3.1. Modal Analysis
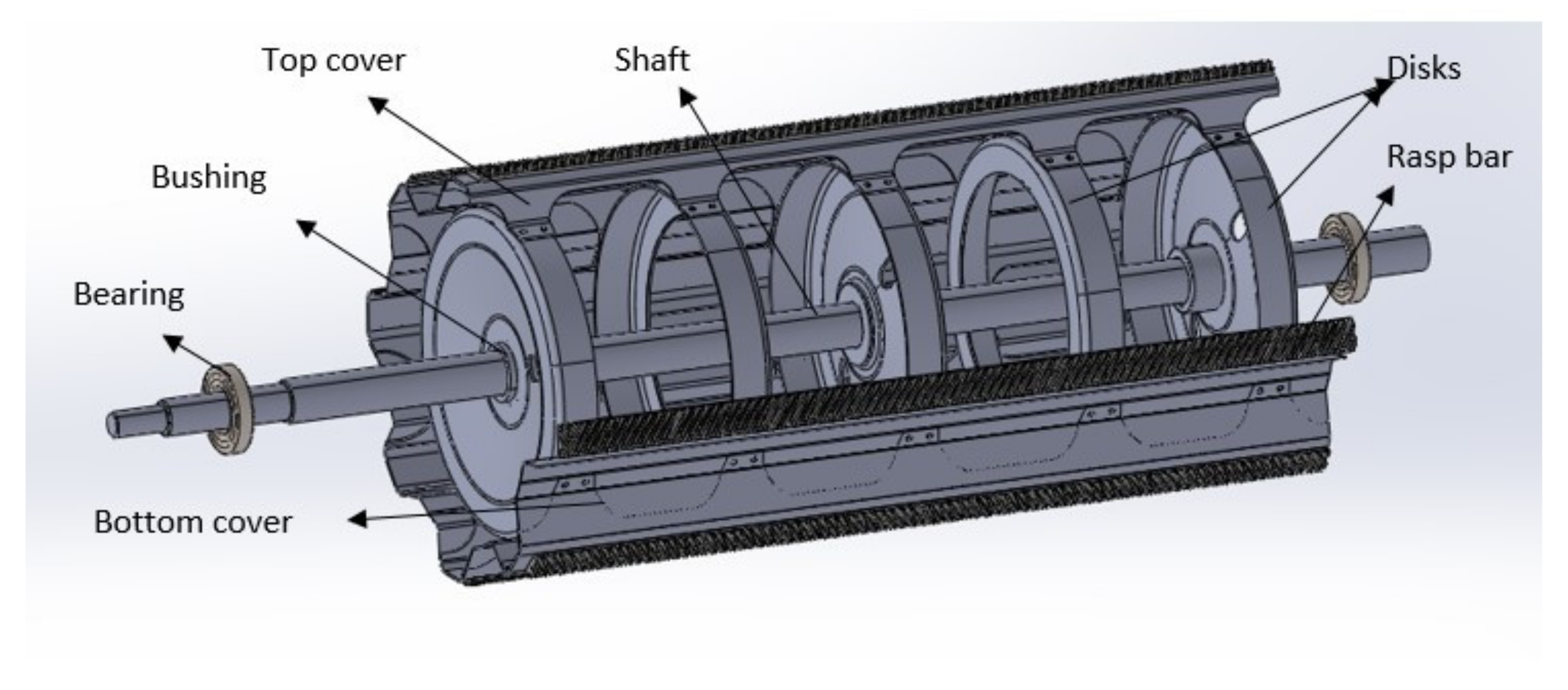
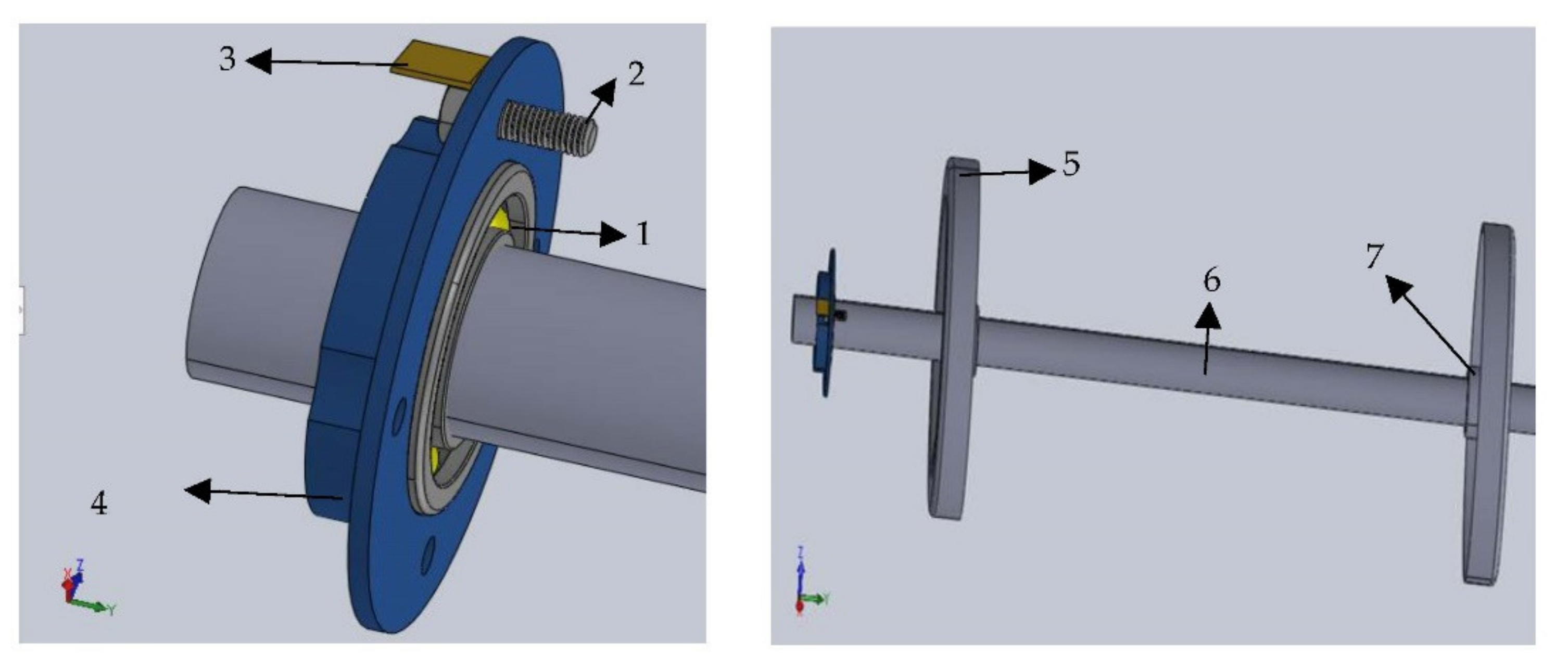
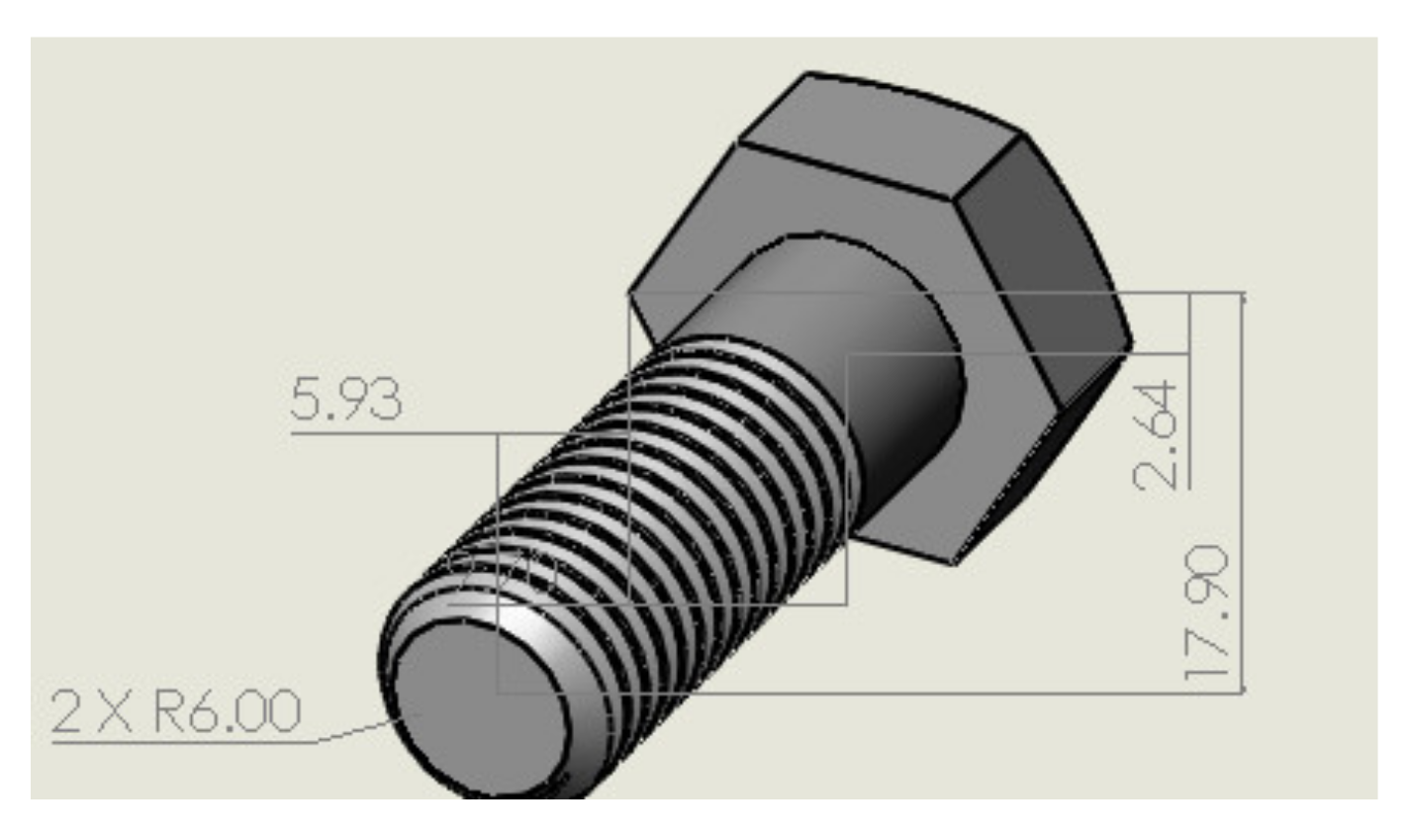
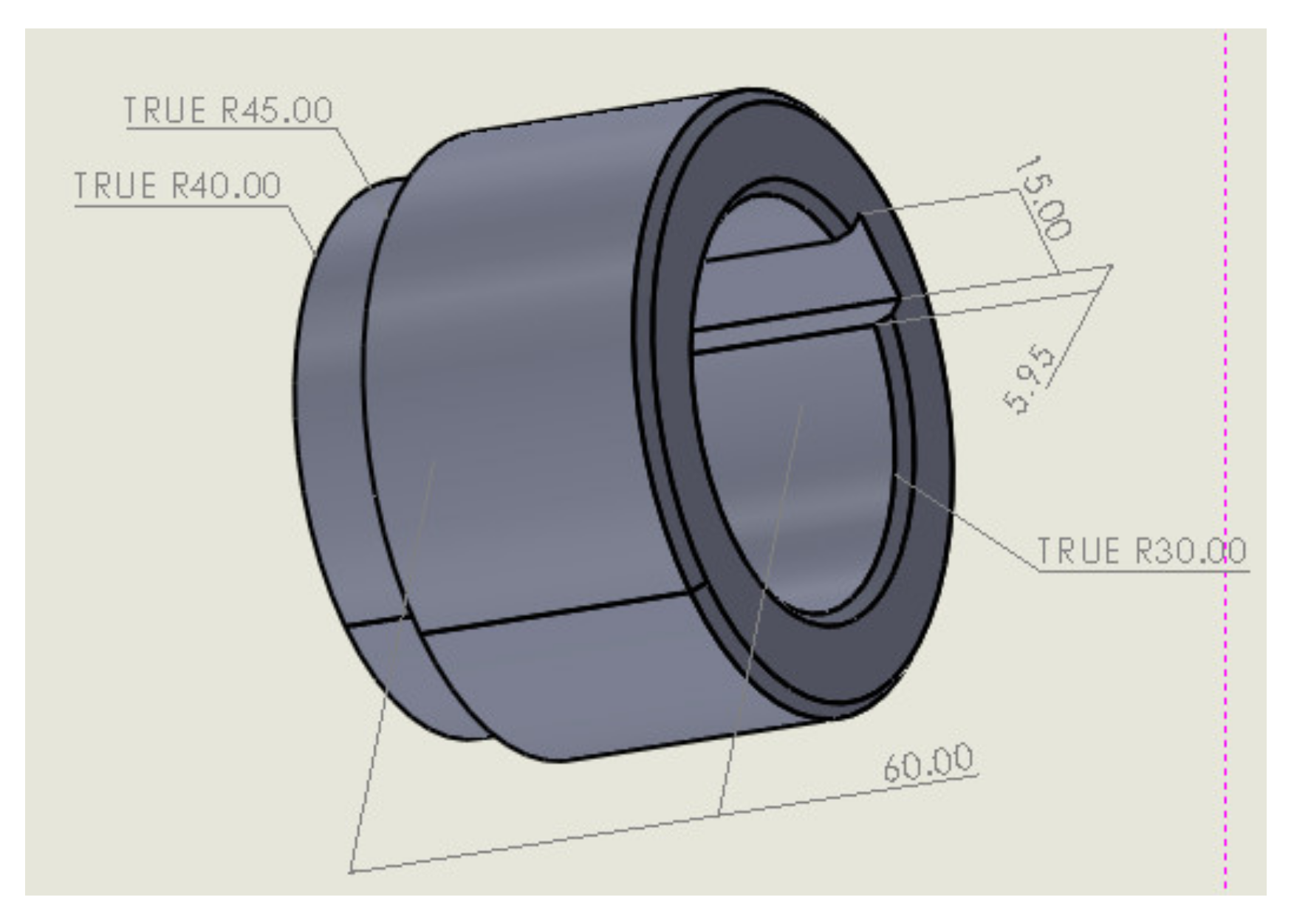
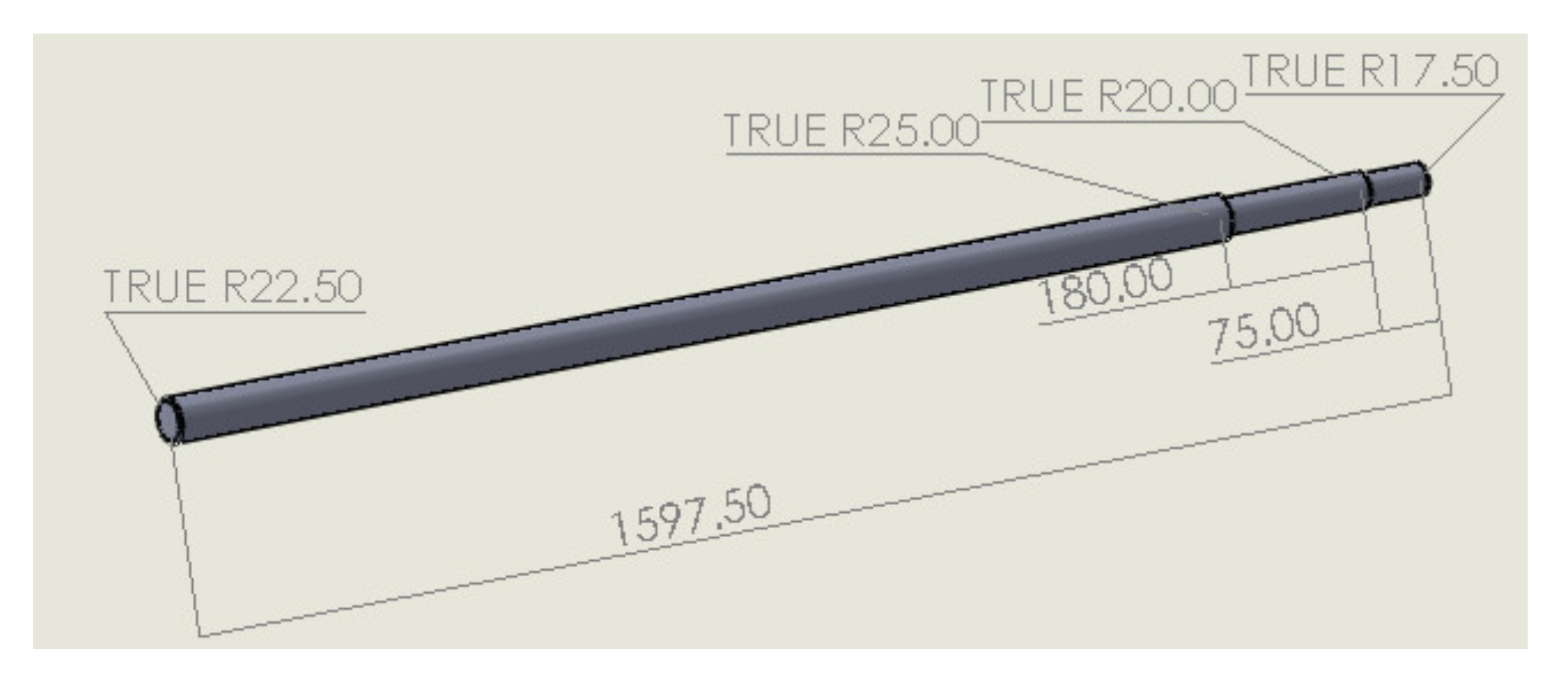
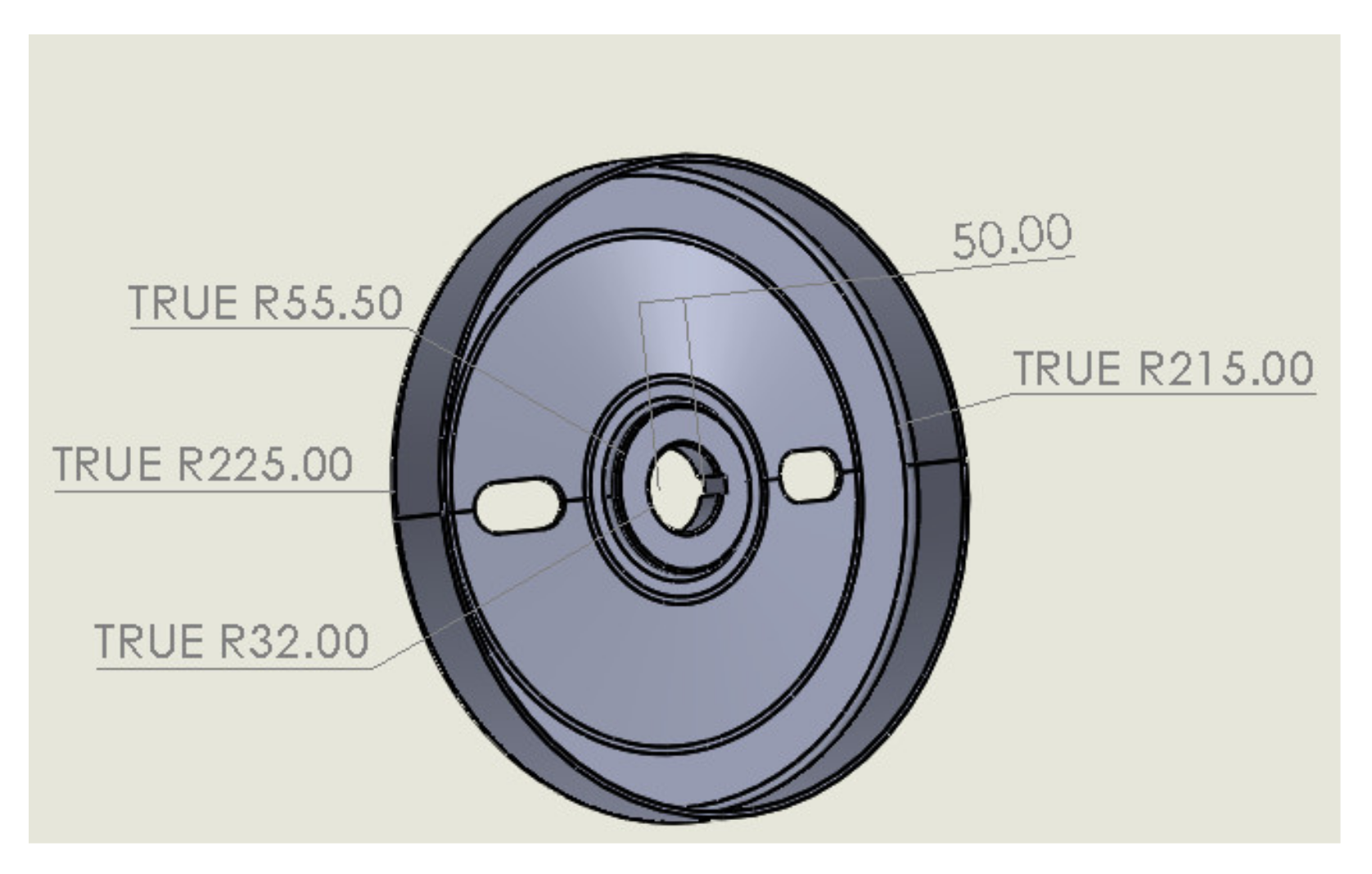
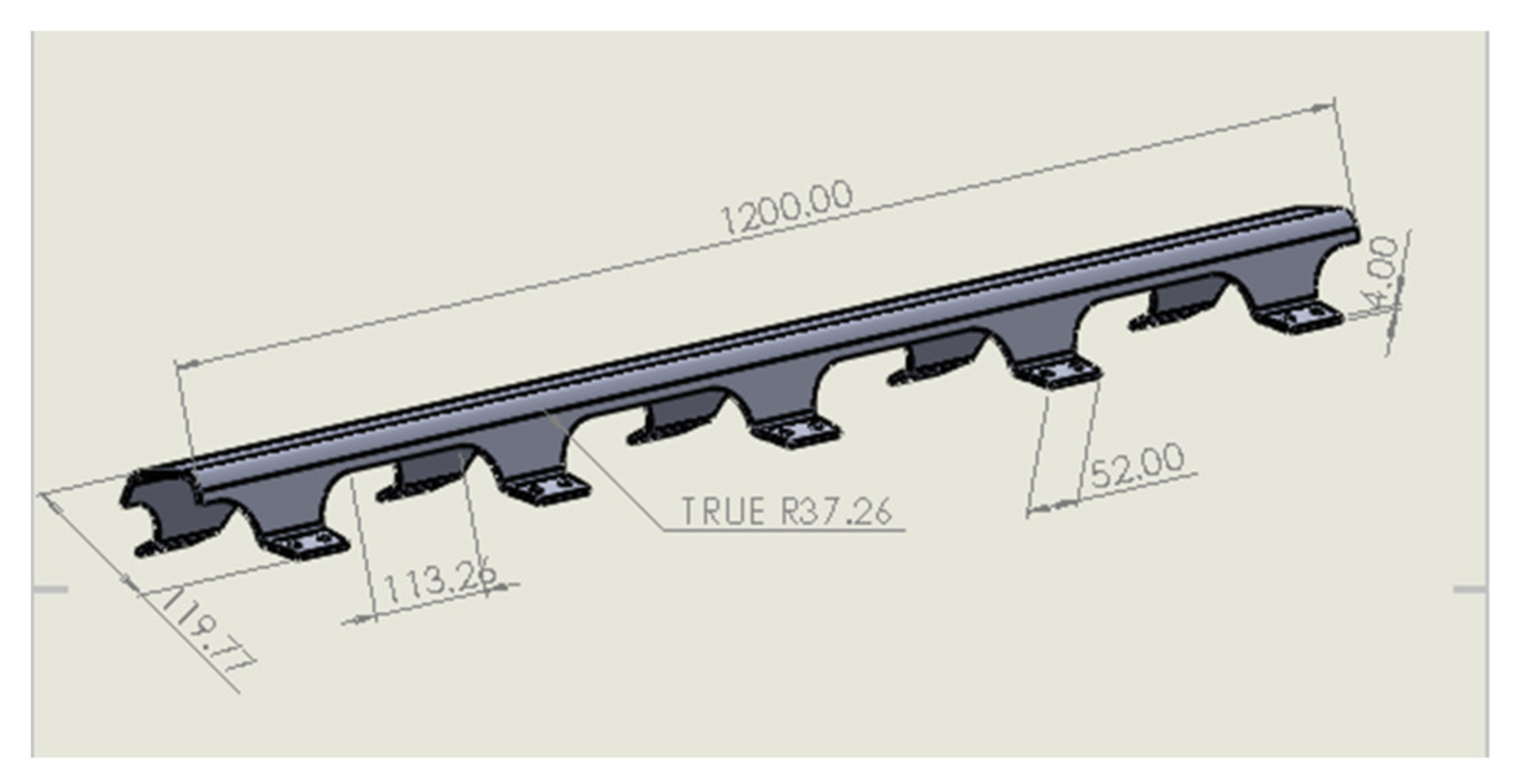
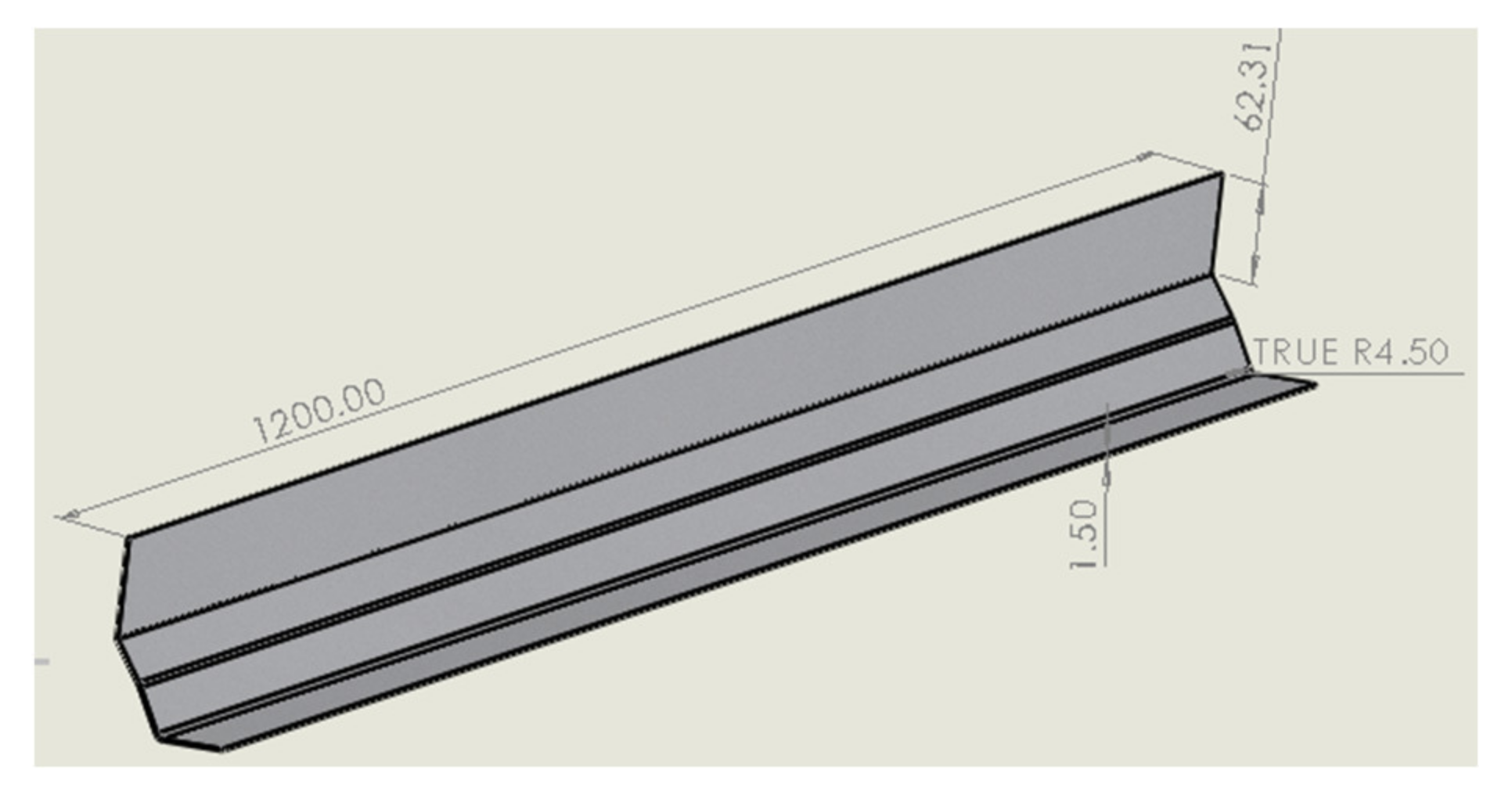
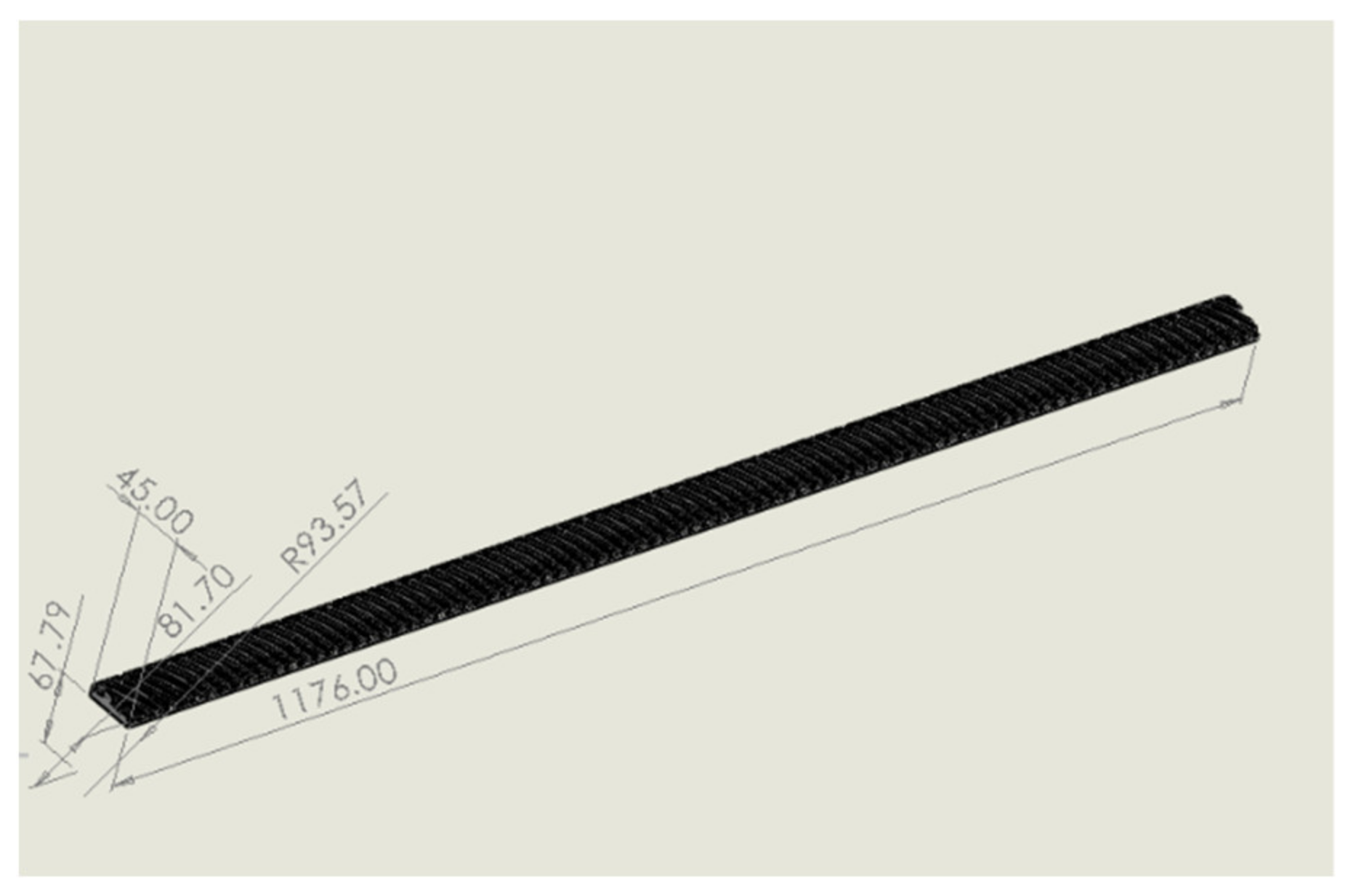
The 3D CAD modal of components (bearing, bracket, housing, bolt, hub, threshing shaft, and threshing disk), as shown in
Figure 6, are designed in the solid works software and exported to the Ansys software for modal analysis.
