
Cavitation–Silt Erosion Behavior and Failure Mechanism of an HVOF-Sprayed WC-Cr3C2-Ni Coating for Offshore Hydraulic Machinery
 , and
, and
Abstract
:1. Introduction
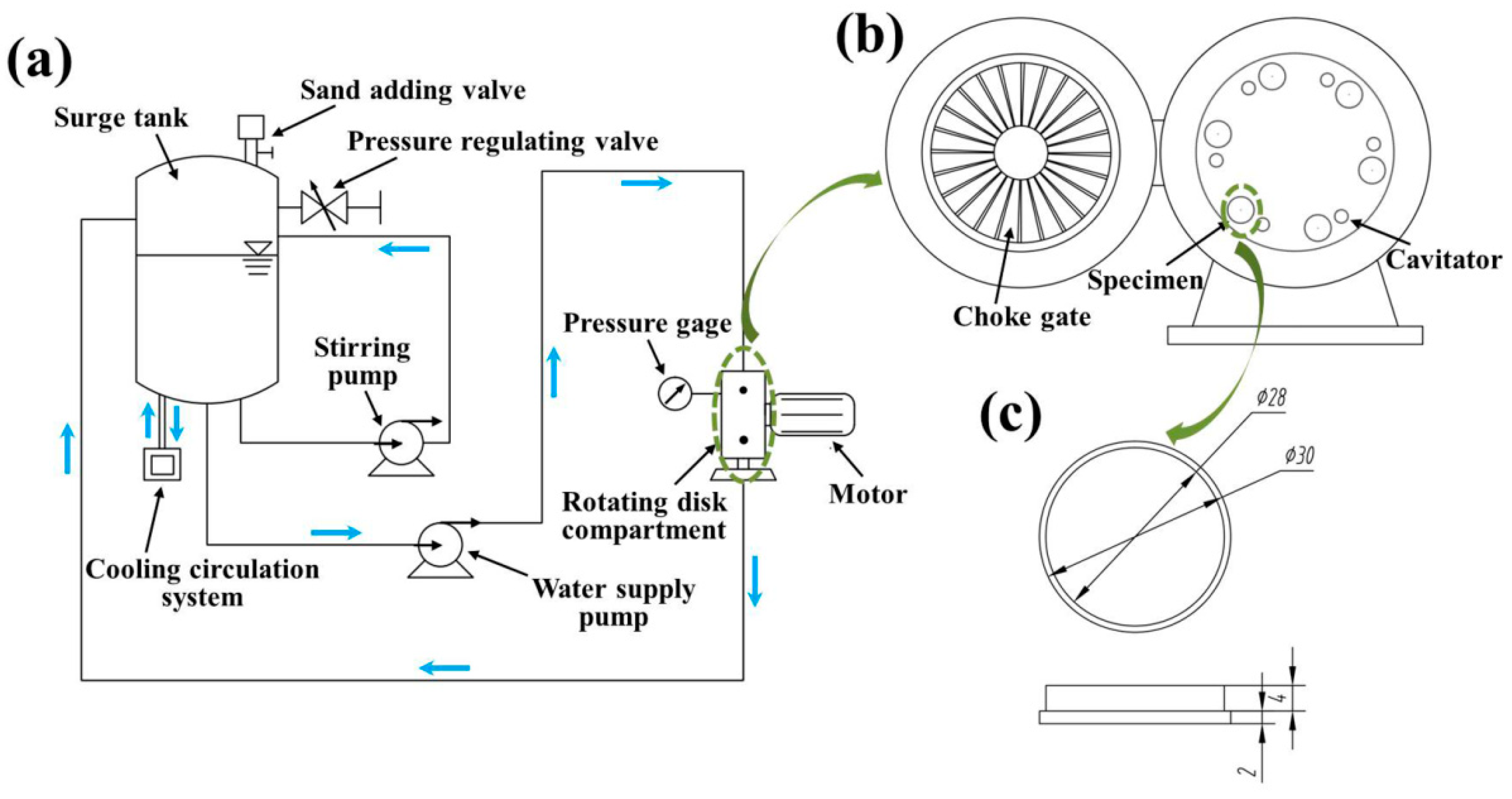
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructure, Nanomechanical Properties, and Potentiodynamic Polarization
3.2. Effects of FV and SC on CSE
4. Conclusions
- (1)
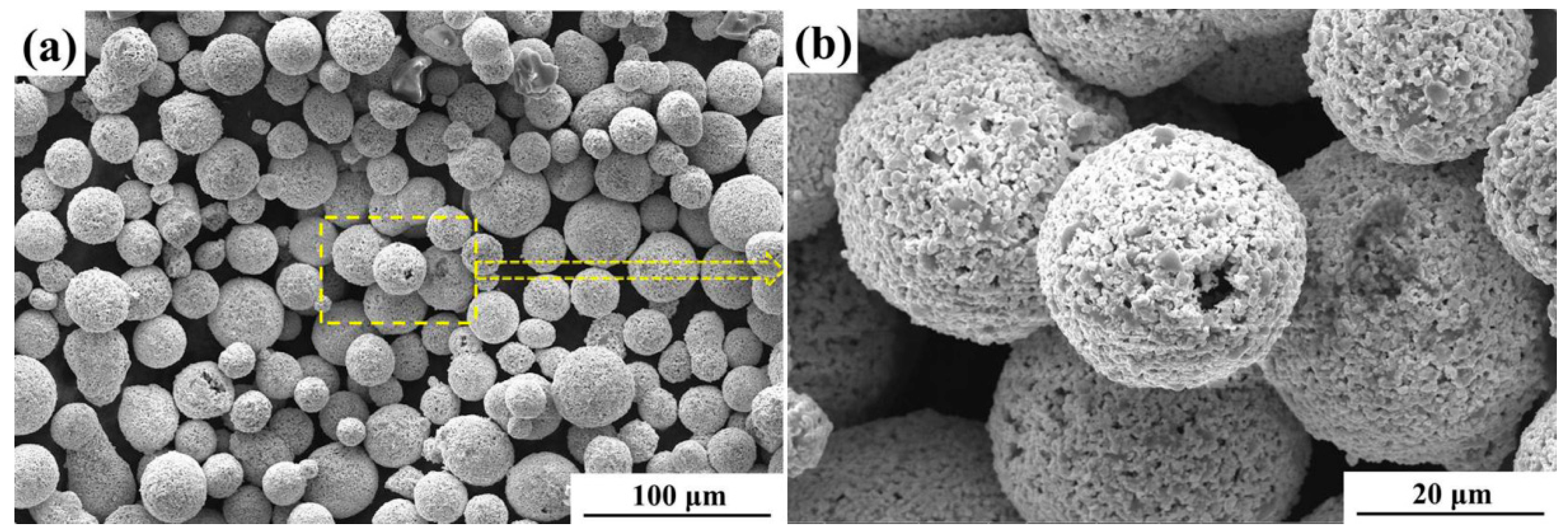
