Based on the evaluation results, a wing model for a transonic flutter wind tunnel experiment was designed and fabricated. The aeroelastic stability of the designed wing model was analyzed by numerical and experimental evaluation.
3.1. Wing Model Fabricated by Metal AM for Transonic Flutter Testing
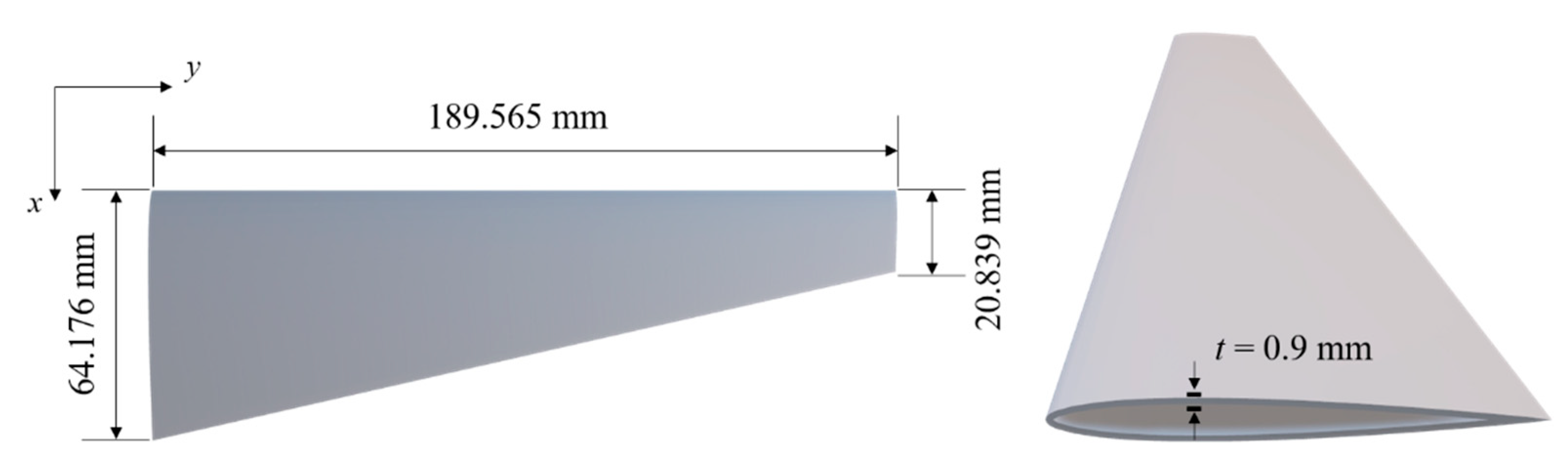
A wind tunnel wing model for a transonic flutter test was designed to investigate the flutter characteristics of a wing model fabricated by the metal AM technology. Numerical simulations were then performed to evaluate the structural and aeroelastic characteristics of the designed wing model. The designed thin rectangular wing model is shown in
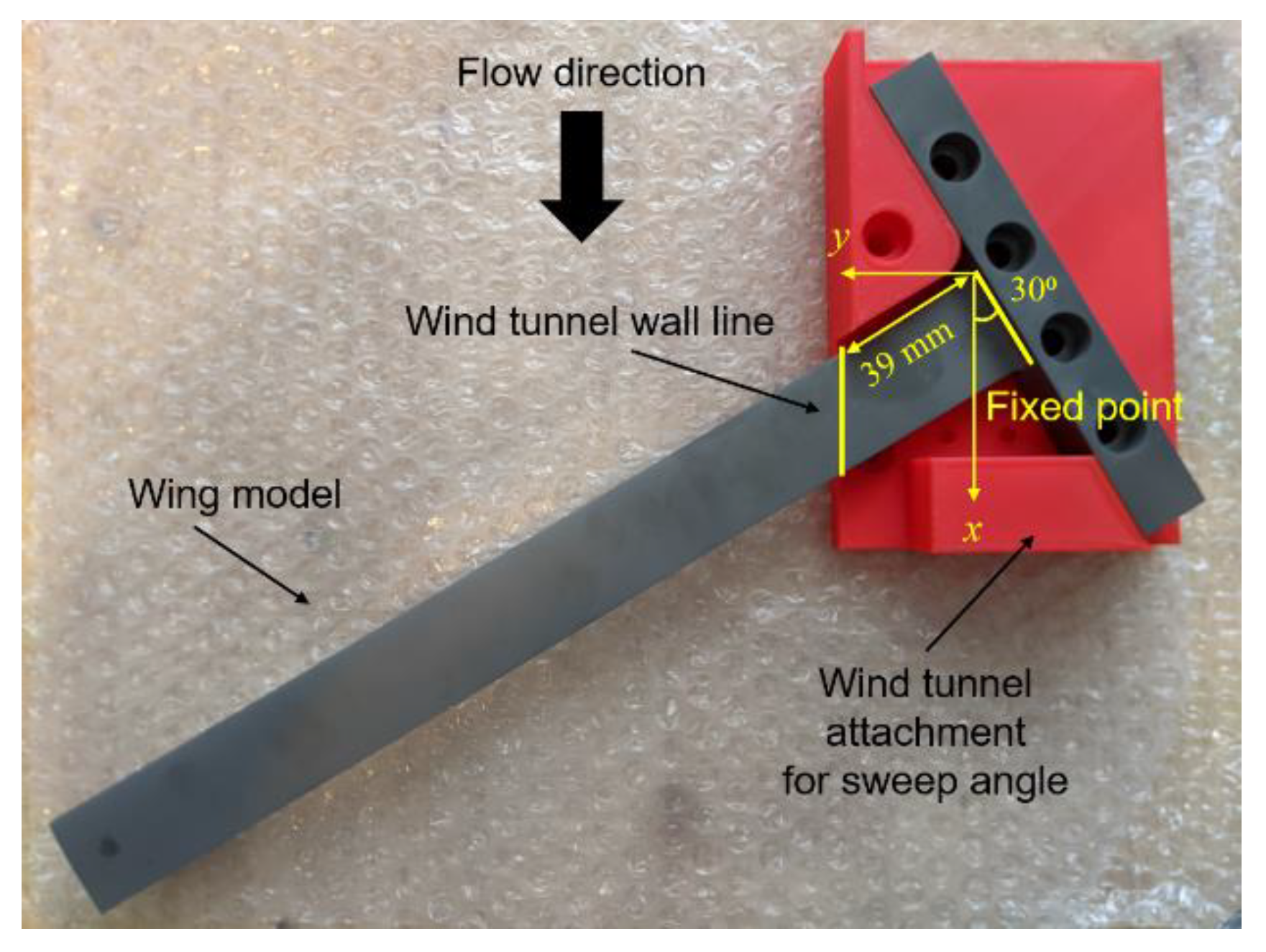
Figure 6. The aft portion of the wing was designed as shell structures with the thickness of 0.59 mm. The front section (up to about 3 mm from the leading-edge) was modeled as a solid structure. The wing root was integrated with a base for installation to a wing tunnel, which produced a sweep angle of 30° and an incident angle of 1°, with a holding jig as shown in
Figure 7. Note that an aluminum jig was used in the actual experiment instead of the plastics. When the wing was installed in the wind tunnel, only the highlighted area in
