
Design and Experimental Study of Bionic Reverse Picking Header for Fresh Corn
Abstract
:1. Introduction
2. Materials and Methods
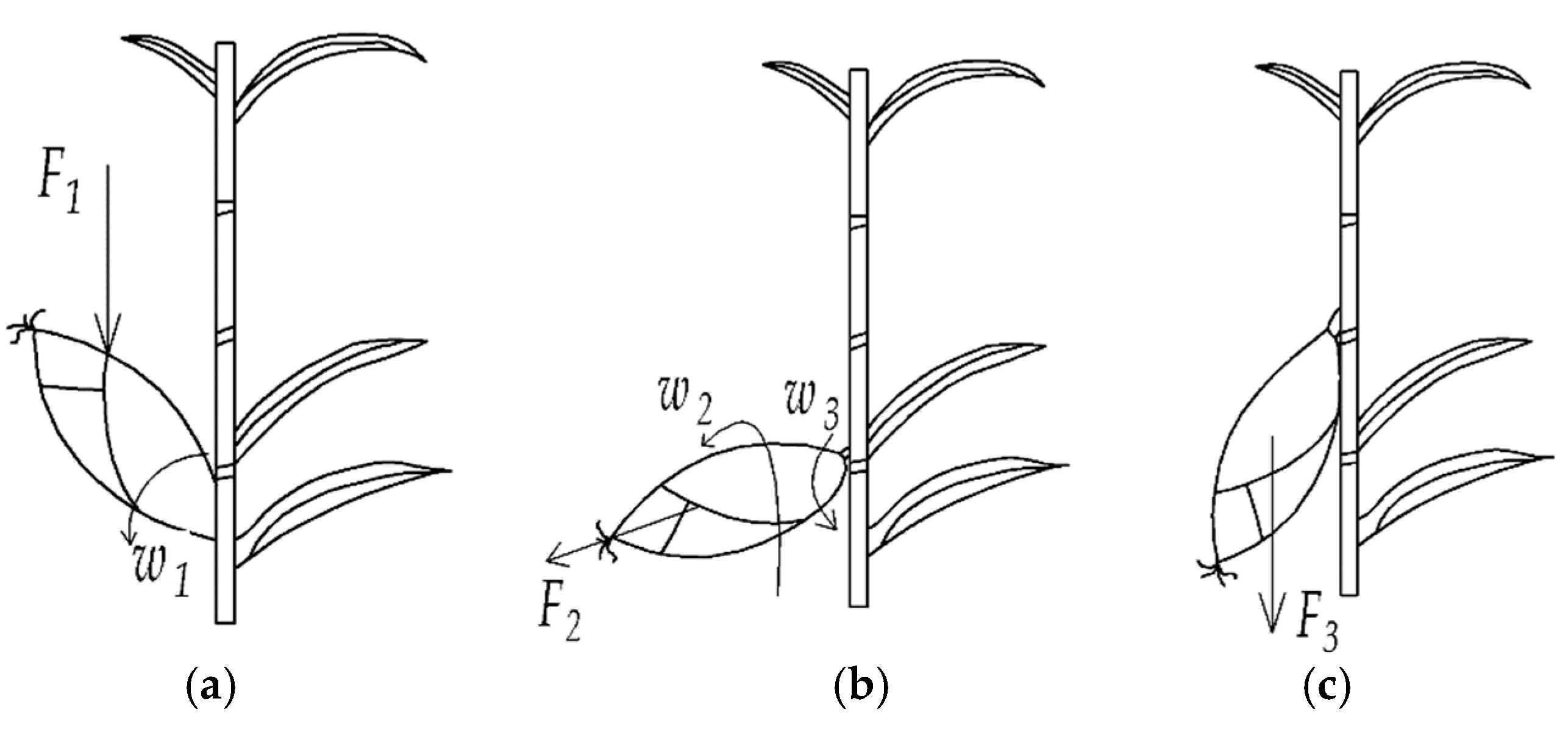
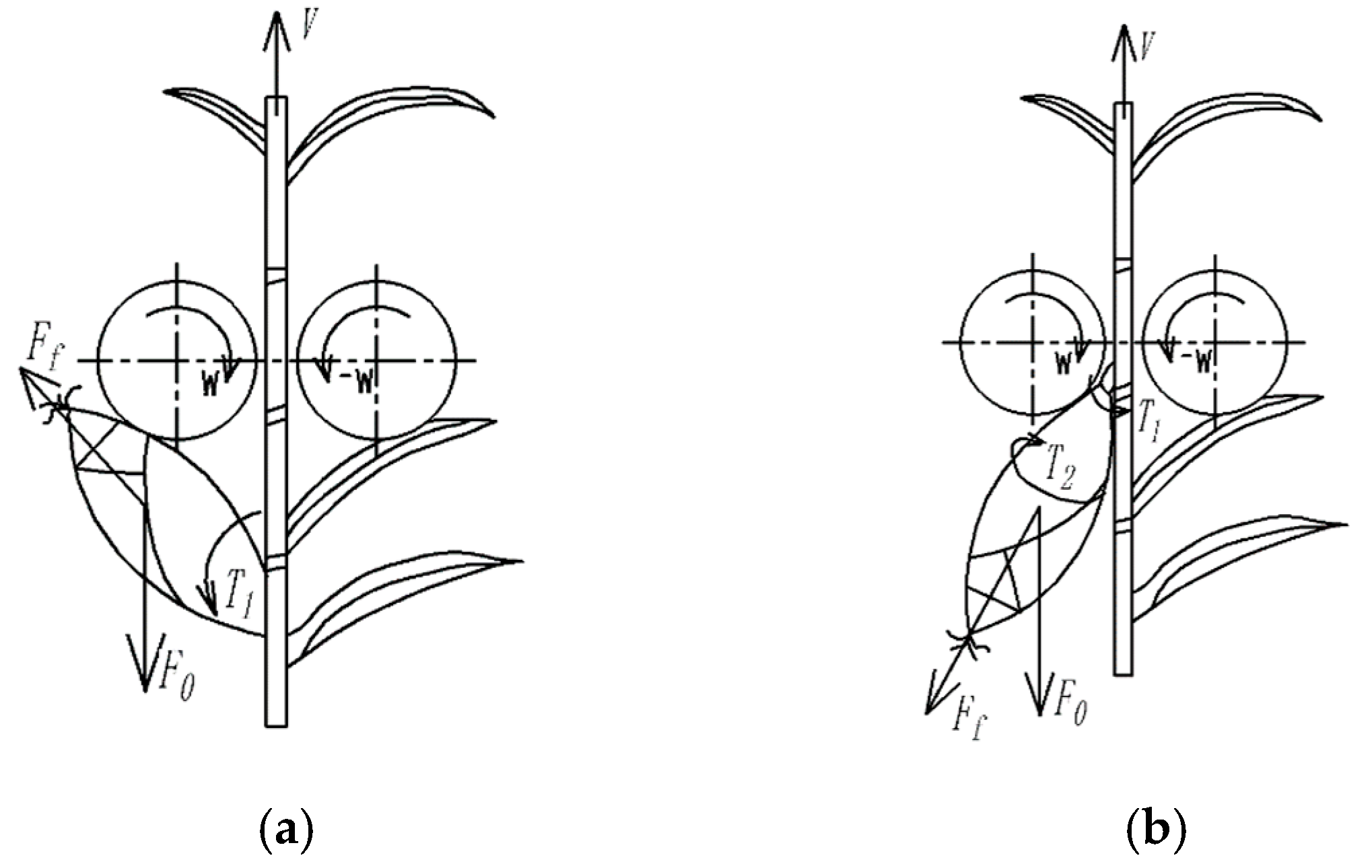
2.1. Bionic Reverse Picking Method
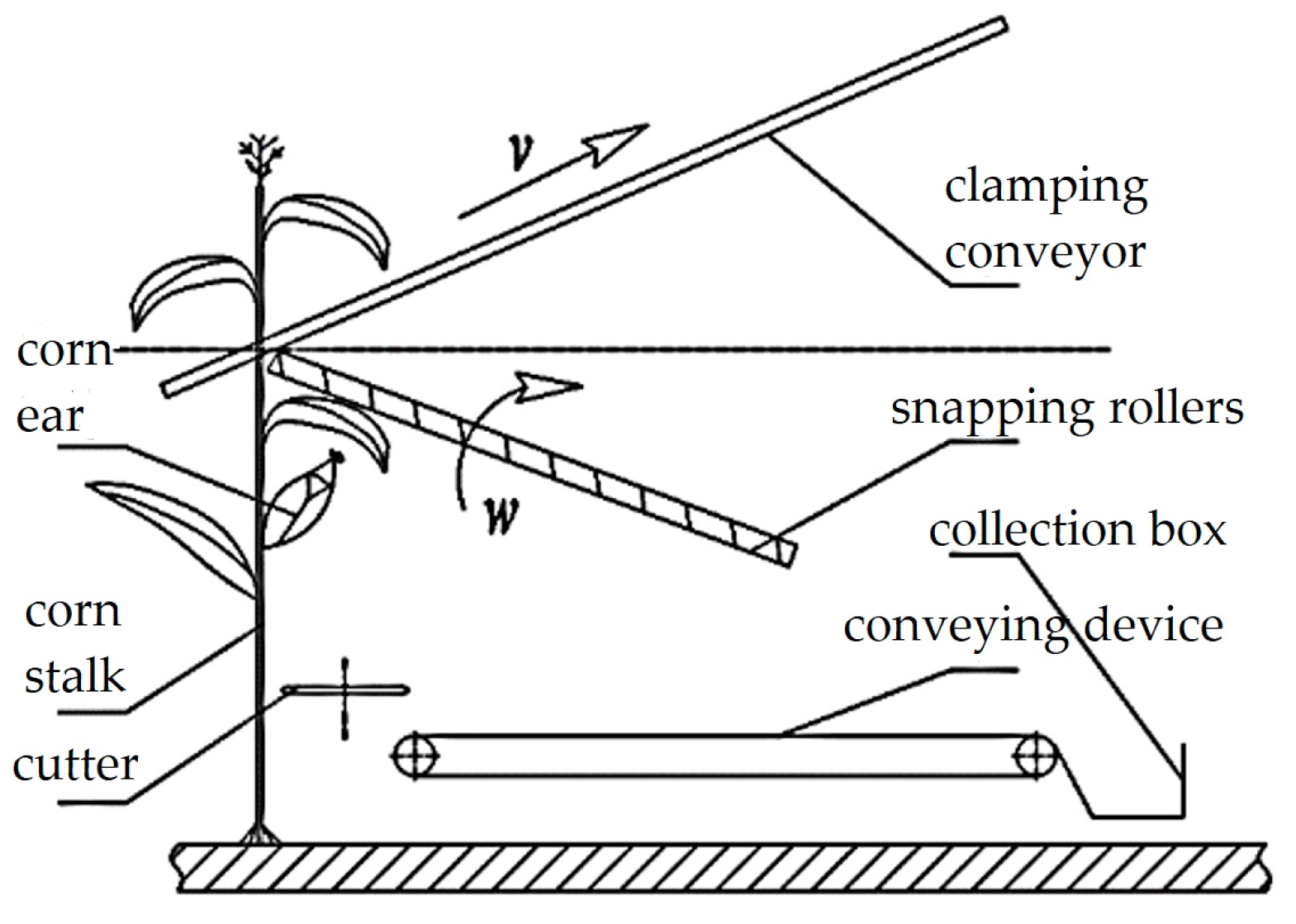
2.2. Structure and Working Principle of Bionic Reverse Picking Header
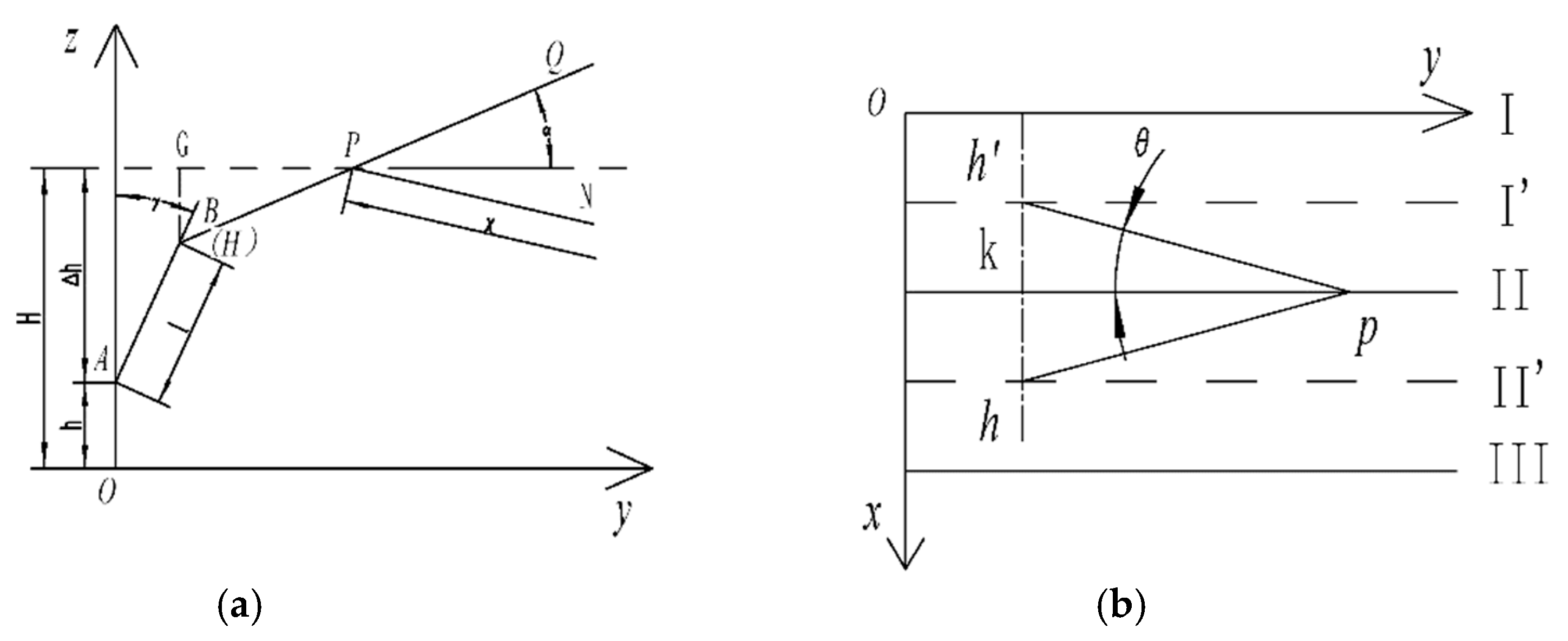
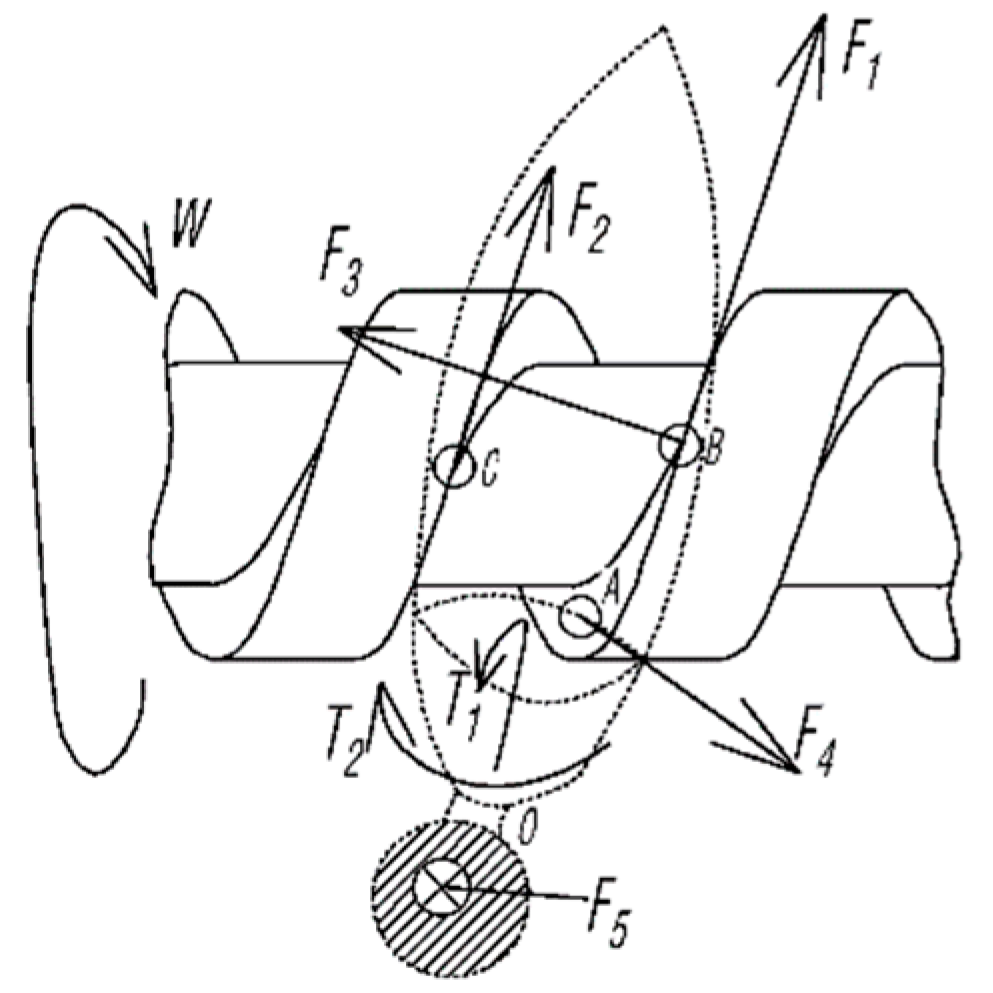
2.2.1. Geometric Model and Parametric Analysis of Picker
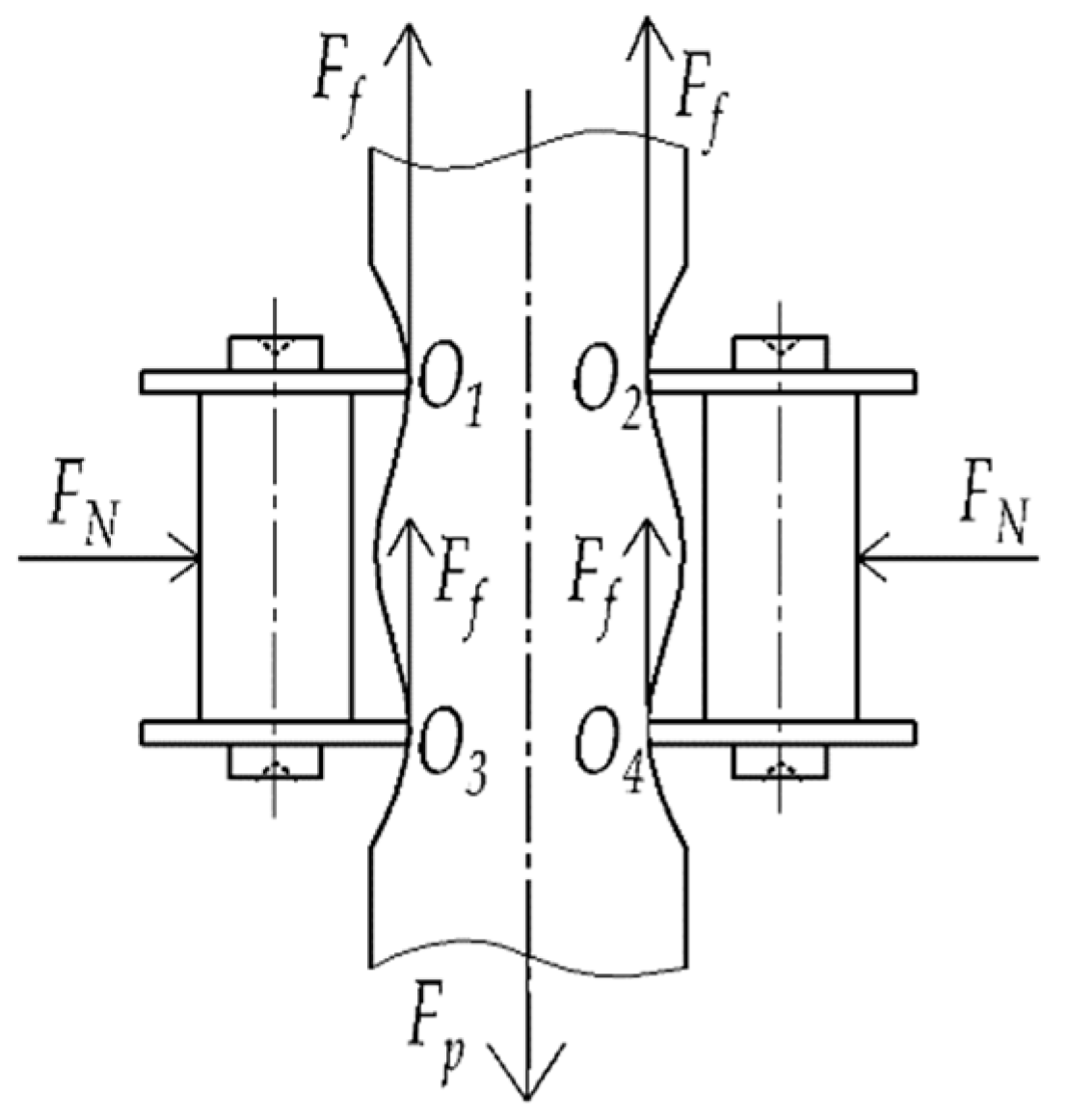
2.2.2. Effective Feeding and Clamping Conditions of Clamping Device
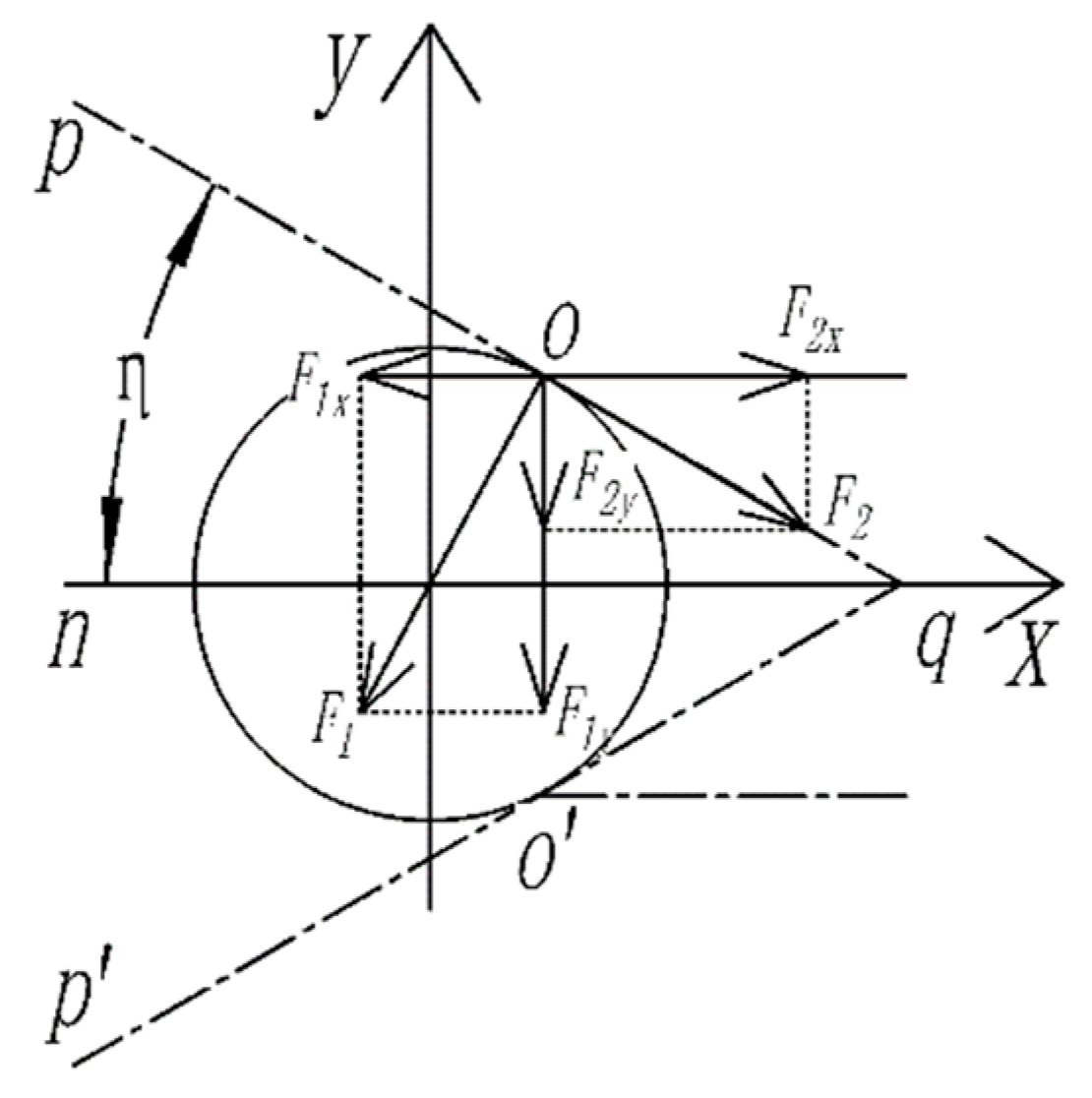