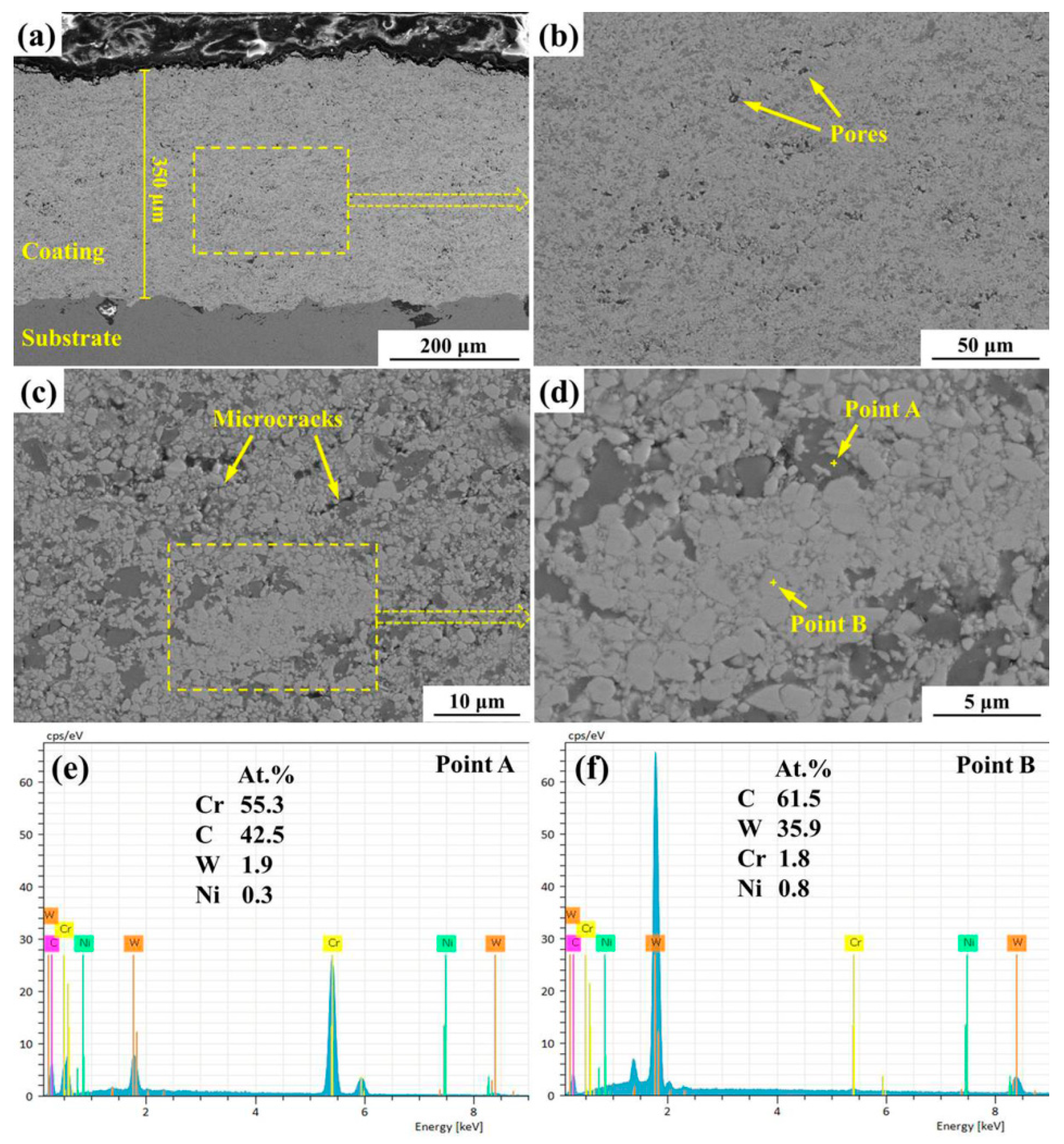
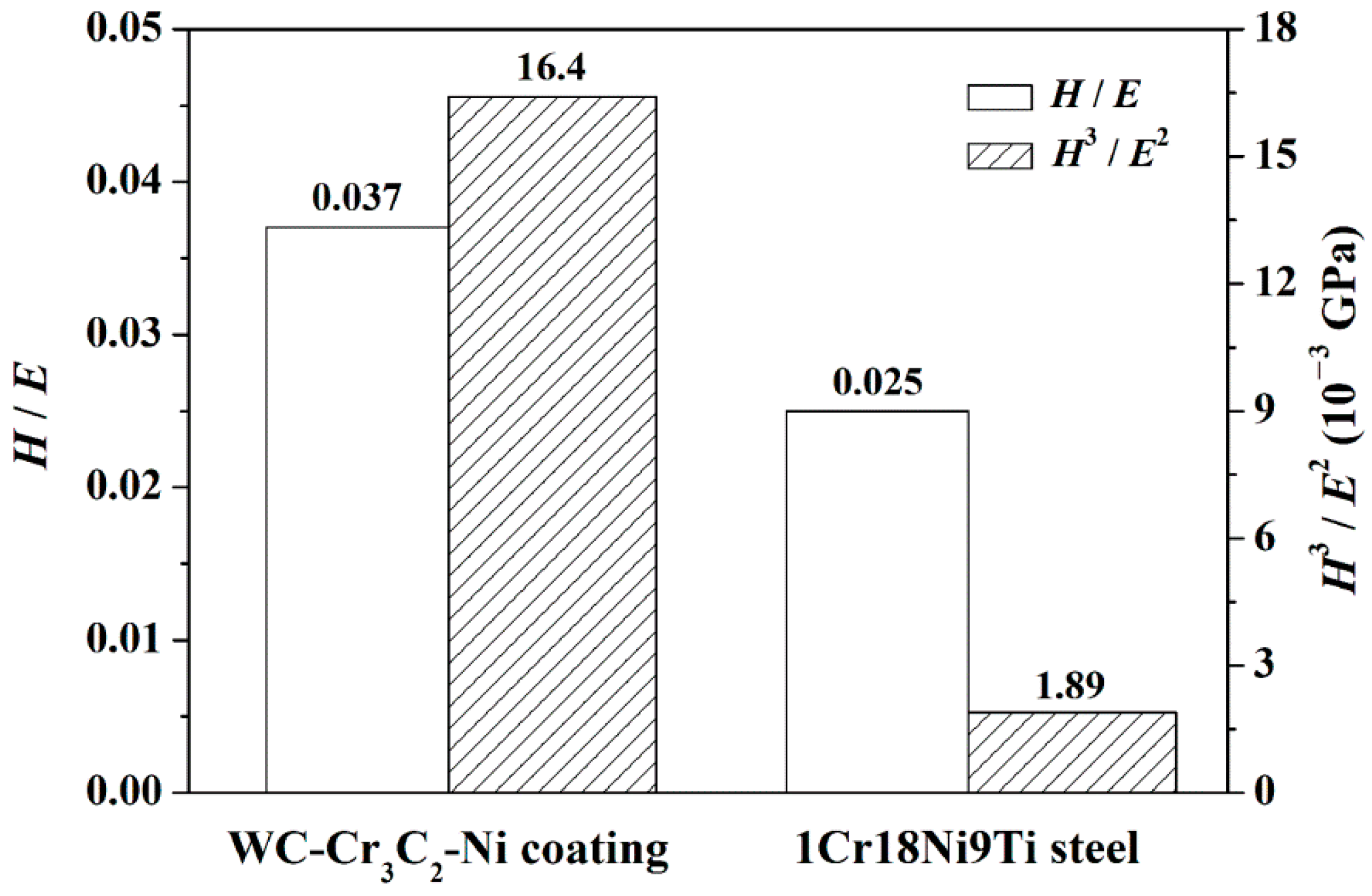
- The WC-Cr3C2-Ni coating presented a dense structure with average porosity of 1.15% and thickness of ~350 μm, as well as good combination with the substrate. The H/E and H3/E2 values of the WC-Cr3C2-Ni coating were about 1.5 and 8.7 times as large as those of the 1Cr18Ni9Ti stainless steel, respectively.
