
An Investigation into the Friction of Cold-Rolled Low-Carbon DC06 Steel Sheets in Sheet Metal Forming Using Radial Basis Function Neural Networks

Abstract
:1. Introduction
2. Materials and Methods
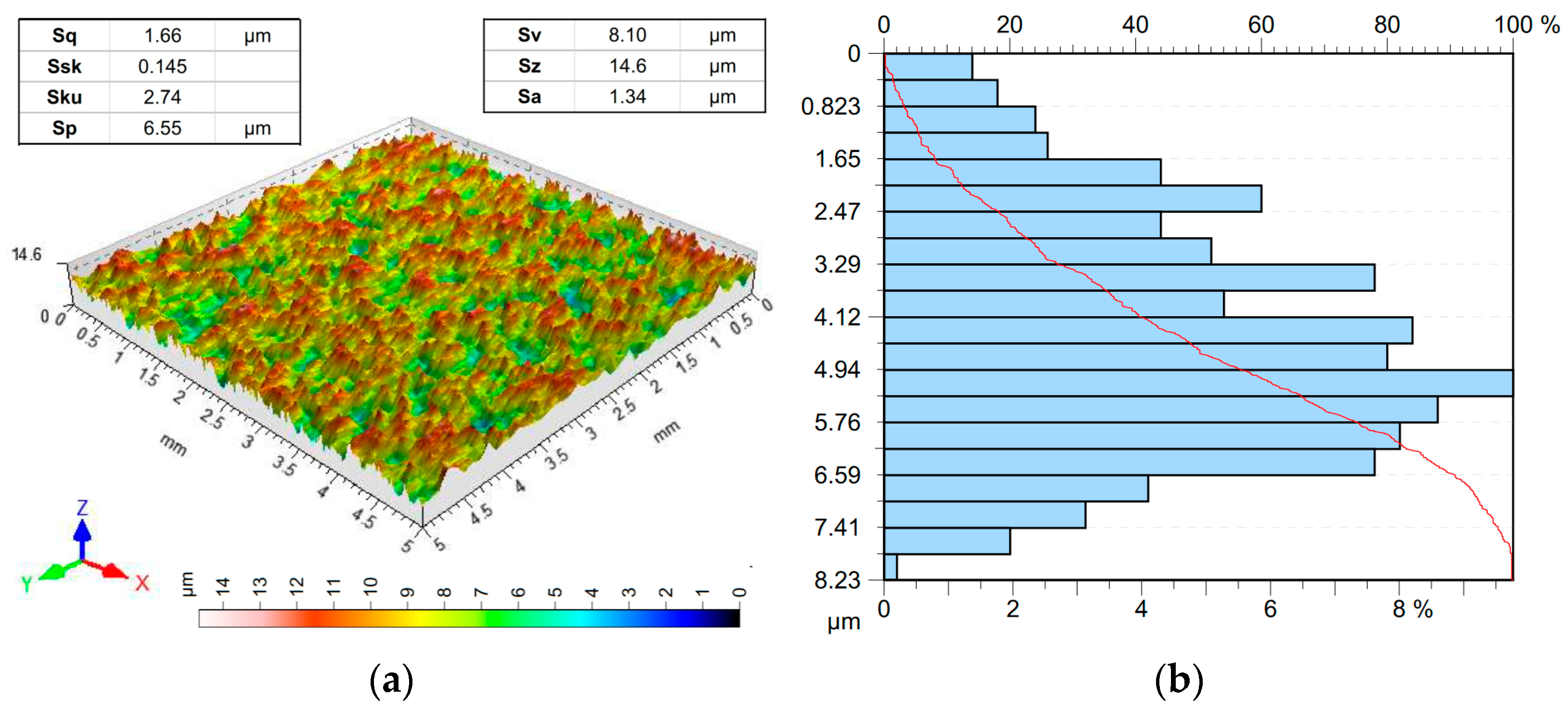
2.1. Test Material
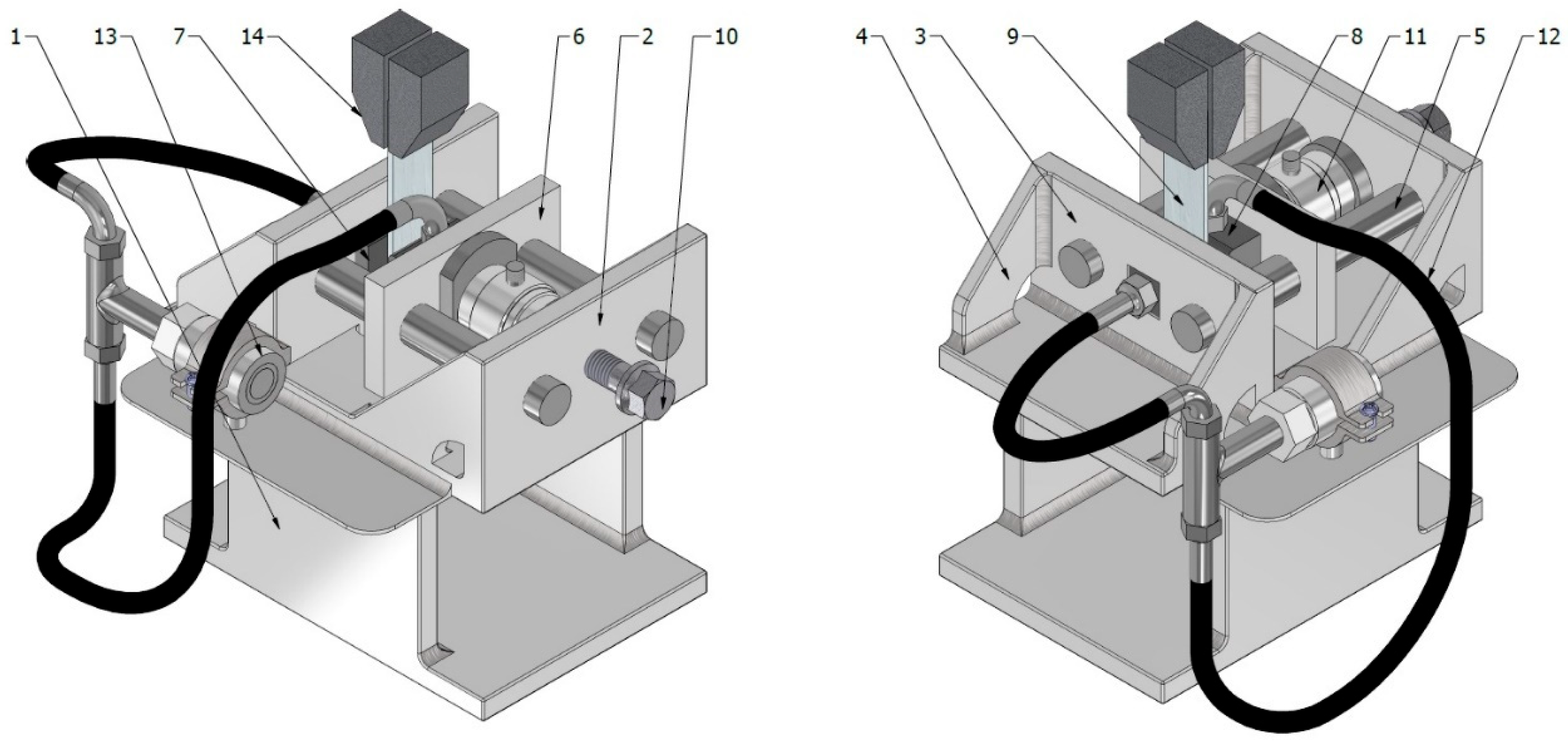
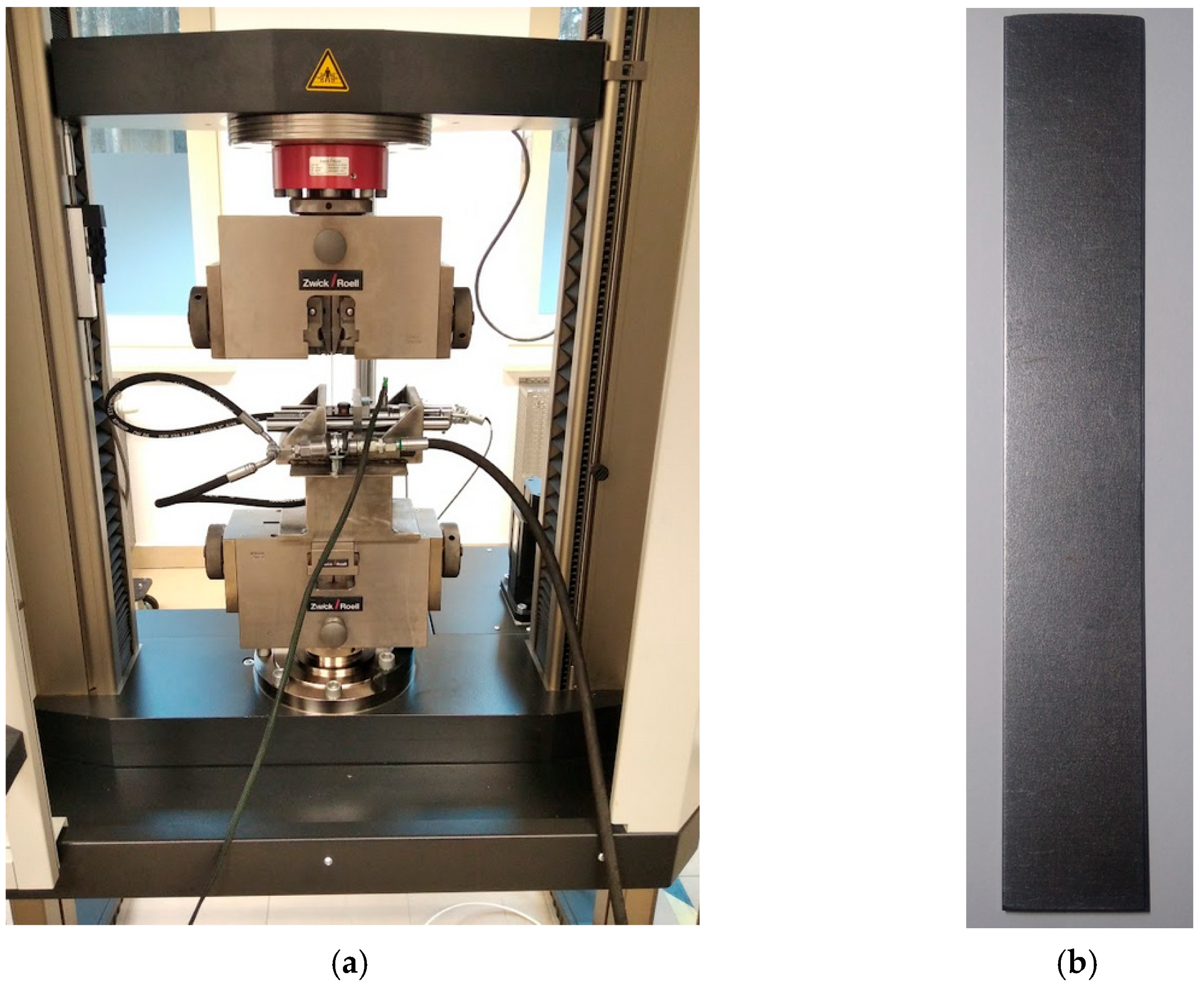
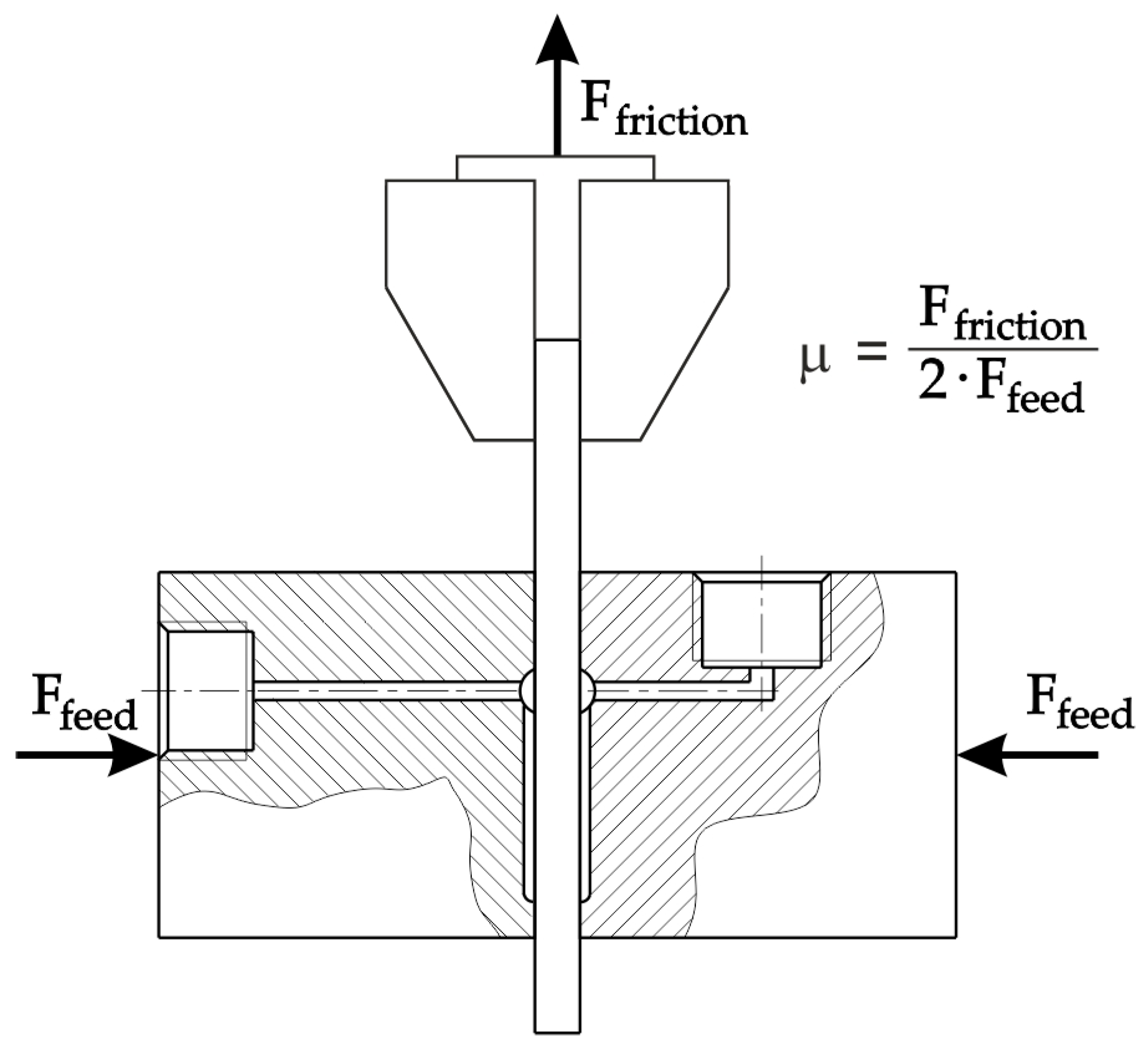
