
Scalable mRNA Machine for Regulatory Approval of Variable Scale between 1000 Clinical Doses to 10 Million Manufacturing Scale Doses


Abstract
:1. Introduction
1.1. State-of-the-Art in Slug Flow Manufacturing
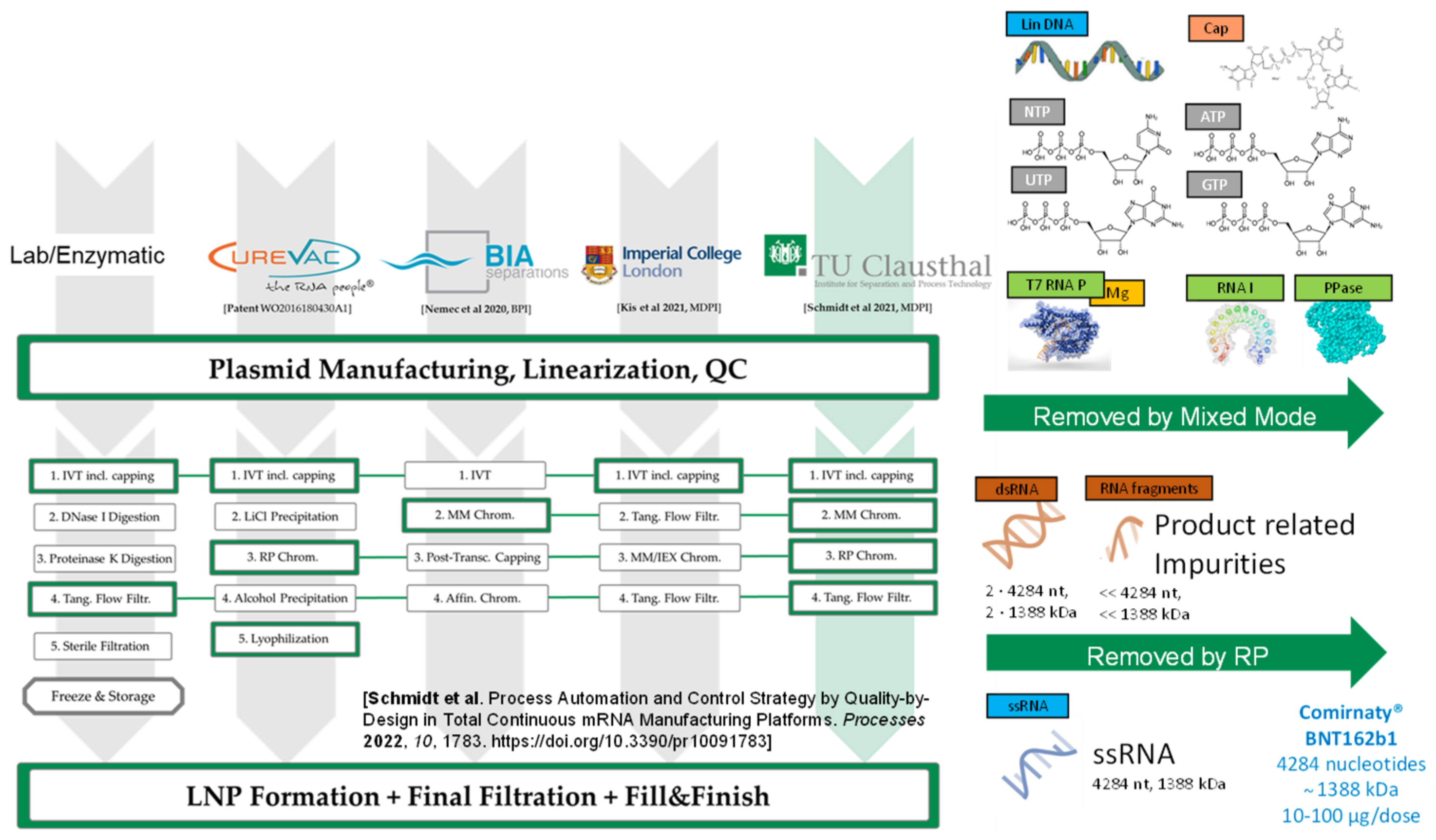
1.2. State-of-the-Art in mRNA Manufacturing
2. Materials and Methods
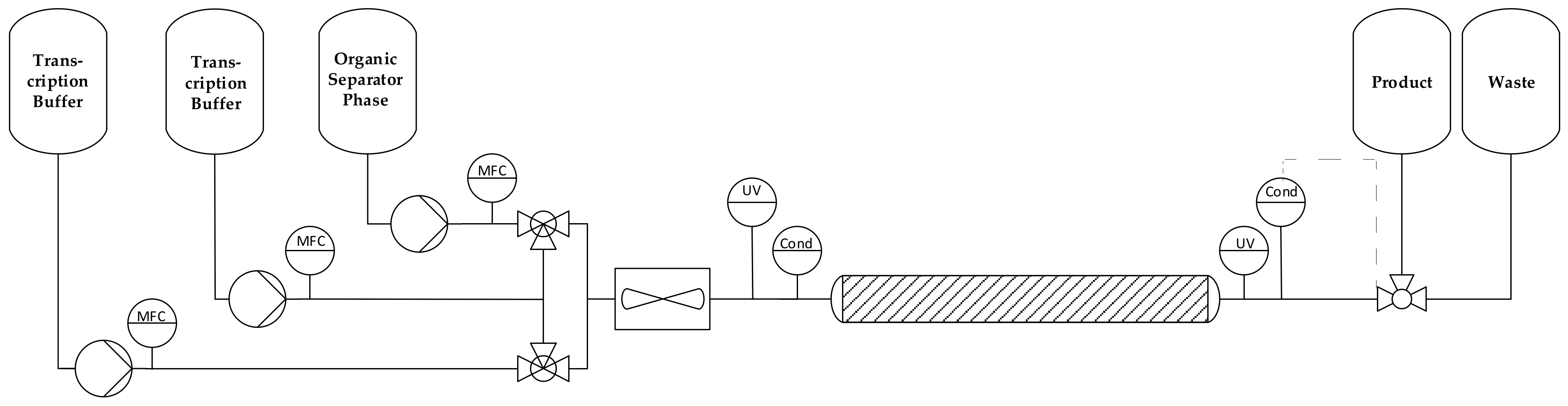
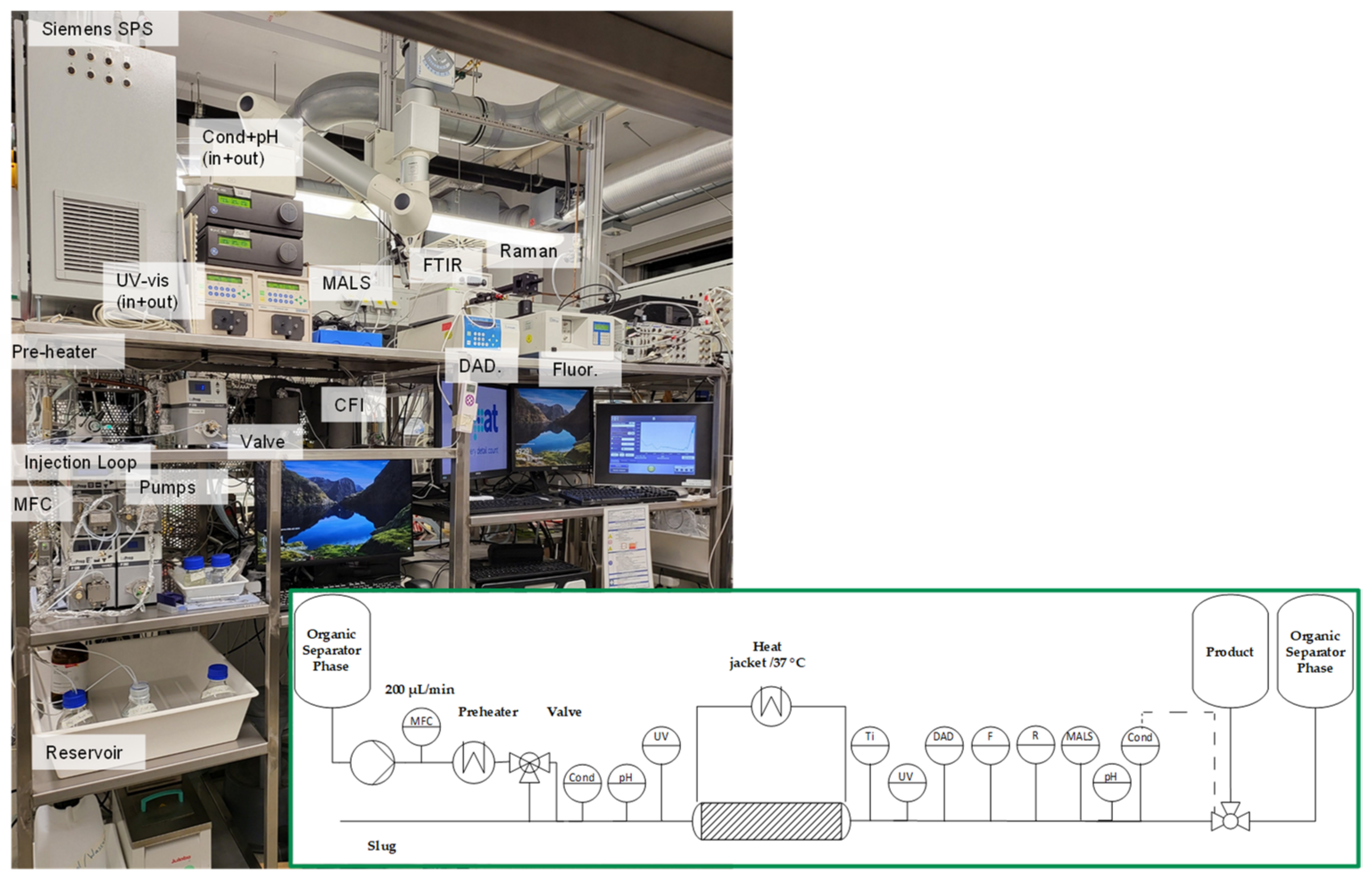
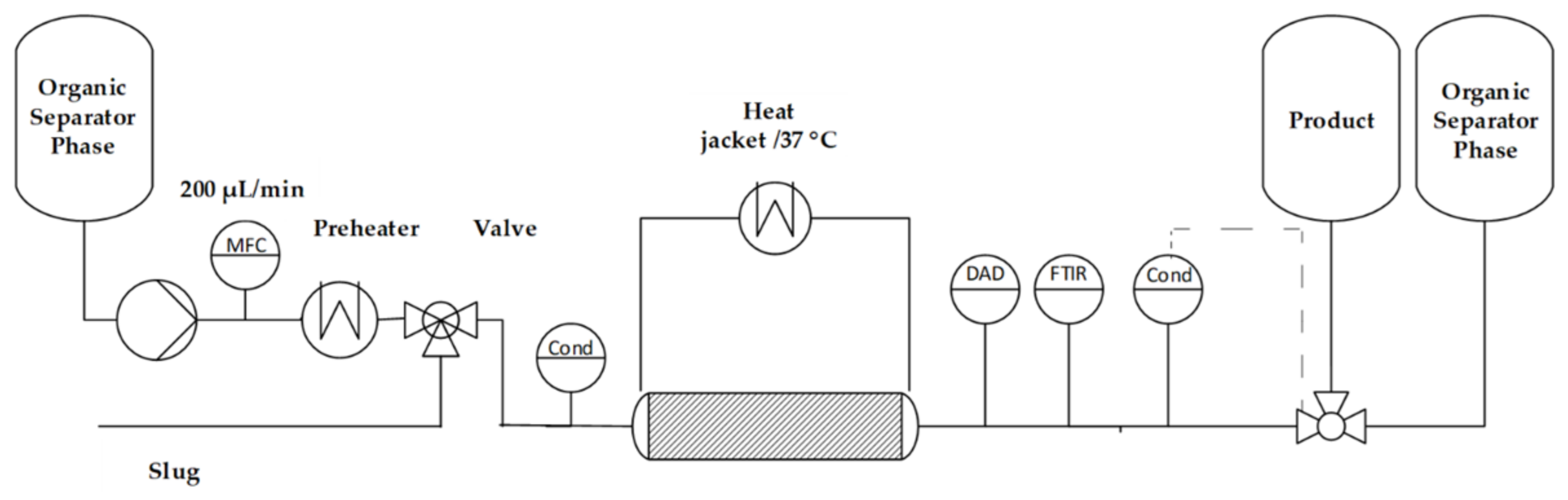
2.1. Plug Flow Reactor
2.2. Preparation of the Linearized pDNA Template
2.3. In Vitro Transcription
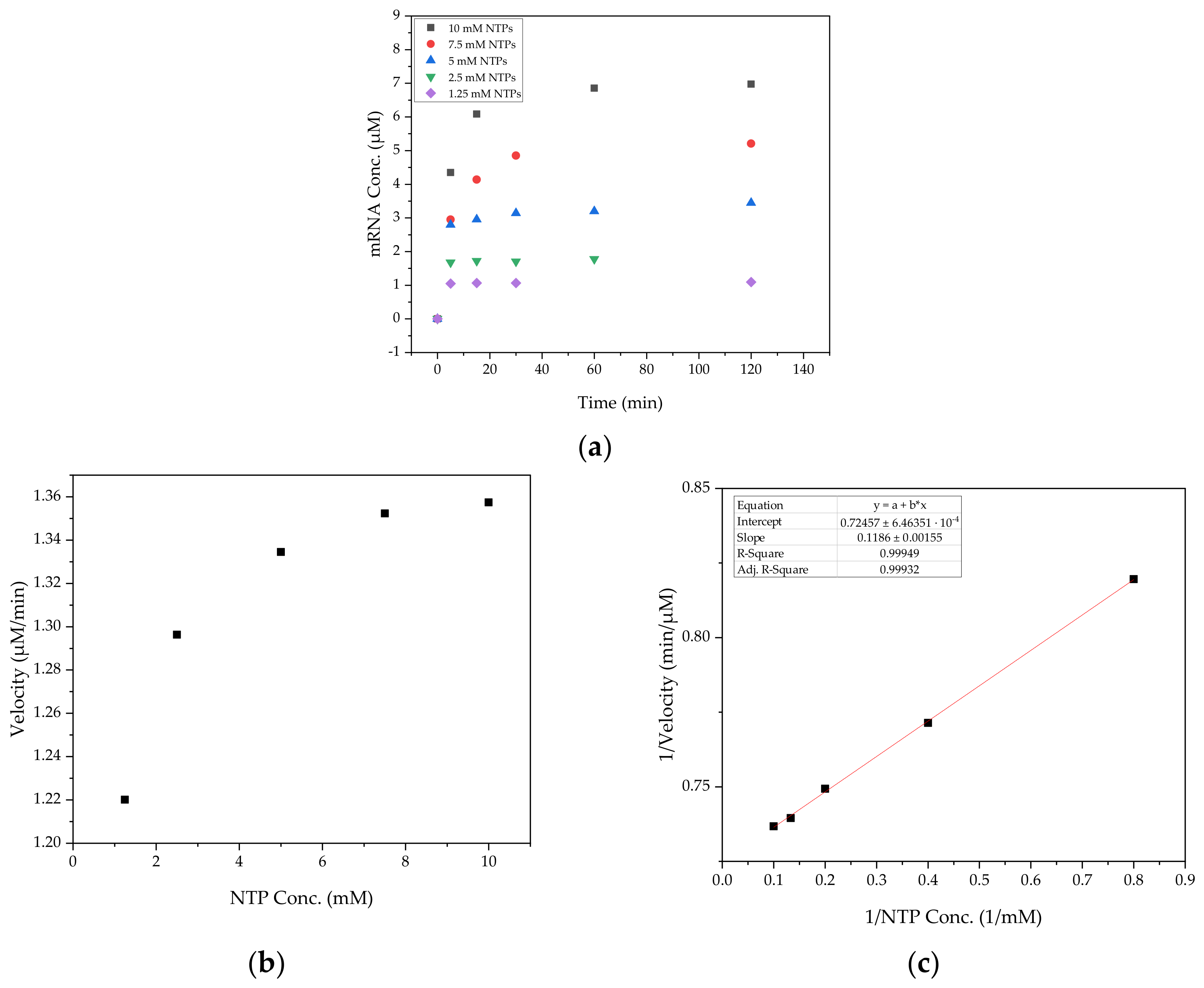
2.4. Determination of the Enzymatic Kinetic Parameters
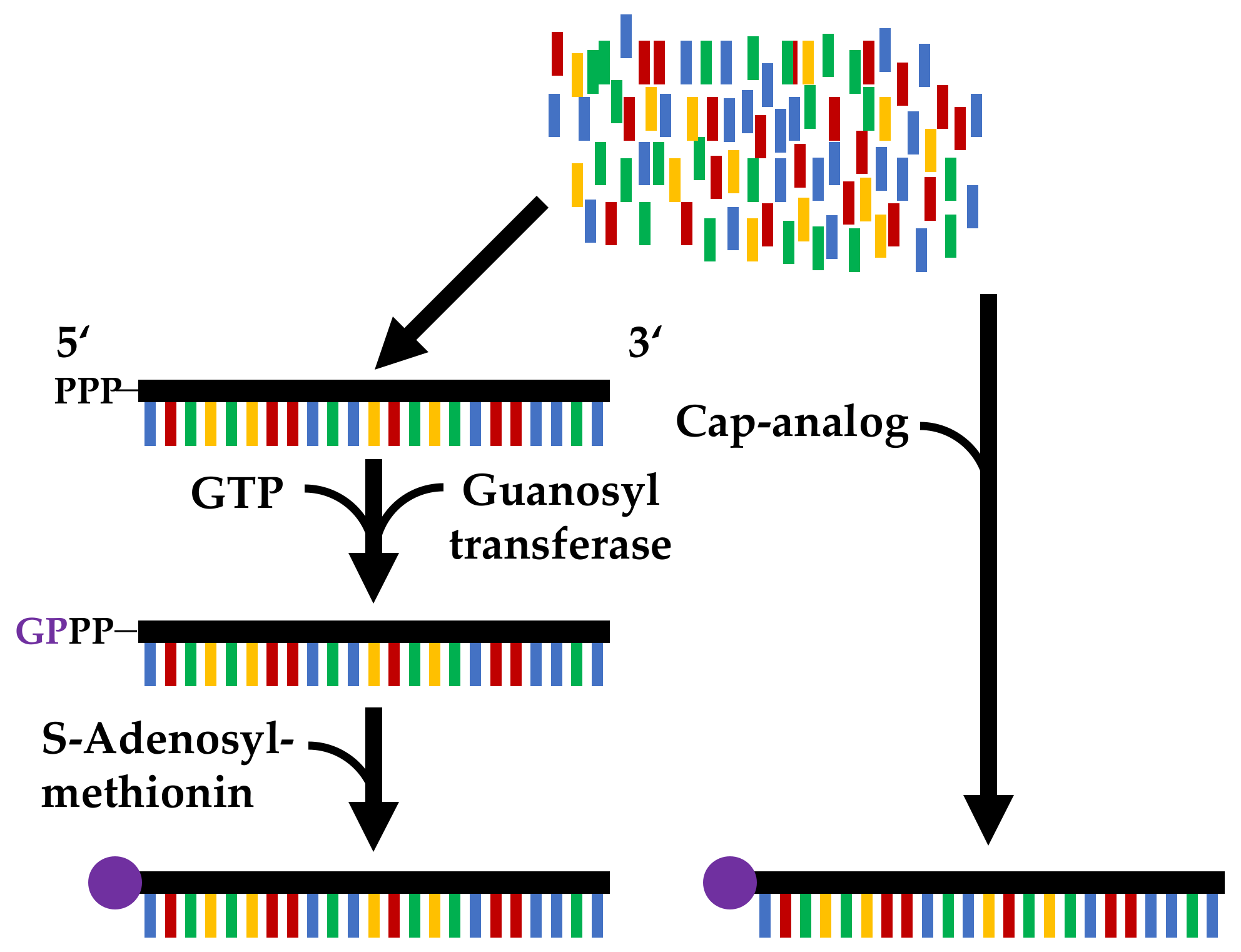
2.5. Determination of Capping Efficiency
2.6. Analytics of mRNA
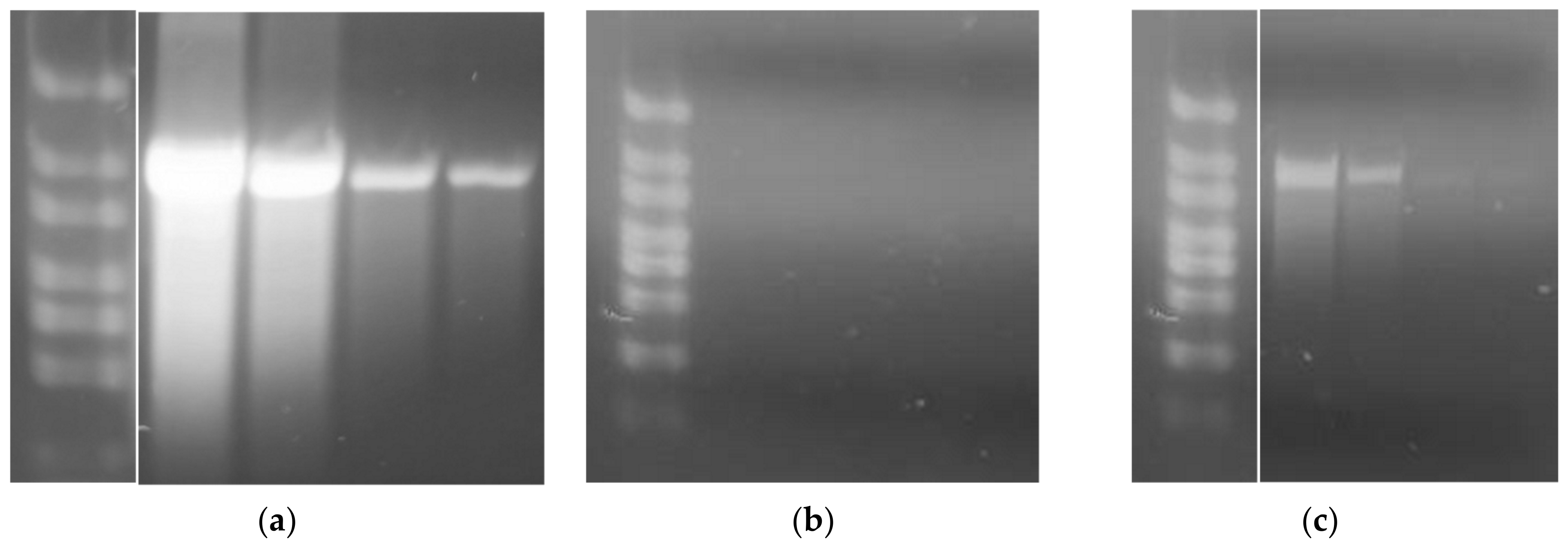
Agarose Gel Electrophoresis
PrimaS Chromatography
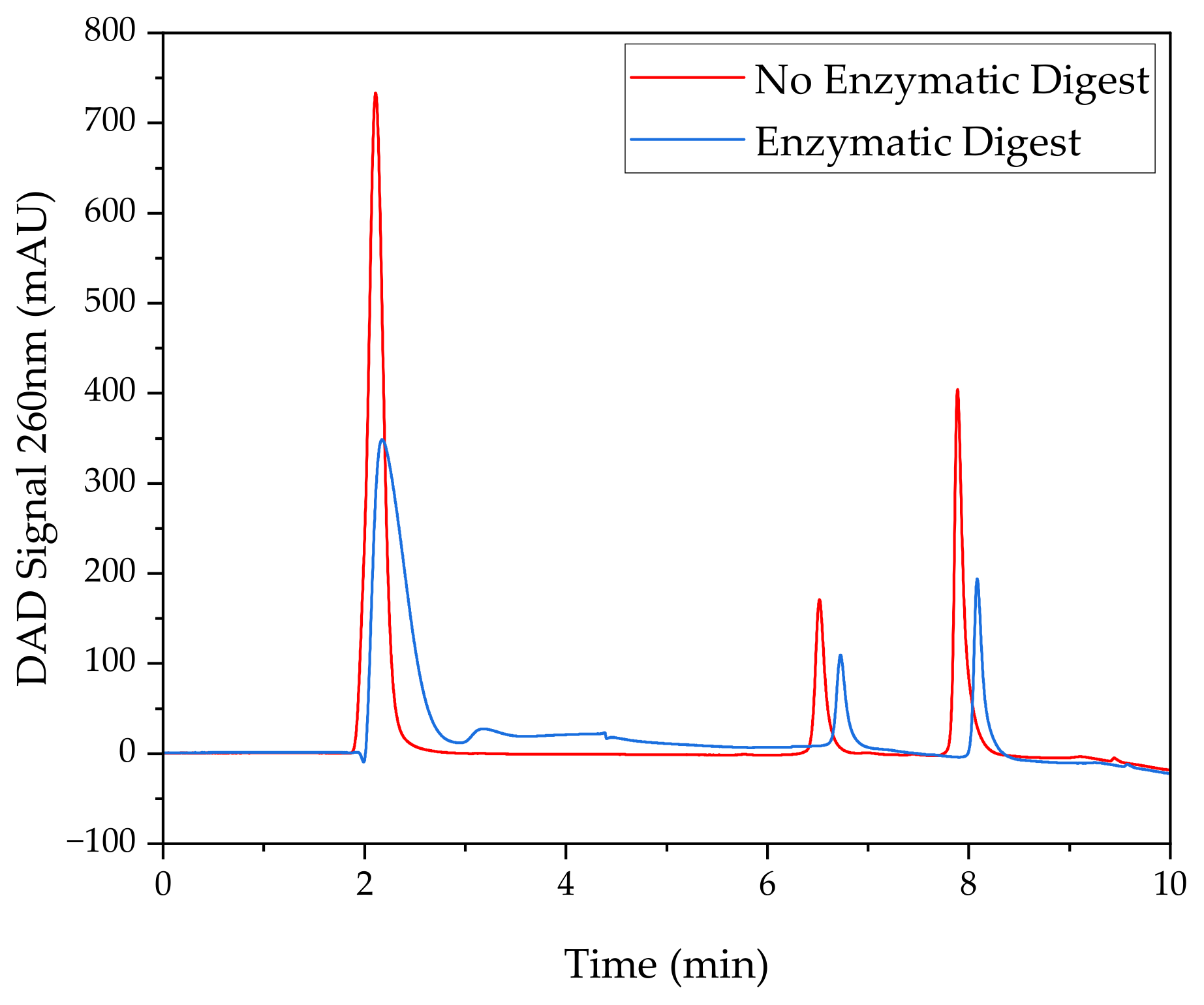
RP Chromatography
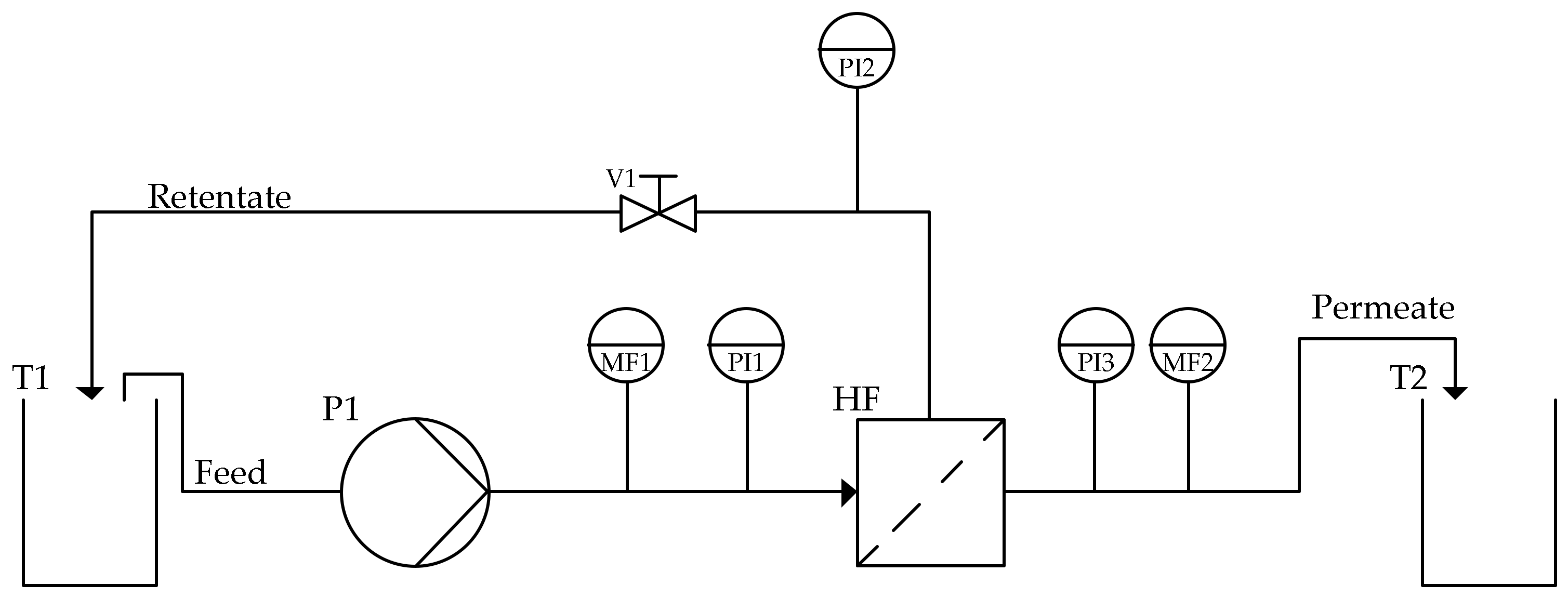
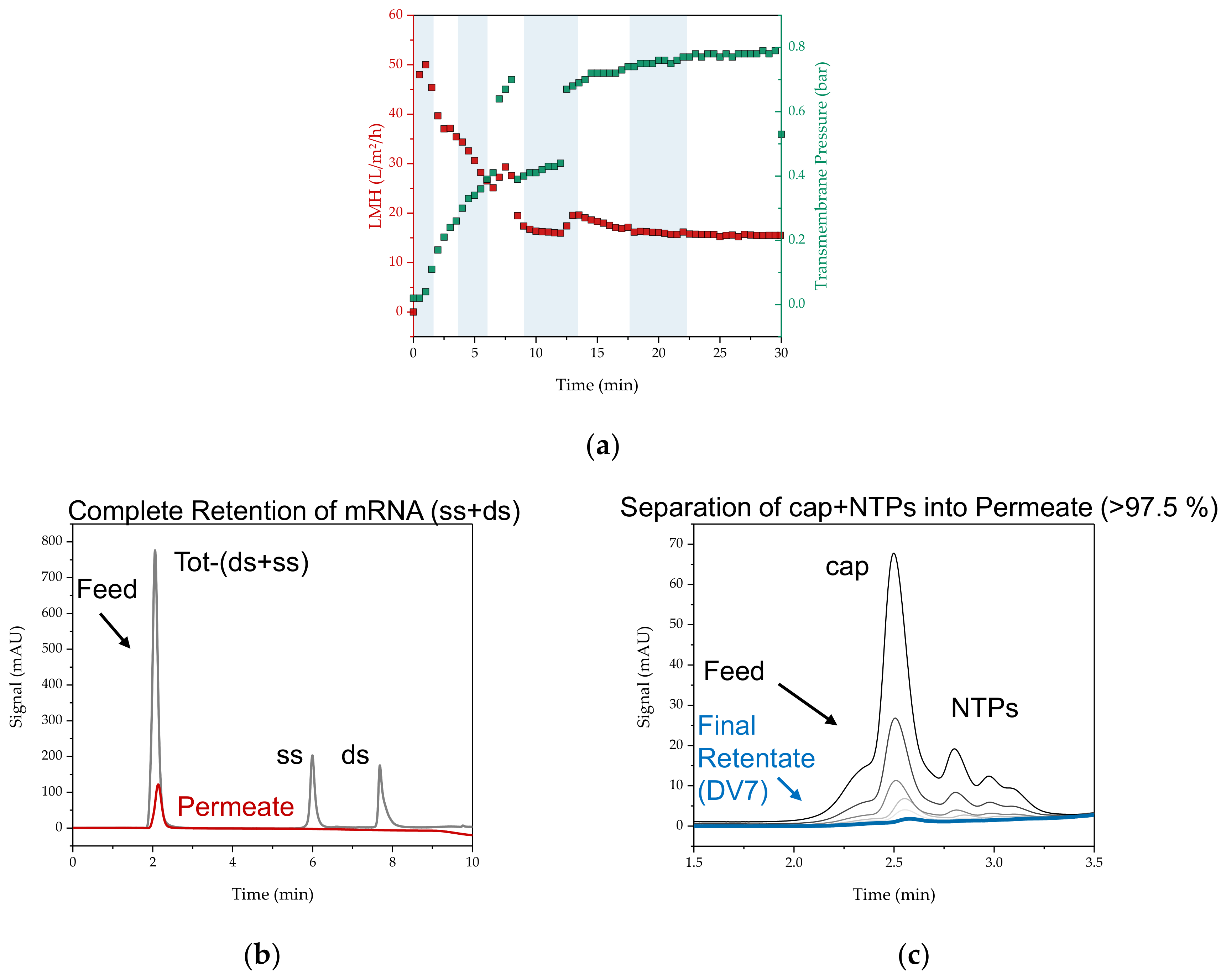
2.7. Ultra- and Diafiltration
3. Results
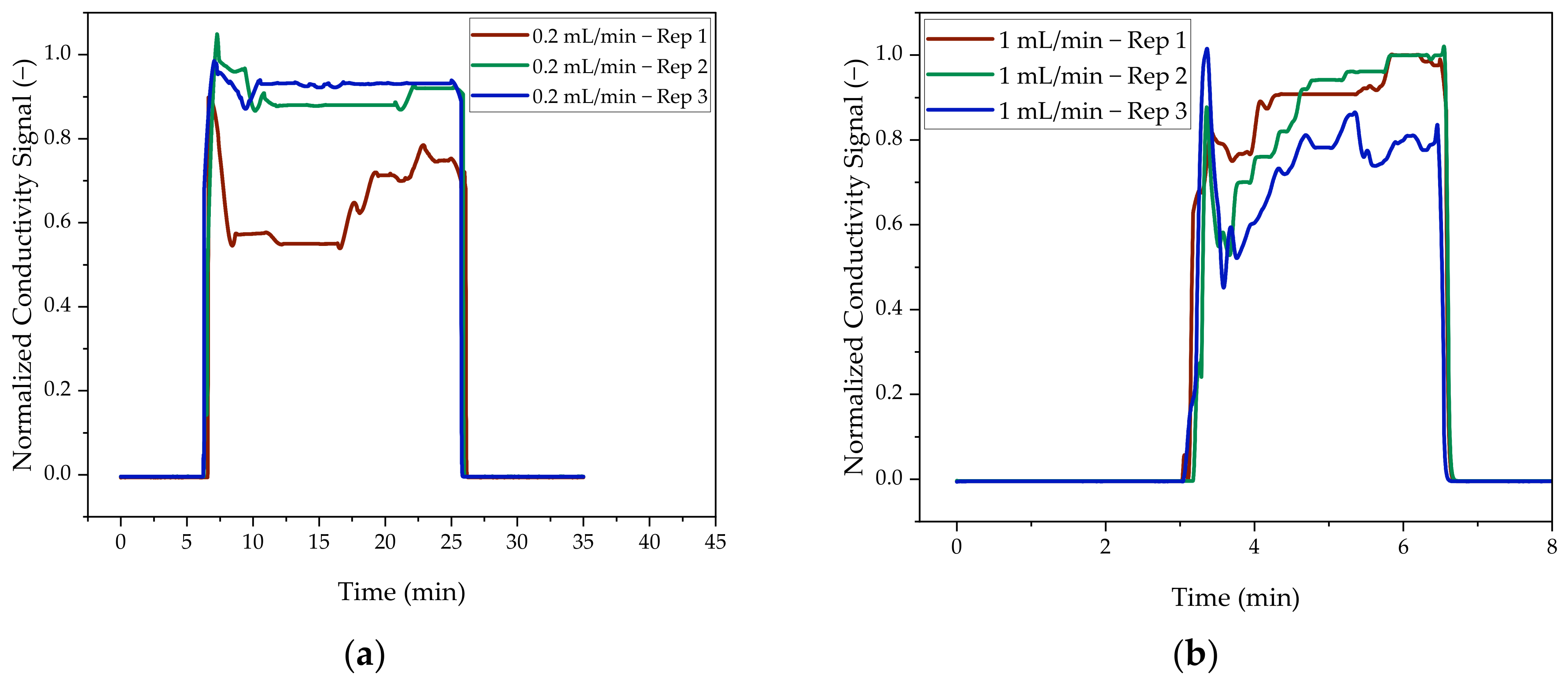
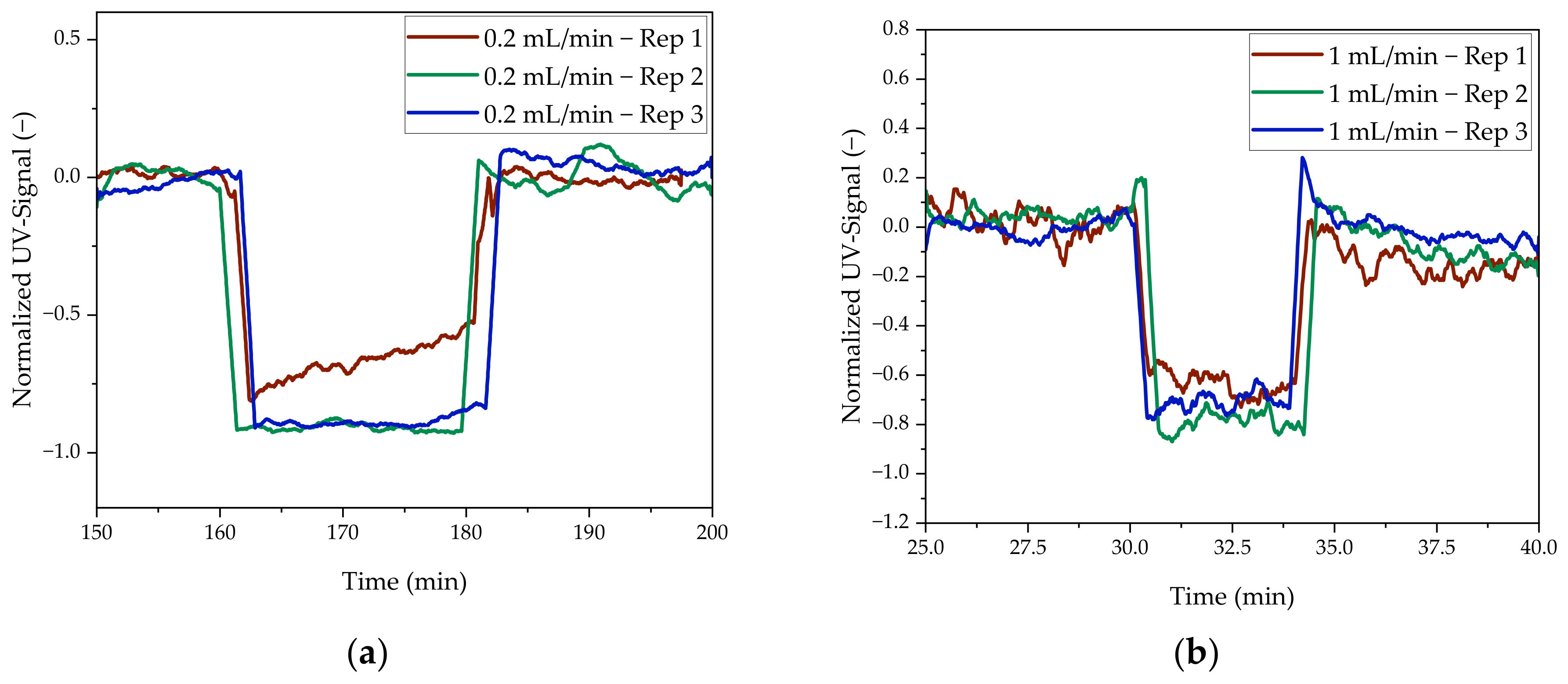
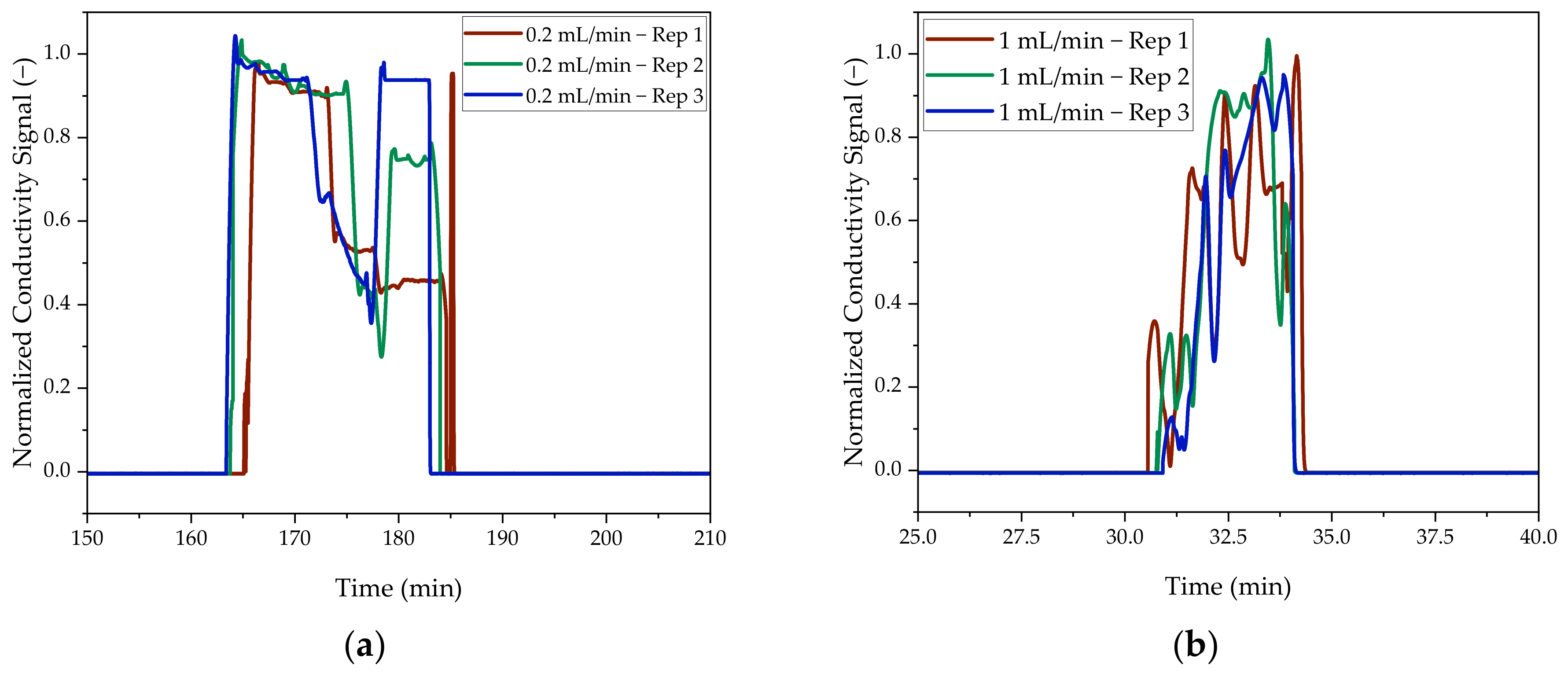
3.1. Slug Flow Accuracy and Precision
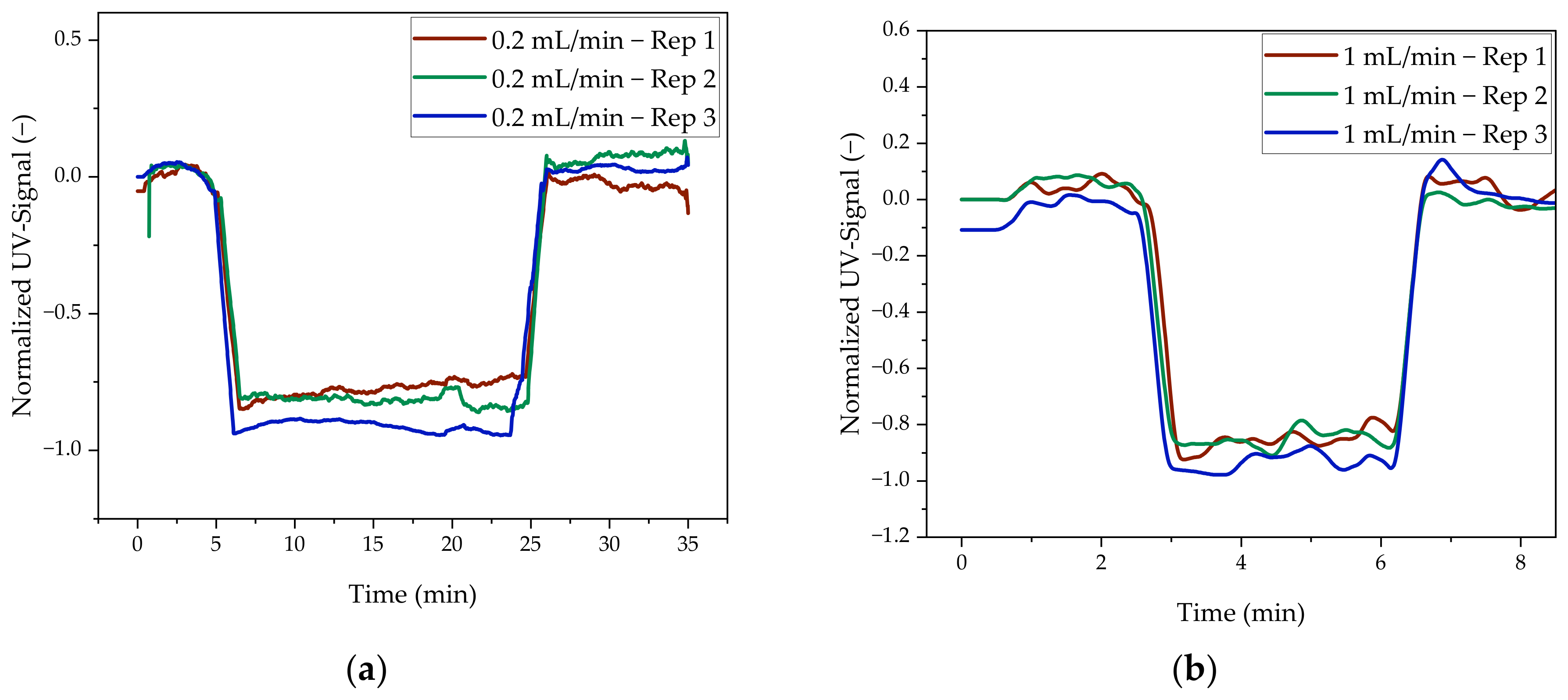
3.1.1. Fluid Dynamic Characterization
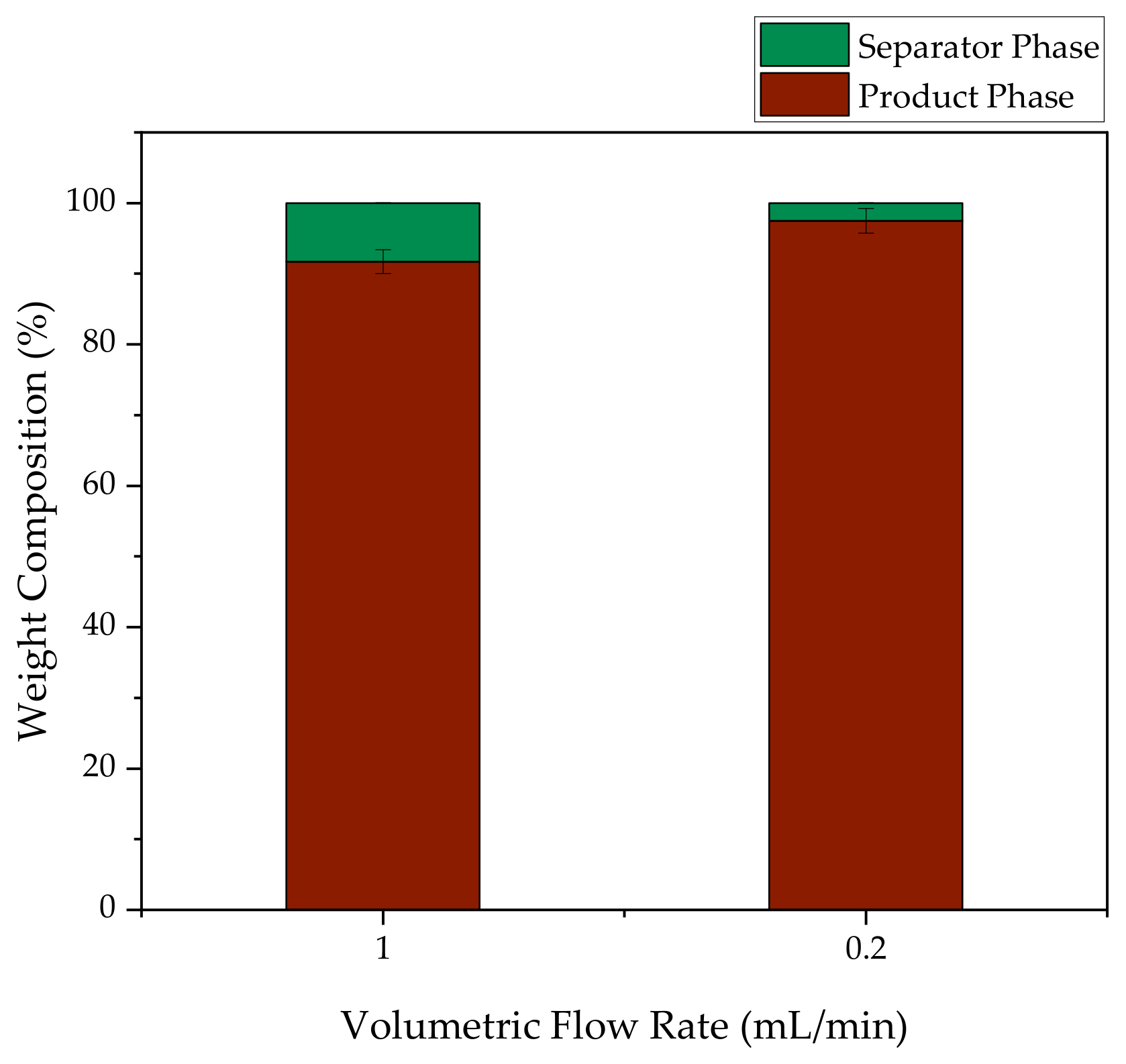
3.1.2. Slug Flow Accuracy
3.2. Optimization of In Vitro Transcription in Batch
3.3. Determination of the Characteristic Enzymatic Kinetic Parameters
3.4. Determination of Capping Efficiency
3.5. Feasibility of Continuous IVT in the PFR
3.6. mRNA Quality in Batch and Continuous Mode
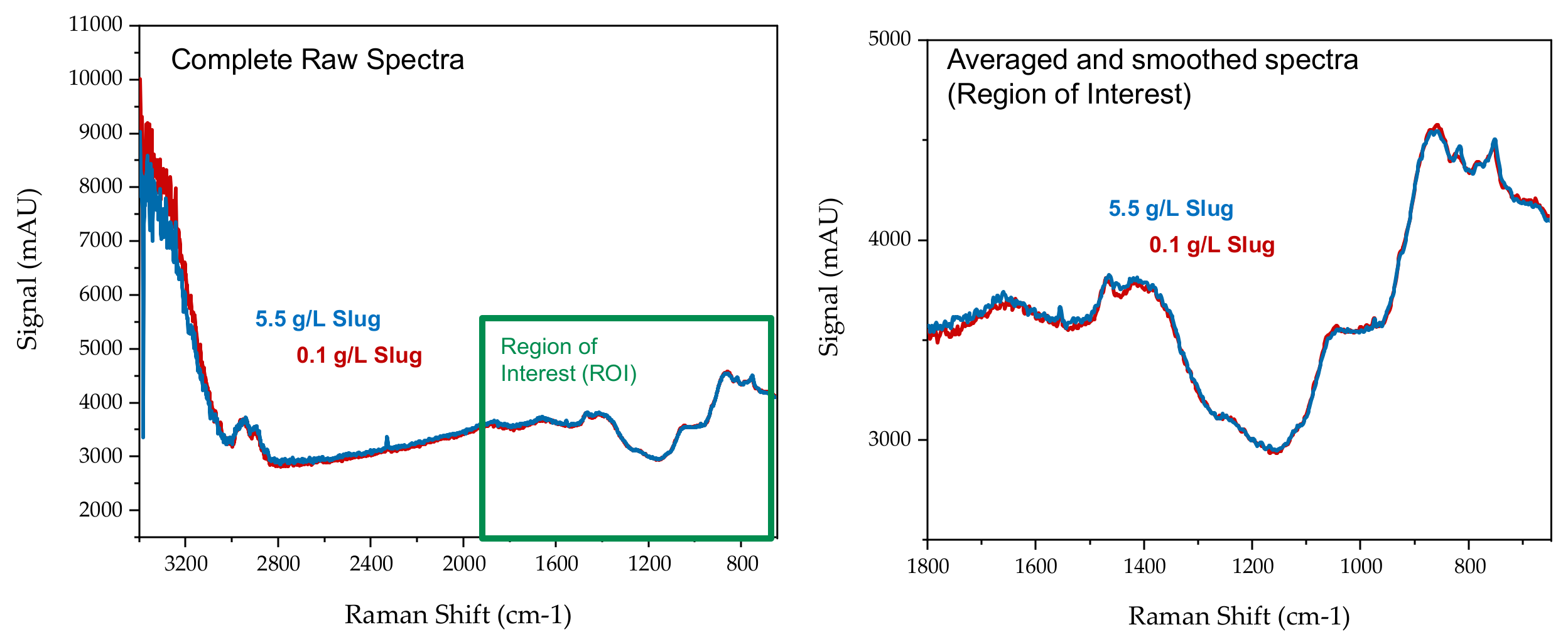
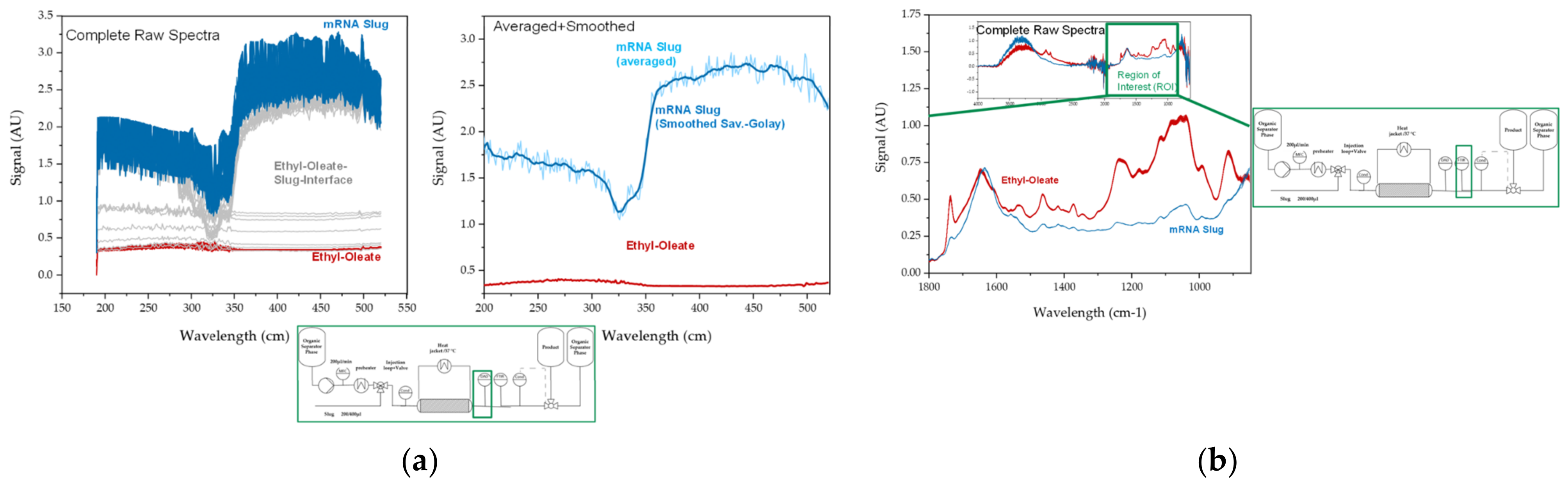
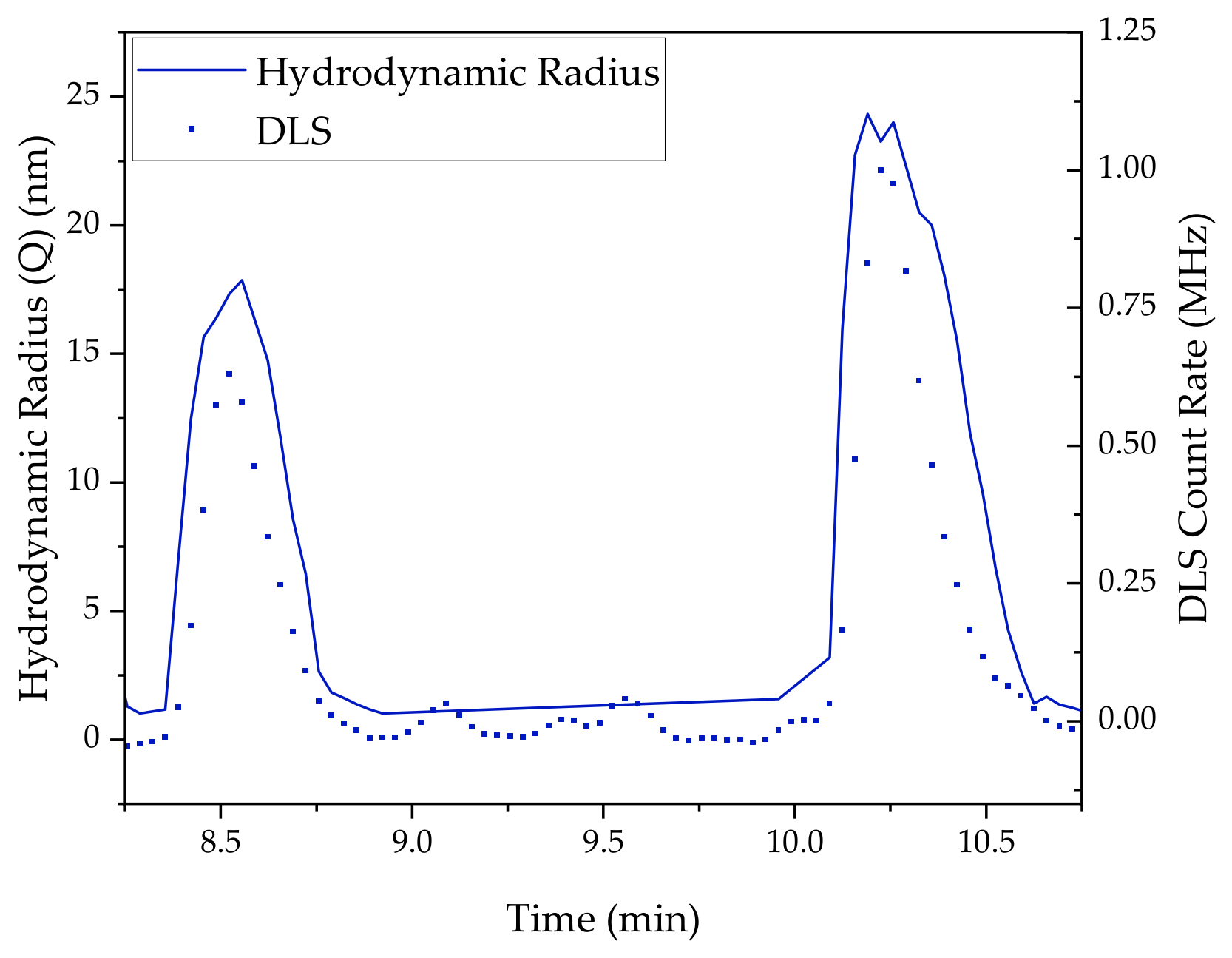
3.7. PAT Concept
3.8. Recycling at IVT
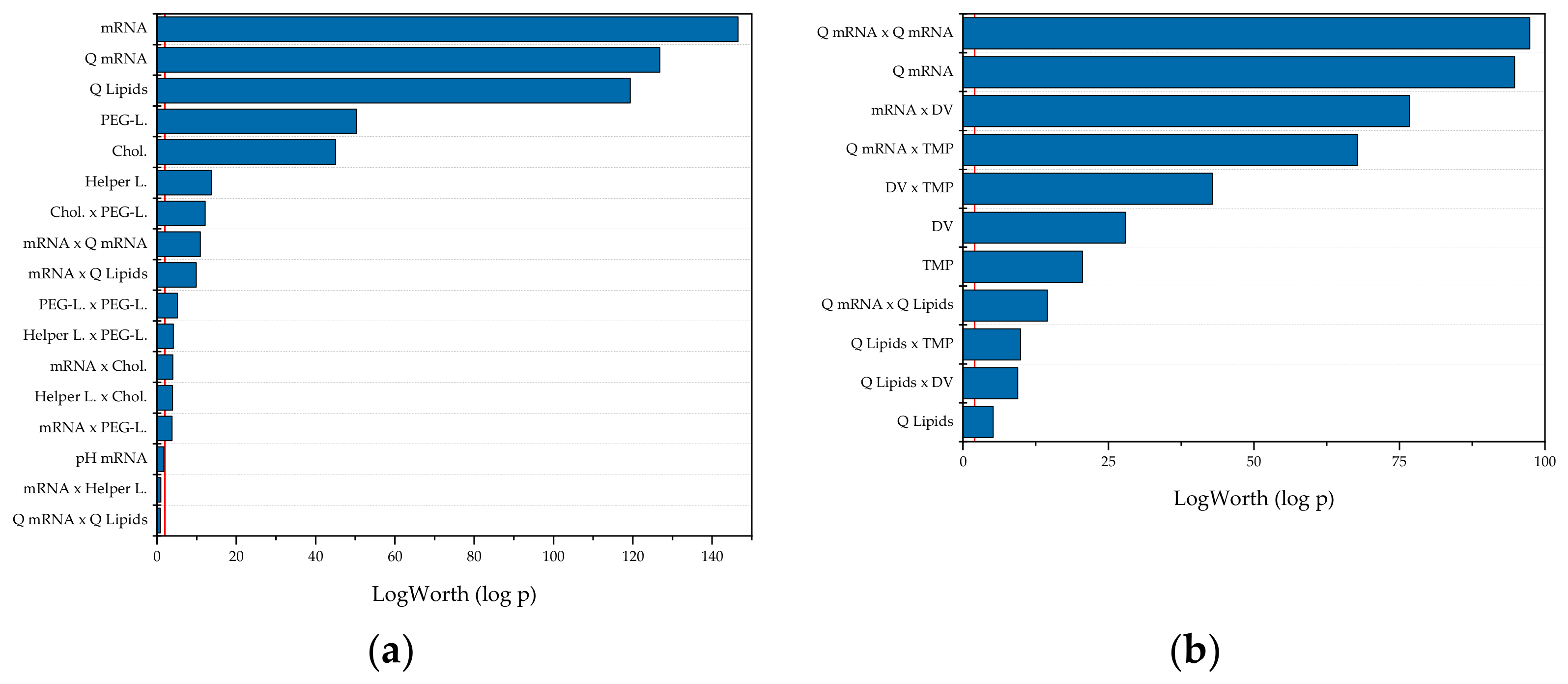
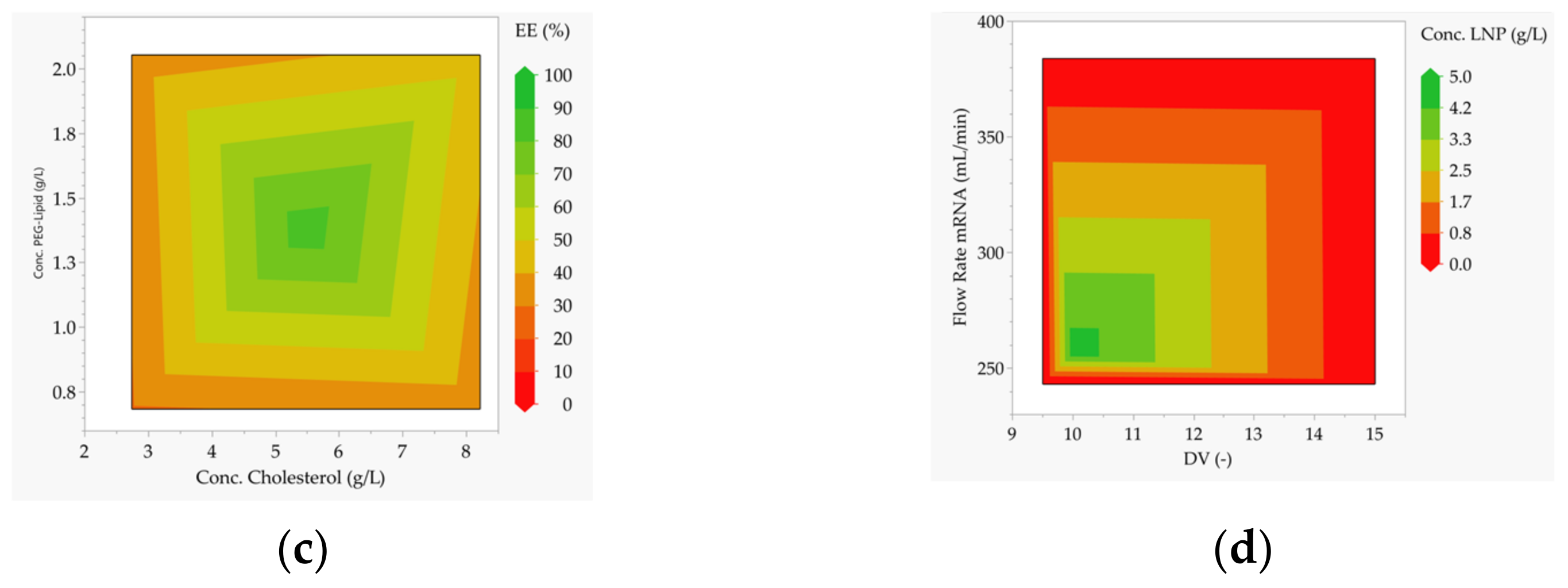
3.9. LNP
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bundesministerium der Finanzen. Förderung der Impfstoffentwicklung. Available online: https://www.bundesfinanzministerium.de/Content/DE/Standardartikel/Themen/Europa/DARP/Leuchtturm-Projekte/foerderung-impfstoffentwicklung.html# (accessed on 19 January 2023).
- Schmidt, A.; Helgers, H.; Vetter, F.L.; Juckers, A.; Strube, J. Digital Twin of mRNA-Based SARS-COVID-19 Vaccine Manufacturing towards Autonomous Operation for Improvements in Speed, Scale, Robustness, Flexibility and Real-Time Release Testing. Processes 2021, 9, 748. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Strube, J. Digital Twins for Continuous mRNA Production. Processes 2021, 9, 1967. [Google Scholar] [CrossRef]