2.2.3. Model Analysis of Picking Device
2.3. Picking Test of Bionic Reverse Picking Header
2.3.1. Materials of Test
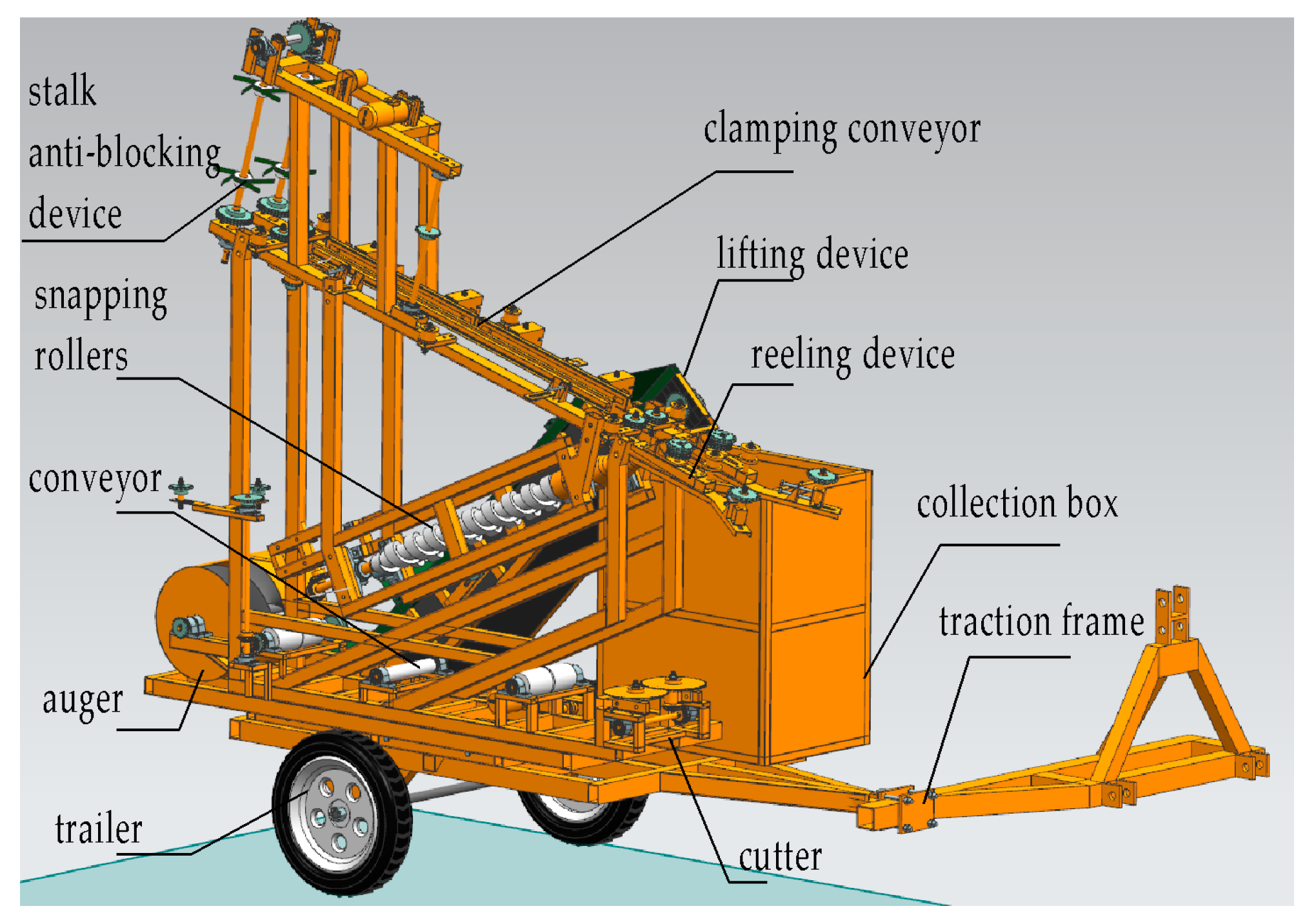
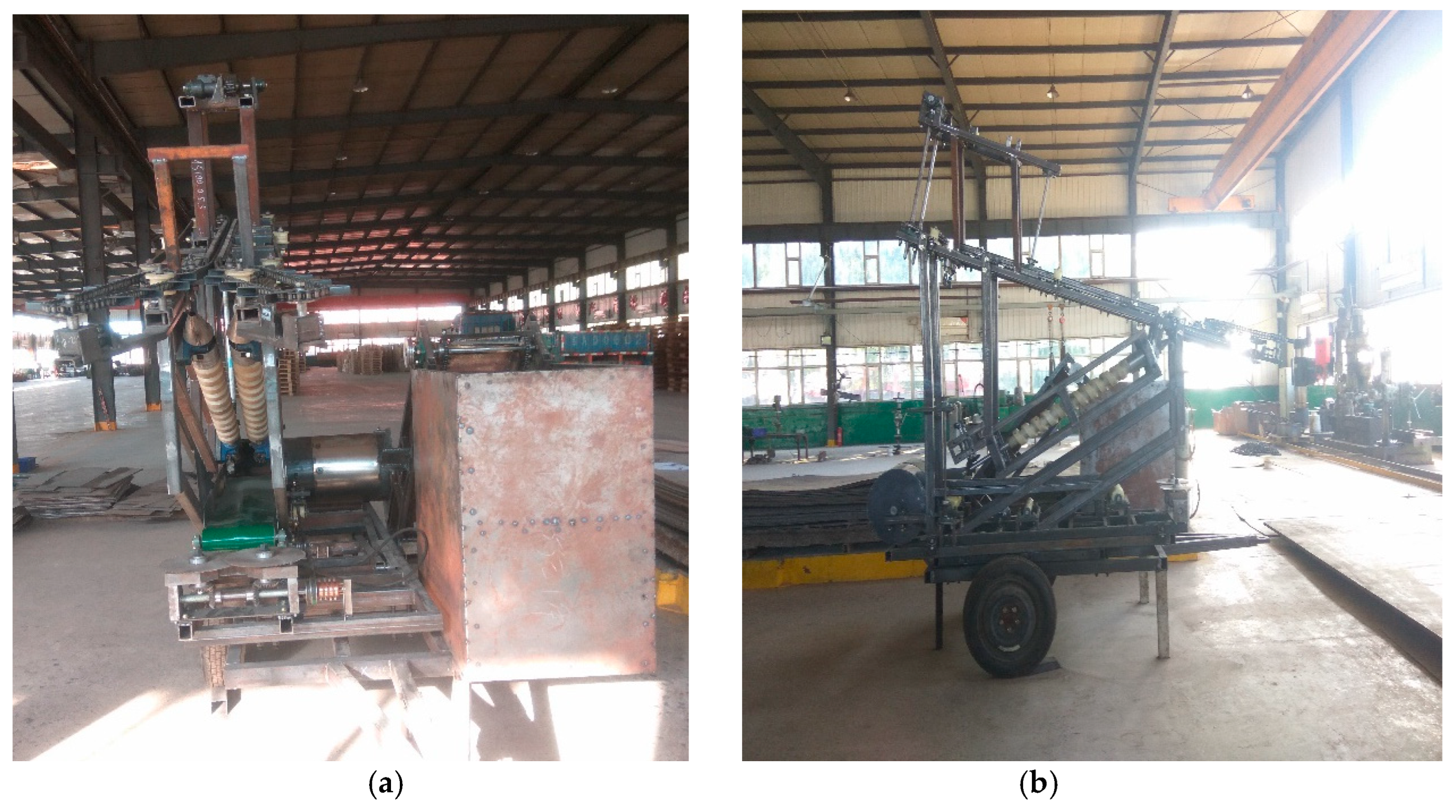
2.3.2. Prototype Machine
2.3.3. Design of Test
2.3.4. Data Analysis Method
3. Results and Discussion
3.1. Analysis of Single-Factor Test Results
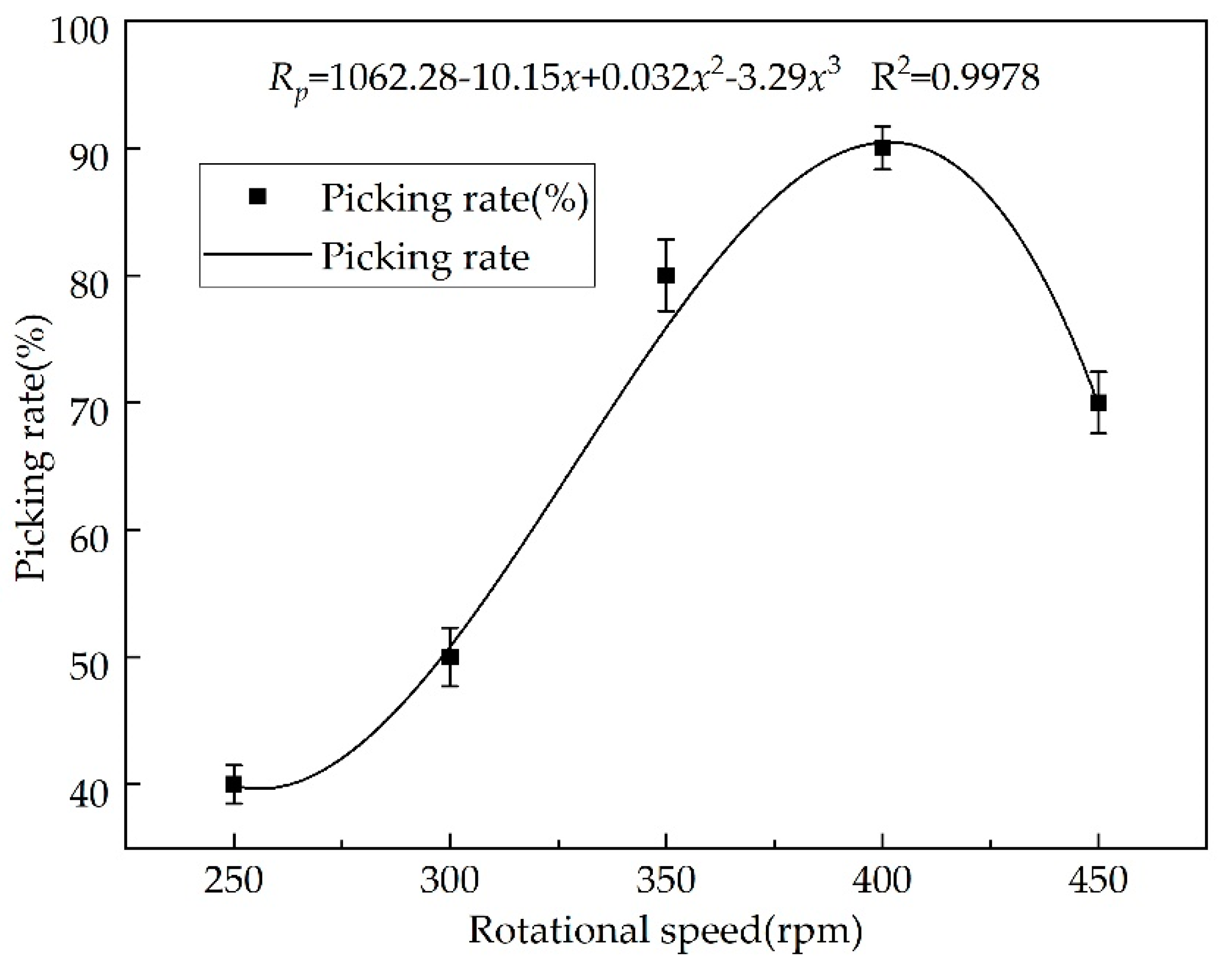
3.1.1. Clamping-Picking Device Speed
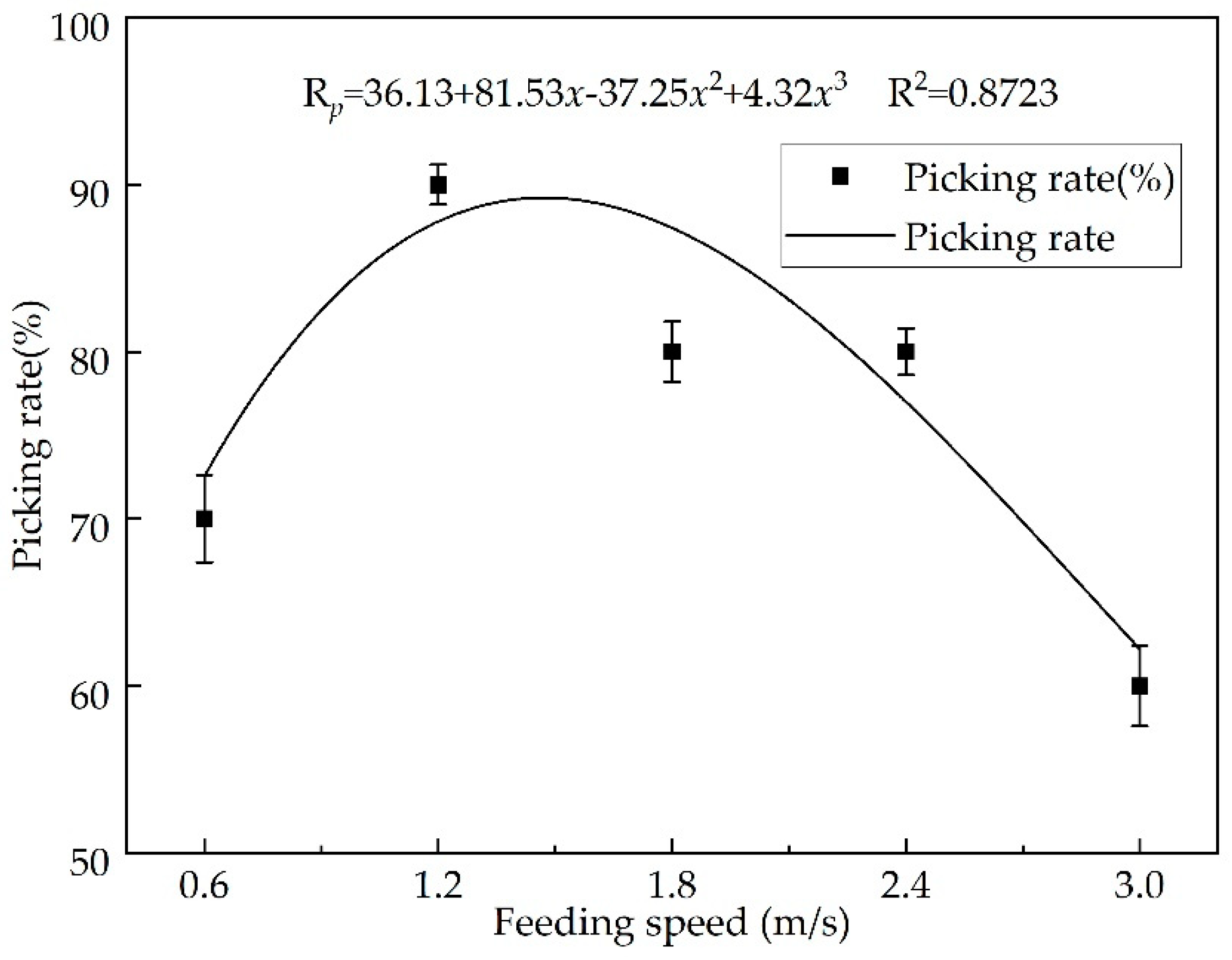
3.1.2. Stalk Feeding Speed
3.2. Analysis of Box Behnken Test Results
3.2.1. Test Results and Variance Analysis
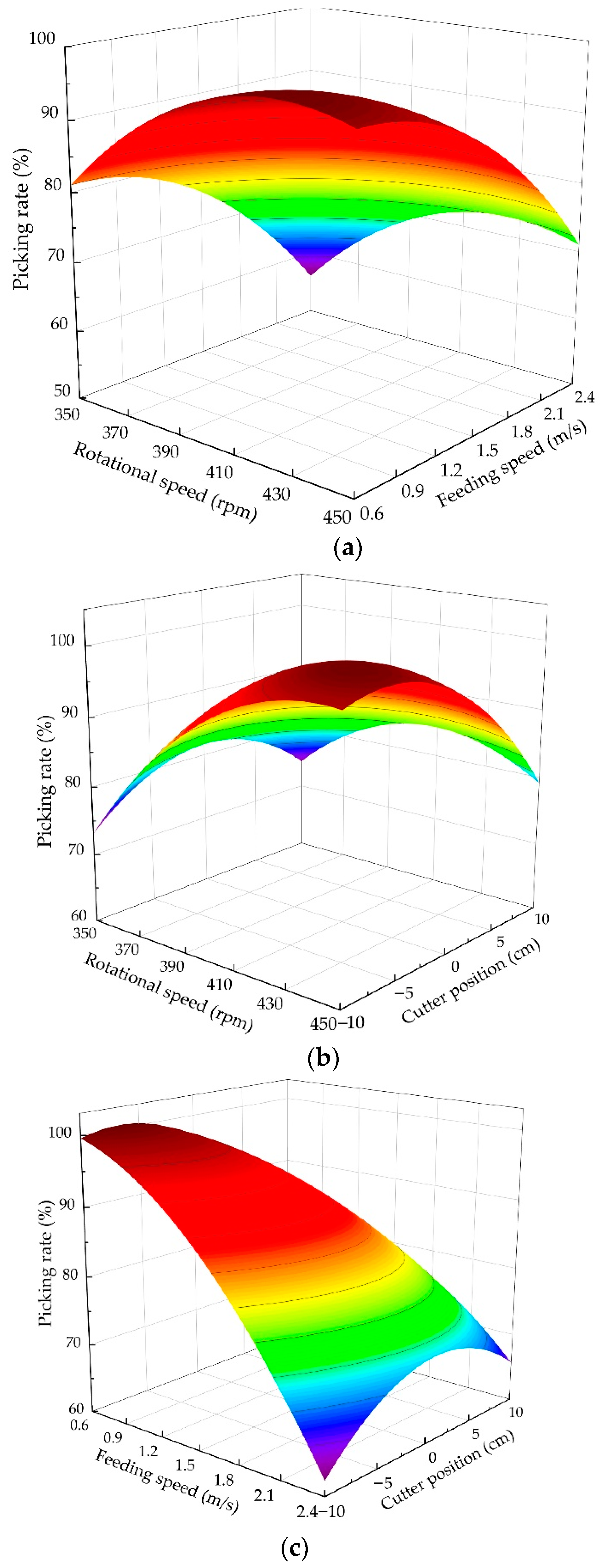
3.2.2. Response Surface Analysis
