3.1. Selection of Plastic as the Mold’s Raw Material
The plastics were considered based on their availability as 3D printing rolls. The following were initially selected: ABS, ASA, PETG, PLA, HIPS, PVA, and PP. Other plastics exist but are less usual, or not adapted to our particular application. For instance, carbon-filled, wood-filled and metal-filled plastics are printable, but offer nothing but complications; the hygroscopic and quite flexible [
17] Nylon (or polyamide) will not be considered a possible candidate either.
3.1.1. First Criterion: Glass Transition Temperature
Applying the first criterion (related to T
g,
Table 1), PLA must be eliminated. Indeed, its mechanical properties are largely insufficient at that temperature, with Young’s modulus below 10 MPa at 85 °C compared to 2000 MPa at 25 °C [
18]. While PETG, PVA, and PP are not to be preferred, they will not be rejected yet, as their T
g is relatively close to 85 °C, and their mechanical properties will not necessarily be disastrous at that temperature. The case of PP is particular as it is typically used past its T
g. Anyway, several sources [
19,
20] recommend a maximum operating temperature of 80 °C so that it is unclear whether it is practical to use it at 85 °C.
Finally, ABS, ASA, and HIPS all have glass transition temperatures above the 85 °C target, which make them the preferred candidates at this stage.
3.1.2. Second Criterion: Chemical Resistance
In
Table 2, one can observe that virtually all plastics are resistant to both liquids used in our synthesis, thus filling our second criterion. The mildly basic conditions are not a problem for most plastics either. The only exception is PVA, a polymer made to be water-soluble. Of course, since the synthesis is water-based, PVA has to be rejected.
HIPS and ASA are not studied as extensively as other plastics. As their resistance data are lacking, they will not be rejected; they can be tested in practical conditions if they fit the remaining criteria.
3.1.3. Third Criterion: Ability to Be Dissolved
The third criterion, related to whether the polymer can be dissolved, is easily checked for a few of the remaining polymers: indeed, ABS and ASA parts are frequently finished by smoothing them with acetone vapor [
34]. This process is caused by dissolving both polymers in this solvent, as intended. HIPS can readily be dissolved by d-limonene, making it a typical choice to support complex 3D-printed ABS parts [
30]. Polypropylene can be dissolved in trichlorobenzene and dichloromethane at 160 °C [
35]. Its isotactic variant can also be dissolved in decalin at 90 °C, or xylene at 99 °C [
36]. These temperatures, however, are impractical and energy-consuming. Finally, PETG’s chemical resistance is praised by several sources, and no convincing information about a suitable solvent was found in the literature.
3.1.4. Comparison of Remaining Candidates
Table 3 compares different characteristics of the five remaining candidates. A glance at mechanical properties shows that similar values are obtained across
Table 3, except for PP’s relatively low Young’s modulus. The coefficients of thermal expansion hover around 104, with ABS having the highest value. However, comparing mechanical features does not appear to be a good method of discrimination.
Printability is relatively bad for all polymers, except some of those which were already excluded (PETG, PLA). Thus, the chosen plastic will require some tuning to print good quality parts. The only remaining criterion is the cost. Among the remaining materials, ABS is the cheapest, followed by HIPS. However, one must take the cost of the corresponding solvent into account as well.
Table 4 shows the characteristics of possible chemicals able to dissolve selected plastics (based on literature and laboratory trials).
In addition, several considerations must be made regarding ecological impacts and human health impacts. Acetone and ethyl acetate are relatively safe if handled correctly, with the risk phrases R36, R66, and R6716. d-limonene is only irritating to the skin (R38, R43), and thus also relatively safe. Dichloromethane is highly volatile, has no smell, and can cause serious conditions such as coma if inhaled or ingested. Trichloromethane and nitrobenzene are even worse, being a reported cause of death and collecting various risk phrases related to health (trichloromethane: R22, R38, R40, and R48; nitrobenzene: R23, R24, R25, R40, R48, and R62). Regarding the environment, neither acetone, ethyl acetate nor d-limonene appears in the Clean Water Act or Clean Air Act, but d-limonene is listed as very toxic to aquatic environments by the EU (R50, R53). The three other chemicals are all hazardous for either water or air, or both. Only nitrobenzene, however, collects the R51 and R53 labels regarding aquatic toxicity.