- Schmidt, A.; Helgers, H.; Vetter, F.L.; Juckers, A.; Strube, J. Fast and Flexible mRNA Vaccine Manufacturing as a Solution to Pandemic Situations by Adopting Chemical Engineering Good Practice—Continuous Autonomous Operation in Stainless Steel Equipment Concepts. Processes 2021, 9, 1874. [Google Scholar] [CrossRef]
- Schmidt, A.; Helgers, H.; Vetter, F.L.; Zobel-Roos, S.; Hengelbrock, A.; Strube, J. Process Automation and Control Strategy by Quality-by-Design in Total Continuous mRNA Manufacturing Platforms. Processes 2022, 10, 1783. [Google Scholar] [CrossRef]
- Vetter, F.L.; Zobel-Roos, S.; Mota, J.P.B.; Nilsson, B.; Schmidt, A.; Strube, J. Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography. Processes 2022, 10, 1868. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Rosengarten, J.; Stitz, J.; Strube, J. Process Design and Optimization towards Digital Twins for HIV-Gag VLP Production in HEK293 Cells, including Purification. Processes 2022, 10, 419. [Google Scholar] [CrossRef]
- Zobel-Roos, S.; Strube, J. Präparative Chromatographie von (Bio-)Pharmazeutika—Mit Digitalisierten Mehrzweckanlagen zu Schnellen und Flexiblen Prozessen; GIT Labor-Fachzeitschrift; John Wiley & Sons: Hoboken, NJ, USA, 2021; pp. 20–21. [Google Scholar]
- Mouellef, M.; Vetter, F.L.; Zobel-Roos, S.; Strube, J. Fast and Versatile Chromatography Process Design and Operation Optimization with the Aid of Artificial Intelligence. Processes 2021, 9, 2121. [Google Scholar] [CrossRef]
- Kis, Z.; Kontoravdi, C.; Shattock, R.; Shah, N. Resources, Production Scales and Time Required for Producing RNA Vaccines for the Global Pandemic Demand. Vaccines 2020, 9, 3. [Google Scholar] [CrossRef]
- Rosa, S.S.; Prazeres, D.M.F.; Azevedo, A.M.; Marques, M.P.C. mRNA vaccines manufacturing: Challenges and bottlenecks. Vaccine 2021, 39, 2190–2200. [Google Scholar] [CrossRef]
- Grilo, A.L.; Schmidhalter, D.R. mRNA Manufacturing and Single-use Technology—A Perfect Liaison. Chem. Ing. Tech. 2022, 94, 1920–1927. [Google Scholar] [CrossRef]
- Skok, J.; Megušar, P.; Vodopivec, T.; Pregeljc, D.; Mencin, N.; Korenč, M.; Krušič, A.; Celjar, A.M.; Pavlin, N.; Krušič, J.; et al. Gram-Scale mRNA Production Using a 250-mL Single-Use Bioreactor. Chem. Ing. Tech. 2022, 94, 1928–1935. [Google Scholar] [CrossRef]
- Uhl, A.; Schmidt, A.; Jensch, C.; Köster, D.; Strube, J. Development of Concepts for a Climate-Neutral Chemical–Pharmaceutical Industry in 2045. Processes 2022, 10, 1289. [Google Scholar] [CrossRef]
- Schmidt, A.; Zobel-Roos, S.; Helgers, H.; Lohmann, L.; Vetter, F.; Jensch, C.; Juckers, A.; Strube, J. Digital Twins for Continuous Biologics Manufacturing. In Process Control, Intensification, and Digitalisation in Continuous Biomanufacturing; Subramanian, G., Ed.; Wiley: Hoboken, NJ, USA, 2022; pp. 265–350. ISBN 9783527347698. [Google Scholar]
