
Semi-Analytical Methods for the Joint Strength and Sealing Performance in the Failure Process of the Subsea Pipeline Compression Connector
 , , ,
, , ,
Abstract
:1. Introduction
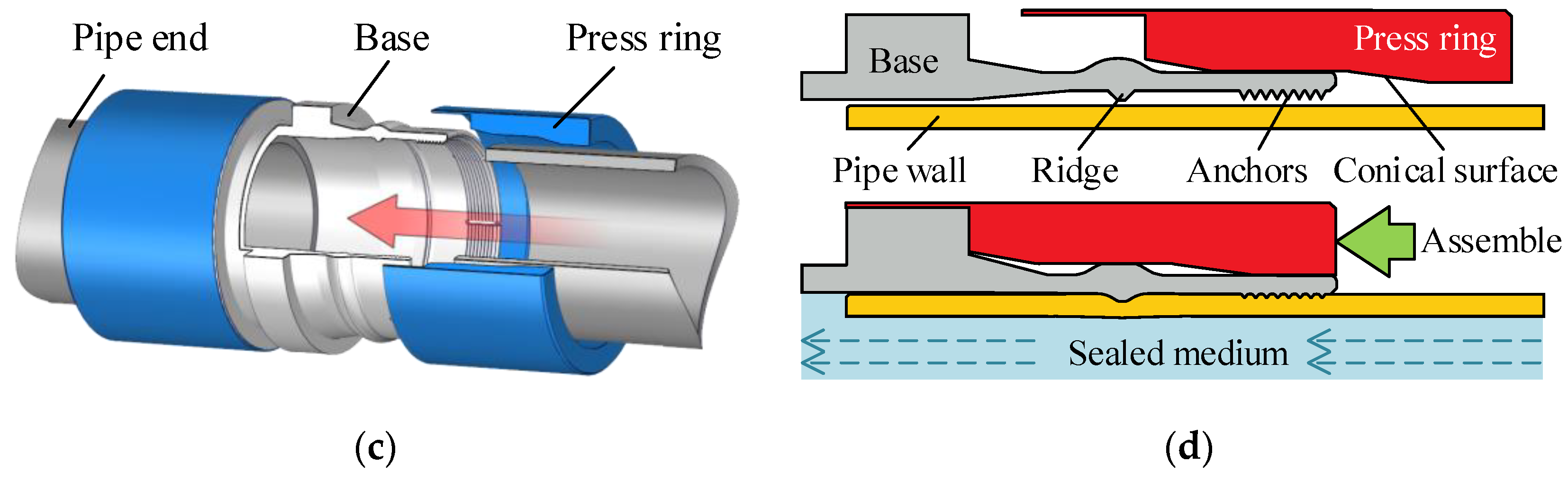
2. Structure and Mechanism of the Compression Connector
3. Semi-Analytical Model of the Joint Strength
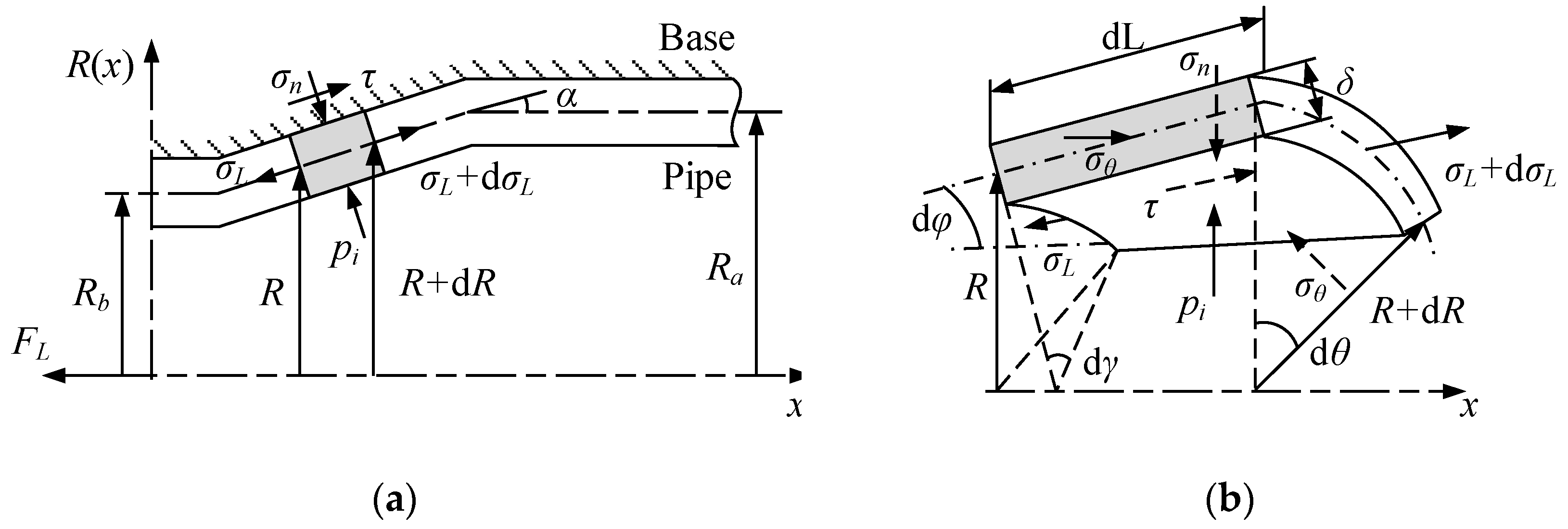
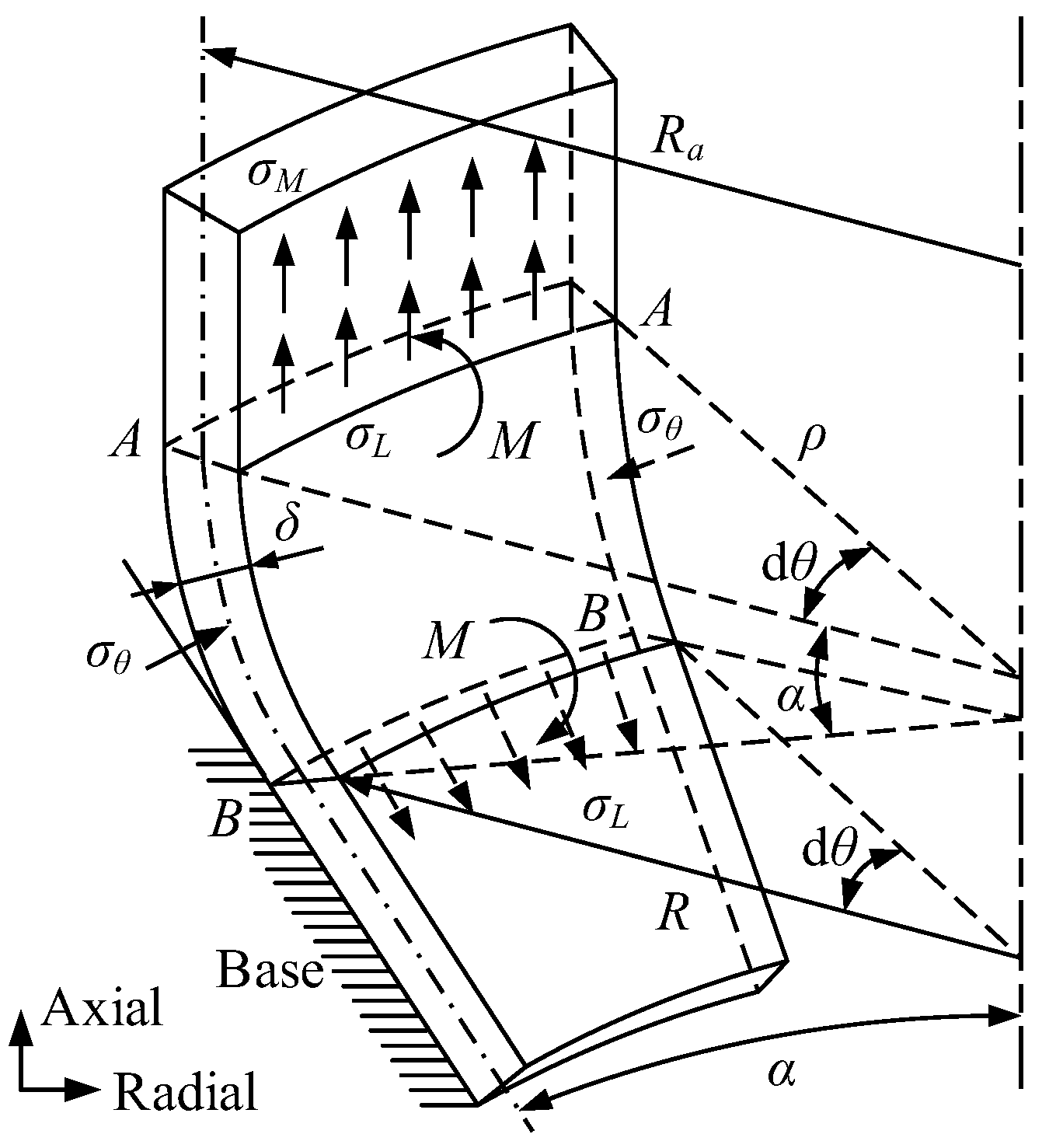
3.1. Analytical Model of the Pipe Deflection
- The pipe is a cylindrical shell with an even thickness, and the stress distribution is uniform across the pipe thickness.
- During the axial loading, the small clearance between the pipe and the base is ignored.
- All surfaces are in the ideal condition without any heat treatment, coating, and defects.
- The material of the pipe is isotropic and bilinear hardening.
- The deformation is quasi-static, with strain rate > 10−2 s−1 (ASTM E8/E8M [41]).
