
Nanomaterial-Enhanced Sizings: Design and Optimisation of a Pilot-Scale Fibre Sizing Line
 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
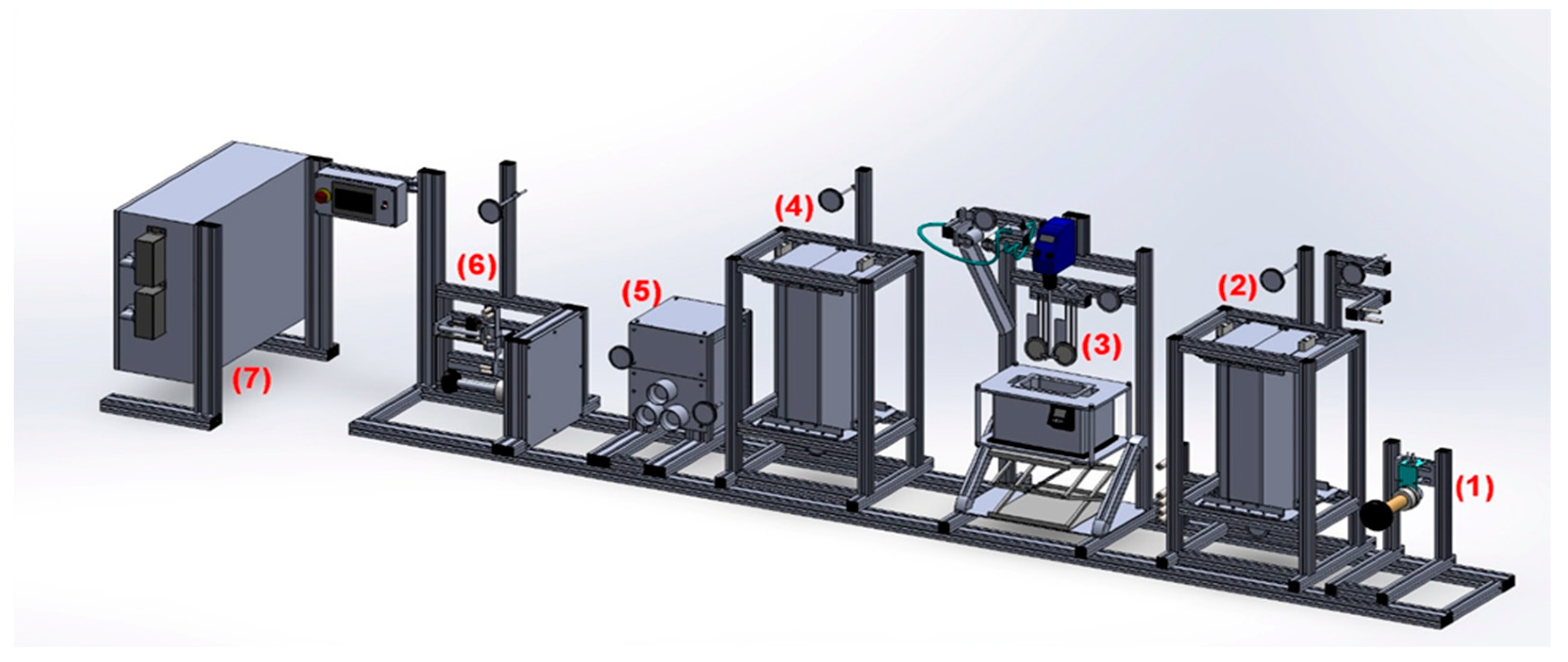
2.2. Design and Description of Pilot Line
- The let-off tension creel’s role is to feed the mounted fibre into the desizing unit and, in cooperation with the take-up winder, to provide the required tension (analysed below).
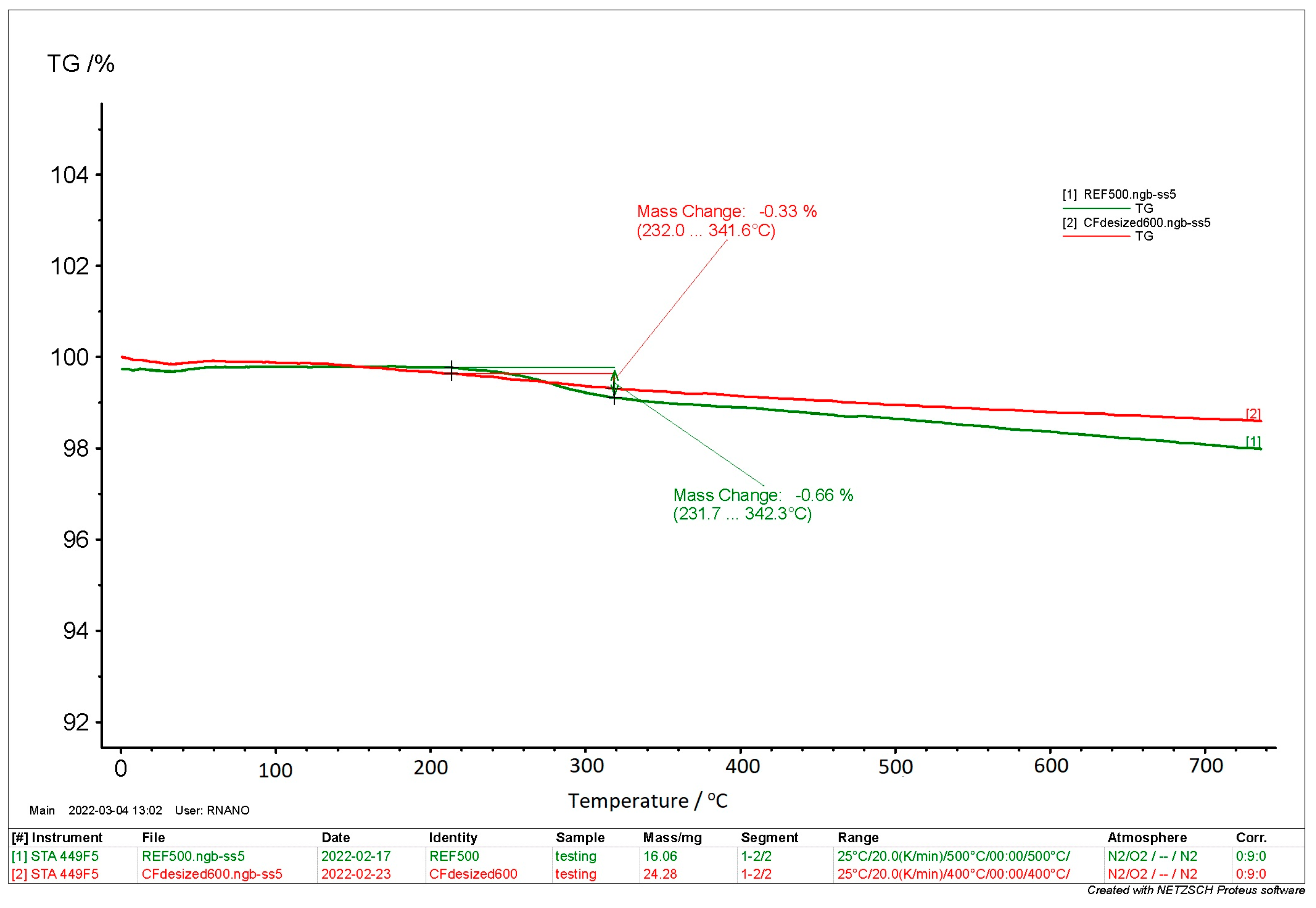
- The desizer furnace is responsible for removal of the already existing sizing on a commercial fibre. The temperature range is wide and covers temperatures from 300 °C up to 600 °C, enabling the user to remove every unnecessary coating.
