
Compressive Behaviour of Additively Manufactured Lattice Structures: A Review


Abstract
:1. Introduction
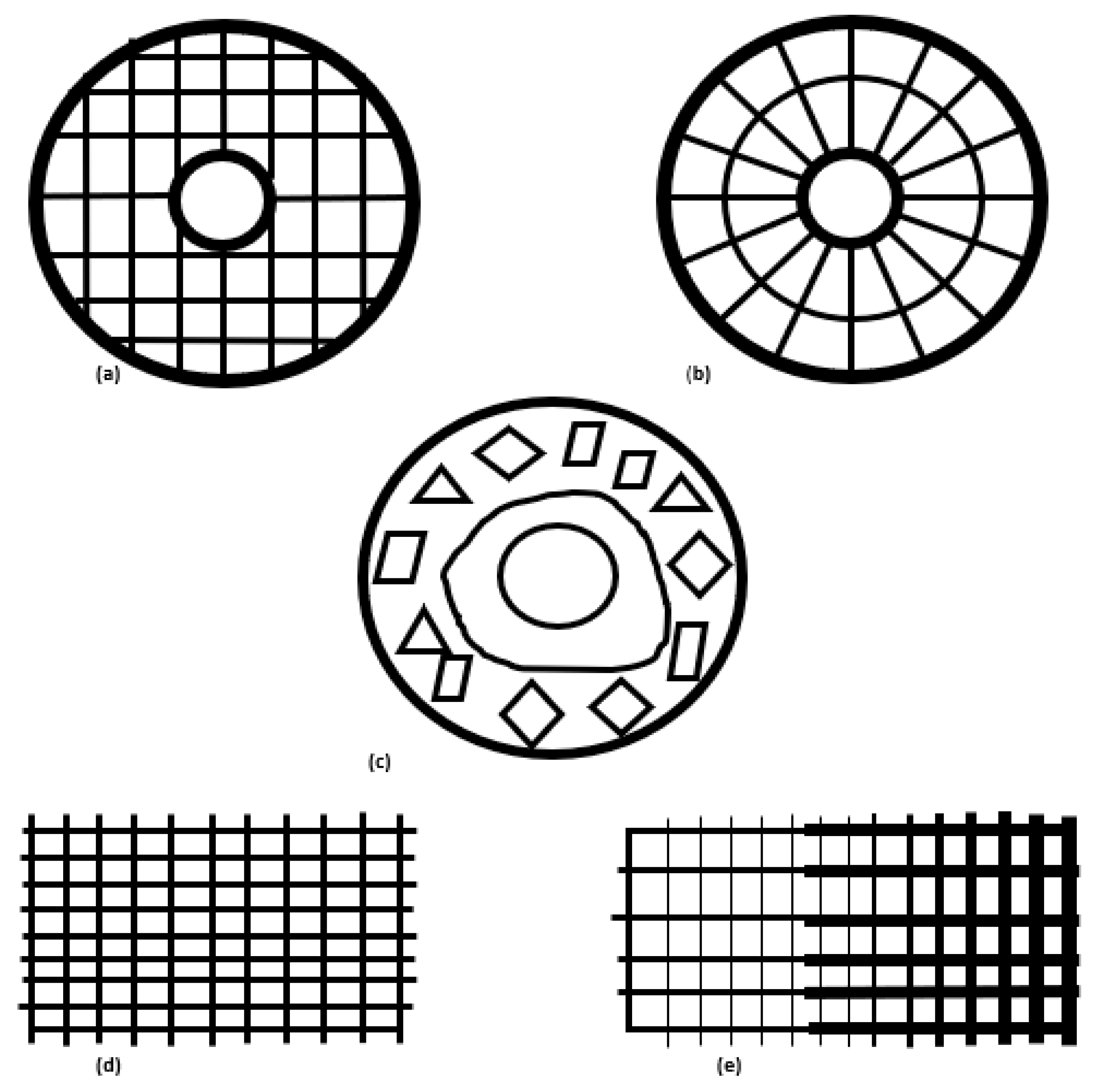
- Periodic lattice structures: lattices unit cells with the same shape, size, and topology, arranged periodically in a 3D Euclidean space;
- Pseudo-periodic lattice structures: lattice cells with different shapes and sizes but share the same topology;
- Randomised or disordered lattice structures: lattice structure with randomly distributed unit cells with different cell sizes and topologies.