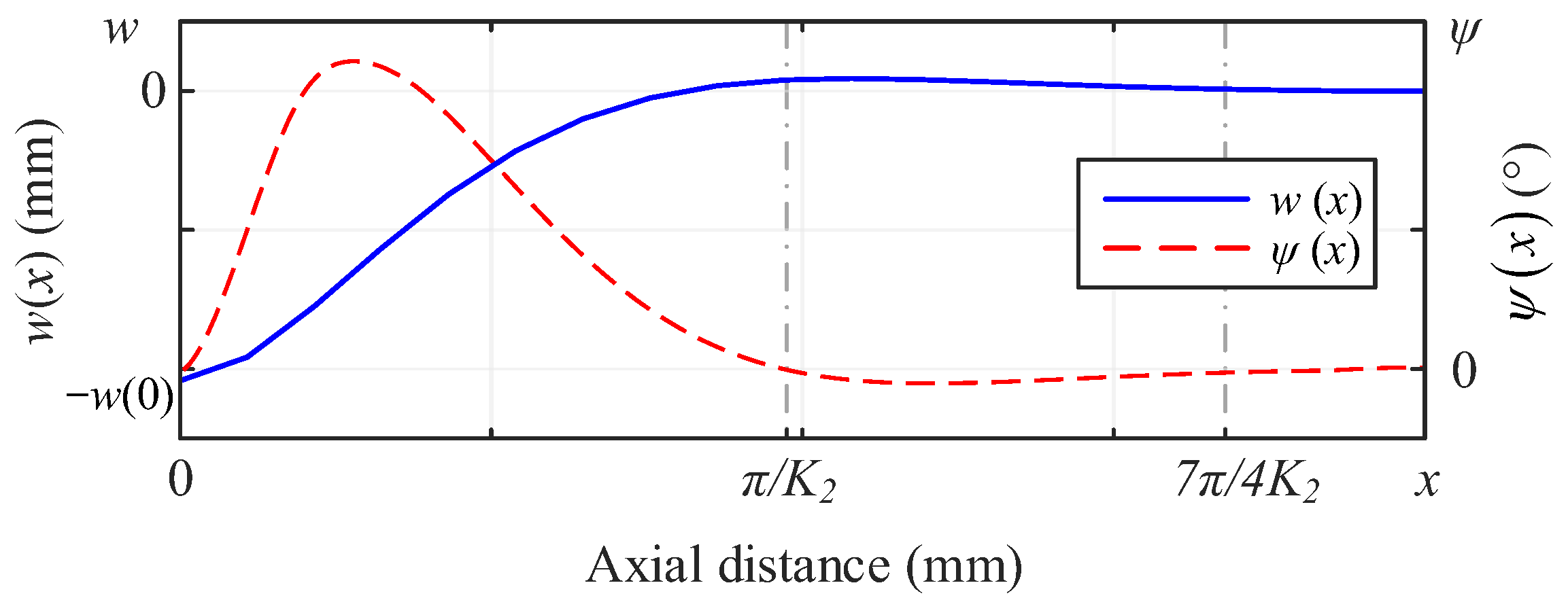
- The reached the maximum at , and it was basically inversely proportional to x.
- The influence length of the could be approximated as .
- In the range: , the angle varied with x.
3.2. Joint Strength of the Connected Pipe
3.2.1. Tension Strength Model
3.2.2. Compression Strength Model
3.3. Joint Strength of the Seal
4. FEA Modeling
4.1. FEA Model for the Pipe
4.2. FEA Model for Sealing Surface
5. Semi-Analytical Model of the Leakage Ratio
6. Results and Discussion
6.1. Parameter Analysis
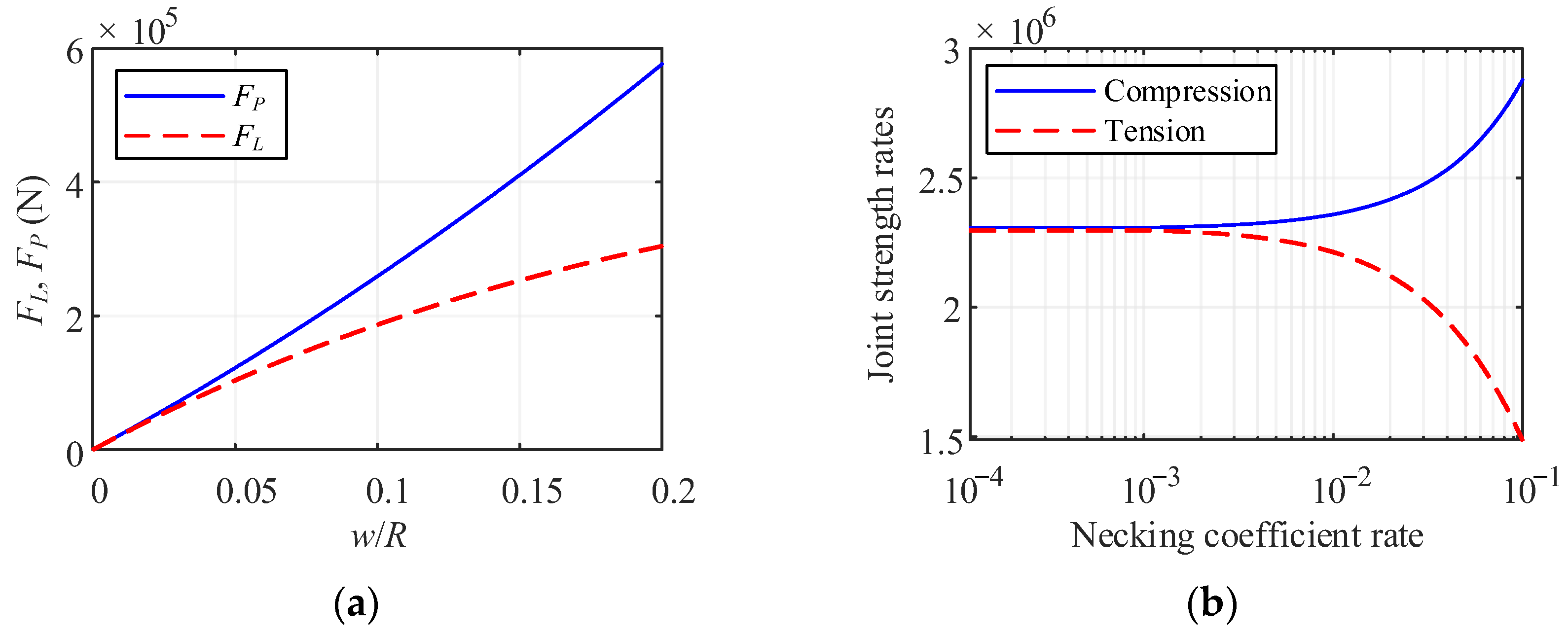
- Compression strength was proportional to the .
- The correlation between strength and was approximately linear for compression, and gradually decreased for tension.
- Trends in the rates of tension and compression strength along with were opposite, and there was a threshold for the rate, within which the strength increase rate was independent of the rate.
- Compared to the crimped connector [31], a similar trend of was observed.
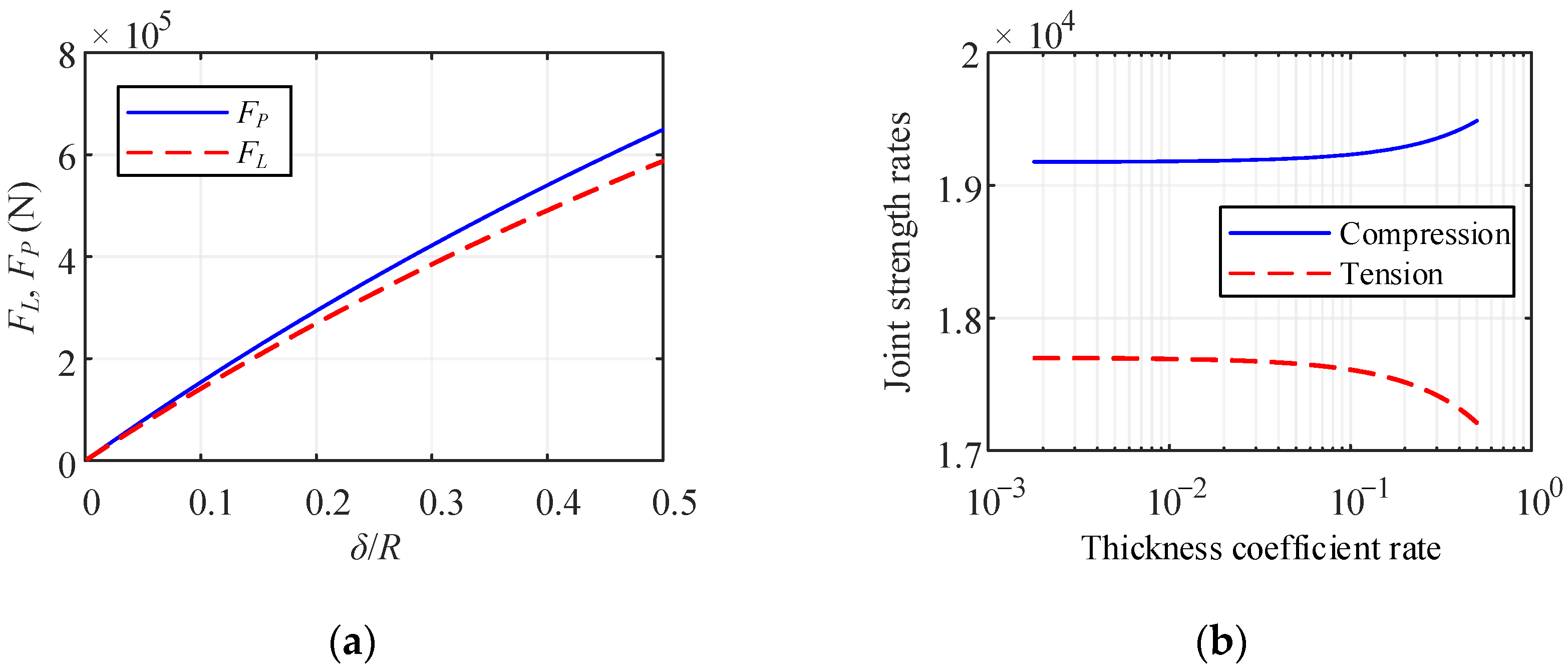
- The joint strengths increased in proportion to , with an approximate quadratic relationship.
- The trends of strengths with were similar to those with . Within the thin-wall threshold [51], , the change rates of strengths tended to be constant; when the , the change rates of strengths were inversely proportional to the rate of .
- Compared to the crimped connector [31], a similar trend of was observed within , and since then, the trend changed due to the differences in the structure.
