


Design and Experiments of a Double-Cutterbar Combine Header Used in Wheat Combine Harvesters
Abstract
:1. Introduction
2. Materials and Methods
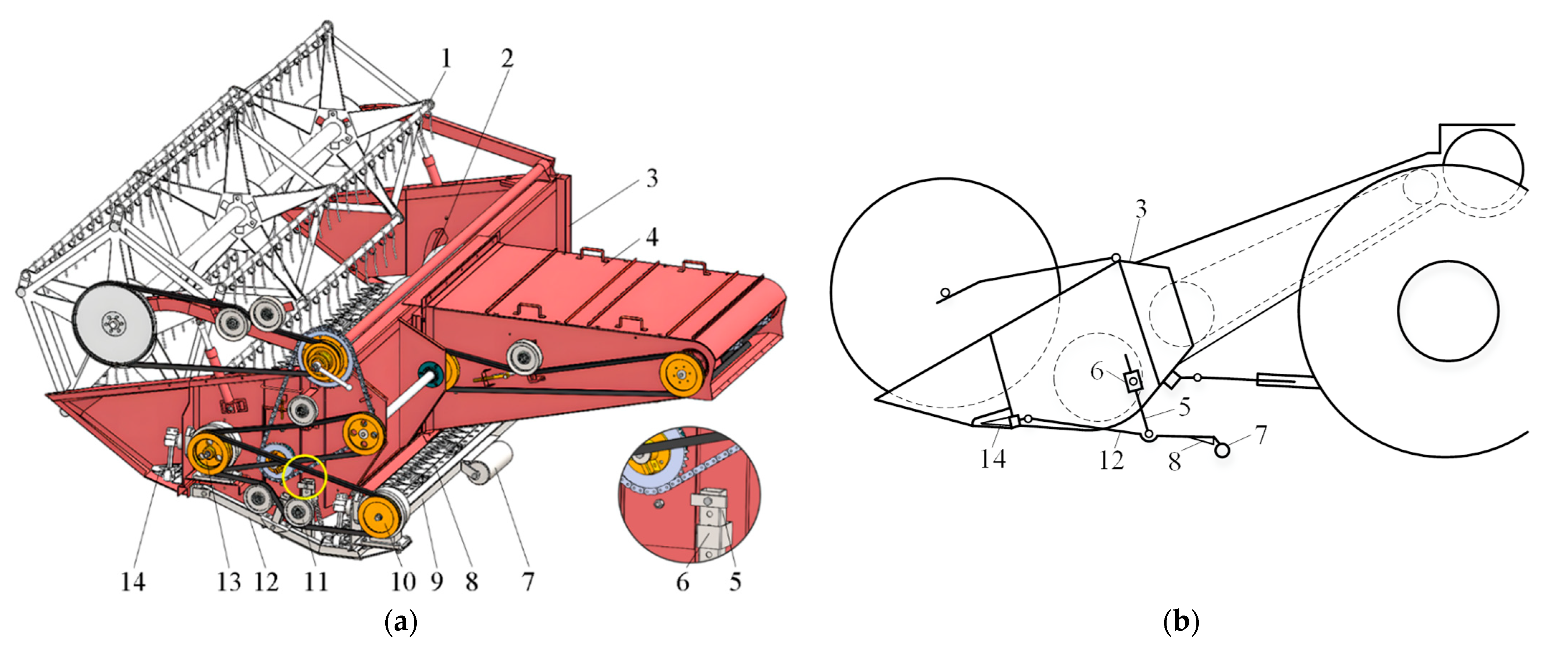
2.1. Structure and Working Principles of the DCH
2.2. Conveying Performance Bench Test
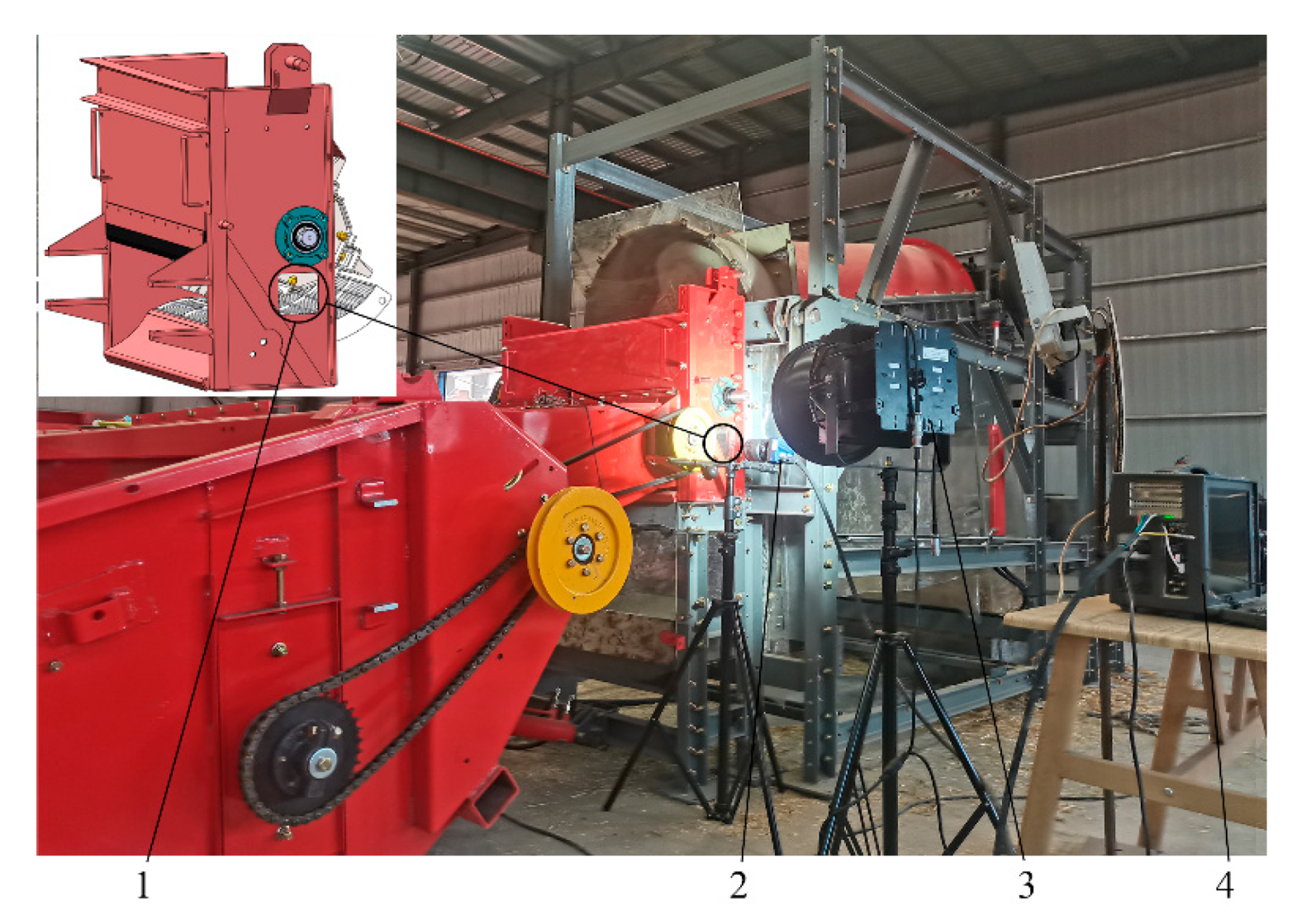
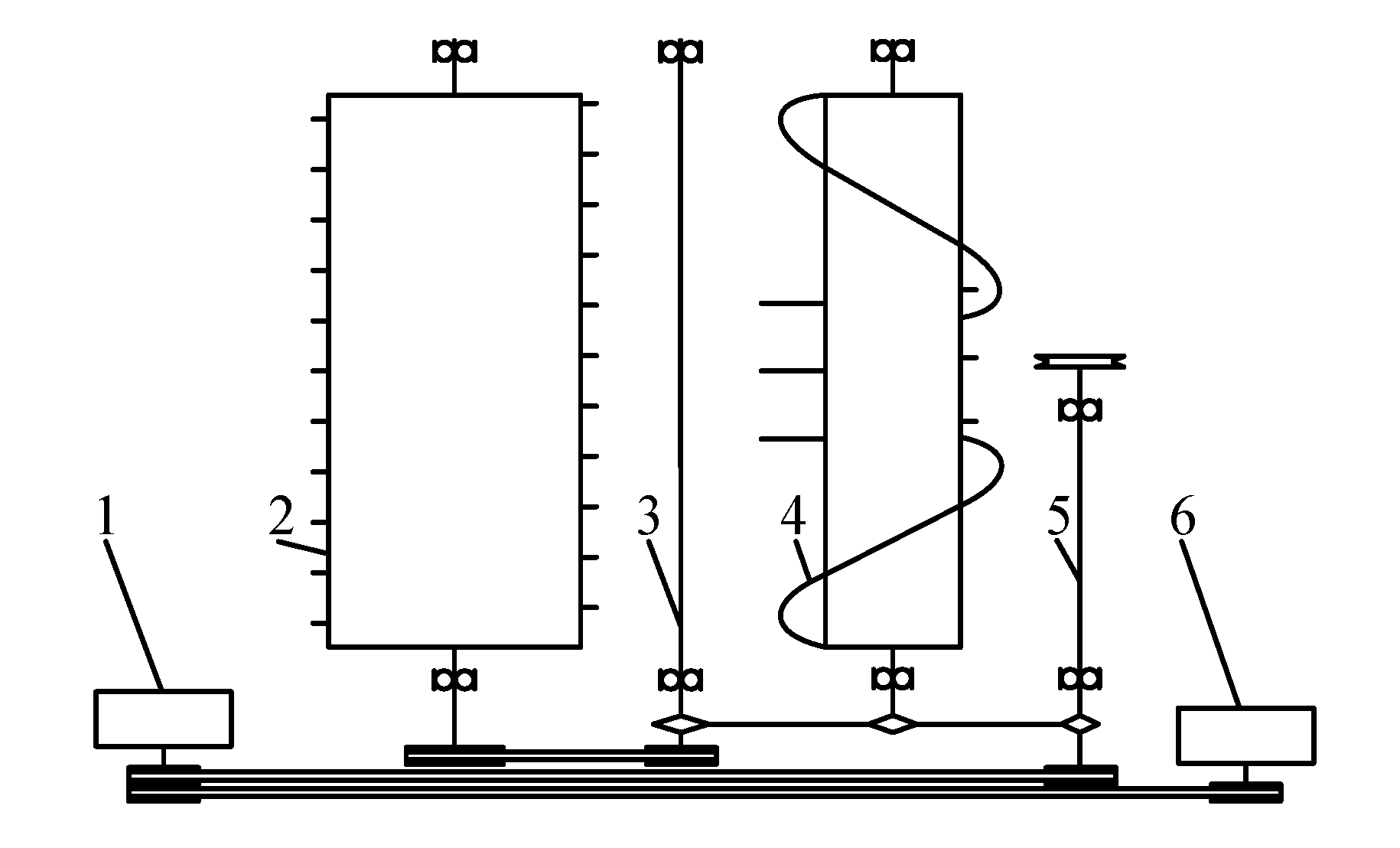
2.2.1. Test Equipment
2.2.2. Experimental Materials and Methods
2.3. Design of Critical Components of the DCH
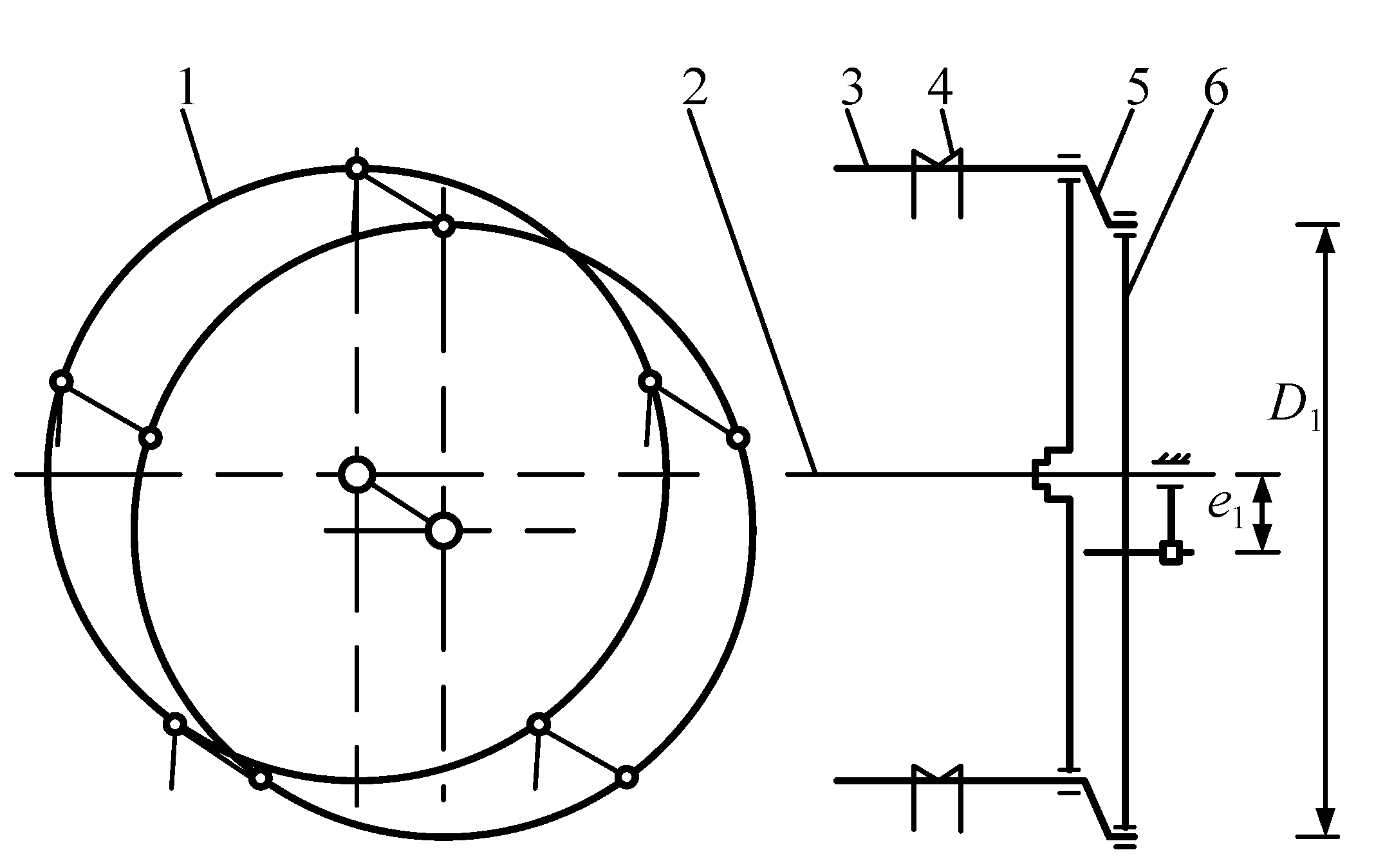
2.3.1. Reel
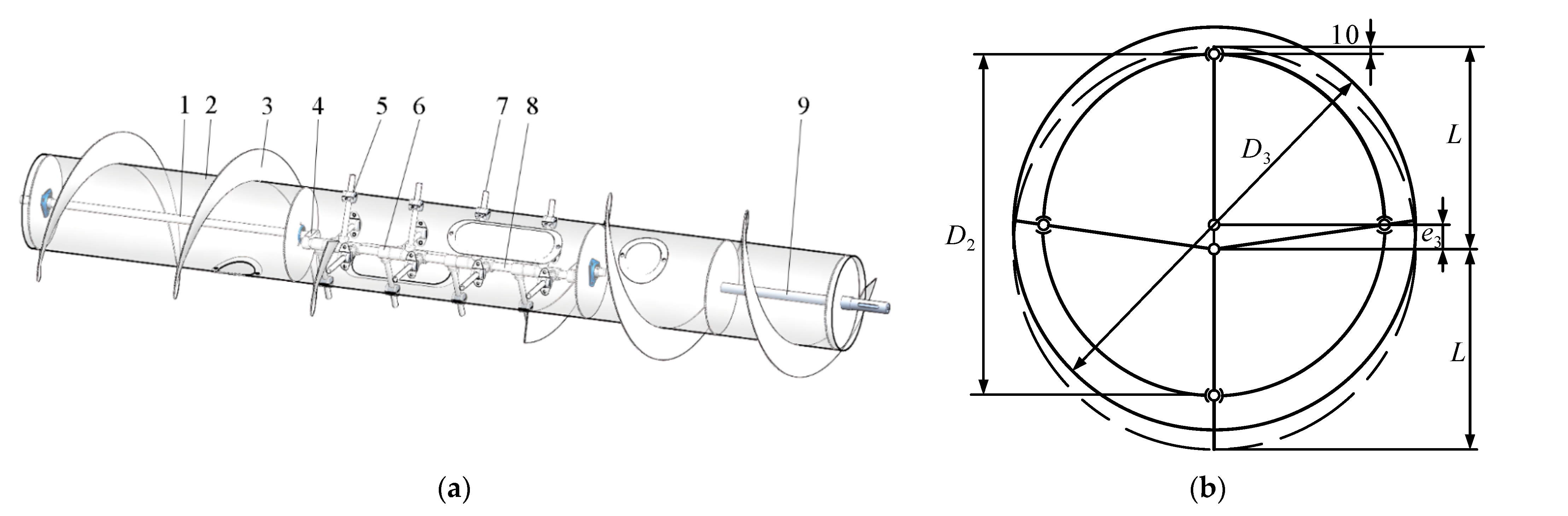
2.3.2. Screw Conveyor
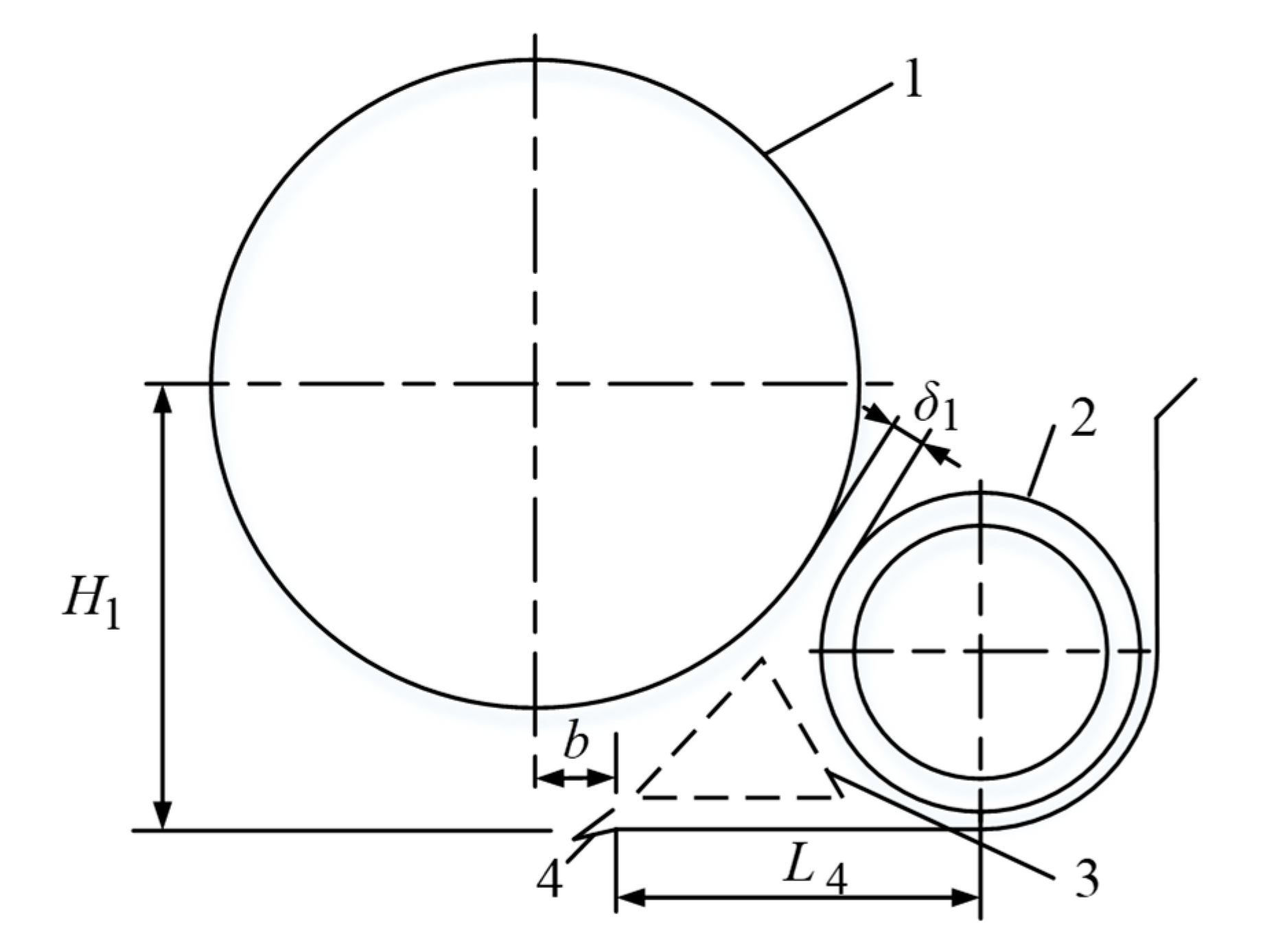
2.3.3. Parameters of the Header Triangle
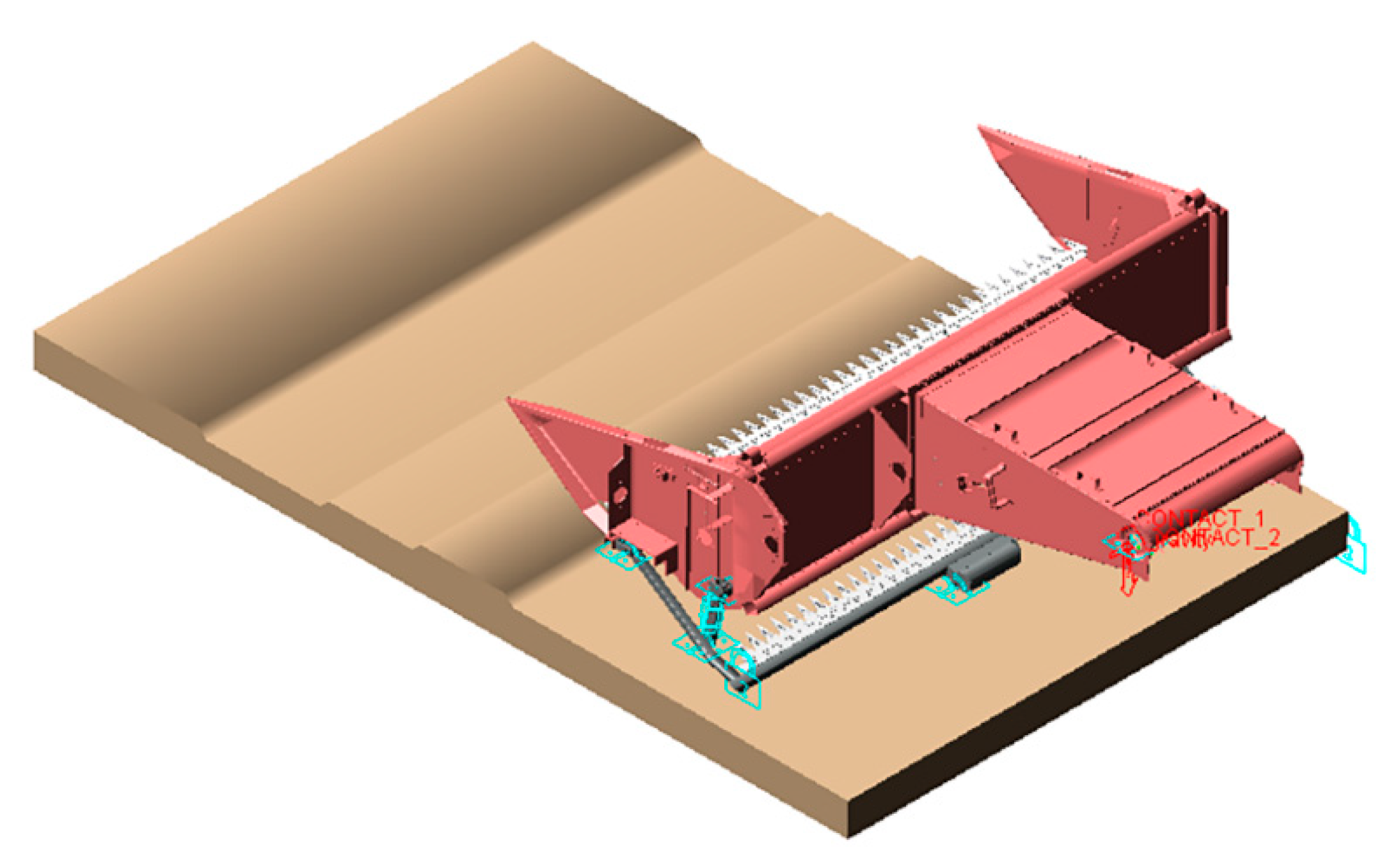
2.3.4. Profiling Mechanism of the Lower Cutterbar
2.3.5. Transmission System
2.4. Field Experiment
2.4.1. Experimental Arrangement
2.4.2. Data Collection and Processing
3. Results and Discussion
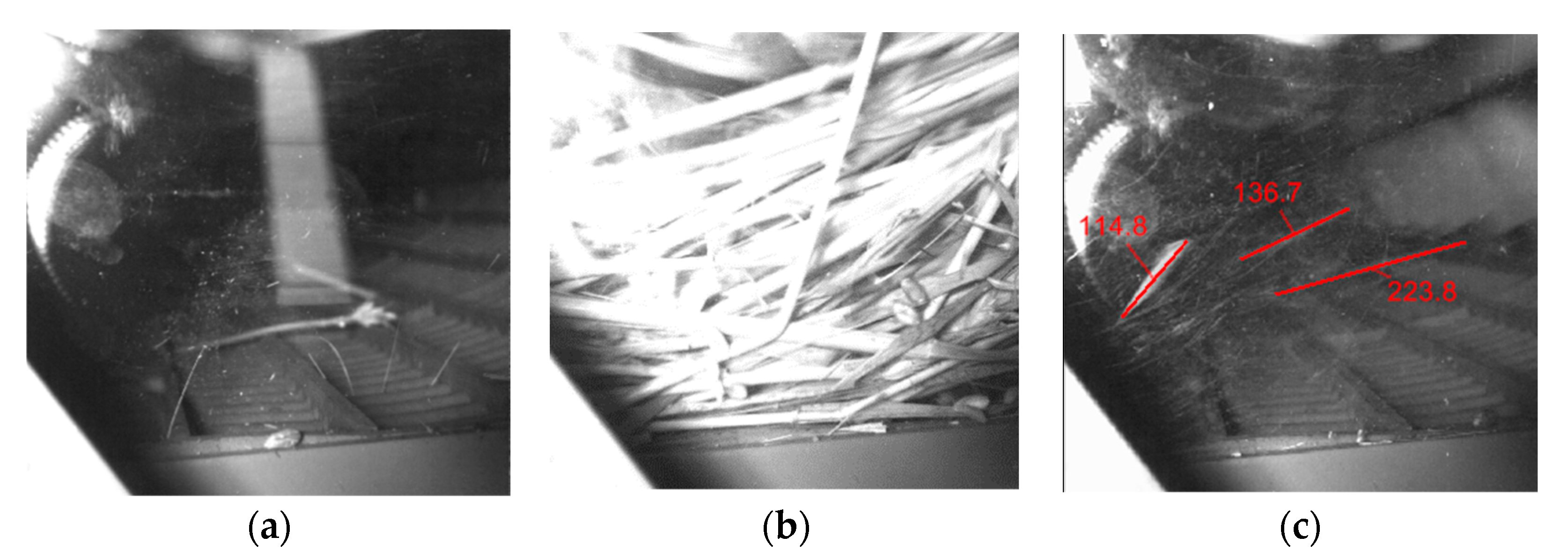
3.1. Conveying Performance Test Analysis
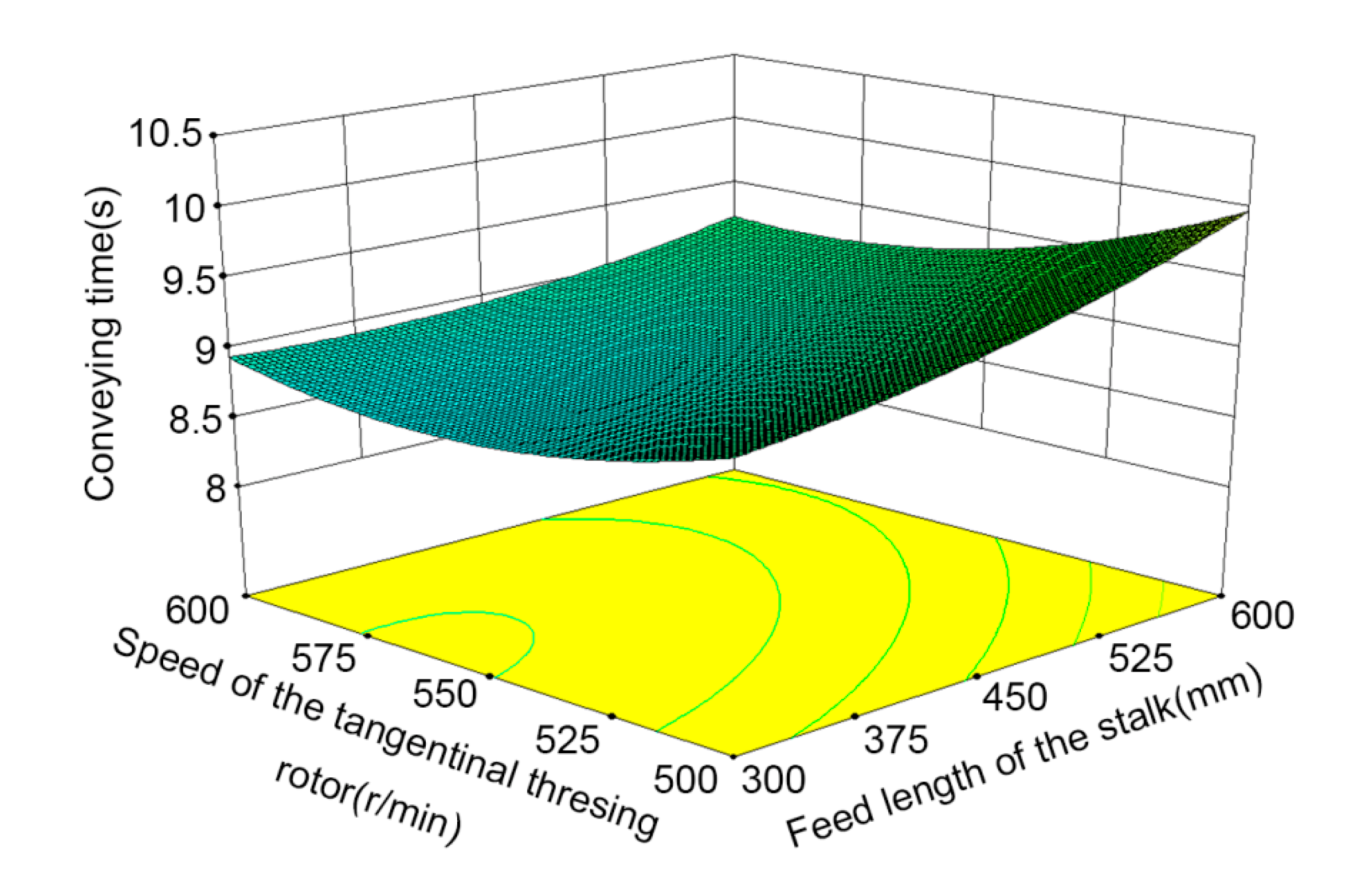
3.1.1. Regression Analysis
3.1.2. Parameter Optimization and Verification
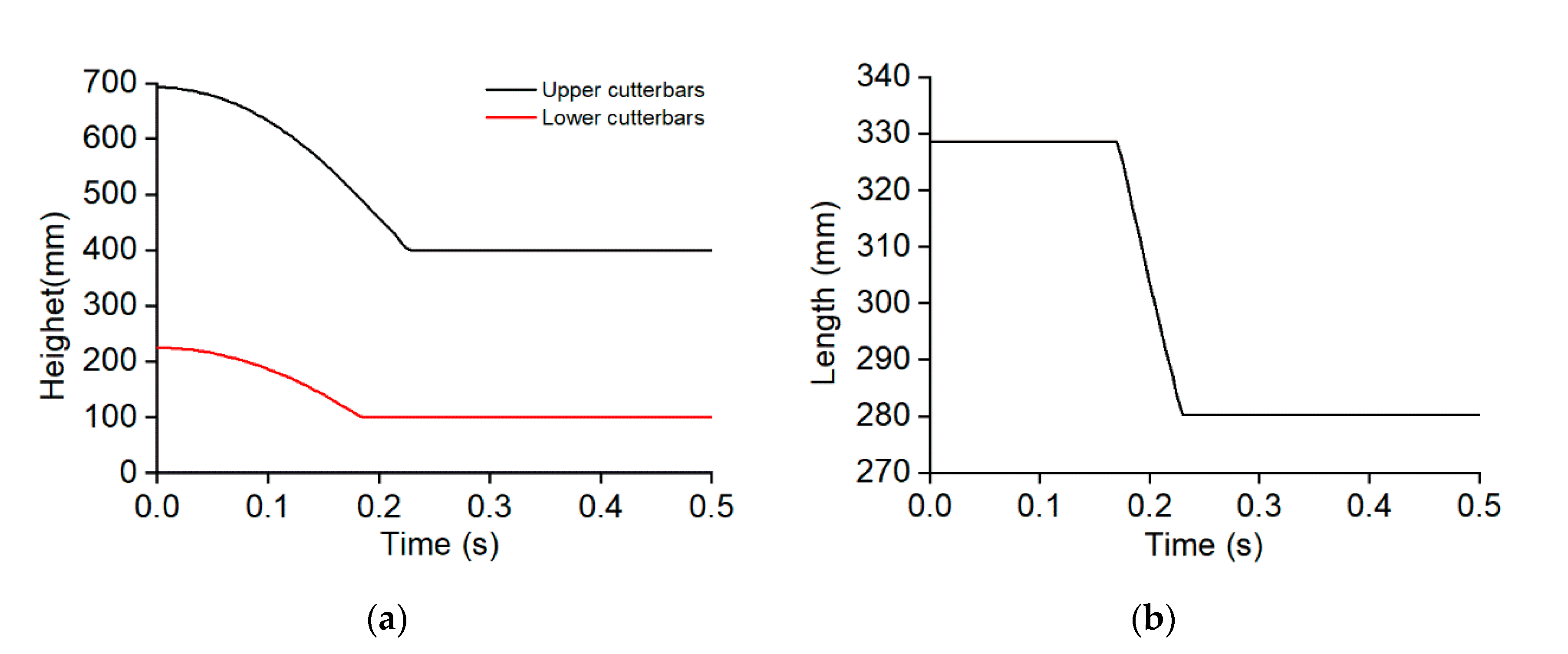
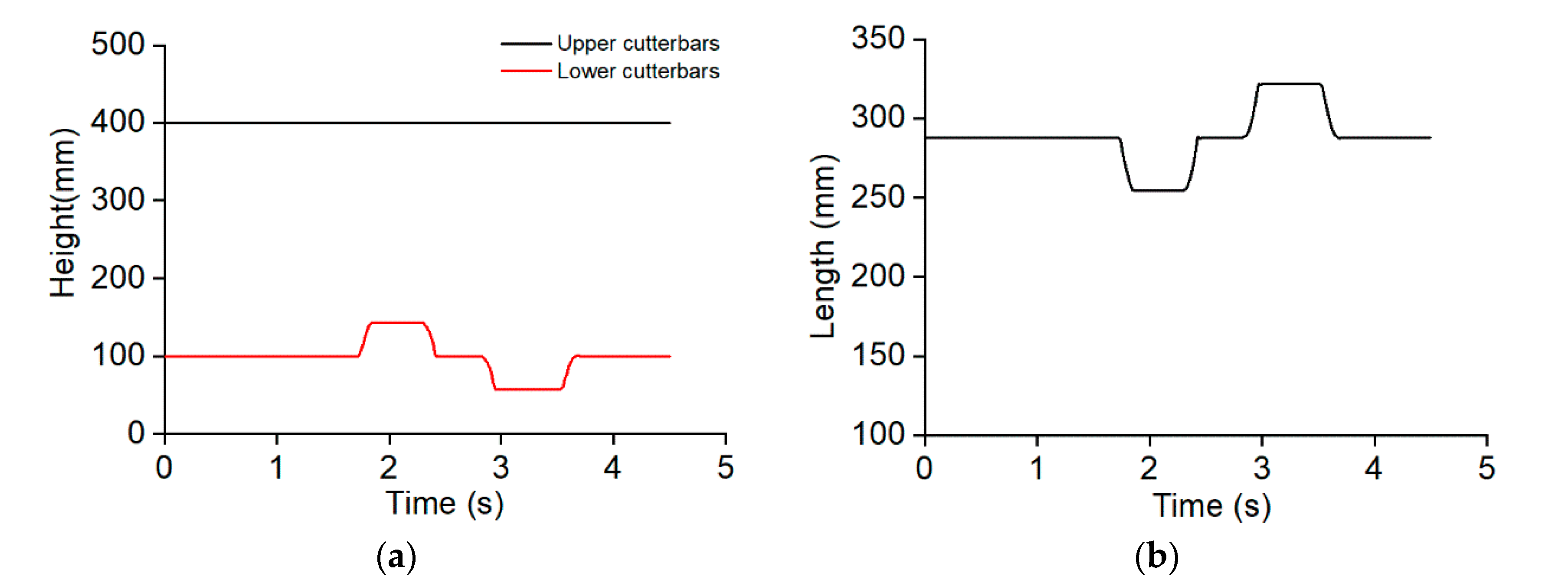
3.2. Simulation Analysis of the Profiling Mechanism of the Lower Cutterbar
3.3. Field Experiment Analysis
4. Conclusions
- (1)
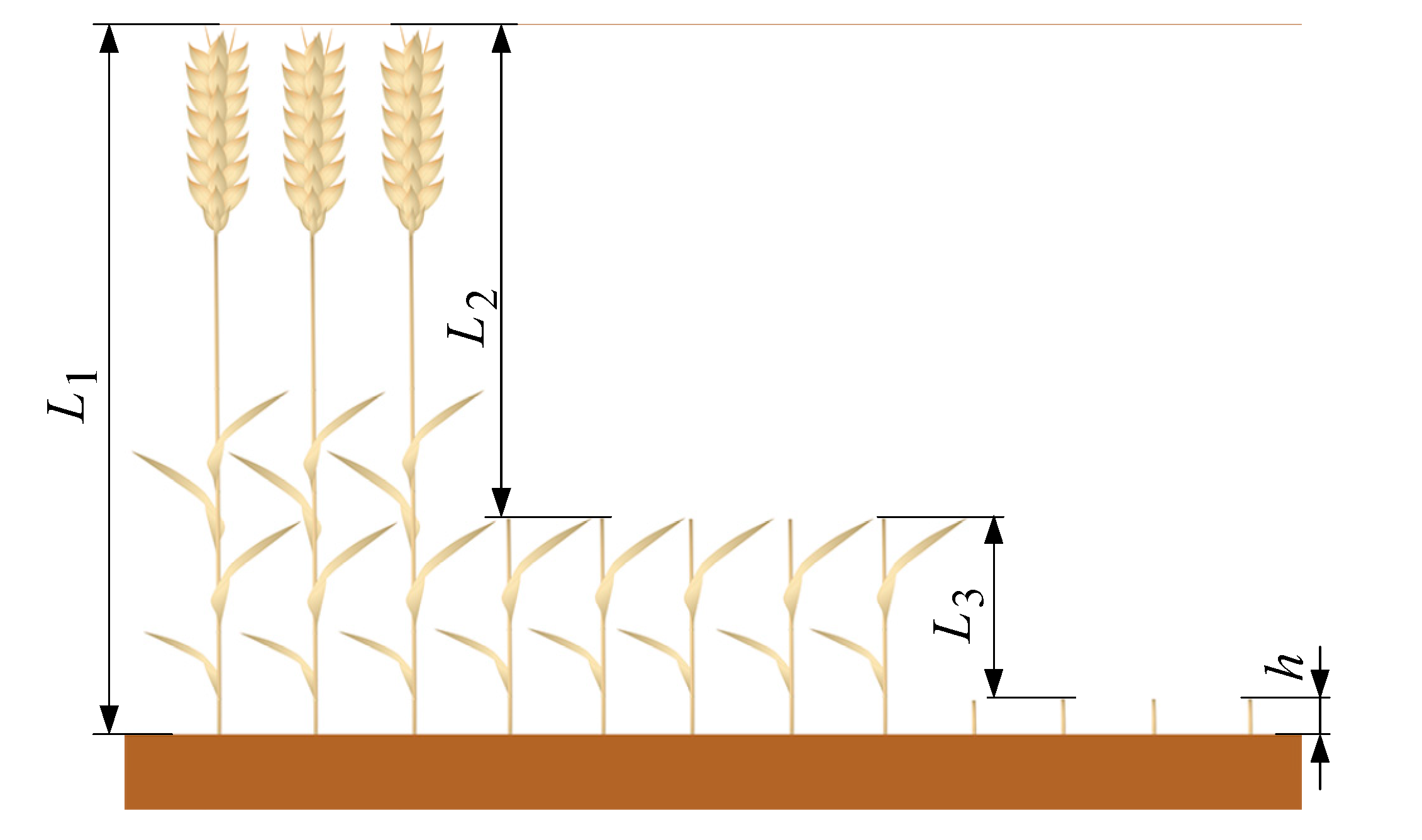
- In this paper, a DCH was designed that can only cut the upper part of the wheat plant into the WCH. By reducing the feed length of the stalk, the problems of the wheat combine, such as congestion and high power consumption, are solved, providing a technical reference for the efficient harvest of the wheat combine.