2.2. Experimental Testing
2.3. Artificial Neural Networks
3. Results and Discussion
3.1. Experimental Results
3.2. Artificial Neural Networks
4. Conclusions
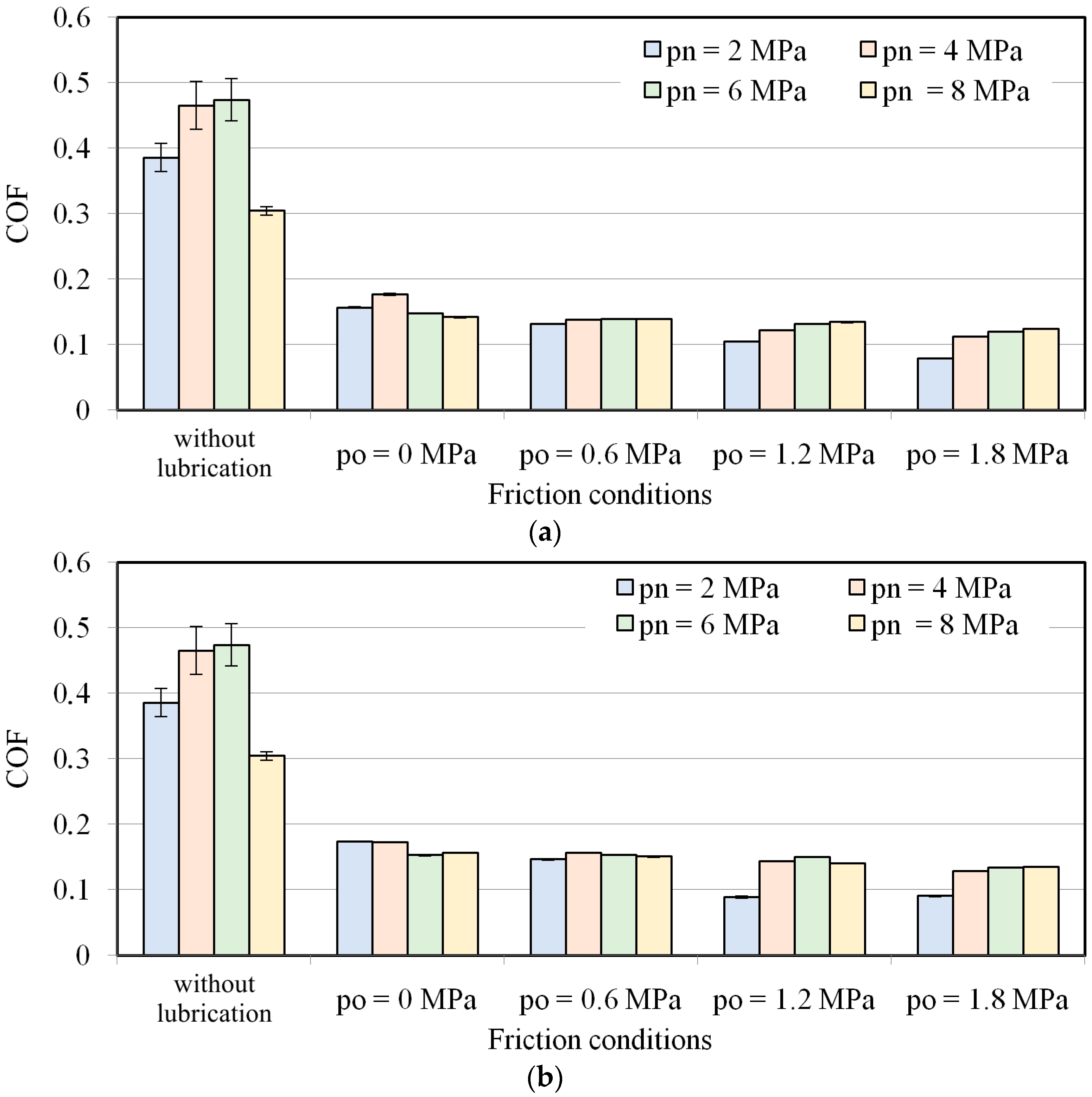
- Under lubrication with both oils considered (S100+ and S300), the value of the COF increased with decreasing oil pressure. This relation is observed for the whole range of nominal pressures analysed.
