
Coprocessing Corn Germ Meal for Oil Recovery and Ethanol Production: A Process Model for Lipid-Producing Energy Crops

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Corn Germ Meal Samples
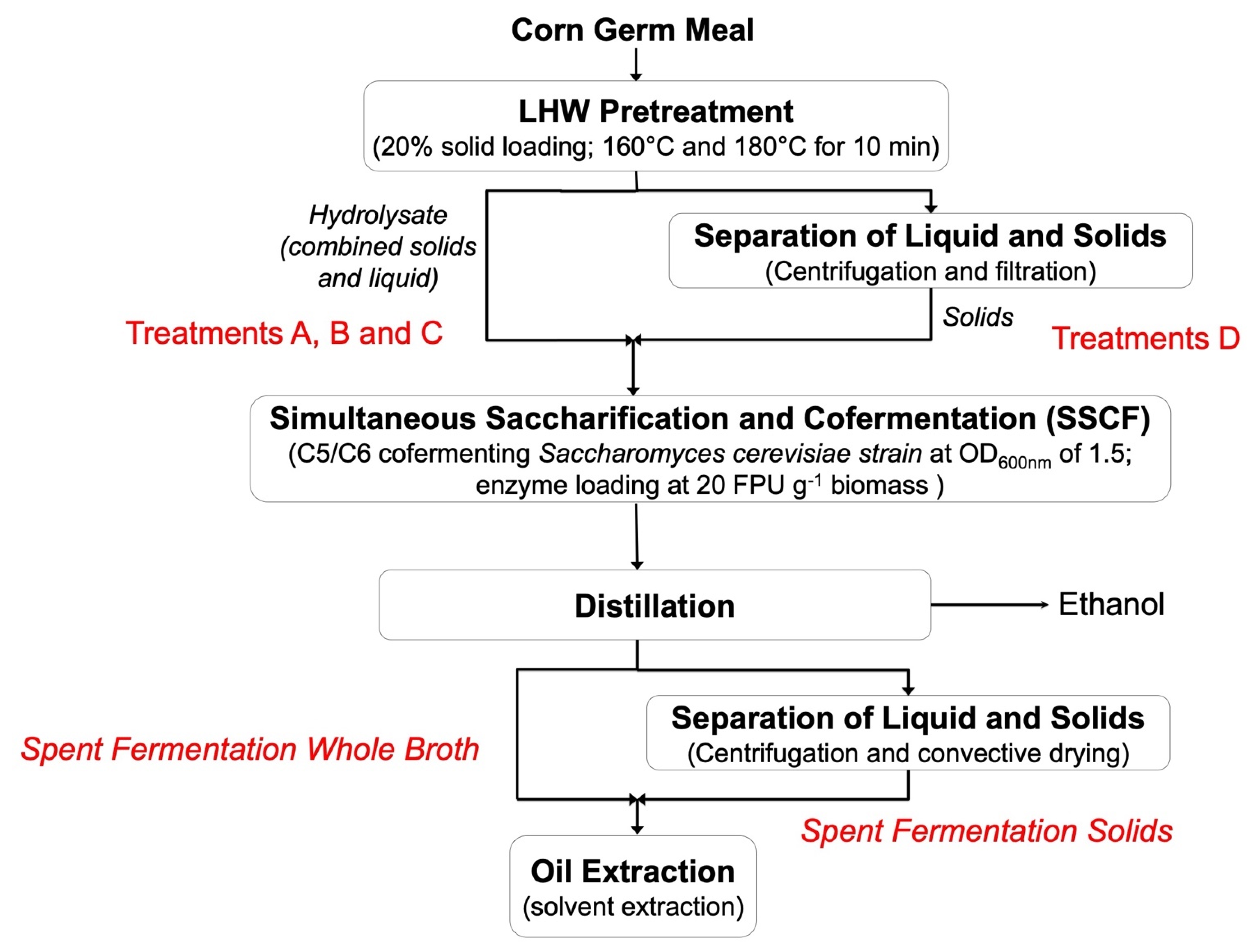
2.2. Hot Water Pretreatment
2.3. Yeast Culture Preparation
2.4. Simultaneous Saccharification and Co-Fermentation (SSCF)
2.5. Lipid Extraction
2.6. Lipid Analyses
2.7. HPLC Analysis of Sugars, Organic Acids, and Ethanol
2.8. Statistical Analysis
3. Results and Discussion
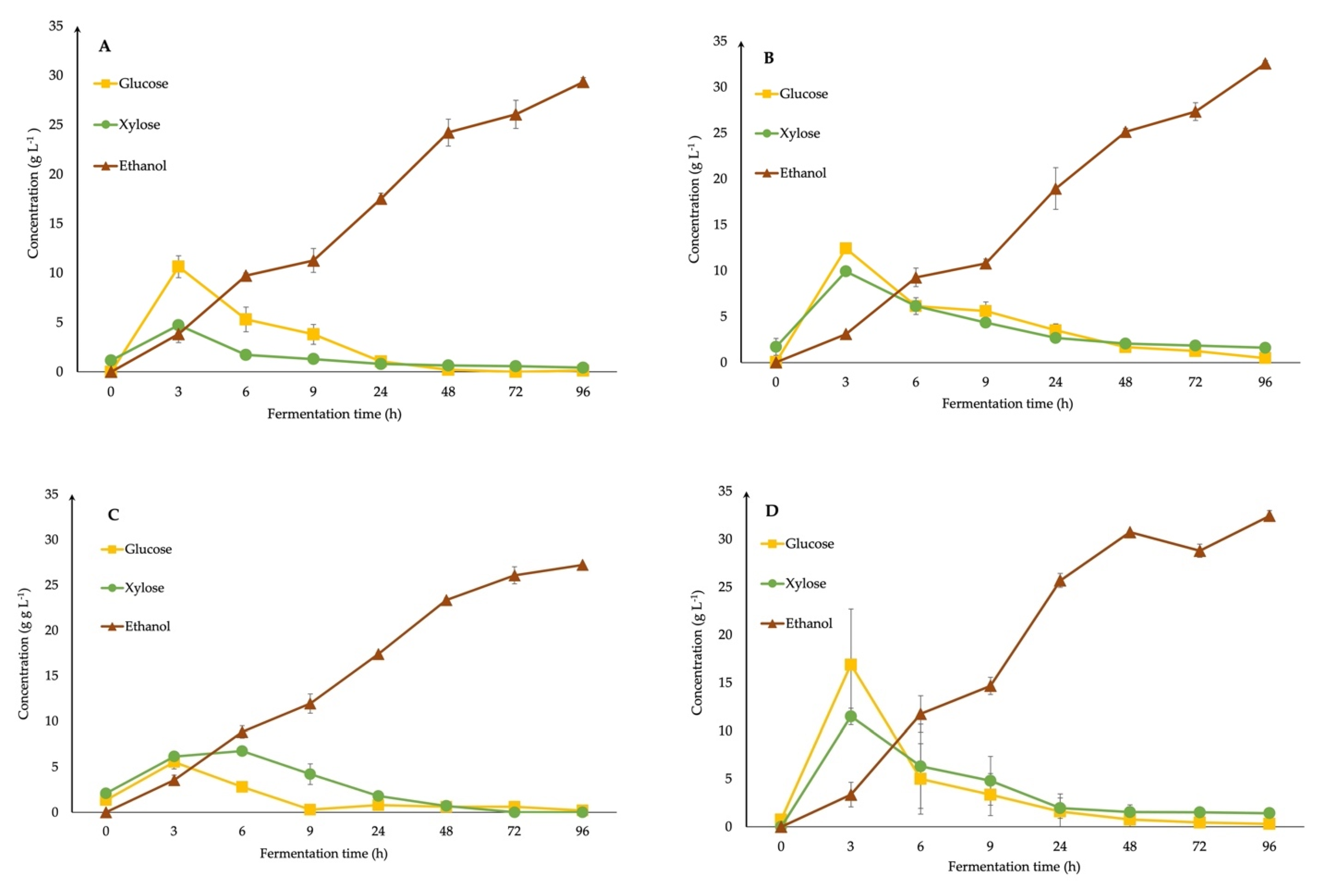
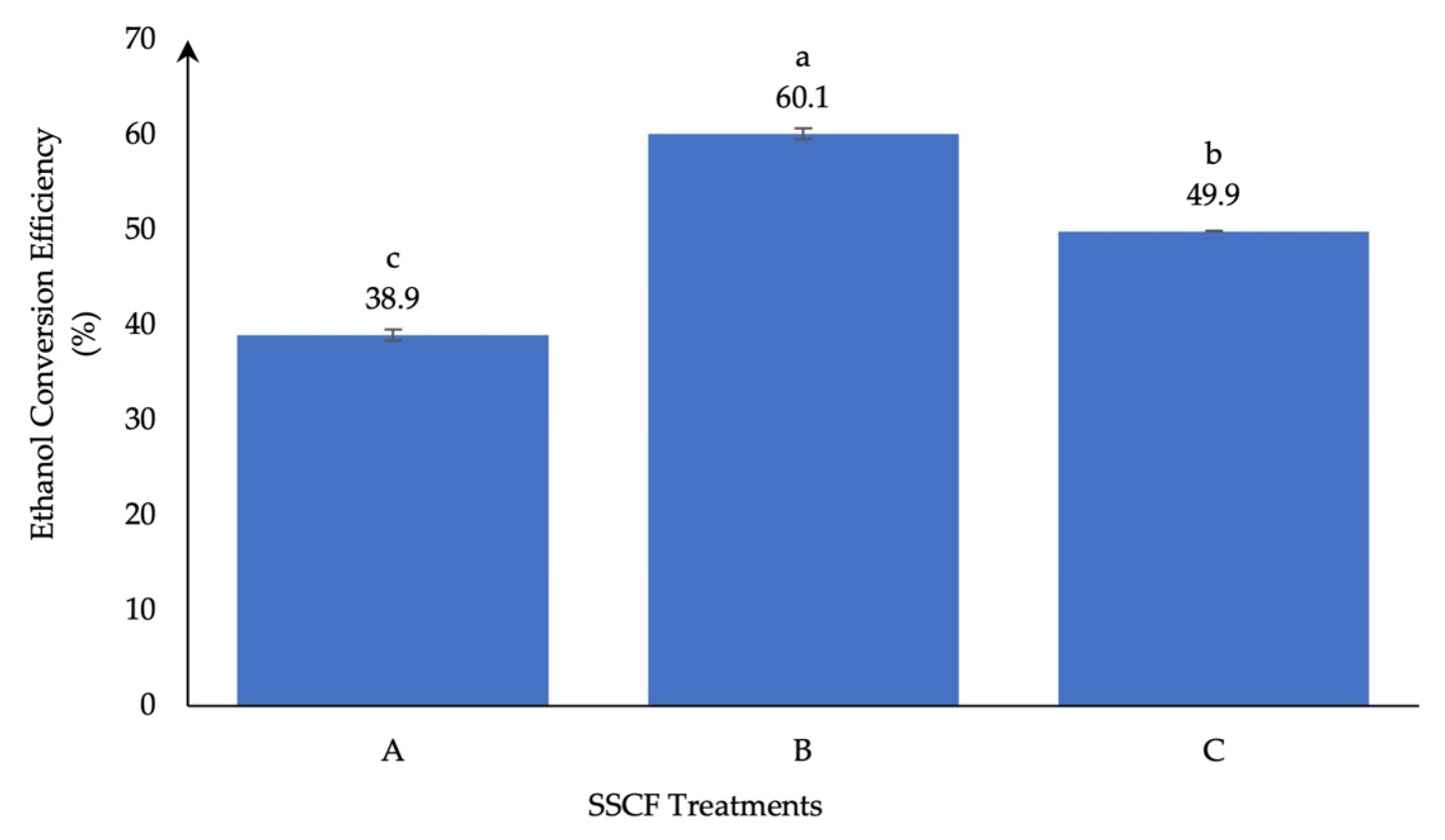
3.1. Ethanol and Sugar Profile during SSCF
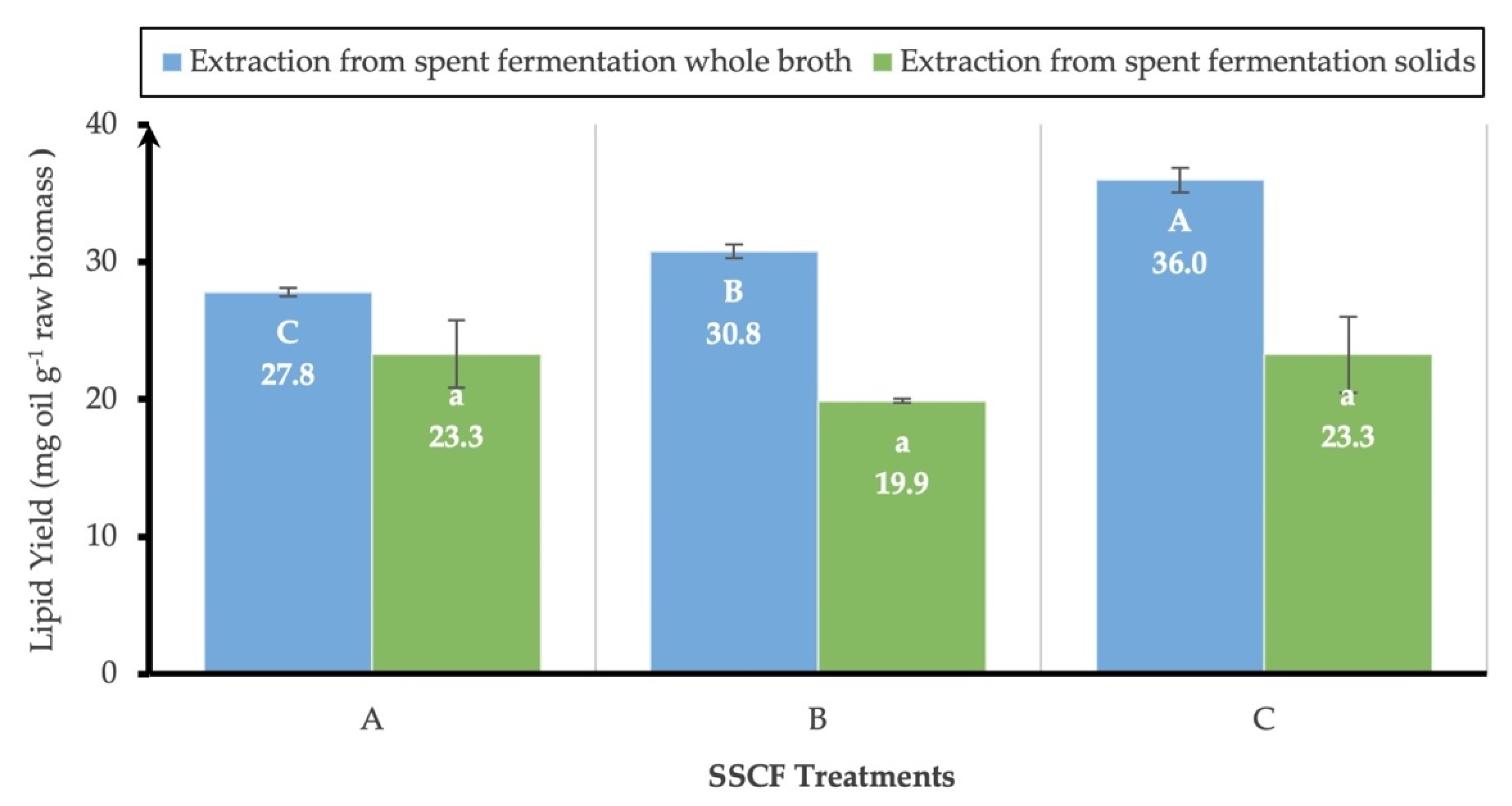
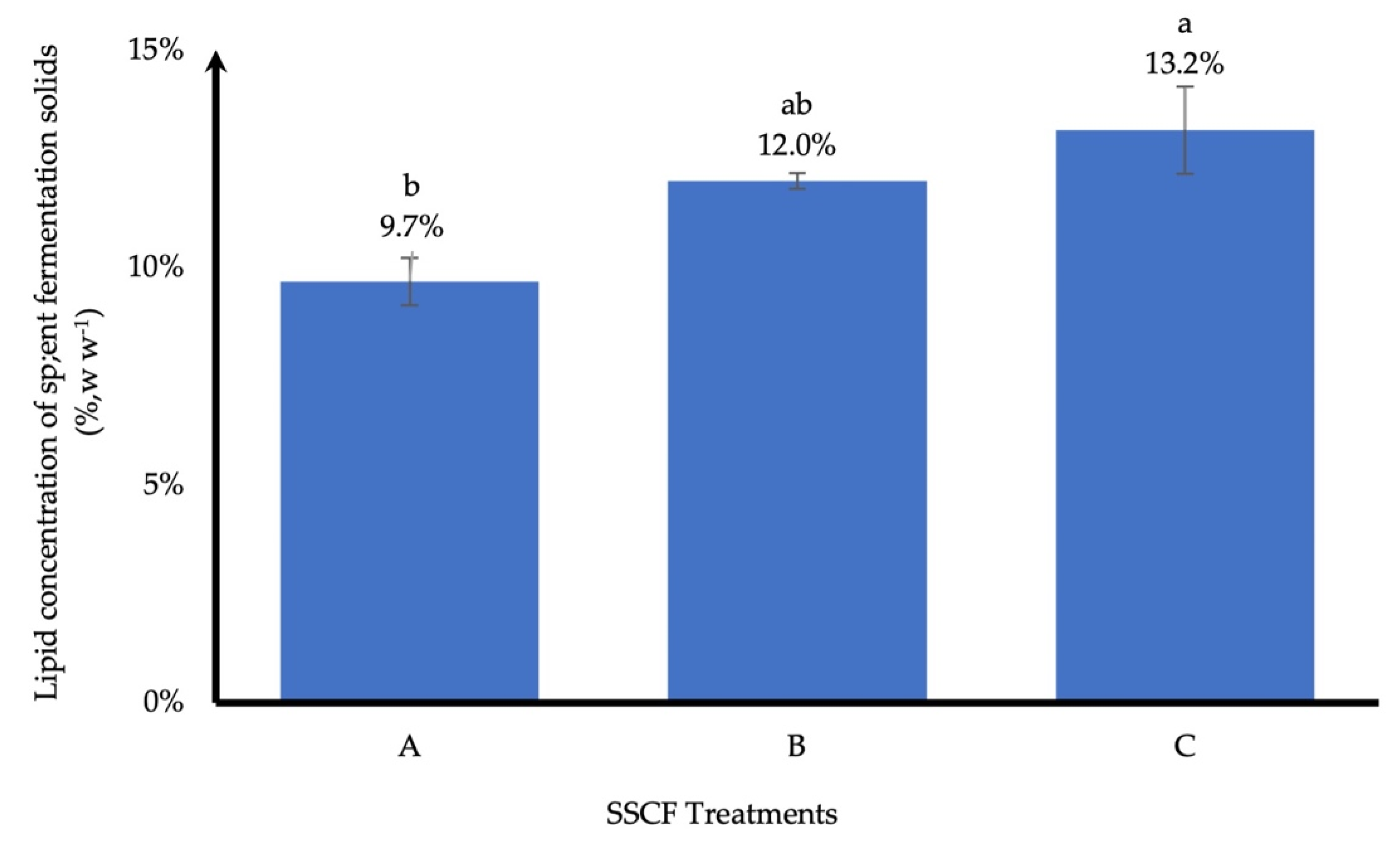
3.2. Lipid Recovery after SSCF
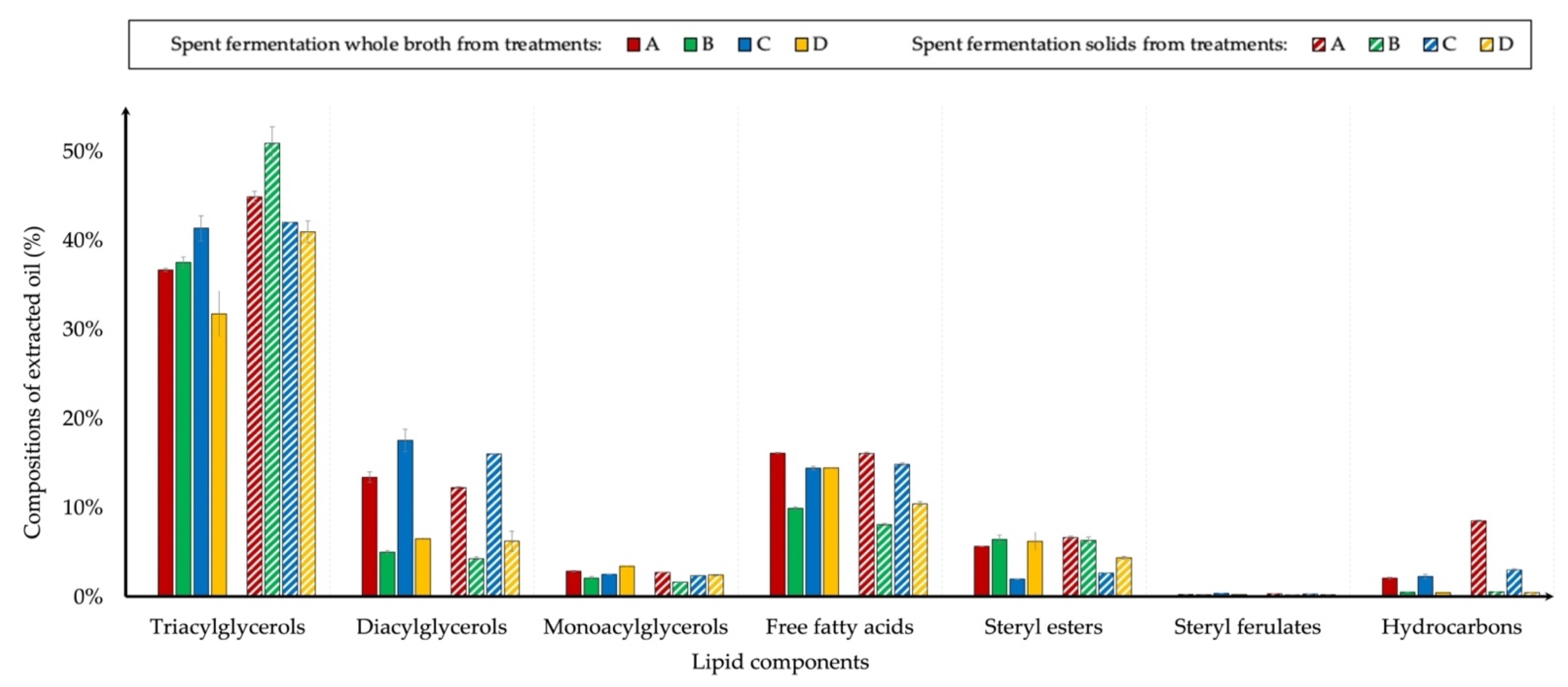
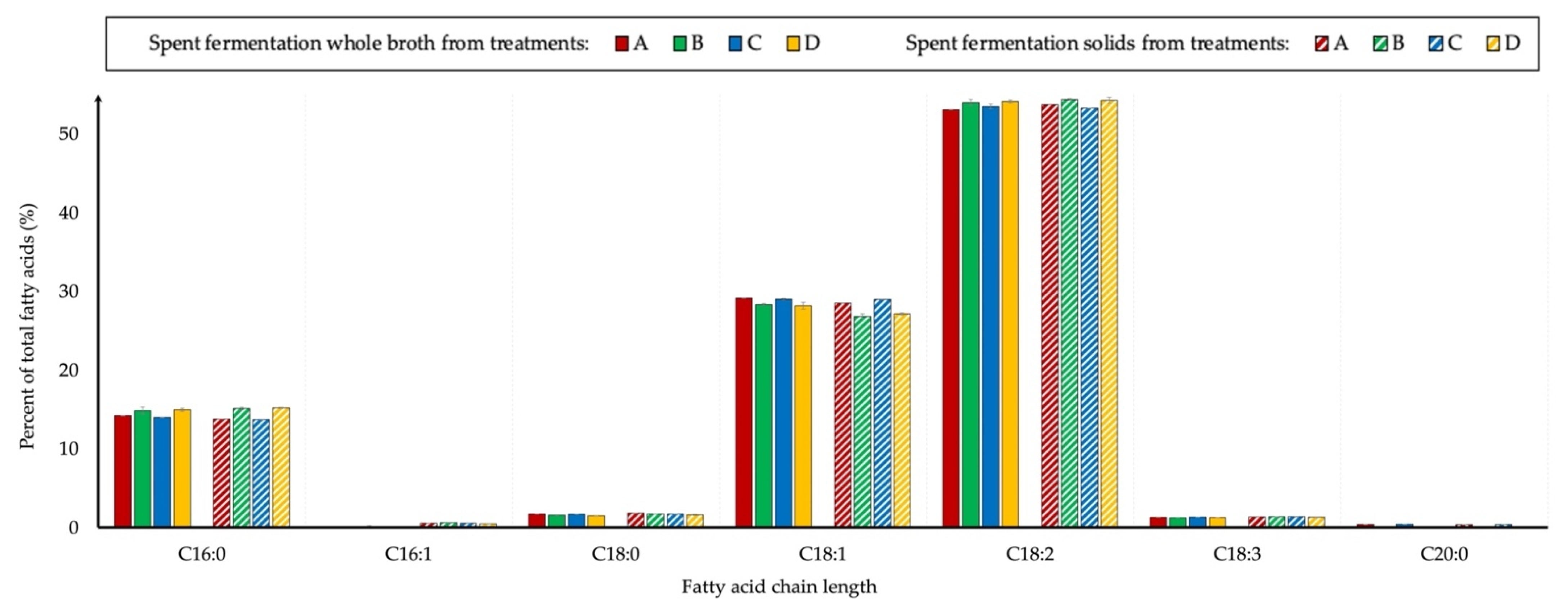
3.3. Compositions of Oil and FAME from Oil
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Pretreatment Conditions | Fermentation | Ethanol Conversion Efficiency (%) | Reference |
|---|---|---|---|---|
| Sugarcane bagasse | 180 °C LHW/10 min | SSCF 2 | 94% | [32] |
| Hemp | 170 °C LHW/30 min | SSF 3 | 75% | [53] |
| Corn stover | 190 °C LHW/15 min | SSCF 2 | 88% | [52] |
| Reed | 210 °C LHW/20 min | SSF 3 | 86% | [55] |
| Switchgrass | 200 °C LHW/10 min | SSF 3 | 86% | [54] |
References
- Graboski, M.S.; McCormick, R.L. Combustion of Fat and Vegetable Oil Derived Fuels in Diesel Engines. Prog. Energy Combust. Sci. 1998, 24, 125–164. [Google Scholar] [CrossRef]
- Haas, M.J.; McAloon, A.J.; Yee, W.C.; Foglia, T.A. A Process Model to Estimate Biodiesel Production Costs. Bioresour. Technol. 2006, 97, 671–678. [Google Scholar] [CrossRef] [PubMed]
- Santos, S.; Puna, J.; Gomes, J. A Review on Bio-Based Catalysts (Immobilized Enzymes) Used for Biodiesel Production. Energies 2020, 13, 3013. [Google Scholar] [CrossRef]
- Catarino, M.; Ferreira, E.; Soares Dias, A.P.; Gomes, J. Dry Washing Biodiesel Purification Using Fumed Silica Sorbent. Chem. Eng. J. 2020, 386, 123930. [Google Scholar] [CrossRef]
- EIA. January 2021 Monthly Energy Review; U.S. Energy Information Administration: Washington, DC, USA, 2021.
- EIA. Monthly Biodiesel Production Report with Data for November 2020; U.S. Energy Information Administration: Washington, DC, USA, 2020.
- U.S. Department of Energy. DOE Clean Cities Alternative Fuel Price Report; U.S. Department of Energy: Washington, DC, USA, 2020.