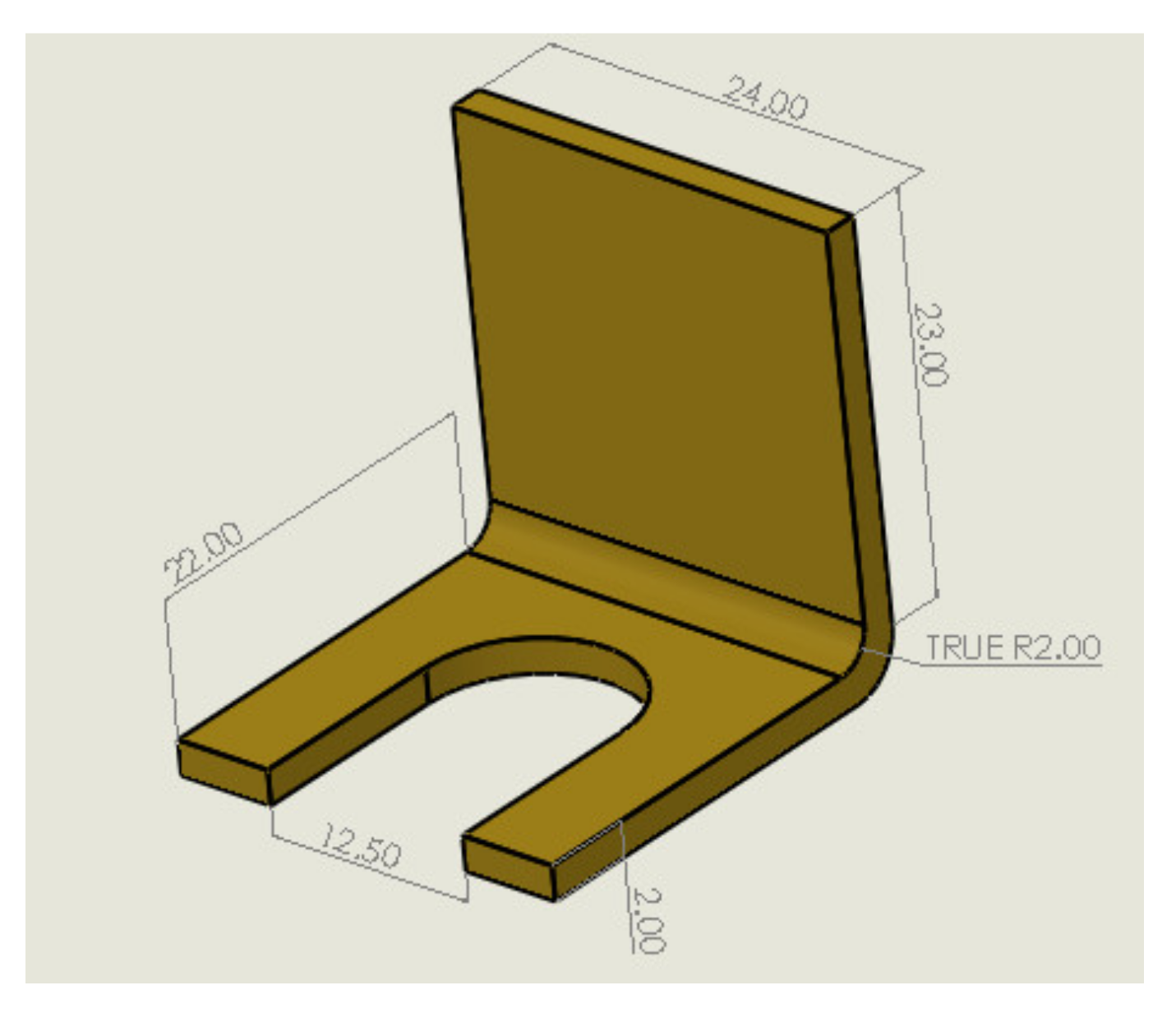
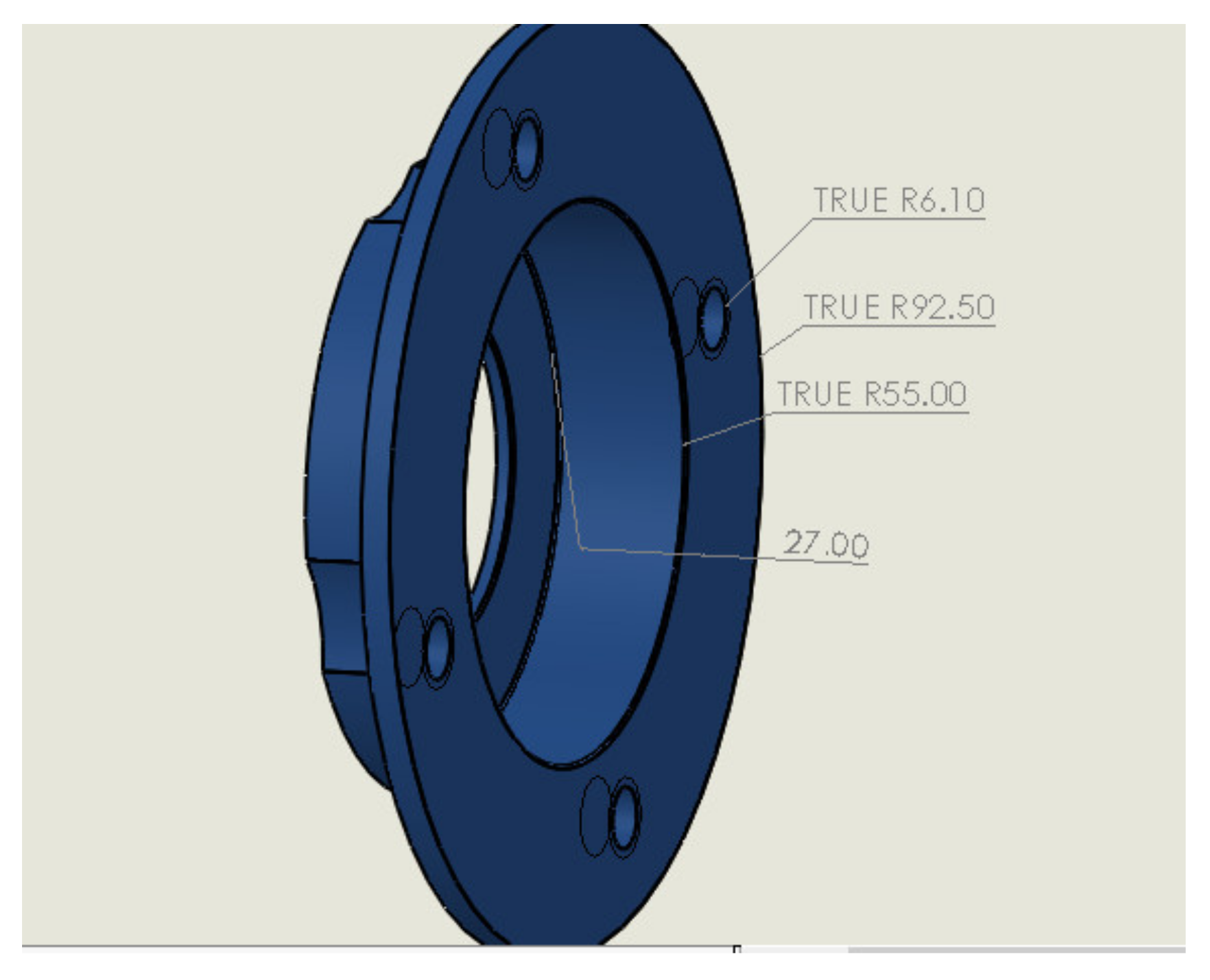
The modal analysis was performed for each component individually to obtain the eigenvalues and eigenvectors of the components for the first six different modes. The bracket is set as fixed onto the contact region with the bolt for modal analysis. Furthermore, the bearing, housing, bolt, and bracket used in the system were subjected to modal analysis. The dimension of each component is presented in
Appendix A (
Appendix A.1,
Appendix A.2,
Appendix A.3,
Appendix A.4,
Appendix A.5,
Appendix A.6,
Appendix A.7,
Appendix A.8,
Appendix A.9). The material was set as S235 steel for the bracket, gray cast iron for the housing, and stainless steel for other components. The material properties of the stainless steel and gray cast iron were obtained from Ansys material library, whereas the material properties of S235 are shown in
Table 4. Since the eigenvalue of the bracket does not coincide with the components (
Table 5) and the fundamental frequencies of the bearing, the bracket is processed for manufacturing.
