotton fabric using nanobubble technology and short-chain fluoropolymers. In addition, the performance of the treated cotton fabrics was compared with that of fabrics treated with the conventional exhaust method. Water-repellent textiles are widely required for protective clothes. Numerous chemicals are used to produce water-repellent substrates. The use of polymers instead of simple chemicals is increasing in order to simultaneously improve multiple functional properties. However, fluorinated chemicals are recognized as the most effective for this purpose. The use of long-chain fluoropolymers with more than seven fluorinated carbons in hydrophobic finishes in textiles is under review and is expected to be banned or excluded from the market as a result of the associated environmental risks and the social demand for safe products [
13]. In this work, a short-chain fluoropolymer was used. These polymers are the most effective repellent alternatives [
14,
15], as they result in an effective water-repellent treatment with the intention of avoiding water absorption by the fabric, increasing the weight of the fabric and creating a non-stick surface to avoid staining [
4,
6,
16].
2. Experimental
2.1. Material
The textile materials used in this study were woven cotton fabrics with the following properties: weight: 279.8 g m−2; thickness: approximately 0.05 mm; threads per cm: warp, 48 ± 2; weft, 37 ± 1. Cotton fabric with a 200 thread count was sourced from a local market. All fabrics were washed in warm water using a non-ionic detergent (WIDET K/B) (1 g L−1). Then, the fabrics were rinsed several times to completely remove all residual pretreatment chemicals and air-dried.
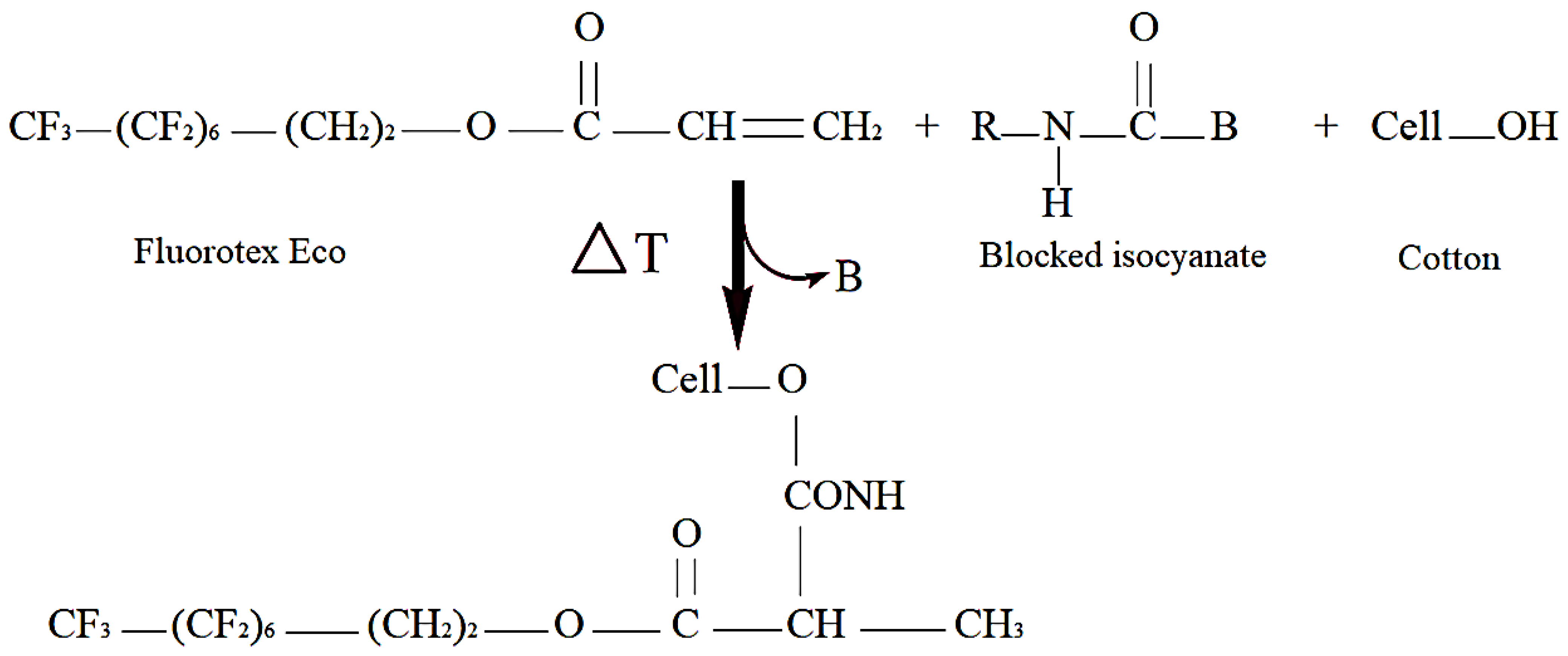