- EIA Gasoline and Diesel Fuel Update. Available online: https://www.eia.gov/petroleum/gasdiesel/index.php (accessed on 29 December 2020).
- Apostolakou, A.A.; Kookos, I.K.; Marazioti, C.; Angelopoulos, K.C. Techno-Economic Analysis of a Biodiesel Production Process from Vegetable Oils. Fuel Process. Technol. 2009, 90, 1023–1031. [Google Scholar] [CrossRef]
- Parajuli, S.; Kannan, B.; Karan, R.; Sanahuja, G.; Liu, H.; Garcia-Ruiz, E.; Kumar, D.; Singh, V.; Zhao, H.; Long, S.; et al. Towards Oilcane: Engineering Hyperaccumulation of Triacylglycerol into Sugarcane Stems. GCB Bioenergy 2020, 12, 476–490. [Google Scholar] [CrossRef] [Green Version]
- Vanhercke, T.; El Tahchy, A.; Liu, Q.; Zhou, X.-R.; Shrestha, P.; Divi, U.K.; Ral, J.-P.; Mansour, M.P.; Nichols, P.D.; James, C.N.; et al. Metabolic Engineering of Biomass for High Energy Density: Oilseed-like Triacylglycerol Yields from Plant Leaves. Plant Biotechnol. J. 2014, 12, 231–239. [Google Scholar] [CrossRef] [PubMed]
- Vanhercke, T.; Belide, S.; Taylor, M.C.; El Tahchy, A.; Okada, S.; Rolland, V.; Liu, Q.; Mitchell, M.; Shrestha, P.; Venables, I.; et al. Up-Regulation of Lipid Biosynthesis Increases the Oil Content in Leaves of Sorghum Bicolor. Plant Biotechnol. J. 2019, 17, 220–232. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vanhercke, T.; Dyer, J.M.; Mullen, R.T.; Kilaru, A.; Rahman, M.M.; Petrie, J.R.; Green, A.G.; Yurchenko, O.; Singh, S.P. Metabolic Engineering for Enhanced Oil in Biomass. Prog. Lipid Res. 2019, 74, 103–129. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.-Y.; Yang, H.-K.; Singh, S.P.; Sharp, P.J.; Liu, Q. Genetic Manipulation of Non-Classic Oilseed Plants for Enhancement of Their Potential as a Biofactory for Triacylglycerol Production. Engineering 2018, 4, 523–533. [Google Scholar] [CrossRef]
- Zale, J.; Jung, J.H.; Kim, J.Y.; Pathak, B.; Karan, R.; Liu, H.; Chen, X.; Wu, H.; Candreva, J.; Zhai, Z.; et al. Metabolic Engineering of Sugarcane to Accumulate Energy-Dense Triacylglycerols in Vegetative Biomass. Plant Biotechnol. J. 2016, 14, 661–669. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Guo, Q.; Akbar, S.; Zhi, Y.; El Tahchy, A.; Mitchell, M.; Li, Z.; Shrestha, P.; Vanhercke, T.; Ral, J.-P.; et al. Genetic Enhancement of Oil Content in Potato Tuber (Solanum Tuberosum L.) through an Integrated Metabolic Engineering Strategy. Plant Biotechnol. J. 2017, 15, 56–67. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, H.; Long, S.; Singh, V. Techno-economic Analysis of Biodiesel and Ethanol Co-production from Lipid-producing Sugarcane. Biofuels Bioprod. Biorefining 2016, 10, 299–315. [Google Scholar] [CrossRef] [Green Version]