- The higher the nominal pressure value, the smaller the difference between the COF determined for different oil pressures. So, in the case of pressurised lubrication, the viscosity of the oil becomes less important in SMF under high pressures.
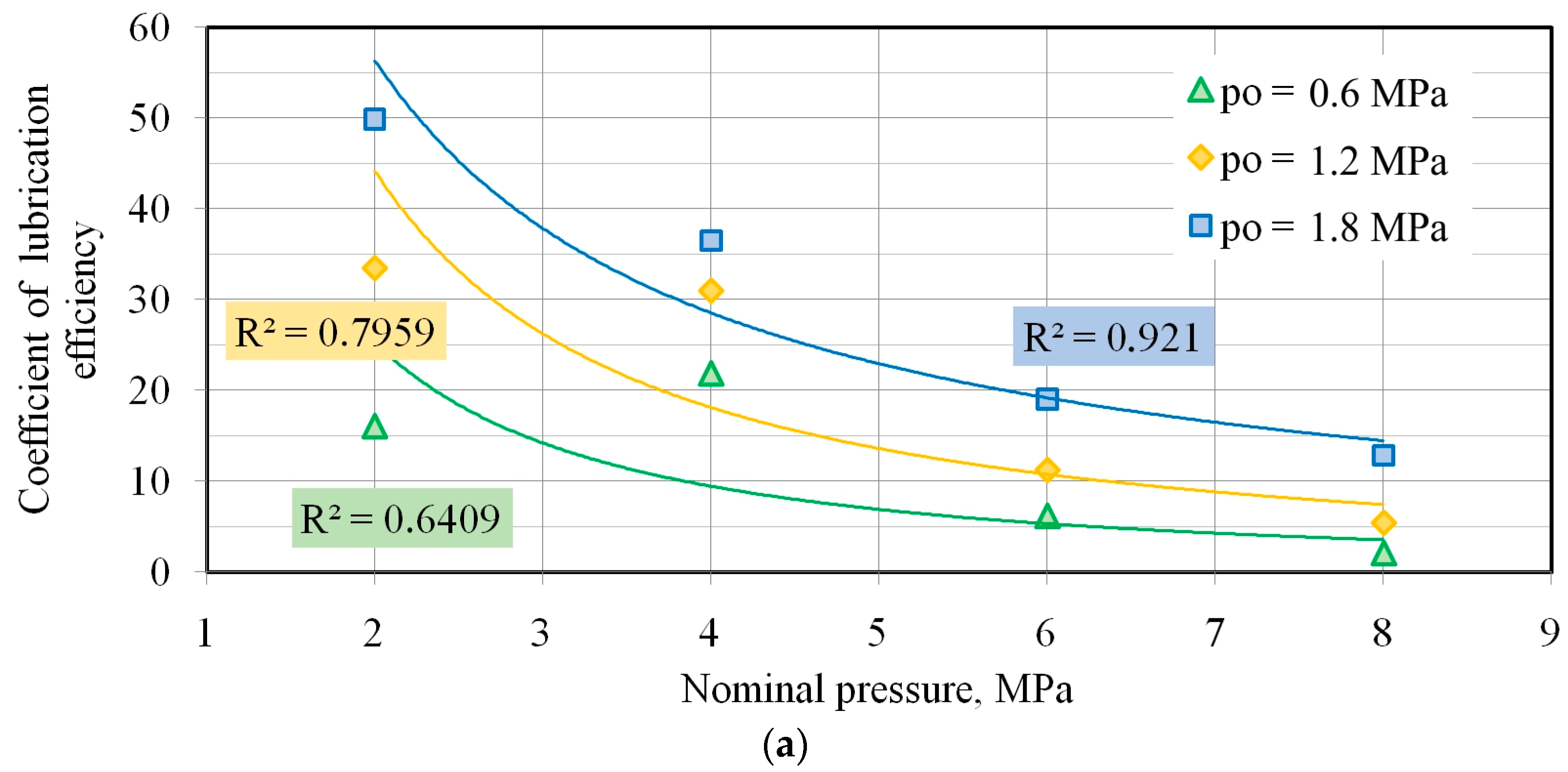
- The developed concept of pressurised lubrication is most effective at relatively small nominal pressures of 2–4 MPa. This range of nominal pressures corresponds to the actual nip pressures when forming deep-drawing steel sheets.
- Under conditions of dry friction, the values obtained for the COF rise above 0.3, while under lubrication conditions, even without pressure-assisted lubrication, the COF values are reduced by at least 50%.
- As the nominal pressure increases, the value of the coefficient of lubrication effectiveness decreases exponentially. Moreover, the lubrication efficiency clearly decreases with the value of the oil pressure.