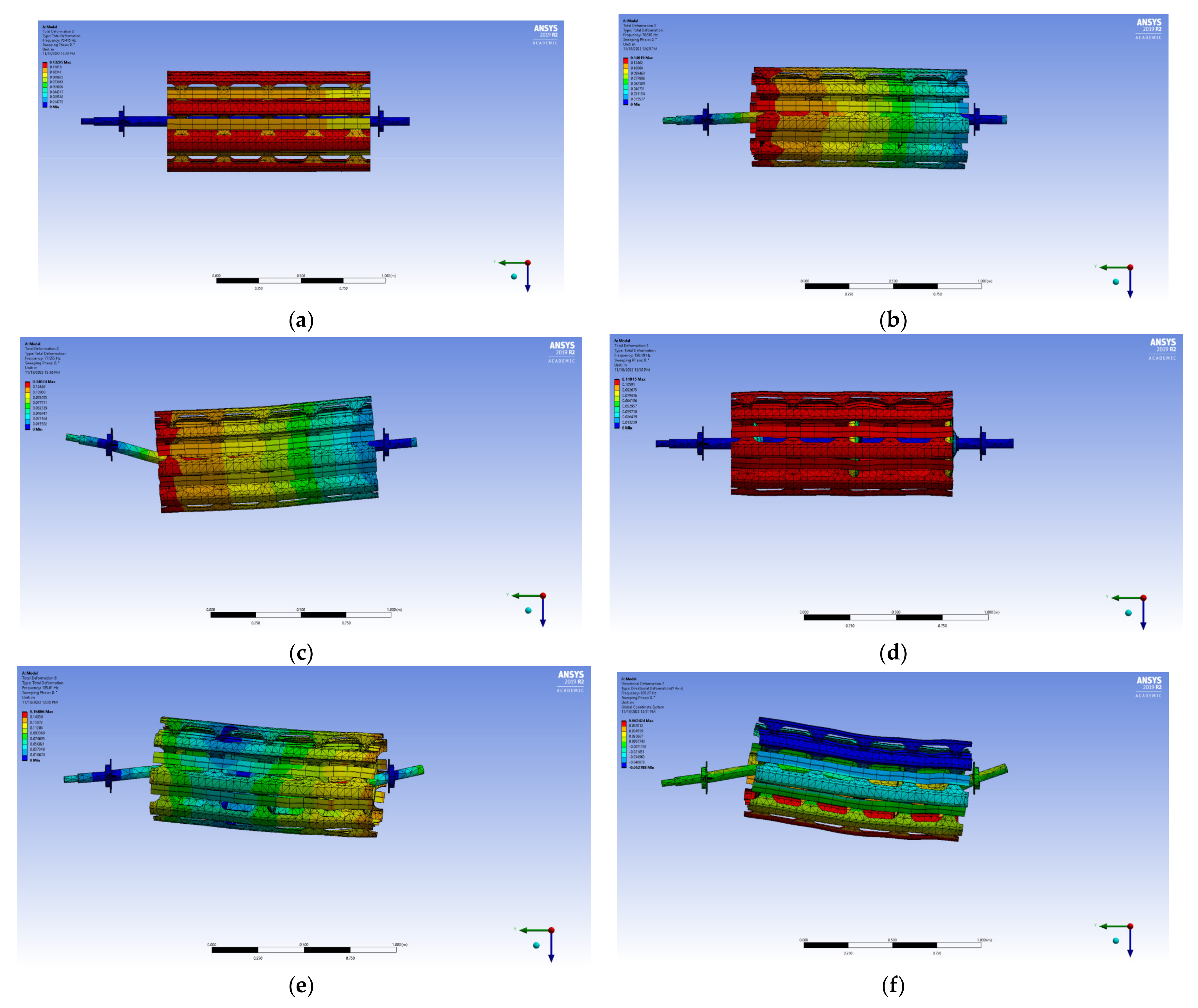
The rotational constraint of 470 RPM was imposed based on the established threshing cylinder finite element model, and the natural frequencies of the sixth-order constraint mode and the related modal shapes are presented in
Figure 7. The first-order modal shape has the maximum deformation, measuring 0.123 m, occurring at the outer covers. The second-order modal shape was general bending; the maximum deformation, measuring 0.14 m, occurred at the intersection of the outer cover, inner cover, drum, and shaft. The third-order modal shape was general bending; the maximum deformation, measuring 0.14 m, occurred at the intersection of the outer cover, inner cover, drum, and shaft. The fourth-order modal shape has the maximum deformation, measuring 0.119 m, occurring at the outer covers. The fifth-order modal shape was general bending; the largest maximum deformation, measuring 0.168 m, occurred at the shaft. The sixth-order modal shape was general bending; the largest maximum deformation, measuring 0.168 m, occurred at the shaft.
3.2. Vibration Analysis
To determine the bearing vibration differences with and without a bracket, the easily accessible bearing housing of the combine harvester was selected. The measurements were performed by comparing the data. The main objective of these measurements was to develop a database to determine the differences between a measurement with the manufactured bracket and without the bracket. These results are presented in
Figure 8. Also, the comparison of the measurement of Beta and Activa variants using a bracket is shown in
Figure 9 where demodulated RMS value is slightly higher for the Beta version due to higher loads and dimensions compared to the Activa version.
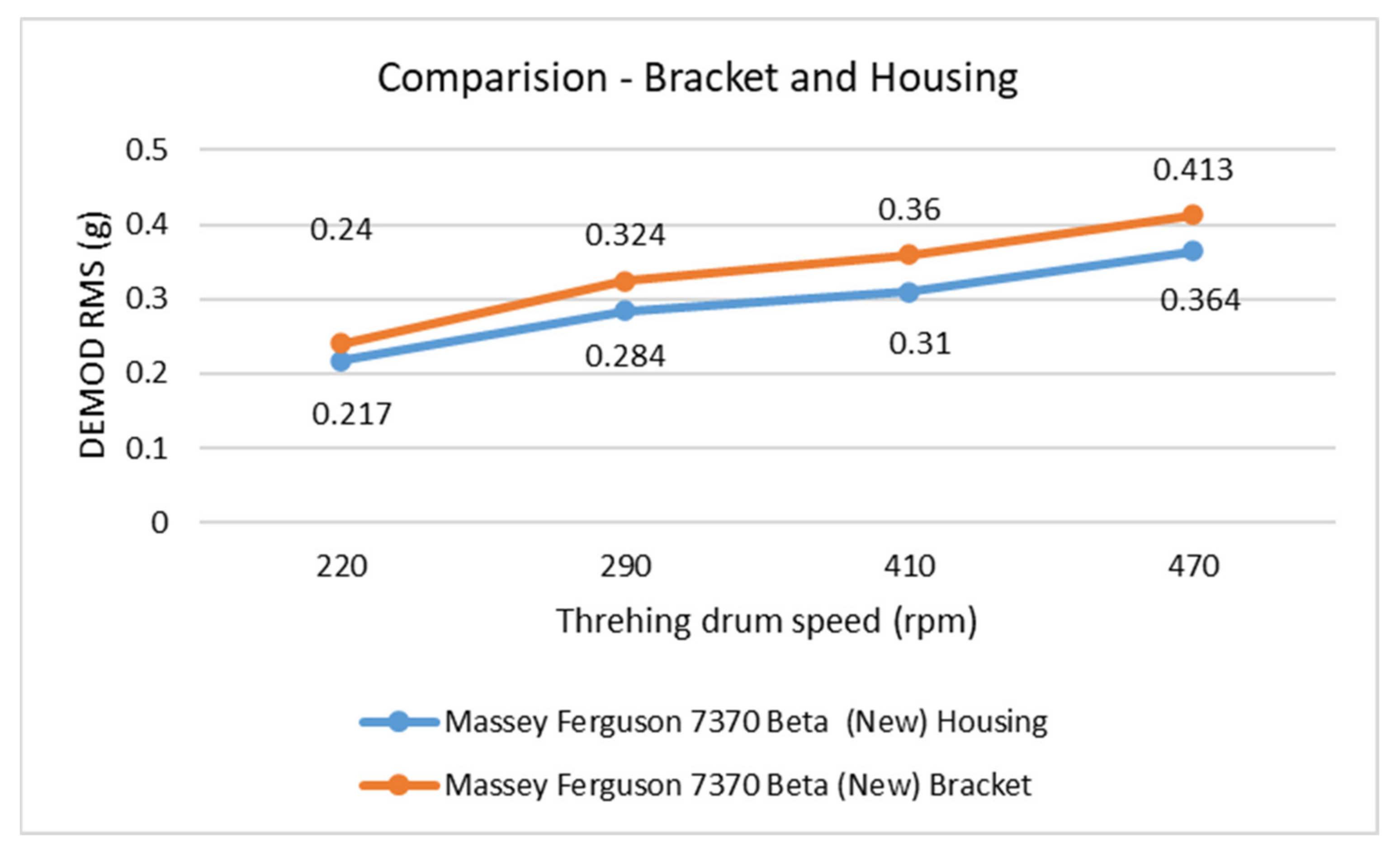
As the demodulated RMS is responsible for the evaluation of the bearing conditions, the difference between when the accelerometer is mounted in housing compared to on the bracket is analyzed, which is up to 16.13% increased for the data measured on the bracket compared to those on the housing, as shown in
Figure 8. The metal bracket can therefore be utilized to help with the vibration measurements of the threshing drum bearings if it is properly fitted in specific spots. The demodulated RMS value increases with respect to the speed for both conditions, which satisfies the proper vibration measurement.