- The fibre sizing bath consists of bath rollers, sizing bath, squeeze rollers, and an overhead stirring system. Bath rollers guide the desized fibre through the sizing bath where a solution (aqueous is the most used for CFs [22]) with users’ desired composition (solids in various concentrations) coats the fibre. The overhead steering rotor is submerged in the solution to avoid sedimentation. Subsequently, squeeze rollers remove the excess solution from the fibre so that a uniform coating is achieved.
- As the fibre passes through the squeeze rollers and the excess is removed, fibre drying heater evaporates the remaining solvent and slightly solidifies the coating around the fibre. The temperature does not exceed 300 °C, to ensure that the coating remains intact. This process ensures that the through-thickness fibre entanglements during winding are avoided and the fibre preform is diminished (fibre needs to be fully dried before winding so that it does not retain its cylindrical shape during its unwinding).
- The feed roller system is used to pull the fibre from the let-off creel. Its speed is adjusted by the user at the control panel (min 0.2 m/min–max 2 m/min). It is a key parameter since it affects the production rate and controls the residence time of fibre in the desizing and drying unit.
- The take-up winder collects the fibre with a mechanical traverse system, in which the spindle is driven by a constant-torque motor. High tension is not required for fibre winding, but a specific ratio between the tension of the feed roller inlet and outlet needs to be followed. Tension is adjusted by changing the torque on control panel.
- The power control unit supplies electric current to the whole line.
2.3. Run and Evaluation of Parameters
- Desizer framework
- Dryer framework
- Solid content concentration
- Nano-enhanced sizings
2.4. Characterization Methods
2.4.1. Scanning Electron Microscopy (SEM) and Thermogravimetric Analysis (TGA)
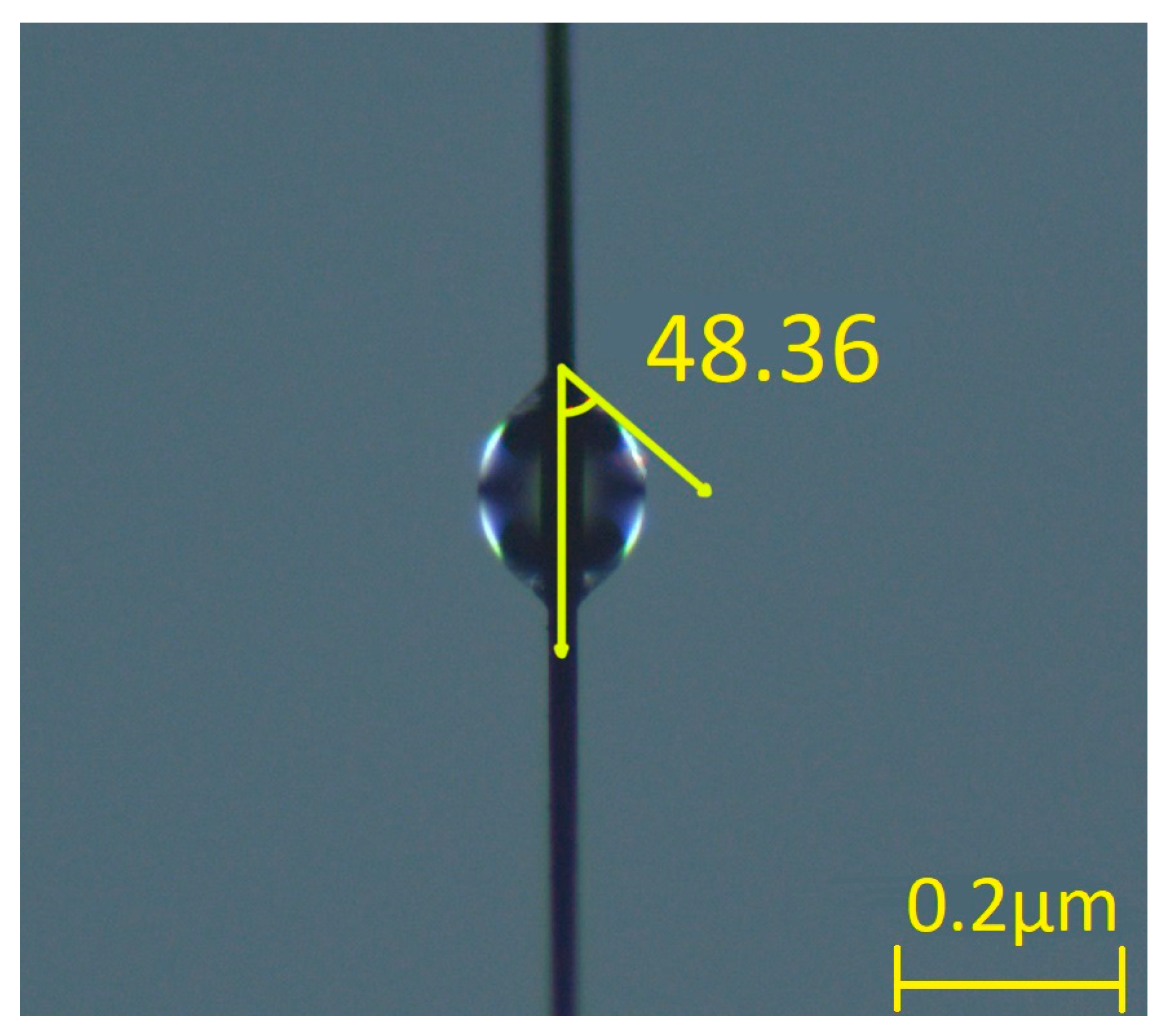
2.4.2. Contact Angle Goniometry (CAG)
2.4.3. Mechanical Tests
- σf: flexural strength (MPa);
- F: load at a given point on the load deflection curve (N);
- L: support span (mm);
- b: width of test beam (mm);
- d: depth of tested beam (mm).