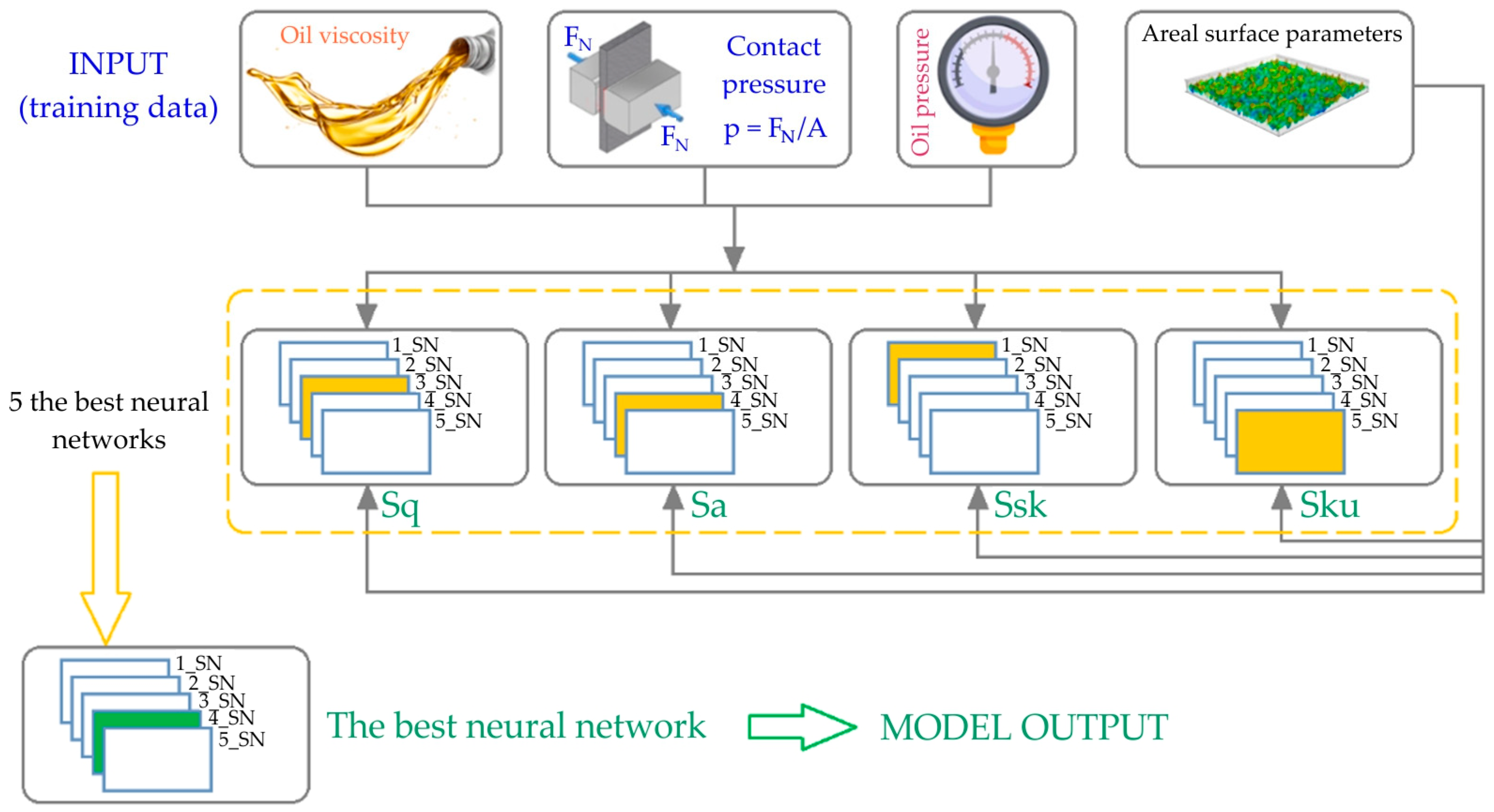
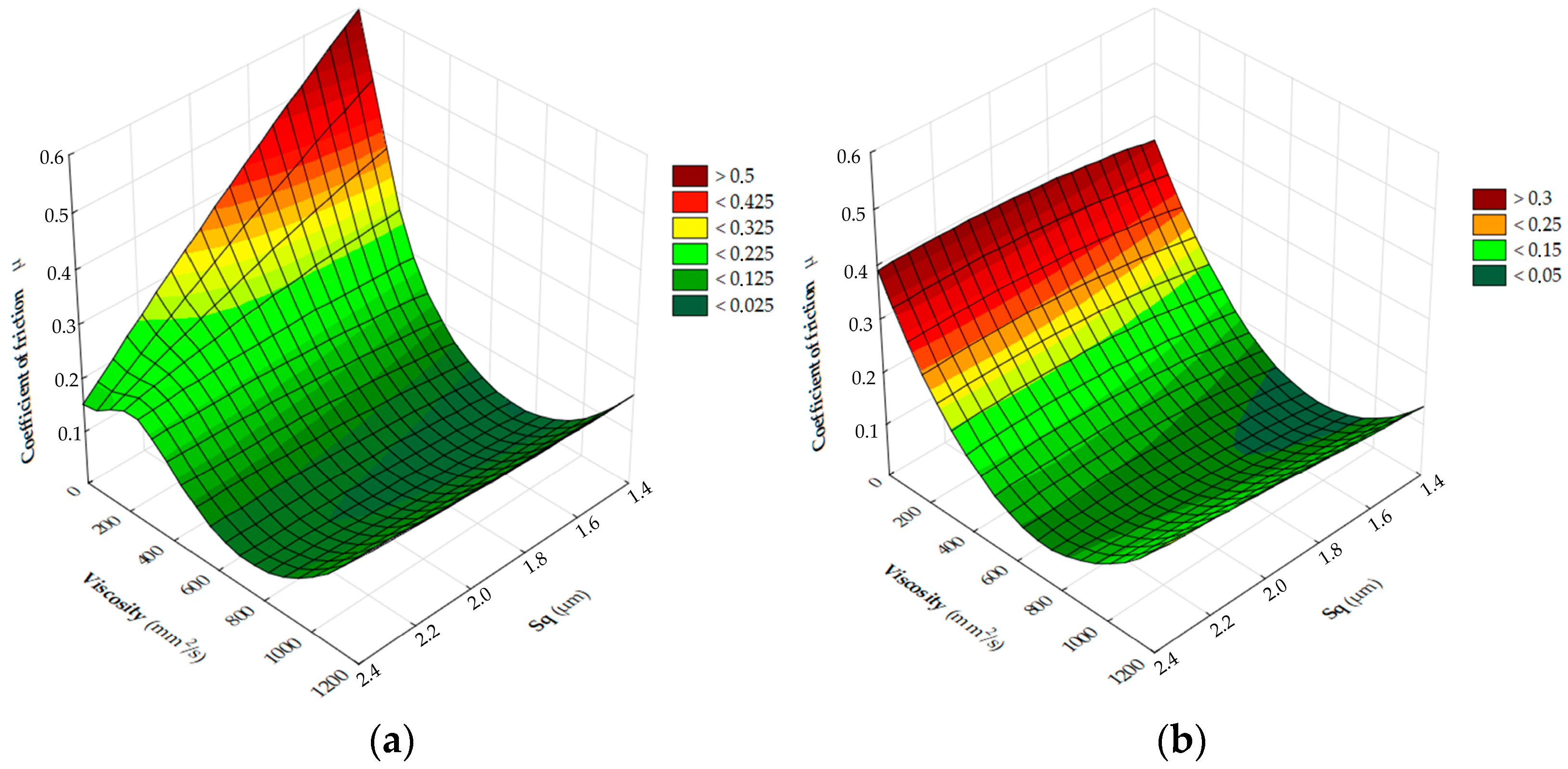
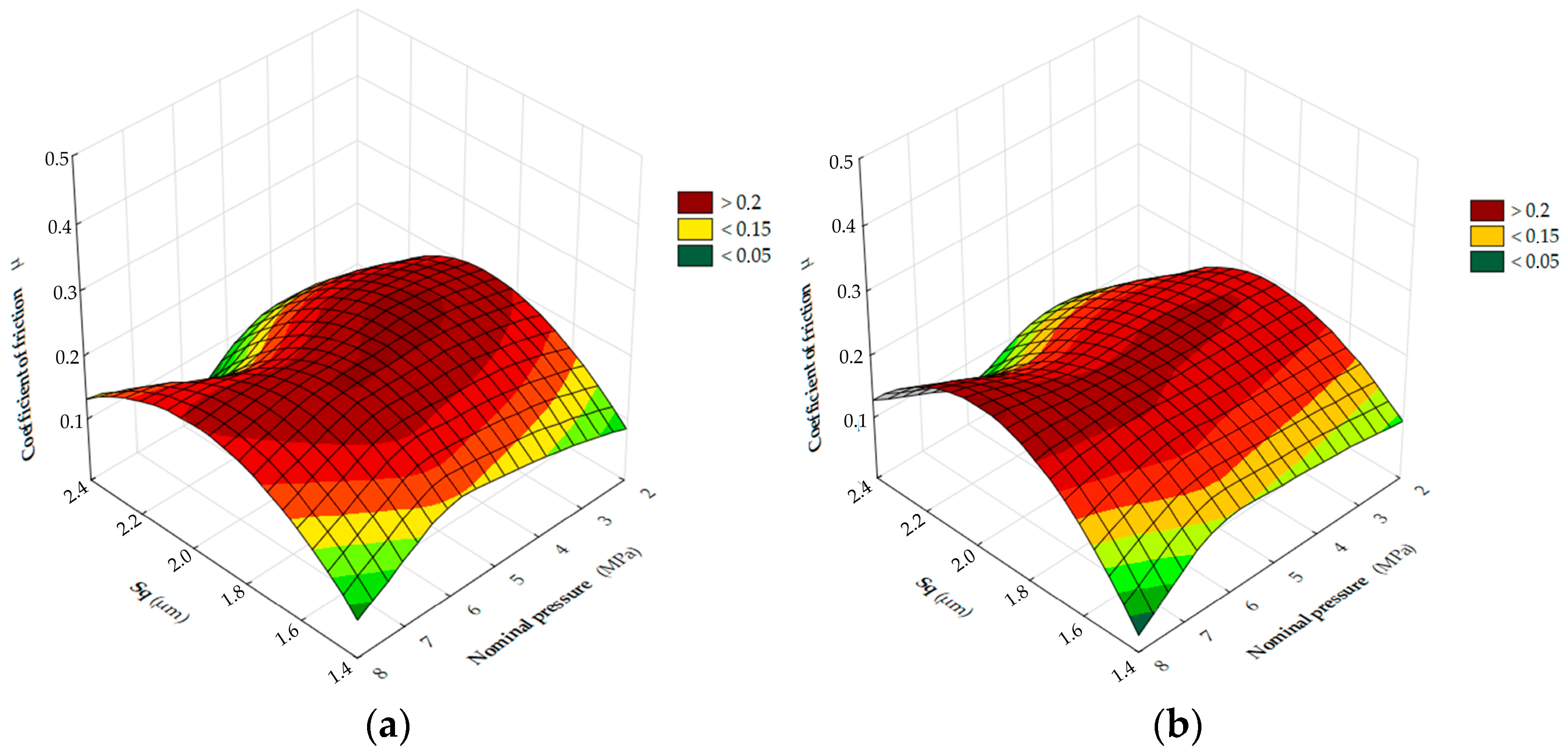
- Several combinations of input parameters were tested using RBF ANNs. Among the sheet surface roughness parameters considered (Sa, Sq, Ssk, and Sku), the root mean square height Sq was found to be the most sensitive in relation to the COF.