In summary (
Table 5), it is observed that three plastics were rejected for various reasons: PLA cannot resist at 85 °C, PVA is soluble in water, and PETG cannot be dissolved. Among the four other plastics, PP is underperforming in most criteria and is not going to be selected. HIPS is the easiest to dissolve, but the cost of its solvent (d-limonene) is prohibitive. Indeed, it is about 7 times more expensive than acetone and almost 10 times more expensive than dichloromethane. Finally, between ABS and ASA, the differences are small. They are both dissolved by acetone (which is a cheap and safe solvent). Their characteristics are mostly similar. Both are moderately hard to print, with similar warping problems, and both release toxic fumes because of the presence of styrene (although the problem is easily circumvented by ventilating correctly). The only thing that sets them apart is the cost: ASA is 57% more expensive than ABS. For this reason, ABS will be the choice for the rest of this study, although ASA and HIPS would have been reasonable possibilities.
3.2. Design of the Mold
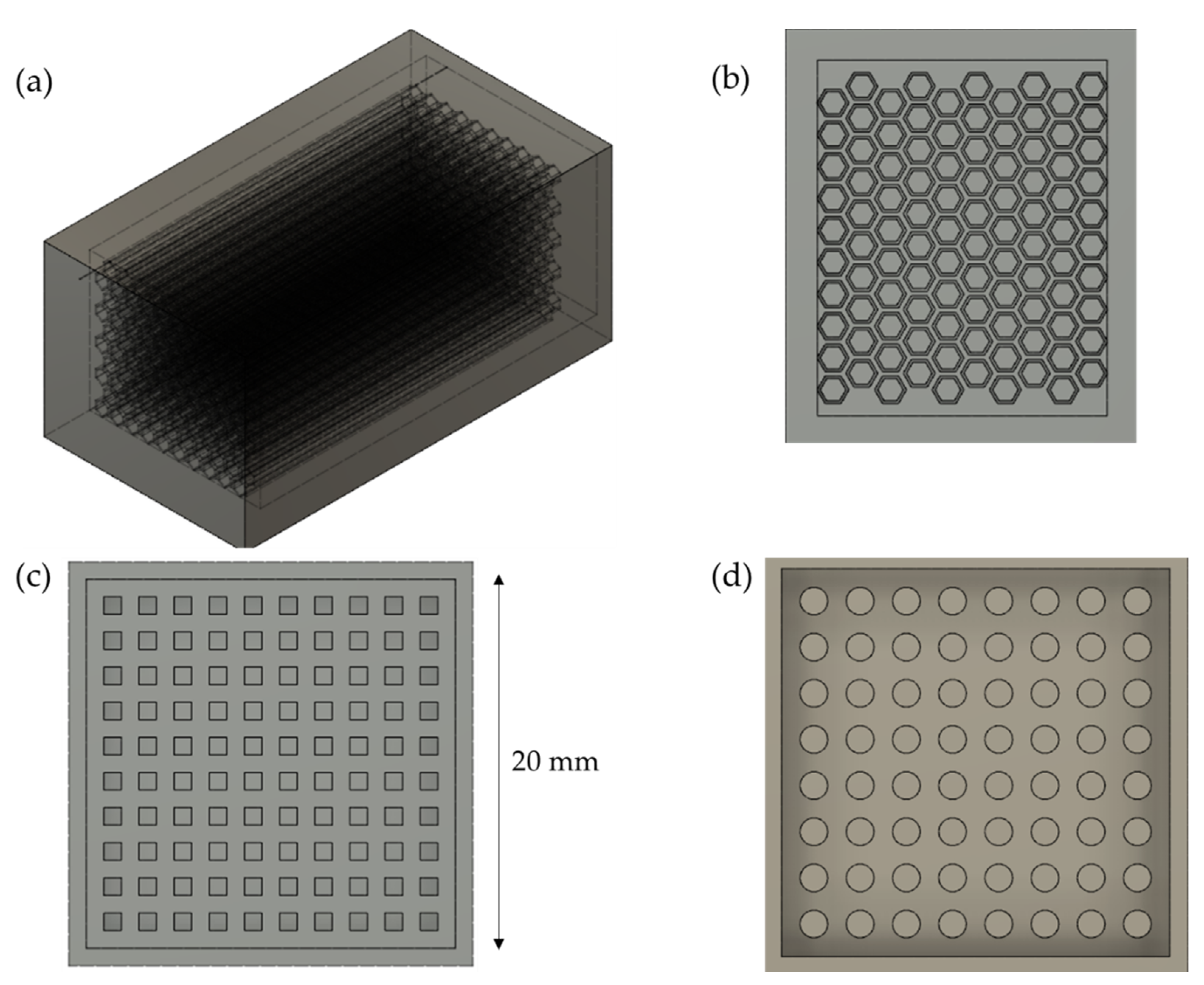
In
Figure 1a, the first attempt at designing the mold is represented. This type of object leads to prismatic holes of different shapes at their base. The holes are to be filled with a syringe, as their sizes are too small to allow the liquid to flow freely inside them if the liquid is simply poured onto it. After gelation, the prismatic rods are connected via a rectangular base, which is formed at the top of the object, filling the gap between the extremities of