- MUL: mass per unit length (g/m);
- W1: mass of the specimen (g);
- L: length of the specimen (m).
- UTS: ultimate tensile strength (MPa);
- P: maximum load measured in tensile test (N);
- ρf: fibre density (g/cm3);
- MUL: mass per unit length (g/m).
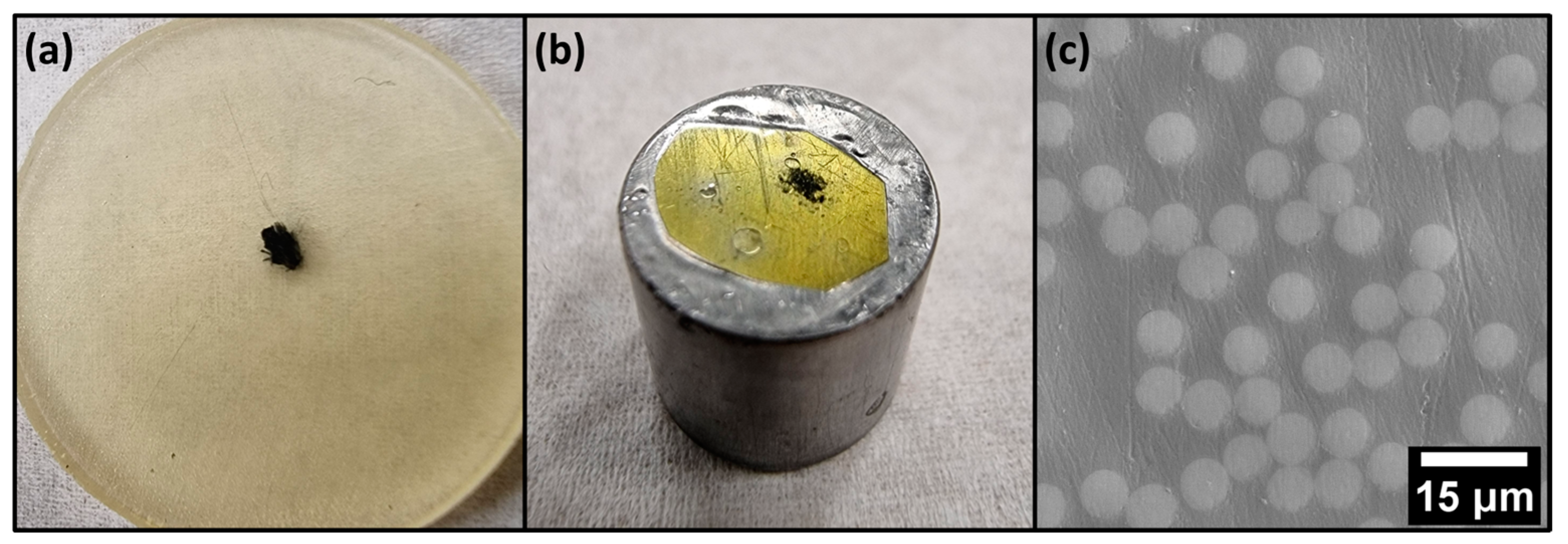
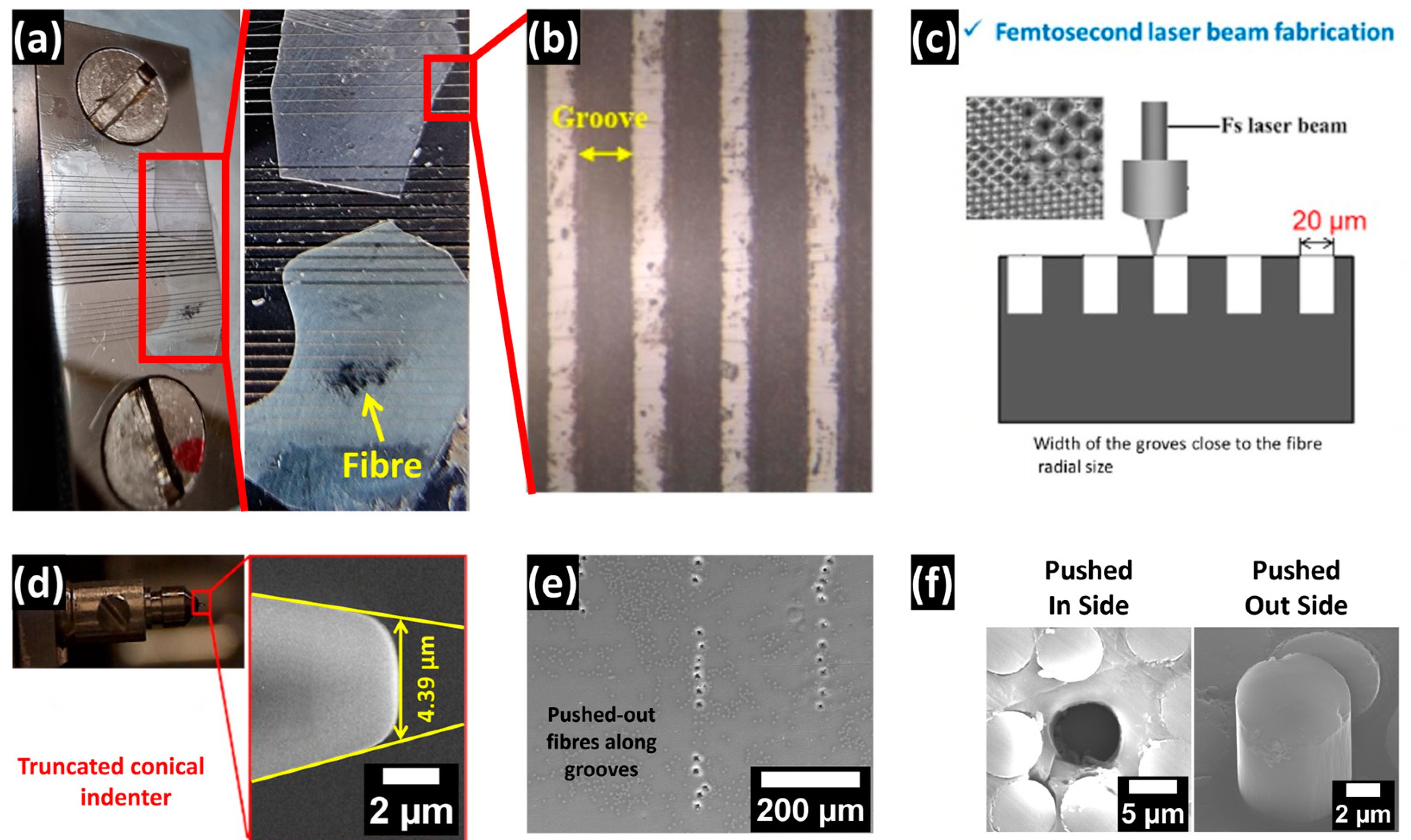
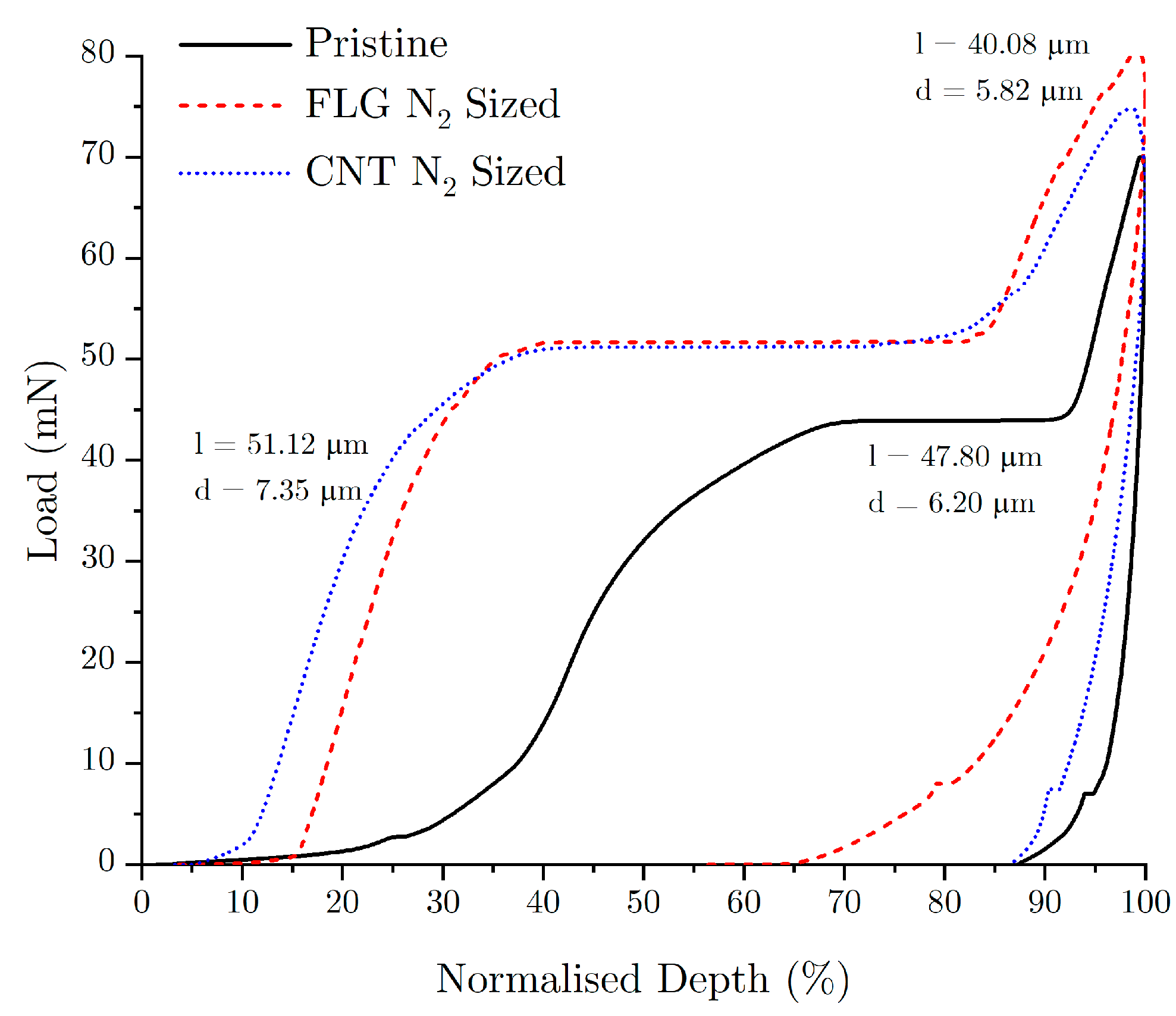
2.4.4. Push-Out Test
- τ: IFSS between fibre and resin (Pa);
- F: push-out load (N);
- d: diameter of the pushed-out fibre (m);
- l: length of the fibre being pushed out (m).
3. Results
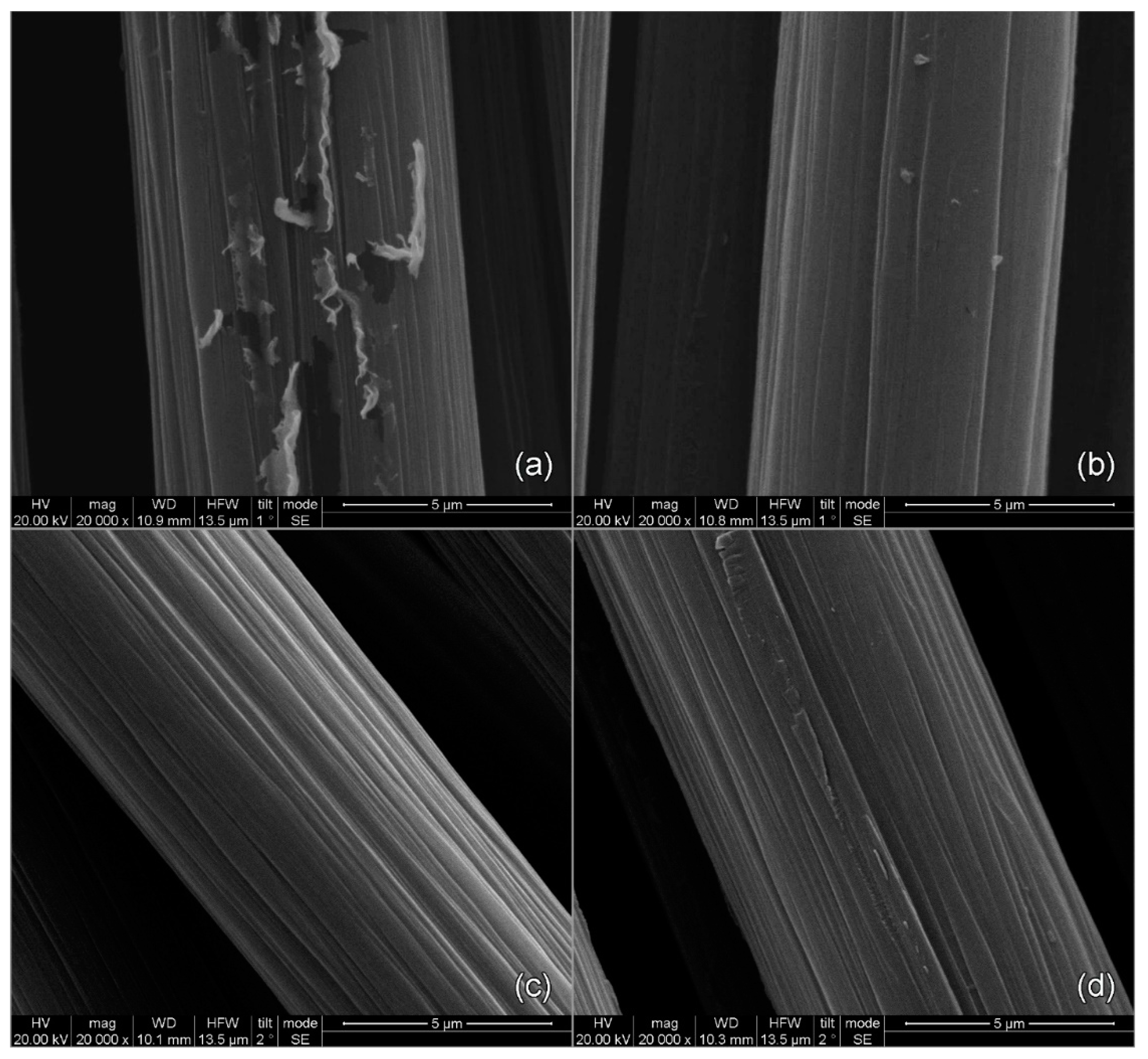
3.1. De-Sizing/Drying Temperatures
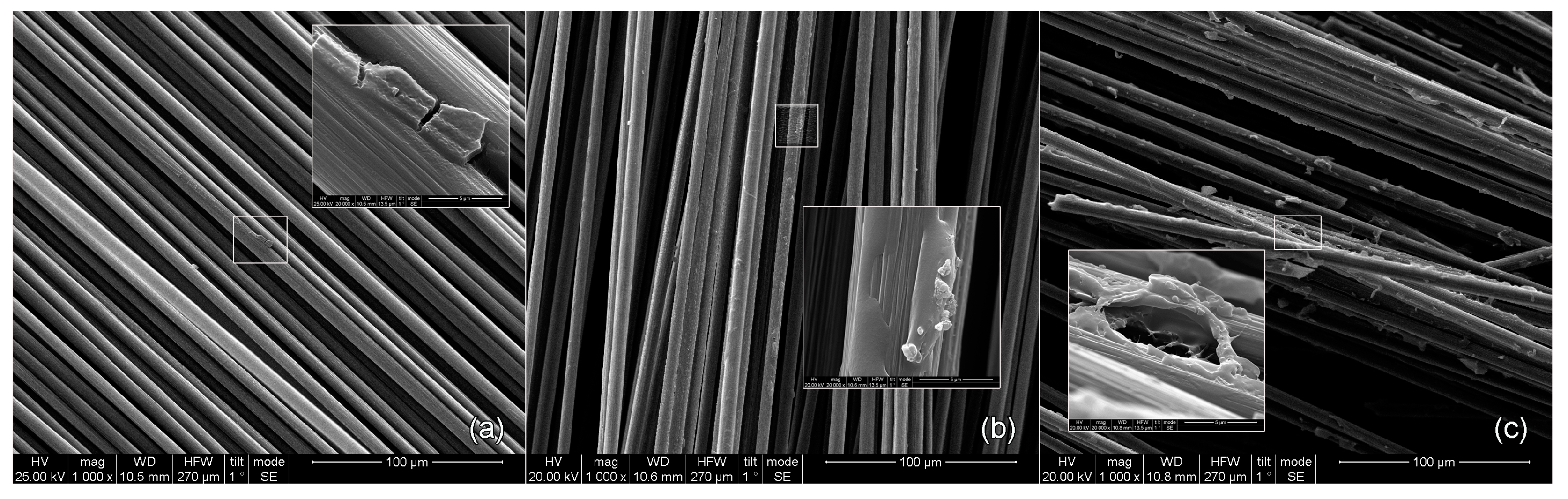
3.2. Solid Content Concentration
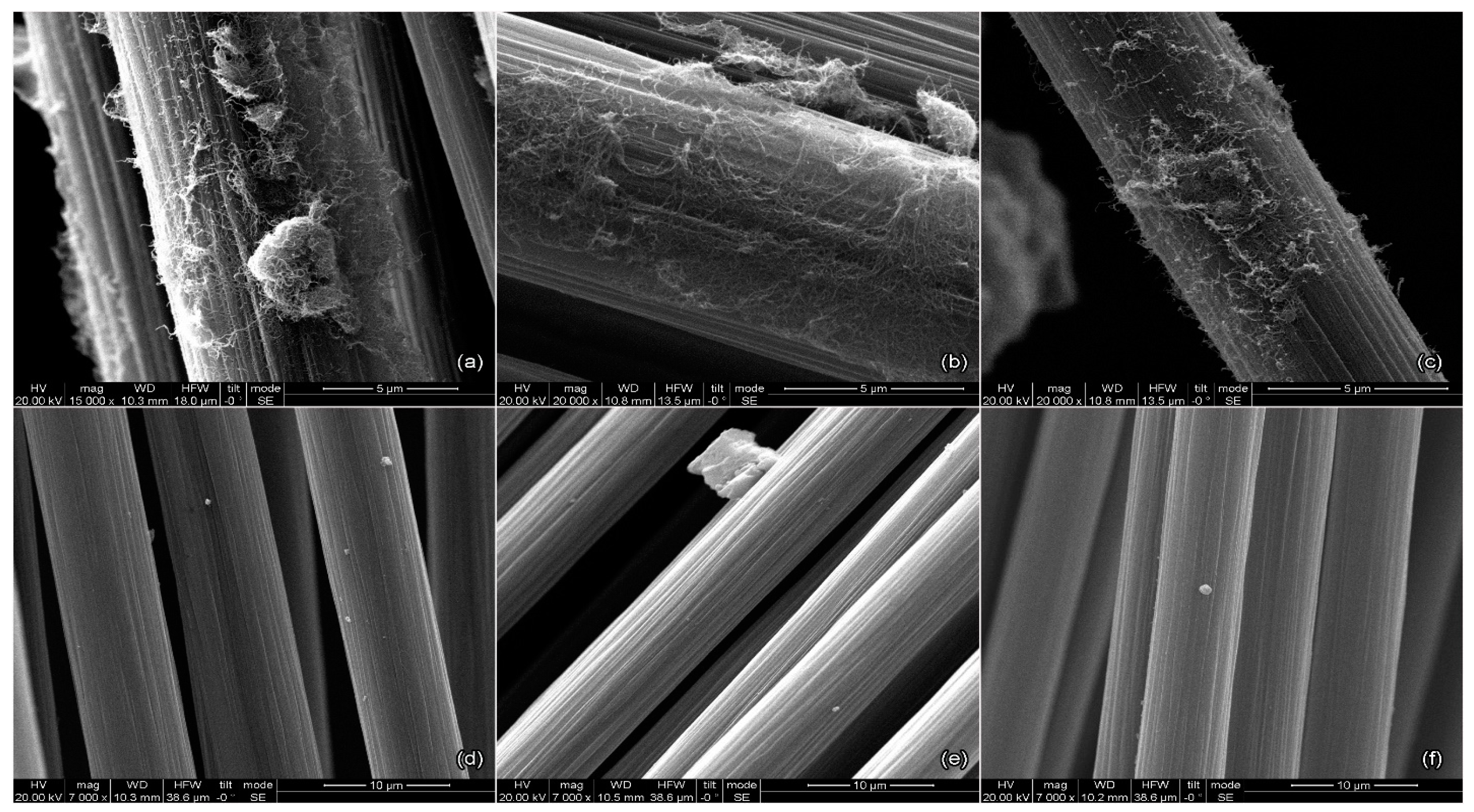
3.3. Nanoenhanced Sizings
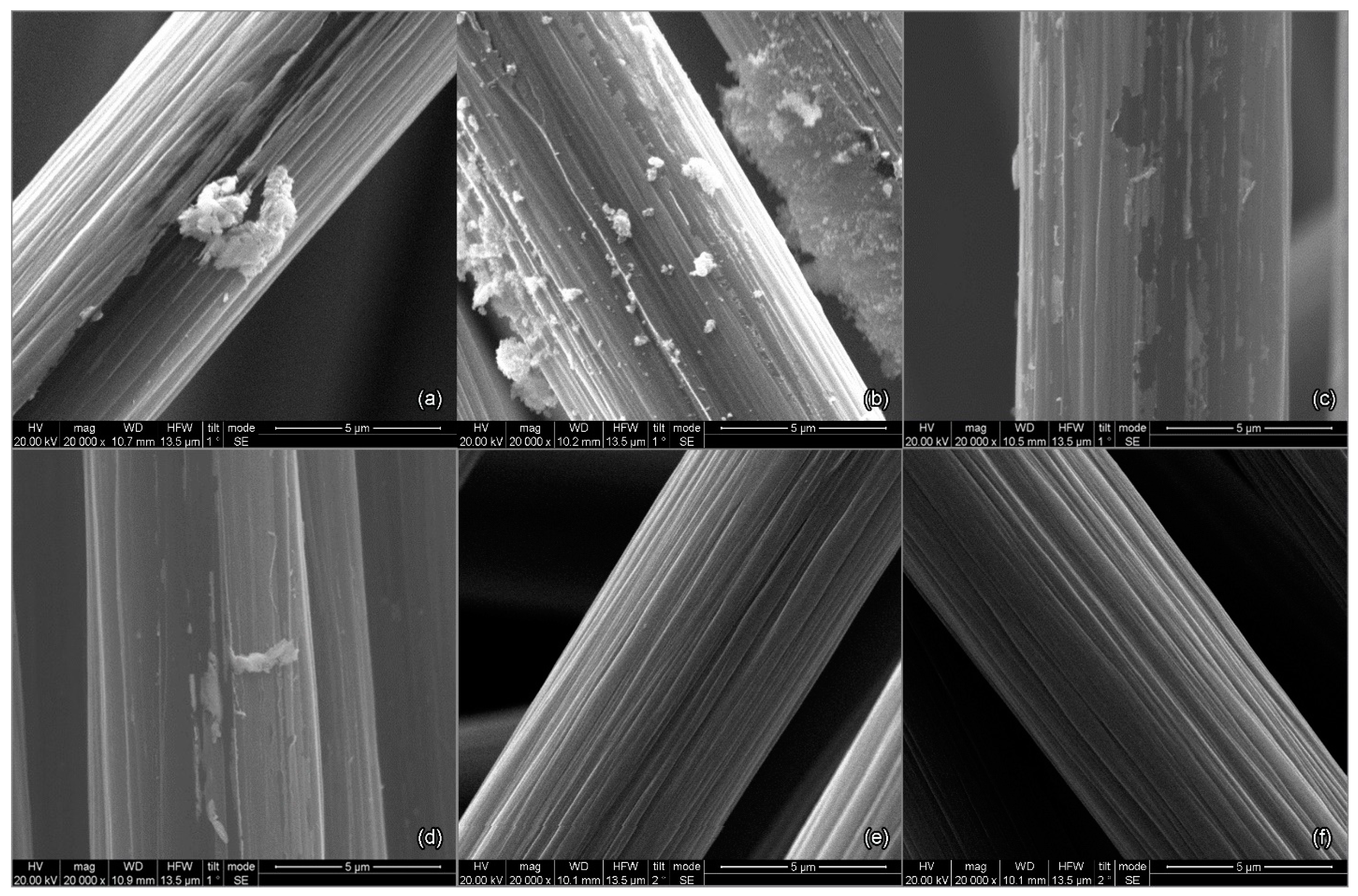
3.3.1. Surface Morphology Assessment
3.3.2. Fibre–Resin Affinity
3.3.3. Mechanical Performance
Three-Point-Bend and Tensile Results
Push-Out Test Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Becker-Staines, A.; Bremser, W.; Tröster, T. Cyclodextrin as sizing for carbon fibers: New bonding mechanism improves adhesion in carbon fiber reinforced epoxy resin. Heliyon 2020, 6, e03766. [Google Scholar] [CrossRef]
- Wu, Q.; Zhao, R.; Xi, T.; Yang, X.; Zhu, J. Comparative study on effects of epoxy sizing involving ZrO2 and GO on interfacial shear strength of carbon fiber/epoxy composites through one and two steps dipping routes. Compos. Part A Appl. Sci. Manuf. 2020, 134, 105909. [Google Scholar] [CrossRef]