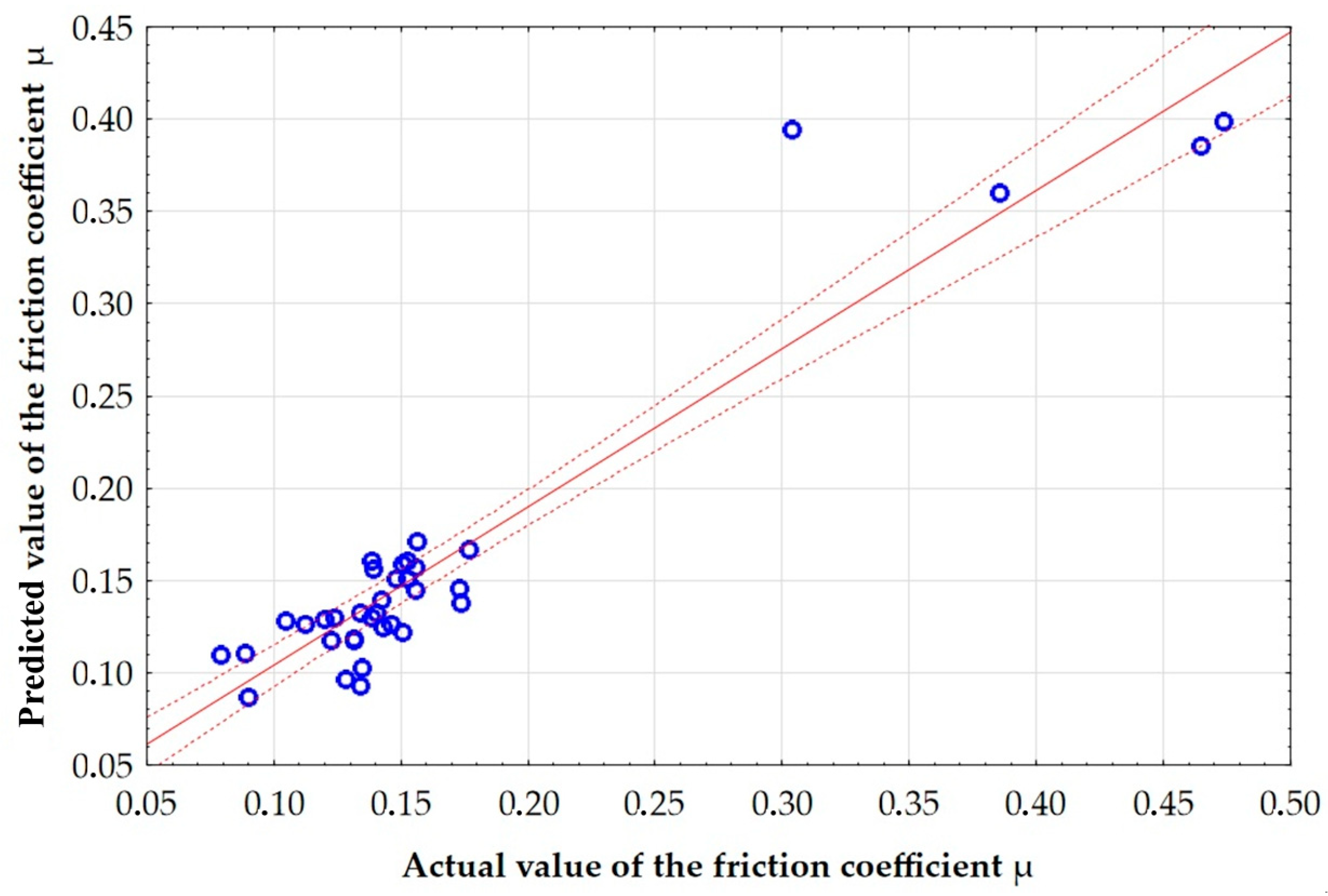
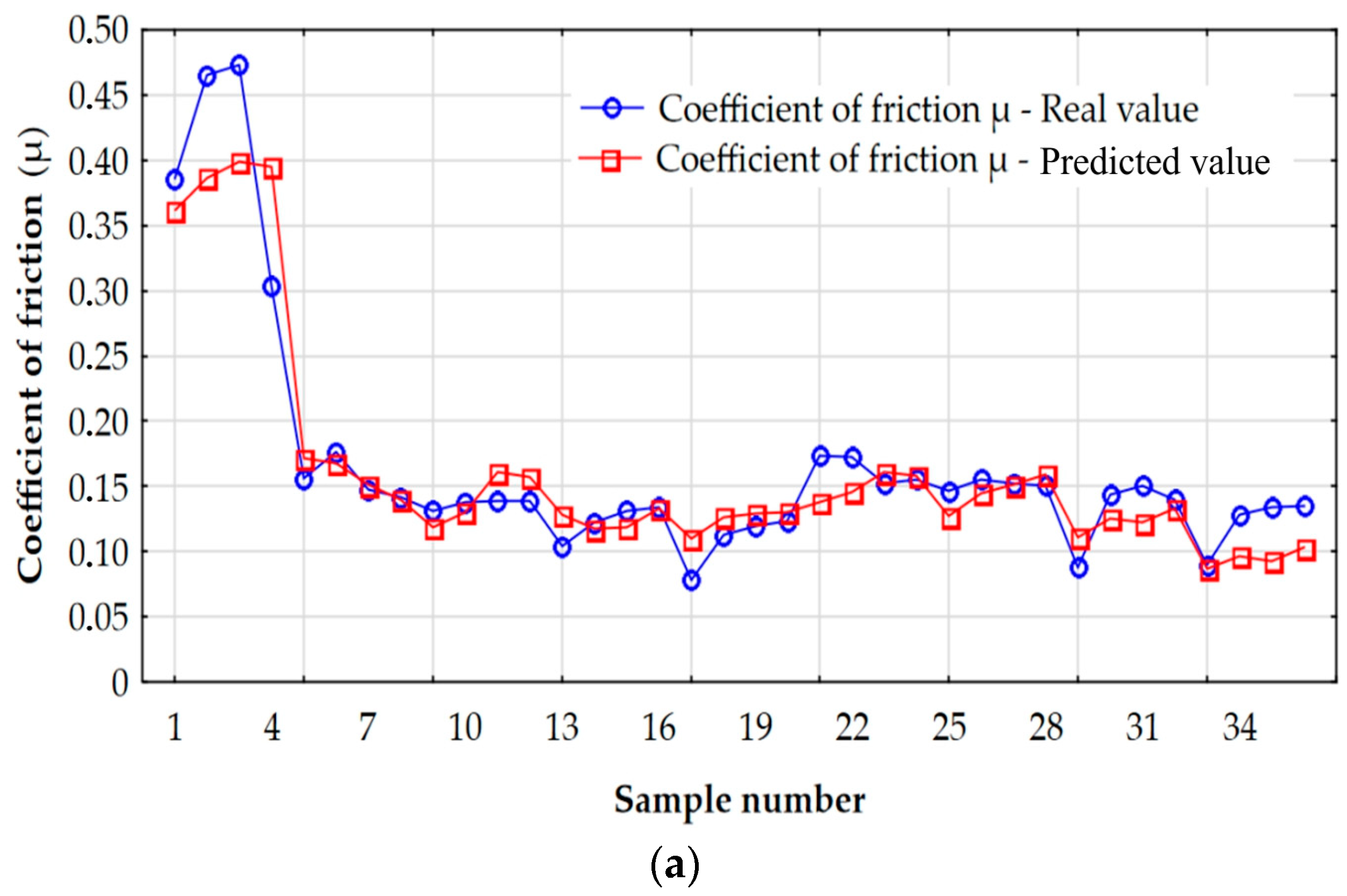
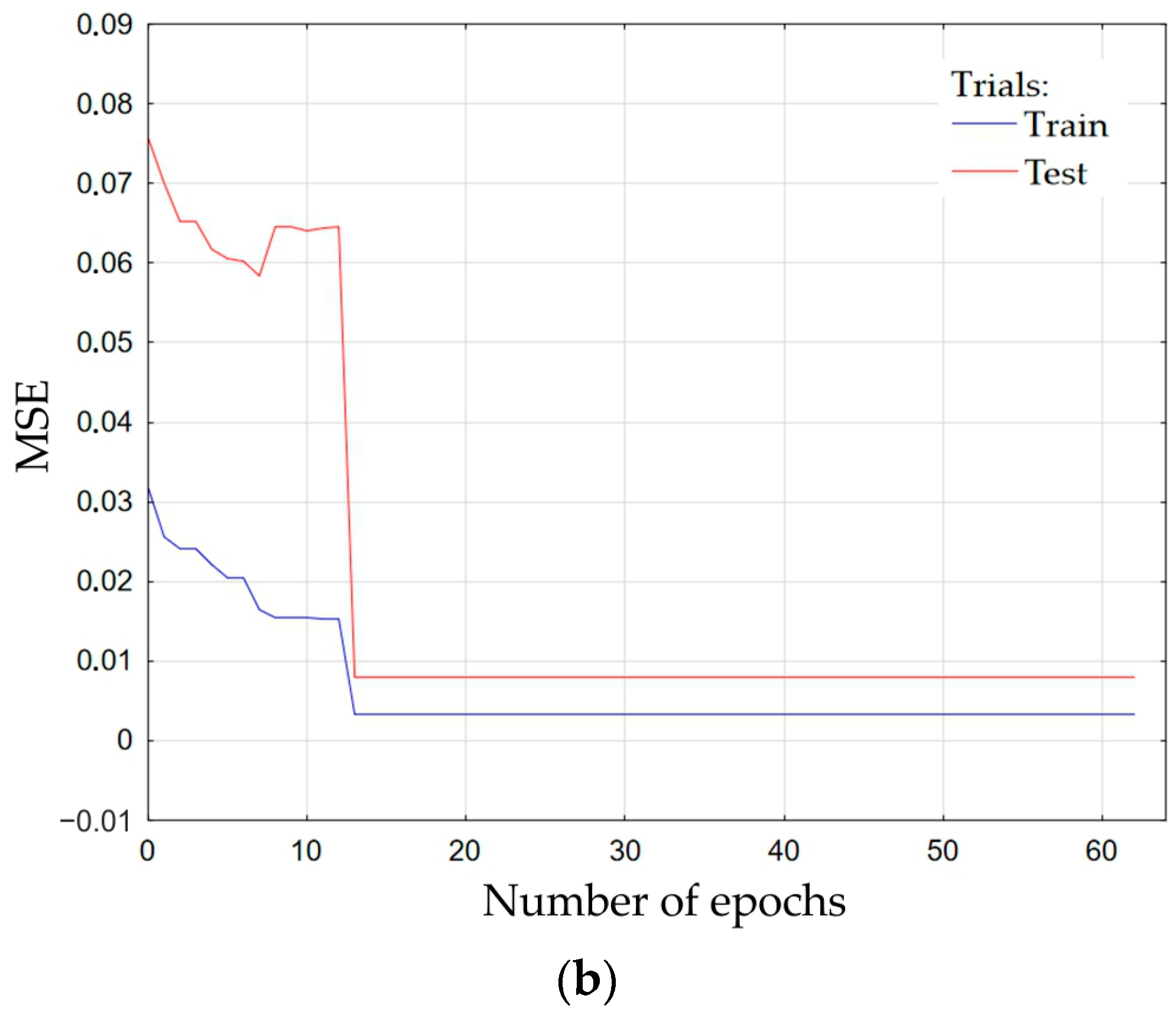
- The smallest error for the test set (0.000292) was characteristic of the RBF network with nine neurons in the hidden layer. The ANN prediction value for the training set, determined by the coefficient of determination R2, was 0.989.
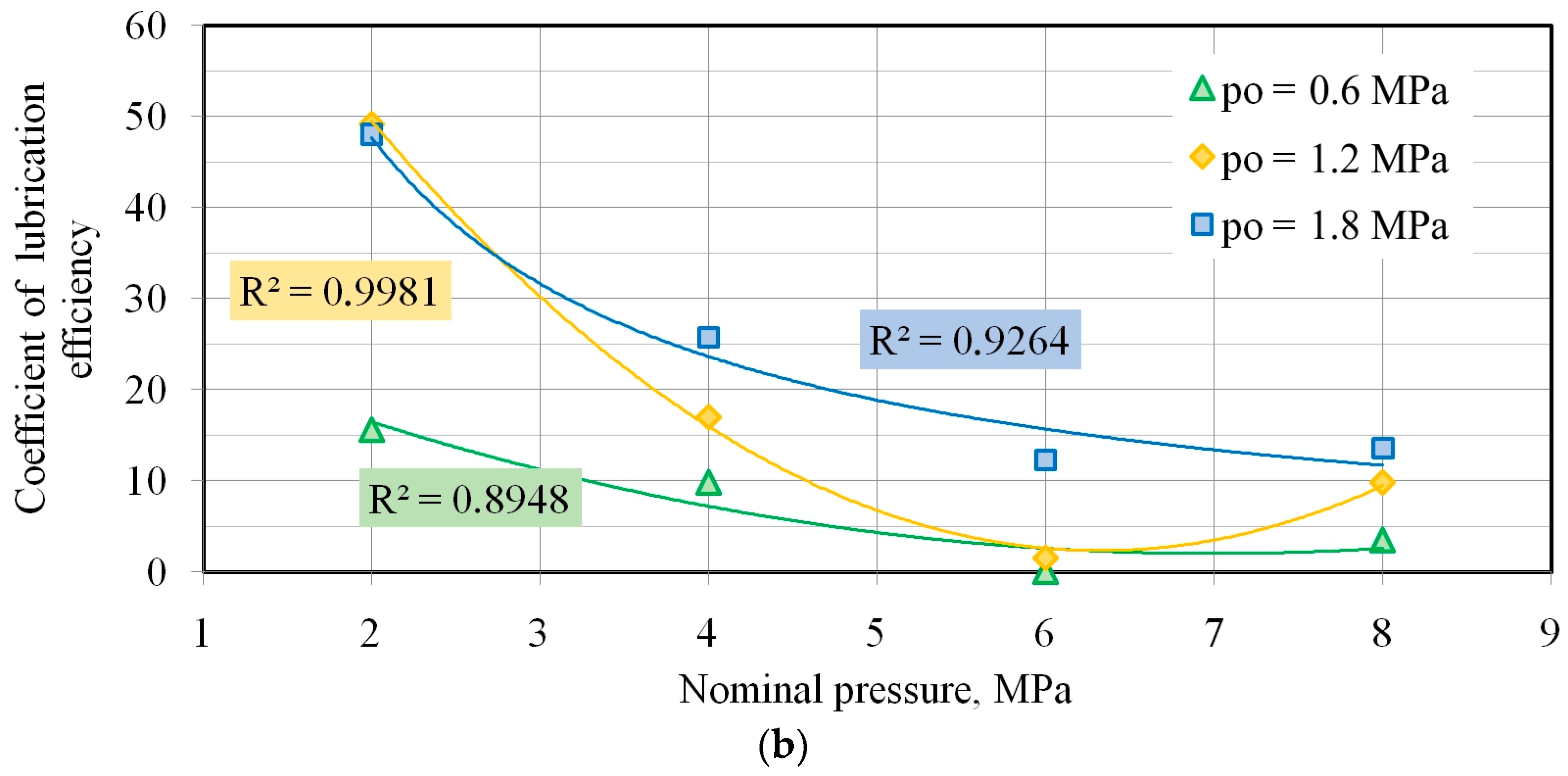
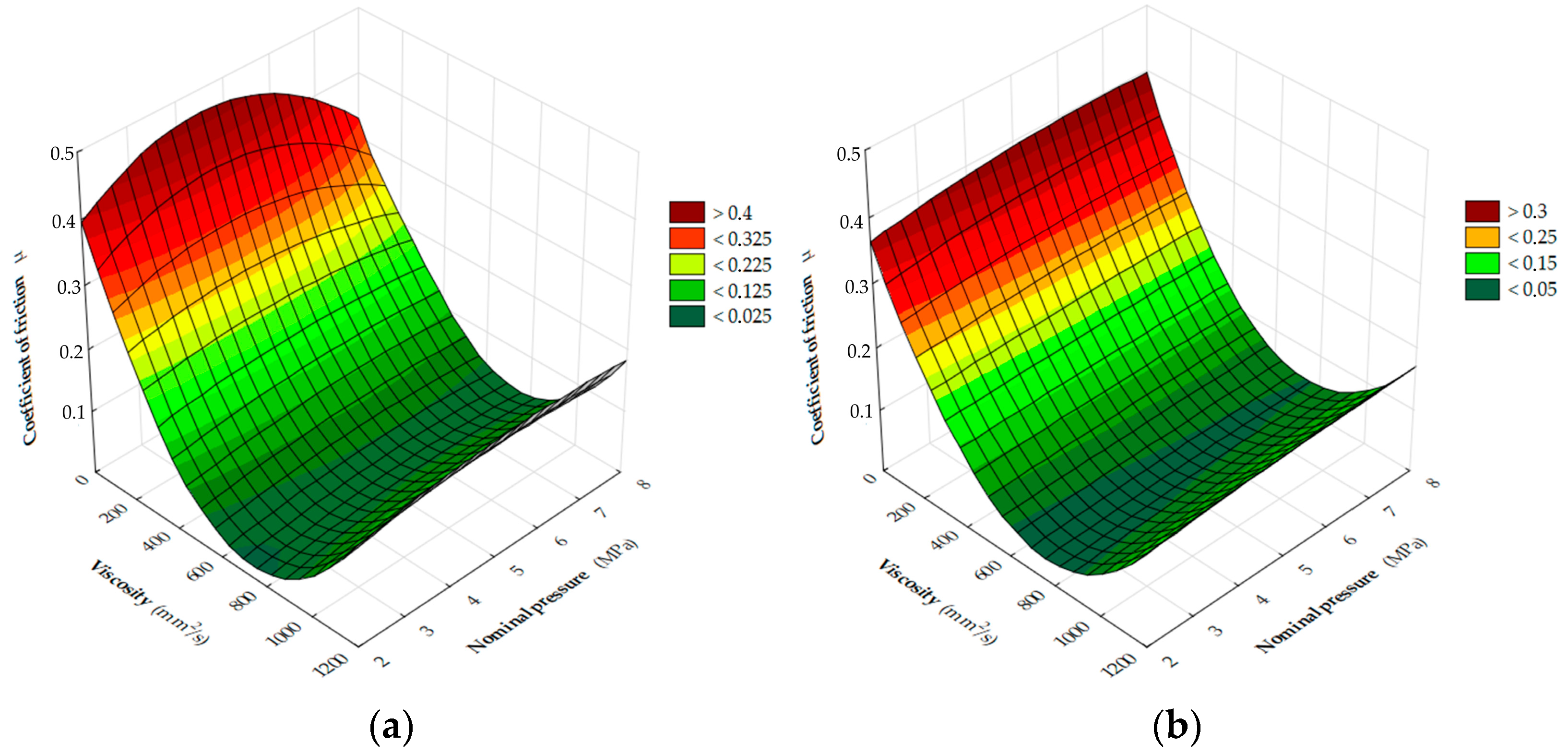
- ANN response surfaces showed very good agreement with the experimental data, and the main experimental observations are also confirmed by the RBF ANN predictions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trzepieciński, T. Approaches for Preventing Tool Wear in Sheet Metal Forming Processes. Machines 2023, 11, 616. [Google Scholar] [CrossRef]
- Erbel, S.; Kuczyński, K.; Marciniak, Z. Obróbka Plastyczna; Państwowe Wydawnictwo Naukowe: Warszawa, Poland, 1975. [Google Scholar]
- Altan, T.; Tekkaya, A.E. Sheet Metal Forming Fundamentals; ASM International: Novelty, OH, USA, 2012. [Google Scholar]
- Brun, M.; Ghiotti, A.; Bruschi, S.; Filippi, S. Active control of blankholder in sheet metal stamping. Procedia CIRP 2021, 100, 151–156. [Google Scholar] [CrossRef]
- Manabe, K.-i.; Soeda, K.; Shibata, A. Effects of Variable Punch Speed and Blank Holder Force in Warm Superplastic Deep Drawing Process. Metals 2021, 11, 493. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M. Application of Artificial Neural Networks to the Analysis of Friction Behaviour in a Drawbead Profile in Sheet Metal Forming. Materials 2022, 15, 9022. [Google Scholar] [CrossRef] [PubMed]
- Więckowski, W.; Dyja, K. The effect of the use of technological lubricants based on vegetable oils on the process of titanium sheet metal forming. Arch. Metall. Mater. 2017, 62, 489–494. [Google Scholar] [CrossRef]
- Adamus, J. Forming of the titanium implants and medical tools by metal working. Arch. Mater. Sci. Eng. 2007, 28, 313–316. [Google Scholar]
- Bay, N.; Olsson, D.D.; Andreasen, J.L. Lubricant test methods for sheet metal forming. Tribol. Int. 2008, 41, 844–853. [Google Scholar] [CrossRef]
- Corwin, A.D.; de Boer, M.P. Effect of adhesion on dynamic and static friction in surface micromachining. Appl. Phys. Lett. 2004, 84, 2451–2453. [Google Scholar] [CrossRef]
- Makhkamov, A. Determination of the Friction Coefficient in the Flat Strip Drawing Test. Engineering 2021, 13, 595–604. [Google Scholar] [CrossRef]
- Kirkhorn, L.; Bushlya, V.; Andersson, M.; Ståhl, J.E. The influence of tool steel microstructure on friction in sheet metal forming. Wear 2013, 302, 1268–1278. [Google Scholar] [CrossRef]
- Adamus, J.; Lackner, J.M.; Major, Ł. A study of the impact of anti-adhesive coatings on the sheet-titanium forming processes. Arch. Civ. Mech. Eng. 2013, 13, 64–71. [Google Scholar] [CrossRef]
- Waanders, D.; Marangalou, J.H.; Kott, M.; Gastebois, S.; Hol, J. Temperature Dependent Friction Modelling: The Influence of Temperature on Product Quality. Procedia Manuf. 2020, 47, 535–540. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogaard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Huebner, S.; Gnass, S.; Gaebel, C.M. Bewertung von Ziehund Schutzfolien für die Umformung von Organisch Bandbeschichteten Feinblechen; Verlag Meisenbach GmbH: Bamberg, Germany, 2017; Available online: https://www.umformtechnik.net/binary_data/3246315_2016-05-13-whitepaper.pdf (accessed on 15 November 2018).