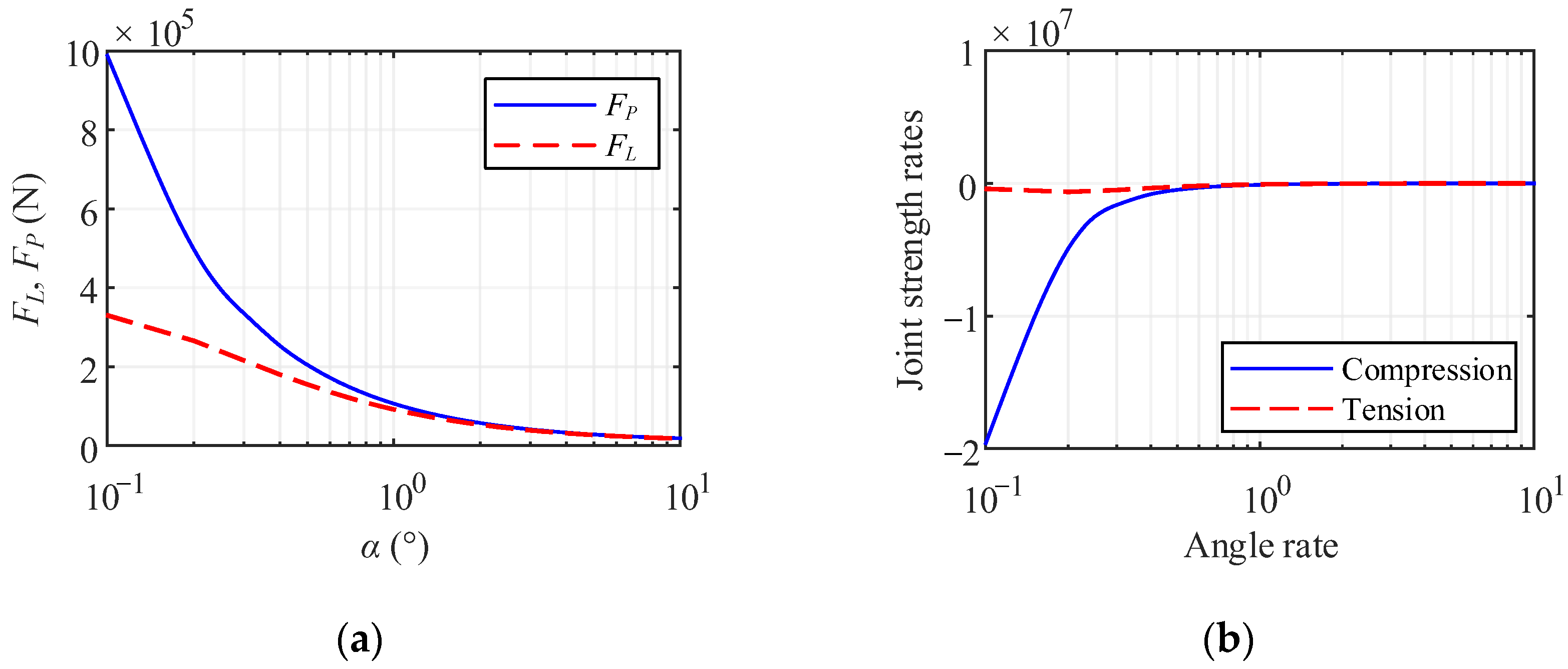
- Trends in both strengths followed a similar pattern as increased, and had a significant impact on the strengths within ; when , had a negligible impact on strength.
- When , there were obvious differences in the influence on strengths, and affected the compression strength more than the tension.
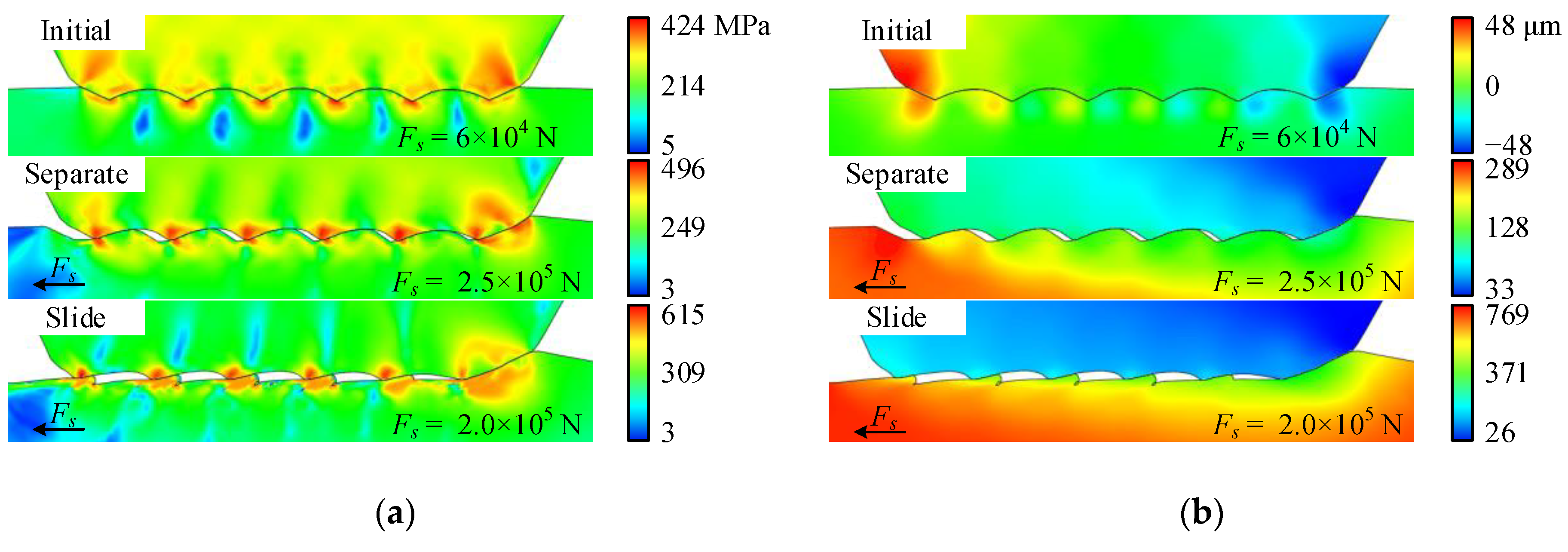
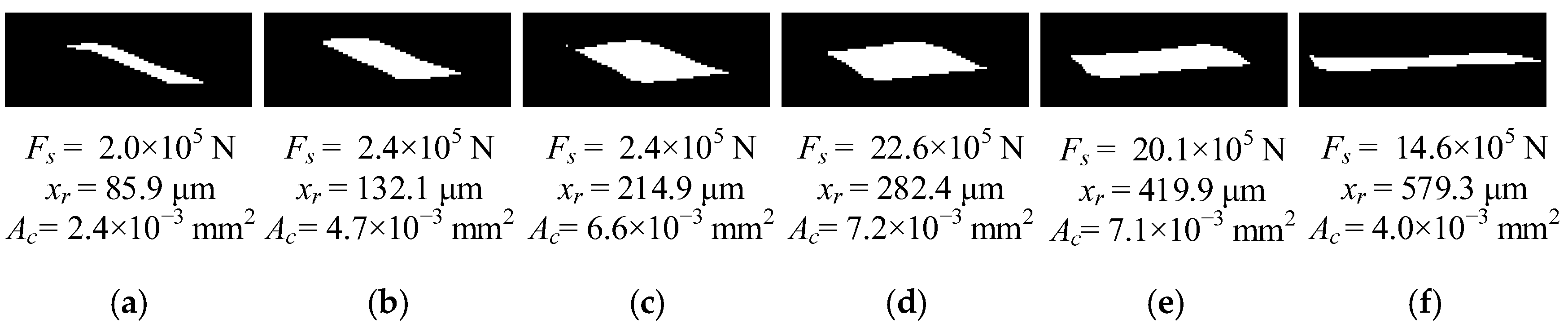
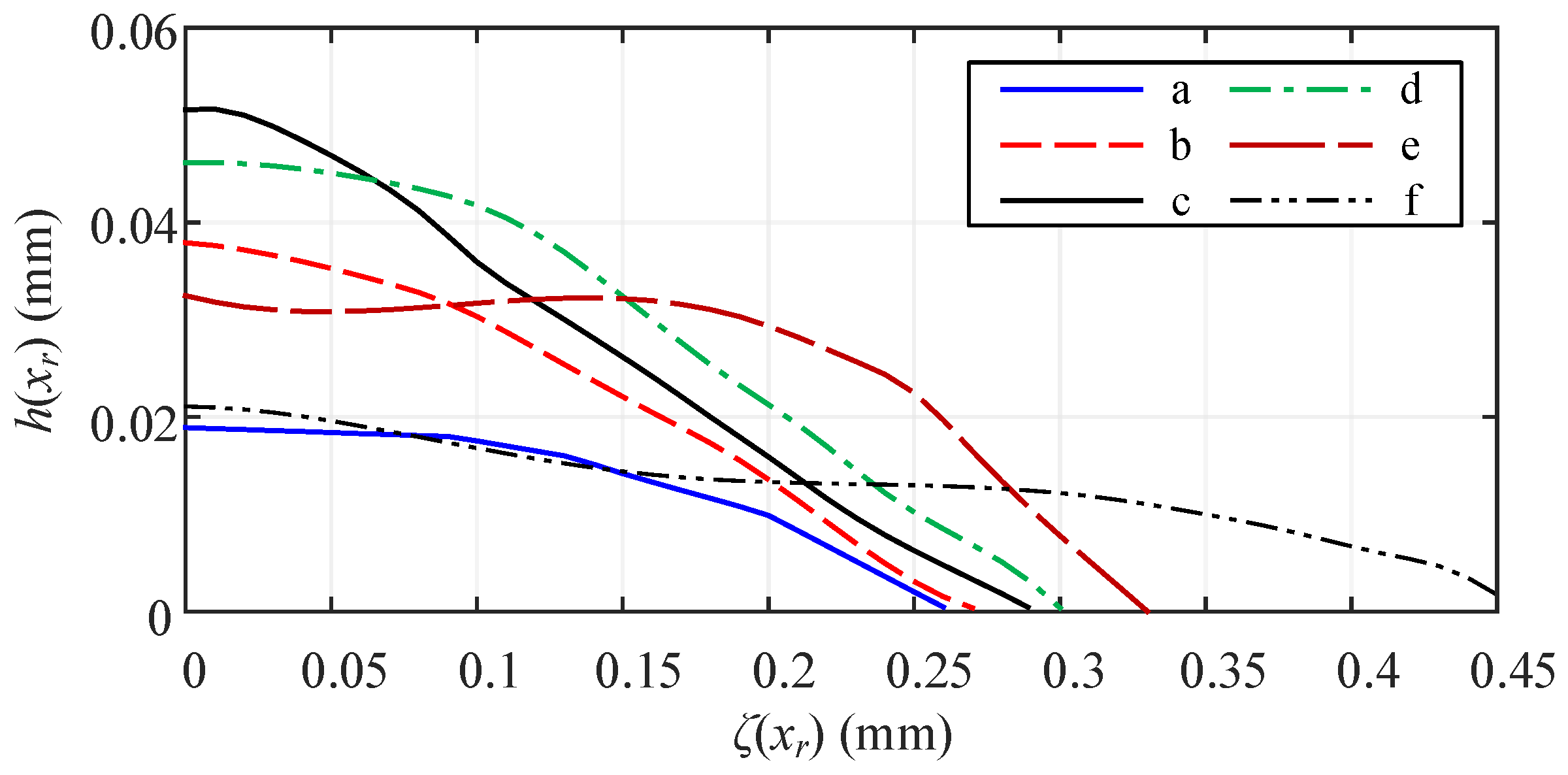
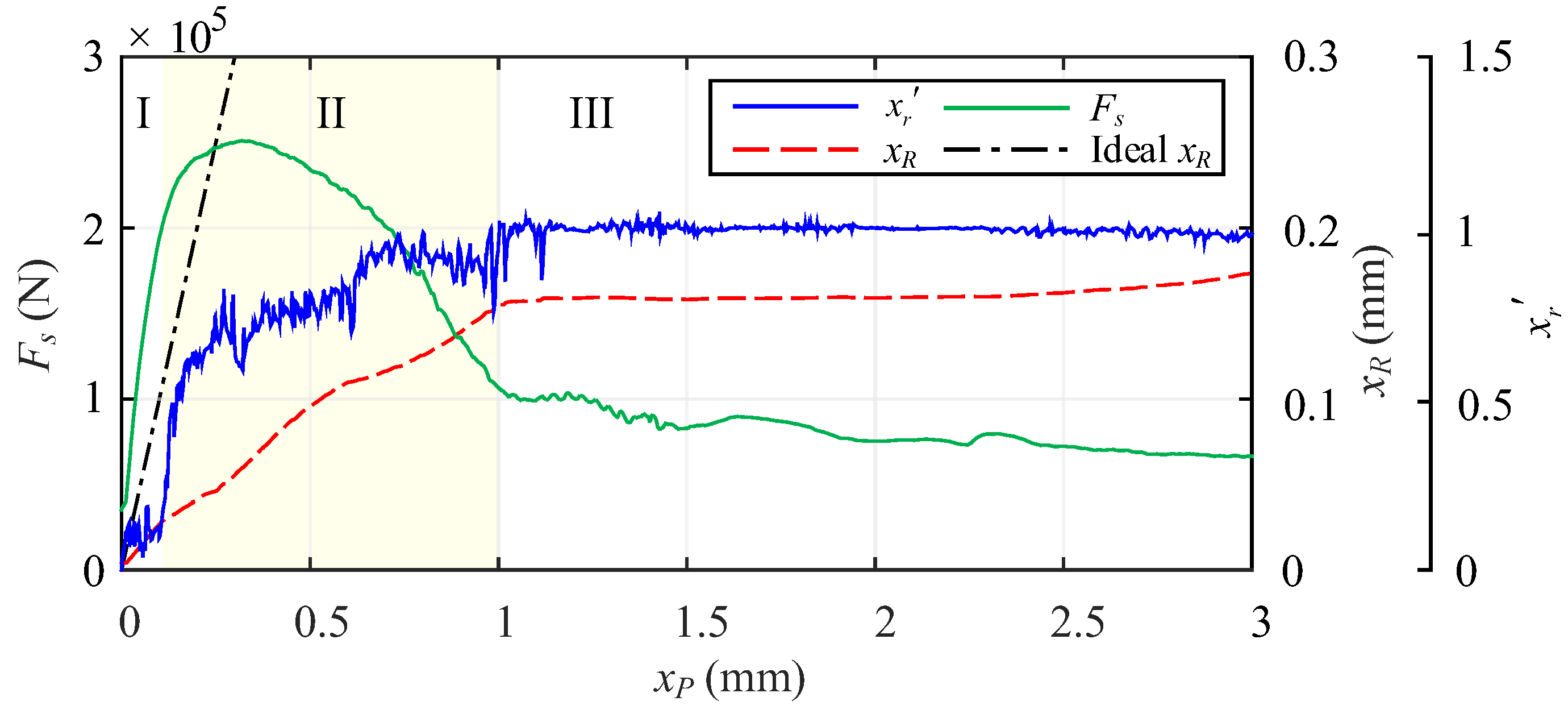
- In the Follow stage (I), the ridge was pulled by the pipe and the two contact surfaces moved simultaneously. In this stage, was reached.
