
Fault Prediction of Mechanical Equipment Based on Hilbert–Full-Vector Spectrum and TCDAN

Abstract
:1. Introduction
2. Fault Feature Extraction
2.1. Hilbert-Envelope Spectrum
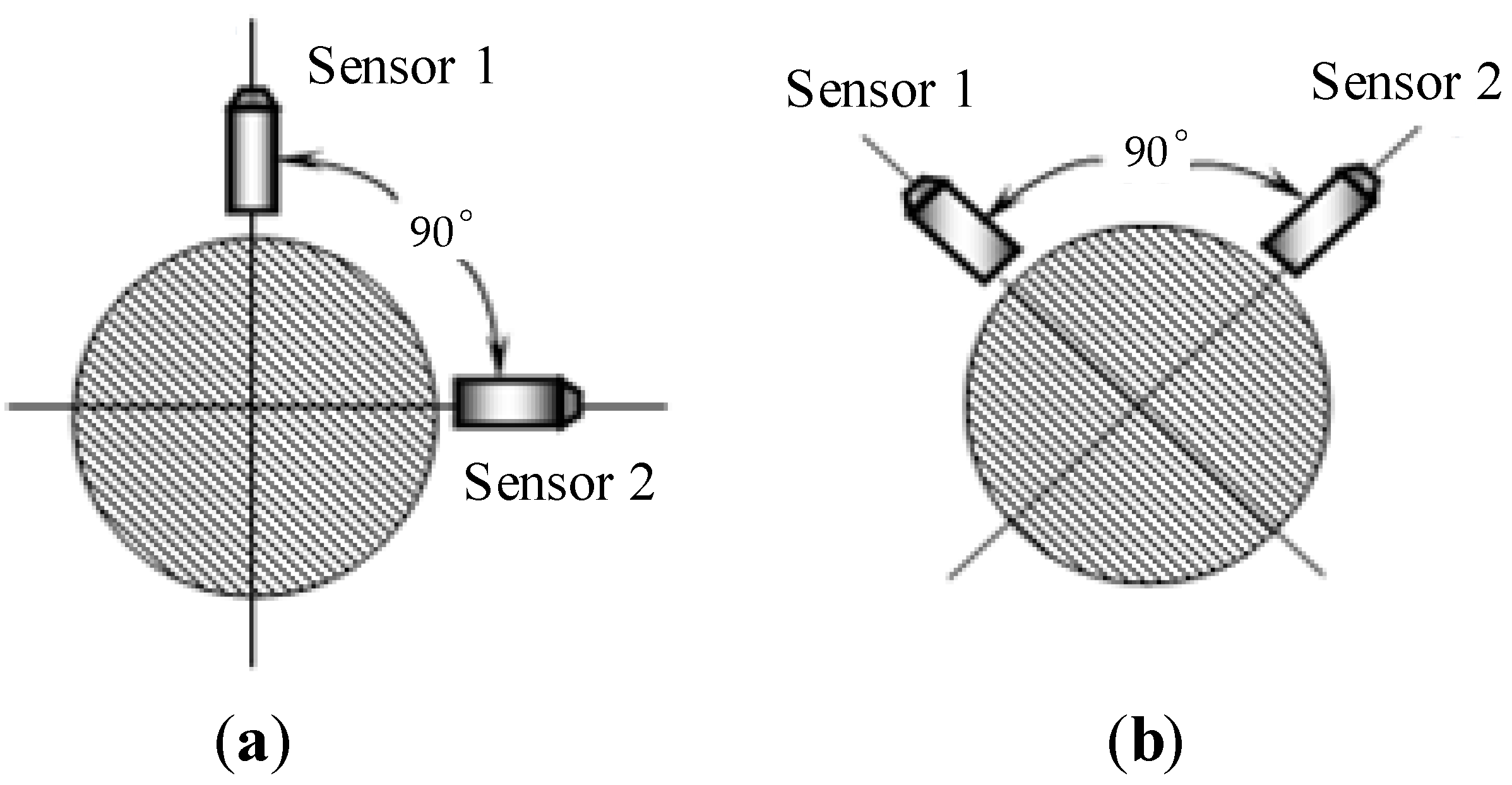
2.2. Full-Vector Spectrum
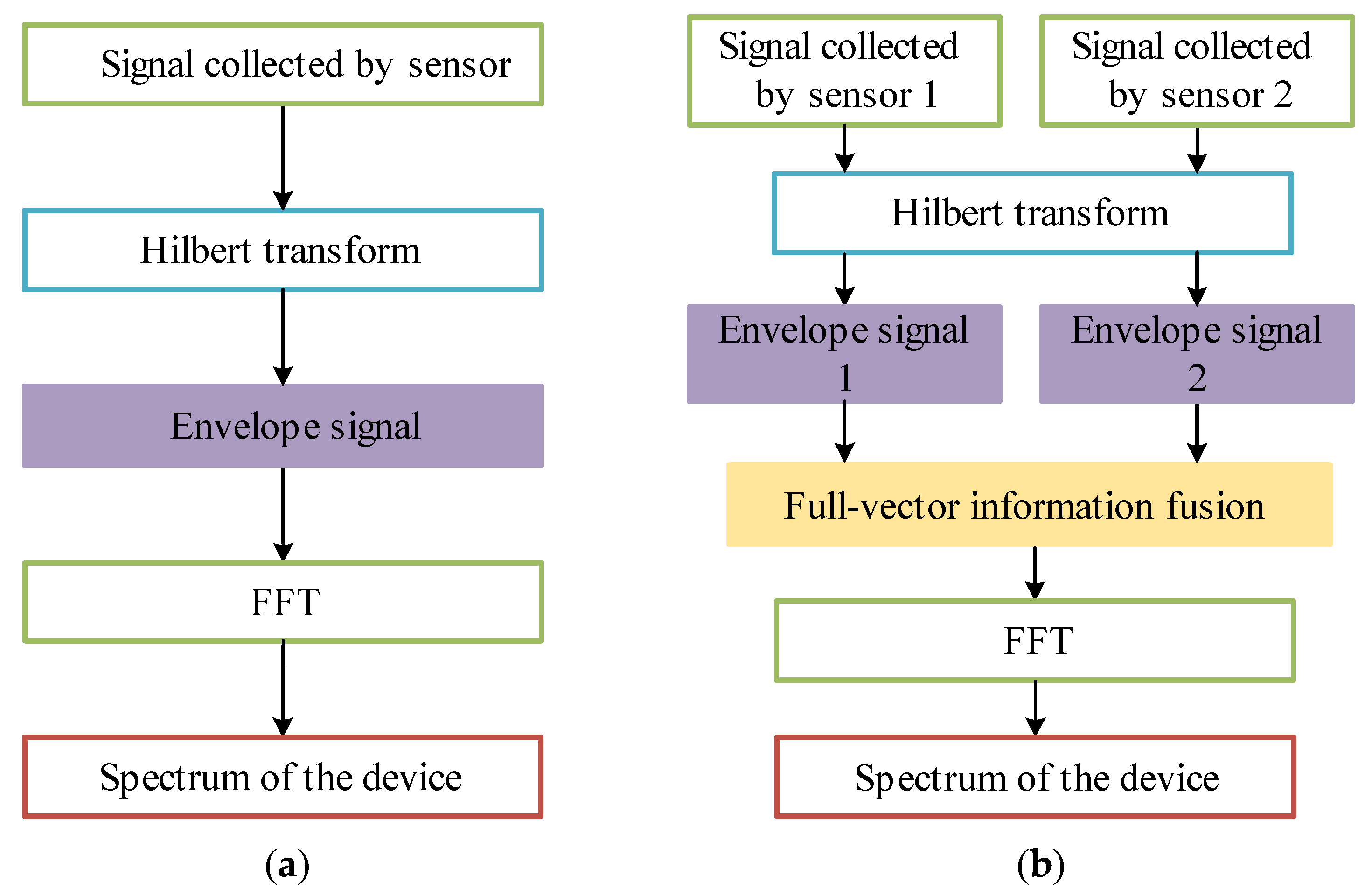
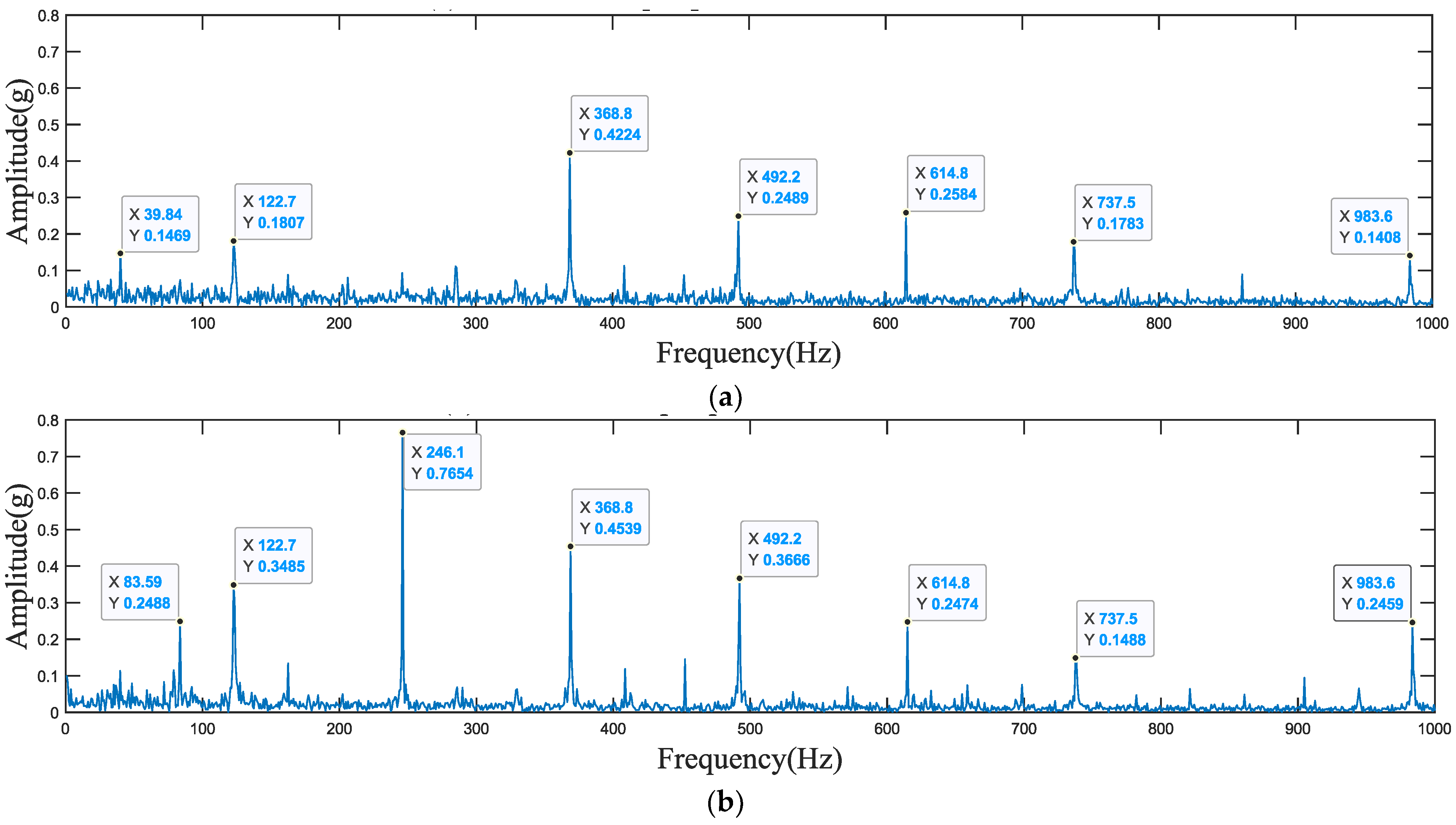
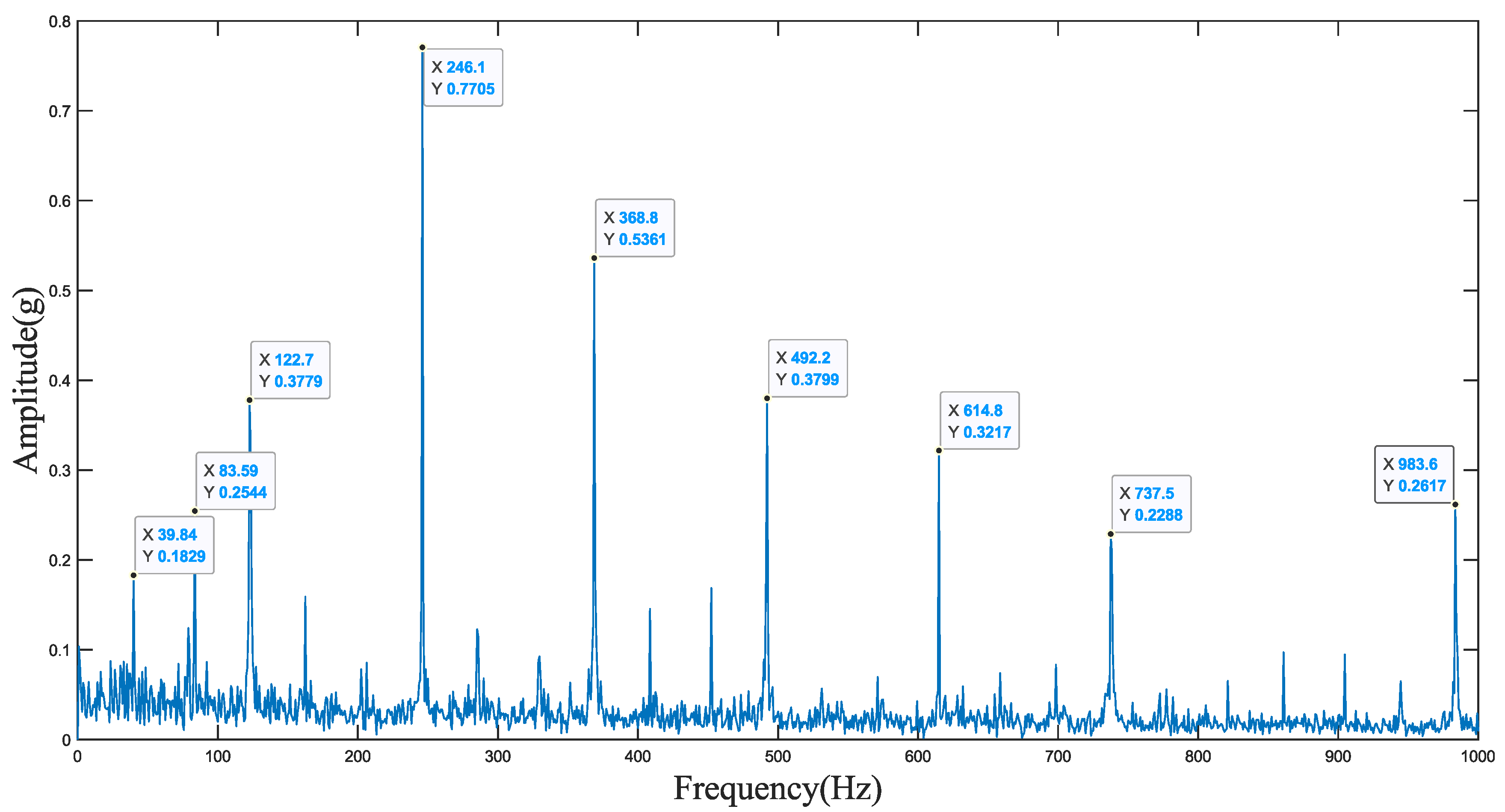
2.3. Hilbert–Full-Vector Spectrum
3. Construction of Prediction Model
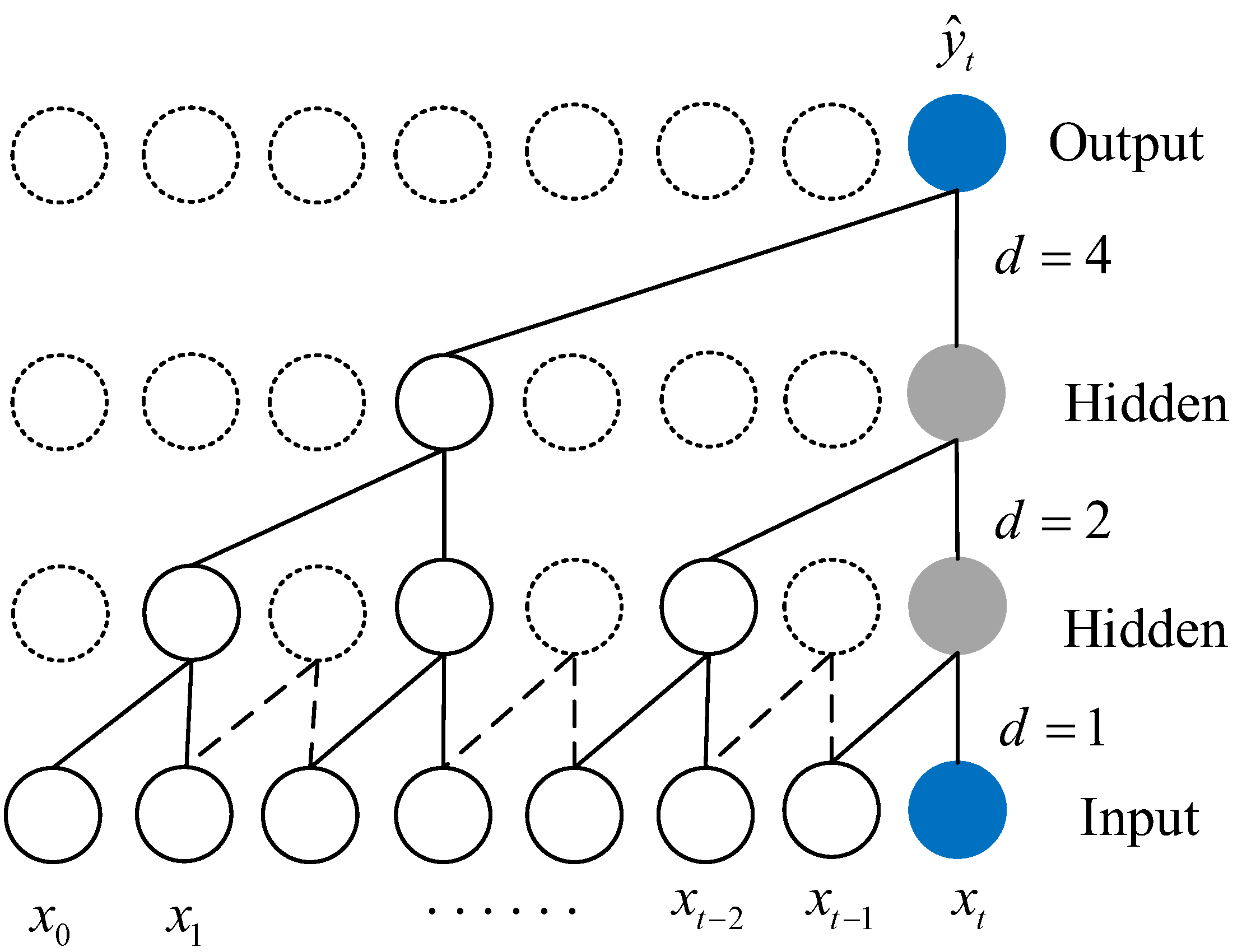
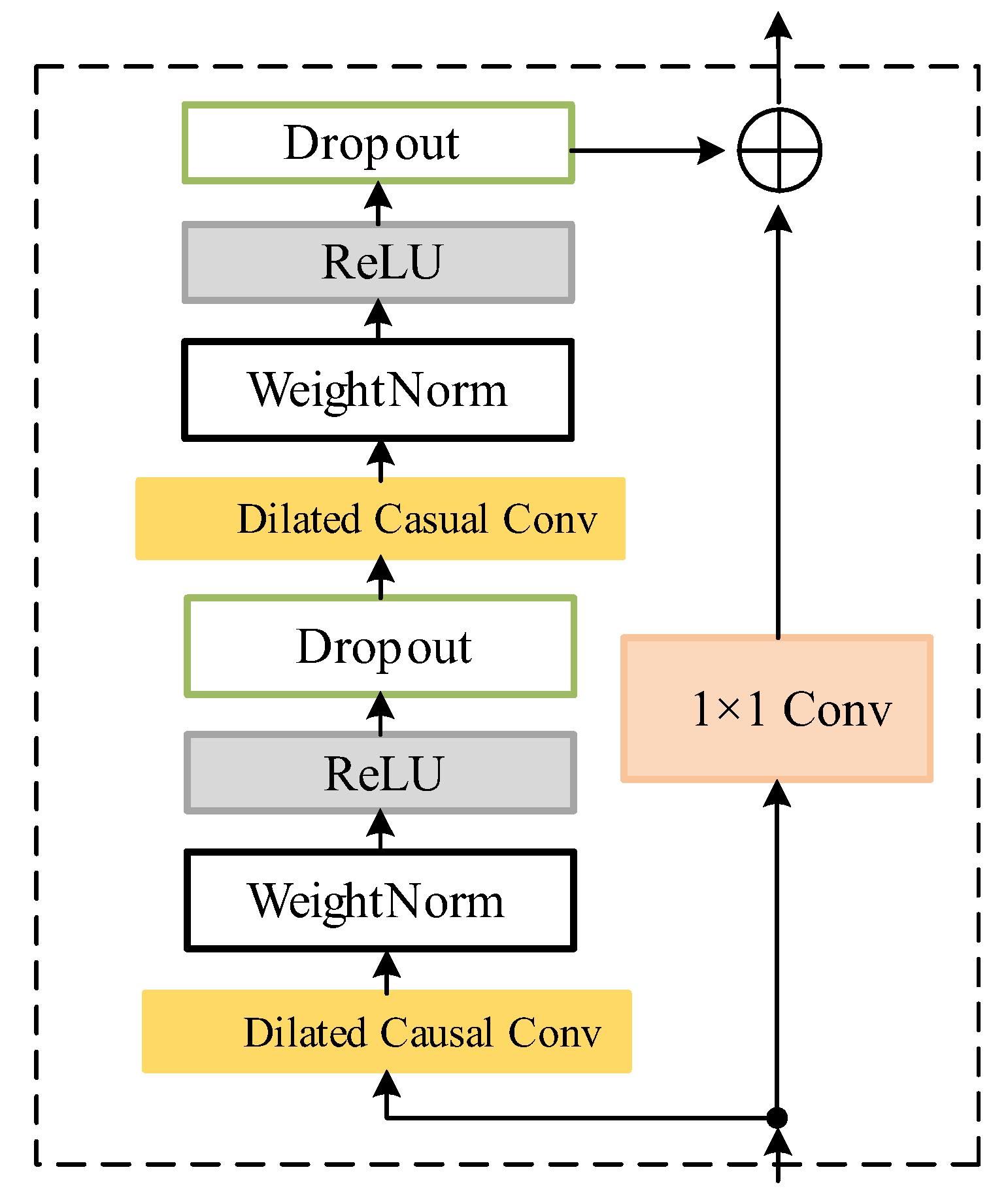
3.1. TCN Model
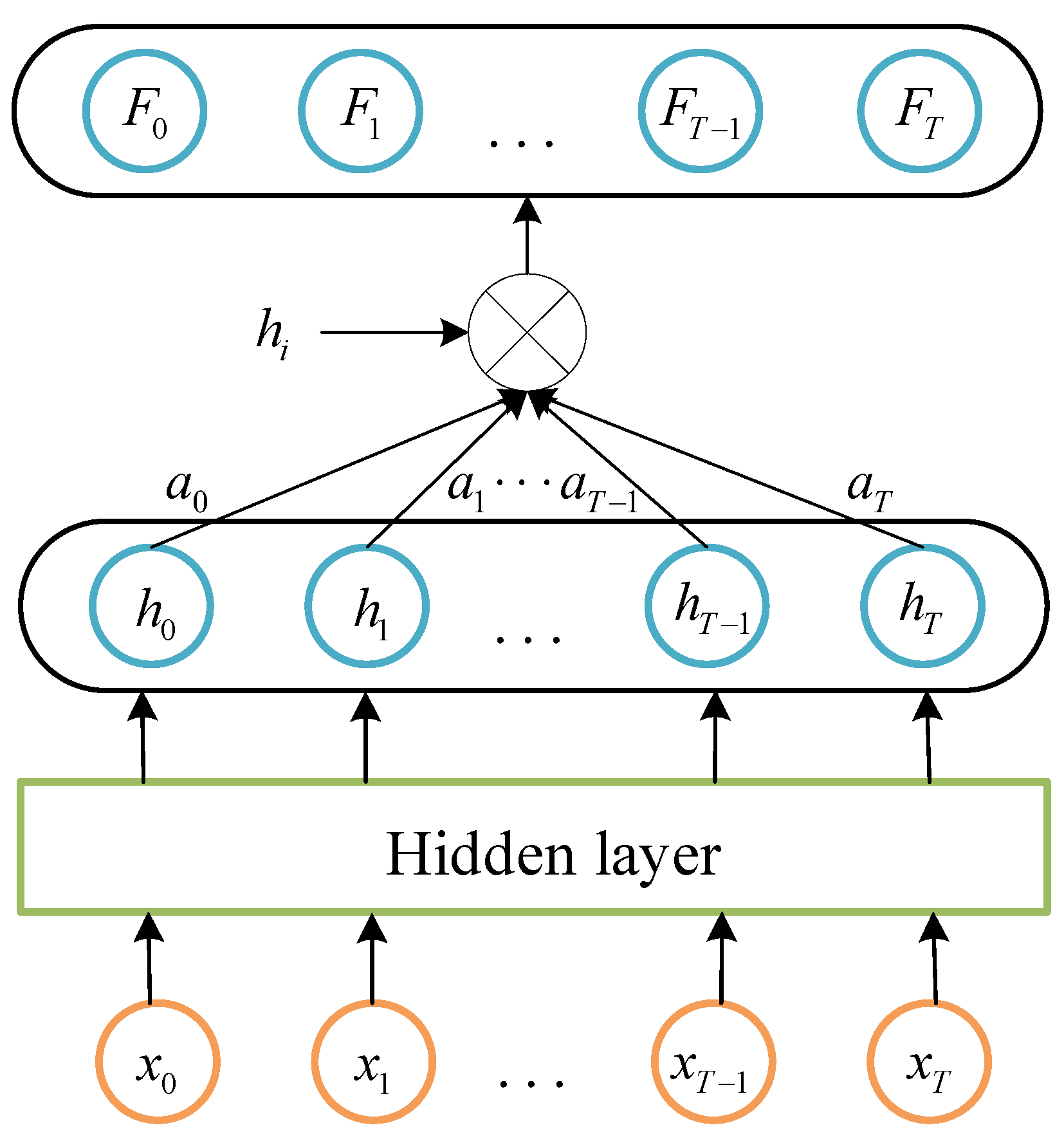
3.2. Attention Mechanism
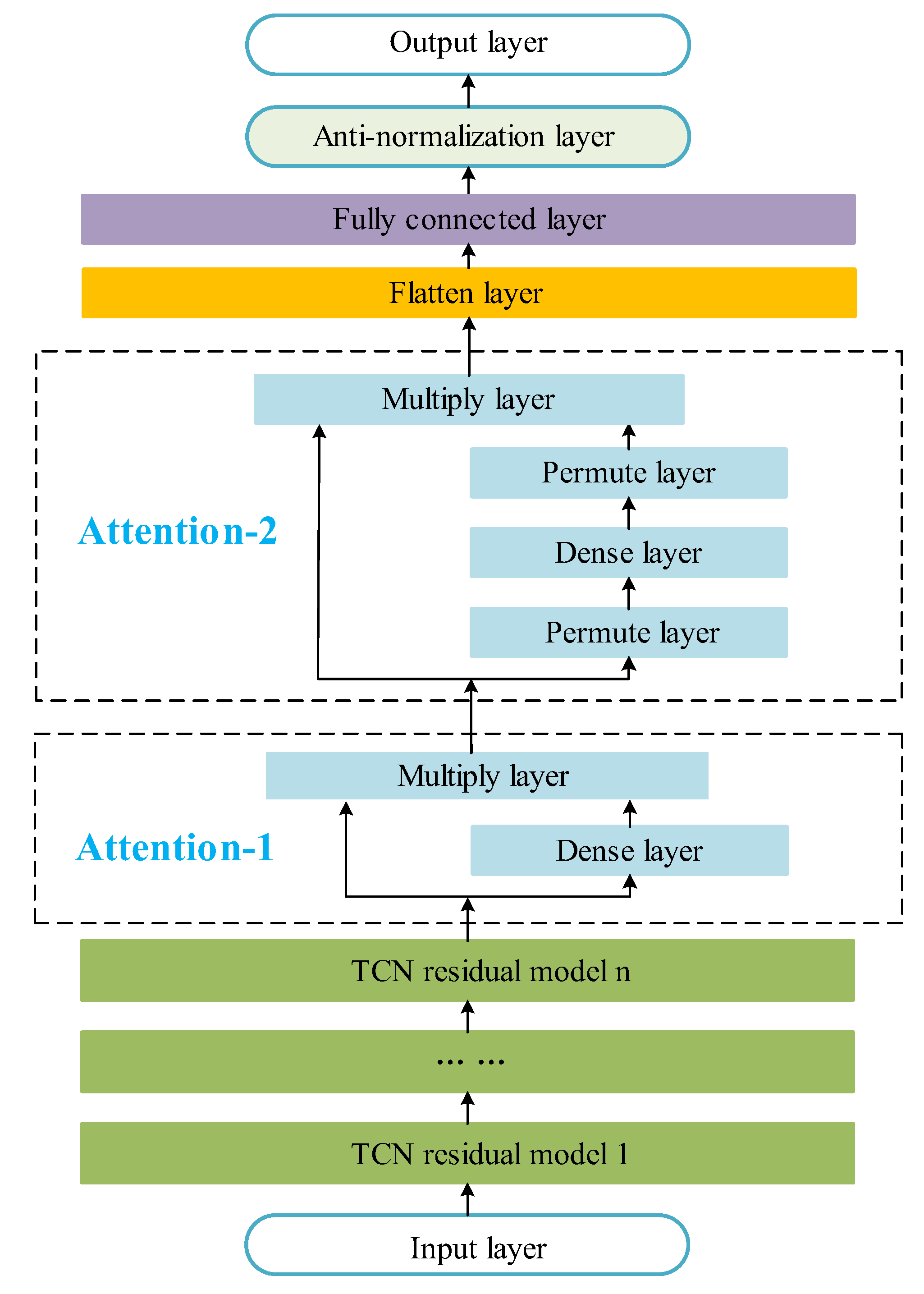
3.3. TCDAN Model
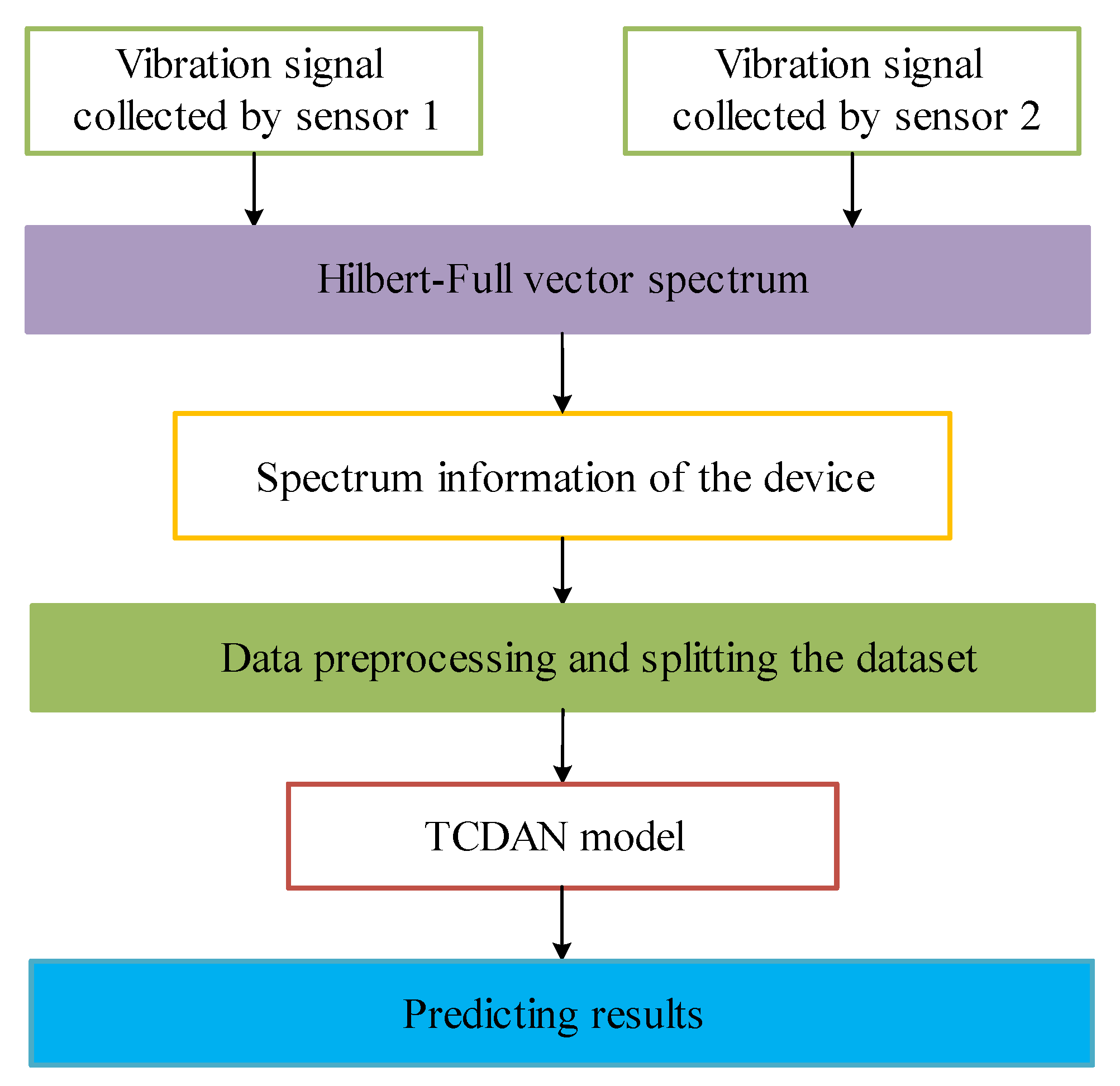
3.4. Process of Prediction
4. Experiment Verification
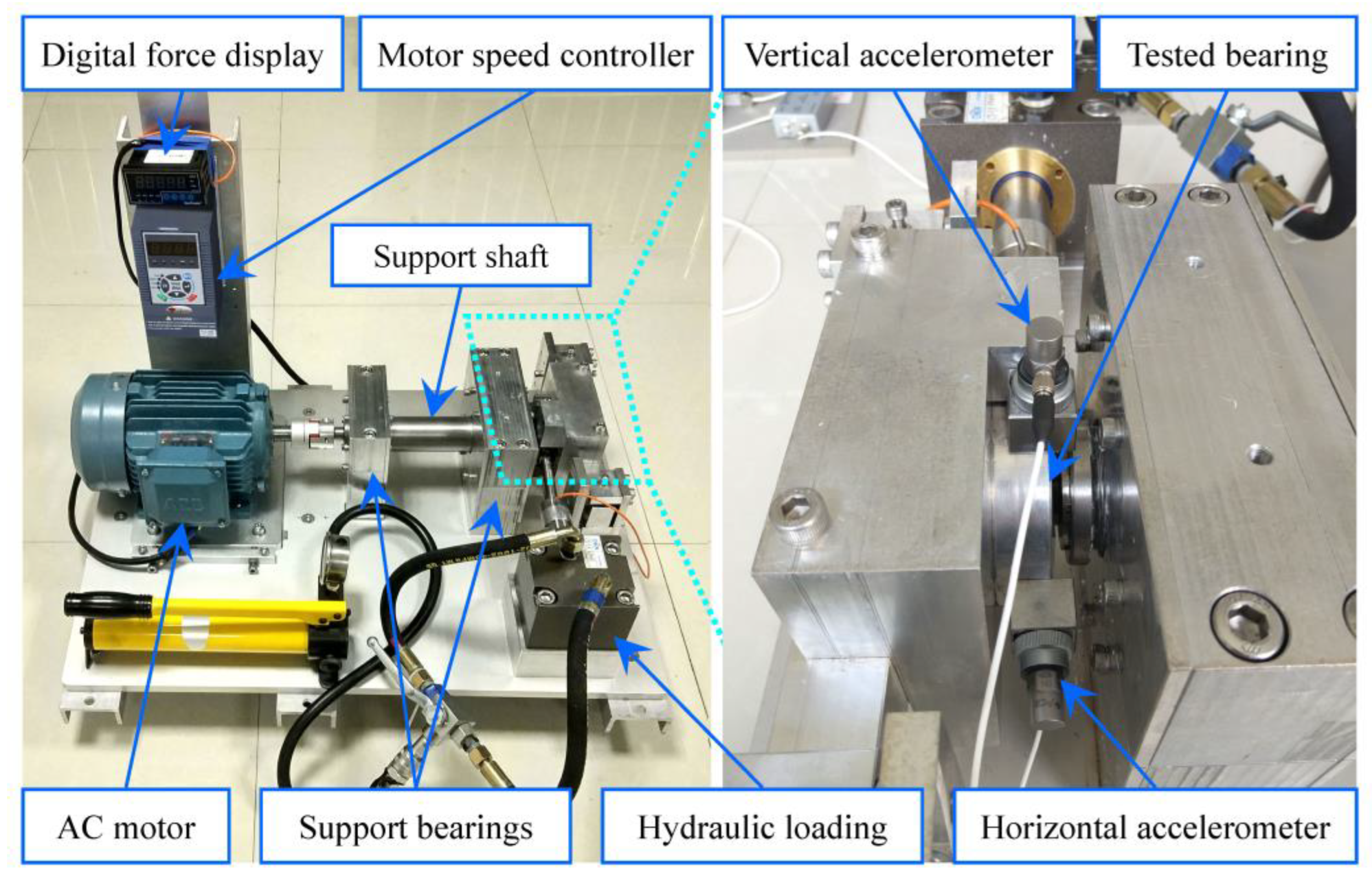
4.1. Introduction of Experimental Data
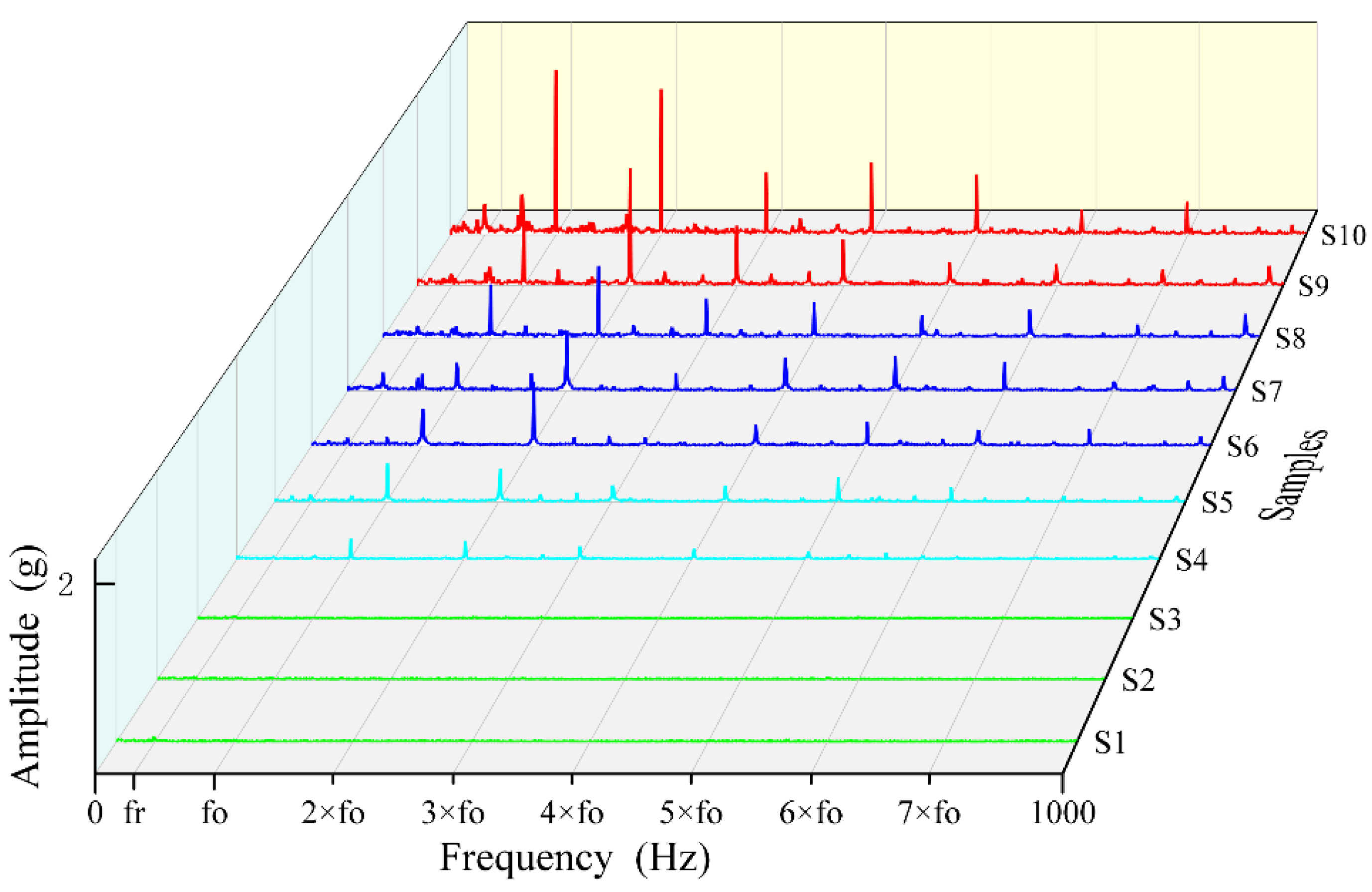
4.2. Application of Hilbert–Full-Vector Spectrum
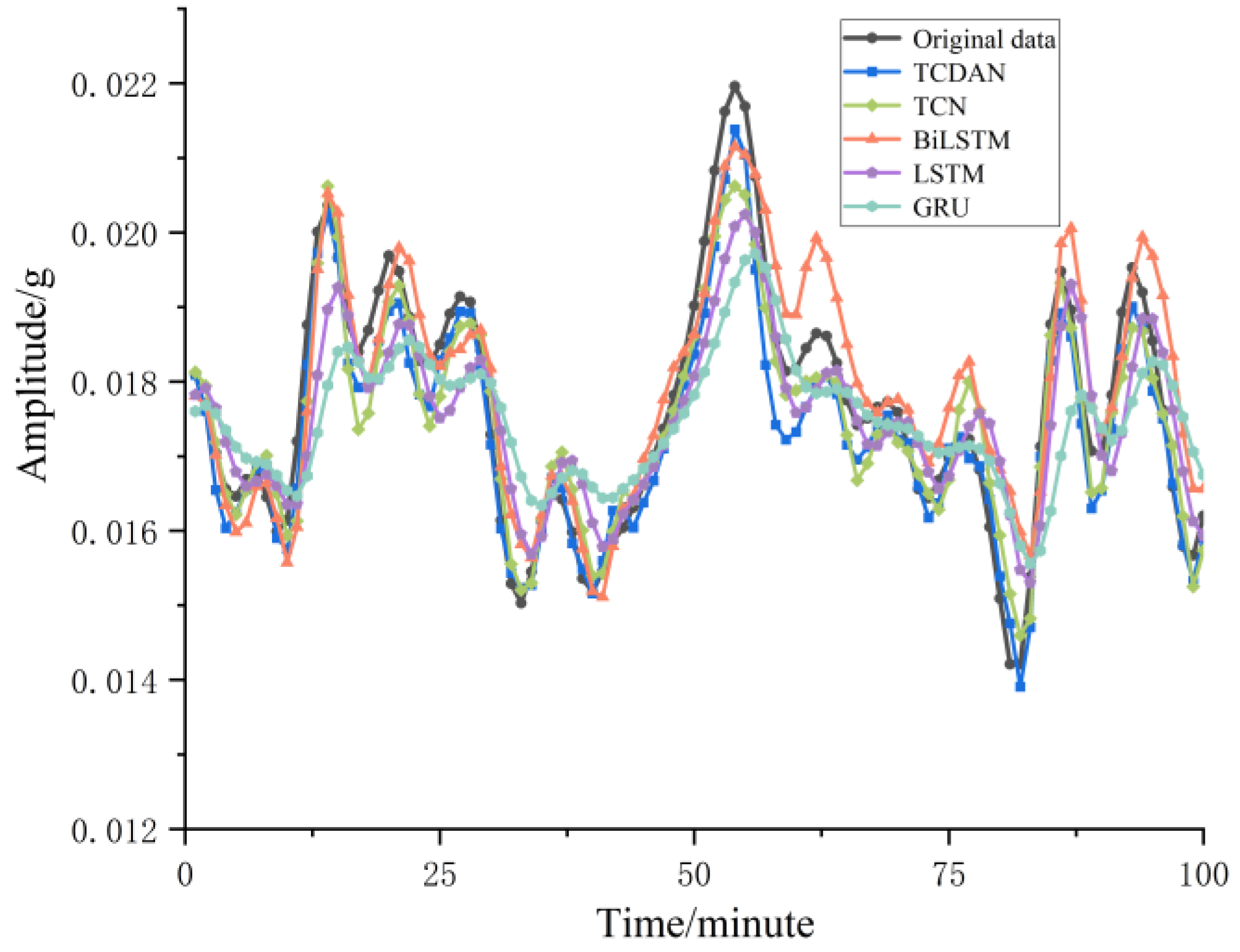
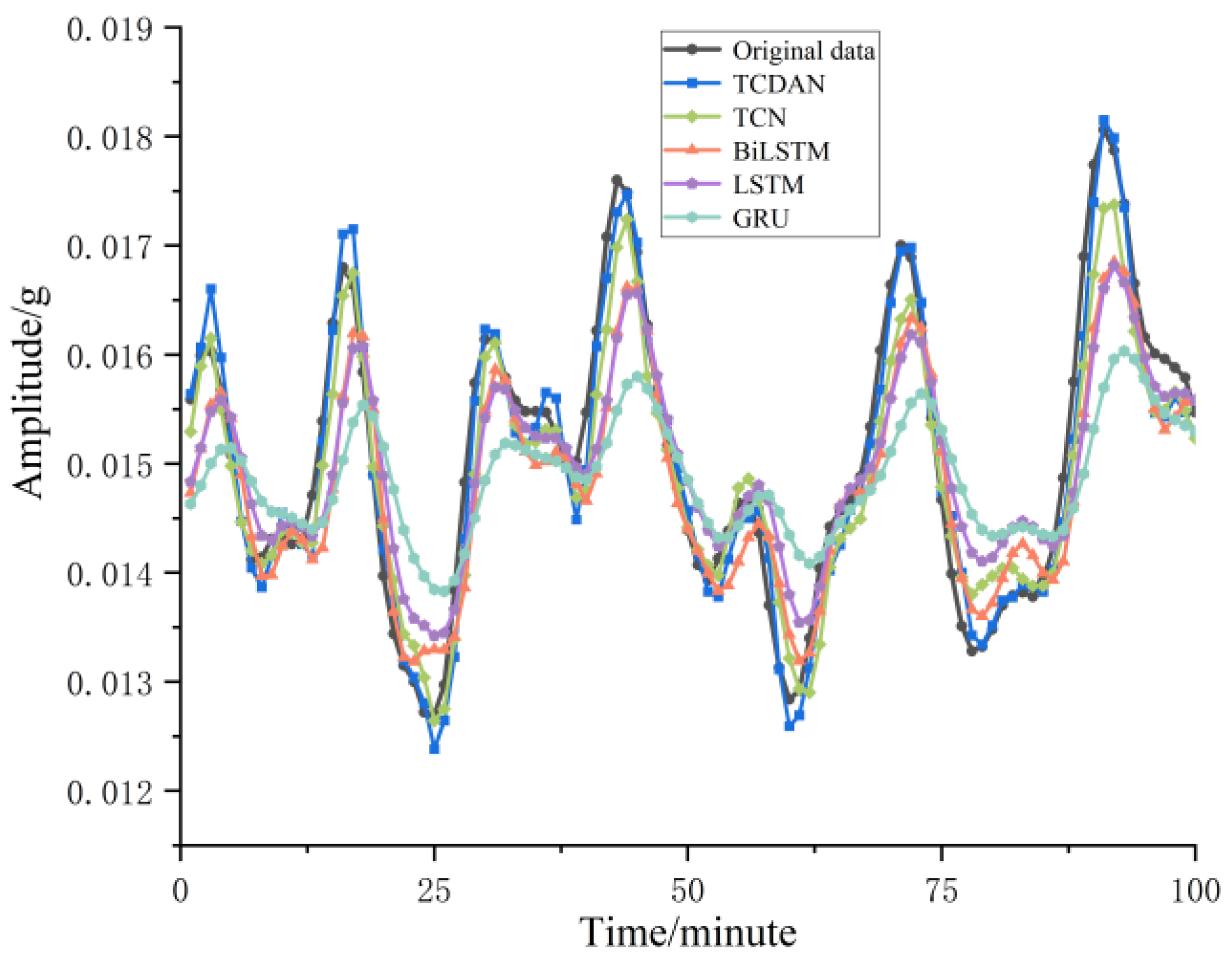
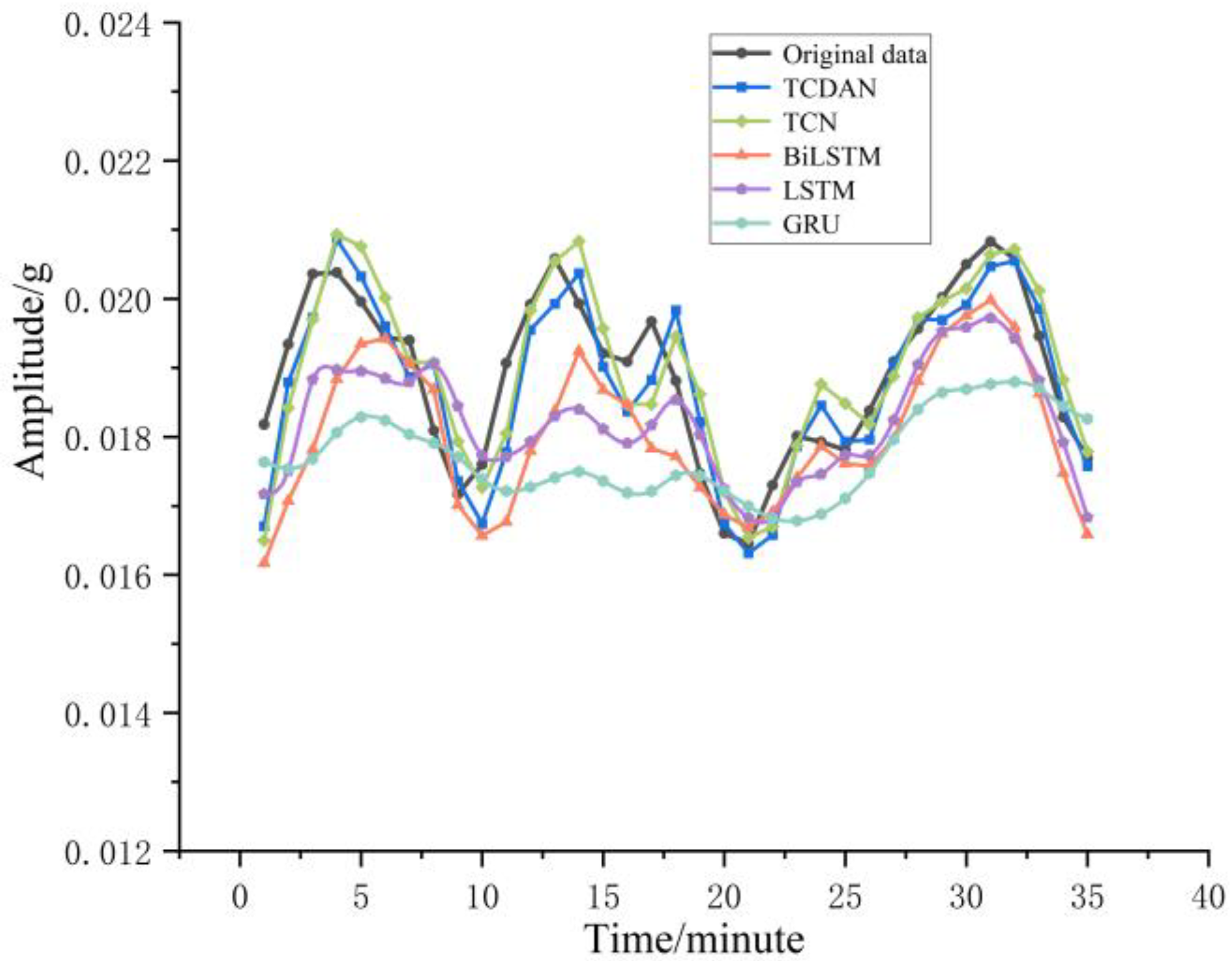
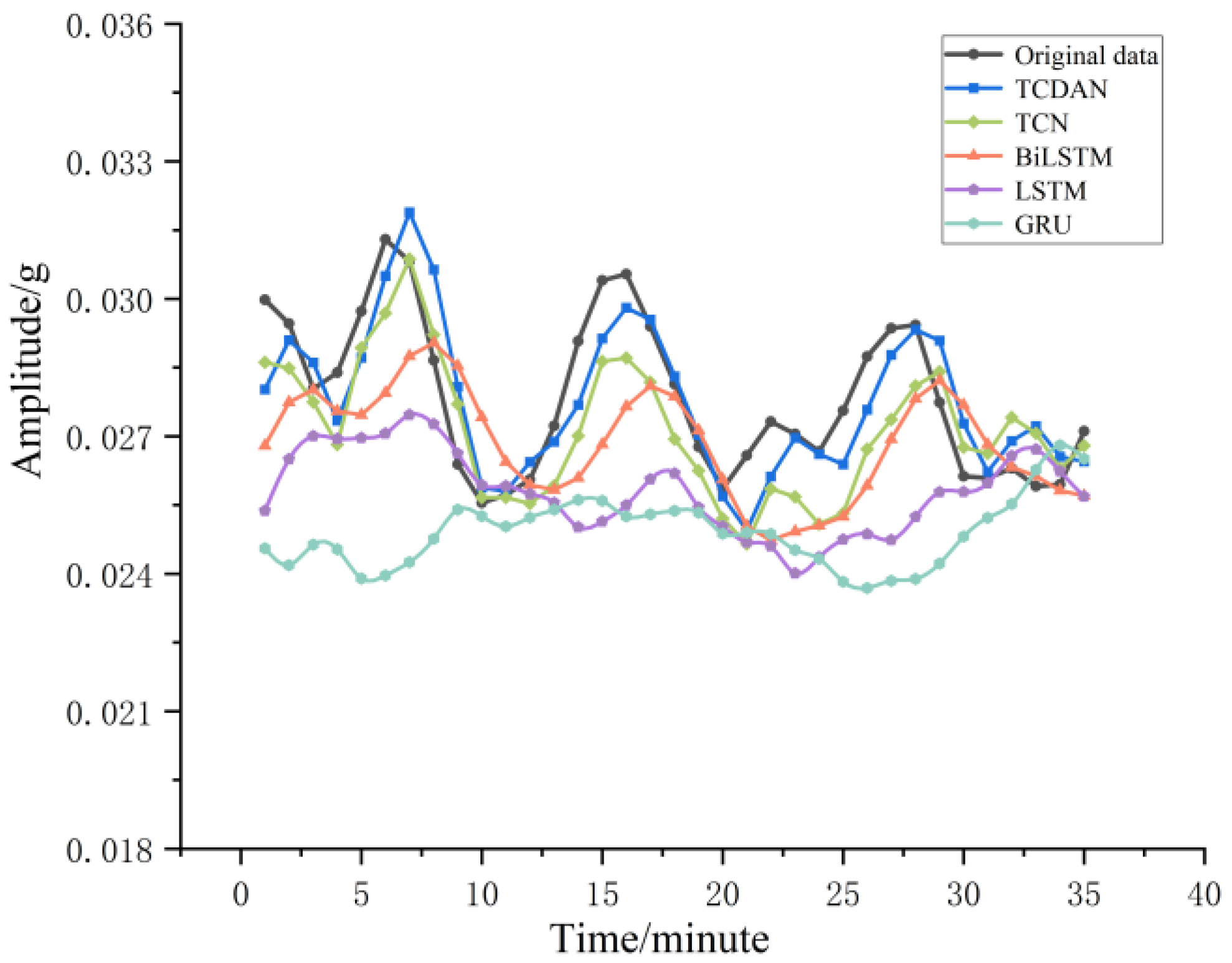
4.3. Performance Comparison of Prediction Models
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kordestani, M.; Rezamand, M.; Orchard, M.E.; Carriveau, R.; Ting, D.S.-K.; Rueda, L.; Saif, M. New Condition-Based Monitoring and Fusion Approaches With a Bounded Uncertainty for Bearing Lifetime Prediction. IEEE Sens. J. 2022, 22, 9078–9086. [Google Scholar] [CrossRef]