- Beg, S.; Hasnain, M.S.; Rahman, M.; Swain, S. Introduction to Quality by Design (QbD): Fundamentals, Principles, and Applications. In Pharmaceutical Quality by Design; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–17. ISBN 9780128157992. [Google Scholar]
- Brunef, R.; Kumar, K.S.; Guillen-Gosalbez, G.; Jimenez, L. Integrating process simulation, multi-objective optimization and LCA for the development of sustainable processes. In 21st European Symposium on Computer Aided Process Engineering; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1271–1275. ISBN 9780444538956. [Google Scholar]
- Daniel, S.; Kis, Z.; Kontoravdi, C.; Shah, N. Quality by Design for enabling RNA platform production processes. Trends Biotechnol. 2022, 40, 1213–1228. [Google Scholar] [CrossRef]
- Mihokovic, N. Continuous manufacturing-EMA perspective and experience. In Integrated Continuous Biomanufacturing III; ECI: New York, NY, USA, 2017. [Google Scholar]
- Ouranidis, A.; Davidopoulou, C.; Tashi, R.-K.; Kachrimanis, K. Pharma 4.0 Continuous mRNA Drug Products Manufacturing. Pharmaceutics 2021, 13, 1371. [Google Scholar] [CrossRef]
- Schmidt, A.; Hengelbrock, A.; Strube, J. Biopharma 4.0 for Biologics Manufacturing Under Pandemic Constraints. In Cell Engineering; Biopharmaceutical Manufacturing: Progress, Trends and Challenges Book Series; Springer: Berlin/Heidelberg, Germany, 2023. [Google Scholar]
- Zobel-Roos, S.; Schmidt, A.; Uhlenbrock, L.; Ditz, R.; Köster, D.; Strube, J. Digital Twins in Biomanufacturing. Adv. Biochem. Eng. Biotechnol. 2021, 176, 181–262. [Google Scholar] [CrossRef]
- Vetter, F.L.; Strube, J. Need for a Next Generation of Chromatography Models—Academic Demands for Thermodynamic Consistency and Industrial Requirements in Everyday Project Work. Processes 2022, 10, 715. [Google Scholar] [CrossRef]
- Woodcock, J. Modernizing pharmaceutical manufacturing–continuous manufacturing as a key enabler. In Proceedings of the MIT-CMAC International Symposium on Continuous Manufacturing of Pharmaceuticals, Cambridge, MA, USA, 20–21 May 2014. [Google Scholar]
- Helgers, H.; Schmidt, A.; Strube, J. Towards Autonomous Process Control—Digital Twin for CHO Cell-Based Antibody Manufacturing Using a Dynamic Metabolic Model. Processes 2022, 10, 316. [Google Scholar] [CrossRef]
- Chatterjee, S. FDA perspective on continuous manufacturing. In Proceedings of the IFPAC Annual Meeting, Baltimore, MD, USA, 22–25 January 2012. [Google Scholar]
- ICH Expert Working Group. ICH Q12—Technical and Regulatory Considerations for Pharmaceutical Product Lifecycle Management; ICH Expert Working Group: Geneva, Switzerland, 2020. [Google Scholar]