- Rankin, S.M.; Moody, M.K.; Naskar, A.K.; Bowland, C.C. Enhancing functionalities in carbon fiber composites by titanium dioxide nanoparticles. Compos. Sci. Technol. 2021, 201, 108491. [Google Scholar] [CrossRef]
- Lim, S.H.; On, S.Y.; Kim, H.; Bang, Y.H.; Kim, S.S. Resin impregnation and interfacial adhesion behaviors in carbon fiber/epoxy composites: Effects of polymer slip and normalized surface free energy with respect to the sizing agents. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106424. [Google Scholar] [CrossRef]
- Eyckens, D.J.; Arnold, C.L.; Simon, Ž.; Gengenbach, T.R.; Pinson, J.; Wickramasingha, Y.A.; Henderson, L.C. Covalent sizing surface modification as a route to improved interfacial adhesion in carbon fibre-epoxy composites. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106147. [Google Scholar] [CrossRef]
- Chu, C.; Ge, H.; Gu, N.; Zhang, K.; Jin, C. Interfacial microstructure and mechanical properties of carbon fiber composite modified with carbon dots. Compos. Sci. Technol. 2019, 184, 107856. [Google Scholar] [CrossRef]
- Wang, S.; Yang, Y.; Mu, Y.; Shi, J.; Cong, X.; Luan, J.; Wang, G. Synergy of electrochemical grafting and crosslinkable crystalline sizing agent to enhance the interfacial strength of carbon fiber/PEEK composites. Compos. Sci. Technol. 2021, 203, 108562. [Google Scholar] [CrossRef]