the prismatic shapes and the extremity of the object. After attempting to print stick design 1, two problems appeared: (i) the distance between two hexagons (80 μm) was slightly too fine for the printer, and (ii) printing thin walls vertically over a large height (12 mm) leads to misprints. Indeed, warping causes the position of the object to shift slightly during the course of printing, so that thin walls are not perfectly vertical. The object is then unusable. Stick designs 2 and 3 solve that problem by increasing the distance between the geometric objects, making the printing process easier, less sensitive to warping, and more mechanically solid. Both designs print correctly and reliably. Of course, they have the disadvantage of leaving less space for the carbon object, use more plastic, and are longer to print. However, the carbon objects resulting from this design have a decisive drawback: because of the very large aspect ratio of the square or circular prisms, the rods are loosely fixed on the base and break easily. The resulting object is too delicate and cannot be used in practical applications. Furthermore, even for smaller aspect ratios, the process of filling the mold with a sol is not straightforward, as surface tension prevents the liquid from flowing freely.
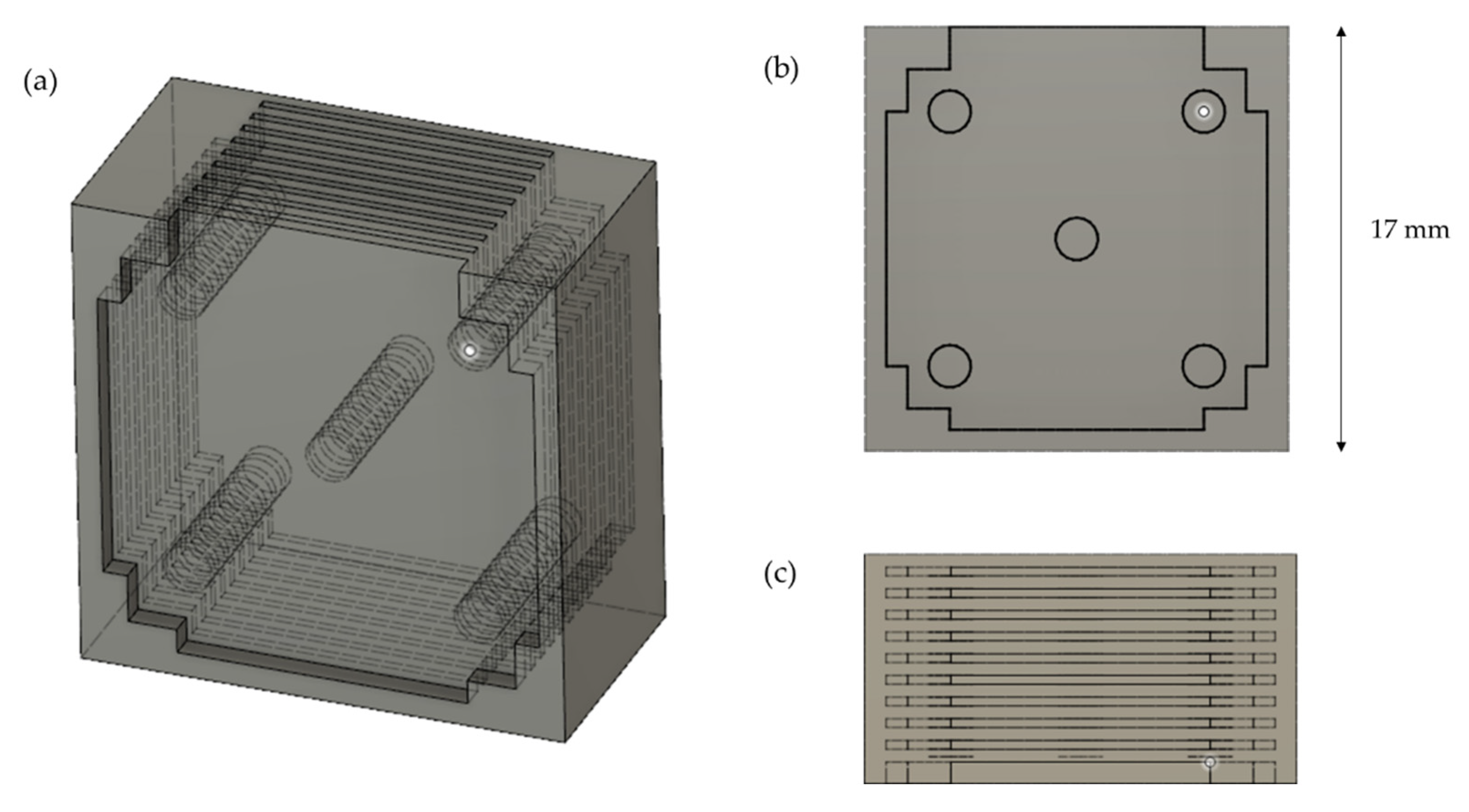
The second attempt to form a mold is indicated in