- ICH Expert Working Group. Pharmaceuticel Development Q8(R2): ICH Harmonised Tripartite Guideline; ICH Expert Working Group: Geneva, Switzerland, 2009. [Google Scholar]
- Tice, J.D.; Song, H.; Lyon, A.D.; Ismagilov, R.F. Formation of Droplets and Mixing in Multiphase Microfluidics at Low Values of the Reynolds and the Capillary Numbers. Langmuir 2003, 19, 9127–9133. [Google Scholar] [CrossRef]
- Kashid, M.N.; Agar, D.W. Hydrodynamics of liquid–liquid slug flow capillary microreactor: Flow regimes, slug size and pressure drop. Chem. Eng. J. 2007, 131, 1–13. [Google Scholar] [CrossRef]
- Nord, L.; Bäckström, K.; Danielsson, L.-G.; Ingman, F.; Karlberg, B. Extraction rate in liquid-liquid segmented flow injection analysis. Anal. Chim. Acta 1987, 194, 221–233. [Google Scholar] [CrossRef]
- Wellsandt, T.; Stanisch, B.; Strube, J. Characterization Method for Separation Devices Based on Micro Technology. Chem. Ing. Tech. 2015, 87, 150–158. [Google Scholar] [CrossRef]
- Wellsandt, T.; Stanisch, B.; Strube, J. Development of Micro Separation Technology Modules. Part 1: Liquid-Liquid Extraction. Chem. Ing. Tech. 2015, 87, 1198–1206. [Google Scholar] [CrossRef]
- Mascia, S.; Heider, P.L.; Zhang, H.; Lakerveld, R.; Benyahia, B.; Barton, P.I.; Braatz, R.D.; Cooney, C.L.; Evans, J.M.B.; Jamison, T.F.; et al. End-to-end continuous manufacturing of pharmaceuticals: Integrated synthesis, purification, and final dosage formation. Angew. Chem. Int. Ed. Engl. 2013, 52, 12359–12363. [Google Scholar] [CrossRef] [PubMed]
- Adamo, A.; Beingessner, R.L.; Behnam, M.; Chen, J.; Jamison, T.F.; Jensen, K.F.; Monbaliu, J.-C.M.; Myerson, A.S.; Revalor, E.M.; Snead, D.R.; et al. On-demand continuous-flow production of pharmaceuticals in a compact, reconfigurable system. Science 2016, 352, 61–67. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gladius, A.W.; Vondran, J.; Ramesh, Y.; Seidensticker, T.; Agar, D.W. Slug flow as tool for selectivity control in the homogeneously catalysed solvent-free epoxidation of methyl oleate. J. Flow Chem. 2021, 11, 407–427. [Google Scholar] [CrossRef]
- Bogdan, A.R.; Dombrowski, A.W. Emerging Trends in Flow Chemistry and Applications to the Pharmaceutical Industry. J. Med. Chem. 2019, 62, 6422–6468. [Google Scholar] [CrossRef]
- Holbach, A.; Kockmann, N. Counter-current arrangement of microfluidic liquid-liquid droplet flow contactors. Green Process. Synth. 2013, 2, 157–167. [Google Scholar] [CrossRef]
- Wu, Z.; Cao, Z.; Sunden, B. Flow patterns and slug scaling of liquid-liquid flow in square microchannels. Int. J. Multiph. Flow 2019, 112, 27–39. [Google Scholar] [CrossRef]
