
Modified Method for Determination of Wear Coefficient of Reciprocating Sliding Wear and Experimental Comparative Study

Abstract
:1. Introduction
2. Wear Theory and Realization of Modified Method
3. Reciprocating Wear Test and Modified Method for Stable-State Assessment
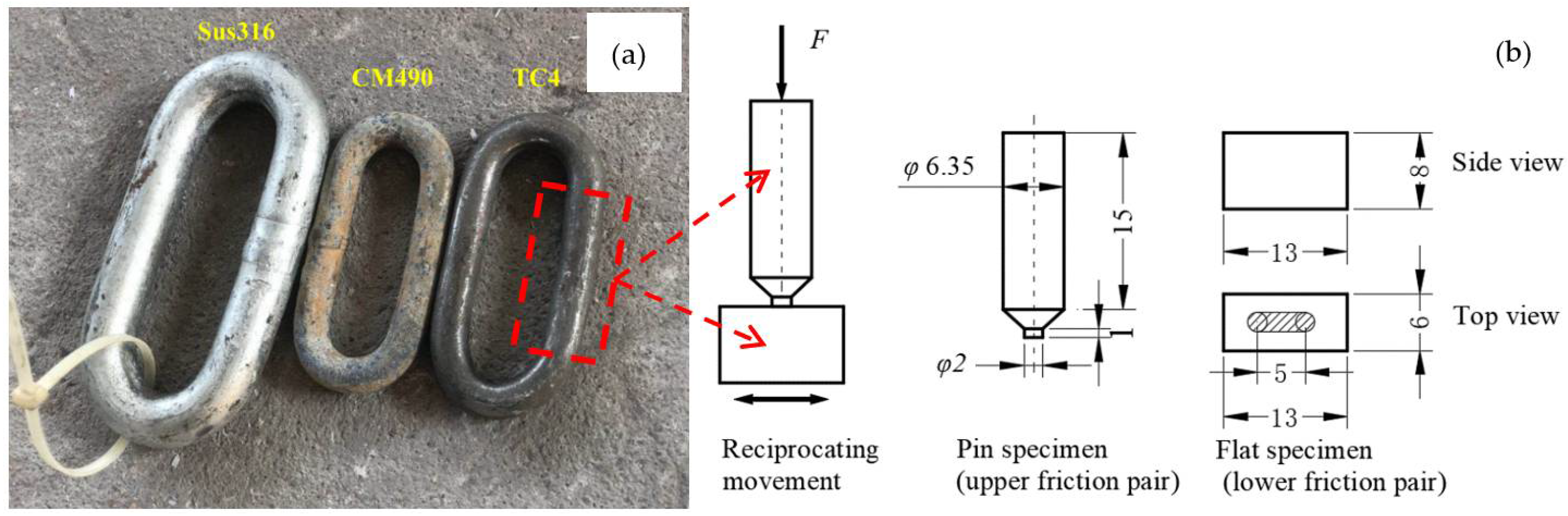
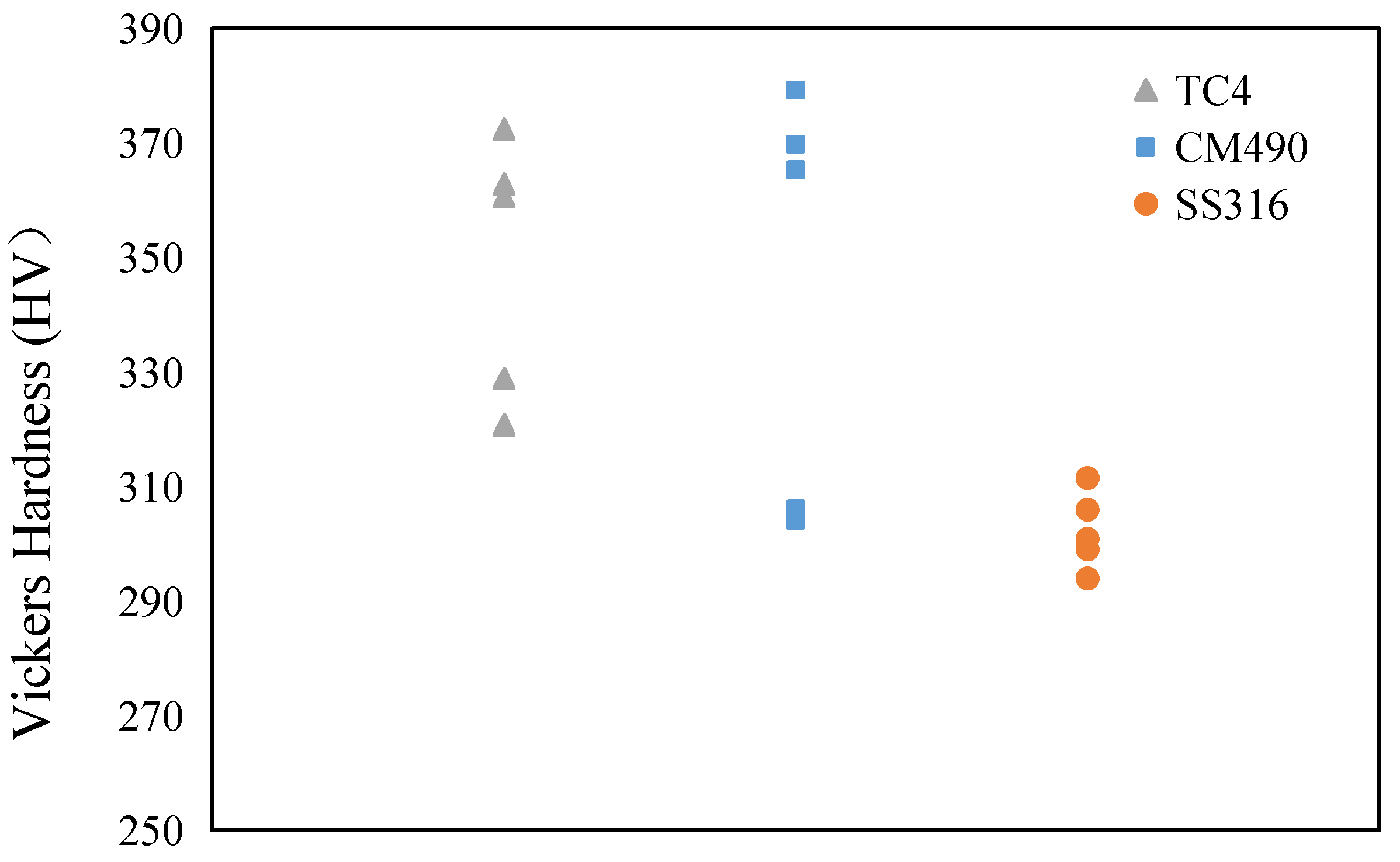