Figure 2a. In this case, the liquid is injected into the interstices between the plates and fills the holes perpendicular to the plates. Once again, a syringe is used to inject the liquid into the mold. The structure perpendicular to the plates holds the object together after gelation and confers it some mechanical strength. Thus, mechanical weakness should no longer be an issue with this design. This design is printed from bottom to top, as indicated in
Figure 2. Despite the thinness of the plates, the object prints well. The holes are small enough so that no bridging is needed during the printing process. However, the plates are thin and are easily displaced during the filling process. Additionally, when heated, the plastic becomes even weaker mechanically. As a result, the plates undergo displacements perpendicular to themselves, giving irregular results. Additionally, the holes do not seem to be completely filled with liquid after injection, probably due to the surface tension at play at that moment.
Comparing the stick design and the plate design, it is apparent that either one can be improved to yield satisfactory results.
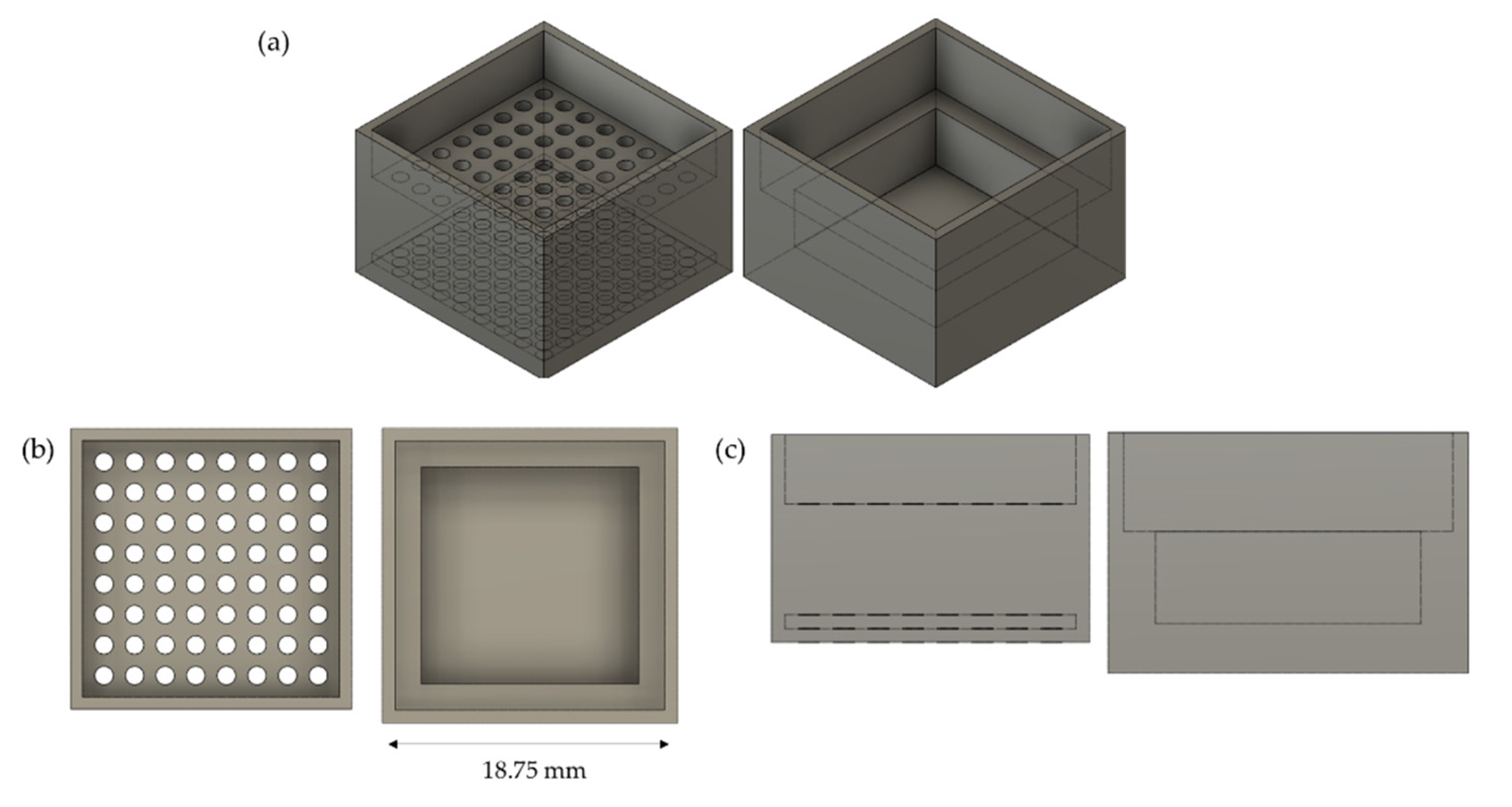
Figure 3a is an attempt at correcting the main flaw of the stick design, which is mechanical weakness of the resulting carbon. That is carried out by (i) limiting the aspect ratio of the sticks by limiting their height to 10 mm and (ii) adding a support underneath the sticks. This is carried out by printing two pieces, and by inserting the piece on the left (mold) of
Figure 3a into the piece on the right (support) of