- (2)
- The effects of feed rate, feed length of the stalk, and speed of the tangential threshing rotor on conveying time were studied using a threshing test bench and optimized to obtain the optimal parameter combination of the test factors: the feed rate was 8 kg/s, the feed length of the stalk was 380 mm, the speed of the tangential threshing rotor was 554 r/min, and the conveying time was 8.089 s. The optimized parameter combination was tested and verified, and the test results show that the relative error with the predicted value was 0.198%, proving the optimized parameters’ reliability.
- (3)
- Combined with the best feed length of the stalk determined by the bench test, the critical components of the DCH were designed. The movement process of the profiling mechanism was simulated using ADAMS software, which verifies the correctness of the structural design, and the length of the height-limiting connecting rod was determined to be 365 mm.
- (4)
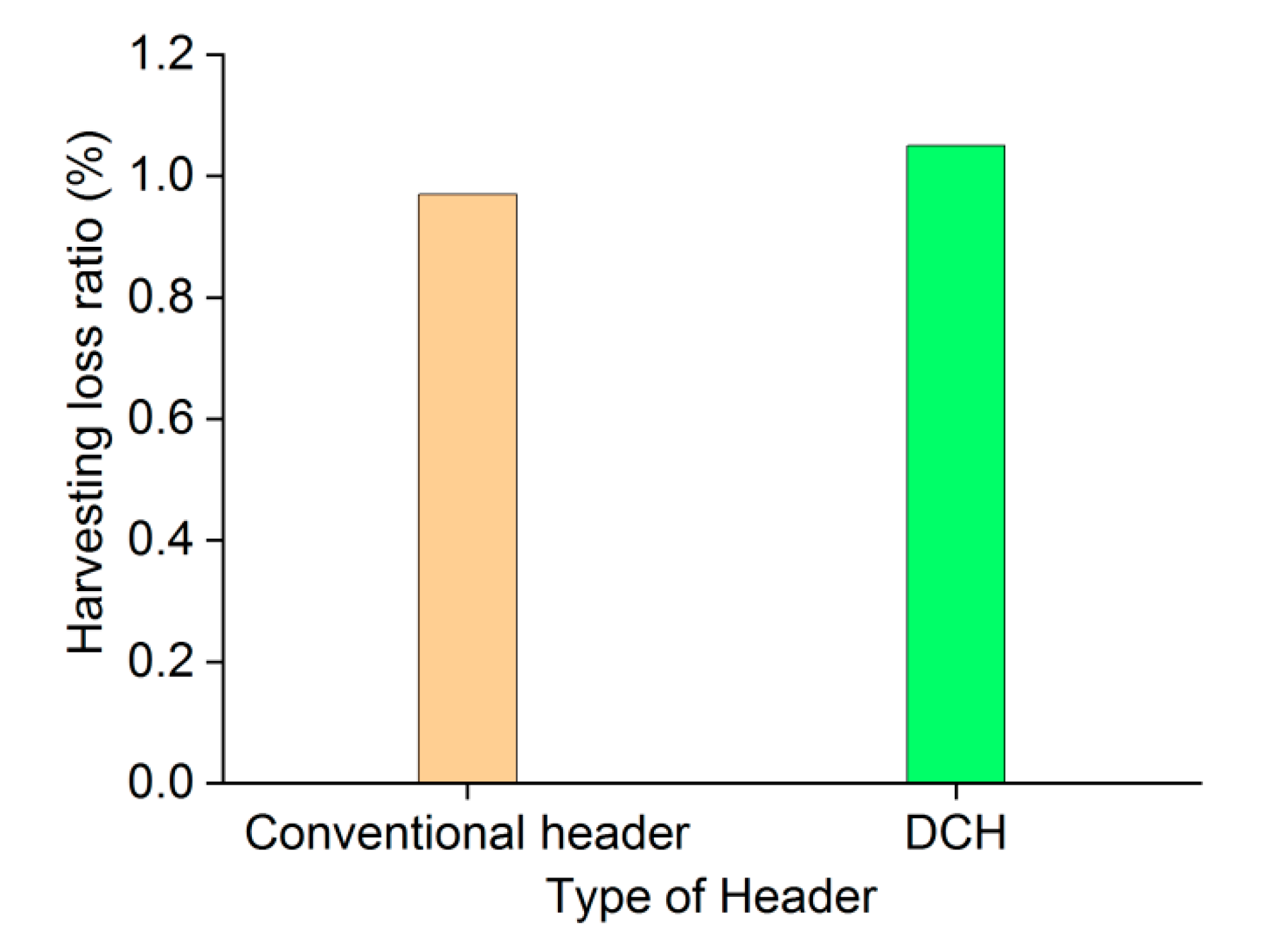
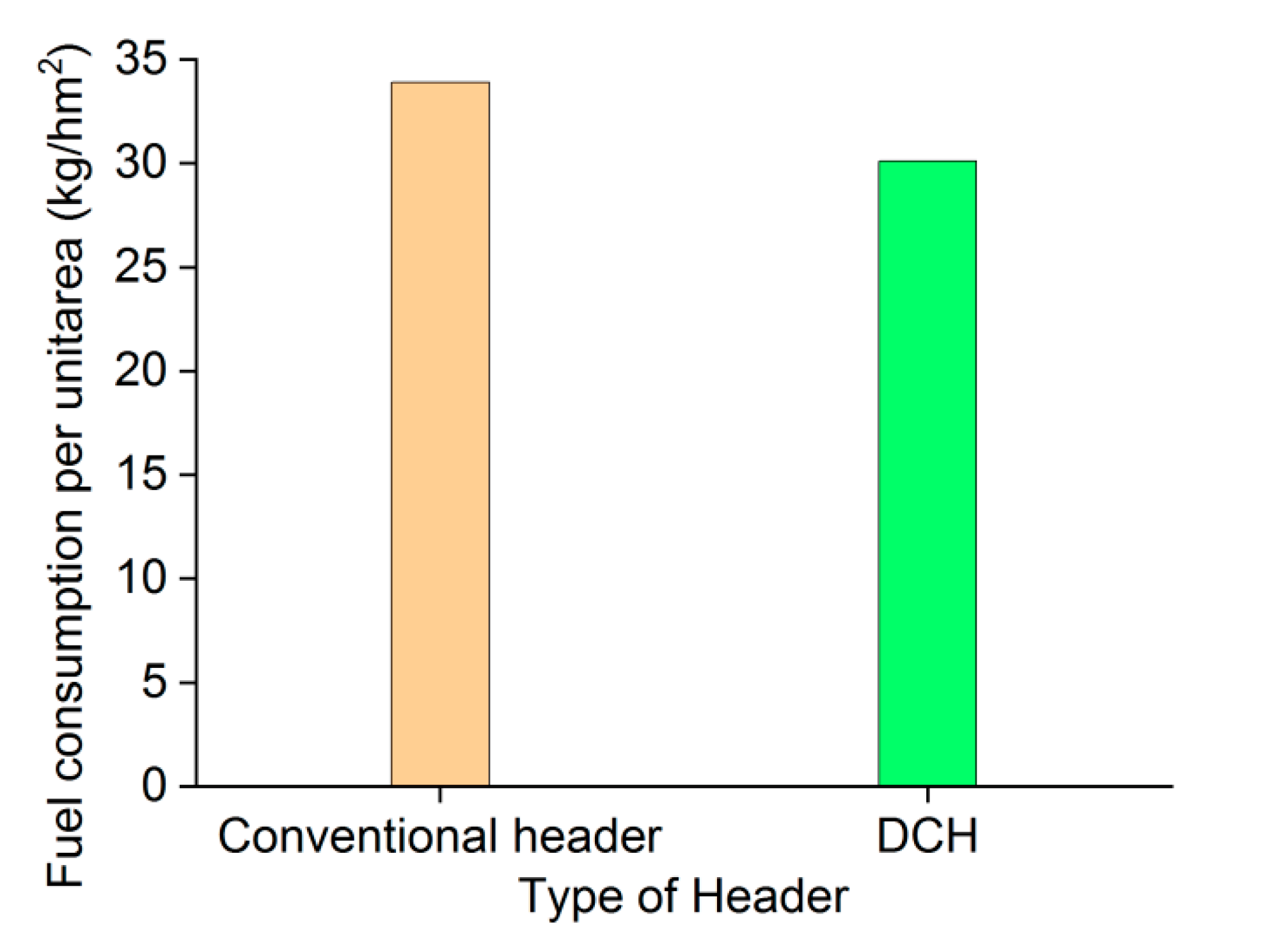
- The field performance experiment of the DCH of the WCH was carried out, and the average harvest loss rate was 1.05% and the average stubble height was 11.02 cm, which all met the relevant operation quality requirements; at the same operating speed, the fuel consumption was 11.2% less than that of the combine harvester with a conventional header.