- Cheng, M.-H.; Dien, B.S.; Lee, D.K.; Singh, V. Sugar Production from Bioenergy Sorghum by Using Pilot Scale Continuous Hydrothermal Pretreatment Combined with Disk Refining. Bioresour. Technol. 2019, 289, 121663. [Google Scholar] [CrossRef]
- Kumar, D.; Murthy, G.S. Impact of Pretreatment and Downstream Processing Technologies on Economics and Energy in Cellulosic Ethanol Production. Biotechnol. Biofuels 2011, 4, 27. [Google Scholar] [CrossRef] [Green Version]
- Jia, Y.; Kumar, D.; Winkler-Moser, J.K.; Dien, B.; Singh, V. Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops. Energies 2020, 13, 6022. [Google Scholar] [CrossRef]
- Johnston, D.B.; McAloon, A.J.; Moreau, R.A.; Hicks, K.B.; Singh, V. Composition and Economic Comparison of Germ Fractions from Modified Corn Processing Technologies. J. Am. Oil Chem. Soc. 2005, 82, 603–608. [Google Scholar] [CrossRef]
- Rausch, K.D.; Belyea, R.L. The Future of Coproducts from Corn Processing. Appl. Biochem. Biotechnol. 2006, 128, 047–086. [Google Scholar] [CrossRef]
- Hoang Nguyen Tran, P.; Ko, J.K.; Gong, G.; Um, Y.; Lee, S.-M. Improved Simultaneous Co-Fermentation of Glucose and Xylose by Saccharomyces Cerevisiae for Efficient Lignocellulosic Biorefinery. Biotechnol. Biofuels 2020, 13, 12. [Google Scholar] [CrossRef]
- Katahira, S.; Muramoto, N.; Moriya, S.; Nagura, R.; Tada, N.; Yasutani, N.; Ohkuma, M.; Onishi, T.; Tokuhiro, K. Screening and Evolution of a Novel Protist Xylose Isomerase from the Termite Reticulitermes Speratus for Efficient Xylose Fermentation in Saccharomyces Cerevisiae. Biotechnol. Biofuels 2017, 10, 203. [Google Scholar] [CrossRef] [Green Version]
- Ko, J.K.; Lee, S.-M. Advances in Cellulosic Conversion to Fuels: Engineering Yeasts for Cellulosic Bioethanol and Biodiesel Production. Curr. Opin. Biotechnol. 2018, 50, 72–80. [Google Scholar] [CrossRef] [PubMed]
- Tran Nguyen Hoang, P.; Ko, J.K.; Gong, G.; Um, Y.; Lee, S.-M. Genomic and Phenotypic Characterization of a Refactored Xylose-Utilizing Saccharomyces Cerevisiae Strain for Lignocellulosic Biofuel Production. Biotechnol. Biofuels 2018, 11, 268. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Katahira, S.; Ito, M.; Takema, H.; Fujita, Y.; Tanino, T.; Tanaka, T.; Fukuda, H.; Kondo, A. Improvement of Ethanol Productivity during Xylose and Glucose Co-Fermentation by Xylose-Assimilating S. Cerevisiae via Expression of Glucose Transporter Sut1. Enzym. Microb. Technol. 2008, 43, 115–119. [Google Scholar] [CrossRef]