Figure 3a. After that, the sol is introduced using a syringe, through one hole of the mold and into the empty part of the support, until it fills the mold up to the edge. This proved successful at creating sounder structures after the curing part, even though the result is not satisfactory yet. The first reason is that the liquid on top of the mold evaporates during the curing process, leading to unwanted modifications in the composition of the material. Moreover, the link between the sticks and the support is weak, so that sticks can easily be broken by weak lateral forces.
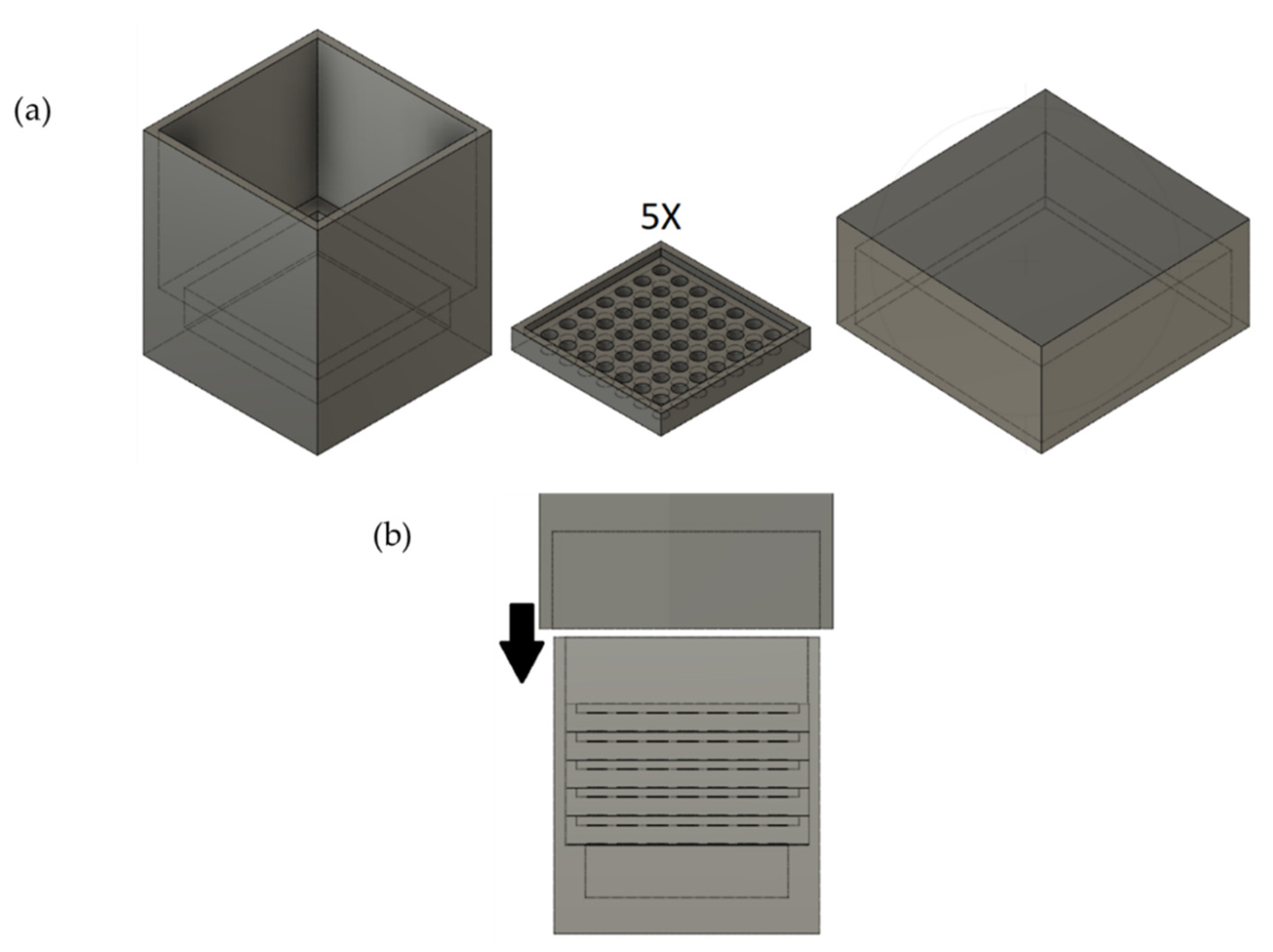
In
Figure 4a, a cap is added to the design to prevent evaporation of the sol during the curing phase. The sticks are also reinforced by introducing plates at intermediate levels along the height of the design. This modification allows the design to be much more stiff, for the reasonable price of increasing the time of assembly of the different parts. After injection, and after the cap is slid along, the assembly is airtight: it can be turned upside down and shaken without any liquid being spilled. However, during the curing phase, the liquid can penetrate the hollow plastic, as shown by veins appearing in the support. A small amount of liquid can leak out of the assembly that way, even though the assembly stays sealed all along the process. To prevent any loss by evaporation, the molds are placed in an airtight container with a sol of the same composition at the bottom, able to freely evaporate. In the end, this design proved satisfactory. The molds were printed with different hole diameters, as indicated in
Table 6.
3.3. Determination of Ideal Parameters of the 3D Printer