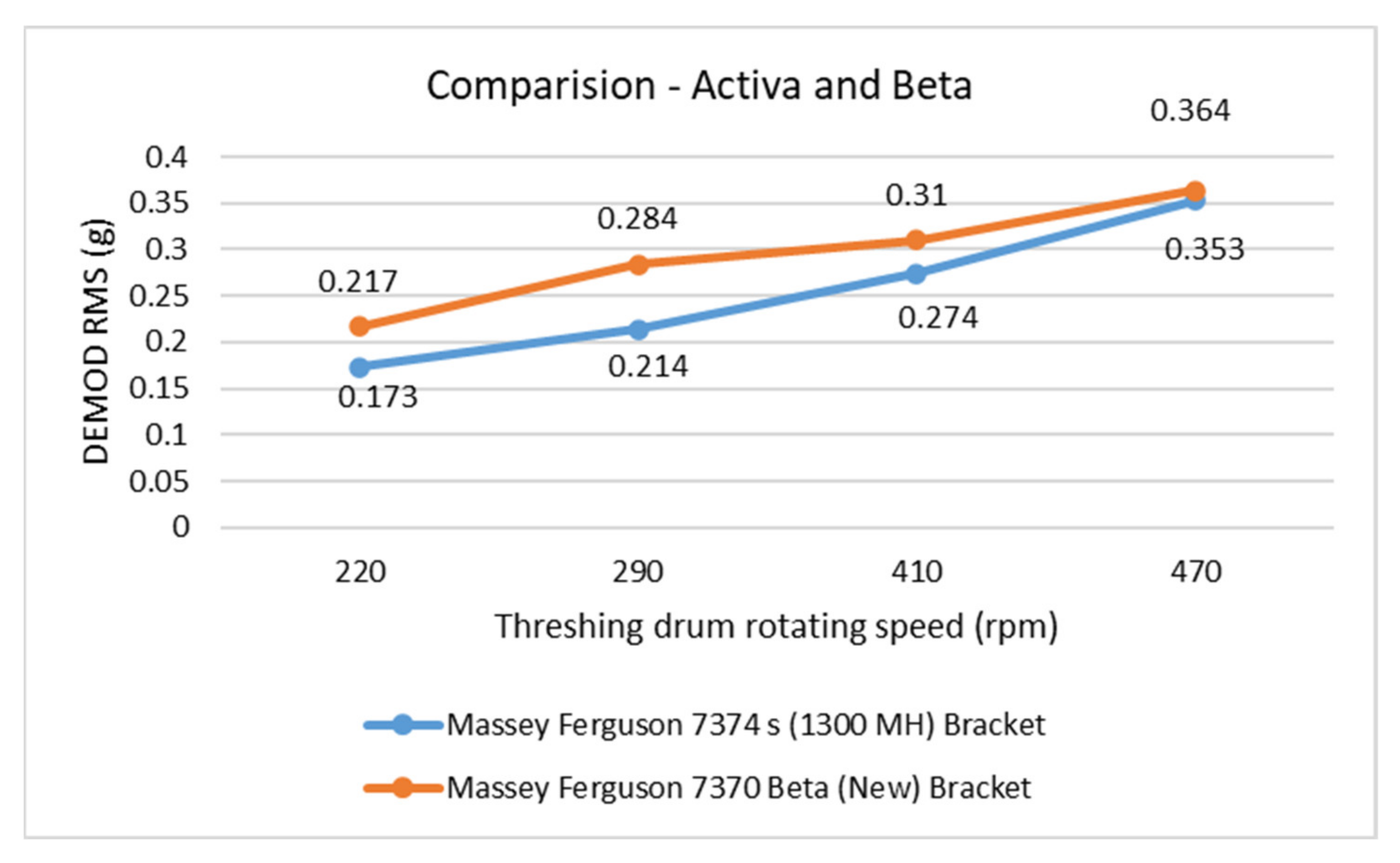
The demodulated RMS (g) values are compared between the two versions of the Massey Ferguson (
Figure 10) as the constructions are with some changes in shaft and drum dimensions, as shown in
Table 1 and
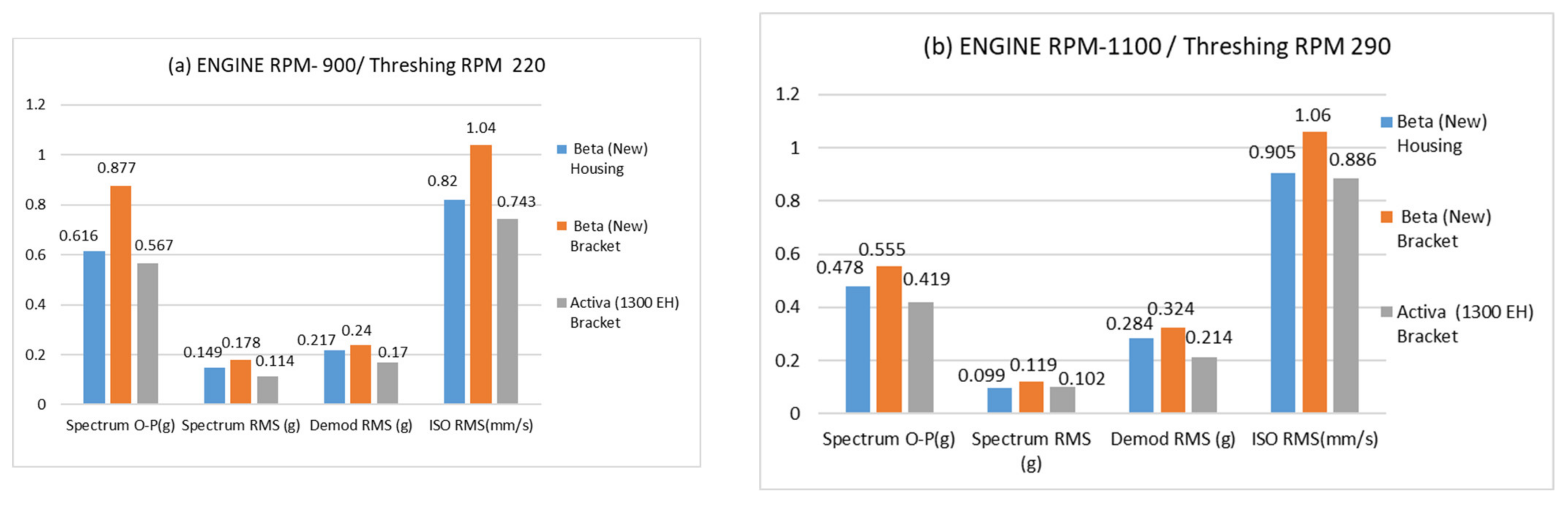
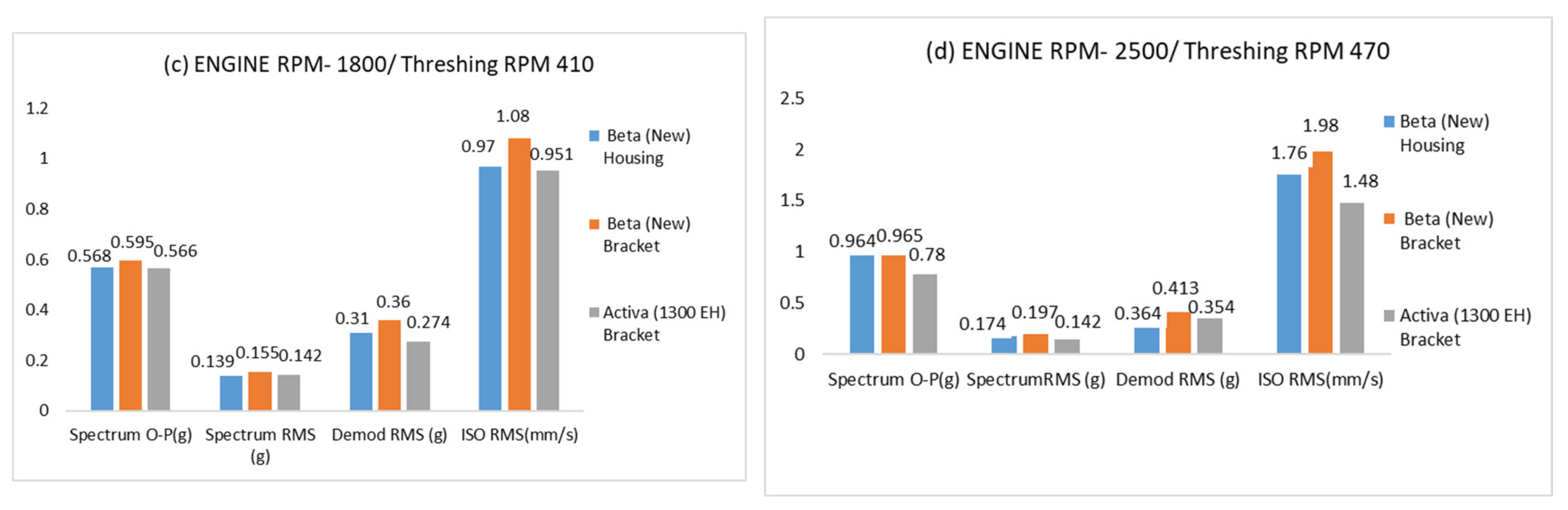
Table 2. The recorded value increases with the speed and is higher for the new Massey Ferguson 7374 s (1300 EH), which satisfies the condition as the dimensions of the threshing units such as the drum and shaft are larger compared to the Activa version. The comparison of the vibration measurement is collectively analyzed in the Activa and Beta versions with and without bracket with the vibration analysis parameters, as shown in
Figure 5. The difference in the vibration measurement was compared in the Beta (New) version and Activa version with the vibration parameters such as the spectrum (0-P, g), spectrum (RMS, g), demodulated RMS (g), and velocity RMS (g). The recorded vibration data show a higher magnitude with the bracket measurement compared to the housing measurement in the Beta version. As the threshing unit of both combine harvesters was similar in construction with a similar bearing, the recorded data were compared with both harvesters when measured on a bracket. The maximum amplitude was obtained for the new Beta version as the dimension is higher which results in a larger radial load and high vibration magnitude.
To study the bearing used in both combine harvesters, the demodulated FFT was considered for both variants of combine harvester when the measurement was taken with the bracket and housing for the Beta version and just with the bracket for the Activa version. The fundamental frequency was obtained from the DDS Adash bearing library and verified from the SKF catalog for bearing 6310 (SKF, Gothenburg, Sweden), as shown in
Table 3. Multiplying the rotational speed of the threshing drum with the fundamental frequencies of the bearing gives fault frequencies for different operating speeds.
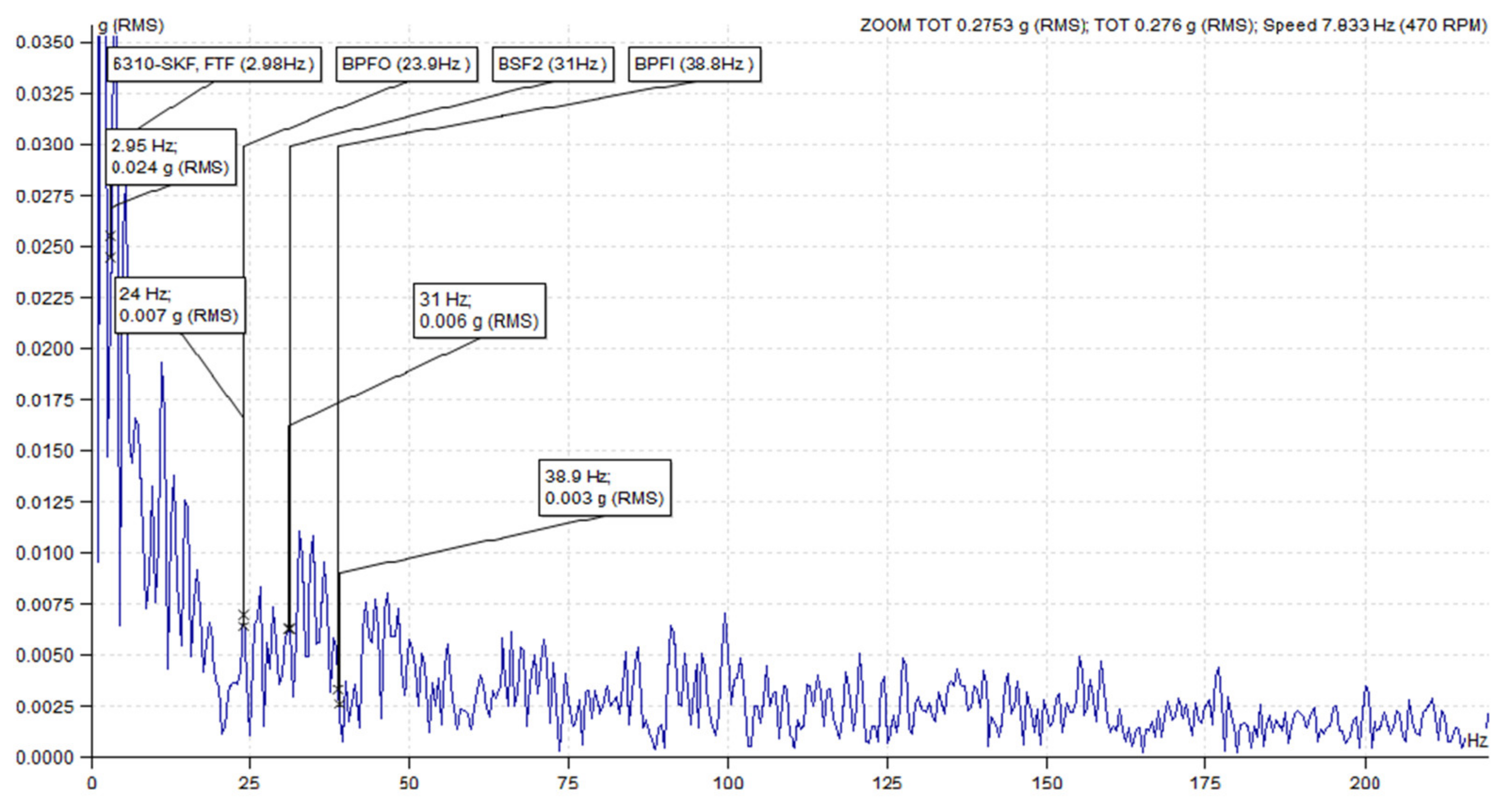
Peak amplitude is under the noise threshold for envelope analysis. The demodulated FFT spectrum with an amplitude RMS(g) and a threshing speed of 470 RPM for bearing failure frequencies FTF (2.98 Hz, 0.024 g), BPFO (23.9 Hz, 0.007 g), BSF (31 Hz, 0.006 g), and BPFI (38.8 Hz, 0.003 Hz) were measured (
Figure 11). The higher RMS values should be as near to zero as possible when being assessed.