- Robertson, K.; Flandrin, P.-B.; Klapwijk, A.R.; Wilson, C.C. Design and Evaluation of a Mesoscale Segmented Flow Reactor (KRAIC). Cryst. Growth Des. 2016, 16, 4759–4764. [Google Scholar] [CrossRef]
- Holtze, C.; Rowat, A.C.; Agresti, J.J.; Hutchison, J.B.; Angilè, F.E.; Schmitz, C.H.J.; Köster, S.; Duan, H.; Humphry, K.J.; Scanga, R.A.; et al. Biocompatible surfactants for water-in-fluorocarbon emulsions. Lab Chip 2008, 8, 1632–1639. [Google Scholar] [CrossRef]
- Shembekar, N.; Chaipan, C.; Utharala, R.; Merten, C.A. Droplet-based microfluidics in drug discovery, transcriptomics and high-throughput molecular genetics. Lab Chip 2016, 16, 1314–1331. [Google Scholar] [CrossRef] [Green Version]
- Ładosz, A.; Rigger, E.; Rudolf von Rohr, P. Pressure drop of three-phase liquid–liquid–gas slug flow in round microchannels. Microfluid. Nanofluid. 2016, 20, 49. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, G.; Yue, J. Manipulation of gas-liquid-liquid systems in continuous flow microreactors for efficient reaction processes. J. Flow Chem. 2020, 10, 103–121. [Google Scholar] [CrossRef] [Green Version]
- Linares-Fernández, S.; Lacroix, C.; Exposito, J.-Y.; Verrier, B. Tailoring mRNA Vaccine to Balance Innate/Adaptive Immune Response. Trends Mol. Med. 2020, 26, 311–323. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, L.; Li, W.; Li, S.; Wen, J.; Li, H.; Liu, Z. Advances in Development of mRNA-Based Therapeutics. In mRNA Vaccines; Current Topics in Microbiology and Immunology Book Series; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Sahin, U.; Muik, A.; Vogler, I.; Derhovanessian, E.; Kranz, L.M.; Vormehr, M.; Quandt, J.; Bidmon, N.; Ulges, A.; Baum, A.; et al. BNT162b2 vaccine induces neutralizing antibodies and poly-specific T cells in humans. Nature 2021, 595, 572–577. [Google Scholar] [CrossRef]
- Arnold, S.; Siemann, M.; Scharnweber, K.; Werner, M.; Baumann, S.; Reuss, M. Kinetic modeling and simulation of in vitro transcription by phage T7 RNA polymerase. Biotechnol. Bioeng. 2001, 72, 548–561. [Google Scholar] [CrossRef]
- Rosa, S.S.; Nunes, D.; Antunes, L.; Prazeres, D.M.F.; Marques, M.P.C.; Azevedo, A.M. Maximizing mRNA vaccine production with Bayesian optimization. Biotechnol. Bioeng. 2022, 119, 3127–3139. [Google Scholar] [CrossRef]
- Geall, A.J.; Mandl, C.W.; Ulmer, J.B. RNA: The new revolution in nucleic acid vaccines. Semin. Immunol. 2013, 25, 152–159. [Google Scholar] [CrossRef]
- Fuchs, A.-L.; Neu, A.; Sprangers, R. A general method for rapid and cost-efficient large-scale production of 5′ capped RNA. RNA 2016, 22, 1454–1466. [Google Scholar] [CrossRef] [Green Version]