The cotton fabrics were treated with a commercial short-chain fluorochemical (Fluorotex ECO) with decreasing the length of fluorinated chains (PFC C6) [
17]. As indicated by the supplier, a typical molecular structure of this short-chain perfluorinated polymer containing reactive acrylic groups is shown in
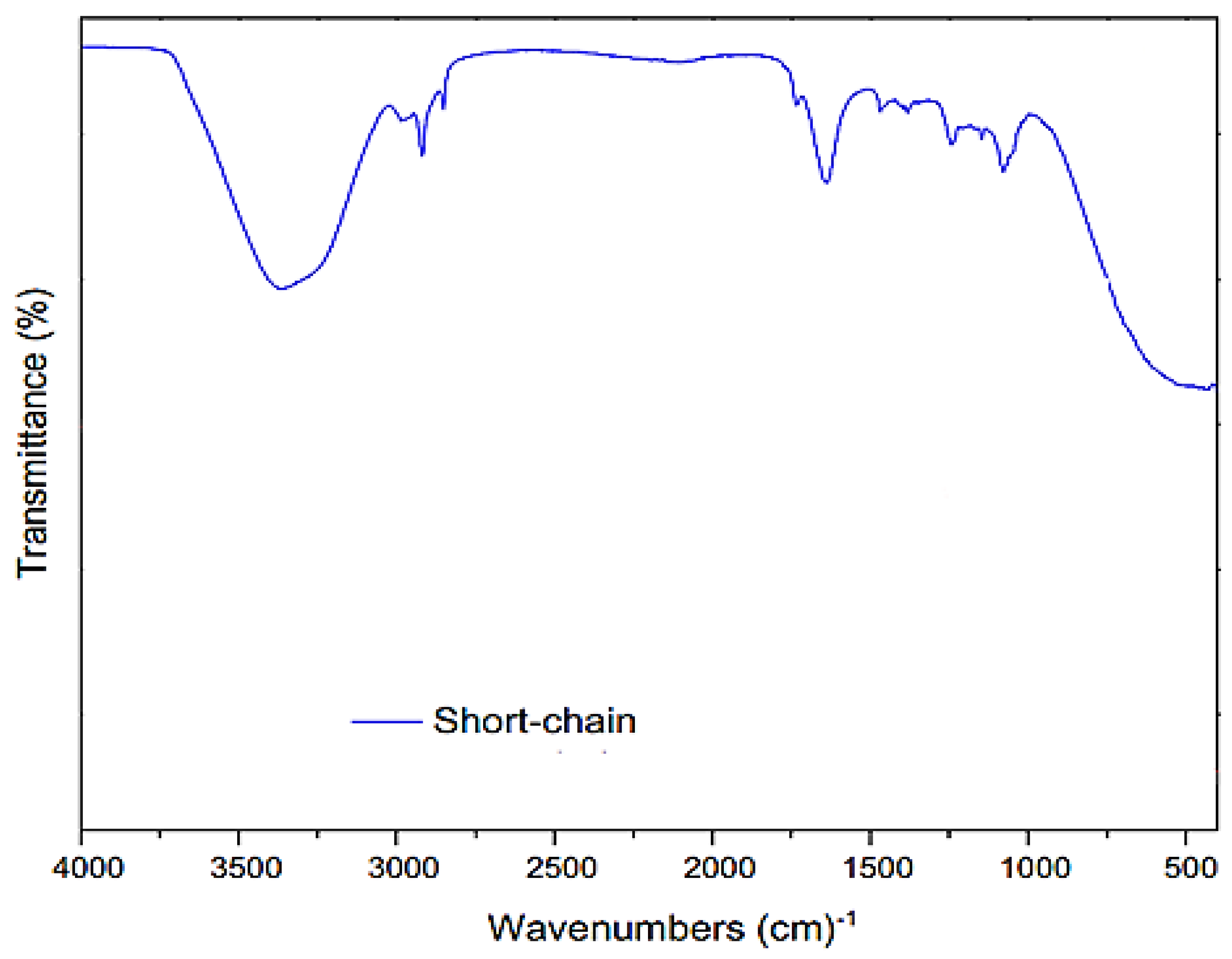
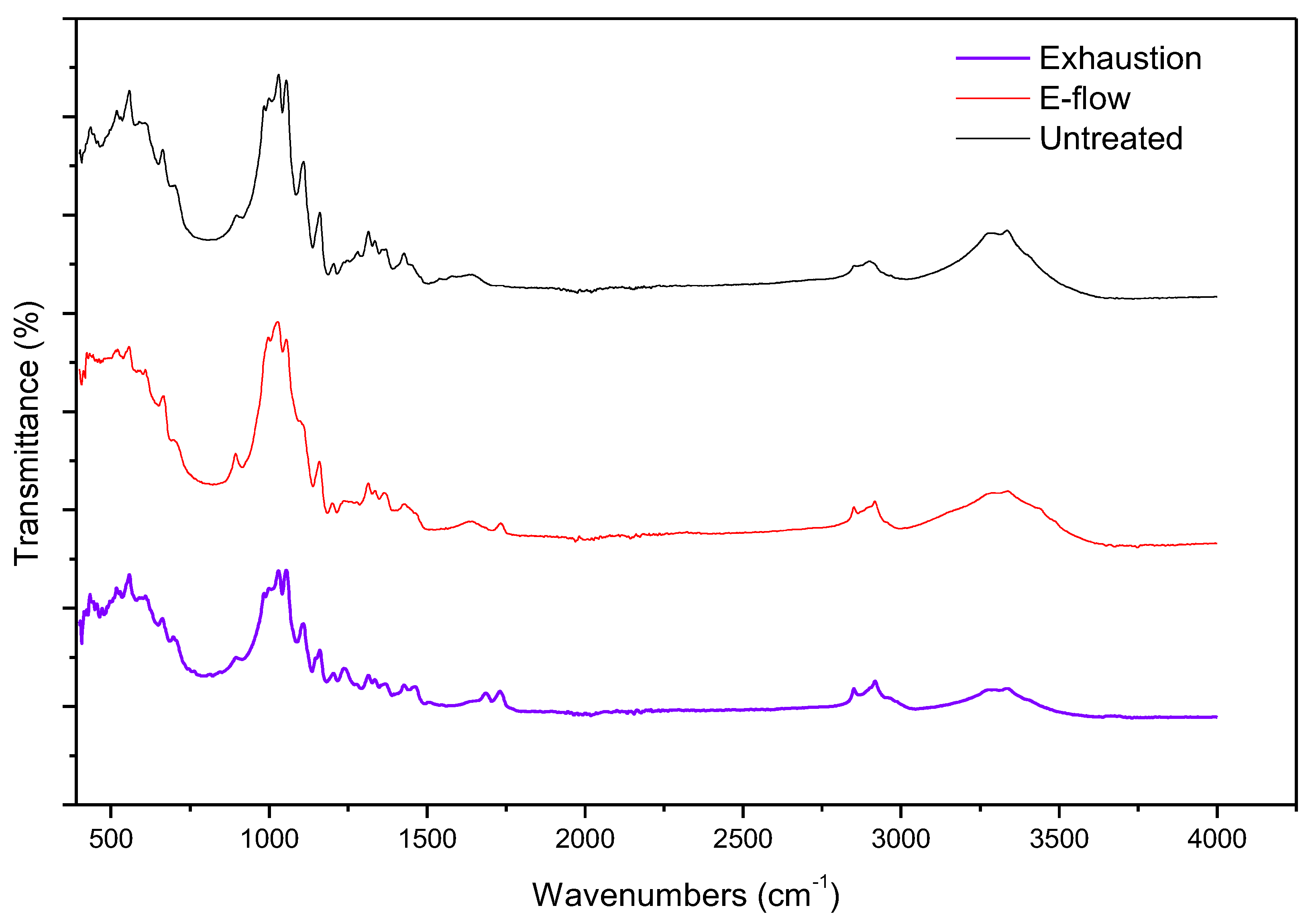
Figure 1 in the form of a water emulsion. The ATR-FTIR spectrum is presented in
Figure 2. Short-chain fluoropolymer, crosslinking agent (CA) (PU/B) and non-ionic detergent were kindly provided by S2C Tunisian chemical supplier.
2.2. Sample Preparation
For water-repellent treatment of cotton fabric samples, two finishing methods were investigated (
Table 1): the exhaustion method (method A) and the e-flow method (method B). The concentration ranges (10% and 30% by weight) were selected according to the supplier’s recommendations in order to establish suitable levels of performance [
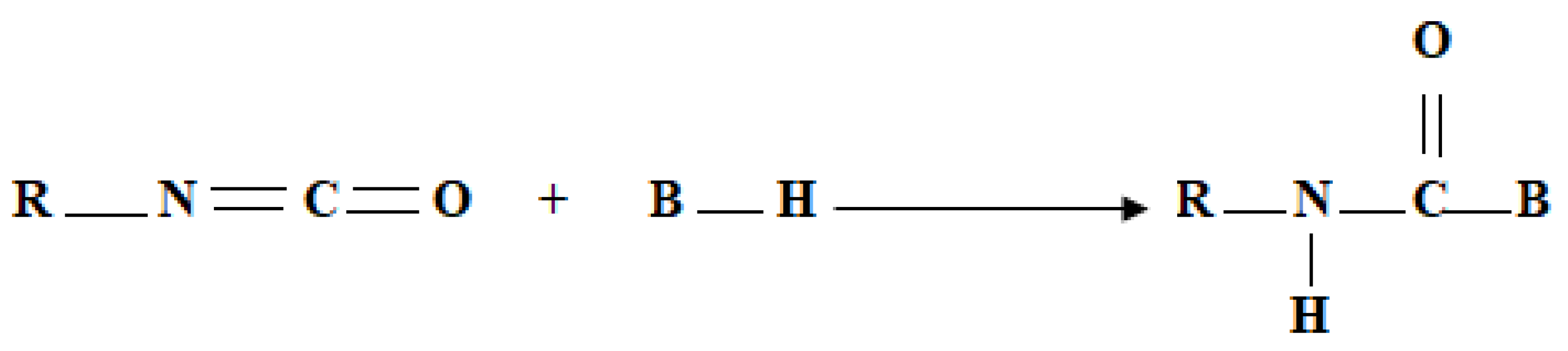
17]. Acetic acid (0.1 mL/L) was used to adjust the finishing bath pH between 5 and 6. In addition, a crosslinking agent based on blocked isocyanate, as presented in
Figure 3, was used to increase performance. A schematic of the proposed mechanisms of the crosslinking reaction for each fluorinated agent is presented in
Figure 1 [
18].
2.3. Method A
Water-repellent treatment was applied on cotton fabrics using concentrations of 10% and 30% by weight of fluoropolymer (FA) and a pH value of 5–6. For all experiments, the sample was immerged in the treating bath. The bath temperature was increased to 50 °C, and treatment at this temperature continued for a further 20 min. The dyebath pH was adjusted using 0.1 mL L−1 acetic acid. The liquor-to-goods ratio (RdB) was 1:5.