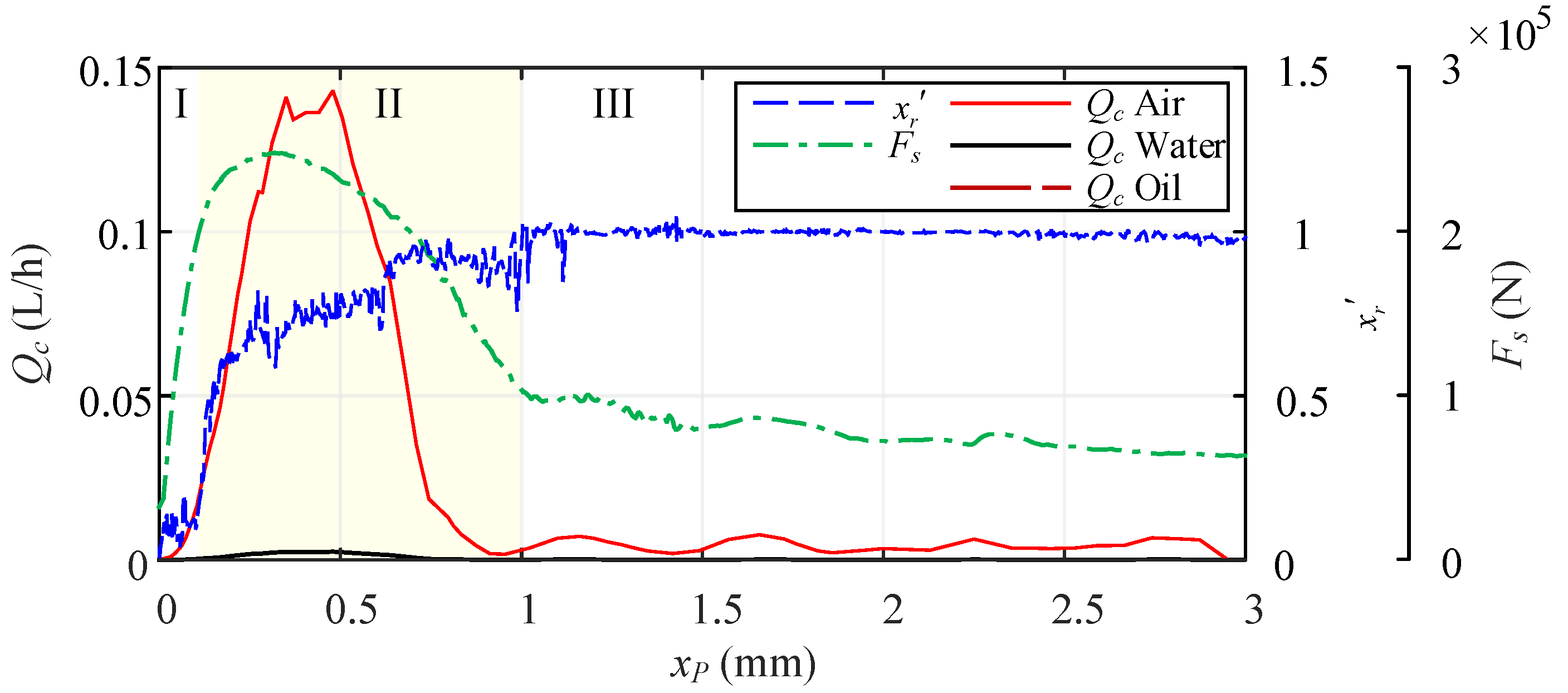
- In the Separate stage (II), was increasing but still less than one, with some plateau periods, indicating that the ridge was still following with the pipe. In this stage, the helical leakage channel occurred.
- In the Slide stage (III), was close to one, indicating that the ridge was completely sliding relative to the pipe. The surfaces in this stage would be severely deformed, ploughed [52], and worn.
- Besides, compared to the crimped connector [31] and the die-less connector [45], a similar trend of was observed within ; hence, it can be further analyzed by the force–strain curve [45] to identify the plastic deformation of the whole prototype and the beginning of the relative movement between the joint partners.
- The highest leakage ratio occurred in the Separate stage, while the Follow and Slide stages had relatively low leakage ratios.
- The maximum occurred after , indicating that the compression-type connector has an excellent overload ability.
- In the Slide stage, experienced minor fluctuations, in accordance with topography engagement. Although was shortened, the change in the leakage ratio was low because was reduced.