4. Material Properties
5. Test Results and Wear Mechanism Analysis
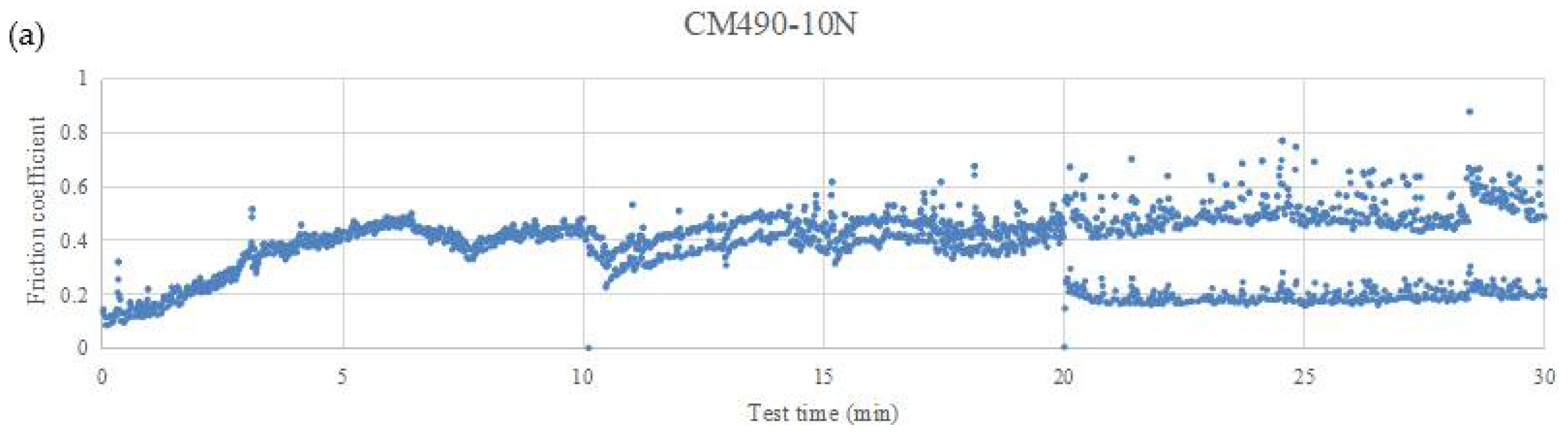
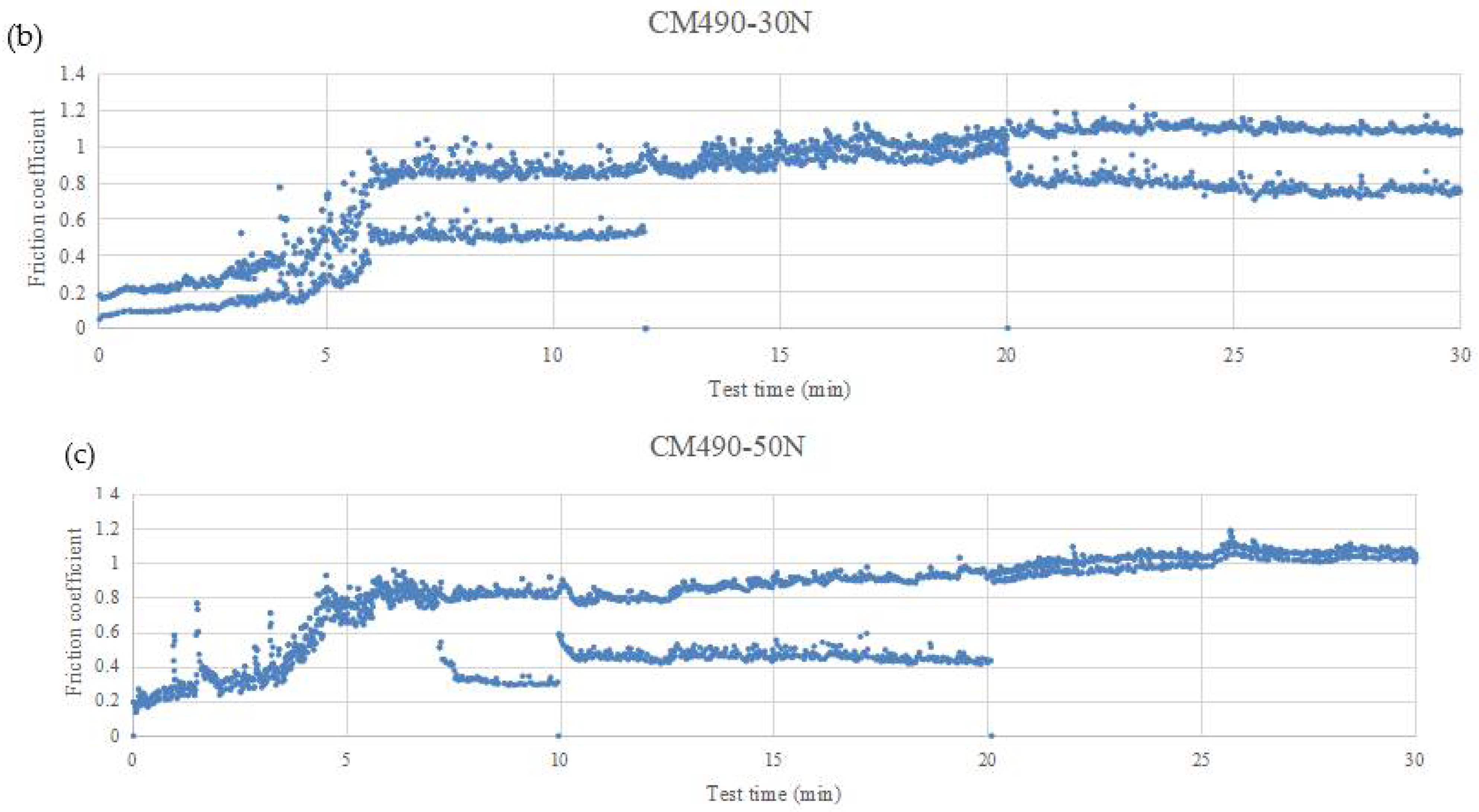
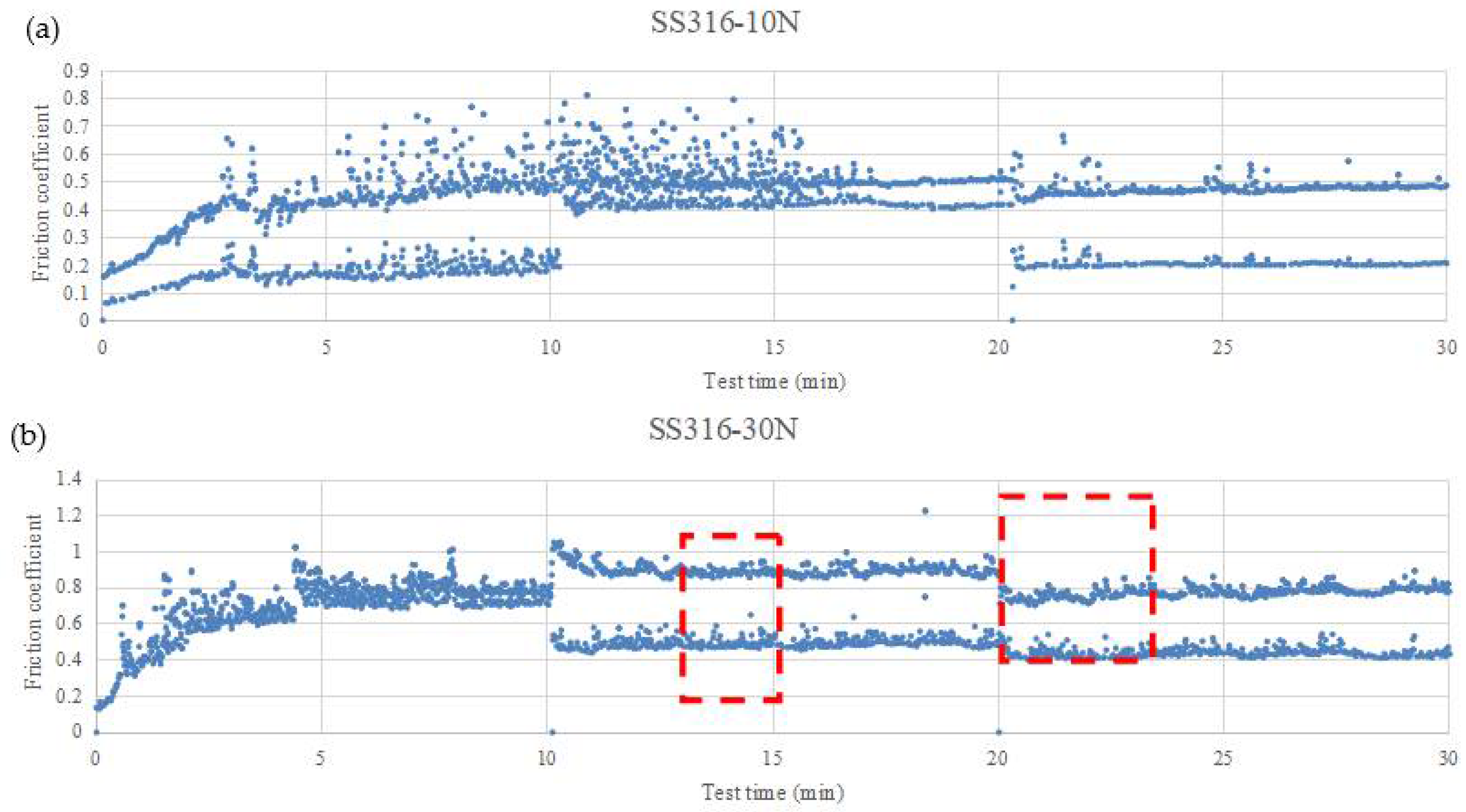
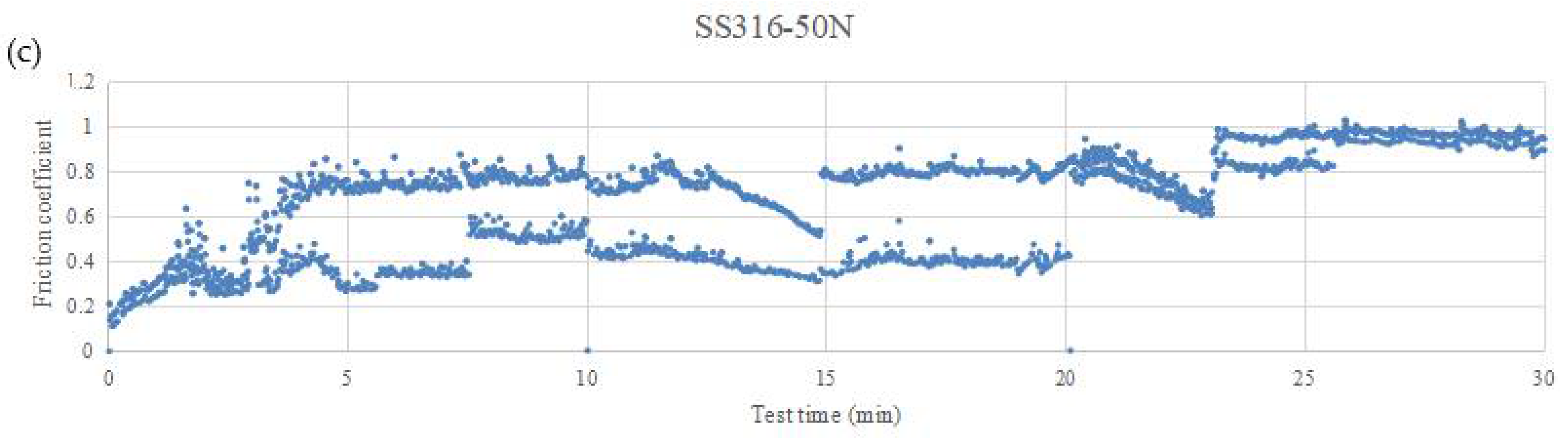
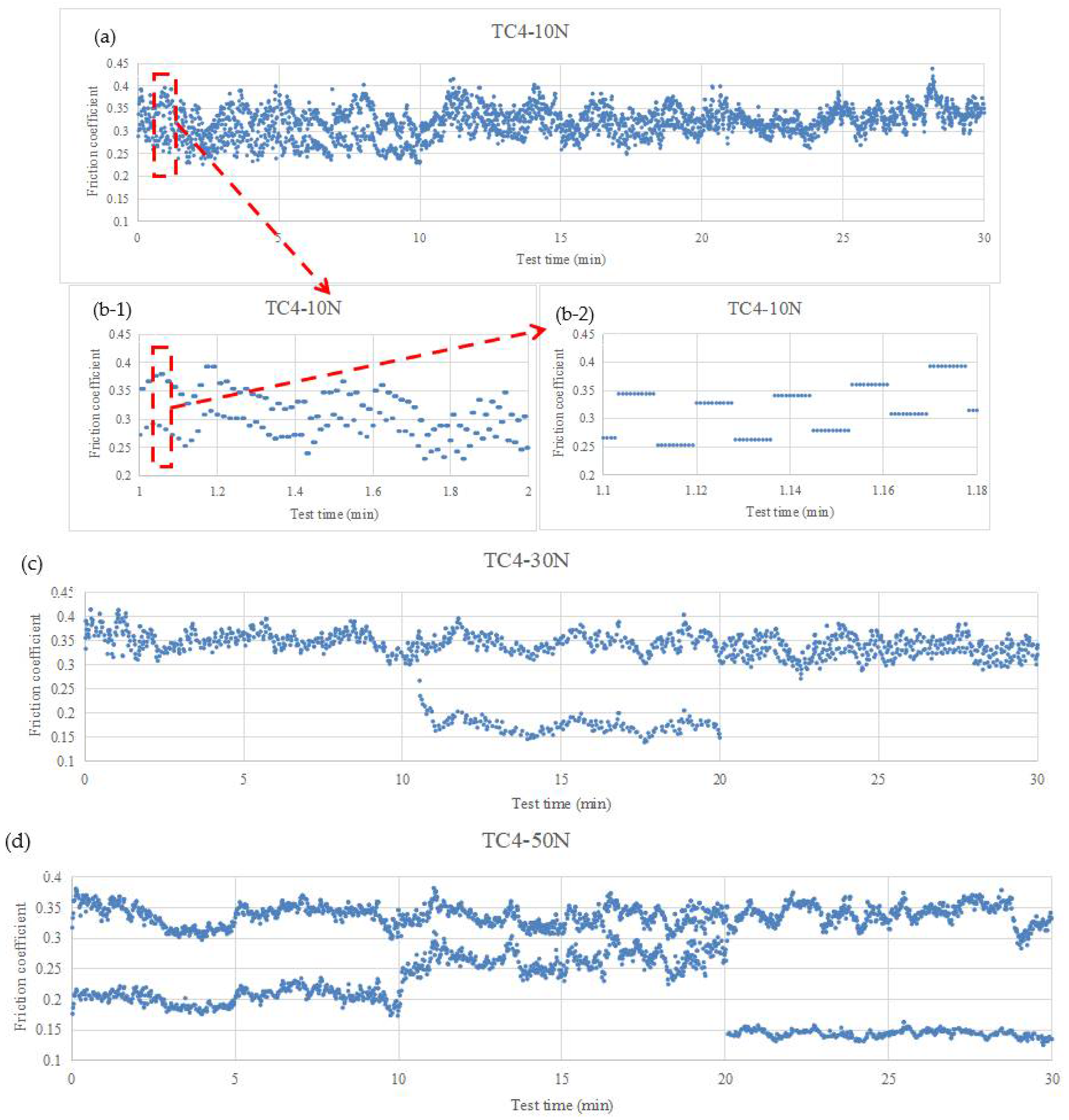
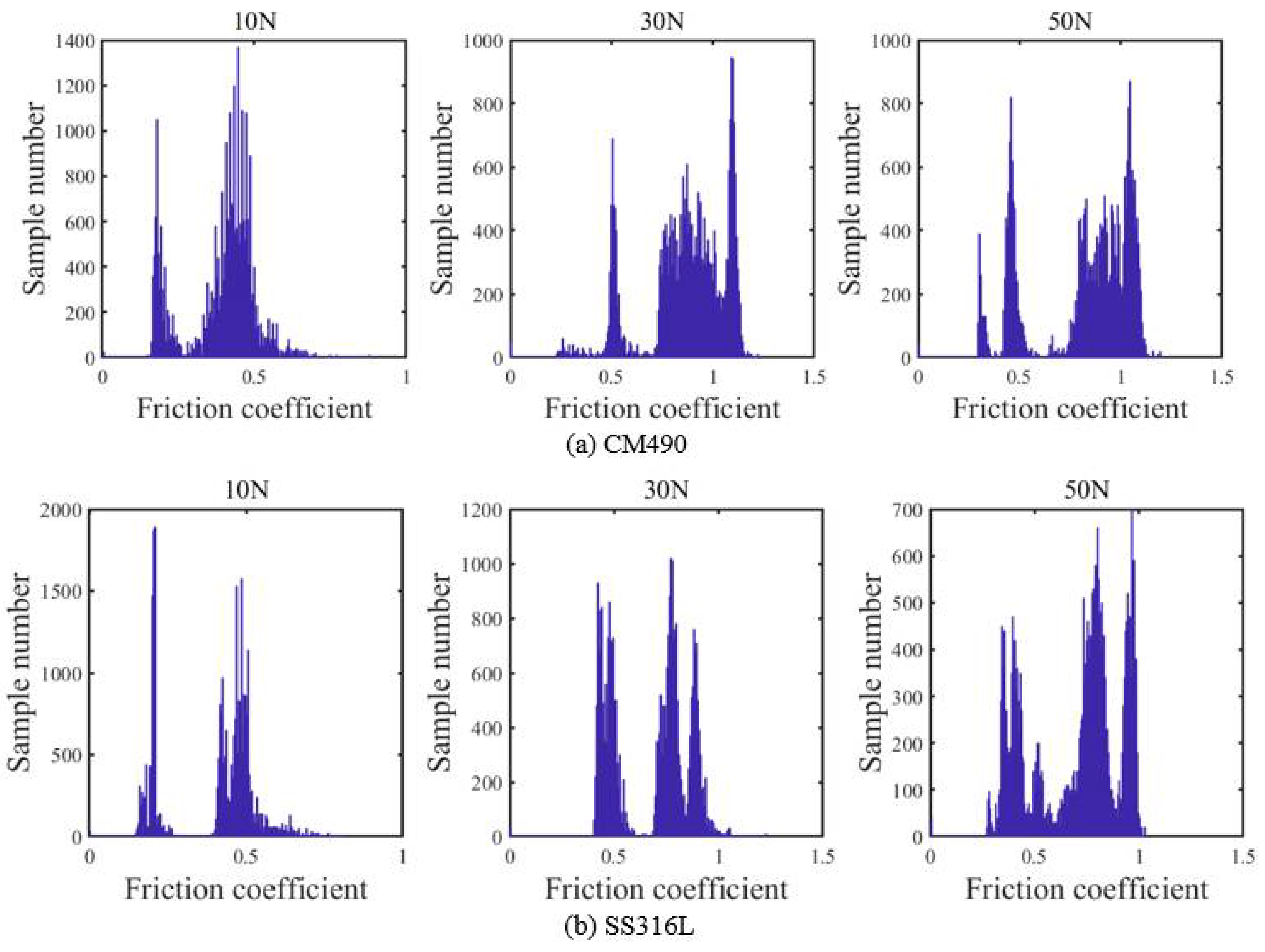
5.1. Variation in CoF
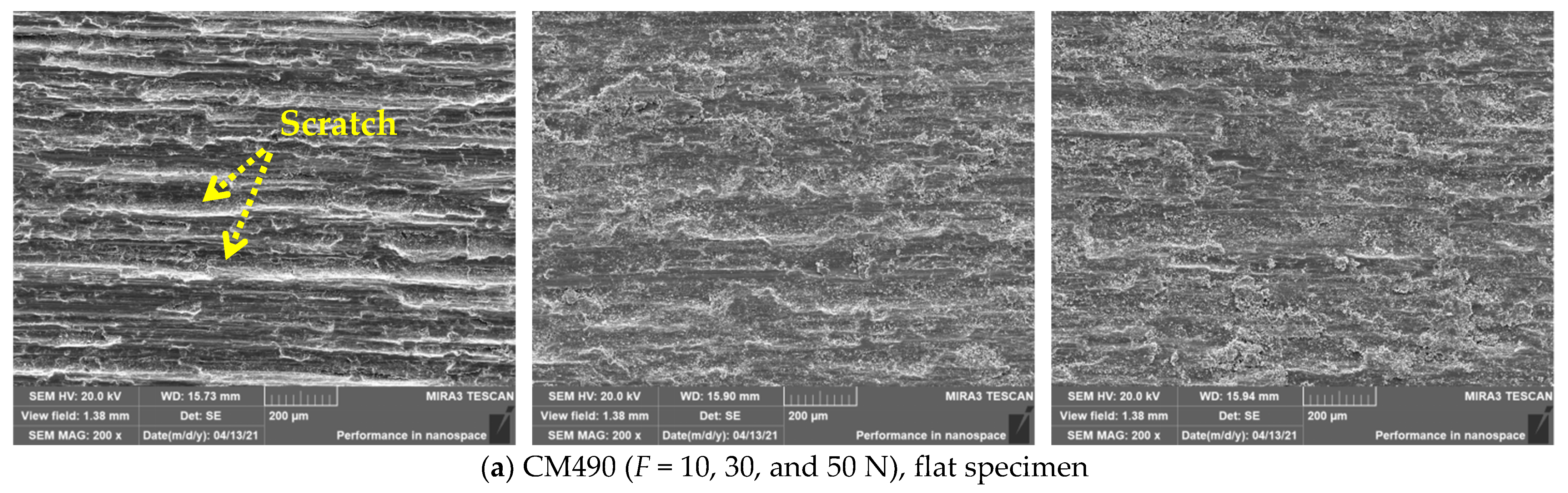