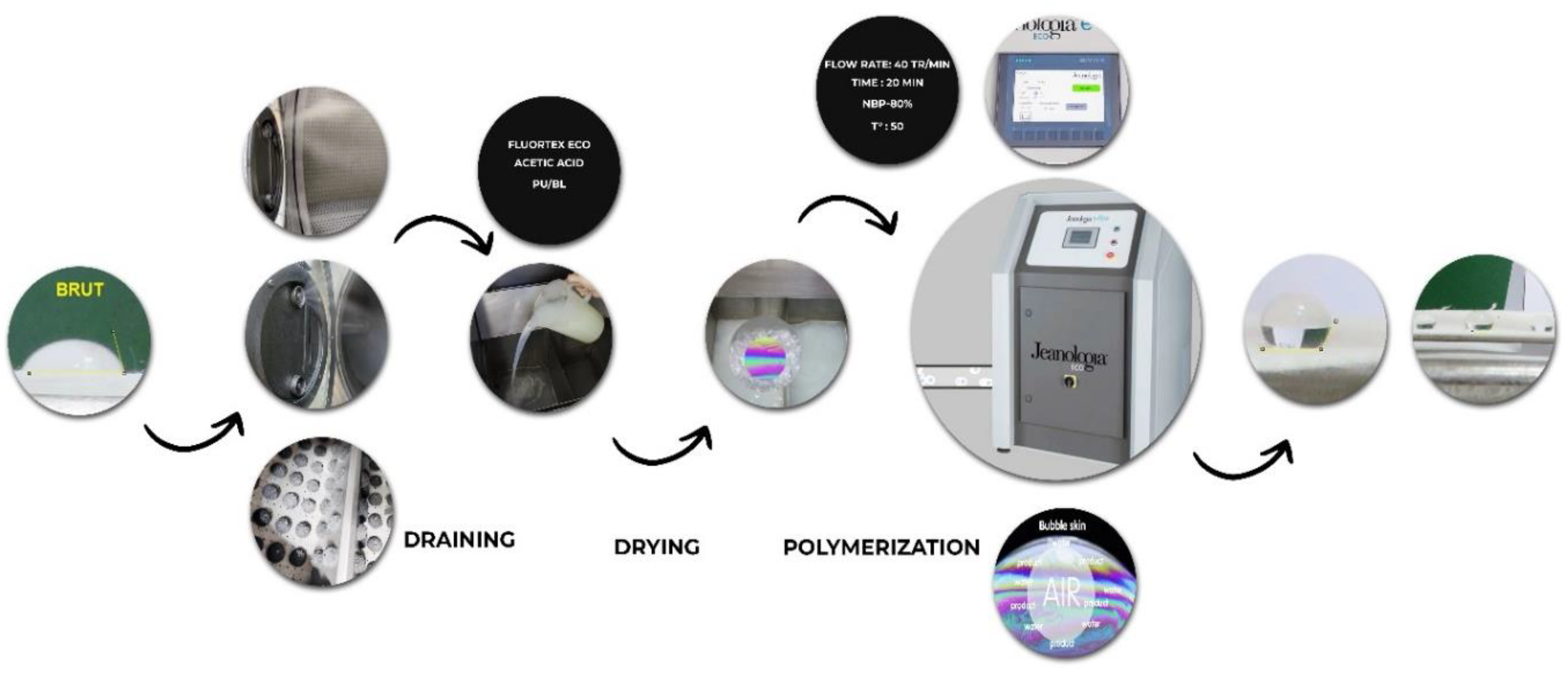
2.4. Method B
Cotton fabrics were treated for 20 min using e-flow technology, which transfers chemicals into garments through the spray nozzles, which are controlled by the NBP% (Nano Bubble). Water, chemicals and air from the atmosphere were introduced into an electro flow reactor and subjected to an electromechanical shock, forming a nanobubble skin and distributing themselves as the carriers of the chemical products. The created nanobubble mix was then transported into a rotating tumbler containing the sample, and when it came into contact with the sample, water-repellent treatment was achieved. The sample is then dried in the same tumbler. Because this is a new process, we used the industry benchmark as the finishing benchmark. In the conventional finishing process, the industry benchmark is a 1:1 liquor ratio and NBP 80% for 20 min, which is considered the best practice in the factory in which the experiment was conducted. Therefore, we used this ratio for further procedures by applying the e-flow finishing technique.
The experimental setup is schematically illustrated in
Figure 4.
2.5. Characterizations
Attenuated total reflectance Fourier Transform infrared (ATR−FTIR) spectroscopy (Spectrum Two™ FTIR, Perkin Elmer, Waltham, MA, USA) was performed at room temperature in the range between 400 cm−1 and 4000 cm−1 to estimate the spread of the fluoropolymer chain length and to characterize textile surfaces after finishing. The spectra were collected as a result of 32 running scans at a resolution of 4 cm−1.
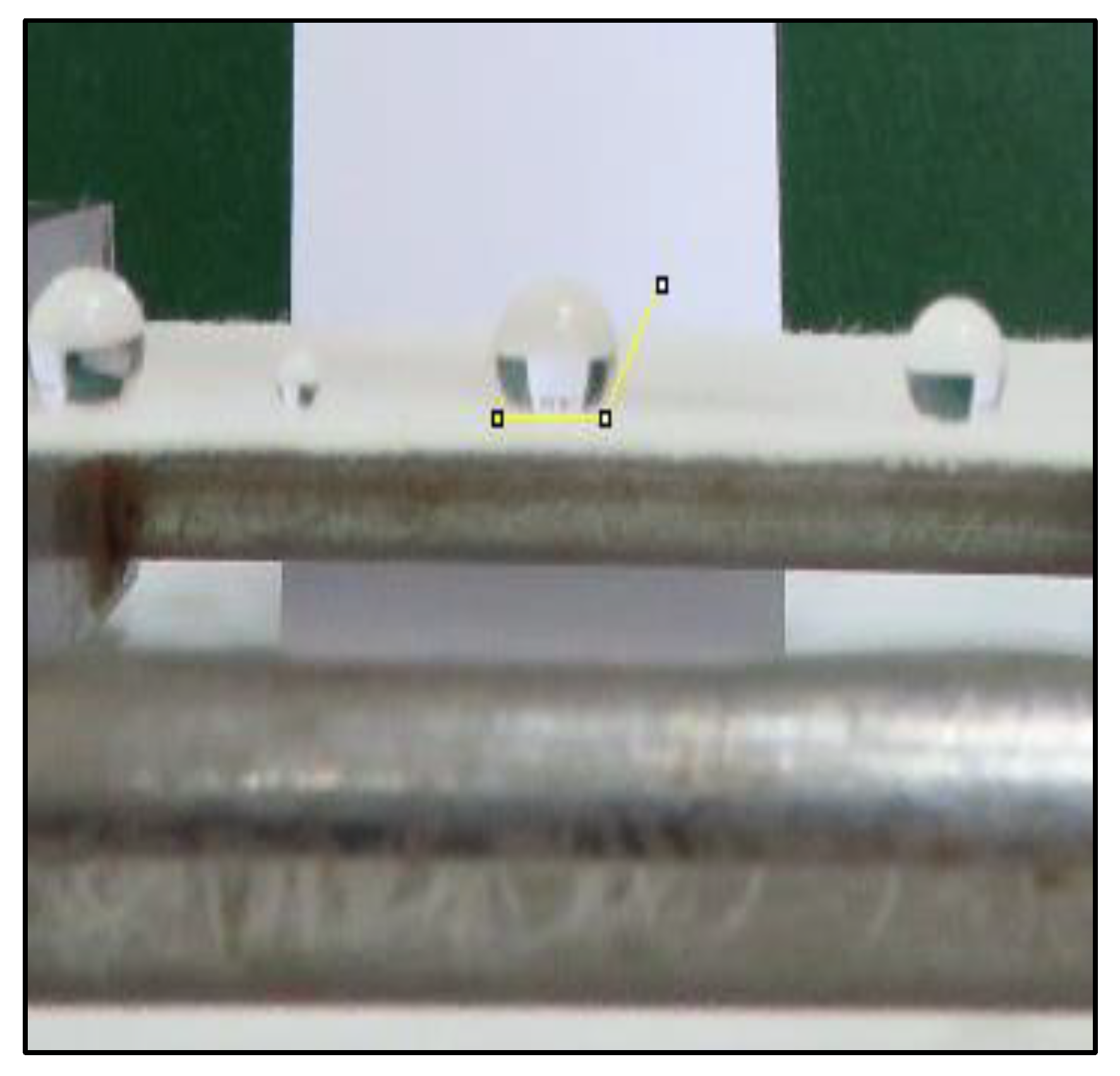
Contact angle measurements were performed using a simple measurement instrument at ambient temperature. The volume of water droplets in all measurements was approximately 5 µL. Images of droplets on the surface were captured with a traditional digital camera (Canon, Tokyo, Japan) and analyzed using PowerShot SX60 HS software.