- Ali, I.; Shchegolkov, A.; Shchegolkov, A.; Chumak, M.A.; Viktorovich, N.A.; Vasilievich, L.K.; Imanova, G.; Kurniawan, T.A.; Habila, M.A. Facile microwave synthesis of multi—Walled carbon nanotubes for modification of elastomer used as heaters. Polym. Eng. Sci. 2023, 63, 3975–3985. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, X.; Jestin, S.; Termine, S.; Trompeta, A.-F.; Araújo, A.; Santos, R.M.; Charitidis, C.; Dong, H. The Impact of Carbon Nanofibres on the Interfacial Properties of CFRPs Produced with Sized Carbon Fibres. Polymers 2021, 13, 3457. [Google Scholar] [CrossRef]
- Yuan, C.; Li, D.; Yuan, X.; Liu, L.; Huang, Y. Preparation of semi-aliphatic polyimide for organic-solvent-free sizing agent in CF/PEEK composites. Compos. Sci. Technol. 2021, 201, 108490. [Google Scholar] [CrossRef]
- Yuan, X.; Jiang, J.; Wei, H.; Yuan, C.; Wang, M.; Zhang, D.; Liu, L.; Huang, Y.; Gao, G.-L.; Jiang, Z. PAI/MXene sizing-based dual functional coating for carbon fiber/PEEK composite. Compos. Sci. Technol. 2021, 201, 108496. [Google Scholar] [CrossRef]
- Michelman.com. Reinforced Plastic Composites-Fibre SizingReinforced Plastic Composites-Fibre Sizing. Available online: https://www.michelman.com/markets/reinforced-plastic-composites/fibre-sizing/ (accessed on 3 November 2023).
- Li, M.; Gu, Y.; Liu, Y.; Li, Y.; Zhang, Z. Interfacial improvement of carbon fiber/epoxy composites using a simple process for depositing commercially functionalized carbon nanotubes on the fibers. Carbon 2013, 52, 109–121. [Google Scholar] [CrossRef]