2. Mechanical Performance Optimisation of Lattice Structures
2.1. Metallic Lattice Structures
2.2. Non-Metallic Lattic Structures
3. Failure Modes and Mechanisms of Lattice Structures under Compression
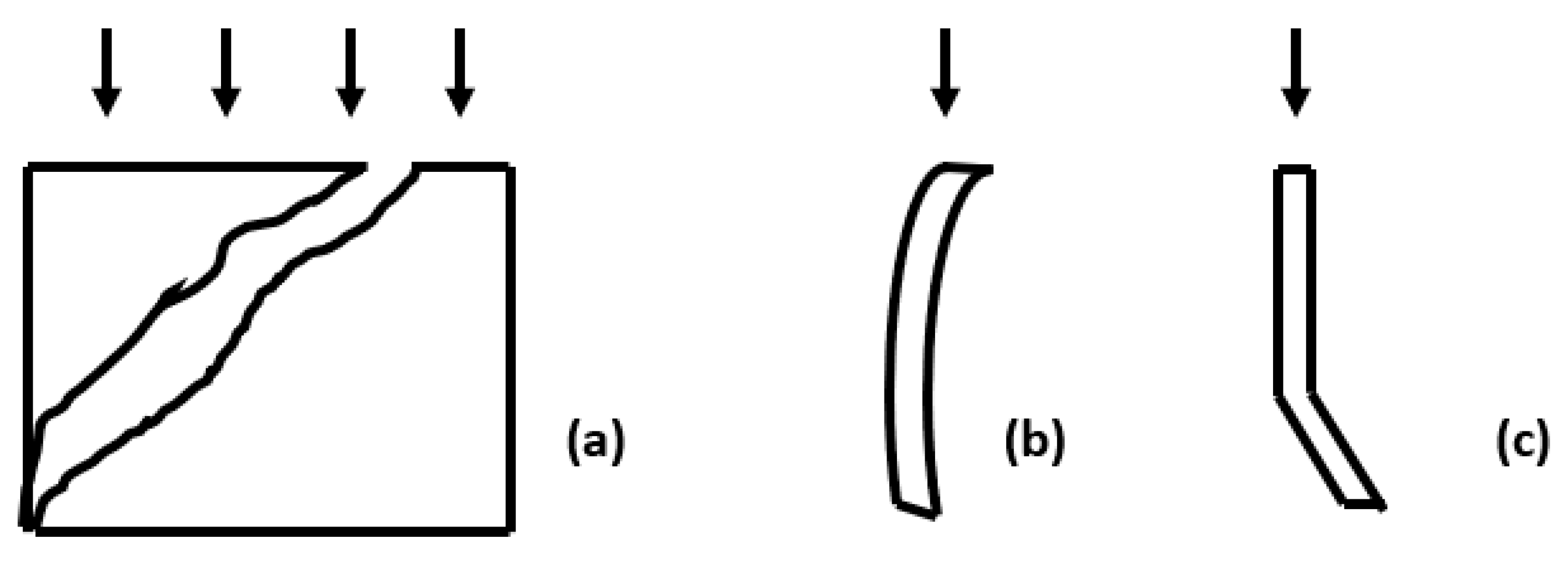
- Failure under compression (i.e., cell collapse) perpendicular to the loading and manufacturing directions for 4.5 mm and 6 mm cells;
- Brittle fracture/failure of cell walls in the direction parallel to the load applied for 6 mm and 9 mm cells;
- Diagonal shear for 3 mm cells. As expected, heat-treated specimens exhibited enhanced ductility compared to the as-built lattices. Moreover, they observed that post-manufacture heat treatment prevented the formation of diagonal shear in heat-treated specimens.
- 10% volume fraction lattices displayed deep ductile dimples pattern. On the other hand, 30% volume fraction lattices exhibited brittle and ductile fractures with a 45-degree shear crack failure mode;
- Unoptimised BCC lattices’ fractures were found to be closer to the nodes than the TPMS ones, thus confirming the impact of geometric features on the mechanical behaviour of lattices.
4. Effect of Lattice Structure Geometry on Compressive Behaviour
5. Conclusions
- The deformation process/failure mode of lattices can be improved by post machining heat treatment;
- Increasing the radii corners of a lattice strut will improve its energy absorption capability;
- There is a high correlation between relative density and the mechanical properties/energy absorption capability of a lattice structure;
- Post fabrication chemical treatment of lattices will improve not only its surface roughness, but also its energy absorption capacity and its compressive strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tao, W.; Leu, M.C. Design of Lattice Structure for Additive Manufacturing. In Proceedings of the 2016 International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016. [Google Scholar] [CrossRef]
- Cheng, L.; Bai, J.; To, A.C. Functionally Graded Lattice Structure Topology Optimization for the Design of Additive Manufactured Components with Stress Constraints. Comput. Methods Appl. Mech. Eng. 2019, 344, 334–359. [Google Scholar] [CrossRef]
- Aremu, A.O.; Brennan-Craddock, J.P.; Panesar, A.; Ashcroft, I.A.; Hague, R.J.; Wildman, R.D.; Tuck, C. A Voxel-Based Method of Constructing and Skinning Conformal and Functionally Graded Lattice Structures Suitable for Additive Manufacturing. Addit. Manuf. 2017, 13, 1–13. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Zhao, Y.F. A Survey of Modeling of Lattice Structures Fabricated by Additive Manufacturing. J. Mech. Des. Trans. 2017, 139, 100906. [Google Scholar] [CrossRef]
- Endo, R.D. The Effect of Manufacturing Defects on Compressive Strength of Polymeric Lattices Fabricated via Fused Deposition Modeling. University of California, Irvine. 2017. Available online: https://escholarship.org/uc/item/0b98b9p7 (accessed on 1 June 2021).
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.Y. A State-of-the-Art Review on Types, Design, Optimization, and Additive Manufacturing of Cellular Structures. Int. J. Adv. Manuf. Technol. 2019, 104, 3489–3510. [Google Scholar] [CrossRef]
- Kumar, A.; Verma, S.; Jeng, J.Y. Supportless Lattice Structures for Energy Absorption Fabricated by Fused Deposition Modeling. 3D Print. Addit. Manuf. 2020, 7, 85–96. [Google Scholar] [CrossRef]
- Tang, Y.; Dong, G.; Zhou, Q.; Zhao, Y.F. Lattice Structure Design and Optimization with Additive Manufacturing Constraints. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1546–1562. [Google Scholar] [CrossRef] [Green Version]
- LDOCE. Lattice. 2020. Available online: https://www.ldoceonline.com/dictionary/lattice (accessed on 3 May 2020).