Figure 6, which was a 39-mm location from the root to the tip, was exposed in a flow. The flow was aligned to the
x direction. In the AM process, the wing model was built by going from the base to the tip in the spanwise direction. The tip was then cut so that the tip was also aligned to the flow direction (i.e., the
x direction). The span and chord lengths were 129.90 mm and 34.641 mm, respectively. The aspect ratio was 7.50. The process variables and material properties were the same as those for the tensile specimens. The wing model was fabricated by JAMPT Corp. (Miyagi, Japan).
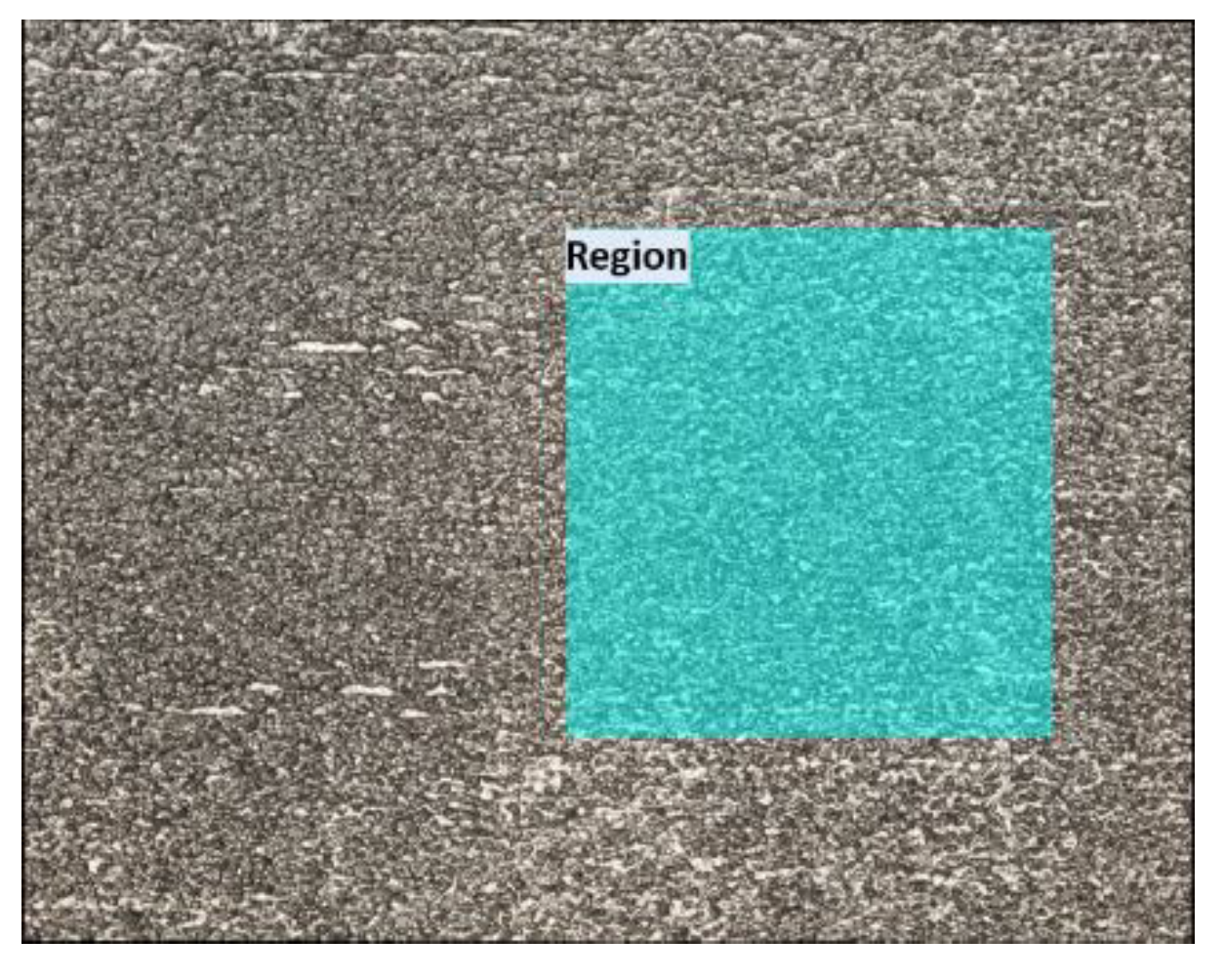
The geometry of the fabricated wing was measured by a digital caliper and the ATOS 3D scanner (GOM, Braunschweig, Germany). The average chord was 29.54 mm. The difference to the model was ±0.46 mm. In other words, the percent error to the model was almost less than 1.5%. A part of the geometrical error was attributed to the surface finish by mechanical metal polishing. Surface roughness of the flutter wing at locations 60 mm distant from the tip on the upper and lower surfaces were then measured using the one-shot 3D measuring microscope. The values of surface roughness were measured in the area of 2.0 mm × 2.0 mm (Sa) and on the lines of 2.0 mm (Ra) in the chordwise and spanwise directions.