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fan, C.; Zhang, D.; Yang, L.; Cui, T.; He, X.; Zhao, H. Development and performance evaluation of the electric-hydraulic concave clearance control system based on maize feed rate monitoring. Int. J. Agric. Biol. Eng. 2022, 15, 156–164. [Google Scholar] [CrossRef]
- Shamilah, A.M.; Darius, E.P. Actual field speed of rice combine harvester and its influence on grain loss in Malaysian paddy field. J. Saudi Soc. Agric. Sci. 2020, 19, 422–425. [Google Scholar]
- Sun, Y.F.; Liu, R.J.; Zhang, M.; Li, M.Z.; Zhang, Z.Q.; Li, H. Design of feed rate monitoring system and estimation method for yield. Comput. Electron. Agric. 2022, 201, 107322. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, D.; Yin, Y.; Wang, X.; Wang, S. Experimental study of feed rate related factors of combine harvester based on grey correlation. IFAC-PapersOnLine 2018, 51, 402–407. [Google Scholar] [CrossRef]
- Quick, G.R. Laboratory Analysis of the Combine Header. Trans. ASAE 1973, 16, 5–12. [Google Scholar] [CrossRef]
- Nik, M.A.E.; Khademolhosseini, N.; Abbaspour-Fard, M.H.; Mahdinia, A.; Alami-Saied, K. Optimum utilisation of low-capacity combine harvesters in high-yielding wheat farms using multi-criteria decision making. Biosyst. Eng. 2009, 103, 382–388. [Google Scholar] [CrossRef]
- Qing, Y.; Li, Y.; Yang, Y.; Xu, L.; Ma, Z. Development and experiments on reel with improved tine trajectory for harvesting oilseed rape. Biosyst. Eng. 2021, 206, 19–31. [Google Scholar] [CrossRef]
- Yang, R.; Wang, Z.; Shang, S.; Zhang, J.; Qing, Y.; Zha, X. The design and experimentation of EVPIVS-PID harvesters’ header height control system based on sensor ground profiling monitoring. Agriculture 2022, 12, 282. [Google Scholar] [CrossRef]
