1. Introduction
The installation of propulsion shafting occupies an important role in the shipbuilding process. Shafting is a significant part of the ship’s power generation. Its task is to transmit the power from the main engine of the ship to the propeller, and at the same time transmit the thrust generated by the propeller to the hull for the ship’s navigation. There is a certain distance from the main engine to the propeller. The distance is connected by a drive shaft. However, for the convenience of processing, manufacturing, transportation, and disassembly, is often divided into many shaft sections and connected by couplings to form a propulsion shaft system. The propulsion shaft system is composed of an intermediate shaft, stern shaft, coupling, thrust bearing, intermediate bearing, stern shaft tube, bushing and other accessories, and some also have a reduction gear box.
Due to the high requirements for the accuracy of the installation of the propulsion shafting, the boring operation must be carried out during the installation of the stern tube. Additionally, because of the severe working environment, the boring operation is very difficult, and it takes a lot of time and manpower to work on this task. While boring, the lathe machine is arranged on the stern tube, which will generate a lot of noise that will seriously affect the hearing health of the workers. With the development and progress in technology, unsatisfactory production methods also need to be changed, and the increasing attention to work safety and environment that endangers labor safety also needs more concern and improvement, especially in the shipbuilding environment that is affected by the sluggish shipping industry. It is also hoped to reduce shipbuilding costs and enhance competitiveness; especially, shipbuilding is a labor-intensive industry. If labor force can be reduced and shorten working hours, it can be expected to save a lot of production costs. In addition to complying with labor safety and health regulations, employees will be healthier. Healthy and happy employees can bring high efficiency, high production and high profits to the company. Employees are important assets of the company, and healthy employees are the driving force for the sustainable operation of the company.
Based on the above reasons, the study uses TRIZ (Teoriya Resheniya Izobreatatelskikh Zadatch) to find the core of this research problem, and then uses methods such as technical contradictions, physical contradictions and mass field analysis to find suitable solutions or improvement methods, and hope to achieve the following goals:
Reduce the cost of stern tube installation.
Shorten the construction period of the stern tube installation.
Effectively reduce the noise generated when the stern tube is boring.
2. Literature Review
Considered as one of the biggest and most important industries in the world is the shipbuilding industry which has great impact to other related industries such as logistics, tourism, steel, and many others. In lieu of this, Taiwan’s shipbuilding industry is in conformity with several global industry standards to regulate and maintain the highest ship manufacturing quality and be more competitive to other shipbuilders in the world. These standards revolve around some regulatory requirement related to quality standards in ship steel components wherein many other builders must conform [
1].
Several studies in the past focus on the improvement in the process involved in shipbuilding manufacturing. Azad et al. [
2] with the use of numerical simulation, made a critical investigation on how the different sequences in the welding process affect the shape and magnitude of distortion while welding several flat-bar stiffeners that will be attached to a steel plate. The results of the simulation are compared to the experimental data with the use of the traditional metal arc welding using gas. In the end, they have concluded that there are obvious differences in the distortion in terms of shapes and magnitudes using the eight welding sequences. Huang et al. [
3] construed that to optimize welding of thinner steel in which modern designs of ships are required to have, more accurate data for precision fillet welds for thin steels are needed especially now that naval surface vessels are needed to be lightweight. They also state that the fast-paced progress in the designs of modern ships have left aboard the improvements in the process technologies and facilities of the shipbuilding industry in the United States. Another way of application and framework was introduced by Wang et al. [
4] that is based on computational approach which investigates the welding induced buckling while the ship panel is being fabricated. Practically, an intermittent welding technique is integrated to the procedure to reduce any deformation caused by the welding process and to prevent buckling. Another study by Park and Lee [
5] focused on the assessment of the fatigue characteristics through the static overload and average load existing in the welded fillet joints on the steel structure of the ship. There is a significant relation in between the overload and fatigue strength that needs investigation by estimating the stress concentration factor and property in the welding process. Yang et al. [
6] have developed weld shrinkage models that can be used for projection of in-plane shrinkage applied to some thin and complex ship panels. Some thin panels feature that is associated to its complexities includes multiple thickness, nonrectangular-shaped panels, inserts, and cutouts. In these models, the users can provide fabrication specifications such as the process of welding, sizes and parameters of welding, and the use of some fixtures. These previous studies prove the contribution of scientific papers in improving any technical processes involved in the shipbuilding. Their contributions have shown to be significant part of the development of the industry.
Another fundamental requirement in the shipbuilding industry is the watertight wall pressure test methods in the ship compartment and air pressure test for newly built ships. With these, the application of special primer has been a common practice before any improvements to the ships. Some standardized precoating prime is applied through coating of the compartment beads to avoid corrosion during the sandblasting of the block. Additionally, after the pressure test, de-rusting and repainting of the bead takes place [
7]. It is difficult to find any alternative to the hydrostatic test operation especially for newly built ships. Therefore, among the shipbuilders, after the construction of the compartment, the whole space will be poured in completely with water to test the air pressure. This process replaces the fillet weld pressure test and the complicated vacuum test. This has also proven that scientific studies do not only focus on a certain aspect in the shipbuilding process such as welding, but also in some very complicated tasks such as the pressure testing.