- Challis, V.J.; Xu, X.; Zhang, L.C.; Roberts, A.P.; Grotowski, J.F.; Sercombe, T.B. High Specific Strength and Stiffness Structures Produced Using Selective Laser Melting. Mater. Des. 2014, 63, 783–788. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.; Li, N.; Childs, P.R. Light-Weighting in Aerospace Component and System Design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D.; Caiazzo, F.; Cardaropoli, F.; Sergi, V. Manufacturing and Characterization of Ti6Al4V Lattice Components Manufactured by Selective Laser Melting. Materials 2014, 7, 4803–4822. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yánez, A.; Herrera, A.; Martel, O.; Monopoli, D.; Afonso, H. Compressive Behaviour of Gyroid Lattice Structures for Human Cancellous Bone Implant Applications. Mater. Sci. Eng. C 2016, 68, 445–448. [Google Scholar] [CrossRef] [PubMed]
- Rossiter, J.D.; Johnson, A.A.; Bingham, G.A. Assessing the Design and Compressive Performance of Material Extruded Lattice Structures. 3D Print. Addit. Manuf. 2020, 7, 19–27. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A. Compressive Failure Modes and Energy Absorption in Additively Manufactured Double Gyroid Lattices. Addit. Manuf. 2017, 16, 24–29. [Google Scholar] [CrossRef]
- Zhao, M.; Liu, F.; Fu, G.; Zhang, D.Z.; Zhang, T.; Zhou, H. Improved Mechanical Properties and Energy Absorption of BCC Lattice Structures with Triply Periodic Minimal Surfaces Fabricated by SLM. Materials 2018, 11, 2411. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM Lattice Structures: Properties, Performance, Applications and Challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Syam, W.P.; Jianwei, W.; Zhao, B.; Maskery, I.; Elmadih, W.; Leach, R. Design and Analysis of Strut-Based Lattice Structures for Vibration Isolation. Precis. Eng. 2018, 52, 494–506. [Google Scholar] [CrossRef]
- Tang, Y.; Kurtz, A.; Zhao, Y.F. Bidirectional Evolutionary Structural Optimization (BESO) Based Design Method for Lattice Structure to Be Fabricated by Additive Manufacturing. Comput. Aided Des. 2015, 69, 91–101. [Google Scholar] [CrossRef] [Green Version]
- Melchels, F.P.; Bertoldi, K.; Gabbrielli, R.; Velders, A.H.; Feijen, J.; Grijpma, D.W. Mathematically Defined Tissue Engineering Scaffold Architectures Prepared by Stereolithography. Biomaterials 2010, 31, 6909–6916. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ravari, M.R.; Kadkhodaei, M.; Badrossamay, M.; Rezaei, R. Numerical Investigation on Mechanical Properties of Cellular Lattice Structures Fabricated by Fused Deposition Modeling. Int. J. Mech. Sci. 2014, 88, 154–161. [Google Scholar] [CrossRef]
- Vannutelli, R. Mechanical Behavior of 3D Printed Lattice-Structured Materials. Youngstown State University. 2017. Available online: https://digital.maag.ysu.edu:8443/xmlui/bitstream/handle/1989/13012/b22354992.pdf?sequence=2 (accessed on 1 June 2021).
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective Laser Melting (SLM) of AlSi12Mg Lattice Structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- Mueller, J.; Shea, K. Buckling, Build Orientation, and Scaling Effects in 3D Printed Lattices. Mater. Today Commun. 2018, 17, 69–75. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P.; Tkac, J.; Torok, J.; Monkova, K.; Suba, O.; Zaludek, M. Research of Young’s Modulus of the Simple Lattice Structures Made from Plastics. In Proceedings of the 2019 IEEE 10th International Conference on Mechanical and Aerospace Engineering (ICMAE), Brussels, Belgium, 22–25 July 2019. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. Trans. 2015, 137, 014001. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The Status, Challenges, and Future of Additive Manufacturing in Engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, Opportunities, Considerations, and Constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Redwood, B.; Schffer, F.; Garret, B.; Igor, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Rathee, S.; Srivastava, M.; Maheshwari, S.; Kundra, T.; Siddiquee, A.N. Friction Based Additive Manufacturing Technologies: Principles for Building in Solid State, Benefits, Limitations, and Applications; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2018. [Google Scholar]
- Redwood, B. Additive Manufacturing Technologies: An Overview. 2020. Available online: https://www.3dhubs.com/knowledge-base/additive-manufacturing-technologies-overview/ (accessed on 3 May 2020).
