Cereal farming is highly prevalent in India, with most of the cereal crops harvested being used as sources of food grains for Indian people. States such as Haryana, Punjab, Uttar Pradesh, Bihar and West Bengal are India’s largest producers of cereal-based agricultural products. However, after the crops are reaped and gathered in the fields and they are effectively and efficiently segregated, there is a lot of waste left over, such as straw, husks, stalks and leaves, depending on the cereals in question. These residues also reduce the fertility and biodiversity of agricultural soil. Therefore, efforts to promote efficient collection and transportation must be prioritized to increase soil fertility and the amounts of valuable products that can be obtained from it [
30]. Scientists have recently started to use the aforementioned waste materials as partial substitutes for traditional concrete products and have come up with interesting results [
3]. The following section reviews the major crop residues used in concrete production and their characterization.
2.1.1. Waste from Wheat Cereal Harvesting
Wheat is one of the main cereal sources of food production and consumption in India. According to the Ministry of Agriculture (Government of India), wheat production increased to a record 101.20 million tons for the 2018–2019 (July–June) crop year and by 1.3 percent year-on-year in the third annual crop output survey. Wheat straw (WS) residue is one of the primary by-products of wheat production and is usually burnt by farmers in open areas, with a major impact on environmental pollution and human health [
37]. Wheat straw ash (WSA) is obtained when it is burnt at a high temperature. Ash has an excess silica content and higher fineness compared to cement [
17]. Therefore, wheat straw ash may be a source of alternative material that can be used in concrete production processes [
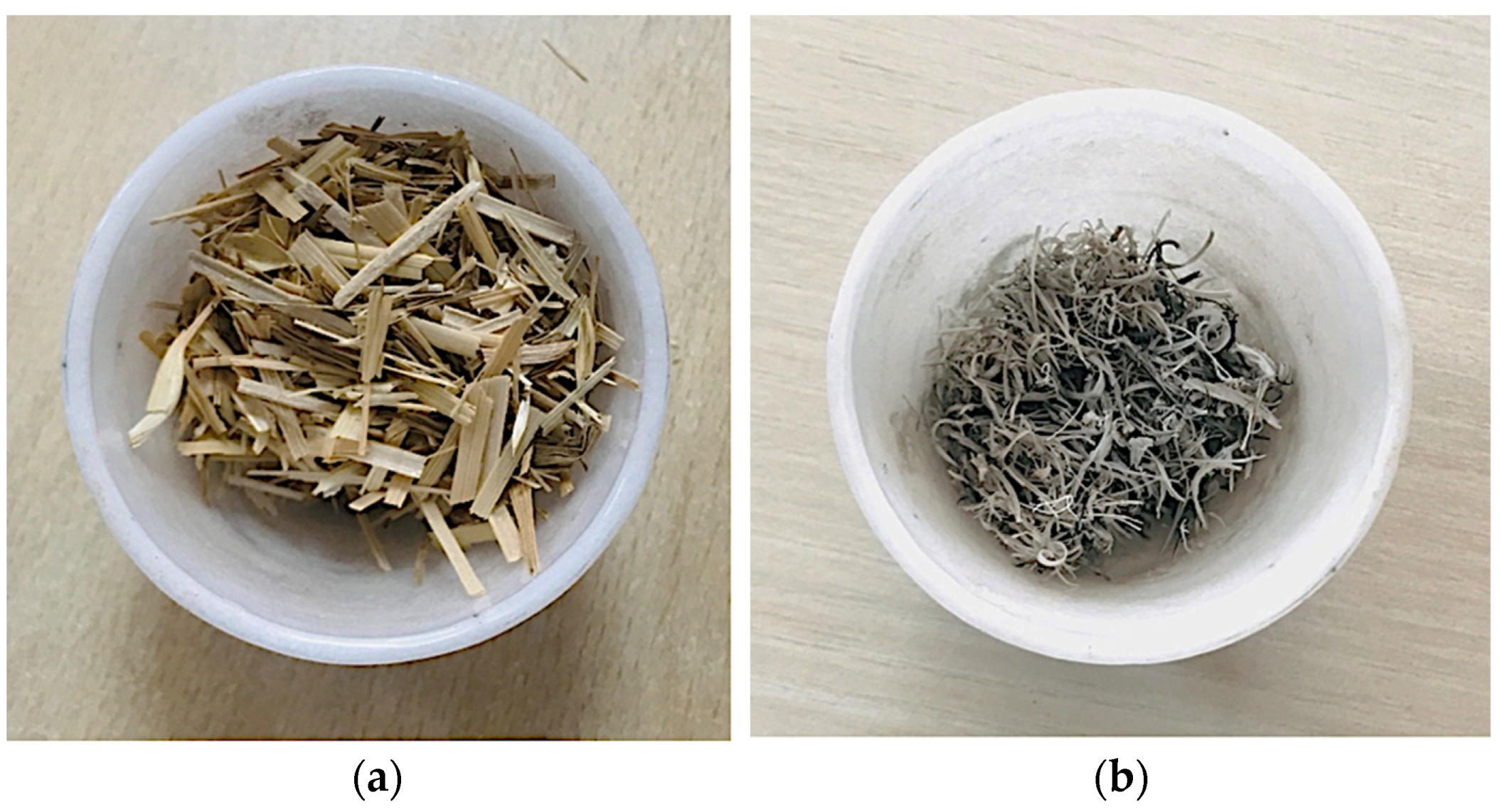
38]. However, depending on the process of ignition, WSA has different chemical properties. The burning temperature of WS was found to be in the range of 570–670 °C for 5 h (
Figure 2); hence, the color of white and grey ash denoted the absolute burning of ash [
15].