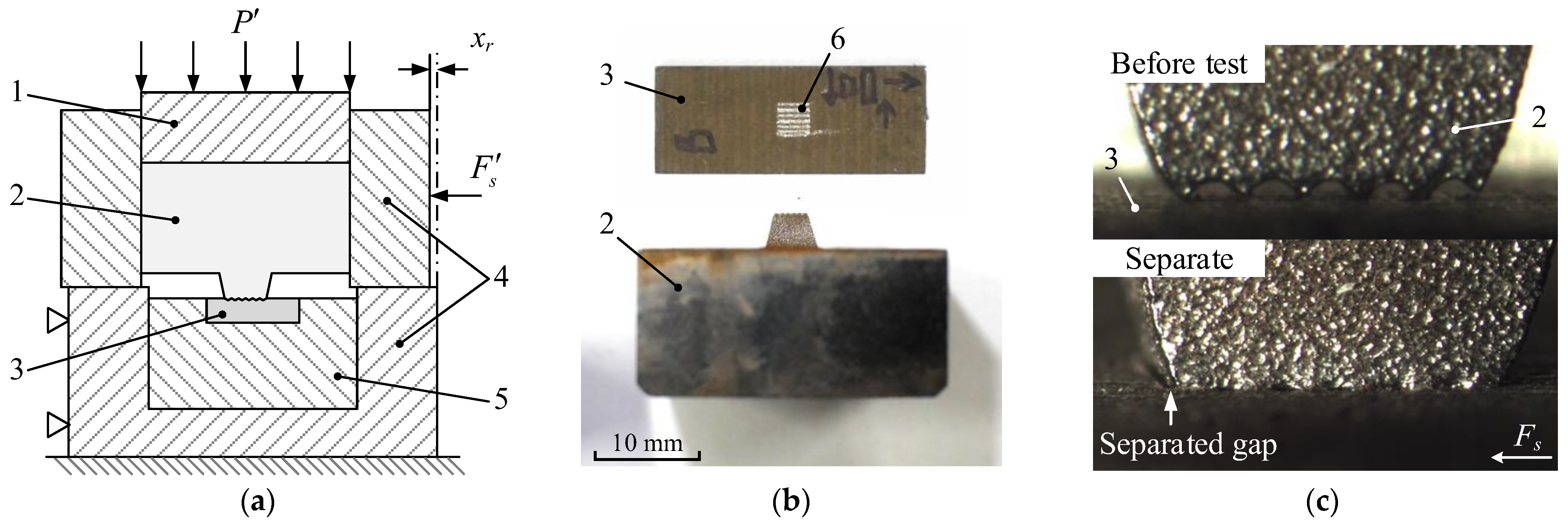
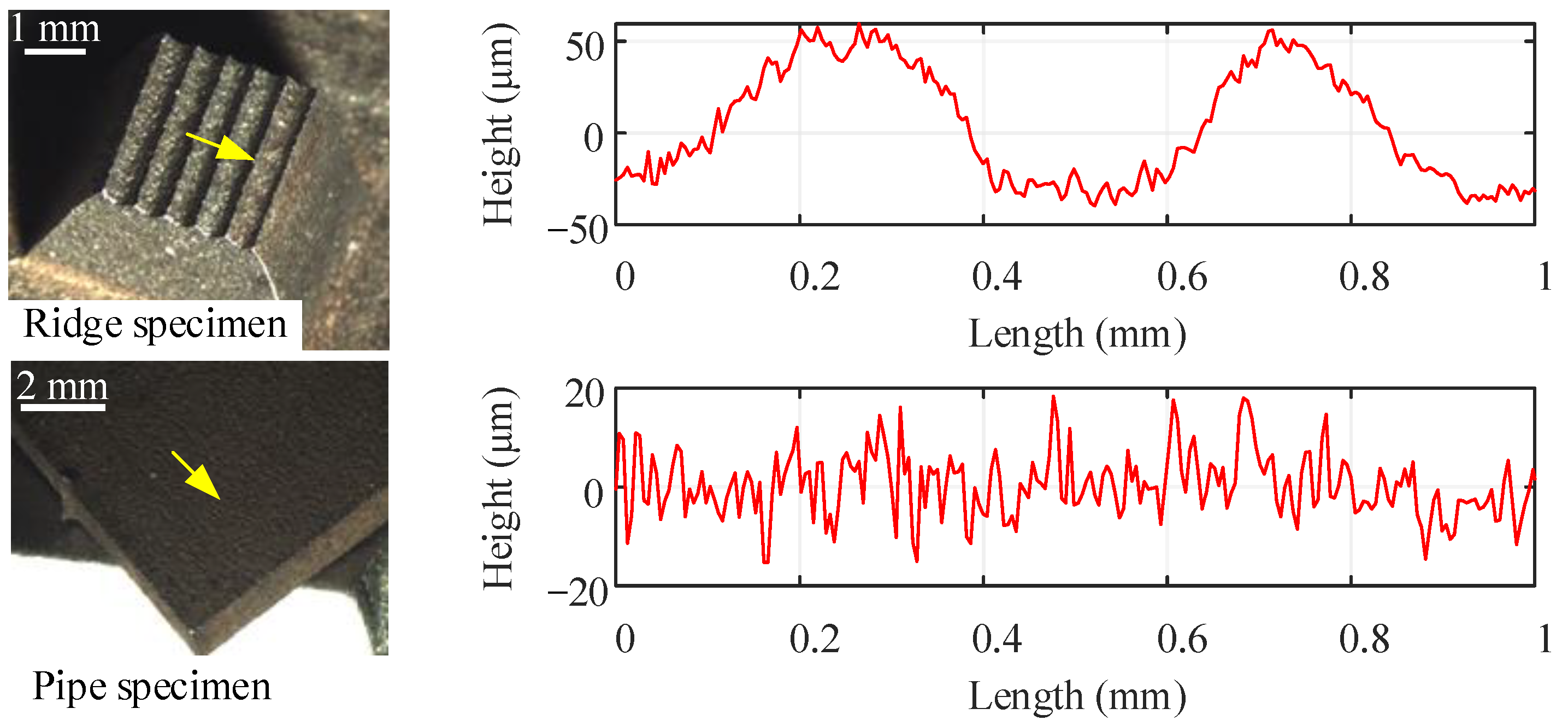
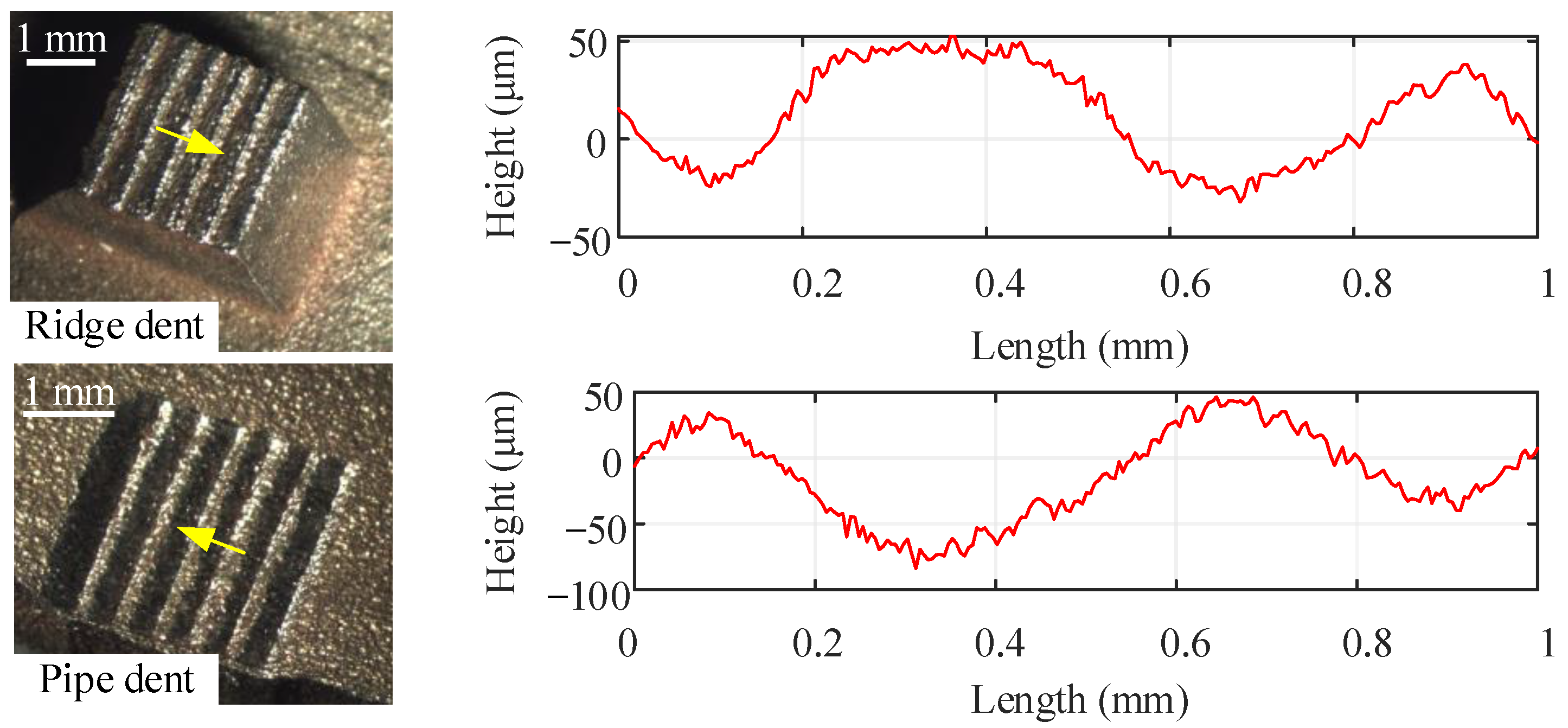
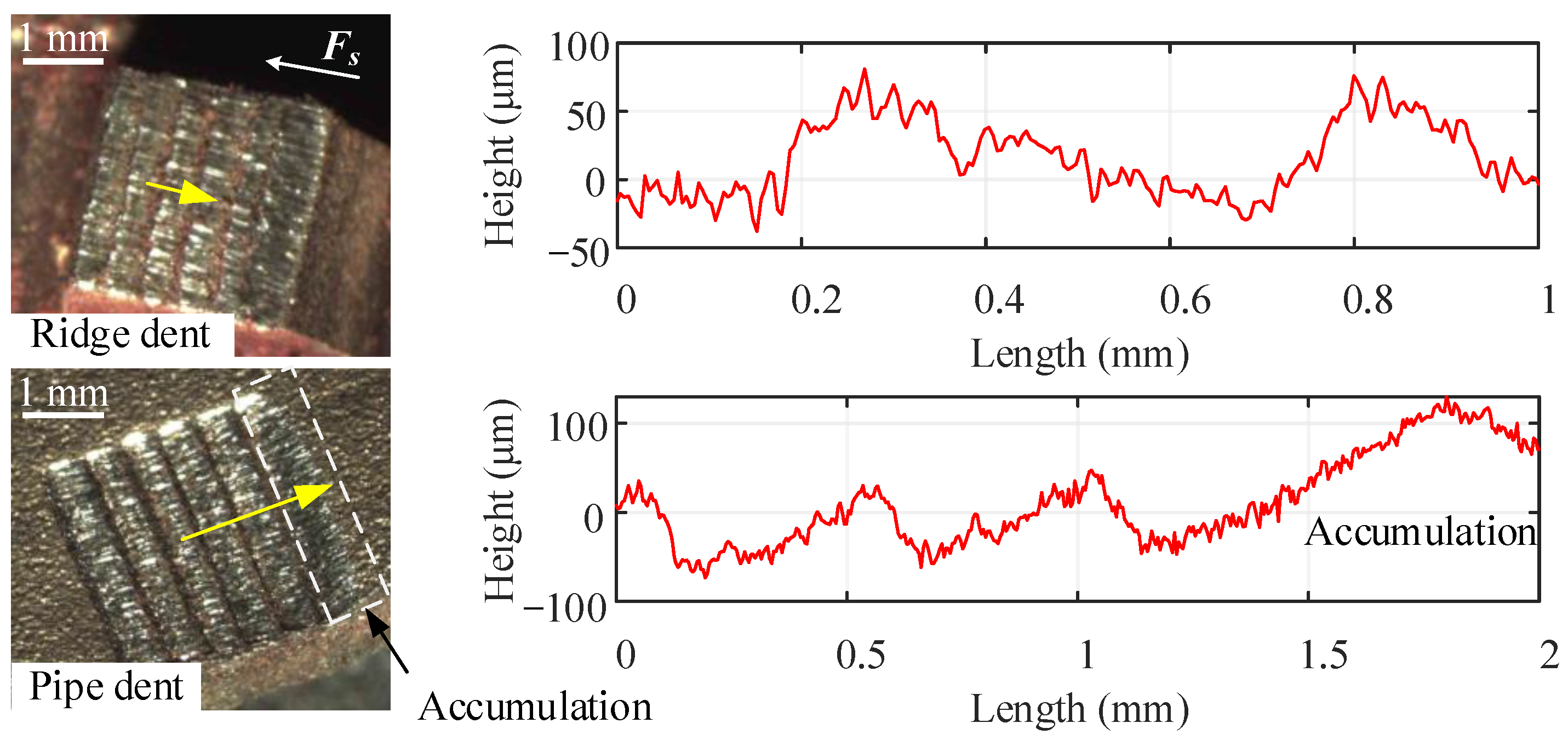
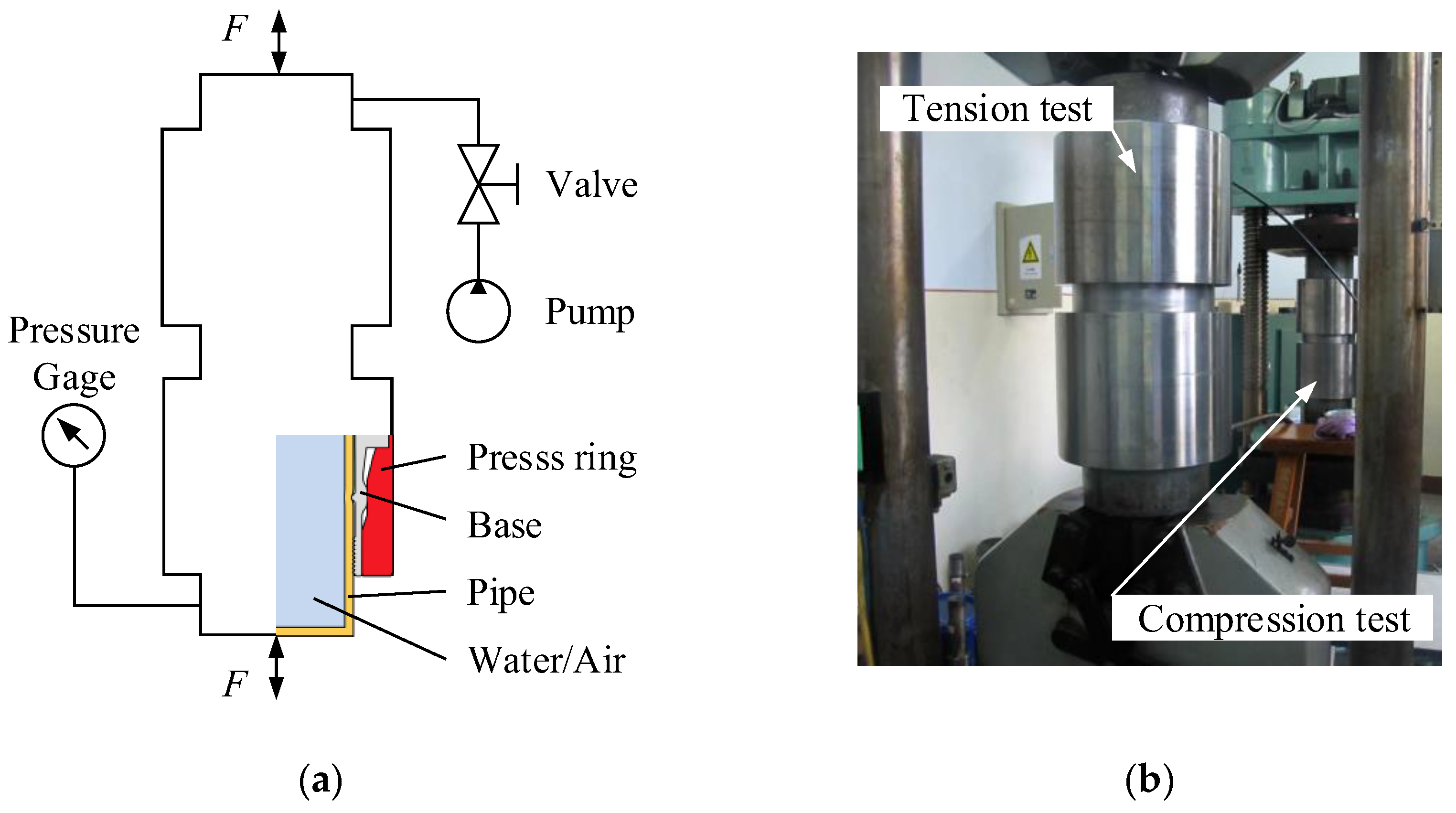
6.2. Experimental Tests
6.2.1. Axial Shear Test
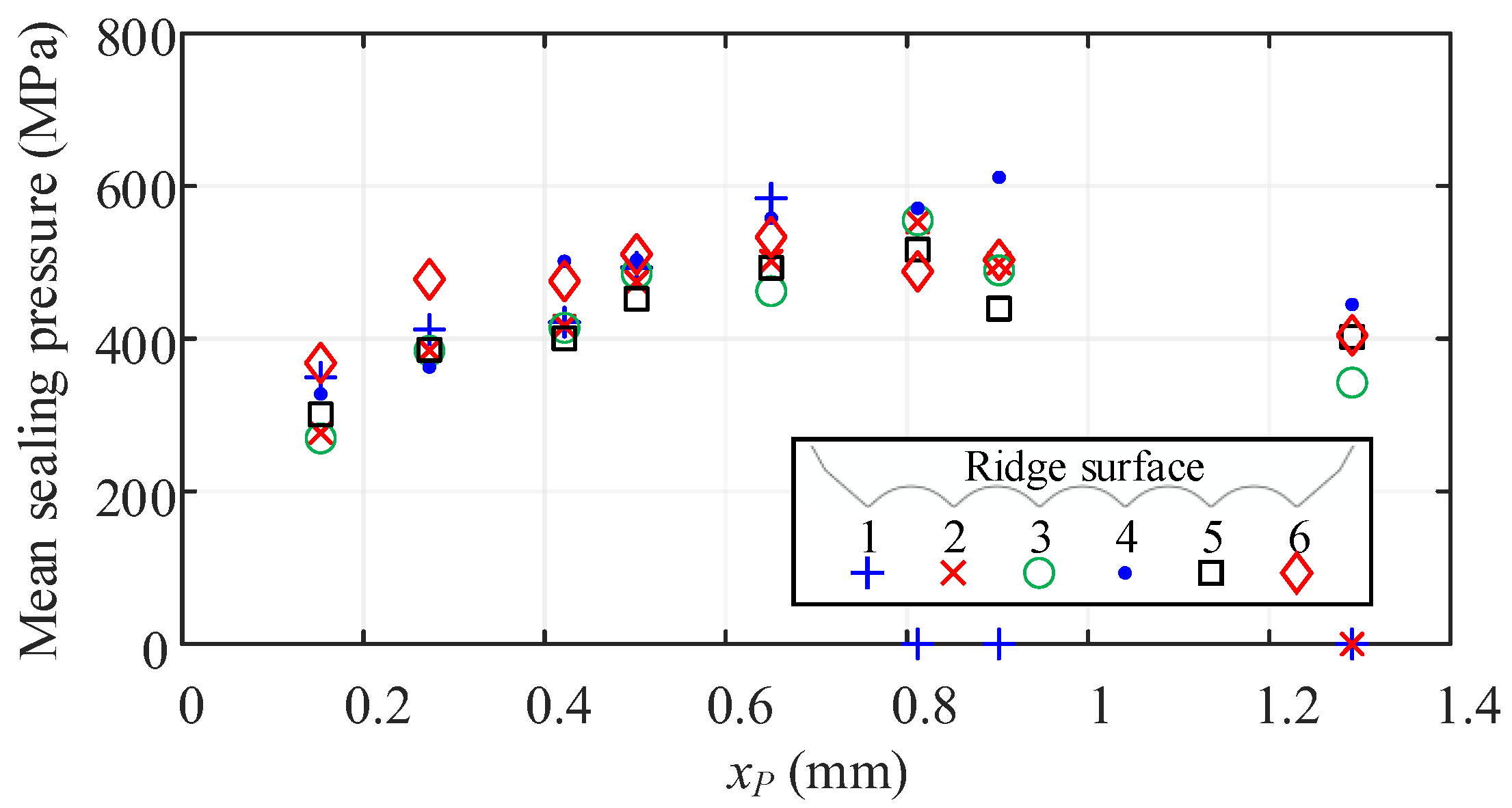
- Mean sealing pressures rose and then fell within a narrow range, with the reason being that the contact area decreased due to the , and then increased due to wear and deformation.
- During overload, the pressures at streaks 1 and 2 approached zero, indicating that separation occurred. Conversely, high pressure was consistently found on streaks 5 and 6, where the accumulation also occurred.
6.2.2. Tension and Compression Overload Test
7. Conclusions
- A semi-analytical method for predicting the joint strength of the subsea pipeline compression connector was proposed. On the one hand, the axial strengths of the connected pipe under the axial tension and compression conditions were separately deduced based on membrane theory, taking into account the effects of hardening and bending stress. On the other hand, the joint strength of the radial seal was analyzed based on the FEA method. Using the model, the effects of the critical parameters on the joint strength were analyzed.