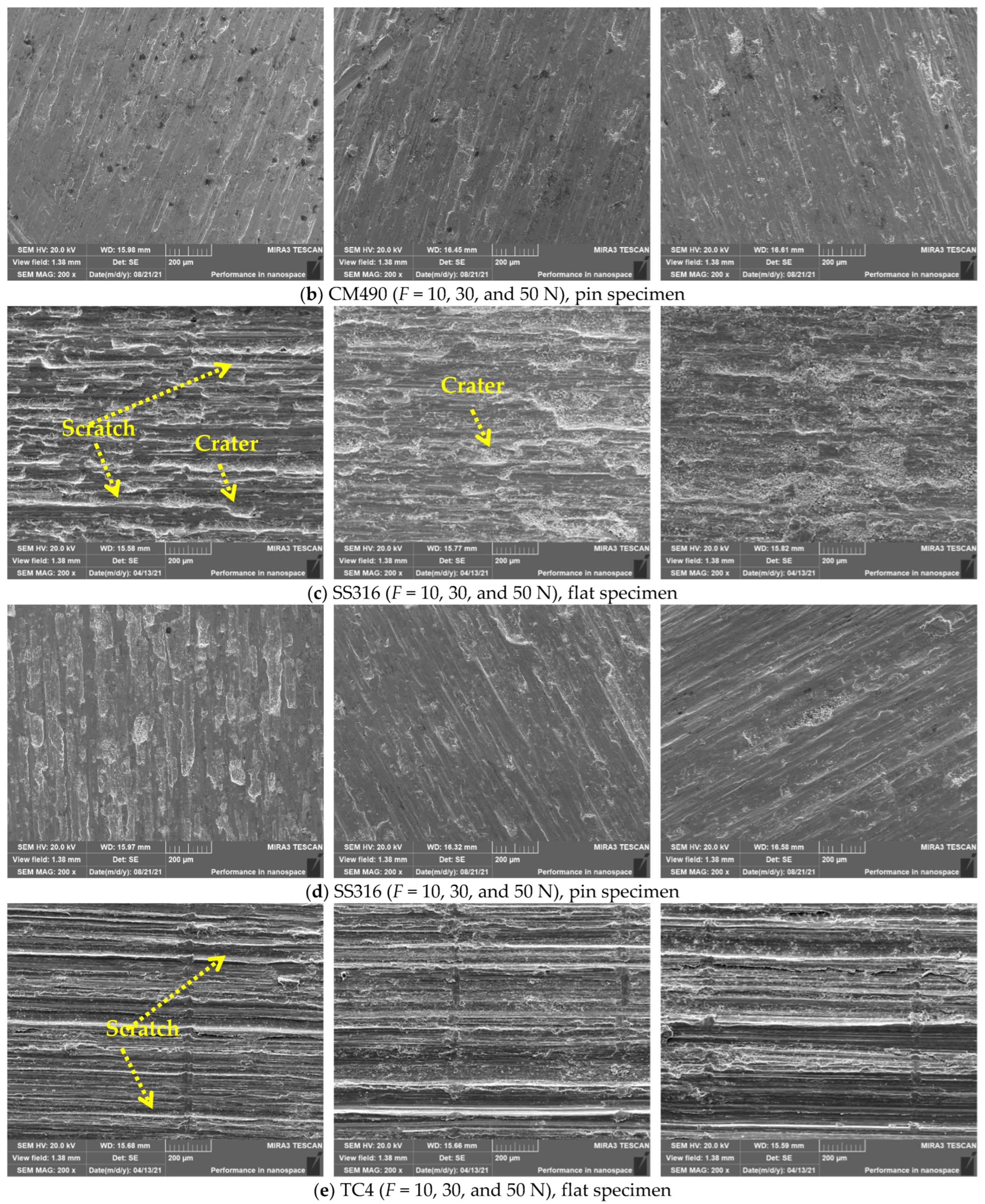
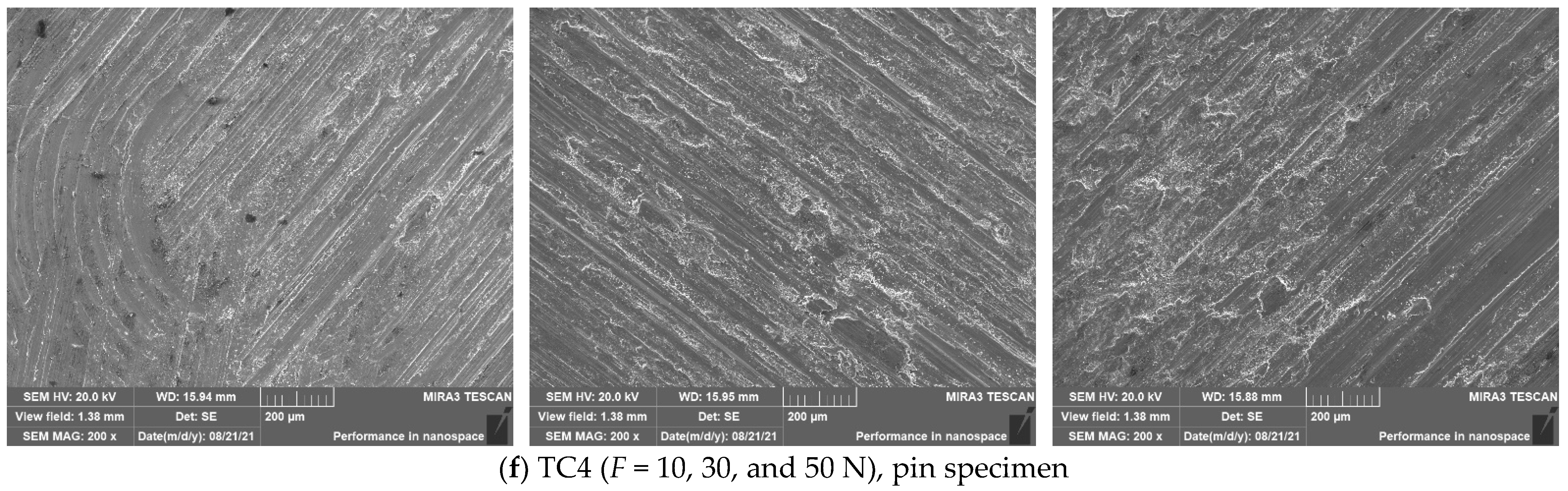
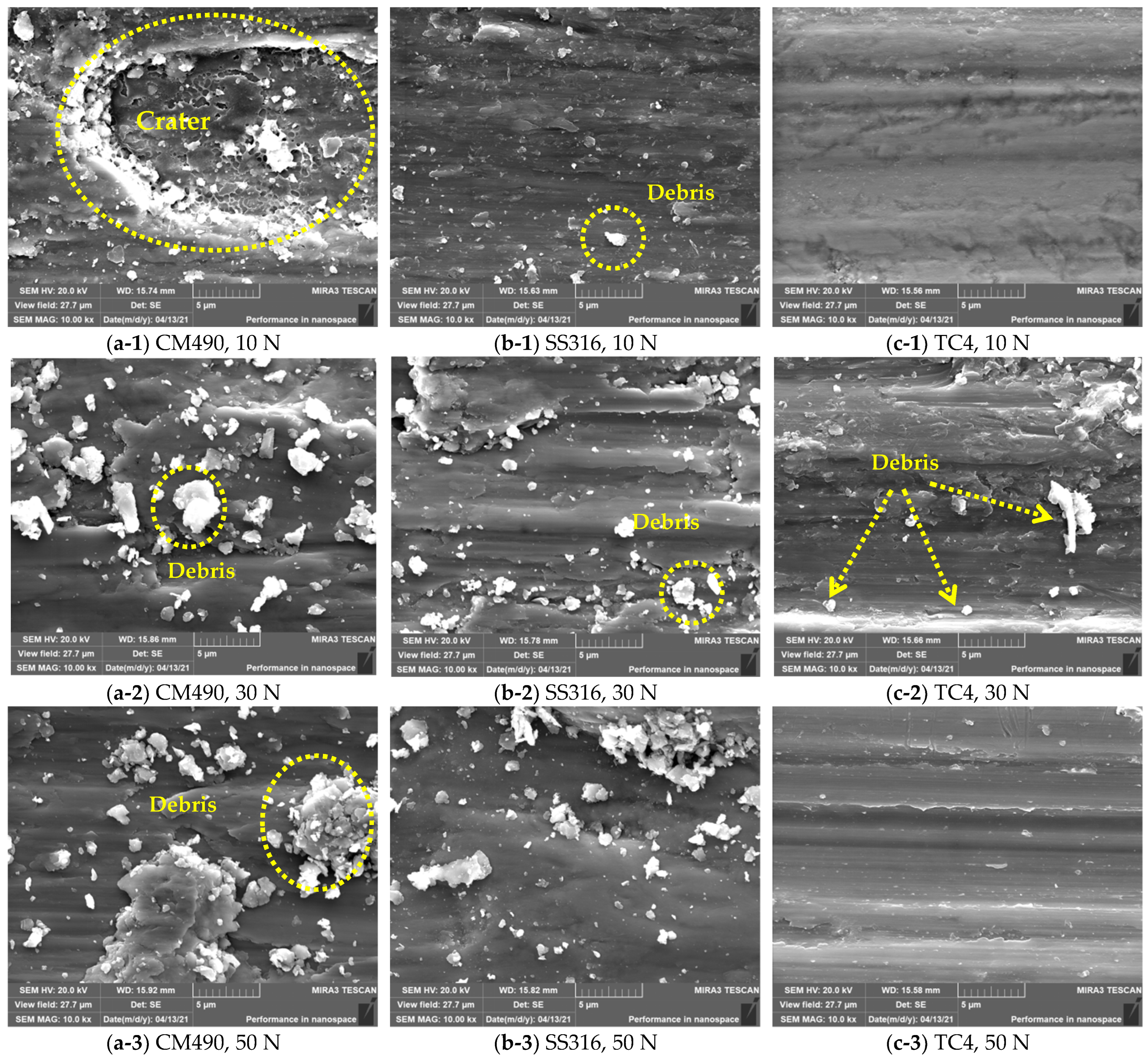
5.2. Wear Morphology
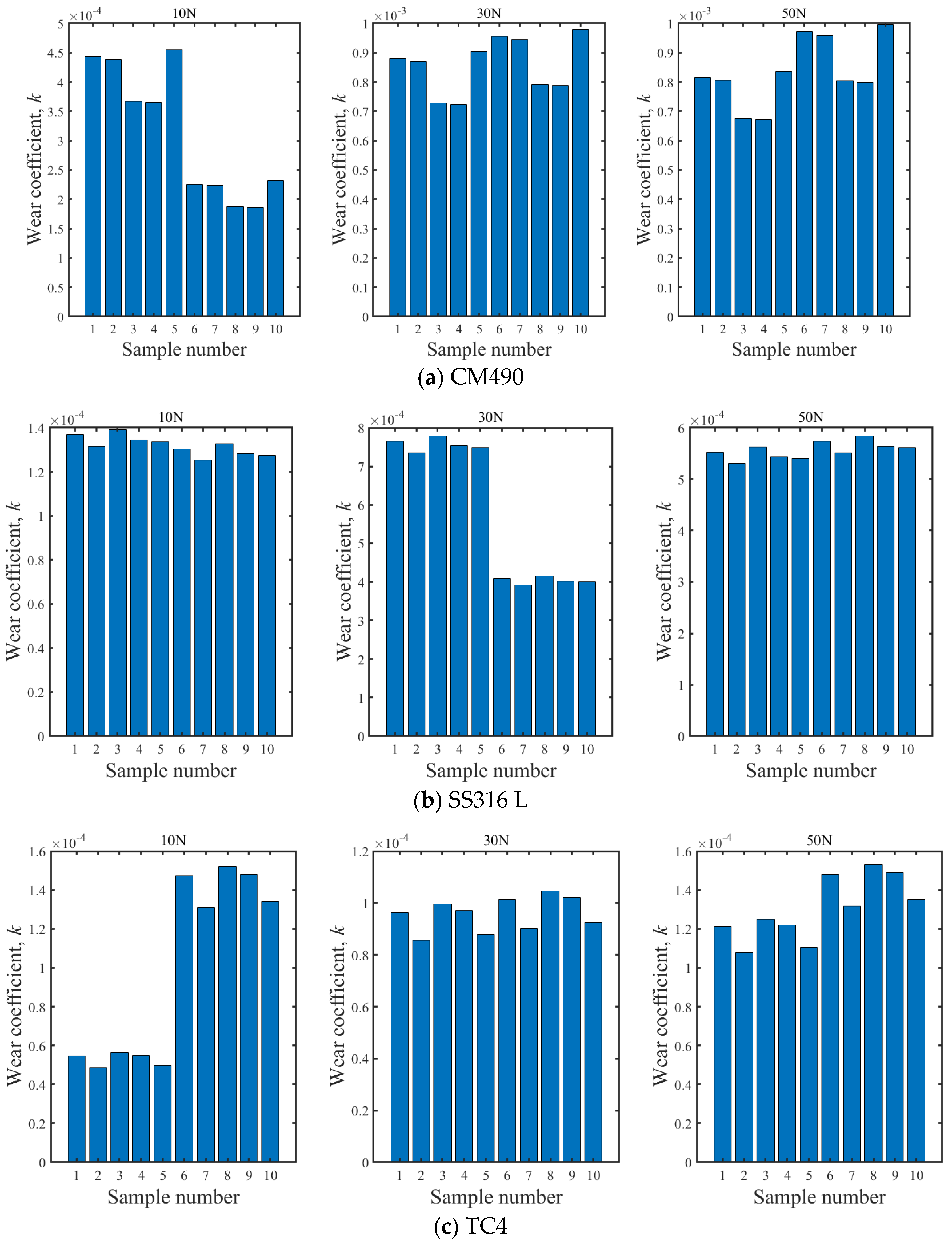
5.3. Wear Coefficient
6. Conclusions
- (1)
- The proposed method is suitable for a quick determination of the wear coefficient of reciprocating sliding