- Igba, J.; Alemzadeh, K.; Durugbo, C.; Eiriksson, E.T. Analysing RMS and Peak Values of Vibration Signals for Condition Monitoring of Wind Turbine Gearboxes. Renew. Energy 2016, 91, 90–106. [Google Scholar] [CrossRef] [Green Version]
- Brotherton, T.; Grabill, P.; Wroblewski, D.; Friend, R.; Sotomayer, B.; Berry, J. A Testbed for Data Fusion for Engine Diagnostics and Prognostics. In Proceedings of the 2002 IEEE Aerospace Conference, Big Sky, MT, USA, 9–16 March 2002; Volume 6, p. 6. [Google Scholar]
- Luo, J.; Namburu, M.; Pattipati, K.; Qiao, L.; Kawamoto, M.; Chigusa, S. Model-Based Prognostic Techniques [Maintenance Applications]. In Proceedings of the Autotestcon 2003, IEEE Systems Readiness Technology Conference, Anaheim, CA, USA, 22–25 September 2003; pp. 330–340. [Google Scholar]
- Xu, J.; Xu, L. Health Management Based on Fusion Prognostics for Avionics Systems. J. Syst. Eng. Electron. 2011, 22, 428–436. [Google Scholar] [CrossRef]
- Practical Options for Selecting Data-Driven or Physics-Based Prognostics Algorithms with Reviews. Reliab. Eng. Syst. Saf. 2015, 133, 223–236. [CrossRef]
- Coppe, A.; Pais, M.J.; Haftka, R.T.; Kim, N.H. Using a Simple Crack Growth Model in Predicting Remaining Useful Life. J. Aircr. 2012, 49, 1965–1973. [Google Scholar] [CrossRef]
- Xu, H.; Ma, R.; Yan, L.; Ma, Z. Two-Stage Prediction of Machinery Fault Trend Based on Deep Learning for Time Series Analysis. Digit. Signal Process. 2021, 117, 103150. [Google Scholar] [CrossRef]