As mentioned earlier, default parameters were first used in an attempt to print the selected design, and were varied in a trial-and-error approach. Of course, designing the mold and optimizing these parameters were carried out concurrently, but they are presented in two separate sections for clarity.
Let us first briefly describe and name a few parameters that were varied.
Layer height (h): The height of each layer but the first. Thicker layers are printed quicker but result in coarser, less accurate renditions of the design.
First layer height (h0): the first layer is sometimes thicker than the other layers to increase adhesion to the bed while printing.
Fill density (Fd): Only a fraction of the infill is printed in order to save material and time. The fill density, expressed in %, is the value of this fraction.
Presence of a brim: a brim is a detachable part printed next to the object’s first layer to increase its adhesion to the bed.
Extrusion multiplier (E): this empirical parameter multiplies the default flow of plastic by a certain value, helping with the quality of the final print.
Extruder temperature (TE) and extruder temperature for the first layer (TE0): One of the most important parameters, dependent on the printer, the plastic, the setup, and the environment. A suboptimal extruder temperature can lead to various problems, such as defects in the material and clogging of the extruder.
Bed temperature (TB) and bed temperature for the first layer (TB0): Also an important parameter, especially for poorly adhering ABS. It must be carefully chosen to control shrinking and warping phenomena.
Nozzle diameter: Using a smaller nozzle leads to slower but more precise prints.