Table 5 summarizes the measurements. The averages of the roughness on the line profiles in the chordwise and spanwise directions were 0.9 μm and 0.8 μm for the upper and lower surfaces, while the standard deviations were 0.25 μm and 0.24 μm. The average roughness and standard deviation in the measured area were 1.1 μm and 0.11 μm. Therefore, the surfaces were smooth enough for a transonic flutter test.
In addition, the internal geometry and the shell thickness were measured by an X-ray computer tomography scanner (TOSCANNER-32300μFPD by Toshiba IT and Control Systems Corp., Tokyo, Japan). The scanned cross-section is shown in
Figure 8. The solid front section ended at a location 3.161 mm from the leading edge, and the average shell thickness was 0.5707 mm. Therefore, it was confirmed that the wing model was built reasonably accurately by the AM and the surface treatment. However, as shown in
Figure 8, an imperfect removal of metal powder during the fabrication caused residual particles in the hollow of the wing. The effects of the residual particles were considered in the following analysis as these particles did not contribute to stiffness of the wing but increased mass.
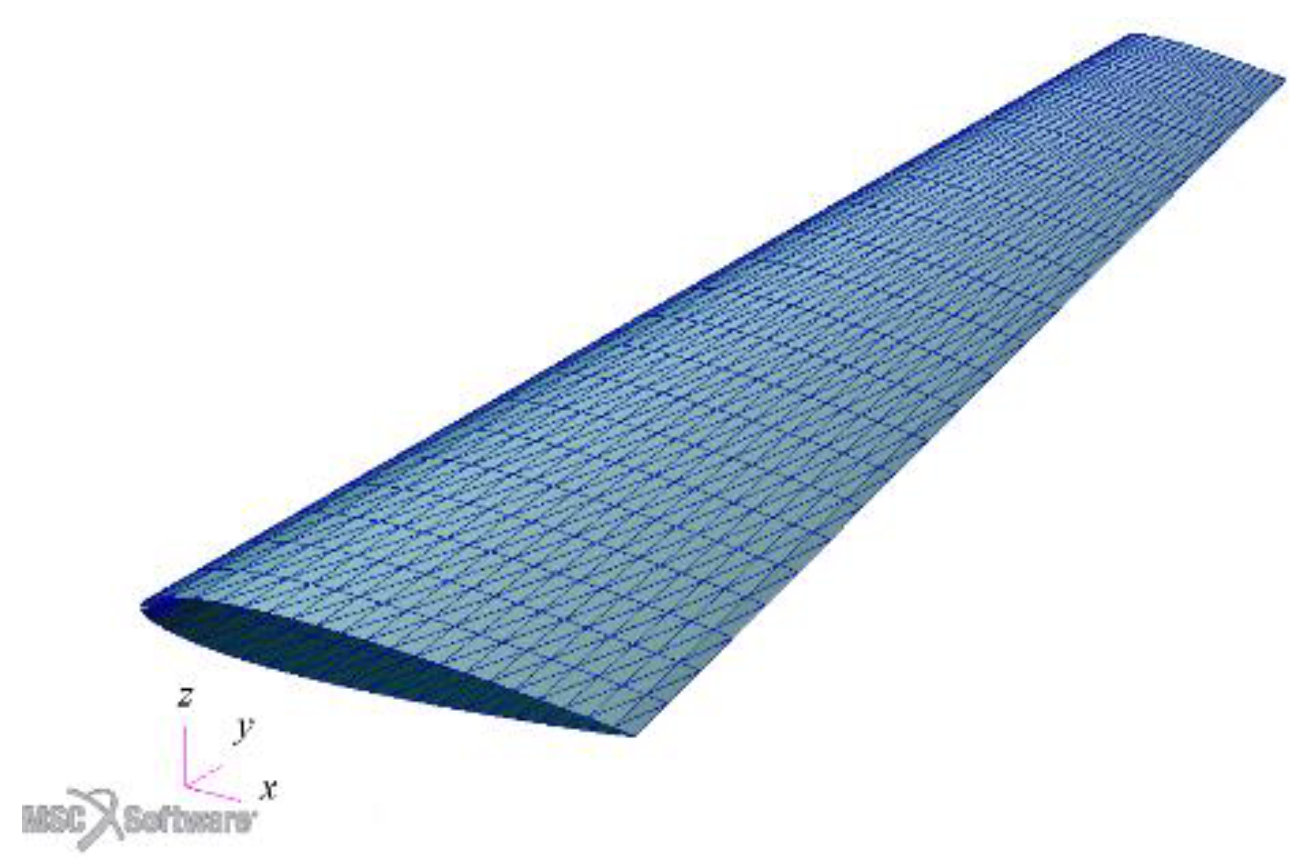
In order to precisely capture and evaluate the wing characteristics, a finite element model as shown in
Figure 9 was constructed with 800 rectangular shell elements. Individual shell elements in the chordwise direction had constant thicknesses corresponding to NACA0008 profile. The thickness of a chordwise element was determined by calculating thicknesses of the airfoil at each nodal location and averaging the thicknesses of the adjacent nodes in each element. Also, elements in which the hollow section was included were modelled using a three-layered composite laminate element with the middle layer having zero stiffness (Young’s modulus = 0). The layer thickness of the upper and lower surfaces was 0.57 mm. Effects of the imperfect removal of metal powder were considered by assuming that metal powder with the half-density was filled in the hollow layer.