- Wang, R.; Unrean, P.; Franzén, C.J. Model-Based Optimization and Scale-up of Multi-Feed Simultaneous Saccharification and Co-Fermentation of Steam Pre-Treated Lignocellulose Enables High Gravity Ethanol Production. Biotechnol. Biofuels 2016, 9, 88. [Google Scholar] [CrossRef] [Green Version]
- Sassner, P.; Galbe, M.; Zacchi, G. Techno-Economic Evaluation of Bioethanol Production from Three Different Lignocellulosic Materials. Biomass Bioenergy 2008, 32, 422–430. [Google Scholar] [CrossRef]
- Kim, S.M.; Dien, B.S.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Improvement of Sugar Yields from Corn Stover Using Sequential Hot Water Pretreatment and Disk Milling. Bioresour. Technol. 2016, 216, 706–713. [Google Scholar] [CrossRef] [Green Version]
- Overend, R.P.; Chornet, E. Fractionation of Lignocellulosics by Steam-Aqueous Pretreatments. Philos. Trans. R. Soc. Lond. 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Fermentation of Undetoxified Sugarcane Bagasse Hydrolyzates Using a Two Stage Hydrothermal and Mechanical Refining Pretreatment. Bioresour. Technol. 2018, 261, 313–321. [Google Scholar] [CrossRef]
- Heitz, M.; Carrasco, F.; Rubio, M.; Chauvette, G.; Chornet, E.; Jaulin, L.; Overend, R.P. Generalized Correlations for the Aqueous Liquefaction of Lignocellulosics. Can. J. Chem. Eng. 1986, 64, 647–650. [Google Scholar] [CrossRef]
- Ilanidis, D.; Stagge, S.; Jönsson, L.J.; Martín, C. Effects of Operational Conditions on Auto-Catalyzed and Sulfuric-Acid-Catalyzed Hydrothermal Pretreatment of Sugarcane Bagasse at Different Severity Factor. Ind. Crops Prod. 2021, 159, 113077. [Google Scholar] [CrossRef]
- Iroba, K.L.; Tabil, L.G.; Sokhansanj, S.; Dumonceaux, T. Pretreatment and Fractionation of Barley Straw Using Steam Explosion at Low Severity Factor. Biomass Bioenergy 2014, 66, 286–300. [Google Scholar] [CrossRef]
- Kim, Y.; Kreke, T.; Mosier, N.S.; Ladisch, M.R. Severity Factor Coefficients for Subcritical Liquid Hot Water Pretreatment of Hardwood Chips: Severity Factor for Liquid Hot Water Pretreatment. Biotechnol. Bioeng. 2014, 111, 254–263. [Google Scholar] [CrossRef] [PubMed]