- Cunningham, P.R.; Ofengand, J. Use of inorganic pyrophosphatase to improve the yield of in vitro transcription reactions catalyzed by T7 RNA polymerase. Biotechniques 1990, 9, 713–714. [Google Scholar]
- Guajardo, R.; Sousa, R. A model for the mechanism of polymerase translocation. J. Mol. Biol. 1997, 265, 8–19. [Google Scholar] [CrossRef] [PubMed]
- Higman, M.A.; Christen, L.A.; Niles, E.G. The mRNA (guanine-7-)methyltransferase domain of the vaccinia virus mRNA capping enzyme. Expression in Escherichia coli and structural and kinetic comparison to the intact capping enzyme. J. Biol. Chem. 1994, 269, 14974–14981. [Google Scholar] [CrossRef] [PubMed]
- Tusup, M.; French, L.E.; de Matos, M.; Gatfield, D.; Kundig, T.; Pascolo, S. Design of in vitro Transcribed mRNA Vectors for Research and Therapy. Chimia 2019, 73, 391–394. [Google Scholar] [CrossRef] [PubMed]
- Shuman, S. Capping Enzyme in Eukaryotic mRNA Synthesis; Elsevier: Amsterdam, The Netherlands, 1995; pp. 101–129. ISBN 9780125400503. [Google Scholar]
- Fabrega, C.; Hausmann, S.; Shen, V.; Shuman, S.; Lima, C.D. Structure and Mechanism of mRNA Cap (Guanine-N7) Methyltransferase. Mol. Cell 2004, 13, 77–89. [Google Scholar] [CrossRef]
- Muttach, F.; Muthmann, N.; Rentmeister, A. Synthetic mRNA capping. Beilstein J. Org. Chem. 2017, 13, 2819–2832. [Google Scholar] [CrossRef]
- Samanta, A.; Krause, A.; Jäschke, A. A modified dinucleotide for site-specific RNA-labelling by transcription priming and click chemistry. Chem. Commun. 2014, 50, 1313–1316. [Google Scholar] [CrossRef]
- Pasquinelli, A.E.; Dahlberg, J.E.; Lund, E. Reverse 5′ caps in RNAs made in vitro by phage RNA polymerases. RNA 1995, 1, 957–967. [Google Scholar]
- Grudzien, E.; Stepinski, J.; Jankowska-Anyszka, M.; Stolarski, R.; Darzynkiewicz, E.; Rhoads, R.E. Novel cap analogs for in vitro synthesis of mRNAs with high translational efficiency. RNA 2004, 10, 1479–1487. [Google Scholar] [CrossRef] [Green Version]
- Jemielity, J.; Fowler, T.; Zuberek, J.; Stepinski, J.; Lewdorowicz, M.; Niedzwiecka, A.; Stolarski, R.; Darzynkiewicz, E.; Rhoads, R.E. Novel “anti-reverse” cap analogs with superior translational properties. RNA 2003, 9, 1108–1122. [Google Scholar] [CrossRef] [Green Version]
- Peng, Z.-H.; Sharma, V.; Singleton, S.F.; Gershon, P.D. Synthesis and application of a chain-terminating dinucleotide mRNA cap analog. Org. Lett. 2002, 4, 161–164. [Google Scholar] [CrossRef]
- Life Technologies Corporation. User Guide—mMESSAGE mMACHINE® Kit: High Yield Capped RNA Transcription Kit. SP6, T7, and T3 Kits; Life Thechnologies Corporation: Carlsbad, CA, USA, 2012; Available online: https://www.thermofisher.com/document-connect/document-connect.html?url=https://assets.thermofisher.com/TFS-Assets%2FLSG%2Fmanuals%2Fcms_055516.pdf (accessed on 10 October 2022).