- Sharma, M.; Gao, S.; Mäder, E.; Sharma, H.; Wei, L.Y.; Bijwe, J. Carbon fiber surfaces and composite interphases. Compos. Sci. Technol. 2014, 102, 35–50. [Google Scholar] [CrossRef]
- Knoll, J.; Riecken, B.; Kosmann, N.; Chandrasekaran, S.; Schulte, K.; Fiedler, B. The effect of carbon nanoparticles on the fatigue performance of carbon fibre reinforced epoxy. Compos. Part A Appl. Sci. Manuf. 2014, 67, 233–240. [Google Scholar] [CrossRef]
- Haydale Ltd. Creating Material Chang. 2019. Available online: https://haydale.com/wp-content/uploads/2023/03/Haydale_Brochure_Functionalised_Graphene.pdf (accessed on 11 November 2023).
- Evgeniy, T.E.; Marcos, G.; Gijsbertus, D.W.; Cor, K.E. The use of surfactants for dispersing carbon nanotubes and graphene to make conductive nanocomposites. Curr. Opin. Colloid Interface Sci. 2012, 17, 225–232. [Google Scholar]
- Sezer, N.; Koc, M. Stabilization of the aqueous dispersion of carbon nanotubes using different approaches. Therm. Sci. Eng. Prog. 2018, 8, 411–417. [Google Scholar] [CrossRef]
- Rastogi, R.; Kaushal, R.; Tripathi, S.K.; Sharma, A.L.; Kaur, I.; Bharadwaj, L.M. Comparative study of carbon nanotube dispersion using surfactants. J. Colloid Interface Sci. 2008, 328, 421–428. [Google Scholar] [CrossRef] [PubMed]