- Bondesson, P.-M.; Galbe, M. Process Design of SSCF for Ethanol Production from Steam-Pretreated, Acetic-Acid-Impregnated Wheat Straw. Biotechnol. Biofuels 2016, 9, 222. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Binod, P.; Kuttiraja, M.; Archana, M.; Janu, K.U.; Sindhu, R.; Sukumaran, R.K.; Pandey, A. High Temperature Pretreatment and Hydrolysis of Cotton Stalk for Producing Sugars for Bioethanol Production. Fuel 2012, 92, 340–345. [Google Scholar] [CrossRef]
- Huang, H.; Moreau, R.A.; Powell, M.J.; Wang, Z.; Kannan, B.; Altpeter, F.; Grennan, A.K.; Long, S.P.; Singh, V. Evaluation of the Quantity and Composition of Sugars and Lipid in the Juice and Bagasse of Lipid Producing Sugarcane. Biocatal. Agric. Biotechnol. 2017, 10, 148–155. [Google Scholar] [CrossRef] [Green Version]
- Quarterman, J.; Slininger, P.J.; Kurtzman, C.P.; Thompson, S.R.; Dien, B.S. A Survey of Yeast from the Yarrowia Clade for Lipid Production in Dilute Acid Pretreated Lignocellulosic Biomass Hydrolysate. Appl. Microbiol. Biotechnol. 2017, 101, 3319–3334. [Google Scholar] [CrossRef] [PubMed]
- Phowchinda, O.; Délia-Dupuy, M.L.; Strehaiano, P. Effects of Acetic Acid on Growth and Fermentative Activity of Saccharomyces Cerevisiae. Biotechnol. Lett. 1995, 17, 237–242. [Google Scholar] [CrossRef]
- Narendranath, N.V.; Thomas, K.C.; Ingledew, W.M. Effects of Acetic Acid and Lactic Acid on the Growth of Saccharomyces Cerevisiae in a Minimal Medium. J. Ind. Microbiol. Biotechnol. 2001, 26, 171–177. [Google Scholar] [CrossRef] [PubMed]
- Hasunuma, T.; Sung, K.; Sanda, T.; Yoshimura, K.; Matsuda, F.; Kondo, A. Efficient Fermentation of Xylose to Ethanol at High Formic Acid Concentrations by Metabolically Engineered Saccharomyces Cerevisiae. Appl. Microbiol. Biotechnol. 2011, 90, 997–1004. [Google Scholar] [CrossRef] [PubMed]
- Graves, T.; Narendranath, N.V.; Dawson, K.; Power, R. Effect of PH and Lactic or Acetic Acid on Ethanol Productivity by Saccharomyces Cerevisiae in Corn Mash. J. Ind. Microbiol. Biotechnol. 2006, 33, 469–474. [Google Scholar] [CrossRef] [PubMed]
- Fincher, G.B. Morphology and chemical composition of barley endosperm cell walls. J. Inst. Brew. 1975, 81, 116–122. [Google Scholar] [CrossRef]
- Gibeaut, D.M.; Pauly, M.; Bacic, A.; Fincher, G.B. Changes in Cell Wall Polysaccharides in Developing Barley (Hordeum Vulgare) Coleoptiles. Planta 2005, 221, 729–738. [Google Scholar] [CrossRef]