Let us start with the determination of extruder and bed temperatures. The default parameters are the following: TE = TE0 = 255 °C; TB = 110 °C; and TB0 = 100 °C. Alongside the other standard parameters, this leads to warping, i.e., the first layer detaching from the bed after it shrinks. This occurs after printing around 10 layers. Several measures can be taken against this. First, TE can be reduced so that the temperature difference between the material and its surroundings is decreased. After several trials, it was determined that TE = TE0 = 245 °C was the lowest value that could be chosen without increasing ABS’s viscosity too much (which causes excessive use of force or even clogging in the extruder). However, this 10 °C decrease in TE is insufficient. An additional solution was found by decreasing TB0: as the first layer shrinks quicker, it is not as probable that it detaches after the layers above it shrink as well.
However, TB0 cannot be too low; otherwise, the adhesion between the first layer and the bed decreases at the initial stage of printing, so that the extruder head drags the piece it is printing, while it is printing it. A good compromise was found by selecting TB0 = 90 °C. TB must be kept higher (110 °C). The combination of these temperature changes is now sufficient to prevent warping, despite the printed piece not being perfect: the first layers shrink more than the rest of the piece. Luckily, it is of no consequence for the mold if the bottom of the printed material is thick enough, which is the case here. Alongside temperature, the extrusion factor E was varied to decrease warping. The values 0.95, 0.98, 1, 1.02, and 1.05 were tested with various combinations of extrusion and bed temperatures. The general empirical result is that decreasing E decreases warping phenomena, but it leads to imperfect results in the final material, with holes appearing near the bottom of the piece even for E = 0:98. Increasing E has no positive effect and leads to over-extrusion, with rough exterior surfaces and irregular patterns. Thus, the default value E = 1 was kept.
As for the layer heights h and h0, there are several possible pre-sets proposed by the software. h ranges from 0.05 mm to 0.3 mm in those pre-sets, while h0 is always 0.2 mm. It was found that modifying h did not have a significant influence on the visual aspect of the printed piece for h ≤ 0.15 mm. Thus, h = 0.15 mm was chosen to maximize printing speed. For values of h higher than this, the smoothness of the piece decreased, which was also visible for the carbon material produced from the corresponding piece. Modifying h0 (from 0.1 mm to 0.3 mm) had no visible influence, either positive or negative, so that h0 = 0.2 mm was kept.
Finally, the fill density Fd was tested at both pre-set values, i.e., 0.15 and 0.2. The lower value produced satisfactory results less reliably, with adhesion and warping problems seemingly more frequent. Increasing the value above 0.2 was attempted, but led to nothing except increasing the printing time and using more material for similar results.
3.4. Method of Removal of the Mold
This paragraph references the attempts at removing the mold, i.e., at separating the carbon from the plastic, as described in
Section 2.5.
- (i)
Pyrolyzing the mold leads to a high quantity of exhaust gas so that the pyrolysis oven must be carefully cleaned after the operation.
While this is obviously a surmountable problem, the quality of the final carbon monolith also suffers from this operation: several monoliths were completely shattered after pyrolysis. Finally, previous literature about carbon xerogel properties might not apply if the pyrolysis step is carried out while the material is in contact with plastic, instead of being exposed to inert gas. For these reasons, removing the plastic before the pyrolysis step is necessary.
- (ii)
When the mold is dissolved by immersing it repeatedly in the solvent, stirring plays a key role. Indeed, the weaker the agitation, the less efficient the dissolution of the plastic. However, another phenomenon must be taken into account: dissolved ABS strongly settles at the bottom, forming a thick, sticky paste. When using no agitation, disposing of the ABS–acetone mix is particularly hard, as the half-dissolved mold sticks to the bottom of the container, surrounded by sticky paste. Stronger agitations partially solve this problem, but sometimes cause the carbon–mold assembly to break or to move. Thus, a good compromise is to use mild agitation (around 20 RPM). This was found satisfactory to keep the assembly from sticking to the bottom of the container, while not destroying or altering it. An even better solution is to use a metallic net: this way, the sample is held above the bottom of the container. This means that the sample is in contact with clearer solvent (as the dissolved plastic settles to the bottom). Furthermore, the assembly can be easily and safely pulled from the solution by using the net. After the ensuing pyrolysis step, the material did not exhibit major defects, although a few small holes were visible on the surface.
- (iii)
Now that the agitation conditions are selected, one can wonder what quantity of solvent is needed to fully remove the mold in these conditions. After experimenting, no definitive quantity could be determined. Indeed, even after 10 cycles of dissolving the plastic, it was still found in small quantities on the carbon material when carefully examined. Perfect removal of the plastic is thus probably too optimistic.