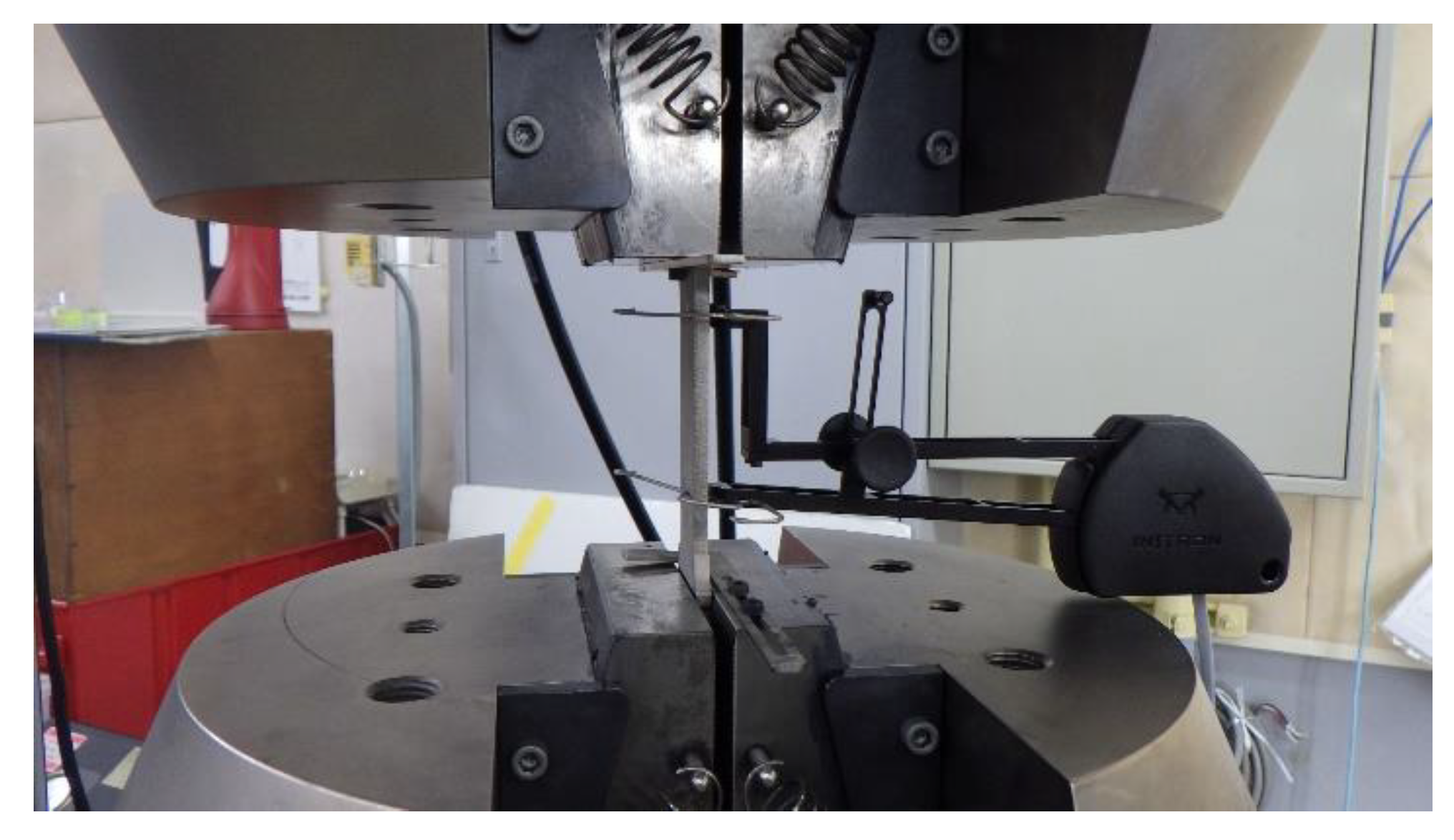
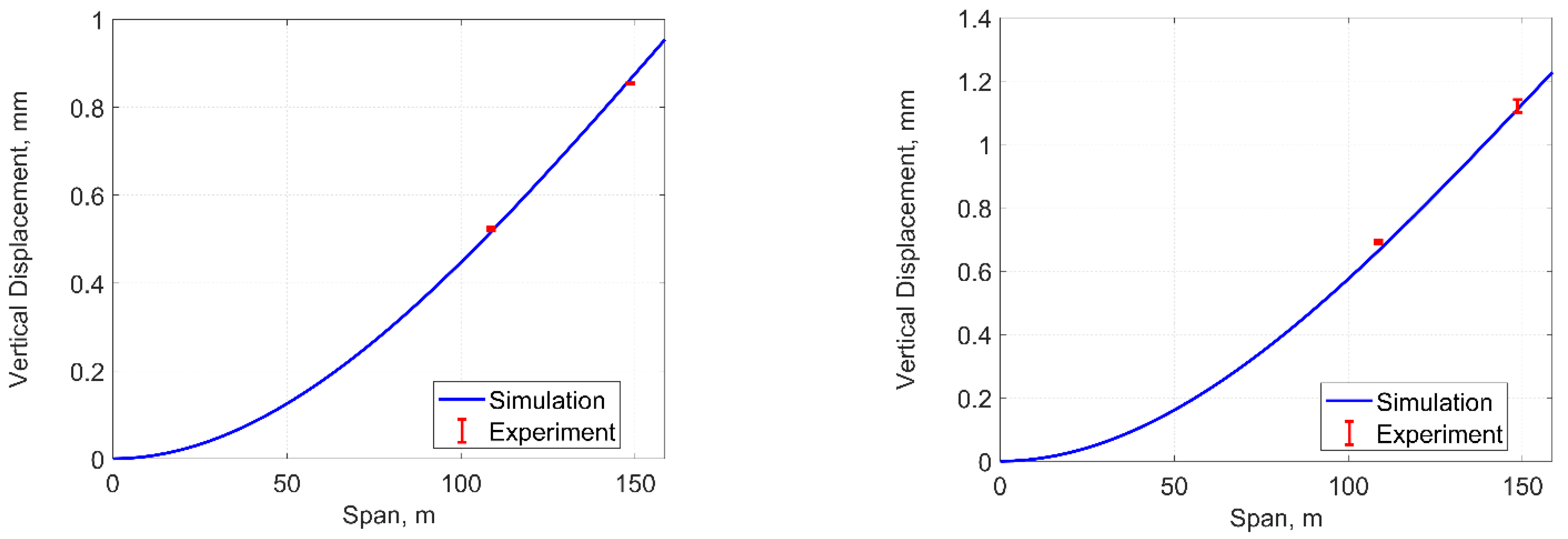
A static load test with the wing model was performed to evaluate its structural characteristics. The test results were compared with solutions of static structural simulations obtained by MSC.Nastran (MSC Software Corp., Newport Beach, CA, USA). Since the wing model was constructed with a base, that could be installed in a measurement section of a wind tunnel, the basement was tightly clamped in order to set the cantilevered boundary condition. All nodes on the wing root were fixed in the finite element model. A 0.7- or 0.9-N weight was installed on the tip of the wing at mid-chord. The mid-chord vertical displacements at 10, 50, and 100 mm from the tip were measured using a laser displacement sensor (Keyence Corp., Osaka, Japan), the resolution of which was 2 μm.
Figure 10 shows the measured and simulated vertical displacements along the span with the different loads. Each measurement was obtained three times. The error bars showed that the measurements were consistent with minimal deviations. The results showed good agreements with errors of 0.14% and 2.56% at the most under 0.7 and 0.9 N loading.