- Brune, M. Method and Device for Height Control of Headers. Europe Patent No. EP1813144A1, 1 August 2007. [Google Scholar]
- Hunt, C.D.; Pankal, M. Header Height Control for Combine Harvester. World Patent NO. WO2021242867A1, 2 December 2021. [Google Scholar]
- Zhuang, X.; Li, Y. Header height control strategy of harvester based on robust feedback linearization. Trans. Chin. Soc. Agric. Mach. 2020, 51, 123–130. [Google Scholar]
- Xie, Y.; Alleyne, G.; Greer, A.; Deneault, D. Fundamental limits in combine harvester header height control. J. Dyn. Syst. Meas. Control 2013, 135, 034503. [Google Scholar] [CrossRef] [Green Version]
- Daniel, M. Header Height Control of Combine Harvester via Robust Feedback Linearization. Master’s Thesis, Iowa State University, Ames, Iowa, 2016. [Google Scholar]
- Lopes, G.T.; Magalhaes, P.S.G.; Nobrega, E.G.O. Optimal header height control system for combine harvesters. Biosyst. Eng. 2002, 81, 261–272. [Google Scholar] [CrossRef]
- Baumgarten, J.; Wilken, A.; Neitemeier, D.; Bormann, B.; Spiekermann, S.; Irmer, D. Cutting Table Length Adaptation. European Patent NO. EP3858129A1, 8 August 2020. [Google Scholar]
- Chen, J.; Wang, S.; Lian, Y. Design and test of header parameter keys electric control adjusting device for rice and wheat combined harvester. Trans. Chin. Soc. Agric. Eng. 2018, 34, 19–26. [Google Scholar]
- Honeyman, F.; Dreyer, D.; Glade, M. Auto Reel Height. World Patent NO. WO2019234539A1, 12 December 2019. [Google Scholar]