Many studies in the past had goals in improving some manufacturing processes not only in the shipbuilding industry but also in other types which concerns operations and project management [
8]. There is another study that integrates knowledge from STEM (science, technology, engineering, and mathematics) with a problem-solving tool TRIZ (theory of inventive problem solving) and applied them in designing ship propellers, an important part which makes the ship run on the water [
9]. This project was based online wherein the questionnaires and group interviews were facilitated to gather and analyze data. This paper proves the capabilities of TRIZ in the application of design improvements to ship propellers. The same tool was also applied in enhancing the welding process in the fillet air test while the ship is in the stage of construction [
10]. With TRIZ, the study was able to propose several design enhancements that will reduce the dismantling period of the watertight bulkheads, reduce the cabin test range in the dock by improving the ground painting integrity, and complete the tank test plan by the watertight cabins. With all these proposed improvements, it can be proven that TRIZ was able to control successfully the quality of production while ships are being constructed, speed up the working time, and efficiency promotion. Oh et al. [
11] then combined TRIZ with QFD (quality function deployment) and applied it to develop a modular building system which is designed to be exportable. Results of the study enabled proposal of new methods that cut down the volume of such system while still complying to some international standards and lessen the weight of the steel components. As TRIZ becomes a widely used tool for innovation and to foster a creative way of solving technical problems, the need for deeper understanding is required to effectively apply its theories. Probert et al. [
12] conducted a survey to gather first-hand experience from those who are successful or unsuccessful in applying the method. They have noted a series of challenges such as the method’s complexity and some organizational and cultural issues which affect the proper use and understanding of the methods. Moehrle [
13] has applied a cluster analysis to TRIZ framework to identify the proper classification that its 40 applications belong to as observed by the study that not all the applications are used in a single problem-solving exercise. Therefore, after clustering, the TRIZ methods were divided into three clusters such as the basic, resource and ideality-based, and substance-field based. It was then recommended that a proper training and implementation of TRIZ must be based according to these three clusters. Additionally, the theories surrounding TRIZ evolve into another kind of approach such as the study conducted by Fiorineschi et al. [
14] which makes use of the TRIZ System Operator framework in the evaluation of the possibility to achieve angular shapes through bending tiles done by a composite material. Their study proves that the tool is an effective way of analyzing certain problems and solution formulation. However, it is recommended to further validate their solutions by conducting comprehensive tests concerning the use of compostable tiles. Furthermore, Frillici et al. [
15] demonstrate the combined application of TRIZ and System Operator through an industrial application and proved that these consolidated methods are effective in redefining a designed task.
Previous studies concentrate on improving some technical aspects in the shipbuilding processes. However, this study also adheres to the standards in Construction and Classification of Steel Ships [
16] as formulated by the China Corporation Register of Shipping and combines knowledge about stern tube installation, substance-field analysis, and technical and physical contradictions to successfully come up with feasible solutions for the stern tube installation enhancement.
2.1. Key Factors of Shipbuilding Capability of Taiwan
Taiwan’s shipbuilding output has been one of the top ranking in the world but fell to sixth in 2009 [
17]. Facing this turning point, according to Chou et al. [
18], research shows that the key factors and weaknesses of Taiwan’s shipbuilding manufacturing capabilities lies in the design, procurement and construction phases of the production phase. The cost structure of ship construction can be divided into three aspects: direct material cost, direct labor cost and manufacturing cost. Direct material costs accounted for 63.1% of the total cost. Low direct material cost including supplied machinery and equipment is one of the key factors to increase competitiveness in the world shipbuilding market. The competitive advantage of low direct material costs is dependent on the degree of vertical integration of upstream material suppliers for shipbuilding. If the vertical integration of upstream material suppliers is high, the marine equipment market will be self-sufficient and material transportation costs will be reduced. Shipbuilding companies in Japan and South Korea operate in a closed group as an example. Each group consists of shipbuilding, heavy machinery, electronics and other sectors, and can produce marine equipment within a self-sufficient framework. Since Taiwan’s shipbuilding is not self-sufficient, the cost of materials is about 10–15% higher than that of Japan and South Korea. For example, in the construction of 1200 TEU container ships, the two types of A (main engine) and B (auxiliary engines) account for 70% of the direct material cost. Due to the economic scale, no domestic supplier is willing to produce these products. High class steel, welding, coating, piping and auxiliary materials are purchased and imported through domestic agents. Specifically, to achieve fast delivery, in addition to efficient modular production, better project management will also help reduce the total cycle time. Production-oriented design and precision control are the prerequisites for the pursuit of significantly good product quality. These manufacturing capabilities are consistent with the concept of Noble [
19] and better-performing companies can often meet multiple functions at the same time. Taiwan’s shipbuilding companies not only need good manufacturing capabilities to seek other development opportunities in the global shipbuilding industry, but they also need to work hard to reduce production costs to maintain market share. With the application of TRIZ, the process in the manufacturing that involves stern tubes will be optimized which may result in higher productivity and cost effectiveness.
2.2. Introduction to Stern Tube
The propeller is a part of the ship’s propulsion system and requires a power source to rotate it. The marine engine in the engine room provides power to the propeller. However, the weight of the marine engine or the propeller is very heavy. If the engine and propeller are configured in the same stern position, the stern will be heavy, and the weight balance of the ship will disturb and impact shipping stability. For this reason, the stern shaft and the stern tube are necessary. The stern shaft is used to connect the ship’s engine and propeller. The stern tube is a hollow tubular structure. The stern or rear end of the ship is used to allow the stern shaft of the engine connected to the stern propeller in the engine room to pass through.