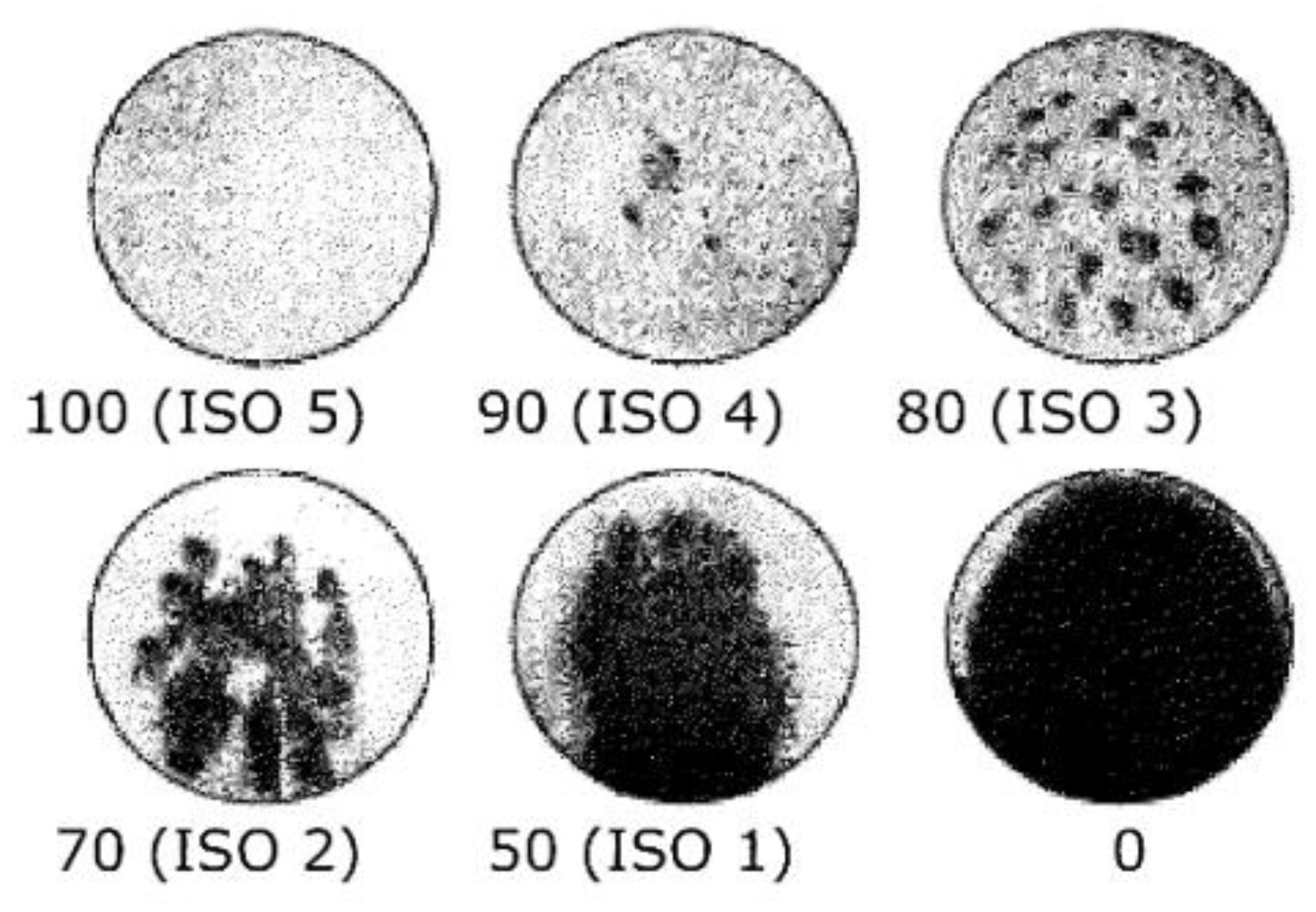
A spray rating test was performed according to the AATCC Test Method 22-2005 [
20]. The wetting properties were assessed organoleptically based on photographic reference standards (
Figure 5).
The degree of wetting is expressed on a scale 100–0. The textile sample (18 cm) was placed at the center of a spray nozzle at an angle of 45°; then, 250 mL of distilled water was sprayed from a distance of 150 mm. For each tested sample, we assigned a rating corresponding to the nearest standard for spray test ratings. Treated cotton fabrics were conditioned at 20 ± 2 °C and 65 ± 2% RH for 24 h before the spray tests.
Surface morphologies of different samples were investigated using a pressure-controlled scanning electron microscope (TS Quanta 250). Fabrics were sputter-coated with conductive gold and observed by SEM. Imaging parameters were adjusted to protect the original state of the textiles.
2.6. Air Permeability
An FX 3300 air permeability tester (Karl Schröder KG, Weinheim, Germany) was used to evaluate the air permeability of the untreated and water-repellent cotton fabrics with a pressure drop of 200 Pa as specified in ISO 9237.
2.7. Mechanical Tests
Tensile tests were conducted using a tensile evaluating machine (Lloyd LR 5k, Lloyd Instruments Ltd., Bognor Regis, UK). The load cell, gauge length and testing speed values were 5 kN, 75 and 50 mm/min, respectively. The values were chosen according to NF EN ISO 13934-2 standards. Before testing, the cotton fabrics were conditioned. The tests were conducted in the warp direction of the fabric.
2.8. Thickness and Compression Tests
All samples were conditioned at room temperature and humidity conditions of 20 ± 2 °C and 65 ± 5% RH for 48 h according to ISO-554; experimental results of fabric thickness under loads of 0.12, 0.23, 0.30, 0.45, 0.76, 1.13, 1.51, 2.27, 3.78 and 7.55 N were recorded to fit the Onion and van Wick models [
21,
22].
In order to investigate fabric compression properties, we used a dynamometer (MT-LQ, Stable Micro Systems, UK) according to the IUP 52 Standard. During the test, a steel cylinder probe with a diameter of 14 ± 0.1 mm (1.54 cm²) moved towards and came into contact with the fabric at a speed of 0.02 mm/s at 6 mm/min from 0.75 to 75 N on the sample. By using this method, it was possible to measure fabric thickness at loads of 0.12, 0.23, 0.30, 0.45, 0.76, 1.13, 1.51, 2.27, 3.78 and 7.55 N. The thickness at 0.12 N (0.78 kPa) was recorded as the initial thickness; subsequently, the pressure was increased until the maximum force of 7.55 N (49.03 kPa or 500 gf/cm²) was reached.