- Dang, P.; Zhang, H.; Yun, X.; Ren, H. Fault Prediction of Rolling Bearing Based on ARMA Model. In Proceedings of the 2017 International Conference on Computer Systems, Electronics and Control (ICCSEC), Dalian, China, 25–27 December 2017; pp. 725–728. [Google Scholar]
- Xue, P.; Xu, Y.; Liu, N. The Study of Optimized Grey Model Using for Transformer Fault Prediction. In Proceedings of the 4th International Symposium on Power Electronics and Control Engineering (ISPECE 2021), Nanchang, China, 29 November 2021; Volume 12080, pp. 835–844. [Google Scholar]
- Soualhi, A.; Medjaher, K.; Zerhouni, N. Bearing Health Monitoring Based on Hilbert–Huang Transform, Support Vector Machine, and Regression. IEEE Trans. Instrum. Meas. 2015, 64, 52–62. [Google Scholar] [CrossRef] [Green Version]
- Benkedjouh, T.; Medjaher, K.; Zerhouni, N.; Rechak, S. Health Assessment and Life Prediction of Cutting Tools Based on Support Vector Regression. J. Intell. Manuf. 2015, 26, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Azadeh, A.; Saberi, M.; Kazem, A.; Ebrahimipour, V.; Nourmohammadzadeh, A.; Saberi, Z. A Flexible Algorithm for Fault Diagnosis in a Centrifugal Pump with Corrupted Data and Noise Based on ANN and Support Vector Machine with Hyper-Parameters Optimization. Appl. Soft Comput. 2013, 13, 1478–1485. [Google Scholar] [CrossRef]