- Burton, R.A.; Fincher, G.B. Evolution and Development of Cell Walls in Cereal Grains. Front. Plant Sci. 2014, 5, 456. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, J.-Q.; Qin, L.; Li, W.-C.; Zhang, J.; Bao, J.; Huang, Y.-D.; Li, B.-Z.; Yuan, Y.-J. Simultaneous Saccharification and Co-Fermentation of Dry Diluted Acid Pretreated Corn Stover at High Dry Matter Loading: Overcoming the Inhibitors by Non-Tolerant Yeast. Bioresour. Technol. 2015, 198, 39–46. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.-Q.; Qin, L.; Li, B.-Z.; Yuan, Y.-J. Simultaneous Saccharification and Co-Fermentation of Aqueous Ammonia Pretreated Corn Stover with an Engineered Saccharomyces Cerevisiae SyBE005. Bioresour. Technol. 2014, 169, 9–18. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.; Wang, L.; Yang, R.; Hou, P.; Liu, J. Direct Bioethanol Production from Wheat Straw Using Xylose/Glucose Co-Fermentation by Co-Culture of Two Recombinant Yeasts. J. Ind. Microbiol. Biotechnol. 2017, 44, 453–464. [Google Scholar] [CrossRef] [PubMed]
- Qin, L.; Zhao, X.; Li, W.-C.; Zhu, J.-Q.; Liu, L.; Li, B.-Z.; Yuan, Y.-J. Process Analysis and Optimization of Simultaneous Saccharification and Co-Fermentation of Ethylenediamine-Pretreated Corn Stover for Ethanol Production. Biotechnol. Biofuels 2018, 11, 118. [Google Scholar] [CrossRef] [Green Version]
- Mosier, N.; Hendrickson, R.; Ho, N.; Sedlak, M.; Ladisch, M.R. Optimization of PH Controlled Liquid Hot Water Pretreatment of Corn Stover. Bioresour. Technol. 2005, 96, 1986–1993. [Google Scholar] [CrossRef]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Wang, D. Conversion of Liquid Hot Water, Acid and Alkali Pretreated Industrial Hemp Biomasses to Bioethanol. Bioresour. Technol. 2020, 309, 123383. [Google Scholar] [CrossRef] [PubMed]
- Faga, B.A.; Wilkins, M.R.; Banat, I.M. Ethanol Production through Simultaneous Saccharification and Fermentation of Switchgrass Using Saccharomyces Cerevisiae D5A and Thermotolerant Kluyveromyces Marxianus IMB Strains. Bioresour. Technol. 2010, 101, 2273–2279. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Li, X.; Zhao, J.; Qu, Y. Enzymatic Saccharification and Ethanol Fermentation of Reed Pretreated with Liquid Hot Water. J. Biomed. Biotechnol. 2012, 2012, 276278. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Öhgren, K.; Bura, R.; Lesnicki, G.; Saddler, J.; Zacchi, G. A Comparison between Simultaneous Saccharification and Fermentation and Separate Hydrolysis and Fermentation Using Steam-Pretreated Corn Stover. Process Biochem. 