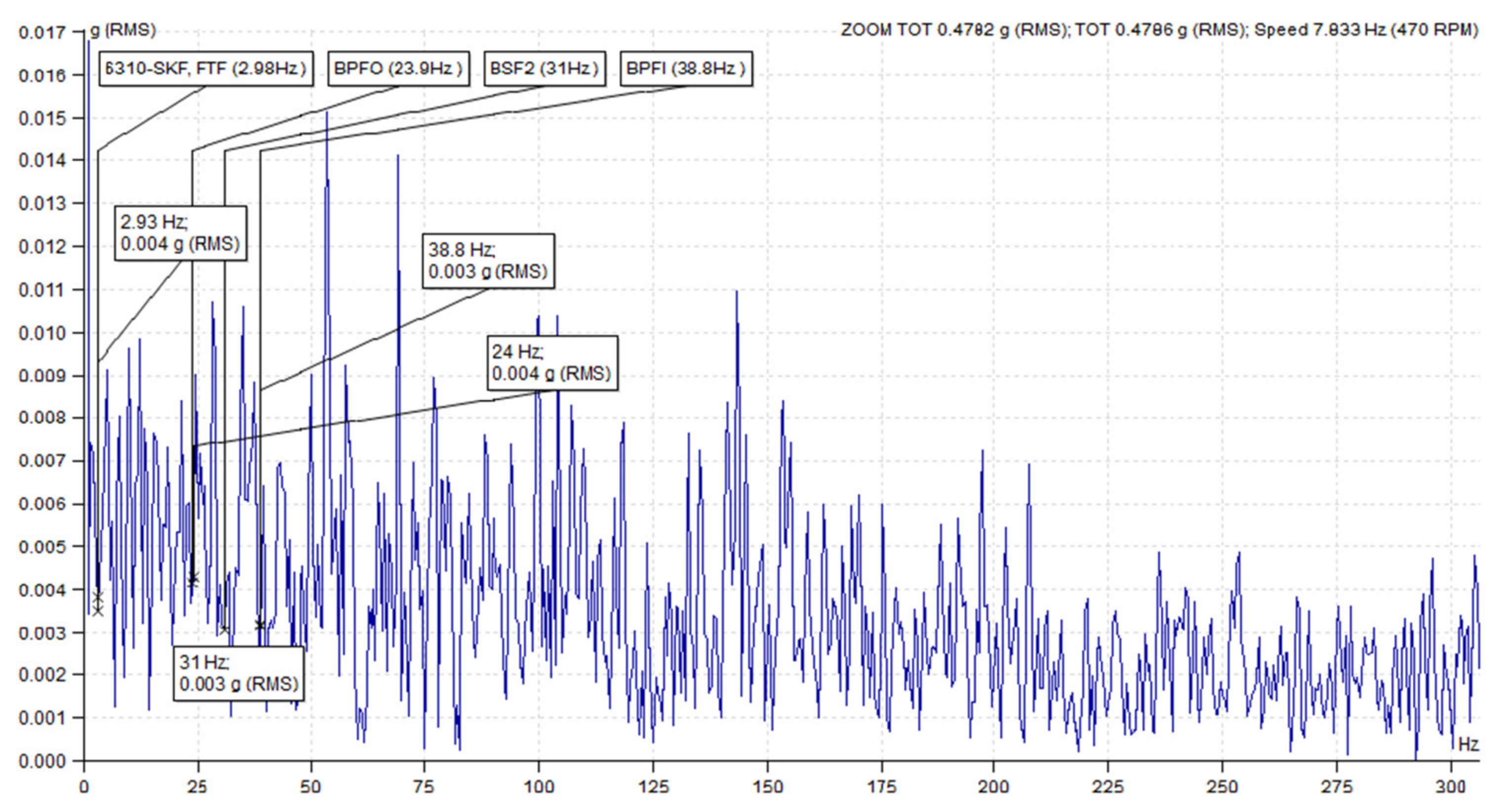
Similarly, the demodulated FFT spectrum RMS analysis was performed for the Beta version when the sensor was mounted on the housing and on the bracket, respectively. The demodulated FFT spectrum with an amplitude RMS (g) with a threshing speed of 470 RPM for bearing failure frequencies FTF (2.98 Hz, 0.004 g), BPFO (23.9 Hz, 0.003 g), BSF (31 Hz, 0.003 g), and BPFI (38.8 Hz, 0.004 Hz) were measured when the data were recorded from the accelerometer mounting on the housing (
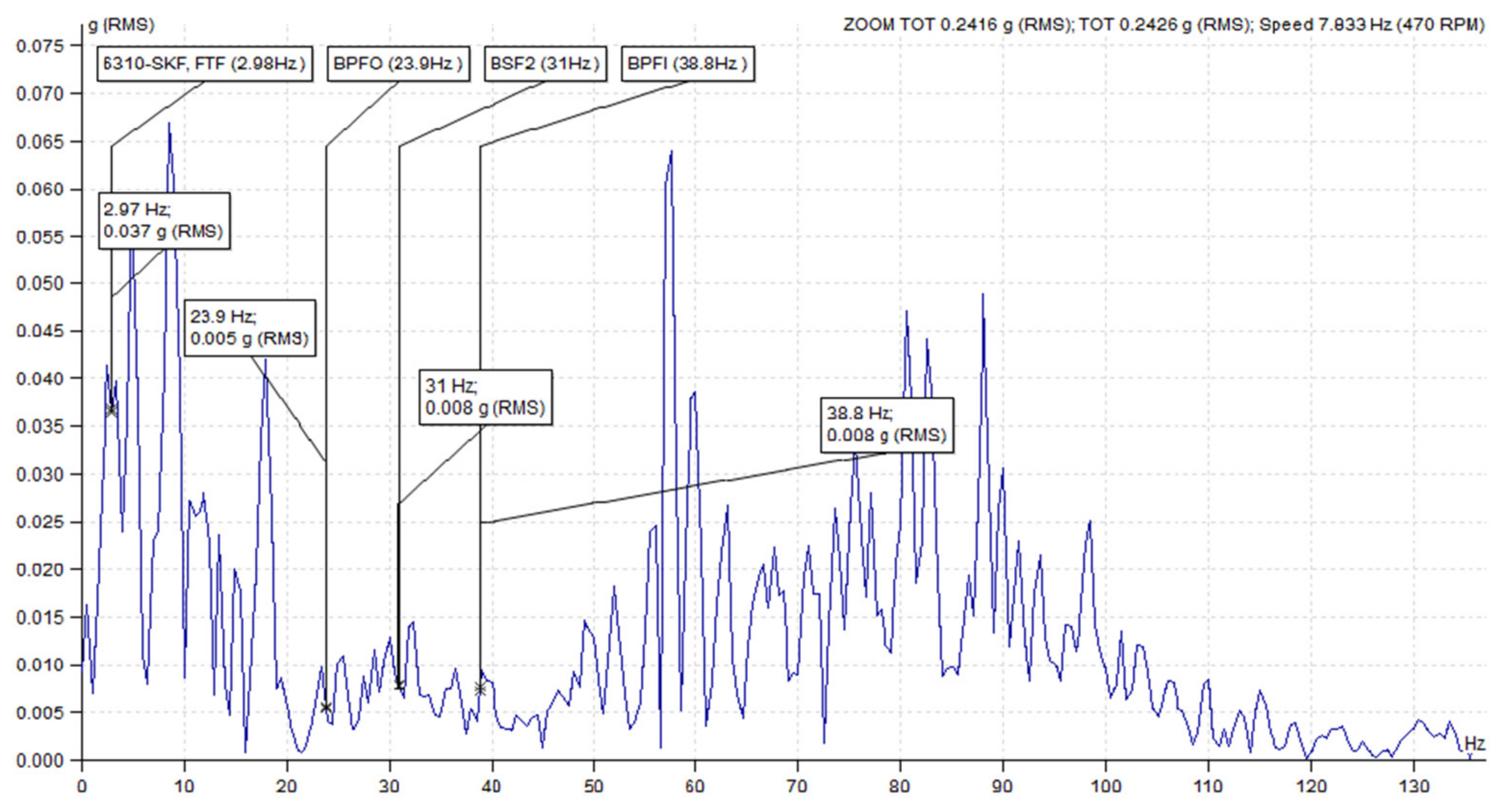
Figure 12). The demodulated FFT spectrum with an amplitude RMS (g) with a threshing speed of 470 RPM for bearing failure frequencies FTF (2.98 Hz, 0.037 g), BPFO (23.9 Hz, 0.005 g), BSF (31 Hz, 0.008 g), and BPFI (38.8 Hz, 0.008 Hz) were measured when the data were recorded from the accelerometer mounting on the bracket (
Figure 13).
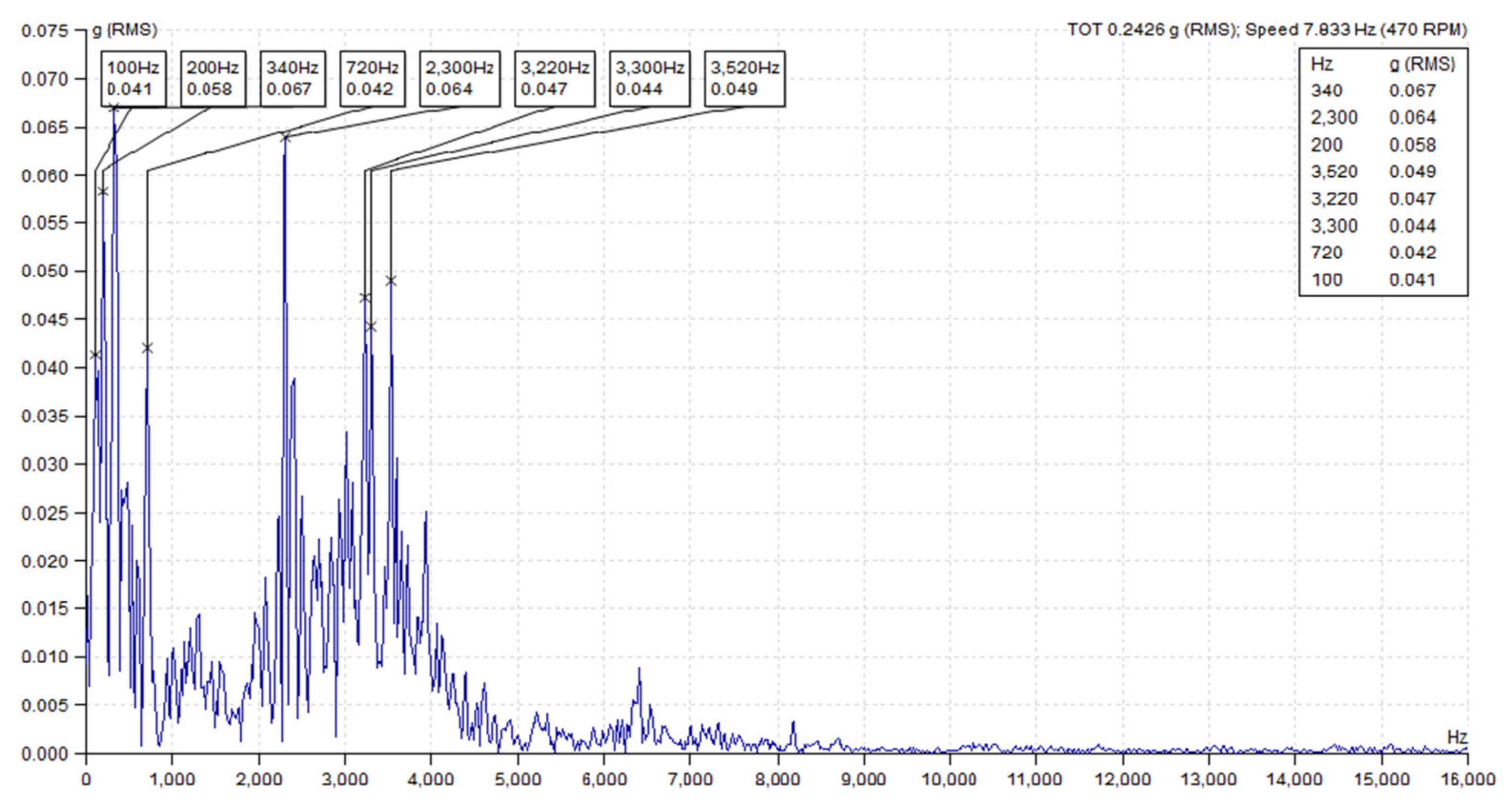
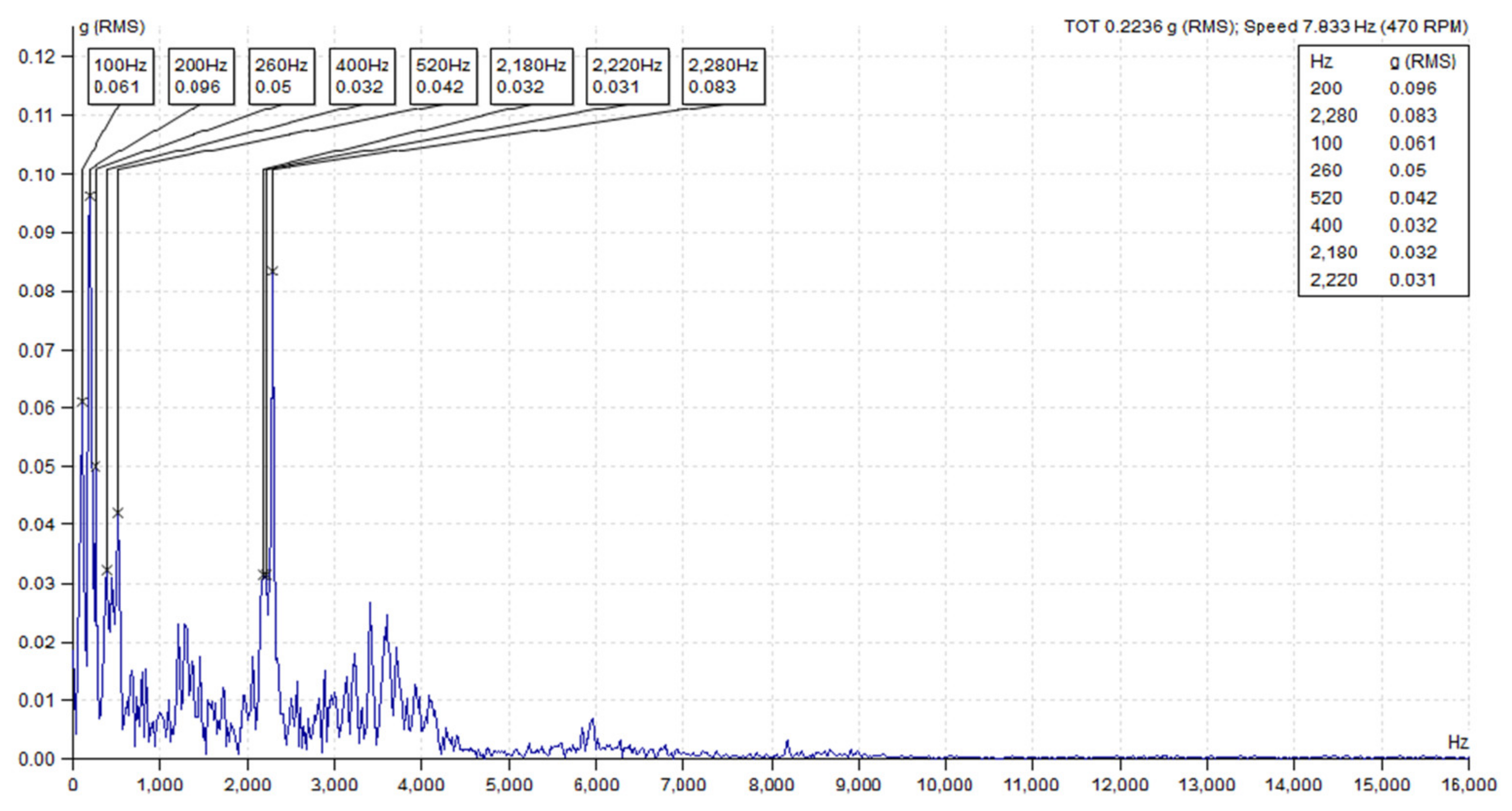
To observe the higher amplitude peaks in the spectrum and to identify any sidebands and harmonics resembling the bearing and other parts, the overall spectrum (g) is considered for both combine harvesters, as shown in
Figure 14 and
Figure 15. No higher amplitude peaks, harmonics, and side bands are present in the analyses. The bearing is considered safe to operate. The magnitudes of the measured RMS value indicate no bearing faults in the Massey Ferguson 7370 Beta (New). The bearing condition is in good condition to operate. The RMS bearing static amplitude is 0.353 g, which indicates a lower number than the alarm limit specified on ISO 10800: Noise and Vibration standard alarm set on the DDS software.