- Guo, L.; Li, N.; Jia, F.; Lei, Y.; Lin, J. A Recurrent Neural Network Based Health Indicator for Remaining Useful Life Prediction of Bearings. Neurocomputing 2017, 240, 98–109. [Google Scholar] [CrossRef]
- Ling, J.; Liu, G.-J.; Li, J.-L.; Shen, X.-C.; You, D.-D. Fault Prediction Method for Nuclear Power Machinery Based on Bayesian PPCA Recurrent Neural Network Model. Nucl. Sci. Technol. 2020, 31, 75. [Google Scholar] [CrossRef]
- Ma, M.; Mao, Z. Deep-Convolution-Based LSTM Network for Remaining Useful Life Prediction. IEEE Trans. Ind. Inform. 2021, 17, 1658–1667. [Google Scholar] [CrossRef]
- Branco, N.W.; Cavalca, M.S.M.; Stefenon, S.F.; Leithardt, V.R.Q. Wavelet LSTM for Fault Forecasting in Electrical Power Grids. Sensors 2022, 22, 8323. [Google Scholar] [CrossRef]
- Zheng, L.; Chen, J.; Chen, F.; Chen, B.; Xue, W.; Guo, P.; Li, J. Rotating Machinery Fault Prediction Method Based on Bi-LSTM and Attention Mechanism. In Proceedings of the 2019 IEEE International Conference on Energy Internet (ICEI), Nanjing, China, 27–31 May 2019; pp. 53–58. [Google Scholar]
- Liang, T.; Meng, Z.; Xie, G.; Fan, S. Multi-Running State Health Assessment of Wind Turbines Drive System Based on BiLSTM and GMM. IEEE Access 2020, 8, 143042–143054. [Google Scholar] [CrossRef]
- Ren, L.; Cheng, X.; Wang, X.; Cui, J.; Zhang, L. Multi-Scale Dense Gate Recurrent Unit Networks for Bearing Remaining Useful Life Prediction. Future Gener. Comput. Syst. 2019, 94, 601–609. [Google Scholar] [CrossRef]