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Kundra, T. Additive Manufacturing: Fundamentals and Advancements; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2020. [Google Scholar]
- Bai, L.; Zhang, J.; Chen, X.; Yi, C.; Chen, R.; Zhang, Z. Configuration Optimization Design of Ti6Al4V Lattice Structure Formed by SLM. Materials 2018, 11, 1856. [Google Scholar] [CrossRef] [Green Version]
- Gümrük, R.; Mines, R.A.; Karadeniz, S. Static Mechanical Behaviours of Stainless Steel Micro-Lattice Structures under Different Loading Conditions. Mater. Sci. Eng. A 2013, 586, 392–406. [Google Scholar] [CrossRef]
- Shen, Y.; McKown, S.; Tsopanos, S.; Sutcliffe, C.J.; Mines, R.A.; Cantwell, W.J. The Mechanical Properties of Sandwich Structures Based on Metal Lattice Architectures. J. Sandw. Struct. Mater. 2010, 12, 159–180. [Google Scholar] [CrossRef]
- Alghamdi, A.; Maconachie, T.; Downing, D.; Brandt, M.; Qian, M.; Leary, M. Effect of Additive Manufactured Lattice Defects on Mechanical Properties: An Automated Method for the Enhancement of Lattice Geometry. Int. J. Adv. Manuf. Technol. 2020, 108, 957–971. [Google Scholar] [CrossRef]
- Bai, L.; Yi, C.; Chen, X.; Sun, Y.; Zhang, J. Effective Design of the Graded Strut of BCC Lattice Structure for Improving Mechanical Properties. Materials 2019, 12, 2192. [Google Scholar] [CrossRef] [Green Version]
- Ding, R.; Yao, J.; Du, B.; Zhao, L.; Guo, Y. Mechanical Properties and Energy Absorption Capability of ARCH Lattice Structures Manufactured by Selective Laser Melting. Adv. Eng. Mater. 2020, 22, 1901534. [Google Scholar] [CrossRef]
- Cao, X.; Duan, S.; Liang, J.; Wen, W.; Fang, D. Mechanical Properties of an Improved 3D-Printed Rhombic Dodecahedron Stainless Steel Lattice Structure of Variable Cross Section. Int. J. Mech. Sci. 2018, 145, 53–63. [Google Scholar] [CrossRef]
- Xiao, Z.; Yang, Y.; Xiao, R.; Bai, Y.; Song, C.; Wang, D. Evaluation of Topology-Optimized Lattice Structures Manufactured via Selective Laser Melting. Mater. Des. 2018, 143, 27–37. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Hu, S.; Chen, R.; Gu, Y.; Kong, X.; Tao, J.; Jiang, Y. Mechanical Properties Tailoring of Topology Optimized and Selective Laser Melting Fabricated Ti6Al4V Lattice Structure. J. Mech. Behav. Biomed. Mater. 2019, 99, 225–239. [Google Scholar] [CrossRef]
- Xiao, D.M.; Yang, Y.Q.; Su, X.B.; Di, W.A.; Luo, Z.Y. Topology Optimization of Microstructure and Selective Laser Melting Fabrication for Metallic Biomaterial Scaffolds. Trans. Nonferr. Met. Soc. China 2012, 22, 2554–2561. [Google Scholar] [CrossRef]
- Challis, V.J.; Roberts, A.P.; Grotowski, J.F.; Zhang, L.C.; Sercombe, T.B. Prototypes for Bone Implant Scaffolds Designed via Topology Optimization and Manufactured by Solid Freeform Fabrication. Adv. Eng. Mater. 2010, 12, 1106–1110. [Google Scholar] [CrossRef]
- Yang, C.; Li, Q.M. Advanced Lattice Material with High Energy Absorption Based on Topology Optimisation. Mech. Mater. 2020, 148, 103536. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P. Ti-6Al-4V Triply Periodic Minimal Surface Structures for Bone Implants Fabricated via Selective Laser Melting. J. Mech. Behav. Biomed. Mater. 2015, 51, 61–73. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, Y.; Tang, Y.; Hoff, T.; Garon, M.; Zhao, F.Y. The Verification of the Mechanical Properties of Binder Jetting Manufactured Parts by Instrumented Indentation Testing. Procedia Manuf. 2015, 1, 327–342. [Google Scholar] [CrossRef] [Green Version]
- Dong, G.; Wijaya, G.; Tang, Y.; Zhao, Y.F. Optimizing Process Parameters of Fused Deposition Modeling by Taguchi Method for the Fabrication of Lattice Structures. Addit. Manuf. 2018, 19, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Mazlan, S.N.; Kadir, A.Z.; Ngadiman, N.H.; Yusof, Y.; Wahab, M.S. Optimization of Truss Collinear Lattice Fabricated Using Fused Deposition Modeling Technique. Int. J. Innov. Technol. Explor. Eng. 2019, 9. [Google Scholar] [CrossRef]
- Panda, B.; Leite, M.; Biswal, B.B.; Niu, X.; Garg, A. Experimental and Numerical Modelling of Mechanical Properties of 3D Printed Honeycomb Structures. Meas. J. Int. Meas. Confed. 2018, 116, 495–506. [Google Scholar] [CrossRef]
- Mason, L.H. The Effect of Cell Size and Surface Roughness on the Compressive Properties of ABS Lattice Structures Fabricated by Fused Deposition Modeling. J. Mech. Eng. Autom. 2019, 9. [Google Scholar] [CrossRef] [Green Version]
- Iyibilgin, O.; Yigit, C.; Leu, M.C. Experimental Investigation of Different Cellular Lattice Structures Manufactured by Fused Deposition Modeling. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12 August 2013. [Google Scholar]
- Gautam, R.; Idapalapati, S.; Feih, S. Printing and Characterisation of Kagome Lattice Structures by Fused Deposition Modelling. Mater. Des. 2018, 137, 266–275. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. On Surface Finish and Dimensional Accuracy of FDM Parts after Cold Vapor Treatment. Mater. Manuf. Process. 2016, 31, 522–529. [Google Scholar] [CrossRef]