- (2)
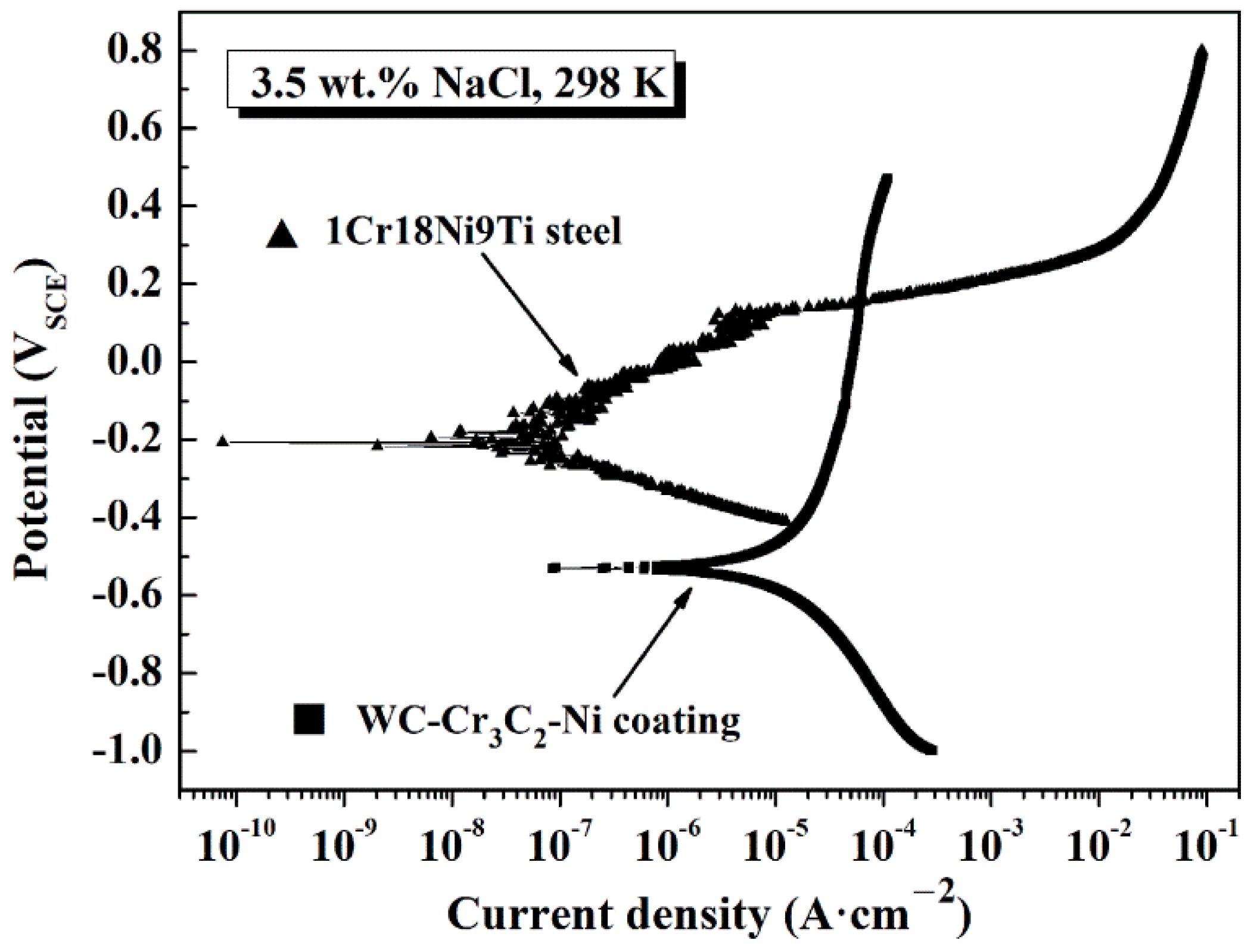
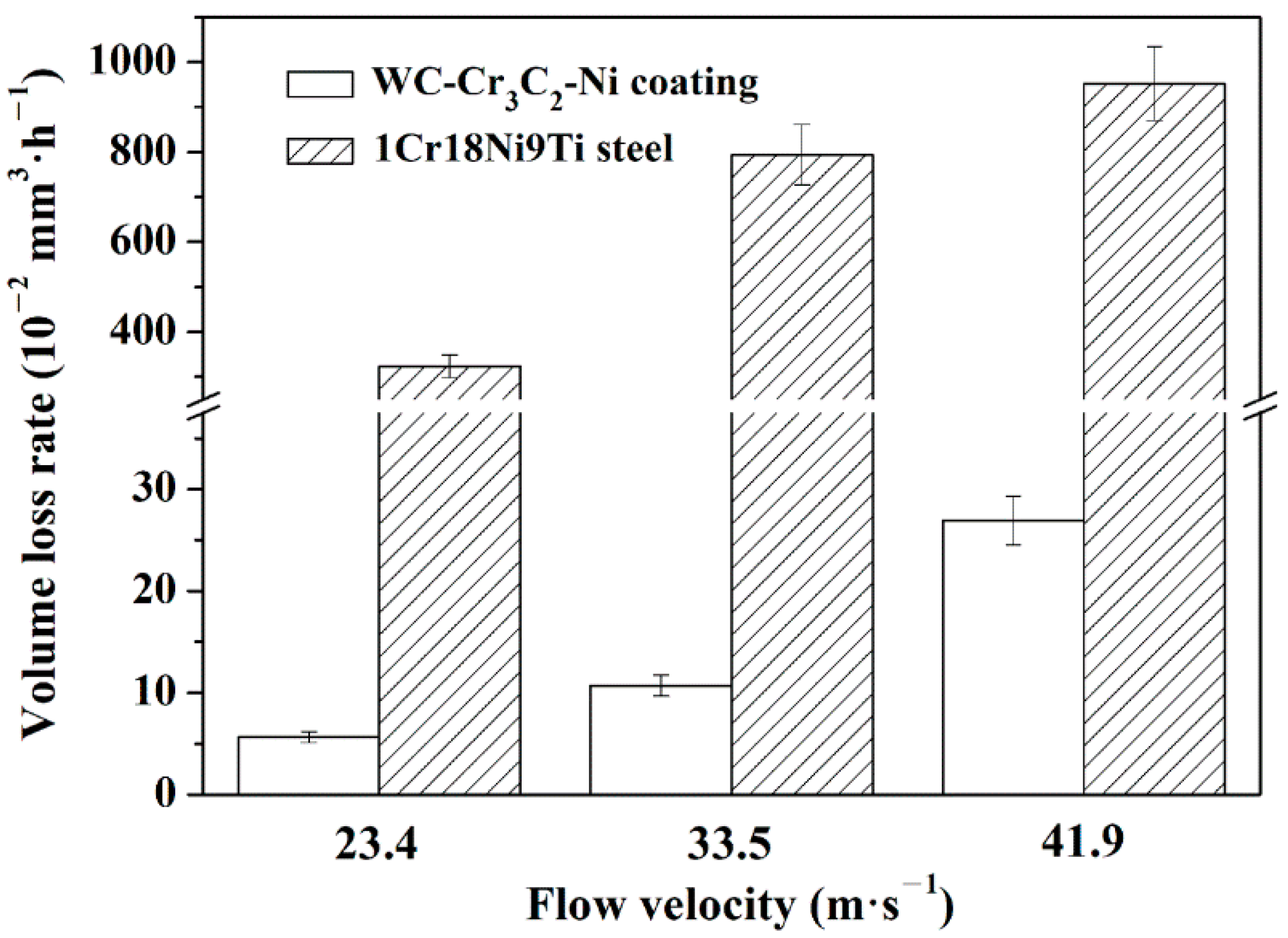
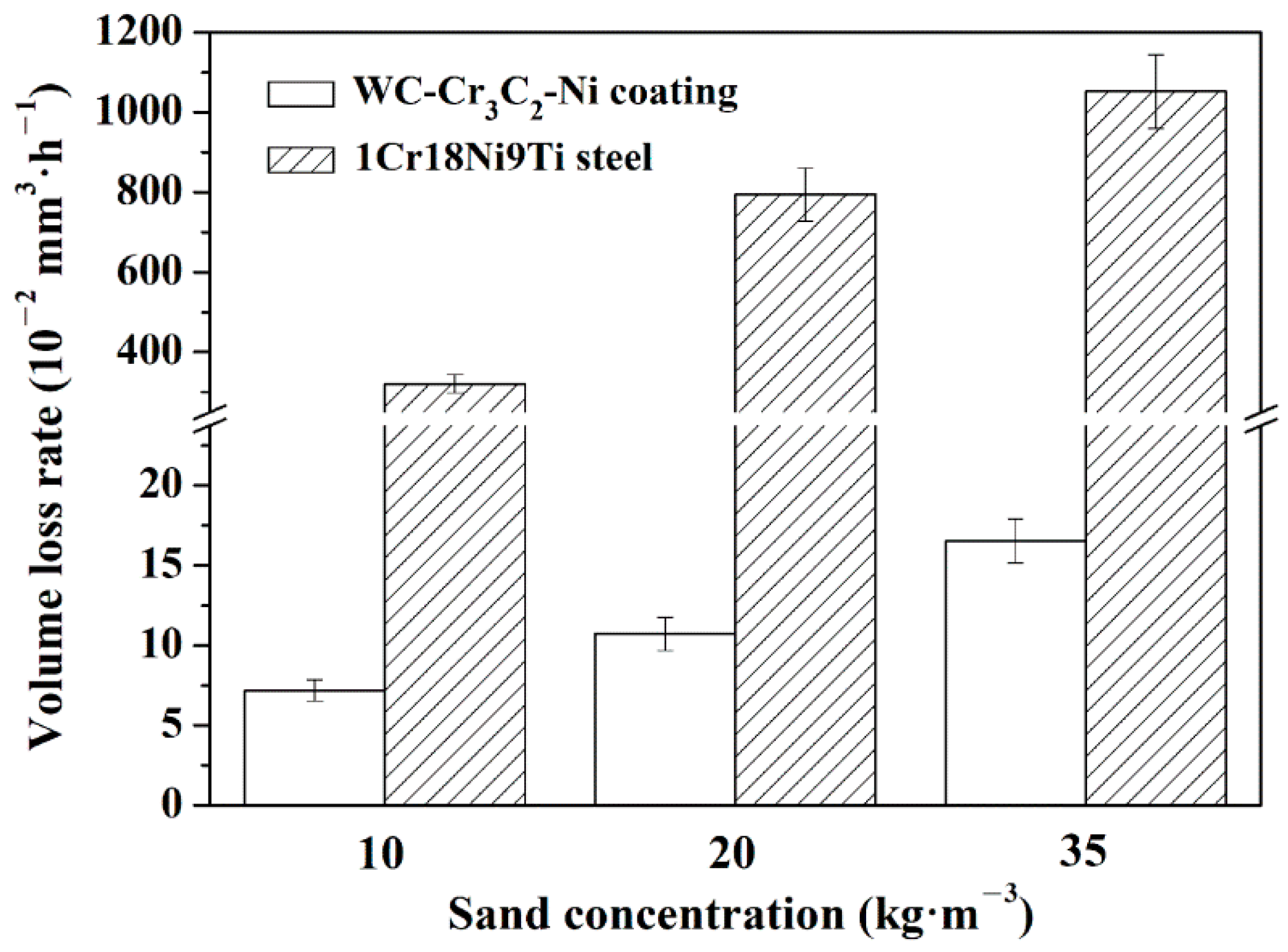
- In contrast to the 1Cr18Ni9Ti stainless steel, the WC-Cr3C2-Ni coating possessed superior CSE resistance and worse anticorrosion properties in 3.5 wt.% SCM. Higher FV and SC caused more severe CSE degradations for both the coating and the stainless steel. By taking the amplification of the VLR value as the evaluation index, the coating (377.1%) appeared more influenced by FV in contrast with the stainless steel (194.7%), while the influence of SC on degradation of the coating (129.8%) was less than that of the stainless steel (227.7%).