A modal analysis was also performed to obtain the natural frequencies of the wing model with a cantilevered boundary condition. The ground vibration test (GVT) was also performed by installing the fabricated flutter wing model in the wind tunnel to evaluate natural frequencies of the wing. A frequency resolution of the GVT measurement was 0.15 Hz.
Table 6 shows the simulated and measured natural frequencies of the lower modes. The differences between the solutions and the measurements with respect to the first and second out-of-plane bending modes were less than 4%. There were discrepancies between the solutions and the measurements in terms of the first torsion and the third out-of-plane bending modes due to the remaining metal powder in the hollow and the geometrical difference in the shell thickness. In future work, improvements on an AM method for a better geometrical accuracy and a removal of the internal powder residual will be considered.
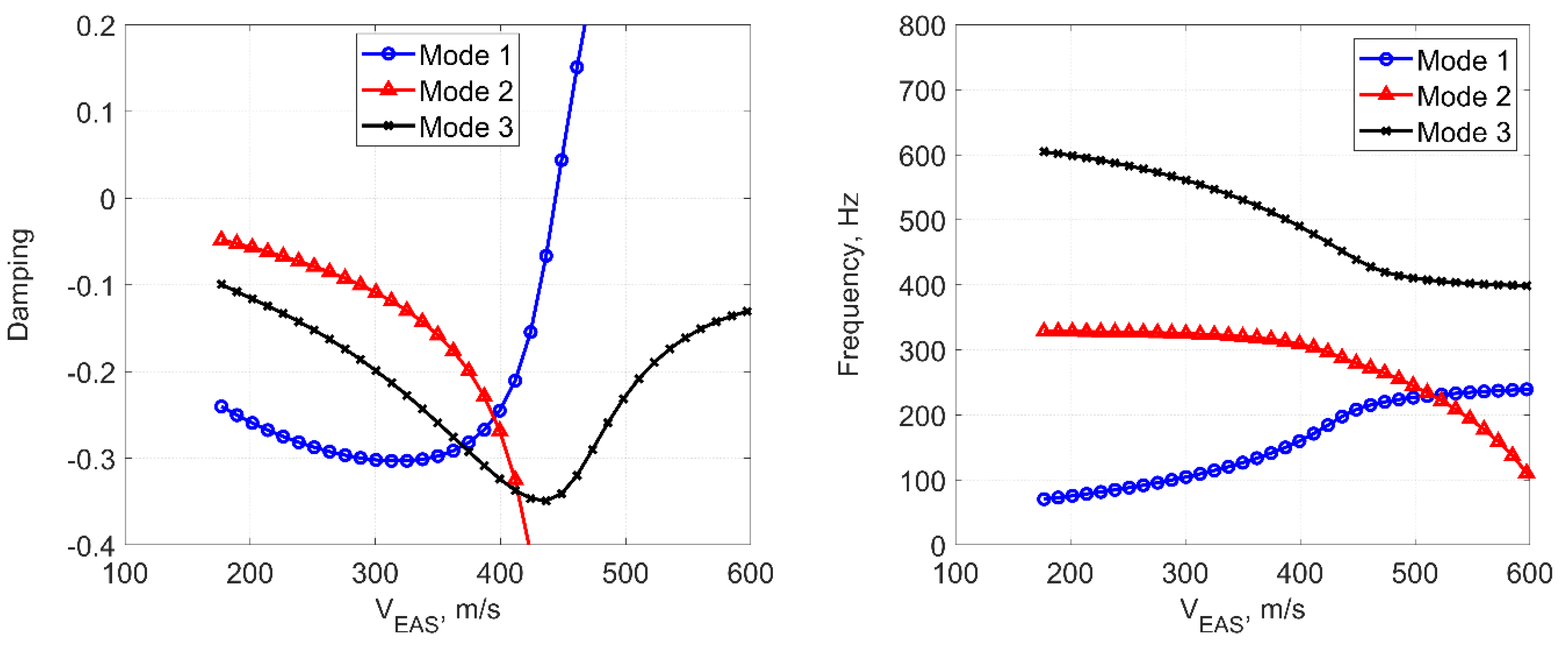
A linear flutter analysis was then carried out to evaluate the aeroelastic stability of the designed wing by MSC.Nastran. In the simulation, the PK-method was used to predict aeroelastic instabilities. The unsteady aerodynamics was considered by the Doublet Lattice Method (DLM). Aerodynamic panels were constructed only on the region exposed in a flow as shown in
Figure 6.