- Maharjan, G.K.; Khan, S.Z.; Riza, S.H.; Masood, S.H. Compressive Behaviour of 3D Printed Polymeric Gyroid Cellular Lattice Structure. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Telangana, India, 2018; Volume 455. [Google Scholar] [CrossRef]
- Liu, W.; Song, H.; Wang, Z.; Wang, J.; Huang, C. Improving Mechanical Performance of Fused Deposition Modeling Lattice Structures by a Snap-Fitting Method. Mater. Des. 2019, 181, 108065. [Google Scholar] [CrossRef]
- Kumar, A.; Collini, L.; Daurel, A.; Jeng, J.Y. Design and Additive Manufacturing of Closed Cells from Supportless Lattice Structure. Addit. Manuf. 2020, 33, 101168. [Google Scholar] [CrossRef]
- Tao, Y.; Pan, L.; Liu, D.; Li, P. A Case Study: Mechanical Modeling Optimization of Cellular Structure Fabricated Using Wood Flour-Filled Polylactic Acid Composites with Fused Deposition Modeling. Compos. Struct. 2019, 216, 360–365. [Google Scholar] [CrossRef]
- Azmi, M.S.; Ismail, R.; Hasan, R.; Alkahari, M.R. Study on Dimensional Accuracy of Lattice Structure Bar Using FDM Additive Manufacturing. In Proceedings of the Mechanical Engineering Research Day 2017, Melaka, Malaysia, 30 March 2017. [Google Scholar]
- Rosli, N.A.; Hasan, R.; Alkahari, M.; Tokoroyama, T. Effect of process parameters on the geometrical quality of ABS polymer lattice structure. In Proceedings of the SAKURA Symposium on Mechanical Science and Engineering, Nagoya, Japan, 12 September 2017; Centre for Advanced Research on Energy: Nagoya, Japan, 2017; pp. 3–5. Available online: http://www3.utem.edu.my/care/proceedings/sakura2017/pdf/p3_5.pdf (accessed on 1 June 2021).
- Zhang, X.Y.; Fang, G.; Xing, L.L.; Liu, W.; Zhou, J. Effect of Porosity Variation Strategy on the Performance of Functionally Graded Ti-6Al-4V Scaffolds for Bone Tissue Engineering. Mater. Des. 2018, 157, 523–538. [Google Scholar] [CrossRef]
- Li, P.; Wang, Z.; Petrinic, N.; Siviour, C.R. Deformation Behaviour of Stainless Steel Microlattice Structures by Selective Laser Melting. Mater. Sci. Eng. A 2014, 614, 116–121. [Google Scholar] [CrossRef]
- Liu, L.; Kamm, P.; García-Moreno, F.; Banhart, J.; Pasini, D. Elastic and Failure Response of Imperfect Three-Dimensional Metallic Lattices: The Role of Geometric Defects Induced by Selective Laser Melting. J. Mech. Phys. Solids 2017, 107, 160–184. [Google Scholar] [CrossRef]
- Li, C.; Lei, H.; Liu, Y.; Zhang, X.; Xiong, J.; Zhou, H.; Fang, D. Crushing Behavior of Multi-Layer Metal Lattice Panel Fabricated by Selective Laser Melting. Int. J. Mech. Sci. 2018, 145, 389–399. [Google Scholar] [CrossRef]
- Fadeel, A.; Mian, A.; Al Rifaie, M.; Srinivasan, R. Effect of Vertical Strut Arrangements on Compression Characteristics of 3D Printed Polymer Lattice Structures: Experimental and Computational Study. J. Mater. Eng. Perform. 2019, 28, 709–716. [Google Scholar] [CrossRef]
- Arjunan, A.; Singh, M.; Baroutaji, A.; Wang, C. Additively Manufactured AlSi10Mg Inherently Stable Thin and Thick-Walled Lattice with Negative Poisson’s Ratio. Compos. Struct. 2020, 247, 112469. [Google Scholar] [CrossRef]
- Crupi, V.; Kara, E.; Epasto, G.; Guglielmino, E.; Aykul, H. Static Behavior of Lattice Structures Produced via Direct Metal Laser Sintering Technology. Mater. Des. 2017, 135, 246–256. [Google Scholar] [CrossRef]
- Azzouz, L.; Chen, Y.; Zarrelli, M.; Pearce, J.; Mitchell, L.; Ren, G.; Grasso, M. Mechanical properties of 3-D printed truss-like lattice biopolymer nonstochastic structures for sandwich panels with natural fibre composite skins. Compos. Struct. 2019, 213, 220–230. [Google Scholar] [CrossRef] [Green Version]
- Abele, E.; Stoffregen, H.A.; Klimkeit, K.; Hoche, H.; Oechsner, M. Optimisation of Process Parameters for Lattice Structures. Rapid Prototyp. J. 2015, 21, 117–127. [Google Scholar] [CrossRef]
- Alberdi, R.; Dingreville, R.; Robbins, J.; Walsh, T.; White, B.C.; Jared, B.; Boyce, B.L. Multi-Morphology Lattices Lead to Improved Plastic Energy Absorption. Mater. Des. 2020, 194, 108883. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Martínez-Magallanes, M.; Crespo-Sánchez, S.E.; Gómez-Espinosa, A.; Olvera-Silva, O.; Roman-Flores, A. Additive Manufacturing and Mechanical Properties of Lattice-Curved Structures. Rapid Prototyp. J. 2019, 25. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Category: Metal and Non-Metallic (M&NM) | Printing Techniques/Technologies | Materials |
|---|---|---|
| Powder Bed Fusion (PBF): (M&NM) Mostly metallic, but can also fabricate non-metallic materials, e.g., use of polymer powder (SLS) | Selective Laser Melting (SLM), Electron Beam Melting (EBM), Selective Laser Sintering (SLS), Direct Metal Laser Sintering (DMLS), and Selective Heat Sintering (SHS). | Nylon, stainless steel (SS), titanium, aluminium, nickel alloys, etc. |
| Sheet Lamination (SL): (M&NM) For metallic, uses ribbons of metal then bound together by ultrasonic welding and for non-metallic, uses paper and adhesive for binding | Laminated object manufacturing and Ultrasonic additive manufacturing | Sheets, e.g., paper, or ribbons of metal, e.g., copper and stainless steel. |
| Material Extrusion (ME): (M&NM) Mostly non-metallic, can now print metallic materials, e.g., ultrafuse 316LX | Fused deposition modelling (FDM) and Fused filament fabrication (FFF) | Nylon, Acrylonitrile Butadiene Styrene (ABS), PLA, PEEK, Polyetherimide (PEI), etc. |