Intermediate attempts were made where the dissolution cycles were continued until the liquid was not opaque any more after 24 h in contact with the mold. This normally happened after three cycles, but a fourth cycle could be added with sonication.
The visual analysis of the carbon material after the pyrolysis step is the same as in the previous case. The leftover plastic after three to four dissolution cycles does not apparently influence this step. Thus, it is more economical to choose this way of doing over the previous one, with several liters of acetone saved for each sample.
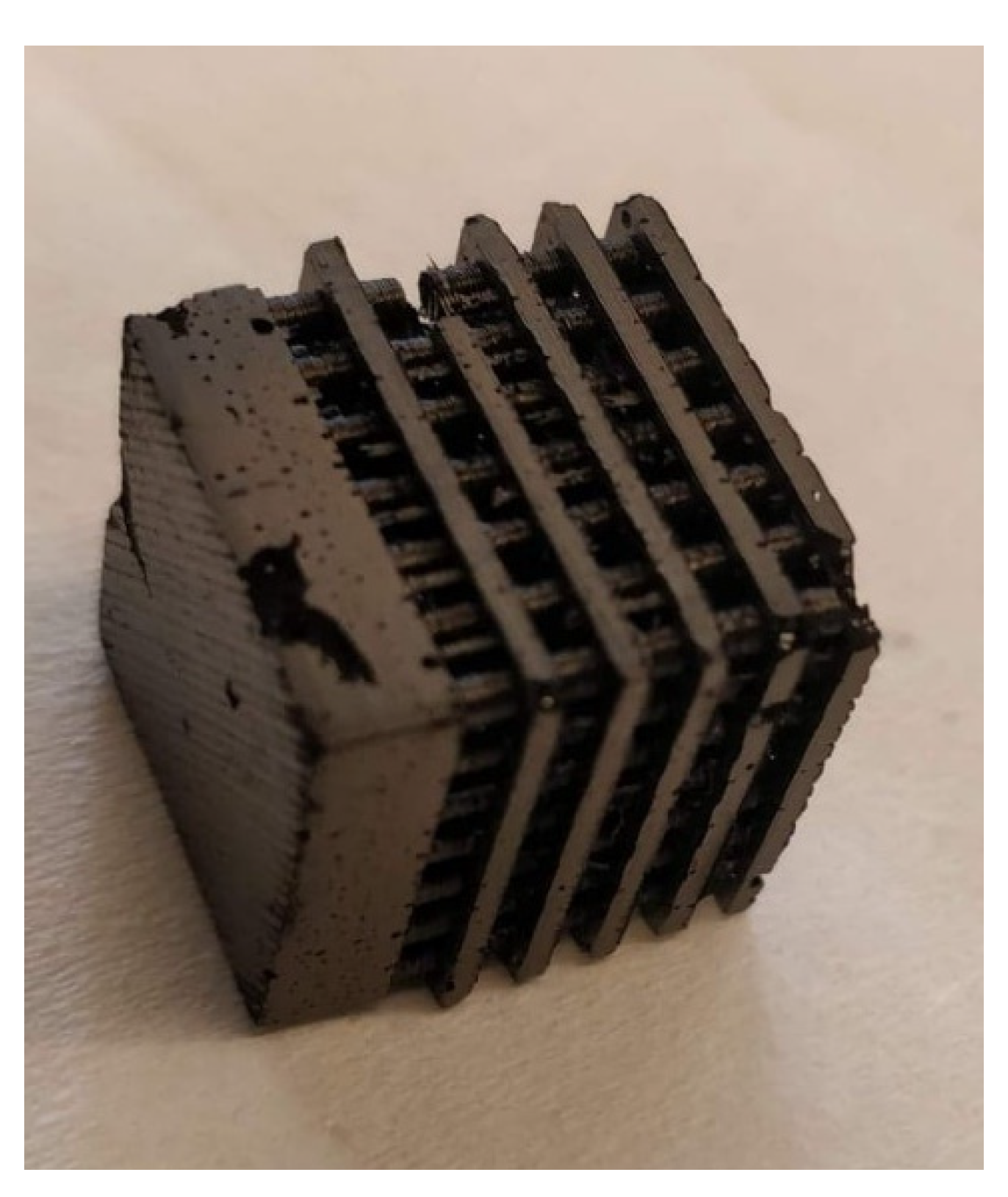
Figure 5 represents the carbon xerogel obtained with the optimized parameters of both 3D printing and mold removal by solvent dissolution.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}