- Keinänen, P.; Siljander, S.; Koivula, M.; Sethi, J.; Sarlin, E.; Vuorinen, J.; Kanerva, M. Optimized dispersion quality of aqueous carbon nanotube colloids as a function of sonochemical yield and surfactant/CNT ratio. Heliyon 2018, 4, e00787. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.-Y.; Li, T.-C.; Li, Z.-K. Modeling in SolidWorks and analysis of temperature and thermal stress during construction of intake tower. Water Sci. Eng. 2009, 2, 95–102. [Google Scholar] [CrossRef]
- Tiwari, S.; Bijwe, J. Surface Treatment of Carbon Fibers—A Review. Procedia Technol. 2014, 14, 505–512. [Google Scholar] [CrossRef]
- Körbelin, J.; Kötter, B.; Voormann, H.; Brandenburg, L.; Selz, S.; Fiedler, B. Damage tolerance of few-layer graphene modified CFRP: From thin-to thick-ply laminates. Compos. Sci. Technol. 2021, 209, 108765. [Google Scholar] [CrossRef]
- Hao, B.; Ma, Q.; Yang, S.; Mäder, E.; Ma, P.-C. Comparative study on monitoring structural damage in fiber-reinforced polymers using glass fibers with carbon nanotubes and graphene coating. Compos. Sci. Technol. 2016, 129, 38–45. [Google Scholar] [CrossRef]
- Lai, M.; Jiang, L.; Wang, X.; Zhou, H.; Huang, Z.; Zhou, H. Effects of multi-walled carbon nanotube/graphene oxide-based sizing on interfacial and tribological properties of continuous carbon fiber/poly(ether ether ketone) composites. Mater. Chem. Phys. 2022, 276, 125344. [Google Scholar] [CrossRef]
- ISO. 2022. Available online: https://www.iso.org/standard/79999.html (accessed on 11 November 2023).