| Vat Photopolymerization (VATP): (NM) Non-metallic | Direct Light Processing (DLP) and Stereolithography (SLA) | Photopolymers or Resins and Ceramics |
| Material Jetting (MJ): (M&NM) Mostly non-metallic, but can also print metal parts by utilising the NPJ technology | Drop on Demand (DOD), Material Jetting (MJ) PolyJet (PJ), and Nano particle jetting (NPJ) | Ceramics, Stainless Steel (SS), ABS-like, Wax, etc. |
| Binder Jetting (BJ): (M&NM) Uses binder as an adhesive for powder-based materials. Can fabricate both metallic and non-metallic materials | Binder Jetting | Stainless steel, Silica sand, Inconel alloy, etc. |
| Directed Energy Deposition (DED): (M) Metal-based AM which cannot be used for polymer or ceramic materials | Electron Beam Additive Manufacture (EBAM) and Laser Engineered Net Shape (LENS) | Stainless steel, Titanium, copper, etc. |
| Failure Mode/Mechanism | Material | Lattice Type | Reference |
|---|---|---|---|
| Diagonal shear, cell collapse, and brittle fracture | Al-Si10-Mg | Gyroid lattices | Maskery et al. [15] |
| 45-degree shear crack and deep ductile dimples | Ti6Al4V | TPMS BCC | Zhao et al. [16] |
| 45° inclined fracture and recoverable bend | Ti6Al4V | TOP lattices | Xu et al. [41] |
| 45° inclined fracture | SS316L | TOP FCC, VC, and ECC | Xiao et al. [40] |
| Double shear slip and local deformation along the 45° direction | Ti6Al4V | AFCC and BCC | Bai et al. [33] |
| 45° failure/damage, failure along the nodes | Ti6Al4V | BCC and GBCC | Bai et al. [37] |
| Elastic and inelastic buckling | PLA | BCC | Liu et al. [55] |
| 45° inclined fracture, ductile fracture and diagonal bending | ABS | BCC | Mason and Leu [50] |
| Deformation localisation at the centre of lattices and 45° shear deformation angle | SS316L | BCC, BCCZ, and F2BCC lattices | Gümrük et al. [34] |
| 45° shear deformation angle and shear deformation angle larger than 55° | Ti6Al4V | FGS lattice and diamond lattice | Zhang et al. [60] |
| Diagonal direction inclined compacted collapse | SS316L | ARCH lattice | Ding et al. [38] |
| Failure initiated at the top, middle, and bottom depending on the lattice configuration | ABS | BCC, BCCV, BCCA, and BCCG | Fadeel et al. [64] |
| Shear fracture forming a 54.7° angle and plastic deformation triggered by diagonal strut bending | AlSi10Mg | Regular octet and rhombicuboctahedron lattices | Liu et al. [62] |
| Local buckling of struts, localised necking before final fracture, and plastic hinges in the nodal joints | SS316L | BCC | Li et al. [61] |
| Diagonal strut bending, vertical strut buckling, and layer-by-layer progressive damage | AlSi10Mg | BCCZ | Li et al. [63] |
| Reference | FE Modelling/Simulation | Research Focus | Suggestions/Challenges/Future Work | Lattice Type | Material | AM Category |
|---|---|---|---|---|---|---|
| Xu et al. [41] | Yes | Effect of porosity and unit cell size on lattices | To study bone cell attachment and ingrowth experiment of TOP lattices | TOP Lattice | Ti6Al4V | PBF |
| Zhao et al. [16] | Yes | TPMS BCC for lattice design | Further investigation of the mechanical properties of TPMS BCC lattices | TPMS BCC | Ti6Al4V | PBF |
| Monkova et al. [25] | No | Impact of lattice volume ratio/fraction on its Young’s modulus | There is a high correlation between the volume ratio of a lattice and its Young’s modulus | Simple Lattice Structure | ABS | ME |
| Azmi et al. [58] | No | Dimensional accuracy of ME lattice structure bar | Recommended varying ME process parameters to improve print quality | BCC | ABS | ME |
| Rosli et al. [59] | No | Impact of process parameters on lattices | There is a high correlation between strut thickness and the failure mode and the mechanical properties of lattices | BCC | ABS | ME |
| Liu et al. [55] | No | Introduced the snap-fitting method for lattice fabrication | To introduce the snap-fitting method into other AM technologies | BCC | PLA | ME |
| Tao et al. [57] | Yes | Compressive performance of square, circle, and voronoi cellular structure | Print line width affects print quality. Suggested use of high-quality 3D printers | circle, square, and voronoi cellular structures | PLA | ME |
| Mazlan et al. [48] | No | Impact of manufacturing parameters on the mechanical performance of PLA lattices | Investigating composite fibre reinforced polymer for high structural applications | Truss collinear lattice structure | PLA | ME |
| Panda et al. [49] | No | Impact of design parameters on the mechanical performance of ABS lattices | Study other types of lattice structures fabricated via other ME materials with varying manufacturing parameters | honeycomb or hexagonal lattice | ABS | ME |
| Ravari et al. [21] | Yes | Effect of strut diameter on mechanical behaviour | Observed differences in as designed diameter and as-built diameter. As a result, suggested modelling the cross-section variations along the strut’s length. | BCCZ | PLA | ME |