- Li, H.; Wan, X.; Xu, Y.; Jiang, Y.; Liao; Q. Clearance adaptive adjusting mechanism for header screw conveyor of rape combine harvester. Trans. Chin. Soc. Agric. Mach. 2017, 48, 115–122. [Google Scholar]
- Li, Y.; Li, Y.; Xu, L.; Hu, B.; Wang, R. Structural parameter optimization of combine harvester cutting bench. Trans. Chin. Soc. Agric. Eng. 2014, 30, 30–37. [Google Scholar]
- Xie, H. Design and Experiment of Belt Conveyor Header for Soybean Combine Harvester. Master’s Thesis, Shandong University of Technology, Zibo, China, 2019. [Google Scholar]
- Zhang, M.; Jin, M.; Wang, G.; Liang, S.; Wu, C. Design and test of double crank planar five-bar reel in rape windrower. Trans. Chin. Soc. Agric. Mach. 2022, 53, 115–122. [Google Scholar]
- Van, V.S.; Vandergucht, S. Agricultural Machine Equipped with Cam Mechanism for Gathering Crop Material. Europe Patent No. EP3064053B1, 13 December 2017. [Google Scholar]
- Henry, W.B.; Nielsen, D.C.; Vigil, M.F.; Calderon, F.J.; West, M.S. Proso millet yield and residue mass following direct harvest with a stripper-header. Agronomy 2008, 100, 580–584. [Google Scholar] [CrossRef]
- Shelbourne, K.; Pakenham, S. Crop Strippers and Stripper Toothing. Europe Patent No. EP0976315B1, 7 April 2004. [Google Scholar]
- Wang, Y. Research on apparatus with two cutters and conveyers in two ways for the combine harvester, Trans. Chin. Soc. Agric. Mach. 1995, 26, 84–89. [Google Scholar]