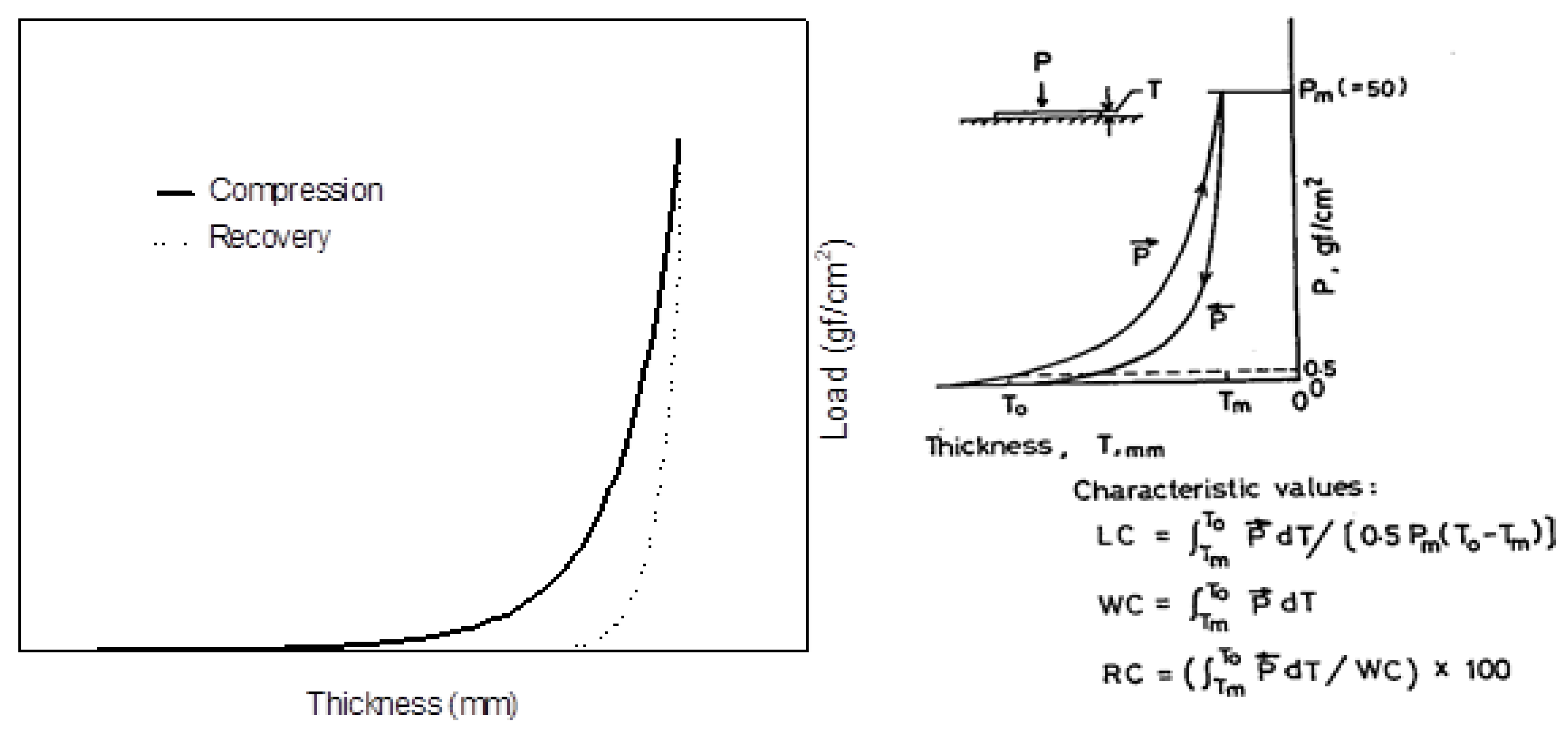
The fabric thickness under the maximum force was registered as maximum thickness. A typical compression curve is shown in
Figure 6. The upper curve shows the load applied as compression by the probe from 0.75 to 75 N (applied at 6 mm/min), and the lower curve shows the load when the probe removed at the same speed. The plot generated as a result of the compression–decompression test performed with the MT-LQ dynamometer also shows the thickness of decompressed fabric T2 (mm) under a load of 0.75 N, the work of compression (WC; N mm) between 0.75 and 75 N and the work of decompression (WdC; N mm) between 75 and 0.75 N. The distance from the probe to the test bed was recorded as compressed sample thickness T1, and the compressibility was calculated using the formula CO = 100 × (T0−T1)/T0. Using the procedures described by Kawabata [
23] and Onions [
24], the linearity of compression (LC), recovery of compression (RC) and elasticity of compression can be obtained as follows:
Linearity of compression: LC = WC/[75 × (T0−T1)], (LC = 0.5 would indicate the behavior of a perfect elastic material);
Recovery of compression: RC = WDC/WC;
Elasticity of compression: EC = 100 × (T2−T1)/(T0−T1).
Elastic recovery plays a special role as one of the mechanical properties of yarn [
21].
2.9. Laundering Durability Test
To evaluate the durability to wash, treated fabrics were washed for 45 min at 30 °C, in accordance with ISO Standard 105 C01 [
25]. After washing, samples were dried at 60 °C. Washing durability was evaluated after ten cycles.
2.10. Statistical Analysis
Statistical evaluation of the results was performed using factor analysis, which is a statistical method used to describe variability among observed, correlated variables in terms of a potentially lower number of unobserved variables called factors. Factor analysis involves several tests and generates graphs to determine which factors have a statistically significant effect on compression properties, explaining most variability in variables. Factor analysis was performed to simplify the interpretation of the factors and to identify conditions or proportions that are not easily recognizable [
22]. The relationship of each variable to the underlying factor is expressed by the so-called factor loading. The output of a simple factor analysis looking at compression parameters with ten variables and three resulting factors is softness, fullness and springiness.
3. Results and Discussion
3.1. ATR-FTIR Characterization
Figure 7 presents the FTIR spectra of the crude cotton fabric and the treated fabrics. All spectra show characteristic cellulose peaks.
The broad bands at 3330 cm
−1 correspond to the stretching vibrations of hydroxyl groups (O-H), with C-H stretching vibration peaks detected at 2890 cm
−1; bending vibrations of C-H groups observed at 1300, 1360 and 1416 cm
−1; asymmetric stretching of C-O-C groups detected at 1157 cm
−1; C-O stretching vibration detected at 1034 cm
−1 and 1055 cm
−1. The ATR-FTIR spectra of the samples after treatment show a new peak around 1740 cm
−1, which corresponds to ester moieties in fluorinated polyacrylate [
4]. The C-F stretching peaks are barely detectable between 1210 and 1150 cm
−1 [
26] and are overlapped with cellulose peaks. Fluorocarbons are based on acrylates, which are capable of forming links between cellulosic chains, as shown in
Figure 1, which resulted in a slight improvement in crease recovery performance of the treated fabric [
27]. These peaks indicate that the fluoroalkyl chains were attached to the cotton surface.