- Trzepieciński, T.; Lemu, H.G. Recent developments and trends in the friction testing for conventional sheet metal forming and incremental sheet forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef]
- Schell, L.; Groche, P. In Search of the Perfect Sheet Metal Forming Tribometer. In Forming the Future; Daehn, G., Cao, J., Kinsey, B., Tekkaya, E., Vivek, A., Yoshida, Y., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 81–96. [Google Scholar]
- Wagner, S. Tribologische Untersuchungen in der Blechumformung; Springer: Berlin/Heidelberg, Germany, 1997. [Google Scholar]
- Rakotomahefa, M. Fundamentals of Lubricated Friction in Deep Drawing of Zinc Coated Sheet Metal Considering Contacting Surface Morphology and Chemistry. Ph.D. Thesis, Karlsruher Instituts für Technologie, Karlsruhe, Germany, 30 January 2020. [Google Scholar]
- Więckowski, W.; Adamus, J.; Dyner, M. Sheet metal forming using environmentally benigh lubricant. Arch. Civ. Mech. Eng. 2020, 20, 51. [Google Scholar] [CrossRef]
- Schell, L.; Sellner, E.; Massold, M.; Groche, P. Tribology in Warm and Hot Aluminum Sheet Forming: Transferability of Strip Drawing Tests to Forming Trials. Adv. Eng. Mater. 2023, 25, 2201900. [Google Scholar] [CrossRef]
- Trzepieciński, T. Tribological Performance of Environmentally Friendly Bio-Degradable Lubricants Based on a Combination of Boric Acid and Bio-Based Oils. Materials 2020, 13, 3892. [Google Scholar] [CrossRef]
- Jewvattanarak, P.; Mahayotsanun, N.; Mahabunphachai, S.; Ngernbamrung, S.; Dohda, K. Tribological effects of chlorine-free lubricant in strip drawing of advanced high strength steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 974–982. [Google Scholar] [CrossRef]
- Masters, L.G.; Williams, D.K.; Roy, R. Friction behaviour in strip draw test of pre-stretched high strength automotive aluminium alloys. Int. J. Mach. Tools Manuf. 2013, 73, 17–24. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Szewczyk, M.; Szwajka, K. The use of non-edible green oils to lubricate DC04 steel sheets in sheet metal forming process. Lubricants 2022, 10, 210. [Google Scholar] [CrossRef]
- Wu, Y.; Groche, P. Influence of Tool Finishing on the Wear Development in Strip Drawing Tests with High Strength Steels. Tribol. Online 2020, 15, 170–180. [Google Scholar] [CrossRef]
- Groche, P.; Wu, Y. Inline Observation of Tool Wear in Deep Drawing with Thermoelectric and Optical Measurements. CIRP Ann. 2019, 68, 567–570. [Google Scholar] [CrossRef]
- Zabala, A.; Galdos, L.; Childs, C.; Llavori, I.; Aginagalde, A.; Mendiguren, J.; Saenz de Argandoña, E. The Interaction between the Sheet/Tool Surface Texture and the Friction/Galling Behaviour on Aluminium Deep Drawing Operations. Metals 2021, 11, 979. [Google Scholar] [CrossRef]
- Ter Haar, R. Friction in Sheet Metal Forming, the Influence of (Local) Contact Conditions and Deformation. Ph.D. Thesis, Universiteit Twente, Enschede, The Netherlands, 17 May 1996. [Google Scholar]