- (3)
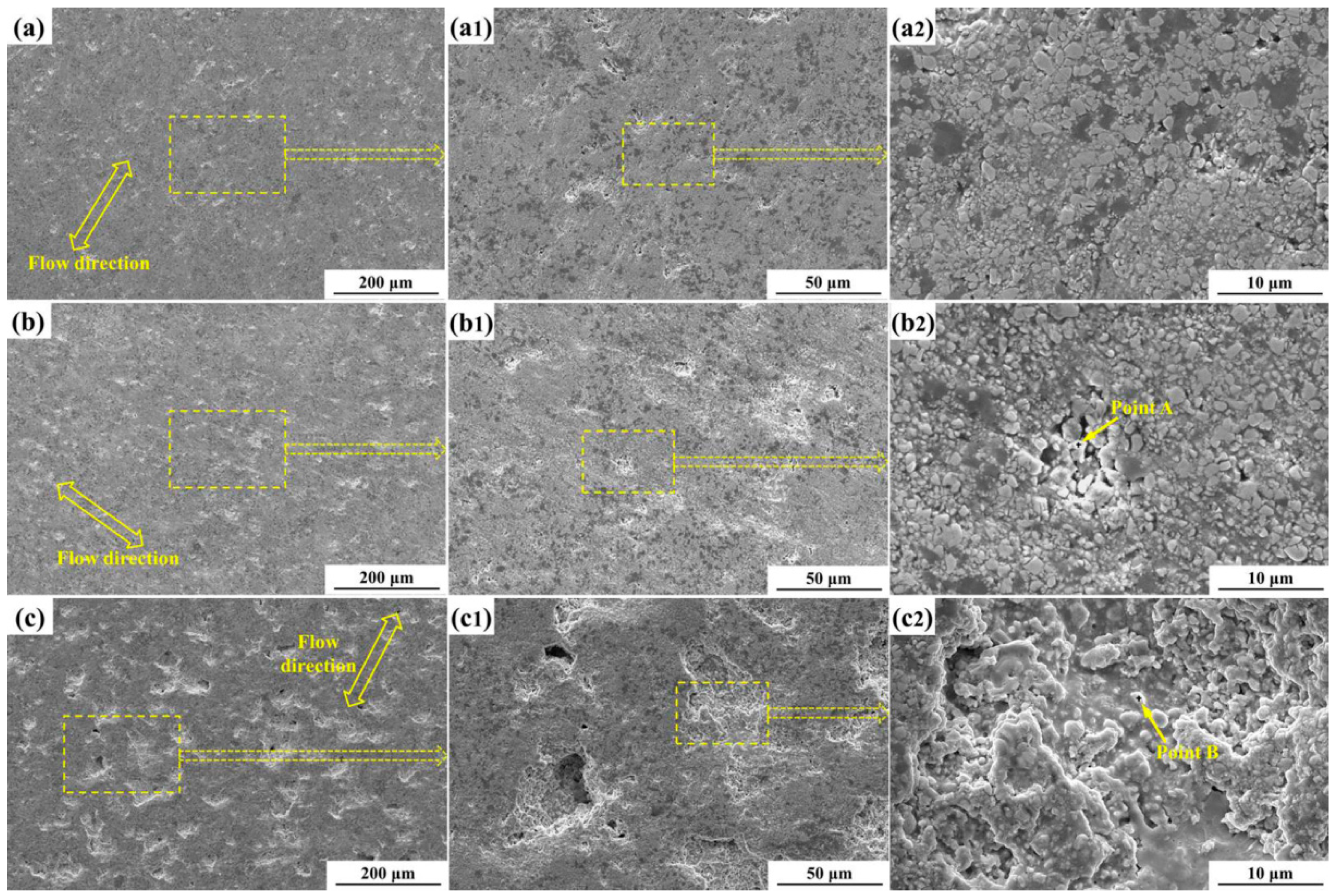
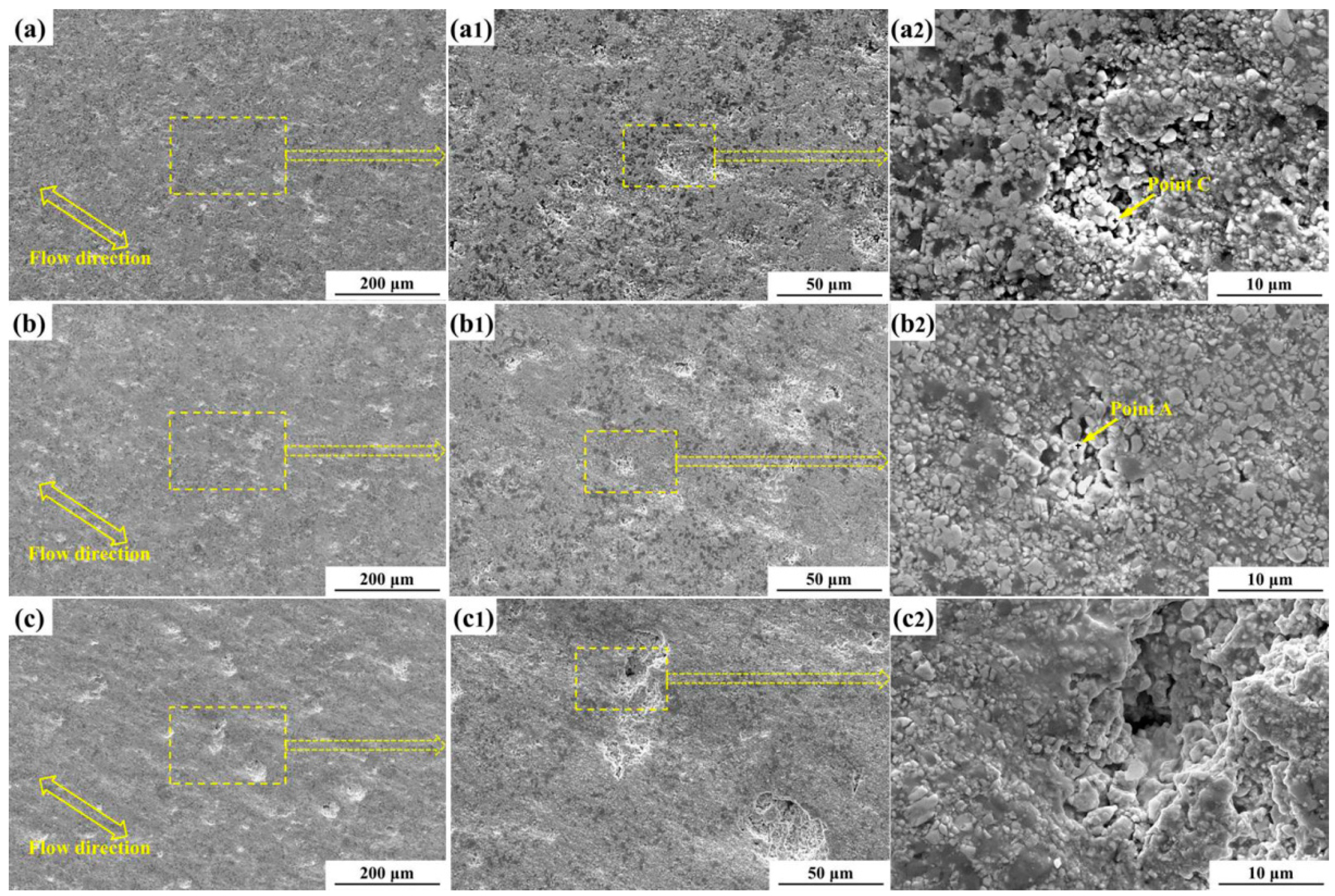
- The predominant mechanisms causing the CSE degradation in 3.5 wt.% SCM of the WC-Cr3C2-Ni coating with the increase of the FV and SC were varying in terms of the discontinuous corrosion product films, the erosion pits, the fracturing of hard-phase grains, micro-cutting of soft binder matrix, and the crater formation, as well as coating spalling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, R.; Tiwari, S.K.; Mishra, S.K. Cavitation erosion in hydraulic turbine components and mitigation by coatings: Current status and future needs. J. Mater. Eng. Perform. 2011, 21, 1539–1551. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, J.H.; Ma, F. Cavitation-silt erosion in sand suspensions. J. Mech. Sci. Technol. 2018, 32, 5697–5702. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Zang, W.; Zheng, J.H.; Cappietti, L.; Zhang, J.S.; Zheng, Y.; Fernandez-Rodriguez, E. The influence of waves propagating with the current on the wake of a tidal stream turbine. Appl. Energy 2021, 290, 116729. [Google Scholar] [CrossRef]
- Rameshk, M.; Soltanieh, M.; Masoudpanah, S.M. Effects of flow velocity and impact angle on erosion-corrosion of an API-5 L X65 steel coated by plasma nitriding of hard chromium underlayer. J. Mater. Res. Technol. 2020, 9, 10054–10061. [Google Scholar] [CrossRef]
- Padhy, M.K.; Saini, R.P. A review on silt erosion in hydro turbines. Renew. Sustain. Energy Rev. 2008, 12, 1974–1987. [Google Scholar] [CrossRef]
- Gohil, P.P.; Saini, R.P. Coalesced effect of cavitation and silt erosion in hydro turbines—A review. Renew. Sustain. Energy Rev. 2014, 33, 280–289. [Google Scholar] [CrossRef]
- Tang, X.; Zhang, S.; Cui, X.; Zhang, C.H.; Liu, Y.; Zhang, J.B. Tribological and cavitation erosion behaviors of nickel-based and iron-based coatings deposited on AISI 304 stainless steel by cold metal transfer. J. Mater. Res. Technol. 2020, 9, 6665–6681. [Google Scholar] [CrossRef]
- Fernández-Álvarez, M.; Velasco, F.; Bautista, A.; Abenojar, J. Effect of silica nanoparticles on the curing kinetics and erosion wear of an epoxy powder coating. J. Mater. Res. Technol. 2019, 9, 455–464. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H.; Thakur, L. Performance of different coating materials against slurry erosion failure in hydrodynamic turbines: A review. Eng. Fail. Anal. 2020, 115, 104622. [Google Scholar] [CrossRef]
- Singh, J.; Thakur, L.; Angra, S. Abrasive wear behavior of WC-10Co-4Cr cladding deposited by TIG welding process. Int. J. Refract. Met. Hard Mater. 2020, 88, 105198. [Google Scholar] [CrossRef]
- Kellner, F.J.J.; Hildebrand, H.; Virtanen, S. Effect of WC grain size on the corrosion behavior of WC-Co based hardmetals in alkaline solutions. Int. J. Refract. Met. Hard Mater. 2009, 27, 806–812. [Google Scholar] [CrossRef]
- Castberg, T.S.; Johnsen, R.; Berget, J. Erosion of hardmetals: Dependence of WC grain size and distribution, and binder composition. Wear 2013, 300, 1–7. [Google Scholar] [CrossRef]
- Li, G.P.; Peng, Y.B.; Yan, L.W.; Xu, T.; Long, J.Z.; Luo, F.H. Effects of Cr concentration on the microstructure and properties of WC-Ni cemented carbides. J. Mater. Res. Technol. 2020, 9, 902–907. [Google Scholar] [CrossRef]
- Ham, G.S.; Kreethi, R.; Kim, H.J.; Yoon, S.H.; Lee, K.H. Effects of different HVOF thermal sprayed cermet coatings on tensile and fatigue properties of AISI 1045 steel. J. Mater. Res. Technol. 2021, 15, 6647–6658. [Google Scholar] [CrossRef]
- Lin, J.R.; Hong, S.; Zheng, Y.; Sun, W.; Kang, M.; Fu, X.Q. Cavitation erosion resistance in NaCl medium of HVOF sprayed WC-based cermet coatings at various flow velocities: A comparative study on the effect of Ni and CoCr binder phases. Int. J. Refract. Met. Hard Mater. 2021, 94, 105407. [Google Scholar] [CrossRef]
- Souza, V.A.D.; Neville, A. Corrosion and synergy in a WC-Co-Cr HVOF thermal spray coating—Understanding their role in erosion-corrosion degradation. Wear 2005, 259, 171–180. [Google Scholar] [CrossRef]