3.2. Surface Morphology Analysis and Wetting Properties
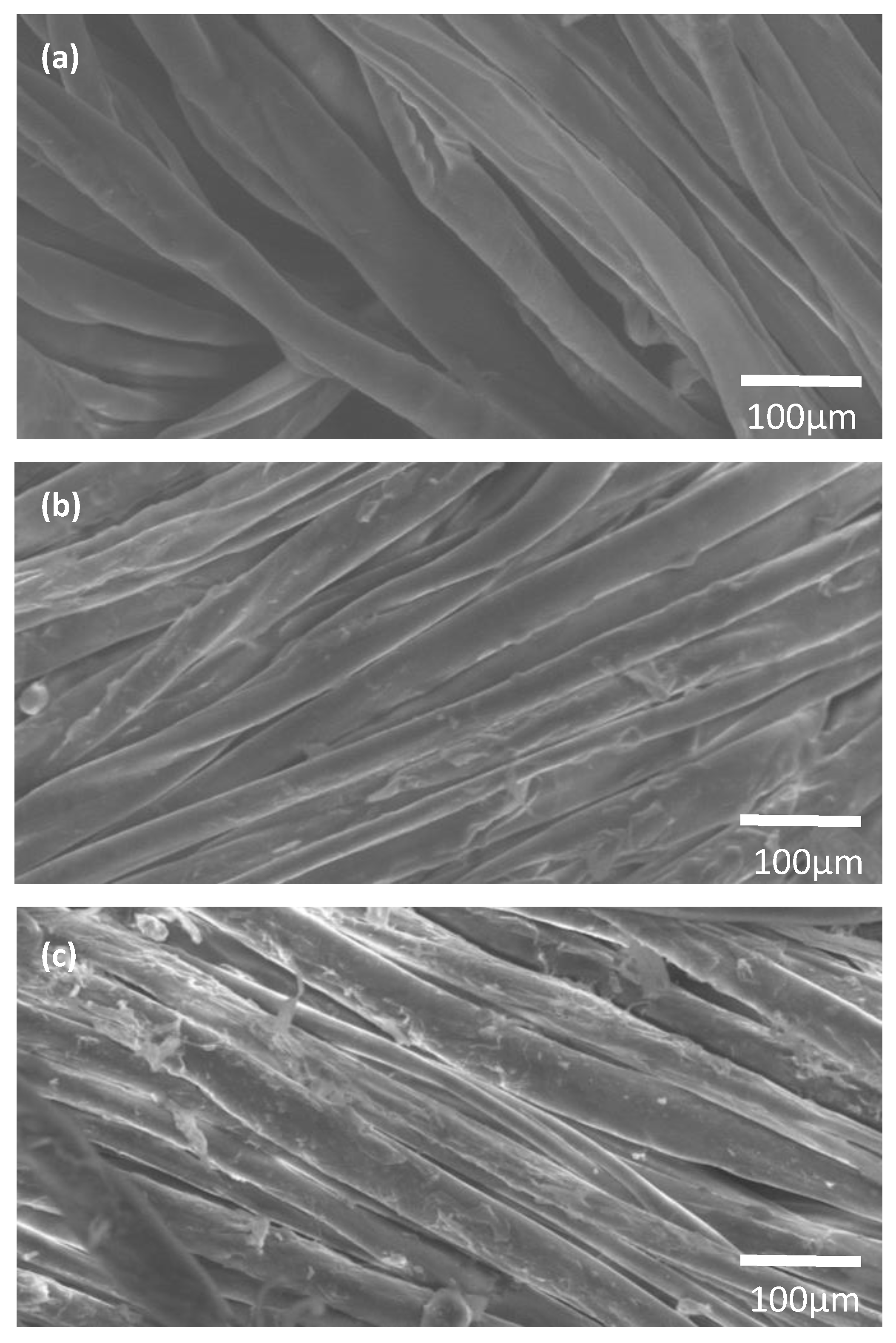
SEM was applied in order to observe the topology of cotton samples. The untreated cotton presented a typical longitudinal view with a characteristic twisted structure and smooth surface (
Figure 8a). For treated samples, fluoropolymer traces were observed on the fiber surfaces, which were rendered roughly, as shown in
Figure 8b,c.
The e-flow treatment was apparently more effective than exhaustion treatment. The e-flow-treated cotton fiber contained more entities of fluoropolymer than the exhaustion-treated sample, owing to the higher penetration tendency of chemicals conveyed through nanobubbles.
The sample treated with the e-flow method (
Figure 8c) presented with a rougher surface and heavier fluoropolymer density than the sample treated with the exhaustion method (
Figure 8b).
Nanobubbles, generated during the e-flow treatment presented with an important specific surface area, which enhanced the mass transfer efficiency as a result of the large contact surface between the air and the finishing bath. In addition, the high specific surface area helps to enhance chemical reaction, physical adsorption and mass transport the air–liquid interface [
11,
28].
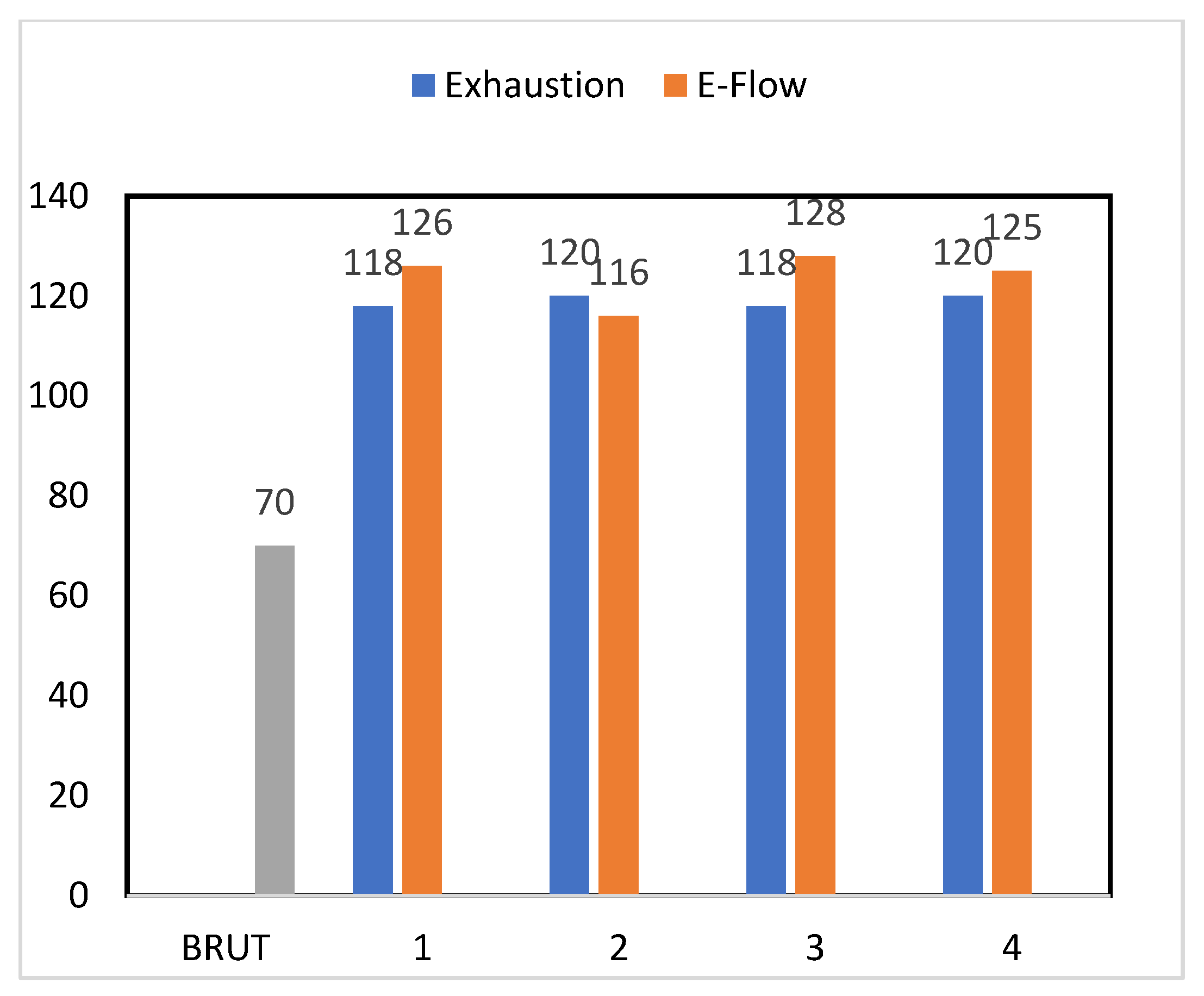
The hydrophobic ability of the finishing was tested by measuring the contact angles of water on the treated fabric with a short-chain fluorochemical compound (Fluorotex ECO). Miller and Tyomkin (1994) showed that the structural contact angle (h) is directly proportional to the hydrophobicity of cotton fiber. Using a contact angle measurement instrument that uses a camera (Canon Model: PowerShot SX60 HS) and specific software (ImageJ), the contact angles of different samples were calculated, as well as the variation of these angles with time. In order to obtain a quick, easy and quantitative measurement of wettability, static contact angles were measured. A comparison of the values reported in
Figure 9 shows that using the e-flow method, the contact angle values reached 110° (treated fabrics), which means that finishing treatments made the cotton surface hydrophobic. As shown in
Figure 9, cotton fabrics treated with 3% short-chain fluoropolymer exhibit a higher contact angle of 126°. With the increase in concentration from 3% to 5%, the water contact angle increased from 126° to 128°.