- Guillon, O.; Roizard, X.; Belliard, P. Experimental methodology to study tribological aspects of deep drawing—Application to aluminium alloy sheets and tool coatings. Tribol. Int. 2001, 34, 757–766. [Google Scholar] [CrossRef]
- Payen, G.R.; Felder, E.; Repoux, M.; Mataigne, J.M. Influence of contact pressure and boundary films on the frictional behaviour and on the roughness changes of galvanized steel sheets. Wear 2012, 276–277, 48–52. [Google Scholar] [CrossRef]
- Prakash, V.; Kumar, D.R. Performance evaluation of bio-lubricants in strip drawing and deep drawing of an aluminium alloy. Adv. Mater. Process. Technol. 2022, 8, 1044–1057. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Sedlaček, M.; Vilhena, L.M.S.; Podgornik, B.; Vižintin, J. Surface topography modelling for reduced friction. Stroj. Vestn.-J. Mech. Eng. 2011, 57, 674–680. [Google Scholar] [CrossRef]
- Singh, R.; Melkote, S.N.; Hashimoto, F. Frictional response of precision finished surfaces in pure sliding. Wear 2005, 258, 1500–1509. [Google Scholar] [CrossRef]
- Dou, S.; Xia, J. Analysis of Sheet Metal Forming (Stamping Process): A Study of the Variable Friction Coefficient on 5052 Aluminum Alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef]
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Ståhl, J.E. Improved Tribotesting for Sheet Metal Forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef]
- Vollertsen, F.; Hu, Z. Tribological Size Effects in Sheet Metal Forming Measured by a Strip Drawing Test. Ann. CIRP 2003, 55, 291–294. [Google Scholar] [CrossRef]
- Ercanlı, I.; Günlü, A.; Şenyurt, M.; Keleş, S. Artificial neural network models predicting the leaf area index: A case study in pure even-aged Crimean pine forests from Turkey. For. Ecosyst. 2018, 5, 29. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strength Coefficient K, MPa | Strain Hardening Exponent n | Yield Stress Rp0.2, MPa | Ultimate Tensile Stress Rm, MPa | Elongation A50, % |
|---|---|---|---|---|
| 561.4 | 0.242 | 154.7 | 310.9 | 25.3 |
| ANN Denotation | Nominal Pressure pn (MPa) | Oil Pressure po (MPa) | Viscosity ηk (mm2/s) | Sa (μm) | Sq (μm) | Sku | Ssk |
|---|---|---|---|---|---|---|---|
| ANN_1 | ● | ● | ● | ● | – | – | – |
| ANN_2 | ● | ● | ● | – | ● | – | – |
| ANN_3 | ● | ● | ● | – | – | ● | – |
| ANN_4 | ● | ● | ● | – | – | – | ● |
| Parameter | Range of Variability |
|---|---|
| pn (MPa) | 2–8 |
| po (MPa) | 0.6–1.8 |
| ηk (mm2/s) | 0–1135 * |
| Sa (μm) | 1.07–1.96 |
| Sq (μm) | 1.33–2.42 |
| Sku | 2.5–3.0 |
| Ssk | −0.0967–0.395 |
| No. | Architecture of RBF ANN | Quality of Training | Quality of Testing | Quality of Validation | Error for Training Set | Error for Testing Set | Error for Validation Set |
|---|---|---|---|---|---|---|---|
| 1 | RBF-8-9-1 | 0.871618 | 0.803771 | 0.438966 | 0.000894 | 0.003857 | 0.000901 |
| 2 | RBF-8-9-1 | 0.783536 | 0.771894 | 0.335256 | 0.001436 | 0.004312 | 0.000897 |
| 3 | RBF-8-8-1 | 0.553045 | 0.601645 | 0.753373 | 0.002582 | 0.007471 | 0.000725 |
| 4 | RBF-8-8-1 | 0.596346 | 0.903178 | 0.332278 | 0.002405 | 0.006046 | 0.000817 |
| 5 | RBF-8-8-1 | 0.937774 | 0.986012 | 0.487998 | 0.000448 | 0.000507 | 0.000147 |
| No. | Architecture of RBF ANN | Quality of Training | Quality of Testing | Quality of Validation | Error for Training Set | Error for Testing Set | Error for Validation Set |