| Iyibilgin and Yigit. [51] | No | Effect of cellular lattices, cell size, and porosity on build time and compressive properties | Suggested the combination of the following parameters: honeycomb lattices, cell size with 0.76 cm edge length and 57% porosity to achieve the best mechanical properties and shortest print time. | Honeycomb, square, diamond, circle, andtriangle cellular lattice structures | ABS | ME |
| Rossiter et al. [14] | No | Impact of geometric design variables on the compressive behaviour of lattices | Recommended adjusting strut cross-sectional area for a cell-by-cell tailored response and cell width for conformal lattice structures with varying cell size. | Truncated octahedron lattices | Ultimaker Nylon | ME |
| Gautam et al. [52] | Yes | Compressive behaviour of Kagome lattice structures | Post-fabrication chemical treatment of lattices will improve not only its surface roughness, but also its energy absorption capacity and its compressive strength | Kagome lattice structures | ABS | ME |
| Maharjan et al. [54] | No | Effect of variation of volume fraction and unit cell size | Study the compressive behaviour of polycarbonate and ABS material | Gyroid lattice | PLA | ME |
| Kumar et al. [7,56] | No | SU lattice structure | Application of SU lattices in ski boots and sports shoes and use of a fixed nozzle diameter to investigate the impact of flow rate on print quality. | Closed-cell, shell-shaped, and BCC lattices | TPU, PLA | ME |
| Mason and Leu [50] | No | Effect of cold acetone smoothing on the mechanical properties of BCC lattice structure | Decrease in compressive properties with decease in cell size is due to the decreasing uniformity and quality of the struts | BCC | ABS | ME |
| Azzouz et., al. [67] | No | Feasibility of using ME PLA lattices for structural application | Further research to improve the repeatability of the ME process | BCC, BCCZ, rectangularpattern of four vertical struts | PLA | ME |
| Xiao et al. [42] | Yes | TOP technique for the fabrication of biomedical scaffolds | Explore the relationship between TOP scaffolds and desired mechanical properties using the PBF process | TOP Cellular structures | Ti6Al4V | PBF |
| Challis et al. [10] | Yes | Mechanical performance of gyroid lattices and TOP lattices | Exploring other types of unit cells by employing the TOP approach | Gyroid and TOP lattice | Ti6Al4V | PBF |
| Challis et al. [43] | Yes | Biocompatibility of TOP and PBF fabricated porous lattices | The viability of employing the PBF process for scaffold fabrication | TOP lattice | Bronze and Steel powder | PBF |
| Melchels et al. [20] | Yes | Mechanical performance of mathematically defined lattice scaffolds | Recommended the use of mathematically defined lattice structures | Cube, diamond, and gyroid | PDLLA based resin | VATP |
| Yan et al. [45] | No | Mechanical properties of TPMS diamond and gyroid lattices | Use of PBF fabricated Ti6Al4V TPMS lattices for load-bearing bone implants | Gyroid and Diamond TPMS lattice | Ti6Al4V | PBF |
| Dong et al. [47] | No | Influence of process parameters on lattice structures | To study the print quality of ME lattices via dynamic process parameters | BCC (with vertical and horizontal struts) | ABS | ME |
| Cheng et al. [2] | Yes | Experimental analysis and validation of the revised Hill’s yield criterion and asymptotic homogenization technique for the design and manufacture of graded lattices | Proposed revised Hill’s yield criterion and asymptotic homogenization technique to describe and obtain two mechanical properties: plasticity and elasticity | Cubic lattice | VerowhitePlus | MJ |
| Vannutelli. [22] | Yes | Mechanical behaviour of lattice structures | To study the relationship between mechanical properties and the level of porosity of NiMnGa &and Inconel 718 lattices | Rectangular parallelepiped | NiMnGa & Inconel 718 powder | PBF & BJ |
| Zhou et al. [46] | No | Usage of IIT to verify the mechanical properties of lattices | Use the IIT system to investigate the effects of indentation angles towards the measuring surface | Homogeneous rigid structure | SS316L | BJ |
| Mueller and Shea [24] | Yes | Effect of build orientation, buckling, and scaling on lattice structures | To use their findings as guidelines to establish the MJ process for lattices fabrication | BCC, FCC, and Kelvin cell | VerowhitePlus | MJ |
| Gümrük et al. [34] | No | Mechanical behaviour of micro-lattices under different loading conditions | High manufacturing costs of steel micro-lattice structures | BCC, BCCZ, and F2BCC lattice | SS316L | PBF |
| Zhang et al. [60] | Yes | Effect of porosity variation on the mechanical performance of FGS lattices. | To use porosity variation as a strategy to customise the design of functionally graded scaffold (FGS) | FGS lattice and diamond lattice | Ti6Al4V | PBF |
| Fadeel et al. [64] | Yes | Effect of vertical struts on the compression characteristics of BCC lattices | Further FEA analysis to study the BCCV lattice structure configuration | BCC, BCCV, BCCA, and BCCG | ABS | ME |
| Liu et al. [62] | Yes | Elastic and failure response of imperfect lattices | To study the sensitivity of stress–strain curves to variations in relative density and defects | Regular octet and rhombicuboctahedron lattices | AlSi10Mg | PBF |