3.3. Parameter Optimization and Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xiang, N.; Guo, X.; Liu, F.; Li, Q.; Hu, J.; Brennan, C.S. Effect of Light- and Dark-Germination on the Phenolic Biosynthesis, Phytochemical Profiles, and Antioxidant Activities in Sweet Corn (Zea mays L.) Sprouts. Int. J. Mol. Sci. 2017, 18, 1246. [Google Scholar] [CrossRef] [Green Version]
- Erdal, S.; Pamukcu, M.; Savur, O.; Tezel, M. Evaluation of Developed Standard Sweet Corn(Zea mays sacharata L.) Hybrids for Fresh Yield, Yield Components and Quality Parameters. Turk. J. Field Crops 2011, 16, 153–156. [Google Scholar]
- Islam, M.S.; Liu, J.a.; Jiang, L.; Zhang, C.; Liang, Q. Folate content in fresh corn: Effects of harvest time, storage and cooking methods. J. Food Compos. Anal. 2021, 103, 104123. [Google Scholar] [CrossRef]
- Gong, K.; Chen, L.; Li, X.; Liu, K. Lignin accumulation and biosynthetic enzyme activities in relation to postharvest firmness of fresh waxy corn. J. Food Process. Preserv. 2018, 42, e13333. [Google Scholar] [CrossRef]
- Lu, Y.C.; Watkins, K.B.; Teasdale, J.R.; Abdul-Baki, A.A. Cover crops in sustainable food production. Food Rev. Int. 2000, 16, 121–157. [Google Scholar] [CrossRef]
- Berger, L.L.; Paterson, J.A.; Klopfenstein, T.J.; Britton, R.A. Effect of Harvest Date and Chemical Treatment on the Feeding Value of Corn Stalklage. J. Anim. Ence 1979, 49, 1312–1316. [Google Scholar]