Figure 9 shows that the use of a crosslinking agent at certain concentrations slightly increased contact angle values. The crosslinking agent has a significant effect on interactions between the short-chain fluoropolymer and the cotton surface.
In fabrics finished with the e-flow technique, the orientation of the hydrophobic point is away from the surface, so water wetting increases. Conversely, with the exhaustion technique, the hydrophilic point is away from the surface so that water-wetting decreases [
16].
The surface energy is high enough to prevent the formation of a good contact angle, which means that the liquid does not coat the surface efficiently but instead turns into droplets and runs off. Both the exhaustion and e-flow methods cause static contact angles reach values around 120° (
Figure 9). However, the standard deviation values of samples treated using exhaustion are quite high compared to those of samples treated with the e-flow method. This high standard deviation could be due to a reduced homogeneous coverage of the surfaces by means of the applied fluoropolymer. As represented in
Figure 9 and
Figure 10, reducing the contact surface between the solid base and the liquid (between phases) is the key to obtaining hydrophobic features. It is in the solid-liquid phase that the adhesion forces are produced, generating the wetting effect. It is possible to observe how the reduction in the surface contact caused by increasing the roughness on different scales improves the hydrophobic behavior; therefore, the adhesive forces in the solid–liquid phase are reduced. This result is in agreement with SEM images showing the low roughness of the surfaces treated using the exhaustion method, as well as with previous studies showing that an increase in surface roughness increases the contact angle [
29,
30].
The spray rating results are shown in
Table 2. It is observable that treated cotton samples exhibit higher resistance to water penetration. The spray rating was higher using high concentrations of fluoropolymer, with values reaching 80 for the exhaustion and e-flow method.
The wettability results are in agreement with physics fundamental laws which state that physical systems strive for a minimal surface energy. The surface energy of the groups CF
2 and CF
3 are lower than that of the groups CH
2 and CH
3 commonly found in nature [
8]. Therefore, water will not spread on cotton surface treated with fluoropolymer since water surface tension is higher than that of CF
2 and CF
3 groups and the cotton fabric is then water-repellent.
3.3. Air Permeability
Air permeability gives an idea about the breathability of textiles. Coating the textile with fluoropolymer affects the air permeability values, as shown in
Table 3. In addition, increasing the concentration of chemicals has a negative effect on the breathability of textiles. Air permeability values decreased with increasing chemical concentration. The same behavior was observed for samples treated with exhaustion and the e-flow method.
When the fabrics were treated using the exhaustion method, air permeability values ranged between 29 and 39 mm s−1. Applying the e-flow method, the air permeability values ranged between 25 and 35 mm s−1.
When the crosslinking agent was added to the finishing solution at a concentration of 5% (by weight), the coated fabric exhibited an air permeability ranging between 32 and 39 mm.s−1. Increasing the concentration of the crosslinking agent to 15% led to a steady decrease in air permeability, which reached 24 mm.s−1. SEM results evidence that the fluoropolymer coating caused the surface to exhibit a denser structure, which correlates with the air permeability measurements and contact angle results. The samples with the lowest air permeability present with superior water contact angle values. A fluoropolymer coating was formed on the surface, representing an obstacle to water penetration.
3.4. Mechanical Properties
Chemical treatments of cotton substrates can degrade cellulose chains of cotton fibers, leading to reduced mechanical properties [
9]. Thus, after cotton chemical finishing, the mechanical properties need to be evaluated. These properties are important and must be considered during final use. The Young’s modulus (E) values were calculated based on the load–strain curves. Results are shown in
Table 1. It can be seen from the values that water-repellent finishing enhanced the mechanical properties of the treated samples. The highest Young’s modulus (E) values were exhibited by samples treated with the e-flow method. After water-repellent finishing with fluoropolymer, a strong adhesion bonding affinity occurred between the fluoropolymer and the cellulosic fibers of cotton fabrics, avoiding the deterioration of the mechanical properties after the chemical treatment.
3.5. Thickness and Compression Tests
From the resulting graph (
Figure 11), the linearity of the compression curve (LC), the compression energy (WC, in cN.cm/cm²) and the compression resilience or percentage of energy recovered during decompression (RC, in%) were obtained based on the relations shown in
Figure 6.
Table 4 shows the treatment conditions, the thickness and the compression parameter measurements. As shown in
Table 4, all fabrics increased in thickness after finishing. It is obvious that the fluoropolymer coating leads to an increase in fabric thickness.
The compressibility of textile substrates is an important factor that influences comfort properties; it is evaluated considering the thickness of the textile and the applied pressure. The behavior of the crude fabric and the finished fabrics under compression was evaluated. The values presented in
Table 5 show that compressibility was affected by treatment with chemical concentrations and methods. The linearity of compression (LC) parameter reflects the rigidity of the surface. The LC values of the treated samples did not change remarkably and are close to the LC values of the untreated fabric, with the difference within the error limits.
The compression energy (WC) increased for all coated samples. Fluoropolymer treatment increased the mass of fabrics mass, making them thicker and resistant during compression. The compression resilience (RC) decreased for all treated fabrics. This might be due to the reduction in yarn movement because the fluoropolymer filled in the gaps between the fibers. During pressing, the fibers were flattened, reducing the compressibility of the fabric. Therefore, it is expected that finishing will reduce fabric compressibility, which decreased from 40.85% in the standard fabric 33%.
As can be deduced, the treatment method has a significant effect on interactions between the fluoropolymer and the cotton surface.
3.6. Washing Durability
The washing durability was evaluated for three cycles using only samples A4 and B4 based on the wetting time. The contact angle values shown in
Table 5 evidence that the water-repellent finishing of cotton fabrics makes them resistant to washing cycles. However, the contact angle values were found to be reduced from one washing cycle to another. This result can be explained by fluoropolymer leaching during washing and the residual detergent remaining on the fabric surface after washing.
3.7. Statistical Analysis
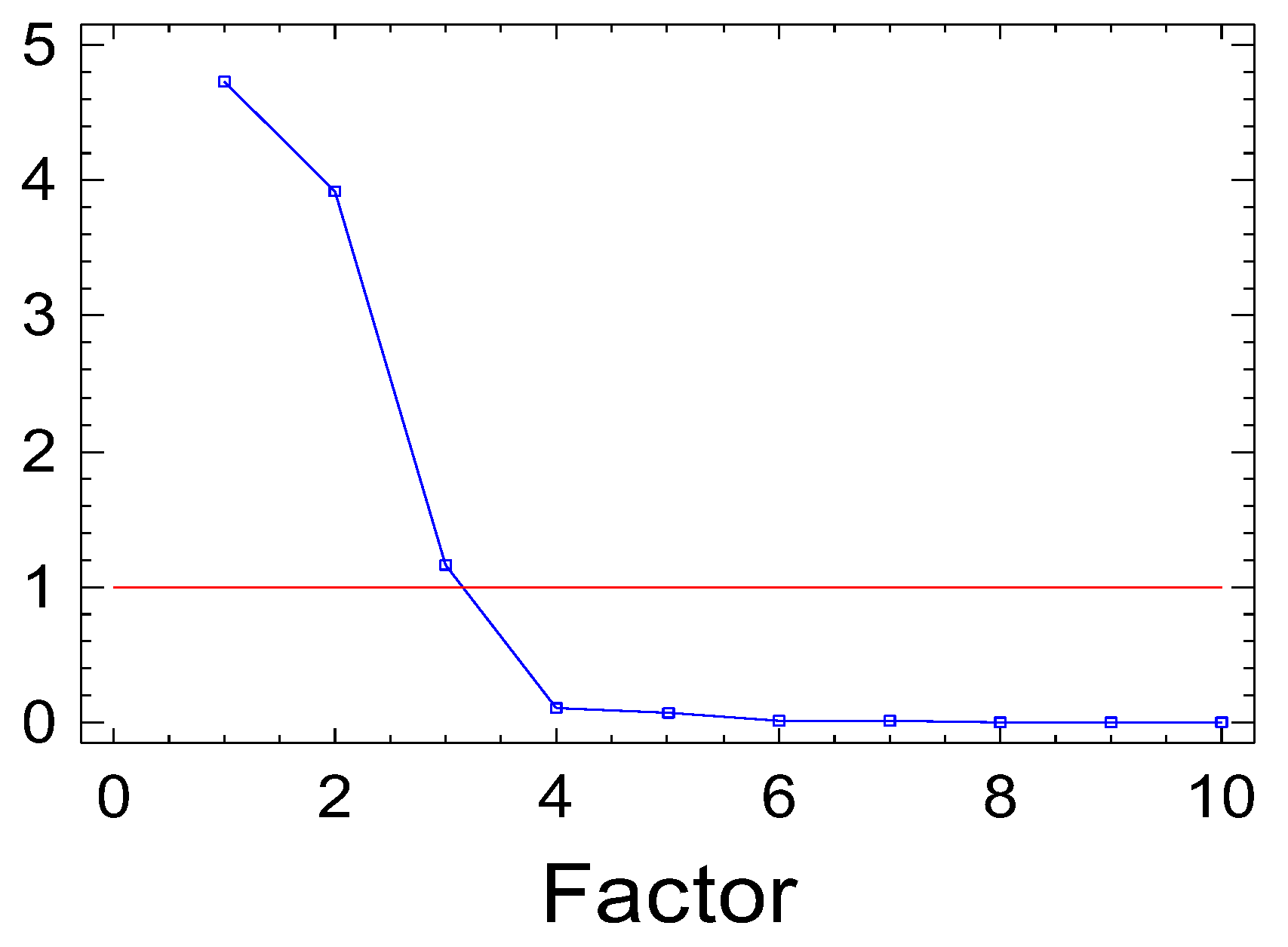
Figure 12 and
Figure 13 and
Table 6 show the estimated commonality, which can be interpreted as an estimate of the proportion of variability in each variable attributable to the extracted factors. Common factor analysis indicates the amount of variance that can be related only to a specific variable. It was performed to simplify the interpretation of the factors and to identify conditions or proportions that are not easily recognizable.