| Li et al. [61] | Yes | Deformation behaviour of micro-lattice structures | Recommended varying PBF process parameters to achieve optimum mechanical properties | BCC | SS316L | PBF |
| Li et al. [63] | Yes | Crushing behaviour of multi-layer metal lattice panel | Recommended considering boundary effect when designing lightweight lattice structure | BCCZ | AlSi10Mg | PBF |
| Leary et al. [23] | Yes | Mechanical properties of PBF lattices | Observed that experimental Young’s modulus may underestimate actual in-service stiffness | BCC, BCCZ, FCC, and FCCZ | AlSi12Mg | PBF |
| Bai et al. [33] | Yes | AFCC lattice structure | To investigate the influence of SLM fabrication process on the mechanical performance of the Ti6Al4V structures. | BCC and AFCC | Ti6Al4V | PBF |
| Shen et al. [35] | No | Properties of lattice structures | Suggested lubricating the platens prior to conducting compression tests | BCCZ, BCC, and BCCZ-H | SS316L | PBF |
| Abele et al. [68] | No | DMLS process parameters customised for lattice structures | To investigate different lattice designs and materials | BCC | SS Powder (type was not specified) | PBF |
| Campanelli et al. [12] | No | Fabrication of micro-lattice structures to produce lightweight components | There is a high correlation between strut thickness and print quality | Pillar textile | Ti6Al4V | PBF |
| Maskery et al. [15] | No | Relationship between cell size and lattice performance | Proved applying post-manufacture heat treatment will improve the deformation process of aluminium lattices | Gyroid lattice | Al-Si10-Mg | PBF |
| Yánez et al. [13] | No | Mechanical behaviour of gyroid lattices with regard to their strut orientation | There is a high correlation between the strut angle and compressive strength | Gyroid lattice anddiamond cubic | Ti6Al4V | PBF |
| Bai et al. [37] | Yes | Graded-strut design method—GBCC lattice model | Increasing the radii corner of a lattice structure willimprove its energy absorption | GBCC & BCC | Ti6Al4V | PBF |
| Ding et al. [38] | Yes | Mechanical properties and energy absorption capability of ARCH lattice | There is a high correlation between relative density and the mechanical properties and energy absorption capability of a lattice structure | ARCH lattice | SS316L | PBF |
| Xiao et al. [40] | Yes | Mechanical properties of TOP lattices | To further study TOP lattices and use the design to improve the energy absorption capability of lattice structures | TOP FCC, VC and ECC lattices | SS316L | PBF |
| Cao et al. [39] | Yes | Modified rhombic dodecahedron (RD) lattice structure | There is a high correlation between the shape of a lattice structure and its mechanical properties | RD lattice structure | SS316L | PBF |
| Crupi et al. [66] | Yes | Mechanical response of micro lattices | Lattices fabricated via the DMLS process can be applied in the biomedical and transport engineering fields due to their cost effectiveness, good mechanical properties, and design flexibilities | BCC | Ti6Al4V | PBF |
| Endo [5] | Yes | Impact of manufacturing defects on the mechanical performance of polymer lattices | There was inconsistency/variation between CAD designs and fabricated structures | Cross-truss and octet-truss lattices | Polycarbonate | ME |
| Alghamdi et al. [36] | Yes | Automated analysis of microscope images method for the characterisation and quantification of manufacturing defects | To study the effects of residual stresses on AM fabricated metal components. Additionally, recommended further research to quantify the relationship between as-manufactured geometry and idealised CAD | FCC | Ti6Al4V | PBF |
| Arjunan et al. [65] | No | Thin and thick-walled auxetic structures | Recommended layer-based arrangements and careful modulation of t and θ for enhanced mechanical performance of auxetic structures | Auxetic lattices | AlSi10Mg | PBF |
| Alberdi et al. [69] | No | Influence of heterogeneous lattice topology lattice on mechanical performance | Recommended the use of multi-morphology lattices to achieve higher energy absorption performance | Multi-morphology lattices (FCC and BCC) | Vero white photopolymer and 316L stainless steel | PBF & MJ |
| Yang and Li. [44] | Yes | Cuttlebone-like lattice (CLL) structure | Recommended the adaption TOP lattices such as CLL for impact energy absorption applications | Cuttlebone-like lattice (CLL), Octet, BCC | AA6063, Ti6Al4V, and HSSG350 | FEA |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obadimu, S.O.; Kourousis, K.I. Compressive Behaviour of Additively Manufactured Lattice Structures: A Review. Aerospace 2021, 8, 207. https://doi.org/10.3390/aerospace8080207
Obadimu SO, Kourousis KI. Compressive Behaviour of Additively Manufactured Lattice Structures: A Review. Aerospace. 2021; 8(8):207. https://doi.org/10.3390/aerospace8080207
Chicago/Turabian StyleObadimu, Solomon O., and Kyriakos I. Kourousis. 2021. "Compressive Behaviour of Additively Manufactured Lattice Structures: A Review" Aerospace 8, no. 8: 207. https://doi.org/10.3390/aerospace8080207