- A semi-analytical method of the leakage ratio under axial overload was derived based on the 2D axisymmetric FEA model combined with the Reynolds equation of the laminar flow. Using the model, the overload sealing performance was obtained.
- The evolution of the sealing interface during the axial overload was divided into three stages: Follow, Separate, and Slide. The laws governing the joint strength, relative displacement, and the cross-section of the leakage channel, and their impacts on the leakage rate, were analyzed. The maximum leakage ratio occurred after reaching the maximum overload. Besides, the accumulation of the metal can cause an obstruction at the terminus of the helical leakage channel.
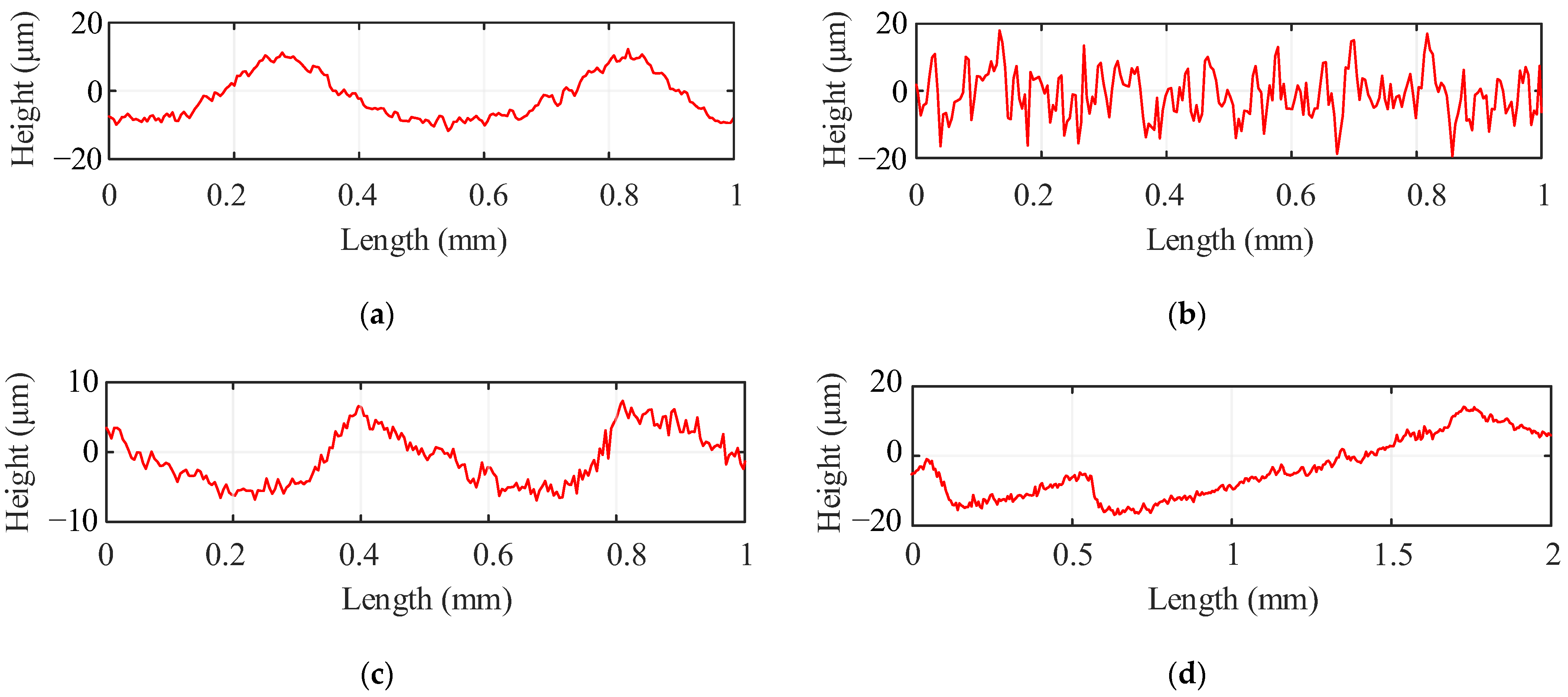
- The axial shear test and axial overload test were carried out. Using the shear test, the characteristics of the surface roughness and the deformation of the interface under overload conditions were obtained. With the tension and compression overload test, the overload sealing performance of the prototype was tested. Through the experiments, the feasibility of the proposed methods was verified.