- Magnani, M.; Suegama, P.H.; Espallargas, N.; Dosta, S.; Fugivara, C.S.; Guilemany, J.M.; Benedetti, A.V. Influence of HVOF parameters on the corrosion and wear resistance of WC-Co coatings sprayed on AA7050 T7. Surf. Coat. Technol. 2008, 202, 4746–4757. [Google Scholar] [CrossRef]
- Ribu, D.C.; Rajesh, R.; Thirumalaikumarasamy, D.; Kaladgi, A.R.; Saleel, C.A.; Nisar, K.S.; Shaik, S.; Afzal, A. Experimental investigation of erosion corrosion performance and slurry erosion mechanism of HVOF sprayed WC-10Co coatings using design of experiment approach. J. Mater. Res. Technol. 2022, 18, 293–314. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.P.; Wu, J.H.; Zhang, Y.Q.; Zheng, Y.; Li, J.H.; Lin, J.R. Microstructure and cavitation erosion behavior of HVOF sprayed ceramic-metal composite coatings for application in hydro-turbines. Renew. Energy 2021, 164, 1089–1099. [Google Scholar] [CrossRef]
- Hong, S.; Mei, D.C.; Wu, J.H.; Lin, J.R.; Wu, Y.P.; Li, J.H.; Zheng, Y. Hydro-abrasive erosion and cavitation-silt erosion characteristics of HVOF sprayed WC-Ni cermet coatings under different flow velocities and sand concentrations. Ceram. Int. 2022. In Press. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.-M.; Bonetti, M.; Lusvarghi, L. Comparative study of the dry sliding wear behaviour of HVOF-sprayed WC-(W,Cr)2C-Ni and WC-CoCr hardmetal coatings. Wear 2014, 309, 96–111. [Google Scholar] [CrossRef]
- Bhosale, D.G.; Rathod, W.S. Investigation on wear behaviour of SS 316L, atmospheric plasma and high velocity oxy-fuel sprayed WC-Cr3C2-Ni coatings for fracturing tools. Surf. Coat. Technol. 2020, 390, 125679. [Google Scholar] [CrossRef]
- Bhosale, D.G.; Rathod, W.S. Tribological behaviour of atmospheric plasma and high velocity oxy-fuel sprayed WC-Cr3C2-Ni coatings at elevated temperatures. Ceram. Int. 2020, 46, 12373–12385. [Google Scholar] [CrossRef]
- Hou, G.L.; Zhou, H.D.; An, Y.L.; Liu, G.; Chen, J.M.; Chen, J. Microstructure and high-temperature friction and wear behavior of WC-(W,Cr)2C-Ni coating prepared by high velocity oxy-fuel spraying. Surf. Coat. Technol. 2011, 206, 82–94. [Google Scholar] [CrossRef]
- Hou, G.L.; An, Y.L.; Zhao, X.Q.; Chen, J.; Chen, J.M.; Zhou, H.D.; Liu, G. Effect of heat treatment on wear behaviour of WC-(W,Cr)2C-Ni coating. Surf. Eng. 2012, 28, 786–790. [Google Scholar] [CrossRef]
- Zhang, S.H.; Cho, T.Y.; Yoon, J.H.; Li, M.X.; Shum, P.W.; Kwon, S.C. Investigation on microstructure, surface properties and anti-wear performance of HVOF sprayed WC-CrC-Ni coatings modified by laser heat treatment. Mater. Sci. Eng. B 2009, 162, 127–134. [Google Scholar] [CrossRef]
- Thiruvikraman, C.; Balasubramanian, V.; Sridhar, K. Optimizing HVOF spray parameters to maximize bonding strength of WC-CrC-Ni coatings on AISI 304L stainless steel. J. Therm. Spray Technol. 2014, 23, 860–875. [Google Scholar] [CrossRef]
- Fang, W.; Cho, T.Y.; Yoon, J.H.; Song, K.O.; Hur, S.K.; Youn, S.J.; Chun, H.G. Processing optimization, surface properties and wear behavior of HVOF spraying WC-CrC-Ni coating. J. Mater. Process. Technol. 2009, 209, 3561–3567. [Google Scholar] [CrossRef]
- Berger, L.-M.; Saaro, S.; Naumann, T.; Wiener, M.; Weihnacht, V.; Thiele, S.; Suchánek, J. Microstructure and properties of HVOF-sprayed chromium alloyed WC-Co and WC-Ni coatings. Surf. Coat. Technol. 2008, 202, 4417–4421. [Google Scholar] [CrossRef]
- Qiao, L.; Wu, Y.P.; Hong, S.; Long, W.Y.; Cheng, J. Wet abrasive wear behavior of WC-based cermet coatings prepared by HVOF spraying. Ceram. Int. 2021, 47, 1829–1836. [Google Scholar] [CrossRef]
- Murariu, A.C.; Plesu, N.; Perianu, I.A.; Tara-Lunga-Mihali, M. Investigations on corrosion behaviour of WC-CrC-Ni coatings deposited by HVOF thermal spraying process. Int. J. Electrochem. Sci. 2017, 12, 1535–1549. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Y.P.; Ding, X.; Wang, S.Y.; Ramachandran, C.S. Effect of WC grain size and abrasive type on the wear performance of HVOF-sprayed WC-20Cr3C2-7Ni coatings. Coatings 2020, 10, 660. [Google Scholar] [CrossRef]