wear under low contact stress, which can save considerable test time.
- (2)
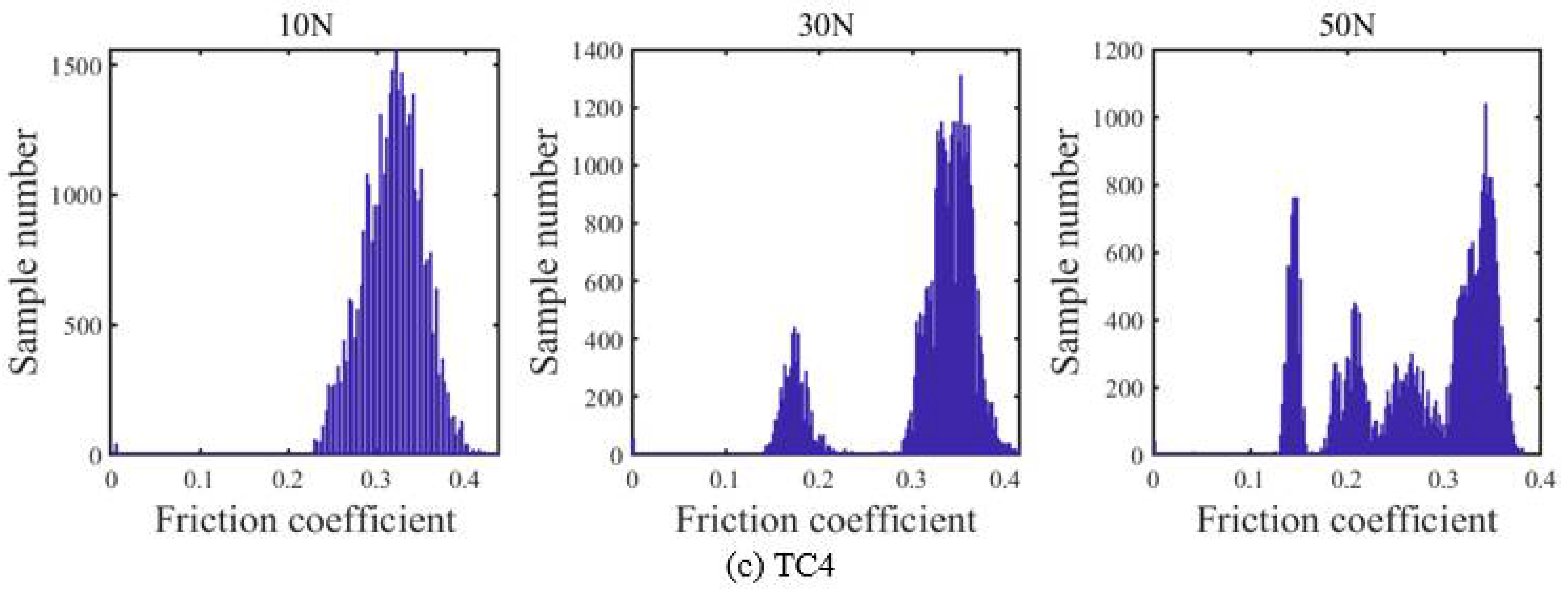
- The time-variant CoF can be used as an indicator of the stable wear state. For CM490 and SS316, approximately 6 min are required for a stable contact state to be established after the test begins, whereas for TC4, a relatively stable state is reached immediately once the wear starts. The CoF changes alternately in the reciprocating wear process, which is due to the coupling effect between the wear debris and wear surface. Moreover, the statistical analysis indicated that the coefficient of friction follows bimodal distribution or multimodal distribution rather than a constant value.