When the ship is sailing, the stern tube bearing (shaft sleeve) and the sealing device are parts that easily generate heat and must be lubricated and cooled. Although there are many types of stern tube devices, there are only two types of lubricants: water and oil. Different lubricants have different lubrication and cooling methods, as follows:
- (1)
The water-lubricated stern tube bearing is in a water-lubricated stern tube (such as iron wood). Since the stern tube is under the water surface, there are bearing gaps and longitudinal grooves in the stern tube bearing. The stern tube does not have a stern sealing device, so there is always seawater between the stern shaft and the stern bearing, and water is a good lubricant and coolant for these bearing materials.
- (2)
Oil-lubricated stern tube bearings must be equipped with a lubrication system on the oil-lubricated stern tube. The lubrication system used on medium and small ships is relatively simple, consisting of a gravity oil tank, a hand pump, and oil inlet and outlet pipes. The lubricating oil is injected into the gravity oil tank with a hand pump or an electric pump. The sight glass monitors whether the tank is full. Under normal circumstances, the stern tube is always filled with oil. After consumption, the gravity oil tank is automatically replenished. The gravity oil tank is equipped with a low oil level alarm. If it is insufficient, it is added to the normal oil level. The lubricating oil in the stern tube can flow to the oil return tank through the valve, and the valve also has the function of adjusting the speed of oil return.
The stern tube sealing device requires a certain gap between the stern shaft and the stern tube bearing. The stern shaft is located below the water surface and needs to be lubricated and cooled during operation. Therefore, to prevent sea water from flowing into the ship along the stern shaft and leaking of lubricating oil, a sealing device must be installed in the stern tube. The sealing device can be divided into the first sealing device and stern sealing device according to different positions. For oil-lubricated stern tube bearings, the first sealing device is used to prevent oil from leaking into the engine room, while the stern sealing device prevents oil from leaking out and at the same time preventing seawater from leaking; while for water-lubricated stern bearings, only the first sealing device is used to control the cooling water volume of the stern bearing. The main requirements for the sealing device are reliable operation, good abrasion resistance, low friction power consumption, and good heat dissipation. In addition, the sealing element is required to have a good fit, and it can maintain a good sealing performance when the stern shaft sinks, bounces, axially bounces and eccentrically rotates. There are many types of stern tube sealing devices. Two commonly used types are introduced below:
- a.
Principle of stuffing box sealing device
It is widely used in the first sealing device of water-lubricated stern bearings. To prevent a large amount of seawater from flowing into the engine room, the tallow filler is used. The filler is pre-tightened by the filler gland to make it come into close contact with the stern shaft bushing to achieve the purpose of sealing. The position of the stuffing box casing in the vertical direction can be adjusted. When the stern bearing is worn and the stern shaft sinks, the stuffing box casing can be adjusted downwards as appropriate to ensure that the casing and the journal are concentric to maintain a good sealing effect. Generally, there is a water inlet pipe to introduce pressure seawater to lubricate and cool the stern shaft and bearings and wash away the accumulated sand.
This kind of sealing device has simple structure, convenient maintenance, and relatively reliable work, but it has large friction loss and it is easy to damage the stern shaft and shaft sleeve.
- b.
Principle of Simplex sealing device
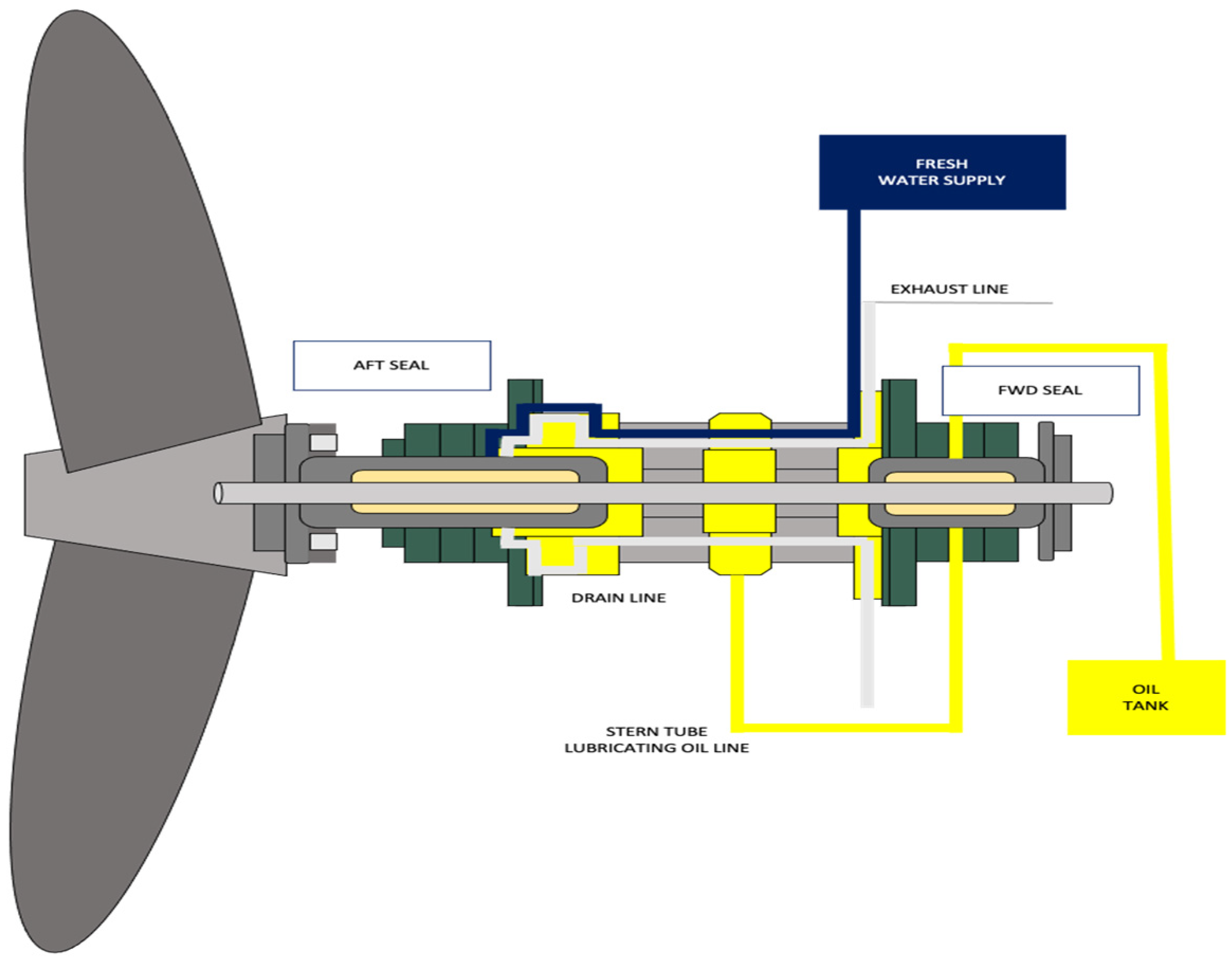
The alloy stern bearing sealing device lubricated with lubricating oil, whether it is the first seal or the stern seal, mostly adopts the Simplex type. This kind of sealing device has a relatively simple structure, good sealing effect, and long service life and low friction loss. This device can be pre-installed in the factory and sent to the ship along with the wear-resistant bushing for installation. The wear detector is used to control and measure the wear and working performance of the stern tube bearings and seals. Lubricating oil should be added to the space between the shaft seal rubber rings in the sealing device. The lubricating oil can be pre-filled from the bolts and then sealed, or a separate gravity oil tank can be used to lubricate the shaft seal rubber rings. The heat generated by the lip of the shaft seal rubber ring is transferred to the lubricating oil between the bushing and the stern shaft through the wear-resistant bushing.