- Dai, F.; Zhao, W.; Han, Z.; Li, X.; Gao, A.; Liu, X. Improvement and experiment on 4gx-100 type wheat harvester for breeding plots. Trans. Chin. Soc. Agric. Mach. 2016, 47, 196–202. [Google Scholar]
- Wang, W.; Liu, W.; Yuan, L.; Qu, Z.; Zhang, H.; Zhou, Z. Simulation and experiment of single longitudin axial material movement and establishment of wheat plants model. Trans. Chin. Soc. Agric. Mach. 2020, 51, 170–180. [Google Scholar]
- Zhang, H.; Chen, B.; Li, Z.; Zhu, C.; Jin, E.; Qu, Z. Design and simulation analysis of a reverse flexible harvesting device for fresh corn. Agriculture 2022, 12, 1953. [Google Scholar] [CrossRef]
- Fu, J.; Zhang, G.; Xie, G.; Wang, Y.; Gao, Y.; Zhou, Y. Development of double-channel feeding harvester for ratoon rice. Trans. Chin. Soc. Agric. Eng. 2020, 36, 11–20. [Google Scholar]
- Chinese Academy of Agricultural Mechanization Sciences. Agricultural Machinery Design Manual, 1st ed.; China Agricultural Science and Technology Press: Beijing, China, 2007; pp. 891–904. [Google Scholar]
- Technical Specification for Quality Evaluation of Grain Combine Harvesters. NY/T 2090-2011; China Standards Press: Beijing, China, 2011.
- Whole-Feed Combine Harvester-Evaluation Index and Measurement Methods for Fuel Consumption. GB/T 29002-2012; China Standards Press: Beijing, China, 2012.
- The Work Quality of Grain (Wheat) Combine Harvester. NY/T 995-2006; China Standards Press: Beijing, China, 2006.
- Xia, Q.; Zhang, W.; Qi, B.; Wang, Y. Design and experimental study on a new horizontal rotary precision seed metering device for hybrid rice. Agriculture 2023, 13, 158. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Codes | Factors | ||