- Qin, Y.; Chen, D.; Xiang, S.; Zhu, C. Gated Dual Attention Unit Neural Networks for Remaining Useful Life Prediction of Rolling Bearings. IEEE Trans. Ind. Inform. 2021, 17, 6438–6447. [Google Scholar] [CrossRef]
- Bai, S.; Kolter, J.Z.; Koltun, V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling. arXiv 2018, arXiv:1803.01271. [Google Scholar]
- Chen, Q.; Liu, Y.-B.; Ge, M.-F.; Liu, J.; Wang, L. A Novel Bayesian-Optimization-Based Adversarial TCN for RUL Prediction of Bearings. IEEE Sens. J. 2022, 22, 20968–20977. [Google Scholar] [CrossRef]
- Chen, Y.; Kang, Y.; Chen, Y.; Wang, Z. Probabilistic Forecasting with Temporal Convolutional Neural Network. Neurocomputing 2020, 399, 491–501. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.; Koprinska, I.; Rana, M. Temporal Convolutional Attention Neural Networks for Time Series Forecasting. In Proceedings of the 2021 International Joint Conference on Neural Networks (IJCNN), Shenzhen, China, 18–22 July 2021; pp. 1–8. [Google Scholar]
- Mnih, V.; Heess, N.; Graves, A.; Kavukcuoglu, K. Recurrent Models of Visual Attention. arXiv 2014, arXiv:1406.6247. [Google Scholar] [CrossRef]
- Bahdanau, D.; Cho, K.; Bengio, Y. Neural Machine Translation by Jointly Learning to Align and Translate. In Proceedings of the International Conference on Learning Representations, Banff, AB, Canada, 14–16 April 2014. [Google Scholar]