Figure 1 is a system diagram of one of the Simplex seal devices, at the lip of the shaft seal rubber ring a tightening spring is arranged at the groove, and the upper part is clamped by the support ring and the middle ring. The middle part has good elasticity, which improves the sealing and coordination.
In general, the advantages of the Simplex sealing device are its low friction loss, good sealing performance, good compatibility with the stern shaft, convenient maintenance and management, safety and reliability, and long life. However, in order to prevent aging and deterioration of the rubber at the lip, high-quality rubber materials with good heat resistance must be used, resulting in a higher price for the entire device. At present, the first seal of Simplex is generally two backward-turned shaft seal rubber rings, while the stern seal is two forward-turned shaft seal rubber rings and two backward-turned shaft seal rubber rings. The sealing ring not only prevents the leakage of lubricating oil, but also prevents the infiltration of seawater more effectively, reducing the possibility of shaft and bearing failure and sea pollution.
As described in this section, TRIZ is applicable to almost different sorts of industries in relation to finding solutions to technical problems. This study does not only concern the industrial aspect as this will provide a solution to a faster assembly method of the stern tube but also includes human aspects such as health and safety. The study is expected to reduce the workload, time and cost, but also reduce the noise which affects the hearing of the workers.
4. Case Study and Results Analysis
4.1. Introduction to Case Problem
The research object for the improvement of the stern tube installation work is the 1800TEU container ship newly built by the shipyard. The traditional stern tube structure is designed and manufactured by the shipyard. The stern structure of the traditional stern tube ship is mainly based on the stern tube, front and rear bushings (Bush), front and rear shaft seals (Seal) and other related structural objects are composed of related structural objects. The main hull structure is part of the hull design and construction operations. The design schedule is relatively early, and the ship’s design needs to be coordinated with the planning of the stern tube size, including the shaft sleeve, shaft seal and the length of the stern shaft, to jointly determine the various dimensions.
The stern tube is welded to the ship section when it is attached to the stern section of the ship. After the assembly welding of the engine room section is completed, the stern tube needs to be matched with the hull structure before installing the shaft sleeve in the dock. The action needs to match the accuracy error for boring first, and this takes about five working days. After completion, the shaft sleeve is pressed to the classification society of the ship classification survey and the ship-owner. Finally, the stern shaft is passed through the shaft tube and the front and rear shaft seals are installed. The process is complicated and labor-intensive, and the work will take two weeks, and various tasks must be completed in the dock, which takes up the time of the dock. The dock is a valuable resource of the shipyard, so the costs are relatively high.
The above-mentioned traditional stern tube method requires lifting and moving large lathes to the site before boring and requires experienced lathe workers for construction. Due to the harsh working environment, precision requirements and other related issues, the technicality is high, and it is costly. Additionally, longer working hours result in additional cost. In addition, if the hull deformed, this will be also affecting the accuracy, resulting in longer working time for boring. Therefore, the construction cost is high. During the boring, the turning tool and the stern of the lathe are in operation. There will be annoying noises between the shaft tubes. Working in this working environment for a long time will inevitably affect the work mood of the workers and will damage the hearing of the workers. Therefore, improving the installation of the stern tube will be an important issue.