Further, it has been observed that if WS is burnt at 900 °C for 6 h it gives a black-colored ash [
15,
18,
38,
39]. It has also been reported that cement hydration was accelerated when WSA was pretreated in a comparison with untreated WSA, which retards cement hydration. Results also demonstrated a significant (32%) surge in compressive strength when WSA was treated and compared with normal concrete mortar made with untreated WSA [
39]. The positive outcomes for WSA as an accompanying concrete material in mortar were reflected in a superior compressive strength of around 25% [
39]. Moreover, when 8% of WSA was mixed in cement, the achieved compressive strength was quite satisfactory as compared to concrete made without WSA after the 180th day [
40]. The primary reason was a slow chemical reaction between pozzolana and calcium hydroxide. When WSA was mixed in cement up to 16%, the flexural strength of the concrete was enhanced on the 28th day [
40].
The most important criterion of concrete quality is its durability, and many researchers have been conducting studies on the durability of concrete material combined with WSA as a partial cement substitute. It was found that when WSA was mixed in concrete with magnesium sulfate solution, the concrete showed up to 8% higher performance [
40]. A further positive result for the freezing and thawing resistance of WSA mixed concrete as compared to normal concrete was also shown [
41]. The WSA replacement level was increased from 5–15%, which helped to increase the freezing and thawing resistance of the concrete. Furthermore, the resistance of WSA mixed concrete to deterioration by alkali and silica was a bit higher compared to equivalent normal concrete made without WSA. If the WSA content is increased to 15%, it has a higher resistance to the reactions that occur between alkali and silica [
42].
Most important is the influence of WSA on the oxidation of alkali and silica in concrete mixed with a lower water–cement ratio [
42]. In due course, some researchers have also explored the prospect of the efficient usage of WSA as a partial substitute for sand in concrete. Promising results were achieved when WSA was partly mixed with cement up to 10.9%, due to the higher fineness of WSA as compared to cement, which has reduced workability, though water demand was found to be increased [
17]. Along with this, another important factor, namely, setting time of new concrete, was enhanced by up to 92% given the presence of WSA as 10.9% of a sand substitute, the effect on setting time being one of the major reasons for the particular binding characteristics of WSA [
17]. In terms of strength features or properties, up to 10.9% mixing of WSA with fine aggregate showed increments in tensile, flexural and compressive strengths of concrete of up to 67, 71 and 87%, respectively [
17]. Similarly, as reported by Binici et al. [
18], with partial replacement with WSA up to 6%, WSA concrete’s compressive strength was enhanced in comparison with normal concrete after the 28th day, and it was observed that the compressive strength on the 7th day was similar [
17]. It was found that mixing of WSA as a partial fine aggregate replacement (6%) resulted in the concrete with the best durability. According to reports in the literature, sulphate resistance is the main area of concern in concrete production and in which WSA has shown promising results, with water penetration and abrasion resistance having been found to be increased in concrete made with WSA due to denser pore formation [
18]. Concrete exposed to a thermal cycling process shows a decrease in compressive strength and it was found that this decrease was less sharp for WSA concrete in comparison with normal concrete. It has been well reflected that WSA concrete has better resistance when exposed to thermal cycling, even when WSA as a fine aggregate partial substitute was used up to 15% [
43]. Moreover, the cracks in WSA concrete were observed to develop at a much later stage due to the presence of fibers in WSA, which helps in binding the other ingredients of concrete as well. Electrical resistivity further enhances the resistance of WSA concrete at higher temperatures [
42]. With regard to the use of WS for fiber reinforcement in concrete, it was concluded that the tensile strength of wheat straw fiber (WSF) was around 40 megapascals (MPa) (
Table 1) [
44]. This was ascribed to the irregular surface attributes of WSF promoting bond formation in the cement and fiber matrix, which was composed of a mix of low-strength fibers, and the breakdown of the concrete was considered to involve the pulling out of fibers rather than their rupture [
44].