- (3)
- For the three materials tested in this study, TC4 is the most wear-resistant due to less-and-small wear debris and higher hardness, whereas CM490 exhibits the lowest wear resistance; the wear resistance of SS316 is basically the same as that of CM490 because of a similar wear mechanism, and the relative lower wear resistant is mainly caused by the somewhat lower hardness.
- (4)
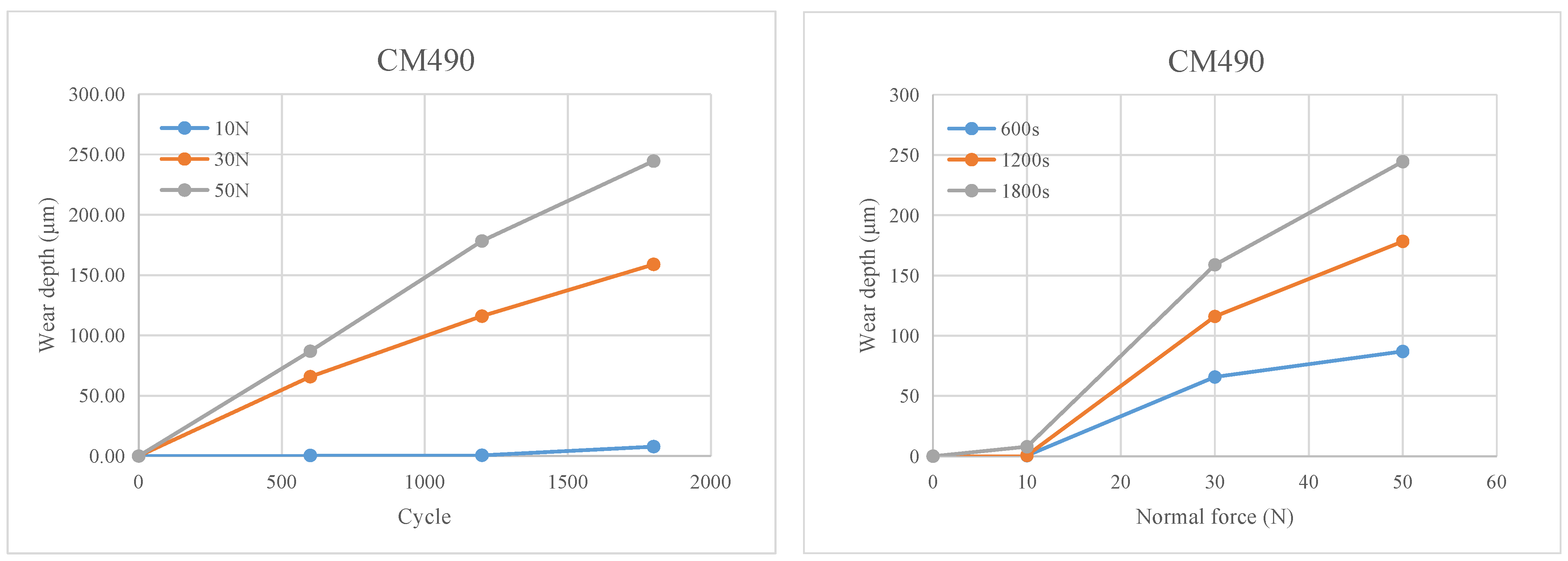
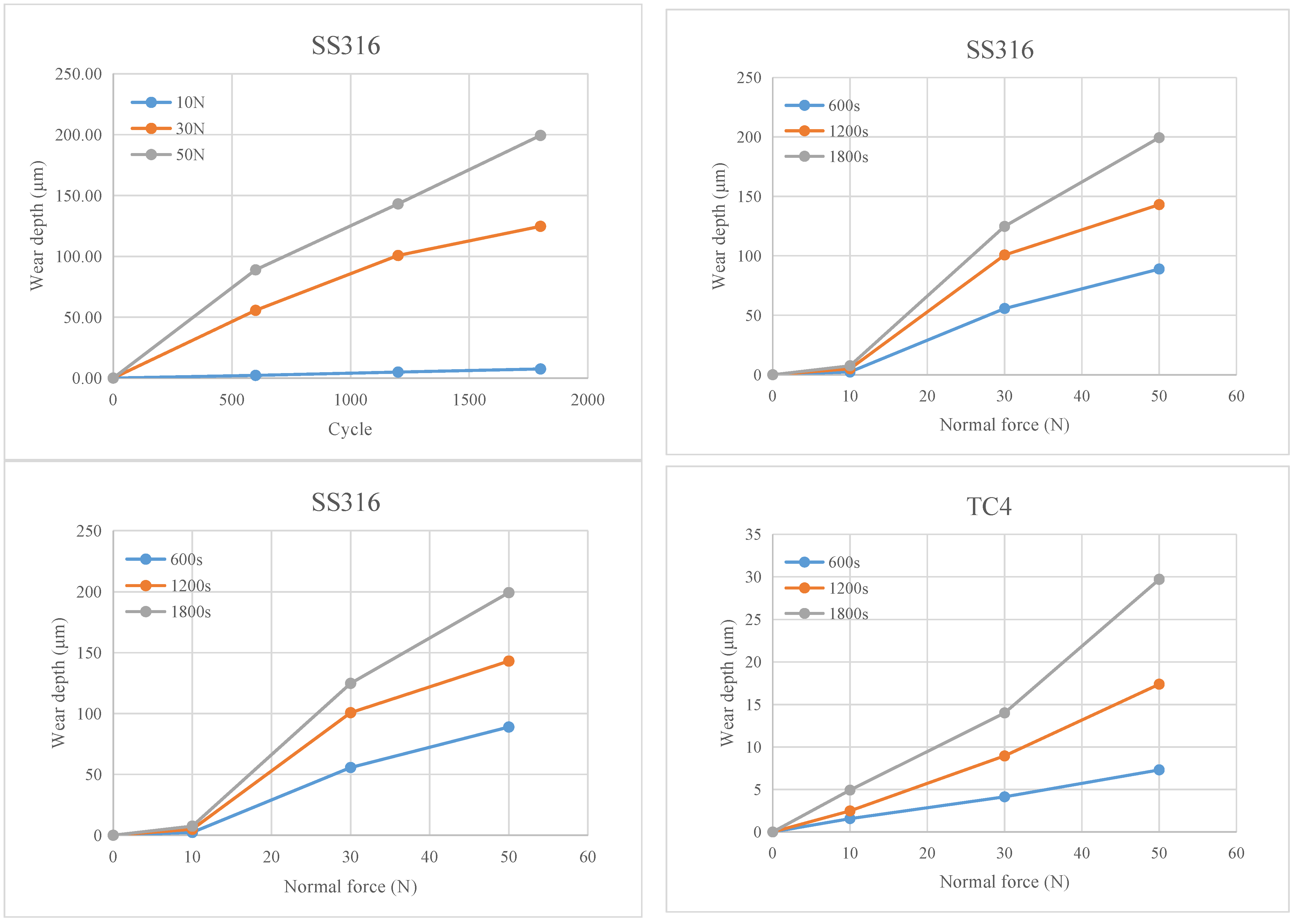
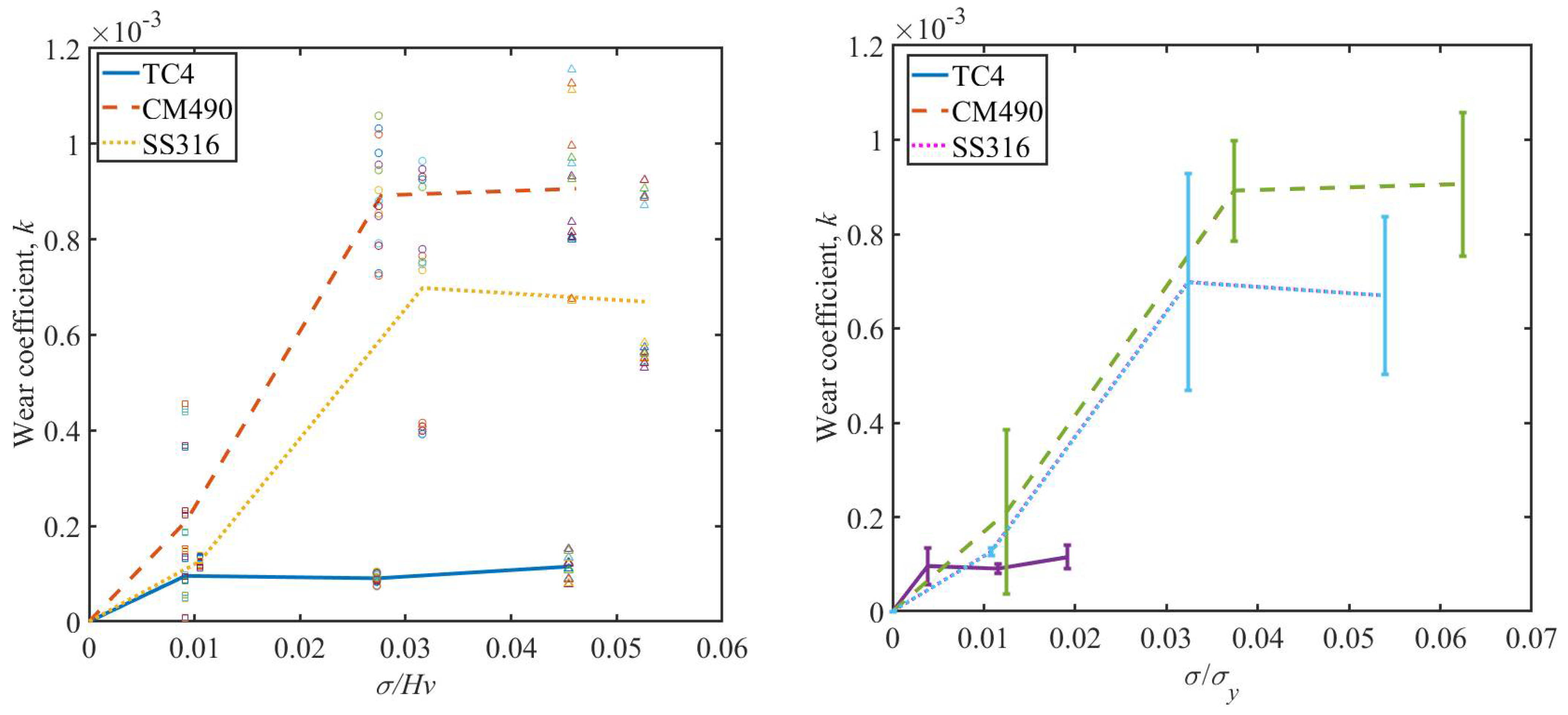
- The critical values of contact stress of CM490, SS316, and TC4 are approximately 2.77%, 3.16%, and 0.39% of their hardness (corresponding to 3.74% and 3.24% of their yield strength), respectively; for contact stress beyond these points, the wear coefficient is contact stress-independent. Such a conclusion is suitable for the loading condition used in this study; however, extensive extrapolation should be used with caution since the wear tendency is not clear under ultra-high contact pressure.
Author Contributions
Funding
Conflicts of Interest
References
- Yu, J.; Wang, H.; Yu, Y.; Luo, Z.; Liu, W.; Wang, C. Corrosion behavior of X65 pipeline steel: Comparison of wet–dry cycle and full immersion. Corros. Sci. 2018, 133, 276–287. [Google Scholar] [CrossRef]
- Wang, H.; Yu, Y.; Yu, J.; Duan, J.; Zhang, Y.; Li, Z.; Wang, C. Effect of 3D random pitting defects on the collapse pressure of pipe-Part I: Experiment. Thin-Walled Struct. 2018, 127, 512–526. [Google Scholar] [CrossRef]
- Pandim, T.; Doca, T.; Figueiredo, A.; Pires, F.A. Torsional fretting wear experimental analysis of a R3 offshore steel against a PC/ABS blend. Tribol. Int. 2020, 143, 106090. [Google Scholar] [CrossRef]
- Jayasinghe, K.; Potts, A.; Kilner, A.; Melchers, R. Mooring chain wear experiments and findings. Proc. Annu. Offshore Technol. Conf. 2018, 1, 210–228. [Google Scholar]
- Liu, J. Research on Approach for Corrosion and Wear Cumulative Damage Assessment of Chain Links. Master’s Thesis, Dalian University of Technology, Dalian, China, 2013. [Google Scholar]
- De Pauw, J.; De Baets, P.; Delgado, Y.P.; Sukumaran, J.; Ost, W. A full scale test rig for assessment of abrasive wear of shackle chains. Wear 2013, 302, 1017–1025. [Google Scholar] [CrossRef]
- Van Steenkiste, D.; Plasschaert, S.; De Baets, P.; De Pauw, J.; Perez Delgado, Y.; Sukumaran, J. Abrasive wear of link chains. Sustain. Constr. Des. 2011, 2, 388–396. [Google Scholar] [CrossRef]
- Fouvry, S.; Merhej, R. Introduction of a power law formulation to quantify the contact size effects on friction and wear responses of dry oscillating sliding contacts: Application to a chromium steel interface. Wear 2013, 301, 34–46. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.-T. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Yaghin, A.L.; Melchers, R.E. Long-term inter-link wear of model mooring chains. Mar. Struct. 2015, 44, 61–84. [Google Scholar] [CrossRef]