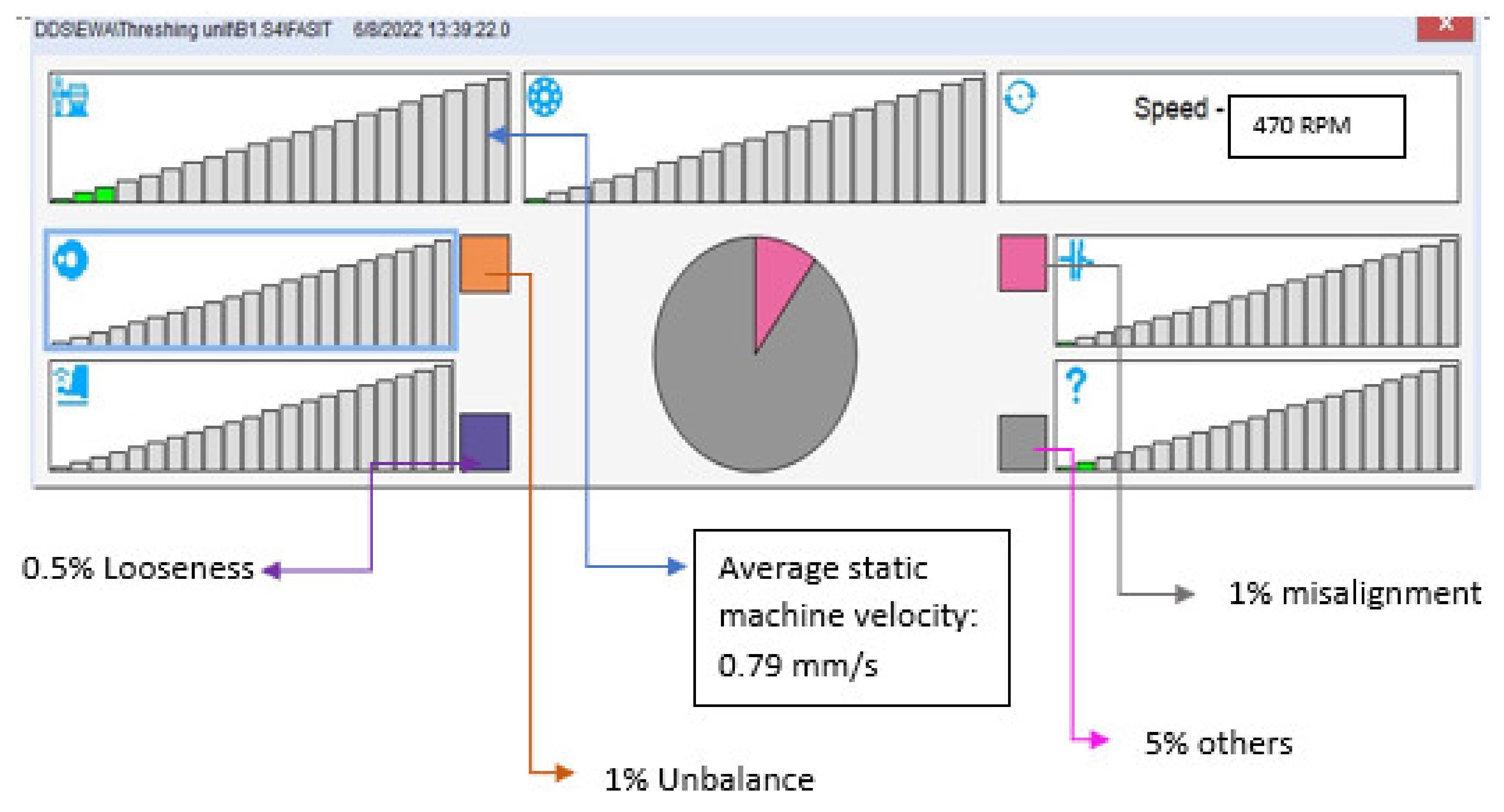
The FASIT tool provided by the Adash DDS helps identify the other mechanical condition of the threshing unit. The results show 0.5% looseness, 1% unbalance, 1% misalignment, and 5% other mechanical faults, as shown in
Figure 16.
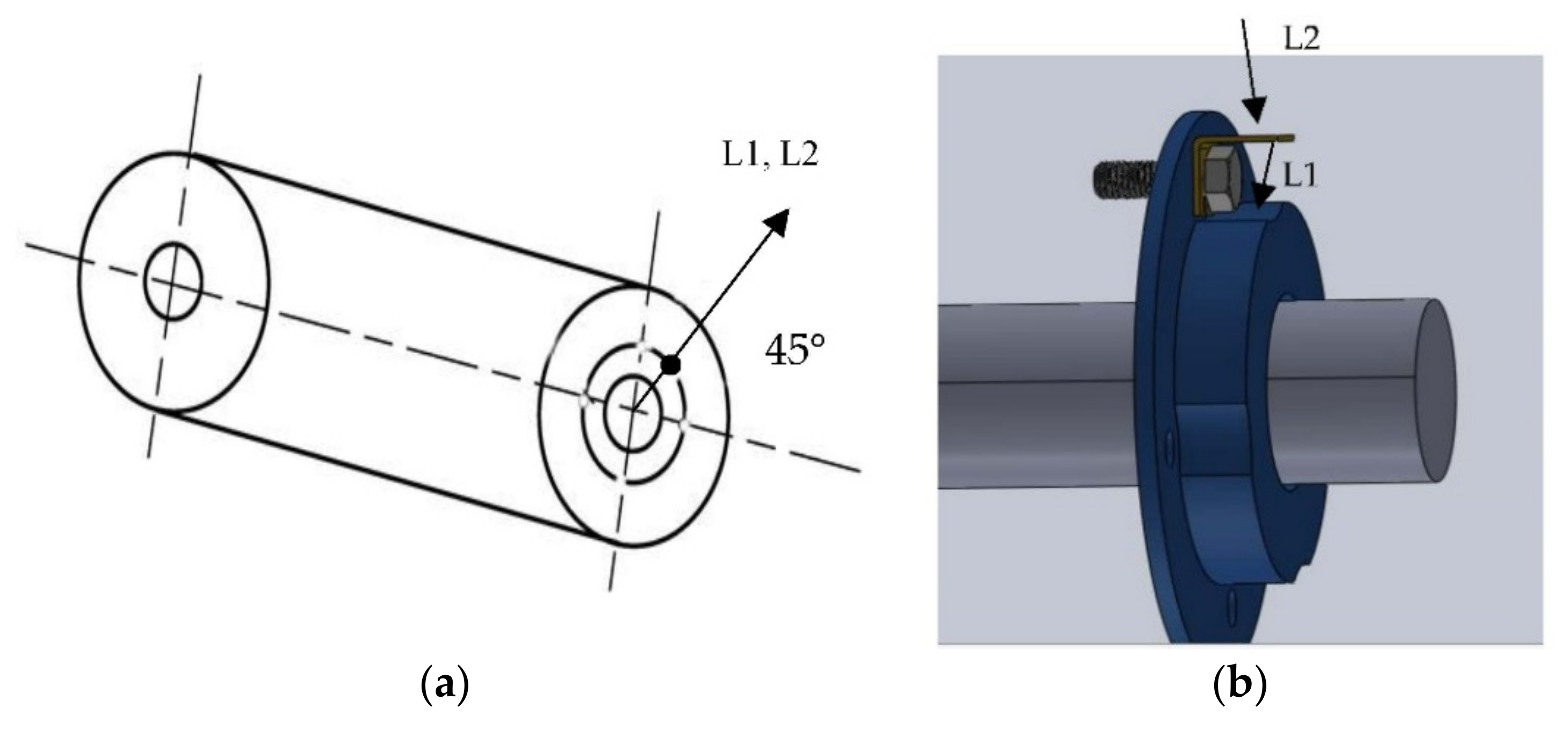
The validation of the method was again performed on the tangential threshing test bench. To study the bearing used in the stand demodulated FFT is considered when the measurement is from an accelerometer-mounted housing at 45° from the horizontal radial axis. When the sensor was directly mounted on the housing, 30% unbalance, 0% misalignment, and 40% looseness were observed from the FASIT tool display. The unbalance and looseness issues were fixed for the tangential threshing stand and the vibration analysis was performed. The fundamental frequency was obtained from the DDS Adash bearing library, as shown in
Table 6.
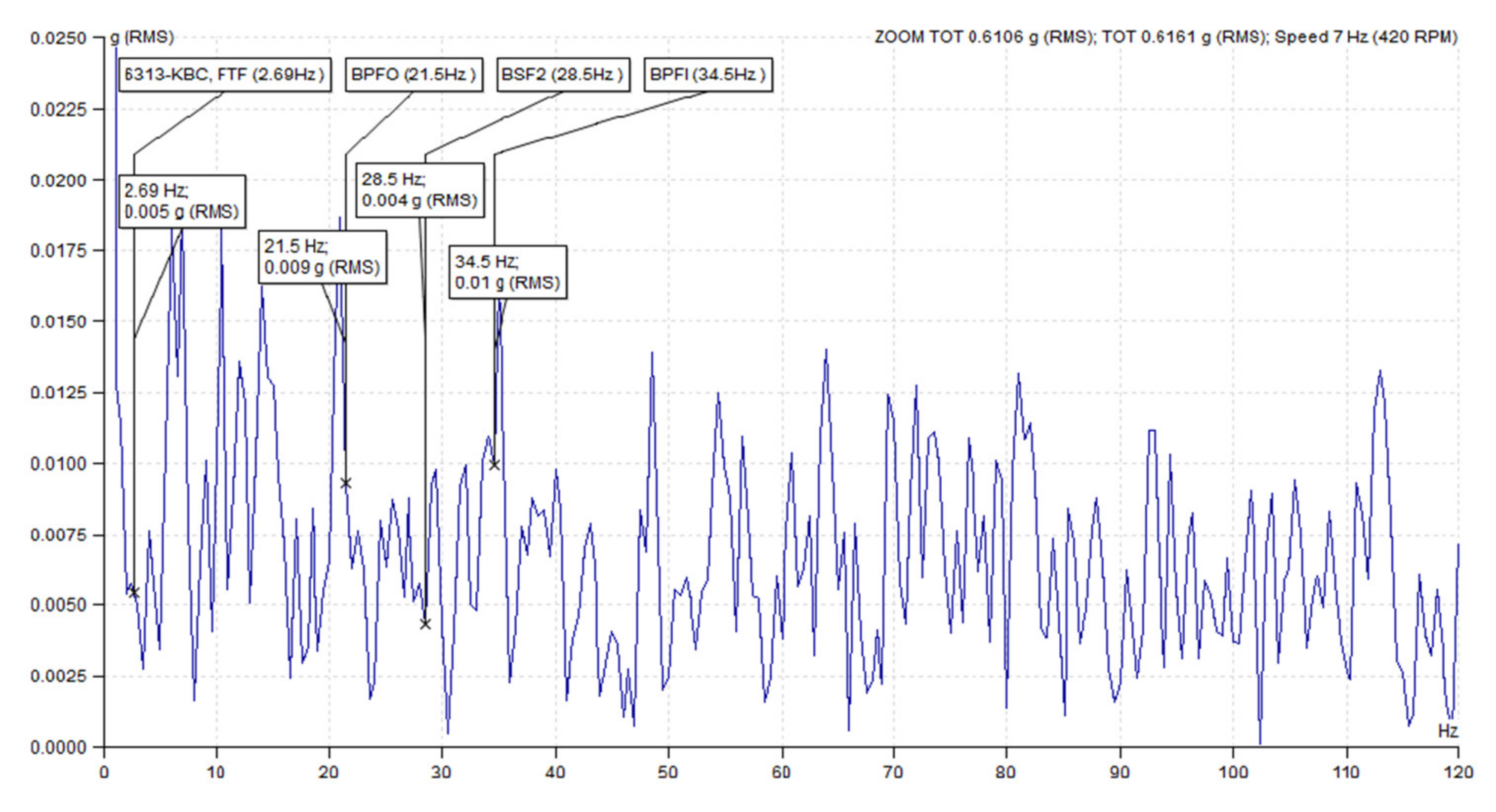
The demodulated FFT spectrum, with an amplitude RMS (g) with a threshing speed of 420 RPM (maximum operating speed), and when the sensor was directly mounted onto the housing for the bearing fundamental train frequency (FTF) (2.69 Hz, 0.005 g), ball passing frequency of outer race (BPFO) (21.5 Hz, 0.009 g), ball spin frequency (BSF) (28.5 Hz, 0.004 g), and ball passing frequency of inner race (BPFI) (34.5 Hz, 0.01 Hz), was measured and is shown in
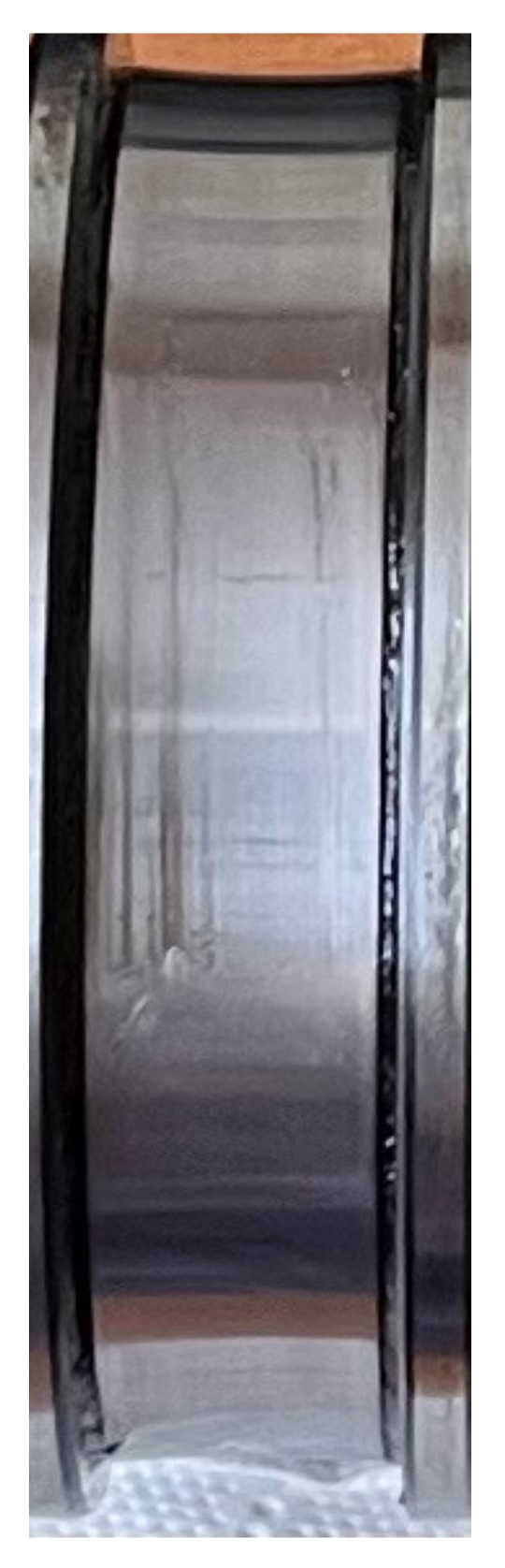
Figure 17. The RMS higher values should be as near to zero as possible when being assessed. Since the BPFI amplitude is close to the second digit after decibel and higher compared to the other amplitudes, it is further diagnosed with the digital camera with 12-megapixel-wide and ultrawide lenses (
Figure 18). It is observed that the bearing has initiated the abrasive marking with contamination. The main causes include filthy hands, contaminated workspaces, dirty instruments, and foreign objects in lubricants.