- Li, Z.; Hong, T.; Zhao, Z.; Gu, Y.; Guo, Y.; Han, J. Fatty Acid Profiles and Nutritional Evaluation of Fresh Sweet-Waxy Corn from Three Regions of China. Foods 2022, 11, 2636. [Google Scholar] [CrossRef]
- Li, Z.; Hong, T.; Shen, G.; Gu, Y.; Guo, Y.; Han, J. Amino Acid Profiles and Nutritional Evaluation of Fresh Sweet-Waxy Corn from Three Different Regions of China. Nutrients 2022, 14, 3887. [Google Scholar] [CrossRef]
- Ketthaisong, D.; Suriharn, B.; Tangwongchai, R.; Lertrat, K. Changes in physicochemical properties of waxy corn starches after harvest, and in mechanical properties of fresh cooked kernels during storage. Food Chem. 2014, 151, 561–567. [Google Scholar] [CrossRef]
- Agackesen, M.N.; Oktem, A.G.; Oktem, A. Effect of harvest at different at different maturation stages on fresh ear yield and characterstics of sweet corn (Zea mays L. saccharata) genotypres. Appl. Ecol. Environ. Res. 2022, 20, 3335–3351. [Google Scholar] [CrossRef]
- Shin, S.; Jeong, G.-H.; Kim, J.-T.; Lee, J.-S. Effect of Planting Dates on Growth and Yield of Late-planted Sweet Corn (Zea mays L.) to Sell Fresh Ears in the Autumn. Korean J. Crop Sci. 2014, 59, 299–306. [Google Scholar] [CrossRef] [Green Version]
- Geng, A.; Hu, X.; Liu, J.; Mei, Z.; Zhang, Z.; Yu, W. Development and Testing of Automatic Row Alignment System for Corn Harvesters. Appl. Sci. 2022, 12, 6221. [Google Scholar] [CrossRef]
- Fu, Q.; Fu, J.; Chen, Z.; Cui, S.; Ren, L. Experimental study on lodged corn harvest loss of small harvesters. Int. J. Arg. Biol. Eng. 2022, 15, 123–129. [Google Scholar] [CrossRef]
- Wang, C.; Cao, S.-K.; Wu, C.-Z.; Wang, S.-N.; Zhao, Y.-Y. Corn Harvester Cutting Table with Adjustable Spacing. In Proceedings of the 2016 International Conference on Engineering and Advanced Technology, Hong Kong, 22–23 December 2016; pp. 236–239. [Google Scholar]
- OXBO. Oxbo 60 Series Corn Head. Available online: https://oxbo.com/ (accessed on 15 August 2022).