|---|---|---|---|
| Feed Rate A (kg/s) | Feed Length of Stalk B (mm) | Speed of the Tangential Threshing Rotor C (r/min) | |
| −1 | 8 | 300 | 500 |
| 0 | 9 | 450 | 550 |
| 1 | 10 | 600 | 600 |
| NO. | Components | Type of Motion Constraint |
|---|---|---|
| 1 | Inclined conveyor—ground | Revolute joint |
| 2 | Header fame—support arm | Revolute joint |
| 3 | Header fame—swing block | Revolute joint |
| 4 | Support arm—height limiting connecting rod | Revolute joint |
| 5 | Height limiting connecting rod—swing block | Translational joint |
| 6 | Support arm—Fixed beam | Fixed joint |
| 7 | Fixed beam—ground wheel | Revolve joint |
| 8 | Height-limiting block—swing block | Contact force |
| 9 | Ground—ground wheel | Contact force |
| No. | Components | Transmission Ratio |
|---|---|---|
| 1 | Driving shaft—Screw conveyor—Intermediate shaft of the reel | 13:35:56 |
| 2 | Intermediate shaft of the reel—Reel | 20:(5~9) |
| 3 | Driving shaft—Wobbler of the lower cutterbars | 1:1 |
| 4 | Wobble box of the lower cutterbars—Wobble box of the upper cutterbars | 1:1 |
| No. | Factors | Conveying Time Y (s) | ||
|---|---|---|---|---|
| Feed Rate A (kg/s) | Feed Length of Stalk B (mm) | Speed of the Tangential Threshing Rotor C (r/min) | ||
| 1 | −1 | 0 | −1 | 8.53 |
| 2 | 1 | 0 | −1 | 10.735 |
| 3 | 0 | −1 | −1 | 9.17 |
| 4 | 1 | 0 | 1 | 10.15 |
| 5 | 1 | −1 | 0 | 9.91 |
| 6 | 1 | 1 | 0 | 10.625 |
| 7 | 0 | 0 | 0 | 8.975 |
| 8 | 0 | 0 | 0 | 8.945 |
| 9 | −1 | 1 | 0 | 8.465 |
| 10 | 0 | 1 | 1 | 9.235 |
| 11 | −1 | −1 | 0 | 8.125 |