The mixing of WSA with cement and sand may alter the chemical and physical as well as the mechanical composition of cement because WSA has its own oxide composition and physical, chemical and natural fiber properties. Varying the percentage of WSA mixed in cement affects the final properties of concrete to different extents. Hence, the study of the different ratios is essential to establish the appropriate proportions of WSA and adequate cement mixing is required to achieve desired properties in concrete. Previous studies have revealed the blending ratios for the desirable properties of concrete, which are mentioned below.
When cement was replaced with 8, 16 and 24% WSA [
40], the compressive strength was reduced on 28th day; the equivalent strength at 180 days confirmed the superiority of the replacement level of 8%. This provides higher flexural strength and also enhanced the sulfate tolerance along with the compressive strength. When cement was replaced with 5, 10 and 15% WSA [
42], the reliability of alkali–silica reactions was improved, and when cement was replaced with 20% pretreated WSA [
39], the compressive strength was raised.
When sand was replaced with 3.6, 7.3 and 11% WSA [
17], the flow properties were reduced, initial setting time improved and the compressive, flexural and splitting tensile strengths increased. When sand was replaced with 5, 10 and 15% WSA [
43], resistance to thermal cycling was strengthened. When sand was replaced with 2, 4 and 6% WSA [
18], compressive strength, sulfate resistance and abrasion resistance were improved and the rate of water penetration was reduced.
When wheat straw fiber was added to cement (0.19%) [
44], a nominal rise in fracture strength was observed.
2.1.2. Waste from Rice Cereal Harvesting
As per the Ministry of Agriculture, India, rice production was projected at 115.6 million tons in 2018–2019, which was higher than in 2017–2018. There is a lot of waste generated in rice production, such as the straw and husks left after harvesting. Rice husks (RH)—a cereal waste obtained from the crushing of rice—constitute another good substitute material for cement manufacturing [
56]. They are considered one of the major globally accessible waste residues. RH from rice fields is one of the best alternative materials that can be used as a partial replacement for ash to enhance the properties of concrete in terms of strength, workability and durability and can also reduce the quantity of cement by weight.
RH is an exterior paddy grain cover and accounts for 20–30% of the weight of paddy rice collected [
56]. RH is usually used as a fuel in boilers due to heat generation during combustion (13–16 MJ/kg) [
57]. Rice husk ash (RHA) is obtained after the burning of RH, which accounts for 18–25% of RH’s preliminary weight. RHA presents a land-filling problem, as it is not utilized. Generated by rice mills, it is a source of environmental contamination and there has been debate over the issue of dumping [
58]. If this accessible waste is not treated or handled properly, it may contribute to pollution. The color of RHA depends on the raw material resources and can vary from black to white gray depending on the incineration process, the duration of burning and burning temperature. RH is exposed to a self-controlled high temperature between 600–800 °C for 1 h in a closed environment in a furnace/incinerator. The ash produced is cooled after the firing process, either slowly or quickly. The quick cooling process is carried out by continuously spreading the ash in dishes at an ambient lab temperature of 21°C after achieving the appropriate temperature of 800 °C for 1 h. In this way, RHA is obtained when the furnace/incinerator is cooled down at a lower rate [
59,
60,
61].
In RHA, silica content is a major factor in producing C-S-H gel through reaction with calcium hydroxide and lime. C-S-H is mostly essential for the strength and other micro-structural properties of concrete [
62]. RHA has a similar character to WSA in that it has excess silica content. It consists of 80–95% silica, which is an important factor in concrete; however, when compared to conventional concrete, ordinary Portland cement only contains 21% silica [
63,
64,
65]. Due to the higher silica content of RHA, it can be used to enhance the transition zone and surface area between the cement paste and the microscopic framework [
39]. Thermo-chemicals, such as dilute acid, increase the rate of pozzolanic reactions by increasing the surface area and volume of amorphous silica and reducing RHA carbon content [
66]. Researchers are committed to finding economic routes to extract nano-silica from RHA due to an increasingly extensive market for amorphous silica.