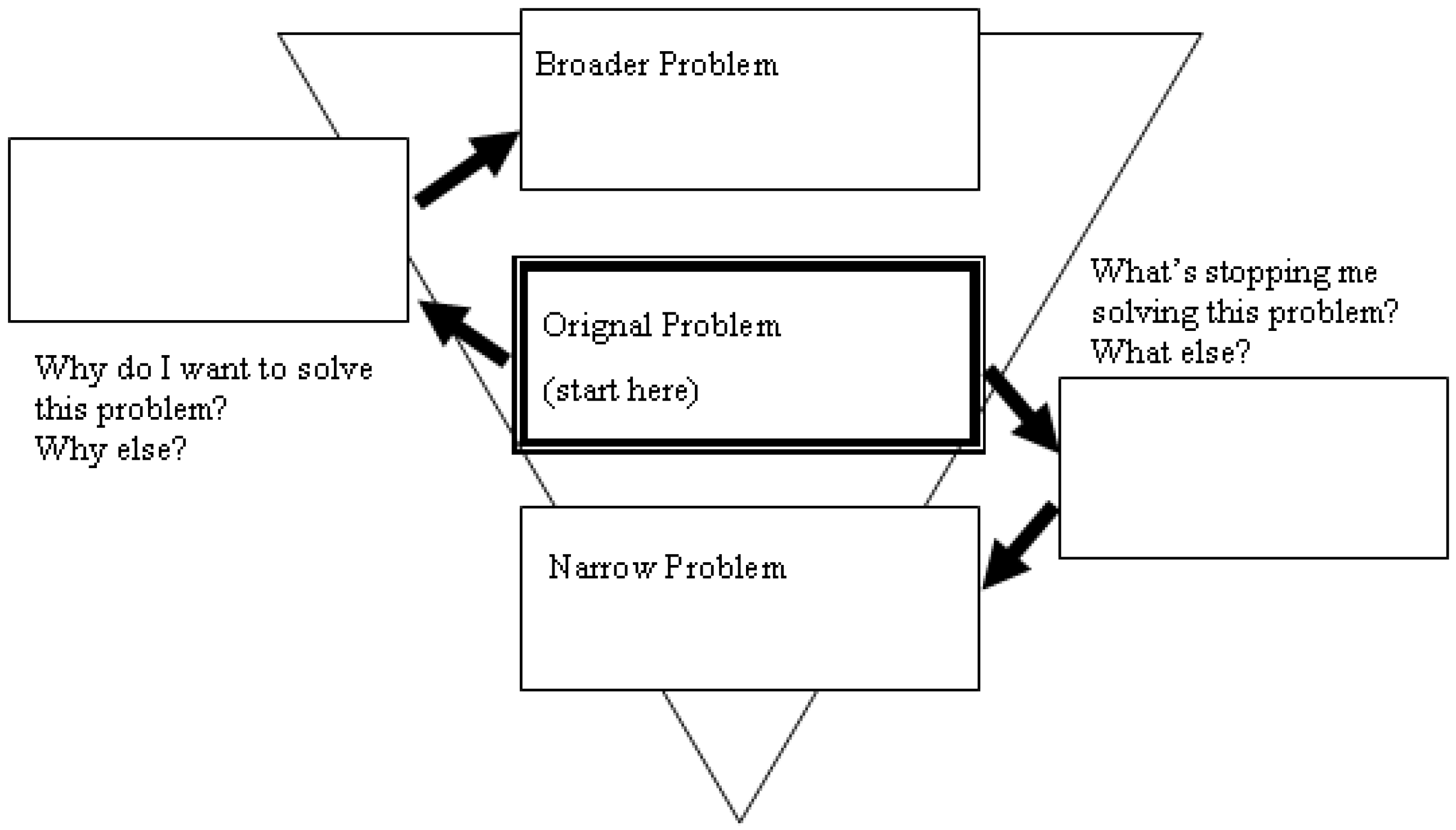
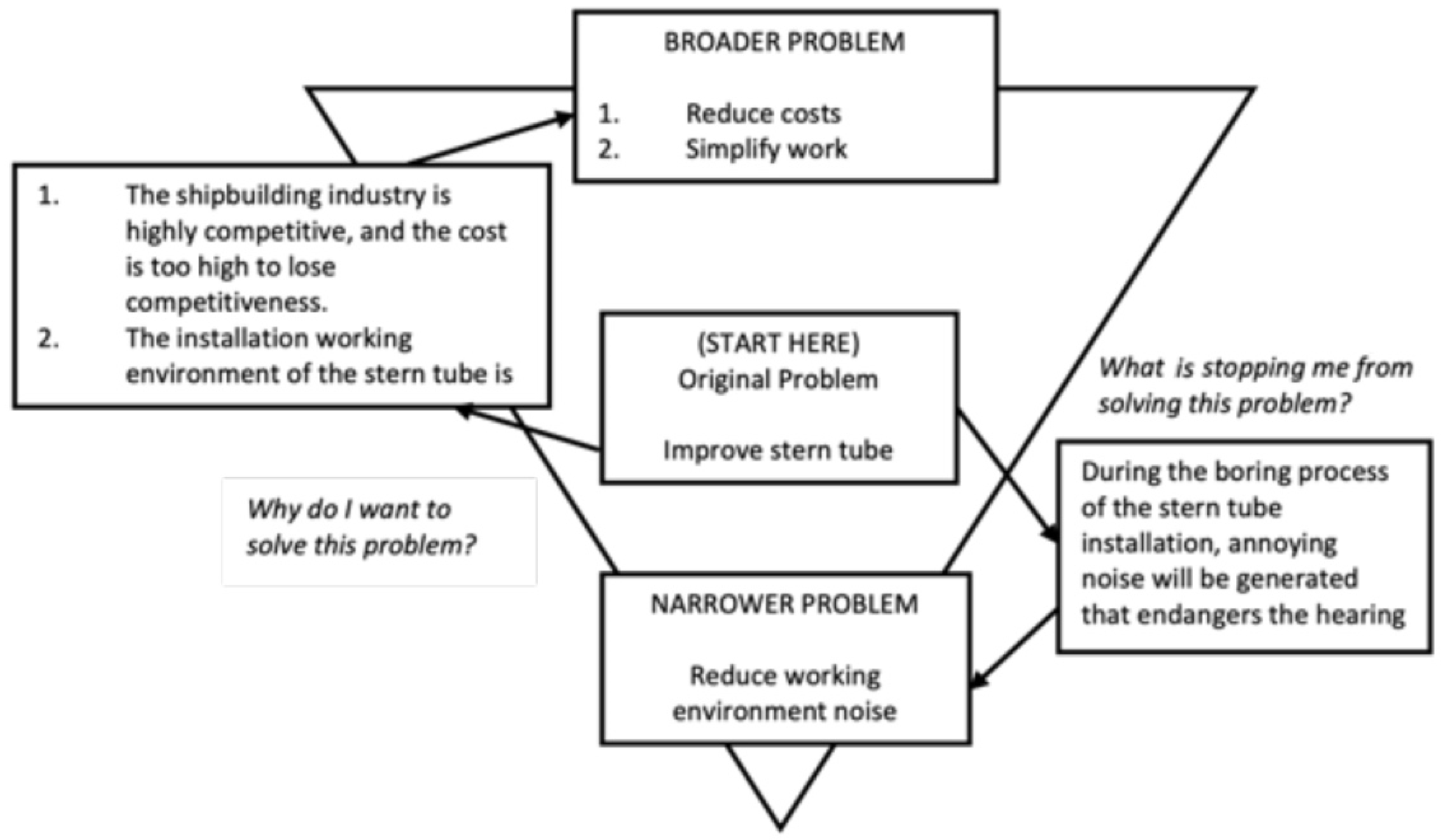
4.2. Redefining the Problem
Using the problem hierarchy analysis method, the problem of this case is expanded and reduced, and these problems are reviewed repeatedly, and the requirements analysis and treatment description for improving the installation of the stern tube are carried out. Therefore, to improve the installation of the stern tube, improvements can be made in the direction of reducing costs, simplifying working procedures (shortening working hours), and reducing noise in the working environment, as shown in
Figure 3.
4.3. Analysis and Results of Technical Contradictions
We analyzed and researched the problem and confirmed the characteristics of the parameters to be improved and not to be worsened, including reducing the waste of manufacturing time (shortening of working time) (#25), but unwilling to reduce the accuracy of manufacturing (#29); reducing harmful side effects (Noise reduction) (#31), but unwilling to reduce the area of fixed objects (area of stern tube) (#6); ease of manufacturability (reduction of cost) (#32), but unwilling to reduce the accuracy of measurement (#28). For these combinations, the “contradiction matrix table” was used to substitute these engineering parameters to find out the corresponding invention principles, as shown in
Table 2.
Additionally, we explored the feasibility of the corresponding invention principle:
(#25, #29) Reduce the waste of manufacturing time (shorten working time) (#25), but do not want to reduce the accuracy of manufacturing (#29):
- a.
#24 Law of Media: use the media to help complete the action and use the media to temporarily connect the two sides to facilitate future separation. The system cannot provide an improvement concept, which is an “infeasible solution”.
- b.
#26 Copy rule: replace the real thing with a copy and use mechanical or photoelectric techniques to enlarge or reduce the copy, which cannot provide an improvement concept in the system, which is an “infeasible solution”.