- Vaswani, A.; Shazeer, N.; Parmar, N.; Uszkoreit, J.; Jones, L.; Gomez, A.N.; Kaiser, Ł.; Polosukhin, I. Attention Is All You Need. In Proceedings of the 31st International Conference on Neural Information Processing Systems, Long Beach, CA, USA, 4 December 2017; pp. 6000–6010. [Google Scholar]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.-C.; Tung, C.C.; Liu, H.H. The Empirical Mode Decomposition and the Hilbert Spectrum for Nonlinear and Non-Stationary Time Series Analysis. Proc. R. Soc. Lond. A 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Huang, N.E.; Shen, Z.; Long, S.R. A New View of Nonlinear Water Waves: The Hilbert Spectrum. Annu. Rev. Fluid Mech. 1999, 31, 417–457. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Han, J.; Lei, W.; Cui, Y.; Guan, Z. Full-Vector Signal Acquisition and Information Fusion for the Fault Prediction. Int. J. Rotating Mach. 2016, 2016, e5980802. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Han, J.; Lei, W.; Guan, Z.; Gao, Y. Prediction Model of Vibration Feature for Equipment Maintenance Based on Full Vector Spectrum. Shock. Vib. 2017, 2017, 6103947. [Google Scholar] [CrossRef] [Green Version]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. In Proceedings of the 2016 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Las Vegas, NV, USA, 27–30 June 2016; pp. 770–778. [Google Scholar]
- Salimans, T.; Kingma, D.P. Weight Normalization: A Simple Reparameterization to Accelerate Training of Deep Neural Networks. In Proceedings of the 30th International Conference on Neural Information Processing Systems, Barcelona, Spain, 5–10 December 2016; pp. 901–909. [Google Scholar]