- Berger, L.-M.; Saaro, S.; Naumann, T.; Kašparova, M.; Zahálka, F. Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings. Surf. Coat. Technol. 2010, 205, 1080–1087. [Google Scholar] [CrossRef]
- Mayrhofer, E.; Janka, L.; Mayr, W.P.; Norpoth, J.; Ripoll, M.R.; Gröschl, M. Cracking resistance of Cr3C2-NiCr and WC-Cr3C2-Ni thermally sprayed coatings under tensile bending stress. Surf. Coat. Technol. 2015, 281, 169–175. [Google Scholar] [CrossRef]
- Hou, G.L.; Zhao, X.Q.; Zhou, H.D.; Lu, J.J.; An, Y.L.; Chen, J.M.; Yang, J. Cavitation erosion of several oxy-fuel sprayed coatings tested in deionized water and artificial seawater. Wear 2014, 311, 81–92. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.P.; Wu, J.H.; Zheng, Y.; Zhang, Y.Q.; Cheng, J.B.; Li, J.H.; Lin, J.R. Effect of flow velocity on cavitation erosion behavior of HVOF sprayed WC-10Ni and WC-20Cr3C2-7Ni coatings. Int. J. Refract. Met. Hard Mater. 2020, 92, 105330. [Google Scholar] [CrossRef]
- Hong, S.; Lin, J.R.; Wu, Y.P.; Wu, J.H.; Zheng, Y.; Zhang, Y.Q.; Cheng, J.B.; Sun, W. Cavitation erosion characteristics at various flow velocities in NaCl medium of carbide-based cermet coatings prepared by HVOF spraying. Ceram. Int. 2021, 47, 1929–1939. [Google Scholar] [CrossRef]
- ASTM E2109-01; Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- Wang, Y.; Zheng, Y.G.; Wei, K.; Sun, W.H.; Hou, W.L.; Chang, X.C.; Wang, J.Q. Slurry erosion-corrosion behaviour of high-velocity oxy-fuel (HVOF) sprayed Fe-based amorphous metallic coatings for marine pump in sand-containing NaCl solutions. Corros. Sci. 2011, 53, 3177–3185. [Google Scholar] [CrossRef]
- Lu, X.X.; Shi, Y.B.; Wang, M. Prediction about seabed erosion/siltation near the water intake of third-phase project for Qinshan nuclear power plant. J. Sediment Res. 2000, 6, 10–15. (In Chinese) [Google Scholar] [CrossRef]
- Richards, B.T.; Zhao, H.B.; Wadley, H.N.G. Structure, composition, and defect control during plasma spray deposition of ytterbium silicate coatings. J. Mater. Sci. 2015, 50, 7939–7957. [Google Scholar] [CrossRef]
- Berger, L.-M.; Saaro, S.; Naumann, T.; Kašparova, M.; Zahálka, F. Microstructure and properties of HVOF-sprayed WC-(W,Cr)2C-Ni coatings. J. Therm. Spray Technol. 2008, 17, 395–403. [Google Scholar] [CrossRef]
- Bhosale, D.G.; Prabhu, T.R.; Rathod, W.S. Sliding and erosion wear behaviour of thermal sprayed WC-Cr3C2-Ni coatings. Surf. Coat. Technol. 2020, 400, 126192. [Google Scholar] [CrossRef]
- Celik, E.; Culha, O.; Uyulgan, B.; Ak Azem, N.F.; Ozdemir, I.; Turk, A. Assessment of microstructural and mechanical properties of HVOF sprayed WC-based cermet coatings for a roller cylinder. Surf. Coat. Technol. 2006, 200, 4320–4328. [Google Scholar] [CrossRef]
- Babu, P.S.; Basu, B.; Sundararajan, G. Processing-structure-property correlation and decarburization phenomenon in detonation sprayed WC-12Co coatings. Acta Mater. 2008, 56, 5012–5026. [Google Scholar] [CrossRef]
- Fu, W.; Chen, Q.Y.; Yang, C.; Yi, D.L.; Yao, H.L.; Wang, H.T.; Ji, G.C.; Wang, F. Microstructure and properties of high velocity oxygen fuel sprayed (WC-Co)-Ni coatings. Ceram. Int. 2020, 46, 14940–14948. [Google Scholar] [CrossRef]
- Kakaei, K.; Esrafili, M.D.; Ehsani, A. (Eds.) Graphene and Anticorrosive Properties. In Graphene Surfaces-Particles and Catalysts; Elsevier Science Publishing Company, Inc.: Amsterdam, The Netherlands, 2019; pp. 303–337. [Google Scholar]
- Mehdipour, M.; Afshar, A.; Mohebali, M. Electrophoretic deposition of bioactive glass coating on 316L stainless steel and electrochemical behavior study. Appl. Surf. Sci. 2012, 258, 9832–9839. [Google Scholar] [CrossRef]
- García, C.; Ceré, S.; Durán, A. Bioactive coatings prepared by sol-gel on stainless steel 316L. J. Non-Cryst. Solids 2004, 348, 218–224. [Google Scholar] [CrossRef]