- The study showed that the internally turned sealing surface and the deflection of the connected pipe can improve the joint strength of the compression-type connector. Moreover, a distinctive feature of this connection type is the ability to remain sealed even under the maximum axial load.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Cross-sectional area of the leakage channel (mm2) | |
| Axial length of the streak (mm) | |
| Integration constant | |
| Flexural rigidity of the pipe (N·mm) | |
| Young’s modulus (MPa) | |
| Total joint strength (N) | |
| Joint strength of the anchor (N) | |
| Joint strength of the pipe under tension and compression overloads, respectively (N) | |
| Joint strength of the seal (N) | |
| Radial height of the leakage channel (mm) | |
| Height of the hypothetical rectangular channel (mm) | |
| Hardening modulus (MPa) | |
| Defection coefficient | |
| Tresca criterion coefficient | |
| Total length of the leakage channel (mm) | |
| Bending moment (N·mm) | |
| Number of the turns of the streaks | |
| Inlet and outlet pressures of the leakage channel (MPa) | |
| Sealing pressure (MPa) | |
| Leakage ratio (L/h) | |
| Radius of mid-surface of the pipe in the deflected section (mm) | |
| Radius of mid-surface of the pipe before and after deflection, respectively (mm) | |
| Radius of bottom of the dent and pitch radius of the streaks, respectively (mm) | |
| Grade of the surface roughness (mm) | |
| Total profile height of the surface roughness (mm) | |
| Deflection of the pipe (mm) | |
| Relative displacement between the sealing surfaces (mm) | |
| Change rate of the relative displacement | |
| Axial displacement of the midpoint of the pipe sealing area (mm) | |
| Axial displacement of the midpoint of the ridge surface (mm) | |
| Average half-cone angle of the deflection (°) | |
| Rotations of cylindrical coordinates (°) | |
| Thickness of the pipe (mm) | |
| Accumulated plastic strain | |
| Friction coefficient | |
| Radius of curvature (mm) | |
| True stress (MPa) | |
| Axial stresses considering hardening under tension and compression overload, respectively (MPa) | |
| Axial stresses considering both hardening and bending, under tension and compression overload, respectively (MPa) | |
| Secondary stress caused by bending (MPa) | |
| Normal stress (MPa) | |
| Yield stress of the pipe (MPa) | |
| Circumferential stress (MPa) | |
| Allowable shear stress (MPa) | |
| Poisson’s ratio | |
| Half-cone angle of the pipe (°) | |
| Axial width of the leakage channel (mm) |
References
- Chirkov, Y.A.; Kushnarenko, V.M.; Repyakh, V.S.; Chirkov, E.Y. Analysis of the Causes of Failure of a Pipeline Welded Joint. Met. Sci. Heat Treat. 2018, 59, 669–672. [Google Scholar] [CrossRef]
- Yun, F.; Liu, D.; Xu, X.; Jiao, K.; Hao, X.; Wang, L.; Yan, Z.; Jia, P.; Wang, X.; Liang, B. Thermal–Structural Coupling Analysis of Subsea Connector Sealing Contact. Appl. Sci. 2022, 12, 3194. [Google Scholar] [CrossRef]
- Geoffroy, S.; Prat, M. On the Leak through a Spiral-Groove Metallic Static Ring Gasket. J. Fluids Eng. 2004, 126, 48–54. [Google Scholar] [CrossRef]
- Robbe-Valloire, F.; Prat, M. A Model for Face-Turned Surface Microgeometry. Application to the Analysis of Metallic Static Seals. Wear 2008, 264, 980–989. [Google Scholar] [CrossRef]
- Okada, H.; Itoh, T.; Suga, T. The Influence of Surface Profiles on Leakage in Room Temperature Seal-Bonding. Sens. Actuators A Phys. 2008, 144, 124–129. [Google Scholar] [CrossRef]
- Lebeck, A.O. Hydrodynamic Lubrication in Wawy Contacting Face Seals-a Two Dimensional Iodei. J. Tribol. 1981, 103, 578–586. [Google Scholar] [CrossRef]
- Matsuzaki, Y.; Kazamaki, T. Effect of Surface Roughness on Compressive Stress of Static Seals. JSME Int. J. Ser. III 1988, 31, 99–106. [Google Scholar] [CrossRef]
- Yanagisawa, T.; Sanada, M.; Koga, T.; Hirabayashi, H. The Influence of Designing Factors on the Sealing Performance of C-Seal. In Proceedings of the SAE Technical Papers; SAE International: Warrendale, PA, USA, 1991. [Google Scholar]
- Nakamura, T.; Funabashi, K. Effects of Directional Properties of Roughness and Tangential Force on Pressure Flow between Contacting Surfaces. Lubr. Sci. 1991, 4, 13–23. [Google Scholar] [CrossRef]
- Polycarpou, A.A.; Etsion, I. A Model for the Static Sealing Performance of Compliant Metallic Gas Seals Including Surface Roughness and Rarefaction Effects. Tribol. Trans. 2000, 43, 237–244. [Google Scholar] [CrossRef]
- Arghavani, J.; Derenne, M.; Marchand, L. Effect of Surface Characteristics on Compressive Stress and Leakage Rate in Gasketed Flanged Joints. Int. J. Adv. Manuf. Technol. 2003, 21, 713–732. [Google Scholar] [CrossRef]
- Nitta, I.; Matsuzaki, Y.; Ito, Y. Observation of Real Contact Area at Gasket Surfaces Using the Thin PC Film. Trans. Jpn. Soc. Mech. Eng. Ser. C 2005, 71, 265–271. [Google Scholar] [CrossRef] [Green Version]
- Nitta, I.; Matsuzaki, Y. Experimental Study of the Performance of Static Seals Based on Measurements of Real Contact Area Using Thin Polycarbonate Films. J. Tribol. 2010, 132, 022202. [Google Scholar] [CrossRef]
- Ledoux, Y.; Lasseux, D.; Favreliere, H.; Samper, S.; Grandjean, J. On the Dependence of Static Flat Seal Efficiency to Surface Defects. Int. J. Press. Vessel. Pip. 2011, 88, 518–529. [Google Scholar] [CrossRef]
- Bourniquel, J.; Lasseux, D.; Rit, J.F. Prediction and Measurement of Sealing Properties of Joints Between Wavy Metal Surfaces. J. Press. Vessel. Technol. 2018, 140, 051203. [Google Scholar] [CrossRef] [Green Version]
- Beheshti, A.; Khonsari, M.M. Asperity Micro-Contact Models as Applied to the Deformation of Rough Line Contact. Tribol. Int. 2012, 52, 61–74. [Google Scholar] [CrossRef]
- Jackson, R.L.; Green, I. On the Modeling of Elastic Contact between Rough Surfaces. Tribol. Trans. 2011, 54, 300–314. [Google Scholar] [CrossRef]
- Lorenz, B.; Persson, B.N.J. On the Dependence of the Leak Rate of Seals on the Skewness of the Surface Height Probability Distribution. Europhys. Lett. 2010, 90, 38002. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Liu, J.; Ding, X.; Yang, Z. An Approach to Calculate Leak Channels and Leak Rates between Metallic Sealing Surfaces. J. Tribol. 2017, 139, 011708. [Google Scholar] [CrossRef]
- Marie, C.; Lasseux, D.; Zahouani, H.; Sainsot, P. An Integrated Approach to Characterize Liquid Leakage through Metal Contact Seal. Eur. J. Mech. Environ. Eng. 2003, 48, 81–86. [Google Scholar]
- Liao, Y.; Stephenson, D.A.; Ni, J. Multiple-Scale Wavelet Decomposition, 3D Surface Feature Exaction and Applications. J. Manuf. Sci. Eng. 2012, 134, 011005. [Google Scholar] [CrossRef]
- Deltombe, R.; Bigerelle, M.; Jourani, A. Analysis of the Effects of Different Machining Processes on Sealing Using Multiscale Topography. Surf. Topogr. Metrol. Prop. 2016, 4, 015003. [Google Scholar] [CrossRef]
- Yan, Y.; Fan, Y. Influence of Fluid on Seal and Assembly of Pipeline Fittings Based on the Multiscale Finite Element Model. Complexity 2020, 2020, 4960734. [Google Scholar] [CrossRef]
- So, H.; Liu, D.C. An Elastic-Plastic Model for the Contact of Anisotropic Rough Surfaces. Wear 1991, 146, 201–218. [Google Scholar] [CrossRef]
- Shao, Y.; Du, S.; Xi, L. 3D Machined Surface Topography Forecasting with Space-Time Multioutput Support Vector Regression Using High Definition Metrology. In Proceedings of the ASME Design Engineering Technical Conference, Cleveland, OH, USA, 6–9 August 2017; Volume 1. [Google Scholar]
- Tang, L.; He, W.; Zhu, X.; Zhou, Y. Sealing Performance Analysis of an End Fitting for Marine Unbonded Flexible Pipes Based on Hydraulic-Thermal Finite Element Modeling. Energies 2019, 12, 2198. [Google Scholar] [CrossRef] [Green Version]
- Ernens, D.; Pérez-Ràfols, F.; van Hoecke, D.; Roijmans, R.F.H.; van Riet, E.J.; Vande Voorde, J.B.E.; Almqvist, A.; de Rooij, M.B.; Roggeband, S.M.; van Haaften, W.M.; et al. On the Sealability of Metal-to-Metal Seals with Application to Premium Casing and Tubing Connections. SPE Drill. Complet. 2019, 34, 382–396. [Google Scholar] [CrossRef] [Green Version]
- Wei, Z.; Wang, L.; Guan, Y.; Yao, S.; Li, S. Static Metal Sealing Mechanism of a Subsea Pipeline Mechanical Connector. Adv. Mech. Eng. 2016, 8, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.Q.; Wei, Z.L.; Yao, S.M.; Guan, Y.; Li, S.K. Sealing Performance and Optimization of a Subsea Pipeline Mechanical Connector. Chin. J. Mech. Eng. (Eng. Ed.) 2018, 31, 18. [Google Scholar] [CrossRef]
- Weddeling, C.; Demir, O.K.; Haupt, P.; Tekkaya, A.E. Analytical Methodology for the Process Design of Electromagnetic Crimping. J. Mater. Process. Technol. 2015, 222, 163–180. [Google Scholar] [CrossRef]
- Weddeling, C.; Walter, V.; Haupt, P.; Tekkaya, A.E.; Schulze, V.; Weidenmann, K.A. Joining Zone Design for Electromagnetically Crimped Connections. J. Mater. Process. Technol. 2015, 225, 240–261. [Google Scholar] [CrossRef]
- Henriksen, J.; Hansen, M.R.; Thrane, F.C. Axial Load Capacity of Cold Formed Pipe Flange Connection. J. Press. Vessel. Technol. 2017, 139, 051201. [Google Scholar] [CrossRef]
- Agrawal, A.K.; Narayanan, R.G. Experimental and Numerical Studies on Joining Steel Tubes by End Forming. J. Constr. Steel Res. 2020, 167, 105792. [Google Scholar] [CrossRef]
- Onyegiri, I.; Kashtalyan, M. Threaded Connectors for Sandwich Pipes—Part 1: Parametric & Comparative Studies. Int. J. Press. Vessel. Pip. 2018, 168, 117–124. [Google Scholar] [CrossRef] [Green Version]
- Quispe, J.L.P.; Pasqualino, I.P.; Estefen, S.F.; de Souza, M.I.L. Structural Behavior of Threaded Connections for Sandwich Pipes under Make-up Torque, External Pressure, and Axial Load. Int. J. Press. Vessel. Pip. 2020, 186, 104156. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L.; Wang, F.; Li, S.; Wang, P.; Cai, M.; Han, L.; Ma, Y.; Ma, Z.; Yan, B. Study on Optimization Design of Permanent Packer Slip Structure. J. Fail. Anal. Prev. 2020, 21, 50–60. [Google Scholar] [CrossRef]
- Li, Z.; Wang, G.; Yao, S.; Yun, F.; Jia, P.; Li, C.; Wang, L. A Semi-Analytical Method for the Sealing Performance Prediction of Subsea Pipeline Compression Connector. J. Mar. Sci. Eng. 2023, 11, 854. [Google Scholar] [CrossRef]
- Wu, L.; Guo, X.; Chen, H.; Liu, J.; Su, Y. Calculation Method for the Axial Load-Bearing Capacity of Steel Pipe-to-Sleeve Grouted Connections. Constr. Build. Mater. 2022, 314, 125621. [Google Scholar] [CrossRef]
- ASTM F1387; Standard Specification for Performance of Piping and Tubing Mechanically Attached Fittings. ASTM International: West Conshohocken, PA, USA, 2012.