Figure 11 shows the V-g and V-f plots obtained from the analysis with the total temperature
P0 = 288.15 K, the total pressure
P0 = 400 kPa, the reference air density
ρref = 1.225 kg/m
3, and mach number
M = 0.9. According to the result, it was predicted that the wing model would encounter aeroelastic instability at the equivalent airspeed
VEAS = 443.91 m/s with the flutter frequency
ωf = 203.94 Hz.
3.2. Transonic Flutter Testing
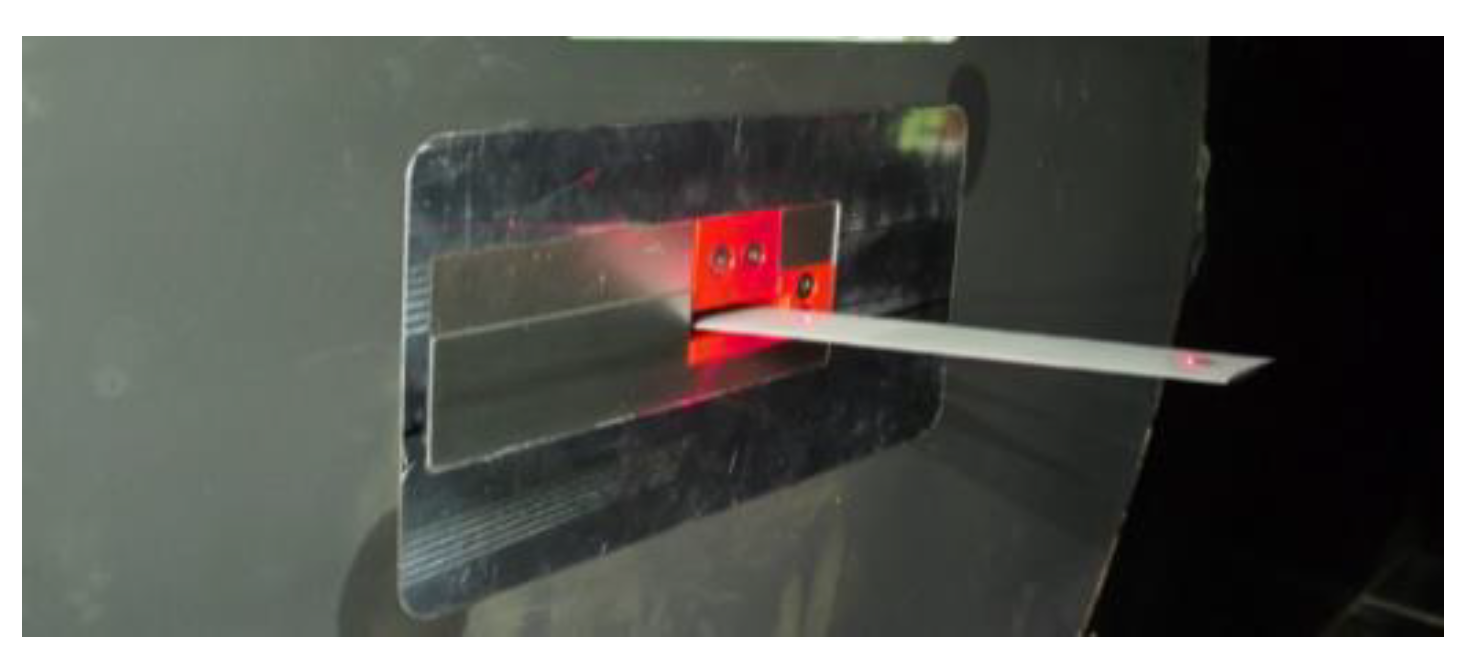
A transonic flutter wind tunnel test with the additively manufactured wing model was performed to evaluate its aeroelastic characteristics. In addition, the test result was compared with the analysis. The wind tunnel test was conducted in the Transonic Flutter Wind Tunnel at the Japan Aerospace Exploration Agency (JAXA). The wind tunnel was a blow-down type and had a 0.6 m × 0.6 m closed test section.