2007, 42, 834–839. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.-Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass Recalcitrance: Engineering Plants and Enzymes for Biofuels Production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, A.H.C. Oil Bodies and Oleosins in Seeds. Annu. Rev. Plant Physiol. Plant Mol. Biol. 1992, 43, 177–200. [Google Scholar] [CrossRef]
- Tzen, J.T.C.; Cao, Y.Z.; Laurent, P.; Ratnayake, C.; Huang, A.H.C. Lipids, Proteins, and Structure of Seed Oil Bodies from Diverse Species. Plant Physiol. 1993, 101, 267–276. [Google Scholar] [CrossRef] [Green Version]
- Swift, J.G.; O’Brien, T.P. Vascularization of the Scutellum of Wheat. Aust. J. Bot. 1970, 18, 45–53. [Google Scholar] [CrossRef]
- Majoni, S.; Wang, T.; Johnson, L.A. Enzyme Treatments to Enhance Oil Recovery from Condensed Corn Distillers Solubles. J. Am. Oil Chem. Soc. 2011, 88, 523–532. [Google Scholar] [CrossRef]
- Wang, T.; White, P.J. Lipids of the Kernel. In Corn; Elsevier: Amsterdam, The Netherlands, 2019; pp. 337–368. ISBN 978-0-12-811971-6. [Google Scholar]
- Korn, E.D. (Ed.) Methods in Membrane Biology; Springer US: Boston, MA, USA, 1977; Volume 8, ISBN 978-1-4684-2912-1. [Google Scholar]
- Lorenz, M.A.; Burant, C.F.; Kennedy, R.T. Reducing Time and Increasing Sensitivity in Sample Preparation for Adherent Mammalian Cell Metabolomics. Anal. Chem. 2011, 83, 3406–3414. [Google Scholar] [CrossRef] [Green Version]
- Nawar, W.W. Thermal Degradation of Lipids. J. Agric. Food Chem. 1969, 17, 18–21. [Google Scholar] [CrossRef]
- Nawar, W.W. Chemical Changes in Lipids Produced by Thermal Processing. J. Chem. Educ. 1984, 61, 299. [Google Scholar] [CrossRef] [Green Version]
- Ulmer, C.Z.; Koelmel, J.P.; Jones, C.M.; Garrett, T.J.; Aristizabal-Henao, J.J.; Vesper, H.W.; Bowden, J.A. A Review of Efforts to Improve Lipid Stability during Sample Preparation and Standardization Efforts to Ensure Accuracy in the Reporting of Lipid Measurements. Lipids 2021, 56, 3–16. [Google Scholar] [CrossRef] [PubMed]
- FAO. Biofuels: Prospects, Risks and Opportunities; The state of food and agriculture; Food and Agriculture Organization of the United Nations: Rome, Italy, 2008; ISBN 978-92-5-105980-7. [Google Scholar]
- Hood, E.E. Plant-Based Biofuels. F1000Research 2016, 5, 185. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ribeiro, A.; Castro, F.; Carvalho, J. Influence of Free Fatty Acid Content in Biodiesel Production on Non-Edible Oils; Wastes: Solutions; Treatments and Opportunites: Guimarães, Portugal, 2011. [Google Scholar]