- Velkavrh, I.; Lüchinger, M.; Kern, K.; Klien, S.; Ausserer, F.; Voyer, J.; Diem, A.; Schreiner, M.; Tillmann, W. Using a standard pin-on-disc tribometer to analyse friction in a metal forming process. Tribol. Int. 2017, 114, 418–428. [Google Scholar] [CrossRef]
- ASTM G99-2005; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2016.
- Lopes Pacheco PM, C.; Kenedi, P.P.; Ferreria Jorge, J.C. Elastoplastic analysis of the residual stress in chain links. In Proceedings of the 21st International Conference on Offshore Mechanics and Arctic Engineering, Oslo, Norway, 23–28 June 2002. [Google Scholar]
- Qiao, D.; Kang, Z.; Yan, J.; Li, Y.; Zhou, D.; Ou, J. Analysis of combined wear and corrosion effects on mooring chain subjected to out-of-plane bending load. J. Harbin Eng. Univ. 2019, 40, 1194–1200. [Google Scholar] [CrossRef]
- Takeuchi, T.; Utsunomiya, T.; Gotoh, K.; Sato, I. Development of interlink wear estimation method for mooring chain of floating structures: Validation and new approach using three-dimensional contact response. Mar. Struct. 2021, 77, 102927. [Google Scholar] [CrossRef]
- De Pauw, J.; Sukumaran, J.; Delgado, Y.P.; Rodriguez, V.; De Baets, P. Effect of hardness in shackle chain wear under harsh environmentally conditions. Wear 2013, 306, 131–137. [Google Scholar] [CrossRef]
- Su, J.; Liu, G.; Sun, J.J. Research on tests and numerical analysis of corrosion and wear damage of mooring chain steel 22MnCrNiMo. Chin. J. Comput. Mech. 2015, 32, 113–117. [Google Scholar] [CrossRef]
- Wang, H.; Liu, T.; Zhang, Y.; Sun, Z.; Yu, Y. A fully coupled tribocorrosion simulation method for anchor chain considering mechano-electrochemical interaction. Appl. Ocean. Res. 2022; (under revision). [Google Scholar]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Liu, R.; Li, D. Modification of Archard’s equation by taking account of elastic/pseudoelastic properties of materials. Wear 2001, 251, 956–964. [Google Scholar] [CrossRef]
- Terva, J.; Teeri, T.; Kuokkala, V.-T.; Siitonen, P.; Liimatainen, J. Abrasive wear of steel against gravel with different rock-steel combinations. Wear 2009, 267, 1821–1831. [Google Scholar] [CrossRef]
- Archard, J.F.; Hirst, W. The wear of metals under unlubricated conditions. Proc. R. Soc. Lond. A 1956, 236, 387–410. [Google Scholar] [CrossRef]
- Rabinowicz, E. The Wear Coefficient—Magnitude, Scatter, Uses. J. Tribol. 1981, 103, 188–193. [Google Scholar] [CrossRef]
- Yang, L.J. A test methodology for the determination of wear coefficient. Wear 2005, 259, 1453–1461. [Google Scholar] [CrossRef]
- American Petroleum Institute. Recommended Practice API-2F, Specification for Mooring Chain; American Petroleum Institute: Washington, DC, USA, 1997. [Google Scholar]
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- GB/T 18669-2012; Steel Bar for Ship Anchor Chain. National Standardization Management Committee of China: Beijing, China, 2012.