- Jena Bioscience GmbH. Data Sheet—HighYield T7 ARCA mRNA Synthesis Kit: Synthesis of ARCA-Capped (m)RNA; Jena Bioscience GmbH: Jena, Germany, 2021; Available online: https://www.jenabioscience.com/images/PDF/RNT-102.0003.pdf (accessed on 10 October 2022).
- TriLink BioTechnologies. CleanCap® AG: CleanCap Reagent AG for Co-Transcriptional Capping of mRNA; TriLink BioTechnologies: San Diego, CA, USA, 2020. [Google Scholar]
- Helgers, H.; Schmidt, A.; Lohmann, L.J.; Vetter, F.L.; Juckers, A.; Jensch, C.; Mouellef, M.; Zobel-Roos, S.; Strube, J. Towards Autonomous Operation by Advanced Process Control—Process Analytical Technology for Continuous Biologics Antibody Manufacturing. Processes 2021, 9, 172. [Google Scholar] [CrossRef]
- Juckers, A.; Knerr, P.; Harms, F.; Strube, J. Advanced Process Analytical Technology in Combination with Process Modeling for Endpoint and Model Parameter Determination in Lyophilization Process Design and Optimization. Processes 2021, 9, 1600. [Google Scholar] [CrossRef]
- Juckers, A.; Knerr, P.; Harms, F.; Strube, J. Emerging PAT for Freeze-Drying Processes for Advanced Process Control. Processes 2022, 10, 2059. [Google Scholar] [CrossRef]
- Schmidt, A.; Helgers, H.; Lohmann, L.J.; Vetter, F.; Juckers, A.; Mouellef, M.; Zobel-Roos, S.; Strube, J. Process analytical technology as key-enabler for digital twins in continuous biomanufacturing. J. Chem. Technol. Biotechnol. 2022, 97, 2336–2346. [Google Scholar] [CrossRef]
- Vetter, F.L.; Zobel-Roos, S.; Strube, J. PAT for Continuous Chromatography Integrated into Continuous Manufacturing of Biologics towards Autonomous Operation. Processes 2021, 9, 472. [Google Scholar] [CrossRef]
- Berry, B.; Moretto, J.; Matthews, T.; Smelko, J.; Wiltberger, K. Cross-scale predictive modeling of CHO cell culture growth and metabolites using Raman spectroscopy and multivariate analysis. Biotechnol. Prog. 2015, 31, 566–577. [Google Scholar] [CrossRef]
- Biechele, P.; Busse, C.; Solle, D.; Scheper, T.; Reardon, K. Sensor systems for bioprocess monitoring. Eng. Life Sci. 2015, 15, 469–488. [Google Scholar] [CrossRef]
- Birdsall, R.E.; Yu, Y.Q. An Efficient UV-Based Method for the Assessment of Oleic Acid Content in Biotherapeutic Drug Products Containing Polysorbate-80; Waters Corporation: Milford, MA, USA, 2019. [Google Scholar]
- GenScript ProBio. Accelerating Vaccine Development against COVID-19. Available online: https://www.genscriptprobio.com/gsfiles/techfiles/GPB-COVID19-GMP%20plasmid-GPB_052020.pdf (accessed on 20 January 2023).