- Li, Z.X.; Zhang, L.M.; Udoh, I.I.; Ma, A.L.; Zheng, Y.G. Deformation-induced martensite in 304 stainless steel during cavitation erosion: Effect on passive film stability and the interaction between cavitation erosion and corrosion. Tribol. Int. 2022, 167, 107422. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Long, J.; Guo, Y.; Hui, L.; Zheng, K.H.; Qiao, Y.X. Corrosion and impact–abrasion–corrosion behaviors of quenching–tempering martensitic Fe–Cr alloy steels. J. Iron Steel Res. Int. 2022. [Google Scholar] [CrossRef]
- Bansal, A.; Singh, J.; Singh, H. Slurry erosion behavior of HVOF-sprayed WC-10Co-4Cr coated SS 316 steel with and without PTFE modification. J. Therm. Spray Technol. 2019, 28, 1448–1465. [Google Scholar] [CrossRef]
- Maekai, I.A.; Harmain, G.A.; Masoodi, J.H. Resistance to slurry erosion by WC-10Co-4Cr and Cr3C2-25(Ni20Cr) coatings deposited by HVOF stainless steel F6NM. Int. J. Refract. Met. Hard Mater. 2022, 105, 105830. [Google Scholar] [CrossRef]
- Dular, M.; Stoffel, B.; Sirok, B. Development of a cavitation erosion model. Wear 2006, 261, 642–655. [Google Scholar] [CrossRef]
- Aguirre, J.; Walczak, M.; Rohwerder, M. The mechanism of erosion-corrosion of API X65 steel under turbulent slurry flow: Effect of nominal flow velocity and oxygen content. Wear 2019, 438–439, 203053. [Google Scholar] [CrossRef]
- Liu, X.B.; Kang, J.J.; Yue, W.; Fu, Z.Q.; Zhu, L.N.; She, D.S.; Liang, J.; Wang, C.B. Performance evaluation of HVOF sprayed WC-10Co4Cr coatings under slurry erosion. Surf. Eng. 2018, 35, 816–825. [Google Scholar] [CrossRef]
- Li, S.C. Cavitation enhancement of silt erosion—An envisaged micro model. Wear 2006, 260, 1145–1150. [Google Scholar] [CrossRef]
- Sun, J.; Ge, X.F.; Chu, D.D.; Zhang, L.; Meng, H.; Zheng, Y. Effects of sediment diameter and concentration on cavitation characteristics and mechanism. Tribol. Int. 2022, 171, 107543. [Google Scholar] [CrossRef]
- Wheeler, D.W.; Wood, R.J.K. Erosion damage in diamond coatings by high velocity sand impacts. Philos. Mag. 2007, 87, 5719–5740. [Google Scholar] [CrossRef]
- Katsumata, T.; Matsubara, Y.; Yamamoto, K.; Iwai, Y. Evaluation of coating properties with a Micro Slurry-jet Erosion (MSE) test: Effects of the shape and size of erodent particles on erosion behaviors of TiN coating. Surf. Coat. Technol. 2021, 421, 127443. [Google Scholar] [CrossRef]
- Sapate, S.G.; Tangselwar, N.; Paul, S.N.; Rathod, R.C.; Mehar, S.; Gowtam, D.S.; Roy, M. Effect of coating thickness on the slurry erosion resistance of HVOF-sprayed WC-10Co-4Cr coatings. J. Therm. Spray Technol. 2021, 30, 1365–1379. [Google Scholar] [CrossRef]
- Su, K.P.; Wu, J.H.; Xia, D.K. Classification of regimes determining ultrasonic cavitation erosion in solid particle suspensions. Ultrason. Sonochem. 2020, 68, 105214. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Parameters | Flow Velocity (m·s−1) | |||
|---|---|---|---|---|
| 23.4 | 33.5 | 41.9 | ||
| Sand concentration (kg·m−3) | 10 | √ | ||
| 20 | √ | √ | √ | |
| 35 | √ | |||
| Region | Element (at.%) | ||||
|---|---|---|---|---|---|
| O | Cr | C | W | Ni | |
| A | 11.8 | 4.9 | 65.6 | 16.6 | 1.1 |
| B | 5.7 | 11.6 | 63.7 | 11.8 | 7.2 |
| C | 16.7 | 6.5 | 56.2 | 17.5 | 3.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, J.; Hong, S.; Zheng, Y.; Sun, W.; Zhang, Z.; Kang, M.; Fu, X. Cavitation–Silt Erosion Behavior and Failure Mechanism of an HVOF-Sprayed WC-Cr3C2-Ni Coating for Offshore Hydraulic Machinery. J. Mar. Sci. Eng. 2022, 10, 1341. https://doi.org/10.3390/jmse10101341
Lin J, Hong S, Zheng Y, Sun W, Zhang Z, Kang M, Fu X. Cavitation–Silt Erosion Behavior and Failure Mechanism of an HVOF-Sprayed WC-Cr3C2-Ni Coating for Offshore Hydraulic Machinery. Journal of Marine Science and Engineering. 2022; 10(10):1341. https://doi.org/10.3390/jmse10101341
Chicago/Turabian StyleLin, Jinran, Sheng Hong, Yuan Zheng, Wei Sun, Zhengwei Zhang, Min Kang, and Xiuqing Fu. 2022. "Cavitation–Silt Erosion Behavior and Failure Mechanism of an HVOF-Sprayed WC-Cr3C2-Ni Coating for Offshore Hydraulic Machinery" Journal of Marine Science and Engineering 10, no. 10: 1341. https://doi.org/10.3390/jmse10101341