| 12 | −1 | 0 | 1 | 8.275 |
| 13 | 0 | 1 | −1 | 10.025 |
| 14 | 0 | −1 | 1 | 8.905 |
| 15 | 0 | 0 | 0 | 8.92 |
| Source | Sum of Squares | df | F Value | p-Value |
|---|---|---|---|---|
| Model | 9.68 | 9 | 426.24 | <0.0001 ** |
| A | 8.05 | 1 | 3444.5 | <0.0001 ** |
| B | 0.63 | 1 | 268.37 | <0.0001 ** |
| C | 0.45 | 1 | 192.07 | <0.0001 ** |
| AB | 0.035 | 1 | 15.04 | 0.0117 * |
| BC | 0.027 | 1 | 11.65 | 0.0190 * |
| AC | 0.069 | 1 | 29.48 | 0.0029 ** |
| A2 | 0.17 | 1 | 70.78 | 0.0001 ** |
| B2 | 0.056 | 1 | 23.87 | 0.0045 ** |
| C2 | 0.26 | 1 | 110.25 | 0.0001 ** |
| Residual | 0.012 | 5 | 4.47 | 0.1882 |
| Lack of Fit | 0.010 | 3 | ||
| Pure Error | 2 | |||
| Cor Total | 8.99 | 14 |
| Type of Header | Stubble Height(cm) | Coefficient of Variation (%) |
|---|---|---|
| DCH | 11.02 | 3.17 |
| Conventional header | 11.44 | 1.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, L.; Lan, M.; He, X.; Wei, W.; Wang, W.; Qu, Z. Design and Experiments of a Double-Cutterbar Combine Header Used in Wheat Combine Harvesters. Agriculture 2023, 13, 817. https://doi.org/10.3390/agriculture13040817
Yuan L, Lan M, He X, Wei W, Wang W, Qu Z. Design and Experiments of a Double-Cutterbar Combine Header Used in Wheat Combine Harvesters. Agriculture. 2023; 13(4):817. https://doi.org/10.3390/agriculture13040817
Chicago/Turabian StyleYuan, Linghe, Mingming Lan, Xun He, Wenhe Wei, Wanzhang Wang, and Zhe Qu. 2023. "Design and Experiments of a Double-Cutterbar Combine Header Used in Wheat Combine Harvesters" Agriculture 13, no. 4: 817. https://doi.org/10.3390/agriculture13040817