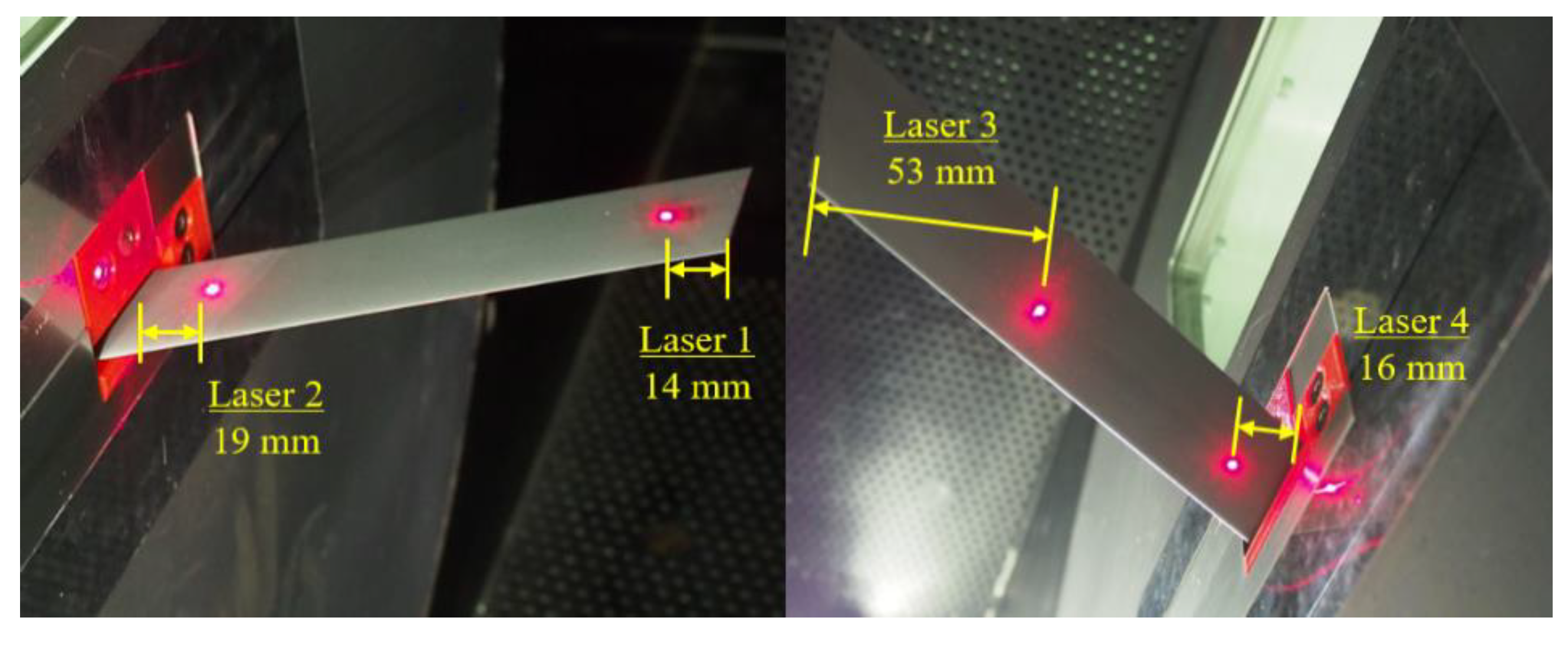
Figure 12 shows the test environment for the wind tunnel experiment. In the experiment, aeroelastic vertical deformations of the wing model at four locations on the upper and lower surfaces around the mid-chord as shown in
Figure 13 were measured using laser displacement sensors (Keyence Corp., Osaka, Japan), which had a minimum resolution of 2 μm. Two measurements were at 14 mm and 53 mm from the wing tip on the upper and lower surfaces, while the others were at 19 mm and 16 mm from the wall on the upper and lower surfaces. In addition, strain gages (rosettes) were installed on the wing root on the upper and lower surfaces to measure strains related to bending and torsional deformations. Note that the GVT for the wing model was conducted using the displacement measurements obtained by the laser sensors. The total pressure
P0 was increased until an aeroelastic instability was observed with a constant mach number
M.
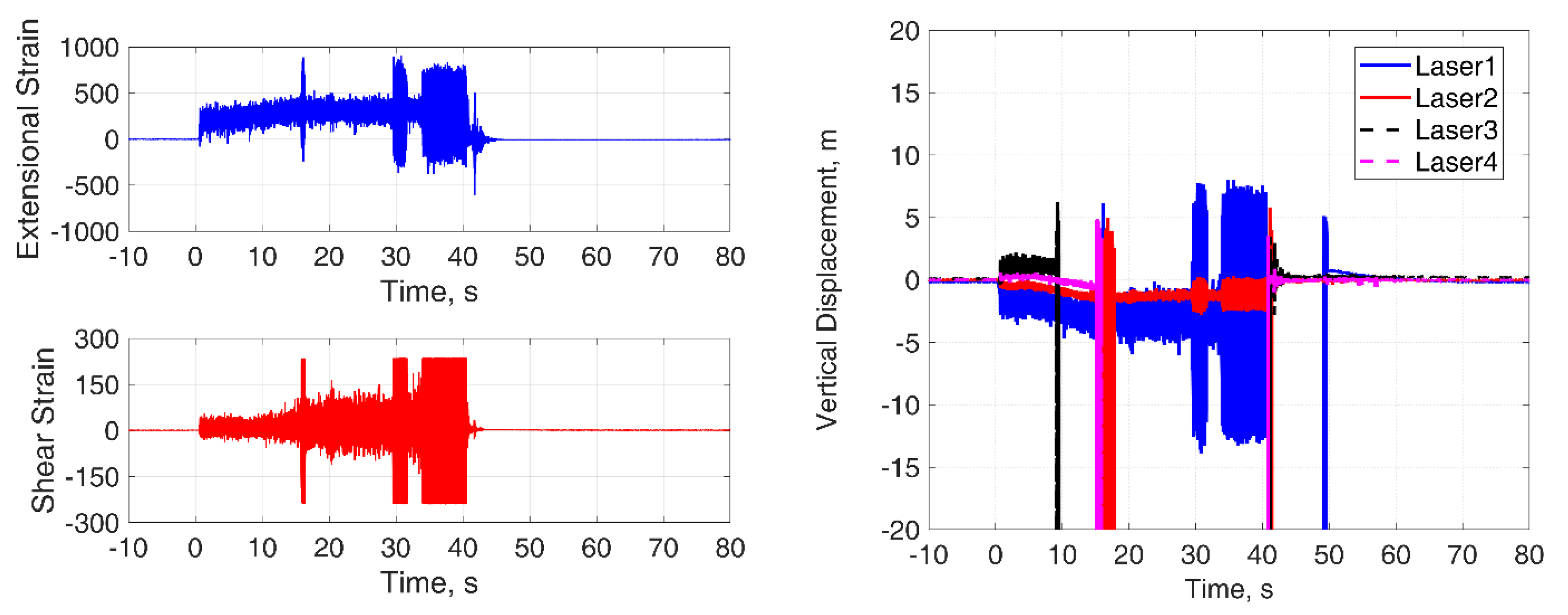
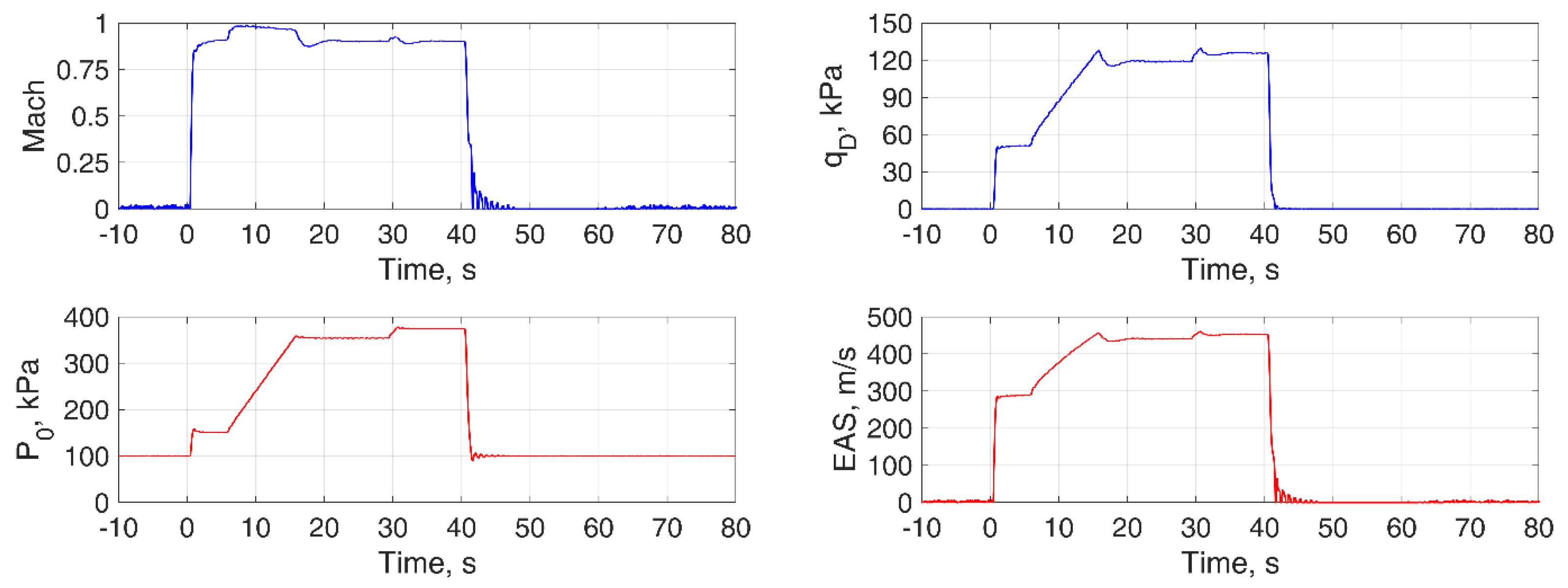
Figure 14 shows the outputs of the strain gages and the laser displacement sensors during the aeroelastic instability in the flutter test. Also, the total pressure and mach number with the corresponding dynamic pressure
qD and equivalent speed
VEAS are shown in
Figure 15. The tensile strain output indicated that the wing experienced a limit cycle oscillation (LCO) although the shear strain output was saturated during the aeroelastic instability. The LCO was observed in the outputs of the laser sensors around 35–40 s. The flutter frequency
ωf was 205.60 Hz. The flutter occurred at