Alkali extraction is a cheap method that can be used to prepare high-purity silica sol or nano-silica powder for various mullite ceramics [
67,
68,
69]. When RHA is treated well, a C-S-H gel is formed which can fill the gaps between cracks in concrete and protect it from leaching degradation and corrosion. The silica present in RHA reacts with Ca(OH)
2 to form a resistive layer that acts as a protective layer for the materials when subjected to acidic conditions. When RHA was used as a partial replacement concrete-making material, it was found that it enhanced the tensile strength, compressive strength and modulus of elasticity of the mixed concrete as compared to normal concrete [
70]. RHA consists of minerals that are used as SCMs in mortar and concrete making. The water absorption and porosity of the two samples decreased with an improvement of up to 15% in the RHA content and then began to increase. For the normal concrete, water absorption was 6.4, 4.8 and 4.3% at the 7th, 28th and 91st day and declined to 5.5, 3.7 and 3.5%, respectively, after mixing with 15% RHA. On the other hand, the porosity analysis revealed a decrease of 26, 17 and 14% for concrete mixed with 15% RHA as compared to the control combination at the 7th, 28th and 91st day. Such changes are due to the creation of additional C-S-H gel by the pozzolanic reaction between calcium hydroxide and silica found in RHA, with decreased pores and improved concrete capacity [
71,
72]. When RHA was at a partial replacement level of 15%, water demand was increased because of the lower fineness modulus and higher surface area of RHA particles. Nonetheless, decreased concrete workability likely resulted in pores and voids being created, which in effect improved the concrete’s susceptibility to water absorption [
71]. In fact, there is a lack of Ca(OH)
2 to react with the higher amount of SiO
2 present at such high doses. Consequently, a significant amount of silica remains unreacted, which, through growing porosity, breaks down the consistency of the concrete’s micro-structure. The maximum water permeability of concrete mixed with 15% RHA was 72, 64.7 and 87.5% lower than that of normal concrete at the 7th, 28th and 91st day. Concrete water permeability is a feature of porosity and mixing of RHA up to 15% as partial cement replacement decreased the voids in concrete due to pozzolanic action and micro-filling, thereby decreasing water permeability [
72].
The amount of nano-silica present in RHA changes the character of concrete made with RHA and is responsible for the development of the rough surface texture as well as the layered polymerized structure which enhances the cohesion between cement mortar and aggregates. Using RHA to make green concrete would help to reduce global carbon emissions from the manufacturing of concrete. RHA-modified concrete is currently in the development stage at laboratory scale. RHA-mixed strong castable concrete has led to economic and ecological advantages in the refractory industries [
66]. However, the manufacture of green concrete needs to be promoted to the upper level and be adopted in mass manufacturing at commercial scale [
29].
When partial replacement of cement with RHA is performed, the chemical and physical properties of the cement will be changed, different proportions of RHA influencing to different degrees the final properties of the concrete. Previous reports in the literature have revealed the outcomes of different blending percentages on the properties of concrete, as described below. When cement replacement at 25% was performed [
73]:
- ➢
The lowest water absorption rates on the 7th day were about 4.8% and on the 28th day of curing about 3%;
There was a change of 6.9% in compressive strength at the 7th day and 6.8% at the 28th day;
The most improved tensile strength was achieved with up to 6.8% RHA, then it tended to fall;
This contributed to a dramatic improvement in the permeability of the mixed concrete relative to normal concrete;
Water permeability was reduced to 26%;
This led to a reduction in chloride permeation of 78%.
- ➢
When cement replacement at 15% was performed [
74,
75,
76]:
The compressive strength rose by 15%; at the 7th, 28th, 56th and 91st day, by 9, 12, 13 and 16% above that of the control combination, respectively;
The average elasticity element was 14% higher than the 0% combination;
The 28th-day flexural strength of the maximum flexural strength was 21% higher than that of the 0% combination.
The oxide composition and physical and chemical properties of RHA have been summarized in
Table 5,
Table 6 and
Table 7.