|---|---|---|---|---|---|---|---|
| 1 | RBF-8-9-1 | 0.978036 | 0.989737 | 0.089184 | 0.000162 | 0.000292 | 0.000204 |
| 2 | RBF-8-8-1 | 0.912376 | 0.898732 | 0.519752 | 0.000623 | 0.001936 | 0.000446 |
| 3 | RBF-8-8-1 | 0.622464 | 0.704487 | 0.774165 | 0.002278 | 0.006728 | 0.000407 |
| 4 | RBF-8-7-1 | 0.307466 | 0.772568 | 0.454893 | 0.003367 | 0.009136 | 0.000272 |
| 5 | RBF-8-8-1 | 0.719541 | 0.907828 | 0.518341 | 0.001794 | 0.004651 | 0.001069 |
| No. | Architecture of RBF ANN | Quality of Training | Quality of Testing | Quality of Validation | Error for Training Set | Error for Testing Set | Error for Validation Set |
|---|---|---|---|---|---|---|---|
| 1 | RBF-8-7-1 | 0.747877 | 0.697086 | 0.796668 | 0.001639 | 0.005628 | 0.000335 |
| 2 | RBF-8-9-1 | 0.809854 | 0.866648 | 0.635650 | 0.001280 | 0.003743 | 0.000738 |
| 3 | RBF-8-8-1 | 0.397396 | 0.188642 | 0.670846 | 0.003132 | 0.009617 | 0.000299 |
| 4 | RBF-8-7-1 | 0.847235 | 0.987671 | 0.889200 | 0.001050 | 0.001670 | 0.000087 |
| 5 | RBF-8-8-1 | 0.965571 | 0.980861 | 0.521025 | 0.000252 | 0.000435 | 0.000256 |
| No. | Architecture of RBF ANN | Quality of Training | Quality of Testing | Quality of Validation | Error for Training Set | Error for Testing Set | Error for Validation Set |
|---|---|---|---|---|---|---|---|
| 1 | RBF-8-8-1 | 0.894587 | 0.974533 | 0.627975 | 0.000743 | 0.002112 | 0.000280 |
| 2 | RBF-8-9-1 | 0.934342 | 0.974127 | 0.323185 | 0.000472 | 0.000778 | 0.000374 |
| 3 | RBF-8-8-1 | 0.874248 | 0.987826 | 0.782566 | 0.000878 | 0.003250 | 0.000074 |
| 4 | RBF-8-8-1 | 0.925234 | 0.982205 | 0.579015 | 0.000535 | 0.001283 | 0.000071 |
| 5 | RBF-8-7-1 | 0.591974 | 0.710101 | 0.346976 | 0.002416 | 0.006794 | 0.000429 |
| No. | Architecture of RBF ANN | Input Data Set | Quality of Training | Quality of Testing | Quality of Validation | MSE for Training Set | MSE for Testing Set | MSE for Validation Set |
|---|---|---|---|---|---|---|---|---|
| 1 | RBF-8-8-1 | ANN_1 | 0.937774 | 0.986012 | 0.487998 | 0.000448 | 0.000507 | 0.000147 |
| 2 | RBF-8-9-1 | ANN_2 | 0.978036 | 0.989737 | 0.089184 | 0.000162 | 0.000292 | 0.000204 |
| 3 | RBF-8-8-1 | ANN_3 | 0.965571 | 0.980861 | 0.521025 | 0.000252 | 0.000435 | 0.000256 |
| 4 | RBF-8-8-1 | ANN_4 | 0.925234 | 0.982205 | 0.579015 | 0.000535 | 0.001283 | 0.000071 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T.; Szwajka, K.; Szewczyk, M. An Investigation into the Friction of Cold-Rolled Low-Carbon DC06 Steel Sheets in Sheet Metal Forming Using Radial Basis Function Neural Networks. Appl. Sci. 2023, 13, 9572. https://doi.org/10.3390/app13179572
Trzepieciński T, Szwajka K, Szewczyk M. An Investigation into the Friction of Cold-Rolled Low-Carbon DC06 Steel Sheets in Sheet Metal Forming Using Radial Basis Function Neural Networks. Applied Sciences. 2023; 13(17):9572. https://doi.org/10.3390/app13179572
Chicago/Turabian StyleTrzepieciński, Tomasz, Krzysztof Szwajka, and Marek Szewczyk. 2023. "An Investigation into the Friction of Cold-Rolled Low-Carbon DC06 Steel Sheets in Sheet Metal Forming Using Radial Basis Function Neural Networks" Applied Sciences 13, no. 17: 9572. https://doi.org/10.3390/app13179572