- Semitekolos, D.; Kainourgios, P.; Jones, C.; Rana, A.; Koumoulos, E.P.; Charitidis, C.A. Advanced carbon fibre composites via poly methacrylic acid surface treatment; surface analysis and mechanical properties investigation. Compos. Part B Eng. 2018, 155, 237–243. [Google Scholar] [CrossRef]
- Termine, S.; Naxaki, V.; Semitekolos, D.; Trompeta, A.-F.; Rovere, M.; Tagliaferro, A.; Charitidis, C. Investigation of Carbon Fibres Reclamation by Pyrolysis Process for Their Reuse Potential. Polymers 2023, 15, 768. [Google Scholar] [CrossRef]
- ASTM. ASTM International, ASTM, 22 September 2023. Available online: https://www.astm.org/d4018-17.html (accessed on 28 September 2023).
- Zhang, J. Different Surface Treatments of Carbon Fibres and Their Influence on the Interfacial Properties of Carbon Fibre/Epoxy Composites. Ph.D. Thesis, University of Paris-Saclay, Gif-sur-Yvette, France, 2012. [Google Scholar]
- Pozegic, T.; Jayawardena, K.D.G.I.; Chen, J.-S.; Anguita, J.V.; Ballocchi, P.; Stolojan, V.; Silva, S.; Hamerton, I. Development of sizing-free multi-functional carbon fibre nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 306–319. [Google Scholar] [CrossRef]
- Yao, H.; Sui, X.; Zhao, Z.; Xu, Z.; Chen, L.; Deng, H.; Liu, Y.; Qian, X. Optimization of interfacial microstructure and mechanical properties of carbon fiber/epoxy composites via carbon nanotube sizing. Appl. Surf. Sci. 2015, 347, 583–590. [Google Scholar] [CrossRef]
- Godara, A.; Mezzo, L.; Luizi, F.; Warrier, A.; Lomov, S.V.; van Vuure, A.W.; Gorbatikh, L.; Moldenaers, P.; Verpoest, I. Influence of carbon nanotube reinforcement on the processing and the mechanical behaviour of carbon fiber/epoxy composites. Carbon 2009, 47, 2914–2923. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TORAYCA T700S | |
|---|---|
| Tensile Strength (MPa) | 4.900 |
| Tensile Modulus (GPa) | 230 |
| Strain (%) | 2.1 |
| Density (g/cm3) | 1.80 |
| Filament Diameter (μm) | 7 µm |
| Physical Properties | |
|---|---|
| pH | 6.5–8.5 |
| Emulsifier Charge | Amine-dispersed |
| Percent Non-Volatile (%) | 24.5–26.5 |
| Recommended pH Range | 6.5–8.5 |
| Brookfield Viscosity Range (cps) | <2000 |
| Appearance | White emulsion |
| Technical Properties | |
|---|---|
| Modulus of elasticity (GPa) | 3.65 |
| Elongation at break (%) | 2.2 |
| Flexural Strength (MPa) | 115 |
| Charpy impact strength (KJ/m2) | 17 |
| Shear Strength (MPa) | 53 |
| Glass Transition Temperature (°C) | 67 |
| Tensile Strength (MPa) | 70 |
| Furnaces | Sizing Solution | Winding System | |||
|---|---|---|---|---|---|
| Desizer | Dryer | Solid Concentration | Nanomaterial Concentration | Operation speed | |
| Parameter Investigation | Temperature (°C) | Temperature (°C) | Nanomaterial/Solid content (% wt) | Weight ratio (% wt) | Residence time in furnaces (min) |
| Desized | Michelman | CNT-Sized Fibres | FLG-Sized Fibres | |||||
|---|---|---|---|---|---|---|---|---|
| Contact Angle (°) | O2 | N2 | NH3 | O2 | N2 | NH3 | ||
| 46.1 ± 2.3 | 43.2 ± 2.1 | 43 ± 4.5 | 42.6 ± 1.8 | 43.8 ± 0.8 | 43 ± 2.3 | 39.9 ± 2.8 | 44.9 ± 1.4 | |
| Desized Fibres | Michelman-Sized Fibres | CNT-Sized Fibres | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| O2 | N2 | NH3 | |||||||||
| Weight ratio (%) | 0.05 | 0.1 | 0.25 | 0.05 | 0.1 | 0.25 | 0.05 | 0.1 | 0.25 | ||
| 3PB (Mpa) | 31.3 ± 3 | 37.1 ± 4.3 | 35.6 ± 4.5 | 36.1 ± 5 | 37.9 ± 3.8 | 41.8 ± 3.7 | 44.5 ± 3 | 34.2 ± 3.5 | 36.6 ± 2.4 | 39.1 ± 3.3 | 37.9 ± 2 |
| Tensile (Mpa) | 262 ± 31 | 391 ± 49 | 317 ± 34 | 271 ± 24 | 334 ± 33 | 430 ± 27 | 434 ± 12 | 376 ± 44 | 333 ± 27 | 380 ± 32 | 388 ± 47 |
| FLG-sized Fibres | |||||||||||
| O2 | N2 | NH3 | |||||||||
| Weight ratio (%) | 0.05 | 0.1 | 0.25 | 0.05 | 0.1 | 0.25 | 0.05 | 0.1 | 0.25 | ||
| 3PB (Mpa) | 41.3 ± 2.7 | 43.1 ± 6.6 | 41.9 ± 3.6 | 43 ± 4.1 | 45.1 ± 2.8 | 41.3 ± 3.1 | 33.6 ± 3 | 42.2 ± 3.9 | 34.2 ± 2.6 | ||
| Tensile (Mpa) | 343 ± 27 | 391 ± 49 | 421 ± 61 | 391 ± 34 | 444 ± 39 | 354 ± 40 | 441 ± 156 | 336 ± 41 | 351 ± 15 | ||
| Treatment | IFSS (MPa) |
|---|---|
| Pristine | 50.3 ± 5.5 |
| FLG-N2-Sized | 70.7 ± 2.9 |
| CNT-N2-Sized | 95.4 ± 7.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semitekolos, D.; Papadopoulos, I.; Anagnou, S.; Dashtbozorg, B.; Li, X.; Dong, H.; Charitidis, C.A. Nanomaterial-Enhanced Sizings: Design and Optimisation of a Pilot-Scale Fibre Sizing Line. Fibers 2024, 12, 16. https://doi.org/10.3390/fib12020016
Semitekolos D, Papadopoulos I, Anagnou S, Dashtbozorg B, Li X, Dong H, Charitidis CA. Nanomaterial-Enhanced Sizings: Design and Optimisation of a Pilot-Scale Fibre Sizing Line. Fibers. 2024; 12(2):16. https://doi.org/10.3390/fib12020016
Chicago/Turabian StyleSemitekolos, Dionisis, Ioannis Papadopoulos, Stavros Anagnou, Behnam Dashtbozorg, Xiaoying Li, Hanshan Dong, and Costas A. Charitidis. 2024. "Nanomaterial-Enhanced Sizings: Design and Optimisation of a Pilot-Scale Fibre Sizing Line" Fibers 12, no. 2: 16. https://doi.org/10.3390/fib12020016