- Wang, B.; Lei, Y.; Li, N.; Li, N. A Hybrid Prognostics Approach for Estimating Remaining Useful Life of Rolling Element Bearings. IEEE Trans. Reliab. 2020, 69, 401–412. [Google Scholar] [CrossRef]
- Huang, Z.; Xie, Y. Fault Diagnosis of Roller Bearing with Inner and External Fault Based on Hilbert Transformation. J. Cent. South Univ. (Sci. Technol.) 2011, 42, 1992–1996. [Google Scholar]
- Yang, L.; Chen, L. Fault Diagnosis Algorithm of Printing Machine Rolling Bearing Based on Hilbert Envelope Spectrum. In Proceedings of the 2022 International Conference on Computer Network, Electronic and Automation (ICCNEA), Xi’an, China, 23–25 September 2022; pp. 357–361. [Google Scholar]
- ISO 13373-3:2015; Condition Monitoring and Diagnostics of Machines—Vibration Condition Monitoring—Part 3: Guidelines for Vibration Diagnosis. ISO: Geneve, Switzerland, 2015. Available online: https://www.iso.org/standard/40840.html (accessed on 3 February 2023).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Diameter of inner raceway/mm | 29.30 | Diameter of bearing rolling element/mm | 7.92 |
| Diameter of outer raceway/mm | 39.80 | The number of bearing rolling element | 8 |
| The pitch diameter of the bearing/mm | 34.55 | contact angle/° | 0 |
| Models | MAE | RMSE | MAPE(%) | |||
|---|---|---|---|---|---|---|