- ISO 8434-1; Metallic Tube Connections For Fluid Power and General Use Part 1:24° Compression Fittings. International Organization for Standardization: Geneva, Switzerland, 2018.
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. American Society of Mechanical Engineers: New York, NY, USA, 2021.
- Rojíček, J.; Čermák, M.; Halama, R.; Paška, Z.; Vaško, M. Material Model Identification from Set of Experiments and Validation by DIC. Math. Comput. Simul. 2021, 189, 339–367. [Google Scholar] [CrossRef]
- Roostaei, A.A.; Jahed, H. Fundamentals of Cyclic Plasticity Models. In Cyclic Plasticity of Metals: Modeling Fundamentals and Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 23–51. [Google Scholar]
- Yu, T.; Xue, P. Yield Criteria. In Introduction to Engineering Plasticity; Elsevier: Amsterdam, The Netherlands, 2022; pp. 67–87. [Google Scholar]
- Weddeling, C.; Gies, S.; Khalifa, N.B.; Tekkaya, A.E. Analytical Methodology for the Process and Joint Design of Form-Fit Joining by Die-Less Hydroforming. In Proceedings of the 9th ASME International Manufacturing Science and Engineering Conference (MSEC2014), Detroit, MI, USA, 9–13 June 2014; Web Portal ASME (American Society of Mechanical Engineers): New York, NY, USA, 2014. [Google Scholar]
- ASME B16.5; Pipe Flanges and Flanged Fittings. American Society of Mechanical Engineers: New York, NY, USA, 2020.
- Duan, W.; Joshi, S. Failure Analysis of Threaded Connections in Large-Scale Steel Tie Rods. Eng. Fail. Anal. 2011, 18, 2008–2018. [Google Scholar] [CrossRef]
- Abaqus, version 6.14. Software for Technical Simulation. Dassault Systemes: Vélizy-Villacoublay, France, 2014.
- Georgescu, C.; Cristea, G.C.; Dima, C.; Deleanu, L. Evaluating Lubricating Capacity of Vegetal Oils Using Abbott-Firestone Curve. IOP Conf. Ser. Mater. Sci. Eng. 2017, 174, 12057. [Google Scholar] [CrossRef]
- Prat, M.; Plouraboué, F.; Letalleur, N. Averaged Reynolds Equation for Flows between Rough Surfaces in Sliding Motion. Transp. Porous Media 2002, 48, 291–313. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Lal Das, S.; Wahi, P. Instabilities of Thin Circular Cylindrical Shells under Radial Loading. Int. J. Mech. Sci. 2015, 104, 174–189. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Krajewska-Śpiewak, J.; Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wieczorowski, M.; Gawlik, J. Study on Ploughing Phenomena in Tool Flank Face—Workpiece Interface Including Tool Wear Effect during Ball-End Milling. Tribol. Int. 2023, 181, 108313. [Google Scholar] [CrossRef]
- Hoelz, K.; Kleinhans, L.; Matthiesen, S. Wood Screw Design: Influence of Thread Parameters on the Withdrawal Capacity. Eur. J. Wood Wood Prod. 2021, 79, 773–784. [Google Scholar] [CrossRef]
- ISO 468; Surface Roughness—Parameters, Their Values and General Rules for Specifying Requirements. International Organization for Standardization: Geneva, Switzerland, 1982.
- ISO 21329:2004; Petroleum And Natural Gas Industries—Pipeline Transportation Systems—Test Procedures for Mechanical Connectors. International Organization for Standardization: Geneva, Switzerland, 2004.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Unit | Symbol | Value |
|---|---|---|---|
| Type | inch | — | 6 |
| Sealing width | mm | — | 3 |
| Radius | mm | 82.5 | |
| Thickness | mm | 5 | |
| Embedded depth | mm | — | 2 |
| Average half-cone angle | rad | 0.034 | |
| Turning speed | m/min | — | 100 |
| Turning feed | mm/r | — | 0.5 |
| Depth of cut | mm | — | 0.2 |
| Yield strength | MPa | 235 | |
| Shear strength | MPa | 188 | |
| Young’s modulus | MPa | 2.10 × 105 | |
| Friction coefficient | — | 0.2 | |
| Poisson coefficient | — | 0.3 |
| Type (Inch) | Nominal Diameter (mm) | Nominal Thickness (mm) | Medium Pressure (MPa) | Theoretical Tension Joint Strength (N) | Experimental Mean Strength (N) | Relative Error | Leakage (≥1 mL/h) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Water | Pipe | Seal | Total | Initial | Final | |||||
| 3 | 89 | 2 | 15 | 6.29 × 102 | 1.04 × 105 | 1.05 × 105 | 1.11 × 105 | 6.02% | × | × |
| 4 | 114 | 3 | 7 | 9.30 × 103 | 2.01 × 105 | 2.10 × 105 | 2.18 × 105 | 3.82% | × | × |
| 6 | 168 | 3 | 6 | 1.84 × 104 | 2.96 × 105 | 3.15 × 105 | 3.31 × 105 | 5.23% | × | × |
| 8 | 219 | 4 | 4.5 | 6.59 × 104 | 5.16 × 105 | 5.82 × 105 | 6.25 × 105 | 7.38% | × | × |
| Type (Inch) | Nominal Diameter (mm) | Nominal Thickness (mm) | Medium Pressure (MPa) | Theoretical Compression Joint Strength (N) | Experimental Mean Strength (N) | Relative Error | Leakage (≥1 mL/h) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Water | Pipe | Seal | Total | Initial | Final | |||||
| 3 | 89 | 2 | 15 | 4.72 × 102 | 1.04 × 105 | 1.05 × 105 | 1.11 × 105 | 5.22% | × | × |
| 4 | 114 | 3 | 7 | 9.40 × 103 | 2.01 × 105 | 2.10 × 105 | 2.19 × 105 | 4.24% | × | × |
| 6 | 168 | 3 | 6 | 1.86 × 104 | 2.96 × 105 | 3.15 × 105 | 3.27 × 105 | 3.88% | × | × |
| 8 | 219 | 4 | 4.5 | 6.73 × 104 | 5.16 × 105 | 5.84 × 105 | 6.22 × 105 | 6.59% | × | × |
| Type (Inch) | Nominal Diameter (mm) | Nominal Thickness (mm) | Medium Pressure (MPa) | Theoretical Compression Joint Strength (N) | Experimental Mean Strength (N) | Relative Error | Leakage (≥1 mL/h) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Air | Pipe | Seal | Total | Initial | Final | |||||
| 3 | 89 | 2 | 0.5 | 8.34 × 103 | 1.04 × 105 | 1.12 × 105 | 1.17 × 105 | 4.09% | × | × |
| 4 | 114 | 3 | 0.5 | 1.62 × 104 | 2.01 × 105 | 2.17 × 105 | 2.28 × 105 | 5.14% | × | × |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, G.; Wang, X.; Yao, S.; Yun, F.; Jia, P.; Wang, L. Semi-Analytical Methods for the Joint Strength and Sealing Performance in the Failure Process of the Subsea Pipeline Compression Connector. J. Mar. Sci. Eng. 2023, 11, 1417. https://doi.org/10.3390/jmse11071417
Li Z, Wang G, Wang X, Yao S, Yun F, Jia P, Wang L. Semi-Analytical Methods for the Joint Strength and Sealing Performance in the Failure Process of the Subsea Pipeline Compression Connector. Journal of Marine Science and Engineering. 2023; 11(7):1417. https://doi.org/10.3390/jmse11071417
Chicago/Turabian StyleLi, Zhenyu, Gang Wang, Xiangyu Wang, Shaoming Yao, Feihong Yun, Peng Jia, and Liquan Wang. 2023. "Semi-Analytical Methods for the Joint Strength and Sealing Performance in the Failure Process of the Subsea Pipeline Compression Connector" Journal of Marine Science and Engineering 11, no. 7: 1417. https://doi.org/10.3390/jmse11071417