qD = 125.80 kPa and
VEAS = 453.19 m/s with
M = 0.90 and
P0 = 374.21 kPa. A solution of a flutter analysis with the same aerodynamic condition gave
qD = 120.29 kPa and
VEAS = 443.13 m/s, and
ωf = 203.84 Hz, whose differences to the experimental results were 4.58%, 2.27%, and 0.86%. Therefore, it is concluded that the proposed methodology to obtain transonic flutter characteristics using the flutter wing model fabricated with the AM method could provide appropriate results.
Key characteristics required to a flutter wing model for a transonic wind tunnel testing are (1) flutter occurs in a range of aerodynamic condition, in which one wants to evaluate and an available wind tunnel can realize, (2) experimental data with respect to aeroelastic characteristics can be obtained without structural failures (at least the model should withstand the loads until the completion of the test). It was concerned that structural failure might occur during the transonic flutter testing based on local strength reductions due to void residuals attributed to the metal AM process. However, a visual inspection and a GVT conducted after the wind tunnel testing have proven that the wing model had enough strength to withstand a transonic flutter testing and the capability to provide reliable and informative experimental data without any cracks and deteriorations in vibration characteristics. It was confirmed that reliable experimental results consistent with the numerical predictions by MSC.Nastran could be obtained with the proposed methodology.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}