- Yan, H.; Wu, W.; Yin, H.; Han, F. Influence of working parameters on loss rate of vertical roll corn harvester. J. Jilin Univ. 2010, 40, 113–118. [Google Scholar]
- Geng, D.; Li, Y.; He, K.; Jin, C. Design and experiment on gripping delivery mechanism for Vertical-rollers type of corn harvester. Trans. Chin. Soc. Agric. Mach. 2017, 48, 130–136. [Google Scholar]
- Fu, Q.; Fu, J.; Chen, Z.; Han, L.; Ren, L. Effect of impact parameters and moisture content on kernel loss during corn snapping. Int. Agrophys. 2019, 33, 493–502. [Google Scholar] [CrossRef]
- Yang, R.; Chen, D.; Zha, X.; Pan, Z.; Shang, S. Optimization Design and Experiment of Ear-Picking and Threshing Devices of Corn Plot Kernel Harvester. Agric. Basel 2021, 11, 904. [Google Scholar] [CrossRef]
- Shinners, K.J.; Boettcher, G.C.; Hoffman, D.S.; Munk, J.T.; Muck, R.E.; Weimer, P.J. Single-pass harvest of corn grain and stover: Performance of three harvester configurations. Trans. ASABE 2009, 52, 51–60. [Google Scholar] [CrossRef]
- Zhang, Z.; Chi, R.; Du, Y.; Pan, X.; Dong, N.; Xie, B. Experiments and modeling of mechanism analysis of maize picking loss. Int. J. Arg. Biol. Eng. 2021, 14, 11–19. [Google Scholar] [CrossRef]
- Yactayo-Chang, J.P.; Boehlein, S.; Beiriger, R.L.; Resende, M.F.R., Jr.; Bruton, R.G.; Alborn, H.T.; Romero, M.; Tracy, W.F.; Block, A.K. The impact of post-harvest storage on sweet corn aroma. Phytochem. Lett. 2022, 52, 33–39. [Google Scholar] [CrossRef]
- Mehta, B.K.; Hossein, F.; Muthusamy, V.; Zunjare, R.U.; Sekhar, J.C.; Gupta, H.S. Analyzing the role of sowing and harvest time as factors for selecting super sweet (-sh2sh2) corn hybrids. Indian J. Genet. Plant Breed. 2017, 77, 348–356. [Google Scholar] [CrossRef]
- Mehta, B.K.; Hossain, F.; Muthusamy, V.; Zunjare, R.U.; Sekhar, J.C.; Gupta, H.S. Analysis of responses of novel double mutant (sh2sh2/su1su1) sweet corn hybrids for kernel sweetness under different sowing- and harvest-time. Indian J. Agric. Sci. 2017, 87, 1543–1548. [Google Scholar]
- Zhang, Z.; Chi, R.; Dong, N.; Du, Y.; Li, X.; Xie, B. Design and Testing of an Intelligent Control System for Maize Picking Harvest. Appl. Sci. 2020, 10, 8888. [Google Scholar] [CrossRef]
- Tai, J.; Li, H.; Du, Y.; Mao, E.; Guan, Y.; Long, X. Simulation of a maize ear picking device with a longitudinal horizontal roller based on hypermesh modeling. Inmateh-Agric. Eng. 2020, 62, 69–78. [Google Scholar] [CrossRef]
- Song, X.; Cao, S.; Wang, C.; Wang, H. Corn harvester cutting machine overall structure and working principle. In Proceedings of the 2017 3rd International Forum on Energgy, Environment Science and Materials (IFFSM 2017), Shenzhen, China, 25–26 November 2017; pp. 839–846. [Google Scholar]
- Kim, I.; Ha, J.-H.; Jeong, Y. Optimization of Extraction Conditions for Antioxidant Activity of Acer tegmentosum Using Response Surface Methodology. Appl. Sci. 2021, 11, 1134. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Numbers | Factors | Evaluation Indexes | |||
|---|---|---|---|---|---|
| Rotational Speed (rpm) | Feeding Speed (m/s) | Cutter Position (cm) | Picking Rate (%) | Loss Rate (%) | |
| 1 | 250 | 1.2 | 0 | 40 | 0 |
| 2 | 300 | 1.2 | 0 | 50 | 0 |
| 3 | 350 | 1.2 | 0 | 80 | 0 |
| 4 | 400 | 1.2 | 0 | 90 | 0 |
| 5 | 450 | 1.2 | 0 | 70 | 0 |
| Numbers | Factors | Evaluation Indexes | |||
|---|---|---|---|---|---|
| Rotational Speed (rpm) | Feeding Speed (m/s) | Cutter Position (cm) | Picking Rate (%) | Loss Rate (%) | |
| 1 | 400 | 0.6 | 0 | 70 | 0 |
| 2 | 400 | 1.2 | 0 | 90 | 0 |
| 3 | 400 | 1.8 | 0 | 80 | 0 |
| 4 | 400 | 2.4 | 0 | 80 | 0 |
| 5 | 400 | 3.0 | 0 | 60 | 0 |
| Levels | Rotational Speed (rpm) | Feeding Speed (m/s) | Cutter Position (cm) |
|---|---|---|---|
| −1 | 350 | 0.6 | −10 |
| 0 | 400 | 1.5 | 0 |
| 1 | 450 | 2.4 | 10 |
| Factors | Evaluation Indexes | |||
|---|---|---|---|---|
| Numbers | A Rotational Speed (rpm) | B Feeding Speed (m/s) | C Cutter Position (cm) | Picking Rate (%) |
| 1 | −1 | −1 | 0 | 70 |
| 2 | 1 | −1 | 0 | 75 |
| 3 | −1 | 1 | 0 | 60 |
| 4 | 1 | 1 | 0 | 70 |
| 5 | −1 | 0 | −1 | 65 |
| 6 | 1 | 0 | −1 | 80 |
| 7 | 1 | 0 | 1 | 65 |
| 8 | 1 | 0 | 1 | 60 |
| 9 | 0 | −1 | −1 | 80 |
| 10 | 0 | 1 | −1 | 65 |
| 11 | 0 | −1 | 1 | 60 |
| 12 | 0 | 1 | 1 | 70 |
| 13 | 0 | 0 | 0 | 80 |
| 14 | 0 | 0 | 0 | 85 |
| 15 | 0 | 0 | 0 | 85 |
| Cause of Variance | Sum of Squares | Freedom | Mean Square | F-Value | p-Value | Significant |
|---|---|---|---|---|---|---|
| Model | 1087.92 | 9 | 120.88 | 17.07 | 0.0030 | * |
| A | 78.12 | 1 | 78.12 | 11.03 | 0.0210 | * |
| B | 50.00 | 1 | 50.00 | 7.06 | 0.0451 | * |
| C | 153.13 | 1 | 153.13 | 21.62 | 0.0056 | * |
| AB | 6.25 | 1 | 6.25 | 0.88 | 0.3907 | |
| AC | 100.00 | 1 | 100.00 | 14.12 | 0.0132 | * |
| BC | 156.25 | 1 | 156.25 | 22.06 | 0.0054 | * |
| A2 | 231.41 | 1 | 231.41 | 32.67 | 0.0023 | * |
| B2 | 164.10 | 1 | 164.10 | 23.17 | 0.0048 | * |
| C2 | 231.41 | 1 | 231.41 | 32.67 | 0.0023 | * |
| Residual | 35.42 | 5 | 7.08 | |||
| Lack of Fit | 18.75 | 3 | 6.25 | 0.75 | 0.6148 | |
| Pure Error | 16.67 | 2 | 8.33 | |||
| Total | 1123.33 | 14 | ||||
| R2 | 0.9685 | Adjusted R2 | 0.9117 |
| Rotational Speed (rpm) | Feeding Speed (m/s) | Cutter Position (cm) | Predicted Picking Rate (%) | |
|---|---|---|---|---|
| Optimum value | 416.81 | 1.13 | −5.45 | 85.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Yu, J.; Zhang, Q.; Liu, C.; Fang, X. Design and Experimental Study of Bionic Reverse Picking Header for Fresh Corn. Agriculture 2023, 13, 93. https://doi.org/10.3390/agriculture13010093
Zhang L, Yu J, Zhang Q, Liu C, Fang X. Design and Experimental Study of Bionic Reverse Picking Header for Fresh Corn. Agriculture. 2023; 13(1):93. https://doi.org/10.3390/agriculture13010093
Chicago/Turabian StyleZhang, Li, Jianqun Yu, Qiang Zhang, Chuanxin Liu, and Xvwen Fang. 2023. "Design and Experimental Study of Bionic Reverse Picking Header for Fresh Corn" Agriculture 13, no. 1: 93. https://doi.org/10.3390/agriculture13010093