Therefore, the fast Fourier transform (FFT) (500 Hz–16 kHz) demodulated RMS vibration analysis technique successfully determined the bearing initial fault condition and is suitable for the easy and effective analysis of the tangential threshing bearing condition. The FASIT tool successfully determined the other machine condition.
3.3. Random Vibration Analysis
The reaction of structures exposed to random vibration loads must be examined by random vibration analysis. Compared to the scenario of a deterministic time history loading, random vibration loads were not always quantifiable with the confidence of the size and duration. The outcomes are also statistical in nature because the input loads are described using statistical values.
The design was assembled in Solid works software and imported to the Ansys software. The shaft extruded and was cut to 50 mm (millimeters) to reduce the computational time. The inner race-shaft and roller-bearing races have a friction coefficient of 0.21, the bearing races-housing and bracket and housing have a friction coefficient of 0.4, whilst the bolts-bracket has a friction coefficient of 0.23.
The FFT (500–16,000 Hz) data range between 400 Hz and 800 lines. The fundamental frequencies of the bearing corresponding to the FFT frequency of measurement (
Figure 16) were converted into power spectral density (PSD), as shown in
Table 7. The frequency domain analysis with PSD estimation based on FFT [
25] is given by:
where
is the frequency resolution obtained by:
The corresponding PSD frequency and amplitude are applied to all the connections and PSD deformation and response PSD due to the adjacent PSD input being observed on the bracket in the vertical radial direction. The first sigma scale factor showed 3.211
minimum deformation and 1.23
mm. maximum deformation and the third sigma scale factor showed 9.6329
minimum deformation and 3.7184
mm. maximum deformation on the
x axis (vertical radial direction). Again, the random vibration was applied to the system, as shown in
Table 8. These values are random in nature and obtain the PSD response in frequency range from 10 to 2000 Hz. The first sigma scale factor showed 1.73
minimum deformation and 2.288
mm. maximum deformation and the third sigma scale factor showed 5.16
minimum deformation and 6.57
mm. maximum deformation on the
x axis (vertical radial direction).
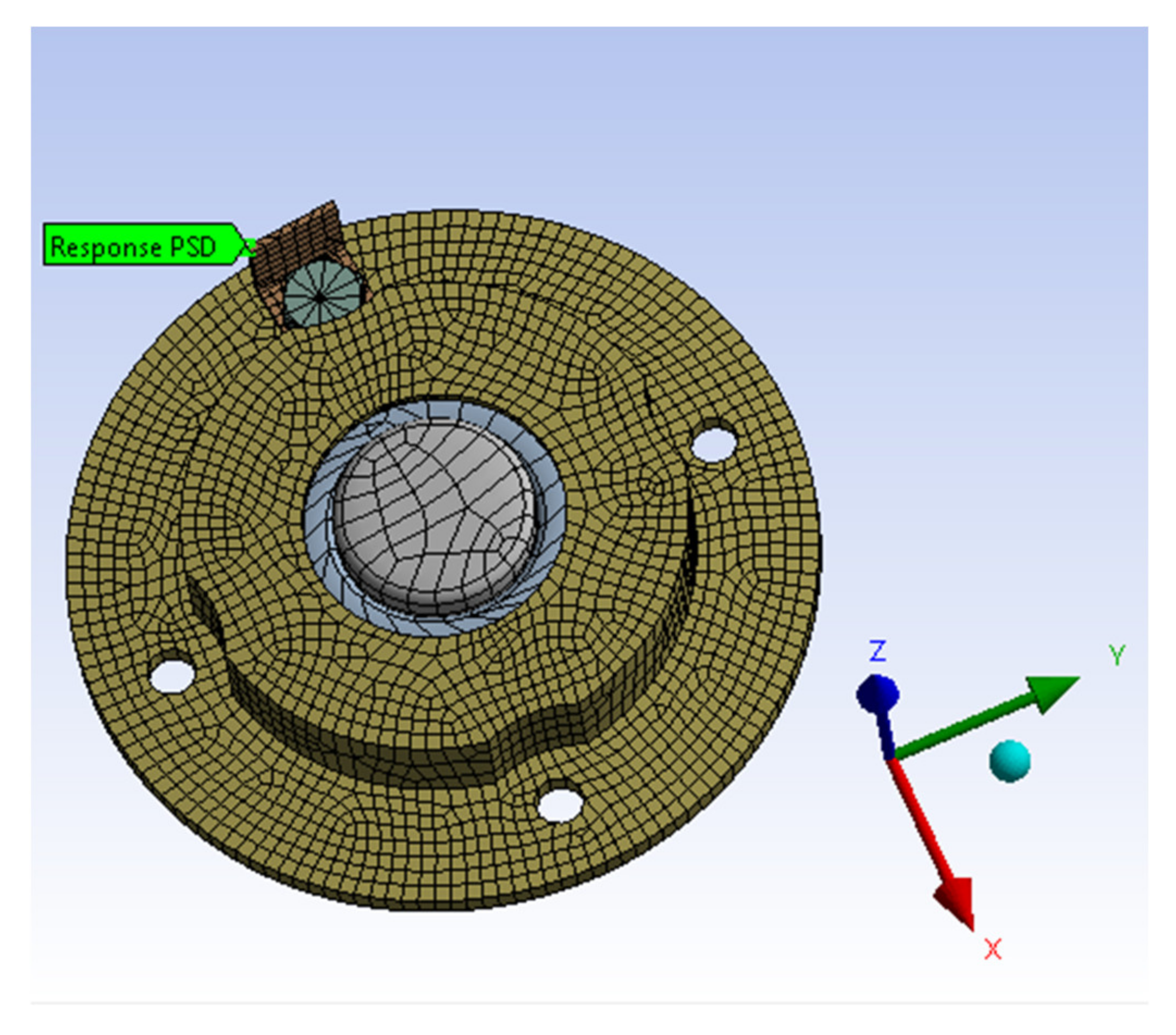
The first sigma represents 68.26% deformation, and the third sigma represents 99.73% deformation. Since the deformations on the brackets are negligibly very small, the deformation on the other parts can be calculated and analyzed using a bracket. Furthermore, the PSD response is taken on the vertex of the bracket, as shown in
Figure 19 in the x direction.
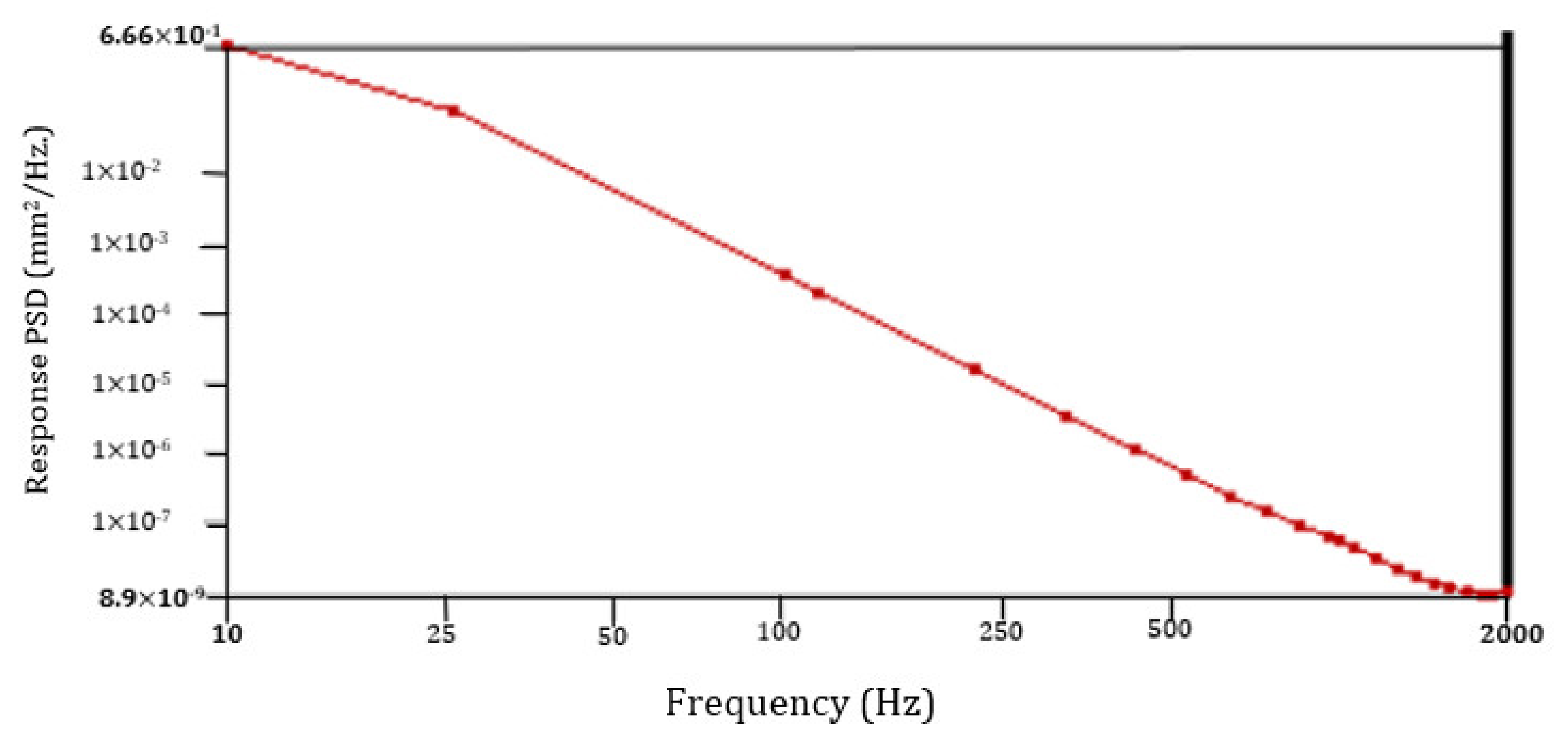
The PSD response (RPSD) provides the spectral response of a structure subjected to random excitation and the RPSD plot gives the information as to where the average power is distributed as a function of frequency. This gives the RMS value of the selected frequency range over the entire available frequency range as well as information about the peak g acceleration responses that occur at the resonant frequency on the assembly (
Figure 20).
Therefore, the bracket deformation is comparatively negligible for the PSD corresponding to the test result and random vibration PSD inputs. Thus, the bracket can provide the deformation information of other associated components during vibration analysis when the sensor is mounted onto its surface in the radial direction.




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}