- c.
#28 The principle of replacing the mechanical system: replacing the mechanical system by other means, using electromagnetic fields in appropriate occasions, and unable to provide an improvement concept in the system, which is an “infeasible solution”.
- d.
#18 Law of Mechanical Vibration: vibration methods such as making objects vibrate, using resonance, and using electromagnetic fields cannot provide an improvement concept in the system, which is an “infeasible solution”.
In terms of “#31, #6” reducing harmful side effects (reducing noise) (#31), but unwilling to reduce the area of fixed objects (area of stern tube) (#6):
- a.
#22 The law of turning harm into benefit: use a harmful factor to remove another harmful factor, alleviate the harm caused by the harmful factor, and cannot provide an improvement concept in the system, which is an “infeasible solution”.
- b.
#1 Division rule: divide an object into independent parts, make a combinable division and increase the degree of division of the object. It is impossible to provide an improved concept in the system, which is an “infeasible solution”.
- c.
#40 Composite material rule: replace homogeneous materials with composite materials, use high-efficiency composite materials, and cannot provide an improvement concept in the system, which is an “infeasible solution”.
In “#32, #28” ease of manufacturability (cost reduction) (#32), but unwilling to reduce the accuracy of measurement (#28):
- a.
#1 Division rule: divide an object into independent parts, make a combinable division and increase the degree of division of the object. The system cannot provide an improvement concept, which is an “infeasible solution”.
- b.
#35 The law of changing the properties of matter: changing the physical or chemical state of an object, using tools to change the properties of matter, and unable to provide an improvement concept in the system, is an “infeasible solution”.
- c.