- Pregeljc, D.; Skok, J.; Vodopivec, T.; Mencin, N.; Krušič, A.; Ličen, J.; Nemec, K.Š.; Štrancar, A.; Sekirnik, R. Increasing yield of IVT reaction with at-line HPLC monitoring. Authorea 2022. [Google Scholar] [CrossRef]
- Chmiel, H.; Takors, R.; Weuster-Botz, D. Bioprozesstechnik; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-662-54041-1. [Google Scholar]
- Committee for Mecdicinal Products for Human Use. Assessment Report Comirnaty: Procedure No. EMEA/H/C/005735/0000; Committee for Medicinal Products for Human Use: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Bancel, S.; Issa, W.J.; Aunins, J.G.; Chakraborty, T. Manufacturing Methods for Production of RNA Transcripts. WO2014152027A1, 25 September 2014. [Google Scholar]
- William Issa, M.P. Methods for HPLC Analytics. WO 2019/036685 Al, 17 February 2019. [Google Scholar]
- Committee for Mecdicinal Products for Human Use. Assessment Report Comirnaty COVID-19 Vaccine Moderna: Procedure No. EMEA/H/C/005791/0000; Committee for Medicinal Products for Human Use: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Sekirnik, R. Chromatographic Tools for a High-Yielding mRNA Production Process. Available online: https://www.rubiconscience.com.au/wp-content/uploads/2021/05/mRNA_Production_Process_presentation.pdf (accessed on 20 January 2023).
- Nemec, K.S.; Cernigoj, U.; Vidic, J.; Livk, A.G.; Goricar, B.; Bozic, K.; Celjar, A.M.; Skok, J.; Mencin, N.; Kralj, S.; et al. High Yield mRNA Production Process from E. coli to Highly Pure mRNA. Available online: https://www.biaseparations.com/en/library/seminars-webinars/1098/high-yield-mrna-production-process-from-ecoli-to-highly-pure-mrna (accessed on 20 January 2023).
- Budihna, A.F.; Pavlin, N.; Celjar, A.M. High-Selectivity HPLC mRNA Analytics: Quantification and Characterization; BioProcess International: New York, NY, USA, 2022. [Google Scholar]
- USP. Analytical Procedures for mRNA Vaccine Quality; USP: North Bethesda, MD, USA, 2022. [Google Scholar]
- Masek, T.; Vopalensky, V.; Suchomelova, P.; Pospisek, M. Denaturing RNA electrophoresis in TAE agarose gels. Anal. Biochem. 2005, 336, 46–50. [Google Scholar] [CrossRef]
- Van der Bruggen, B. Microfiltration, ultrafiltration, nanofiltration, reverse osmosis, and forward osmosis. In Fundamental Modelling of Membrane Systems; Elsevier: Amsterdam, The Netherlands, 2018; pp. 25–70. ISBN 9780128134832. [Google Scholar]
- Russo, T. A Hands-On Guide to Ultrafiltration/Diafiltration Optimization Using Pellicon® Cassettes: Application Note; MilliporeSigma: Burlington, MA, USA, 2013. [Google Scholar]
- Funkner, A.; Dorner, S.; Sewing, S.; Kamm, J.; Broghammer, N.; Ketterer, T.; Mutzke, T. A Method for Producing and Purifying RNA, Comprising at Least One Step of Tangential Flow Filtration. EP 3 303 583 B1, 1 April 2020. [Google Scholar]
- Geiger, J.; Treml, M. mRNA Purification by Tangential Flow Filtration. WO2020165158A1, 20 August 2020. [Google Scholar]
- Kis, Z.; Rizvi, Z. How to Make Enough Vaccine for the World in One Year; Public Citizen: Washington, DC, USA, 2021. [Google Scholar]
- Wellsandt, T. Entwicklung und Charakterisierung Miniaturisierter Flüssig-Flüssig Extraktoren, 1st ed.; Shaker Verlag: Aachen, Germany, 2016; ISBN 978-3-8440-4914-5. [Google Scholar]
- Chamberlin, M.; Ring, J. Characterization of T7-specific ribonucleic acid polymerase. 1. General properties of the enzymatic reaction and the template specificity of the enzyme. J. Biol. Chem. 1973, 248, 2235–2244. [Google Scholar] [CrossRef]
- Ikeda, R.A.; Richardson, C.C. Enzymatic properties of a proteolytically nicked RNA polymerase of bacteriophage T7. J. Biol. Chem. 1987, 262, 3790–3799. [Google Scholar] [CrossRef] [PubMed]
- BRENDA. BRENDA—Braunschweig Enzyme Database. Available online: https://www.brenda-enzymes.org/ (accessed on 12 December 2022).
- Piao, X.; Yadav, V.; Wang, E.; Chang, W.; Tau, L.; Lindenmuth, B.E.; Wang, S.X. Double-stranded RNA reduction by chaotropic agents during in vitro transcription of messenger RNA. Mol. Ther. Nucleic Acids 2022, 29, 618–624. [Google Scholar] [CrossRef] [PubMed]
- Wang, P.; Akula, R.; Chen, M.; Legaspi, K. AN1616: SEC-MALS Method for Characterizing mRNA Biophysical Attributes: Application Note; Wyatt Technology: Santa Barbara, CA, USA, 2022. [Google Scholar]
- Schoenmaker, L.; Witzigmann, D.; Kulkarni, J.A.; Verbeke, R.; Kersten, G.; Jiskoot, W.; Crommelin, D.J.A. mRNA-lipid nanoparticle COVID-19 vaccines: Structure and stability. Int. J. Pharm. 2021, 601, 120586. [Google Scholar] [CrossRef] [PubMed]
- Schneider, S. Analysis of Lipid Nonoparticle Composition: Quaterny Method Development for Highest Resolution with Evaporative Light Scattering Detection; Agilent Technologies, Inc.: Santa Clara, CA, USA, 2022. [Google Scholar]
- Jia, X.; Liu, Y.; Wagner, A.M.; Chen, M.; Zhao, Y.; Smith, K.J.; Some, D.; Abend, A.M.; Pennington, J. Enabling online determination of the size-dependent RNA content of lipid nanoparticle-based RNA formulations. J. Chromatogr. B Anal. Technol. Biomed. Life Sci. 2021, 1186, 123015. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Haas, R.M.; Leone, A.M. Polydispersity characterization of lipid nanoparticles for siRNA delivery using multiple detection size-exclusion chromatography. Anal. Chem. 2012, 84, 6088–6096. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Vetter, F.L.; Juckers, A.; Strube, J. Digital Twins for scFv Production in Escherichia coli. Processes 2022, 10, 809. [Google Scholar] [CrossRef]
- Hengelbrock, A.; Helgers, H.; Schmidt, A.; Vetter, F.L.; Juckers, A.; Rosengarten, J.F.; Stitz, J.; Strube, J. Digital Twin for HIV-Gag VLP Production in HEK293 Cells. Processes 2022, 10, 866. [Google Scholar] [CrossRef]
- Mouellef, M.; Szabo, G.; Vetter, F.L.; Siemers, C.; Strube, J. Artificial Neural Network for Fast and Versatile Model Parameter Adjustment Utilizing PAT Signals of Chromatography Processes for Process Control under Production Conditions. Processes 2022, 10, 709. [Google Scholar] [CrossRef]
- Saied, A.A. mRNA vaccines and clinical research in Africa—From hope to reality. Int. J. Surg. 2022, 105, 106833. [Google Scholar] [CrossRef]
- Uli Beisel. BioNTainer—A Manufacturing Solution for Africa or Circumventing Capacity? Available online: https://www.medizinethnologie.net/biontainer-a-manufacturing-solution-for-africa-or-circumventing-capacity/ (accessed on 23 January 2023).





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | NTP:GTP | NTP | Mg Acetate | pH |
|---|---|---|---|---|
| (°C) | (mM:mM) | (mM) | (mM) | (–) |
| 37 | 1 | 5 | 12 | 7 |
| 40 | 2.5 | 7.5 | 16.5 | 7.5 |
| 43 | 5 | 10 | 50 | 8 |
| Tris | DTT | Triton | Rnase I | Pyrophosphatase | T7 Polymerase | Template |
|---|---|---|---|---|---|---|
| (mM) | (mM) | (%) | (U/µL) | (U/µL) | (U/µL) | (µg/µL) |
| 40 | 10 | 0.002 | 1 | 0.002 | 8 | 0.05 |
| Quality | Attribute |
|---|---|
| Identity | Sequence confirmation |
| Content | RNA content |
| Integrity | Percentage of intact mRNA and fragment mRNA |
| 5′ Cap | |
| 3′ Poly(A)-tail | |
| mRNA Integrity | |
| Purity | Product related impurities—dsRNA |
| Residual DNA template | |
| Safety | Endotoxin |
| Bioburden | |
| Sterility | |
| Other | Appearance |
| pH |
| Coefficients | Unit | Scenario 1 | Scenario 2 |
|---|---|---|---|
| Dax (Saxena–Nigam) | m2/s | ||
| Dax (Trivedi–Vasudeva) I | m2/s | ||
| Dax (Trivedi–Vasudeva) II | m2/s |
| Operation Point | Total Weight (g) | Weight Product in (g) | Weight Product Out (g) | Yield (%) | Purity (%) |
|---|---|---|---|---|---|
| 1 | 3.8 ± 0.4 | 3.7 ± 0.3 | 3.5 ± 0.4 | 94 ± 2 | 92 ± 2 |
| 2 | 4.7 ± 0.2 | 4.6 ± 0.1 | 4.7 ± 0.1 | 100 ± 1 | 98 ± 2 |
| Gel | Prima S | RP | |
|---|---|---|---|
| (a) |  |  |  |
| (b) |  |  |  |
| (c) |  |  |  |
| NTP Conc (mM) | GTP:NTPRatio | GTP:CapRatio | Cap Type | Capping Eff. (%) | Reaction Vol. (µL) | mRNA Yield (g/L) | Theor. Max. mRNA Yield (g/L) | Consumption Rate (%) | |
|---|---|---|---|---|---|---|---|---|---|
| TF | 7.5 | 1:5 | 1:4 | m7G(5′)ppp(5′)G | 80 | 20 | 1–1.5 | 1.98 | 10–15 |
| JB | 7.5 | 1:5 | 1:4 | ARCA | 80 | 20 | 1.5–2.5 | 1.98 | 15–20 |
| TriLink | 5 | 1:1 | 5:4 | CleanCap AG | >95 | 100 | 4–5 | 5.28 | 61–76 |
| This Study | 10 | 1:1 | 5:4 | CleanCap AG | 71 | 25–300 | 10.5–12.1 | 10.56–13.2 | 91–99 |
| Gel | Prima S | RP | |
|---|---|---|---|
| (a) |  |  |  |
| (b) |  |  |  |
| (c) |  |  |  |
| mRNA Conc. (g/L) | Consumption Rate (%) | ss:ds mRNA (-) | |
|---|---|---|---|
| (a) | 12.0 | 91 | 1:2.1 |
| (b) | 11.2 | 86 | 1.1:1 |
| (c) | 6.5 | 49 | 3.5:1 |
| Exp. No. | mRNA/pDNA | mRNA/pDNA (mg/mL) | Ion. Lipid (mg/mL) | PEG-Lipid (mg/mL) | DSPC (mg/mL) | Cholesterol (mg/mL) | Volume (mL) |
|---|---|---|---|---|---|---|---|
| 0 | –(pos. control) | 0 | 11.8 | 1.4 | 2.5 | 5.5 | 2 |
| 1 | pDNA | 0.27 | 11.8 | 1.4 | 2.5 | 5.5 | 2 |
| 2 | lin. pDNA | 0.27 | 11.8 | 1.4 | 2.5 | 5.5 | 3 |
| 3 | mRNA | 0.27 | 11.8 | 1.4 | 2.5 | 5.5 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hengelbrock, A.; Schmidt, A.; Helgers, H.; Vetter, F.L.; Strube, J. Scalable mRNA Machine for Regulatory Approval of Variable Scale between 1000 Clinical Doses to 10 Million Manufacturing Scale Doses. Processes 2023, 11, 745. https://doi.org/10.3390/pr11030745
Hengelbrock A, Schmidt A, Helgers H, Vetter FL, Strube J. Scalable mRNA Machine for Regulatory Approval of Variable Scale between 1000 Clinical Doses to 10 Million Manufacturing Scale Doses. Processes. 2023; 11(3):745. https://doi.org/10.3390/pr11030745
Chicago/Turabian StyleHengelbrock, Alina, Axel Schmidt, Heribert Helgers, Florian Lukas Vetter, and Jochen Strube. 2023. "Scalable mRNA Machine for Regulatory Approval of Variable Scale between 1000 Clinical Doses to 10 Million Manufacturing Scale Doses" Processes 11, no. 3: 745. https://doi.org/10.3390/pr11030745