2.1.3. Waste from Corn Cereal Harvesting
Corn is produced as a major cereal product in India, along with rice and wheat [
86]. Corn cob is a cereal waste that is obtained from corn or maize. It is another substitute for utilization in concrete making in place of cement, sand and coarse aggregate to reduce the quantity of raw materials required for concrete production. Corn cob ash (CCA) is obtained by burning maize cob waste at a temperature of 600 °C for 3 h and 650 °C for a period of 8 h [
18,
87]. It is pozzolanic in nature and has a significant quantity of loss on ignition (LOI) and reactive amorphous silica content [
18]. According to previous studies, the percentage of silica contained in CCA is around 37–66% [
18,
86] (
Table 8). When CCA was mixed with cement up to a level of 25%, as the percentage of CCA increased, the LOI of the mixed cement was enhanced due to an increase in the organic percentage present in CCA [
88]. This has an undesirable effect on cement properties because cement works as a binding material in concrete, providing strength [
88]. Due to this phenomenon, the reliability of the mixed cement will be compromised, while the soundness as well as the setting times of the mixed cement will be enhanced [
88]. The increase in the setting time and soundness of cement was attributed to the CCA, which decreased the surface area of the cement. Since CCA is very light-weight in comparison to cement, it delayed the hydration process [
88]. Similarly, the workability decreased as the CCA percentage increased due to this. Water demand also increased.
Regarding compressive strength, the production of mixed concrete with CCA worked equally in comparison to normal cementitious materials. It was found that the early strength of CCA concrete was lower, but after some time it exhibited higher strength due to the effective pozzolanic reactions between SiO
2 and Ca(OH)
2 in the CCA [
87]. When CCA and WSA were used up to 6% as partial fine aggregate replacements, it was found that the compressive strength of CCA mixed concrete was enhanced by up to 40% in comparison with WSA mixed concrete at the age of 365 days [
33]. If we look CCA used as a partial fine aggregate replacement, then the overall development factors and performance of CCA concrete show it to be superior to WSA concrete. Similarly, it was also observed that the durability performance, e.g., abrasion resistance, sulphate resistance, and water penetration resistance, of CCA concrete was enhanced in comparison to WSA concrete [
33]. It was found that when CCA was used as a coarse aggregate replacement, better light-weight concrete resulted as compared with other light-weight concretes made with long-drawn-out clay aggregates [
89]. Finally, it was observed that CCA concrete has a compressive strength (0.12 MPa) that is lower in comparison with that of long-drawn-out clay concrete (1.36 MPa). The overall thermal performance and density were consistent, suggesting that CCA concrete might be used in light-weight structures or single-storey buildings.
When partial replacement of CCA with cement, sand, and aggregate is performed, then the chemical composition and physical properties of cement change because CCA and cement have different chemical and physical properties. It is therefore important to find different ratios to establish the idol composition of CCA and cement mixing necessary to achieve appropriate concrete properties. These properties were shown above, in
Table 8,
Table 9 and
Table 10.
- ➢
Cement replaced with 2 to 25% CCA [
87,
88]:
- ➢
Sand replaced with 2, 4 and 6% CCA [
18,
88]:
Enhanced compressive strength;
Improved sulfate resistance;
Higher aberration resistance;
Reduced rate of water penetration.
- ➢
Coarse aggregate replaced with 100% CCA [
89]:
2.1.4. Waste from Barley Cereal Harvesting
Barley is also produced in India as a key cereal crop, along with rice, corn and wheat. Consequently, straw of barley is also accumulated excessively and burnt due to a lack of efficient utilization methods [
95]. Similar to wheat straw ash, barley straw could also be utilized for ash generation and barley straw ash (BSA) may be used as a pozzolanic substance for concrete production, though there has been insufficient investigative work carried out on using BSA as SCM. In general, BSA has a high amount of potassium and a slightly lower amount of silica (21.2%) in comparison to WSA, as shown in
Table 11 [
96]. Furthermore, BSA structure and crystallography can rely on pozzolanic reactivity. Similar molecules undergo different reactions during the solution process in interaction with saturated Ca(OH)
2, impacting the speed and length of the reaction. Owing to the occurrence of KCl, the pozzolanic action of BSA may be lesser in comparison to traditional pozzolans, viz., fly ash, and it led to low divergence in compressive strength at the 7th day and the 28th day [
96]. Barley straw with a tensile strength of approximately 115 MPa and a modulus of elasticity of 9.92 GPa was used as an alternative to wood shavings to produce sand concrete of lower weight [
97]. The findings of the study described that the addition of barley straw fiber led to a 35% increase in thermal diffusivity, along with an improvement in the compressive strength and toughness of the produced concrete. In this study, since the pozzolanic substance had the same particle size and fineness, there was improved pozzolanic reactivity throughout the BSA and fiber addition as compared to the other samples [
96].
When partial replacement of fiber addition in cement concrete is performed, the chemical composition and physical properties of cement would be changed because BSA and cement have different chemical and physical properties (
Table 11,
Table 12 and
Table 13).
Fiber addition in concrete [
97] leads to:


 ,
, 





{kind=link}
{kind=link}