#12 Change the method of practice: change the work method to save working time and space, use the device to save working time and space, use this rule to explore whether the installation method of the stern tube can be changed. The original method is that it was machined to the specified size with a boring machine, after entering the stern tube. This research team is considering that the stern tube was positioned by pouring epoxy resin instead, which shortened the working time. This could be a “feasible solution”.
- d.
#18 Mechanical Vibration Law: to make an object vibrate, use resonance and electromagnetic field and other vibration methods, which cannot provide an improvement concept in the system, which is an “infeasible solution”.
Therefore, based on the results of the discussion, it is found that the use of #12 to change the practice rule and compare the contradiction matrix table can smoothly solve the problem of cost reduction (easy manufacturability) in this study, and simplify the working procedures (shorten the working time) and reduce the noise of the working environment. In the follow-up, we will continue to use TRIZ’s other contradictory solutions to find feasible solutions.
4.4. Analysis and Results of Physical Contradictions
The method of physical contradiction is to use the contradiction of the physical properties in the problem to analyze the problem and use the principle of separation to solve the problem. We defined the research problem and used the four separation principles to find possible solutions. It was found that using the “time separation” method, the problem of “shortening working time” in this study will be a feasible solution.
4.5. Sorting out Feasible Solutions
After discussion, we sorted out the feasible solutions to the research problem using TRIZ theory, as shown in
Table 3.
It can be noted that the use of epoxy resin has harmful effects to over exposure during the assembly. It may cause skin allergies, asthma, and irritations of the throat, nose, and eyes. However, due to the reduction of the working time by only pouring in the materials during the assembly, the exposure and contact may not be long enough to cause any harm to workers. The use of the existing protective equipment for the workers should always be enforced.
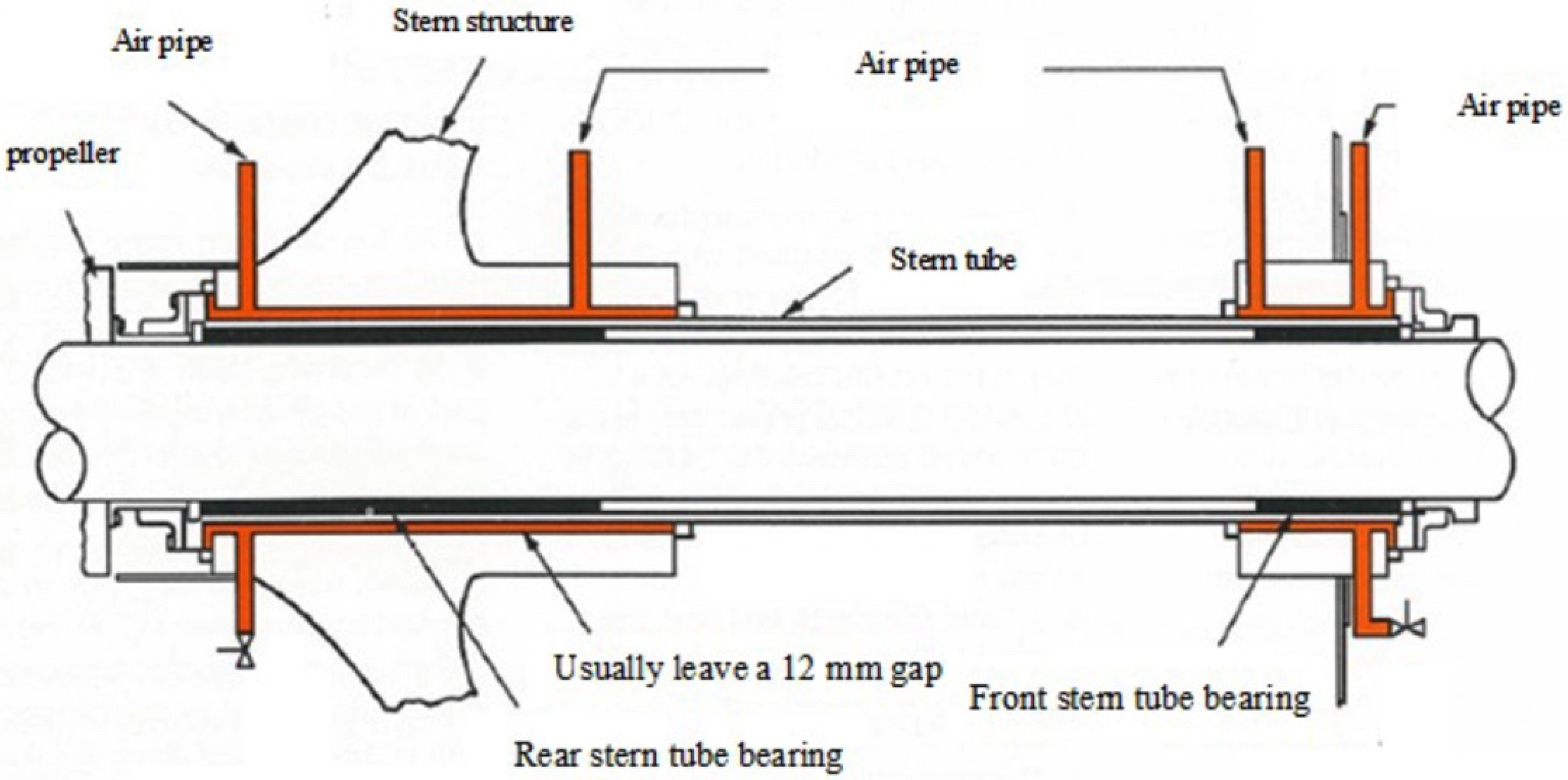
After sorting out the feasible solutions, an integrated stern tube can be designed. The main components of the integrated stern tube are the same as the traditional one, including the stern tube (Stern Tube), front and rear bushings (Bush), front and rear shaft seals (Seal). It is composed of piles for ventilation and affusion (Air Pipe), temperature sensor (Temp. sensor) and other related accessories, and its structure configuration diagram is shown in
Figure 4 below.