The relationship of each variable to the underlying factor is expressed by the so-called factor loading. As shown in
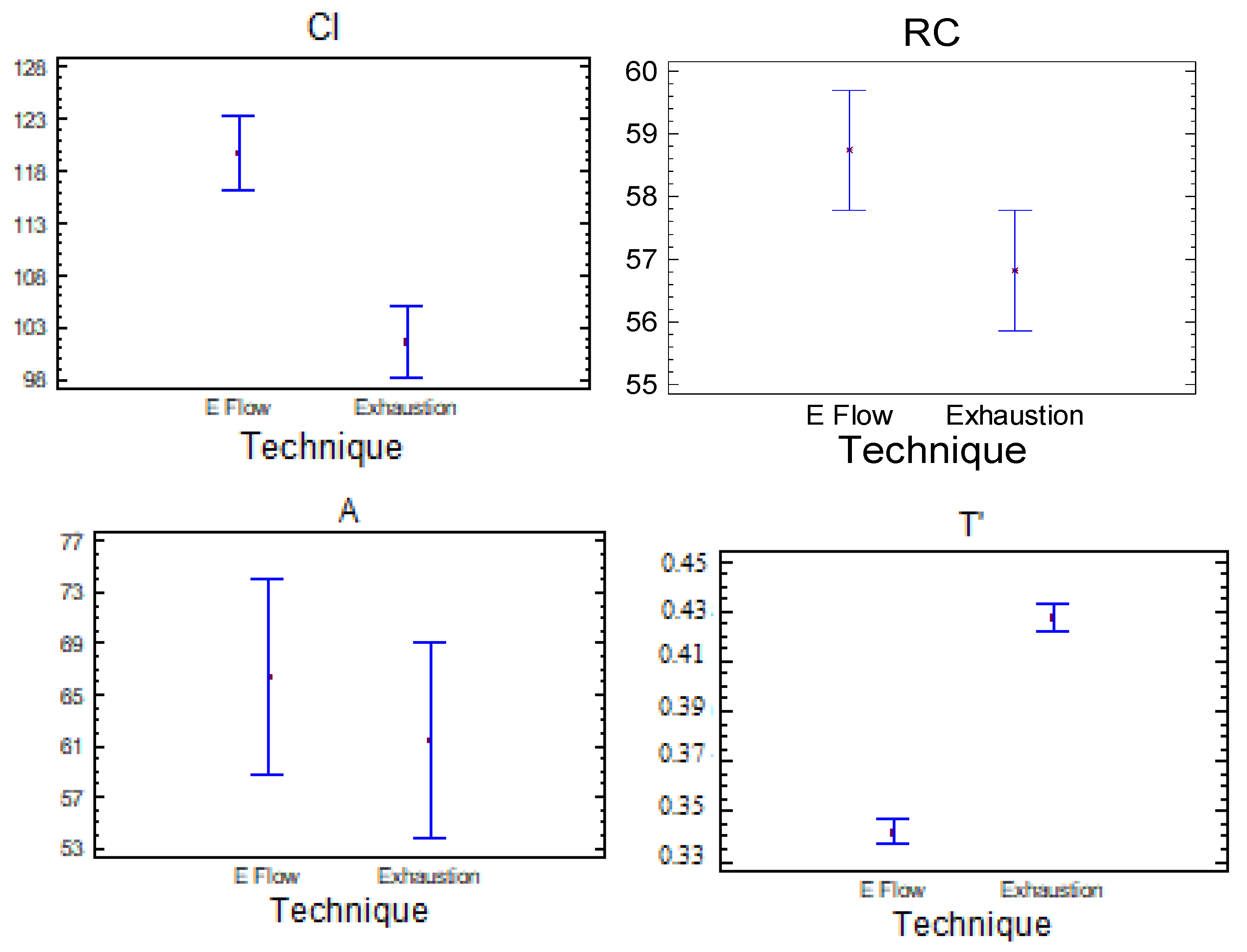
Table 6, the output of a simple factor analysis looking at compression parameters with ten variables (CO1, CO2, LC, RC, IER, DER, TI, CI, T’ and A) and three resulting factors can be expressed as softness, fullness and springiness.
With respect to the relationship between the Kawabata parameters measured under compression and processing conditions, the application of factorial analysis reveals two different parameters that identify the compressible behavior of a fabric. The first is related to the compressible layers, the compressibility of which increases significantly with the e-flow finishing technique; the second is the work of compression (WC), which is highly related to structural parameter A in the van Wick model and decreases with the linearity of compression.
These parameters seem to indicate the f of fabric. Because factor loadings can be interpreted as standardized regression coefficients, we can conclude that the variables RC, IER and A have a correlation of approximately 0.90 with factor 2. The second parameter corresponds to the inner incompressible layer of the fabric. The compressibility index (CI) is also highly correlated with all Kawabata parameters, with a factor loading of 0.97.
The higher the compressibility, the higher the work of compression, parameter A (van Wyk) and the compressibility index (CI) (Onions) and the lower the linearity of compression. Finally, LC is the variable with the strongest association with the factor related to springiness, with a factor loading of 0.82.
It is obvious that e-flow technique improves the comfort properties of fabrics due to the substantial decrease in the number of free ends emerging from the fabric surface, favoring the dimensional stability of the fabric due to the induced relaxation, which helps to develop the cotton felting, improving the compactness of the blended components and the stability of the fabric.
4. Conclusions
The goal of the present work was to identify an appropriate method for ecological water-repellent finishing of cotton fabrics. To this end, two methods for cotton finishing were thoroughly investigated. Surface-sensitive analyses, i.e., SEM, ATR−FTIR and contact angle studies, were carried out to evaluate the effectiveness of the treatments. The air permeability, mechanical properties and compression behavior of treated cotton were also tested. Finally, the washing durability was evaluated. It was found that e-flow technology is an effective method for water-repellent finishing, overcoming problems faced in the textile industry with respect to sustainable development at economic and environmental levels.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}