- Du, B.; Sharma, L.N.; Becker, C.; Chen, S.-F.; Mowery, R.A.; van Walsum, G.P.; Chambliss, C.K. Effect of Varying Feedstock-Pretreatment Chemistry Combinations on the Formation and Accumulation of Potentially Inhibitory Degradation Products in Biomass Hydrolysates. Biotechnol. Bioeng. 2010, 107, 430–440. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Martín, C. Pretreatment of Lignocellulose: Formation of Inhibitory by-Products and Strategies for Minimizing Their Effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Maitra, S.; Singh, V. Balancing Sugar Recovery and Inhibitor Generation during Energycane Processing: Coupling Cryogenic Grinding with Hydrothermal Pretreatment at Low Temperatures. Bioresour. Technol. 2021, 321, 124424. [Google Scholar] [CrossRef]







| Treatment | Pretreatment Condition | Log Severity Factor (Log Ro) | Solid Content (%, w w−1) |
|---|---|---|---|
| A 2 | Untreated | 0 | 20 |
| B 3 | 160 °C LHW/10 min | 2.8 | 15 4 |
| C 5 | 180 °C LHW/10 min | 3.4 | 14 4 |
| D 6 | 180 °C LHW/10 min | 3.4 | 20 |
| Inhibitors (g/L) | Treatments | |
|---|---|---|
| B (160 °C LHW/10 min) | C (180 °C LHW/10 min) | |
| Lactic acid | 0.39 ± 0.04 a | 0.36 ± 0.01 a |
| Formic acid | 0.43 ± 0.52 a | 0.86 ± 0.01 a |
| Acetic acid | 0.38 ± 0.37 a | 1.19 3 a |
| Levulinic acid | BDL 4 | BDL |
| HMF 5 | 0.16 ± 0.04 b | 0.62 ± 0.01 a |
| Furfural | 0.70 ± 0.16 b | 2.31 ± 0.02 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Y.; Kumar, D.; Winkler-Moser, J.K.; Dien, B.; Rausch, K.; Tumbleson, M.E.; Singh, V. Coprocessing Corn Germ Meal for Oil Recovery and Ethanol Production: A Process Model for Lipid-Producing Energy Crops. Processes 2022, 10, 661. https://doi.org/10.3390/pr10040661
Jia Y, Kumar D, Winkler-Moser JK, Dien B, Rausch K, Tumbleson ME, Singh V. Coprocessing Corn Germ Meal for Oil Recovery and Ethanol Production: A Process Model for Lipid-Producing Energy Crops. Processes. 2022; 10(4):661. https://doi.org/10.3390/pr10040661
Chicago/Turabian StyleJia, Yuyao, Deepak Kumar, Jill K. Winkler-Moser, Bruce Dien, Kent Rausch, Mike E. Tumbleson, and Vijay Singh. 2022. "Coprocessing Corn Germ Meal for Oil Recovery and Ethanol Production: A Process Model for Lipid-Producing Energy Crops" Processes 10, no. 4: 661. https://doi.org/10.3390/pr10040661