4.6. Benefit Evaluation
After using Tex’s theory to improve this research problem and find a feasible solution, a new integrated stern tube was designed after sorting out the feasible solution. Additionally, we can evaluate its benefits from the following aspects. Take the newly built 1800TEU container ship in this study as an example.
In terms of cost reduction:
Table 4 is a comparison table of the workers (8 h/person) for installing the integrated stern tube and the traditional stern tube. The traditional stern tube installation method requires 156 workers, but if the integrated stern tube is used the stern tube only costs about 79 workers, which saves 77 workers. If the average salary of the shipyard’s employees is TWD 600/h, it can save TWD 369,600. If 12 new ships are delivered every year, then it can save TWD 4,435,200.
- b.
Shorten the working time in the dock:
Table 4,
Table 5 and
Table 6 compare the number of working days in the dock for the installation of the integrated stern tube and the traditional stern tube. As far as the dock is concerned, the traditional approach takes nearly 24 days, while the integrated stern tube is used instead. It only takes 7 days to complete the construction of the integrated stern tube, so it saves 17 days of construction time for the integrated stern tube construction. However, the actual operating time allocation of the docking period must still be matched with the overall project progress. If the average occupancy of each shipbuilding schedule is the docking period of 75 days, saving 17 days, and the docking period can be reduced to 58 days. The relative annual shipbuilding volume can be increased by about 29%. See
Table 5.
- c.
Reduce working environment noise:
Table 6 shows the noise comparison between the installation of the integrated stern tube and the traditional stern tube. The noise generated by the installation of the integrated stern tube has been greatly improved, which is obviously helpful for protecting the hearing of workers. Therefore, the use of TRIZ’s theory to improve the installation of the stern tube can effectively reduce the cost and the use time in the dock, can greatly reduce the noise that harms the hearing of the workers, ensure the safety and health of the workers, and provide a friendlier working environment for the workers.
The study is generally an improvement to four problem–solution cases which are (1) improvement to the installation work in stern tube assemble, (2) reduction in the cost of labor, (3) scale down of the working days, and lastly (4) improving the working condition by lowering down the noise. As a result, the comparative tables above provide positive results for each case after applying the solutions guided by TRIZ theories.
5. Conclusions
Today, with fierce competition in the shipbuilding industry and rising awareness of labor safety and health, a production method that reduces costs, shortens working hours, and considers labor safety at the same time must be the first choice. In the process of this research, we adopted the TRIZ method. The problem-level analysis method analyzes the problems in the original work, and redefines them, and gradually uses TRIZ question answering tools, including 39 engineering parameters and 40 invention principles, separation of physical contradictions, and quality. After field analysis, the problem was solved step by step and the specific analysis was carried out, a new integrated stern tube was designed and installed by pouring epoxy resin, to connect the stern tube and the surrounding structure and a new and improved installation operation mode was obtained.
The benefits and contributions of this research can be discussed from the following points:
- a.
Reduce manufacturing costs. The cost of installing the stern tube for each 1800TEU container ship was reduced from the original traditional installation cost of TWD 748,800 to TWD 379,200, reducing the construction cost by 49%. Based on the average delivery of 12 ships in a year, it can save TWD 4,435,200 a year. In addition, after the workers have installed multiple times, they are more proficient in the installation process and can save more man-hours, so they can accumulate over a long period of time. The cost savings are considerable.
- b.
Shorten the number of working days in the dock. Using the TRIZ theory, the installation time can be shortened to 7 days, saving 17 working days, shortening up to 71% of the working time, effectively reducing the pressure during the construction period in the dock, and shortening the construction time of new ships, and the delivery time of new ships is shortened. The time for ship-owners to send personnel to supervise shipbuilding can also be shortened, which will relatively increase the productivity, shorten the delivery time of new ships, and increase the annual new shipbuilding output, which can greatly increase the shipbuilding volume by 29%, which has a growth economy benefit.
- c.
Take care of employees’ workplace health. The integrated stern tube installation operation using TRIZ’s theory greatly reduces the noise generated in the previous work process, which not only complies with labor safety and health regulations, but also provides a more comfortable and safe working environment for workers working on site, and employees have a healthy body with a happy working mood, work efficiency and productivity will be improved, the company’s profits will also increase, and employee rewards and benefits will be better, creating a win-win situation for both employers and employees.
- d.
Effectively improve shipbuilding technology. The shipbuilding industry is a labor-intensive industry. For a long time, shipbuilding technology has been slow to make progress, labor shortages, and wages have been adjusted frequently, resulting in rising labor costs. Therefore, it is very important to improve shipbuilding technology. The results of this research can improve stern tube installation operations, improve shipbuilding technology, reduce manufacturing costs, and have reliability and stability. The training and demand for lathe workers can also be reduced, and other shipbuilding processes can be provided as a reference.
This paper is a case study of applying TRIZ applications which turned out to be effective in solving technical problems and formulating solutions. However, the study is only limited to the application of the method and theories, a more comprehensive validation of the approach is recommended for further studies.









{kind=link}
{kind=link}
{kind=link}
{kind=link}