| 1 × fo | 2 × fo | 1 × fo | 2 × fo | 1 × fo | 2 × fo | |
| TCDAN | 0.0240 | 0.0317 | 0.0297 | 0.0382 | 6.04 | 6.34 |
| TCN | 0.0490 | 0.0465 | 0.0608 | 0.0579 | 10.91 | 9.28 |
| BiLSTM | 0.0550 | 0.0682 | 0.0694 | 0.0881 | 15.63 | 12.79 |
| LSTM | 0.0798 | 0.0773 | 0.0921 | 0.0991 | 26.58 | 27.14 |
| GRU | 0.0966 | 0.1023 | 0.1221 | 0.1278 | 32.37 | 34.71 |
| Models | MAE | RMSE | MAPE(%) | |||
|---|---|---|---|---|---|---|
| 1 × fi | 2 × fi | 1 × fi | 2 × fi | 1 × fi | 2 × fi | |
| TCDAN | 0.0471 | 0.0496 | 0.0583 | 0.0609 | 9.69 | 6.27 |
| TCN | 0.0534 | 0.0735 | 0.0653 | 0.0836 | 11.39 | 9.09 |
| BiLSTM | 0.0921 | 0.0958 | 0.1151 | 0.1168 | 17.51 | 11.75 |
| LSTM | 0.0926 | 0.1386 | 0.1079 | 0.1704 | 22.79 | 16.55 |
| GRU | 0.1300 | 0.1910 | 0.1522 | 0.2292 | 27.29 | 22.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Wei, L.; Li, W.; Wang, J.; Han, D. Fault Prediction of Mechanical Equipment Based on Hilbert–Full-Vector Spectrum and TCDAN. Appl. Sci. 2023, 13, 4655. https://doi.org/10.3390/app13084655
Chen L, Wei L, Li W, Wang J, Han D. Fault Prediction of Mechanical Equipment Based on Hilbert–Full-Vector Spectrum and TCDAN. Applied Sciences. 2023; 13(8):4655. https://doi.org/10.3390/app13084655
Chicago/Turabian StyleChen, Lei, Lijun Wei, Wenlong Li, Junhui Wang, and Dongyang Han. 2023. "Fault Prediction of Mechanical Equipment Based on Hilbert–Full-Vector Spectrum and TCDAN" Applied Sciences 13, no. 8: 4655. https://doi.org/10.3390/app13084655