- Wan, Y.; Jiang, W.; Li, H. Cold bending effect on residual stress, microstructure and mechanical properties of Type 316L stainless steel welded joint. Eng. Fail. Anal. 2020, 117, 104825. [Google Scholar] [CrossRef]
- Ferreira, R.; Galvani, G.; Tertuliano, I.; Rodrigues, A.; Azevedo, C. Characterization and evolution of the coefficient of friction during pin on disc tribotest: Comparison between C10200 Cu, AA6082-T6 Al and C36000 brass pins under varying normal loads. Tribol. Int. 2019, 138, 403–414. [Google Scholar] [CrossRef]
- Petrica, M.; Katsich, C.; Badisch, E.; Kremsner, F. Study of abrasive wear phenomena in dry and slurry 3-body conditions. Tribol. Int. 2013, 64, 196–203. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Wang, D.; Price, T.; Zhang, D.; Keshri, A.K.; Chen, Y.; McCartney, D.G.; Shipway, P.H.; Agarwal, A. Microstructure and wear properties of aluminum/aluminum–silicon compositecoatings prepared by cold spraying. Surf. Coat. Technol. 2009, 204, 503–510. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Y.; Zhang, Z.; Zhang, S.; Ren, P.; Qiu, J.; Wang, W.; Bi, Y.; He, Y. Friction and wear behavior of duplex-treated AISI 316L steels by rapid plasma nitriding and (CrWAlTiSi)N ceramic coating. Results Phys. 2021, 24, 104132. [Google Scholar] [CrossRef]
- Luo, Q.; Li, J.; Yan, Q.; Li, W.; Gao, Y.; Kitchen, M.; Bowen, L.; Farmilo, N.; Ding, Y. Sliding wear of medium-carbon bainitic/martensitic/austenitic steel treated by short-term low-temperature austempering. Wear 2021, 476, 203732. [Google Scholar] [CrossRef]
- García-León, R.; Martínez-Trinidad, J.; Zepeda-Bautista, R.; Campos-Silva, I.; Guevara-Morales, A.; Martínez-Londoño, J.; Barbosa-Saldaña, J. Dry sliding wear test on borided AISI 316L stainless steel under ball-on-flat configuration: A statistical analysis. Tribol. Int. 2021, 157, 106885. [Google Scholar] [CrossRef]
- García-León, R.A.; Martínez-Trinidad, J. Wear maps of borided AISI 316L steel under ball-on-flat dry sliding conditions. Mater. Lett. 2021, 282, 128842. [Google Scholar] [CrossRef]
- Guo, X.; Baker, I.; Kennedy, F.E.; Ringer, S.P.; Chen, H.; Zhang, W.; Liu, Y.; Song, M. A comparison of the dry sliding wear of single-phase f.c.c. carbon-doped Fe40.4Ni11.3Mn34.8Al7.5Cr6 and CoCrFeMnNi high entropy alloys with 316 stainless steel. Mater. Charact. 2020, 170, 110693. [Google Scholar] [CrossRef]
- Guo, X.; Baker, I.; Kennedy, F.E.; Song, M. A comparison of the dry sliding wear behavior of NiCoCr medium entropy alloy with 316 stainless steel. Mater. Charact. 2020, 160, 110132. [Google Scholar] [CrossRef]
- Koricherla, M.; Torgerson, T.; Alidokht, S.; Munagala, V.; Chromik, R.; Scharf, T. High temperature sliding wear behavior and mechanisms of cold-sprayed Ti and Ti–TiC composite coatings. Wear 2021, 476, 203746. [Google Scholar] [CrossRef]
- Da Silva, C.R.A., Jr.; Pintaude, G. Uncertainty analysis on the wear coefficient of Archard model. Tribol. Int. 2009, 41, 473–481. [Google Scholar] [CrossRef]
- Reichelt, M.; Cappella, B. Large scale multi-parameter analysis of wear of self-mated 100Cr6 steel—A study of the validity of Archard’s law. Tribol. Int. 2021, 159, 106945. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Material | Normal Force, F (N) | Test Cycle, f (Hz) | Distance of Travel, L0 (mm) | Total Testing Time Tt (min) |
|---|---|---|---|---|---|
| 2-1-1 | CM490 | 10 | 1 | 5 | 30 |
| 2-2-1 | 30 | ||||
| 2-3-1 | 50 | ||||
| 3-1-1 | SS316 | 10 | 1 | 5 | 30 |
| 3-2-1 | 30 | ||||
| 3-3-1 | 50 | ||||
| 1-1-1 | TC4 | 10 | 1 | 5 | 30 |
| 1-2-1 | 30 | ||||
| 1-3-1 | 50 |
| Test Sample | C | Si | Mn | P | S | Cr | Ni | Al | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| CM490 | 0.22 | 0.24 | 1.24 | 0.028 | 0.018 | 0.019 | Balance | |||
| SS316 | 0.08 | 1.0 | 2.00 | 0.045 | 0.03 | 16.0–18.0 | 10.0–14.0 | - | 2.0–3.0 | Balance |
| TC4 | C | N | H | O | Al | V | Ti | Fe | ||
| 0.1 | 0.05 | 0.015 | 0.2 | 5.5–6.8 | 3.5–4.5 | Balance | 0.03 |
| Material | Young’s Modulus, E (MPa) | Poisson’s Ratio, v | Yield Strength, σy (MPa) | Tensile Strength, σb (MPa) | Density, ρ (g/cm3) | Averaged Vickers Hardness, HV (200 g, 5 s) (kgf/mm2) |
|---|---|---|---|---|---|---|
| CM490 [27] | 206 | 0.3 | ≥295 | 490–690 | 7.85 | 344.89 (std = 33.94) |
| SS316 [28] | 199 | 0.27 | 255 | 570 | 7.85 | 302.25 (std = 6.21) |
| TC4 (from manufacturer) | 115 | 0.34 | 830 | 895 | 4.4 | 349.05 (std = 21.06) |
| Sample No. | Material | Normal Force, F (N) | Upper Limit of CoF | Lower Limit of CoF |
|---|---|---|---|---|
| 2-1-1 | CM490 | 10 | 0.878 | 0.172 |
| 2-2-1 | 30 | 1.224 | 0.502 | |
| 2-3-1 | 50 | 1.198 | 0.302 | |
| 3-1-1 | SS316 | 10 | 0.813 | 0.165 |
| 3-2-1 | 30 | 1.229 | 0.437 | |
| 3-3-1 | 50 | 1.03 | 0.277 | |
| 1-1-1 | TC4 | 10 | 0.439 | 0.266 |
| 1-2-1 | 30 | 0.415 | 0.152 | |
| 1-3-1 | 50 | 0.382 | 0.140 |
| Material | 10 N | 30 N | 50 N |
|---|---|---|---|
| CM490 |  |  |  |
| Wear morphology on the surface of flat specimen | |||
 |  |  | |
| Wear morphology on the surface of pin specimen | |||
| SS316 |  |  |  |
| Wear morphology on the surface of flat specimen | |||
 |  |  | |
| Wear morphology on the surface of pin specimen | |||
| TC4 |  |  |  |
| Wear morphology on the surface of flat specimen | |||
 |  |  | |
| Wear morphology on the surface of pin specimen | |||
| Sample No. | Material | Normal Force, F (N) | Dimensionless Wear Coefficient, k (Standard Deviation, std) |
|---|---|---|---|
| 2-1-1 | CM490 | 10 | 2.108 × 10−4 (std = 1.739 × 10−4) |
| 2-2-1 | 30 | 8.921 × 10−4 (std = 1.064 × 10−4) | |
| 2-3-1 | 50 | 9.059 × 10−4 (std = 1.519 × 10−4) | |
| 3-1-1 | SS316 | 10 | 1.266 × 10−4 (std = 8.644 × 10−6) |
| 3-2-1 | 30 | 6.984 × 10−4 (std = 2.292× 10−4) | |
| 3-3-1 | 50 | 6.696 × 10−4 (std = 1.664 × 10−4) | |
| 1-1-1 | TC4 | 10 | 9.560 × 10−5 (std = 3.854 × 10−5) |
| 1-2-1 | 30 | 9.058 × 10−5 (std = 9.580 × 10−6) | |
| 1-3-1 | 50 | 1.153× 10−4 (std = 2.570 × 10−5) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Yu, J.; Wang, H.; Yu, Y.; Li, H.; Zhou, B. Modified Method for Determination of Wear Coefficient of Reciprocating Sliding Wear and Experimental Comparative Study. J. Mar. Sci. Eng. 2022, 10, 1014. https://doi.org/10.3390/jmse10081014
Liu T, Yu J, Wang H, Yu Y, Li H, Zhou B. Modified Method for Determination of Wear Coefficient of Reciprocating Sliding Wear and Experimental Comparative Study. Journal of Marine Science and Engineering. 2022; 10(8):1014. https://doi.org/10.3390/jmse10081014
Chicago/Turabian StyleLiu, Tongmu, Jianxing Yu, Huakun Wang, Yang Yu, Haoda Li, and Baocheng Zhou. 2022. "Modified Method for Determination of Wear Coefficient of Reciprocating Sliding Wear and Experimental Comparative Study" Journal of Marine Science and Engineering 10, no. 8: 1014. https://doi.org/10.3390/jmse10081014