
Increasing the Wear Resistance of Structural Alloy Steel 38CrNi3MoV Subjected to Isothermal Hardening and Deep Cryogenic Treatment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Selected Material
2.2. Structure Analysis
2.3. Mechanical Properties Measurement
2.4. Heat Treatment
3. Results
3.1. Structure Formation under Isothermal Hardening
3.2. Structure Formation under Deep Cryogenic Treatment (DCT)
4. Discussion
5. Conclusions
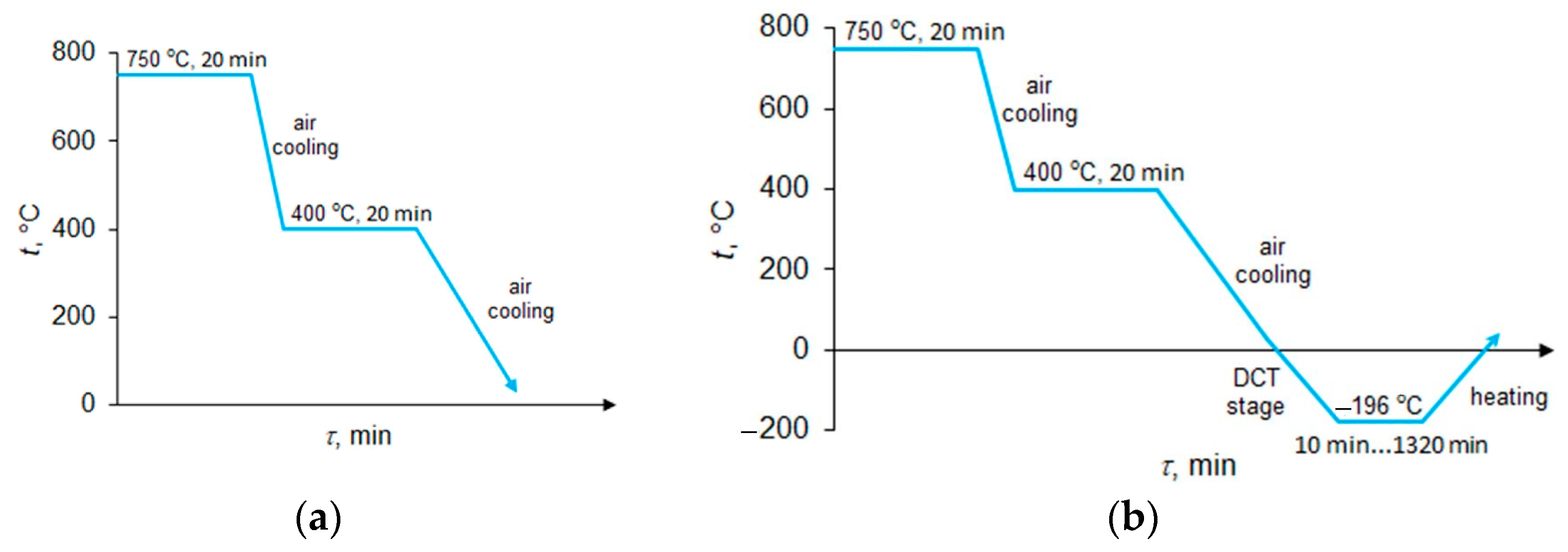
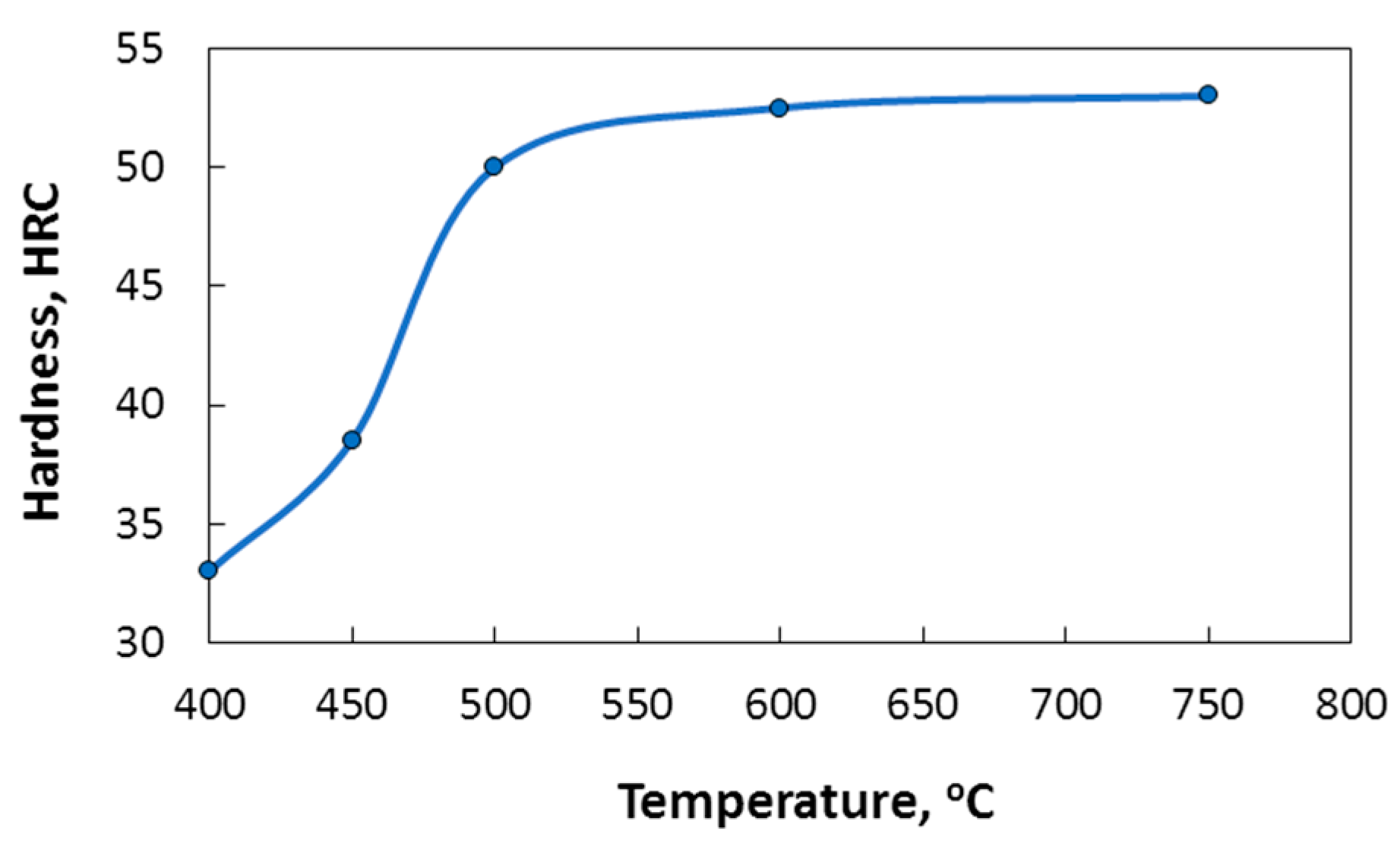
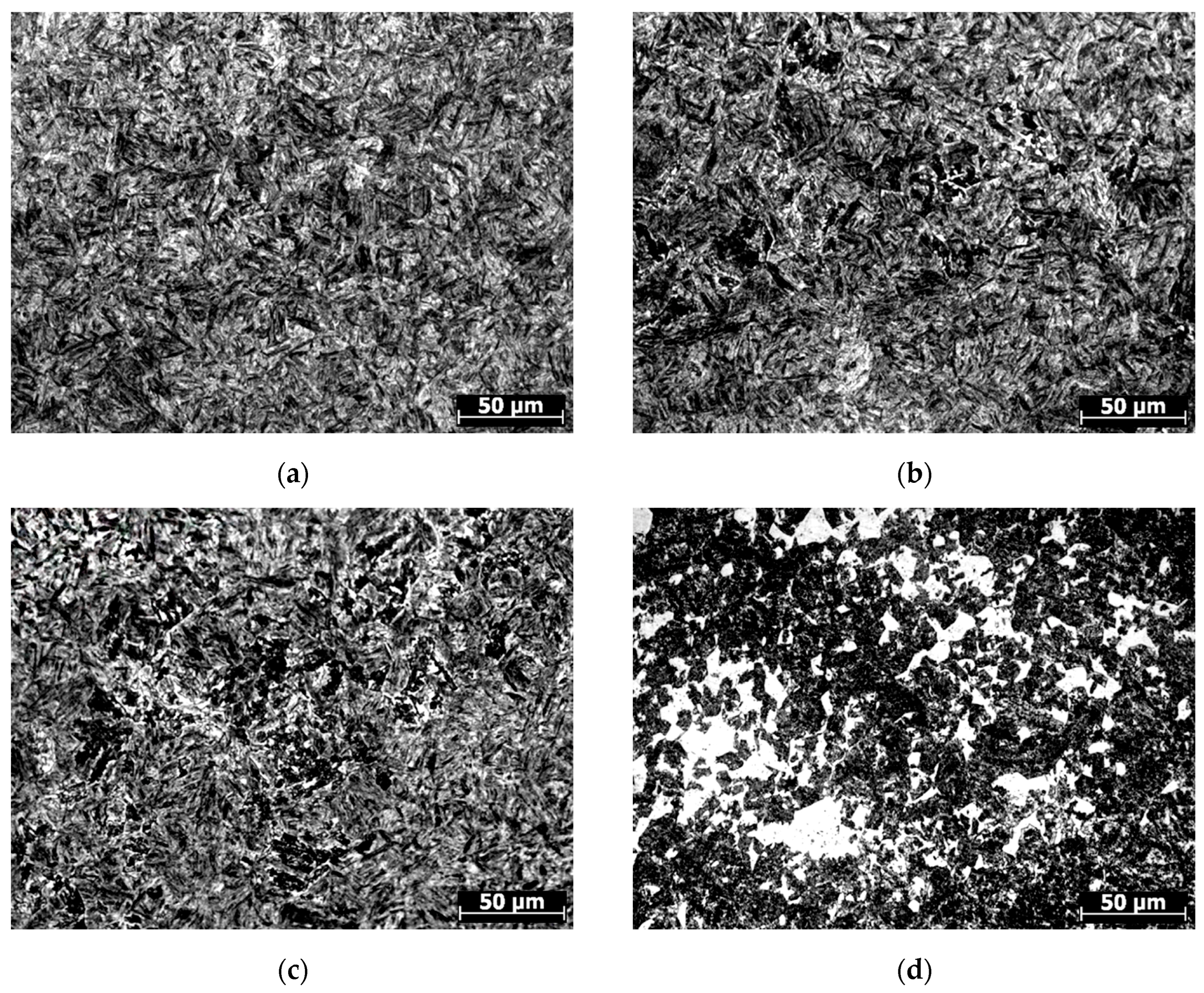
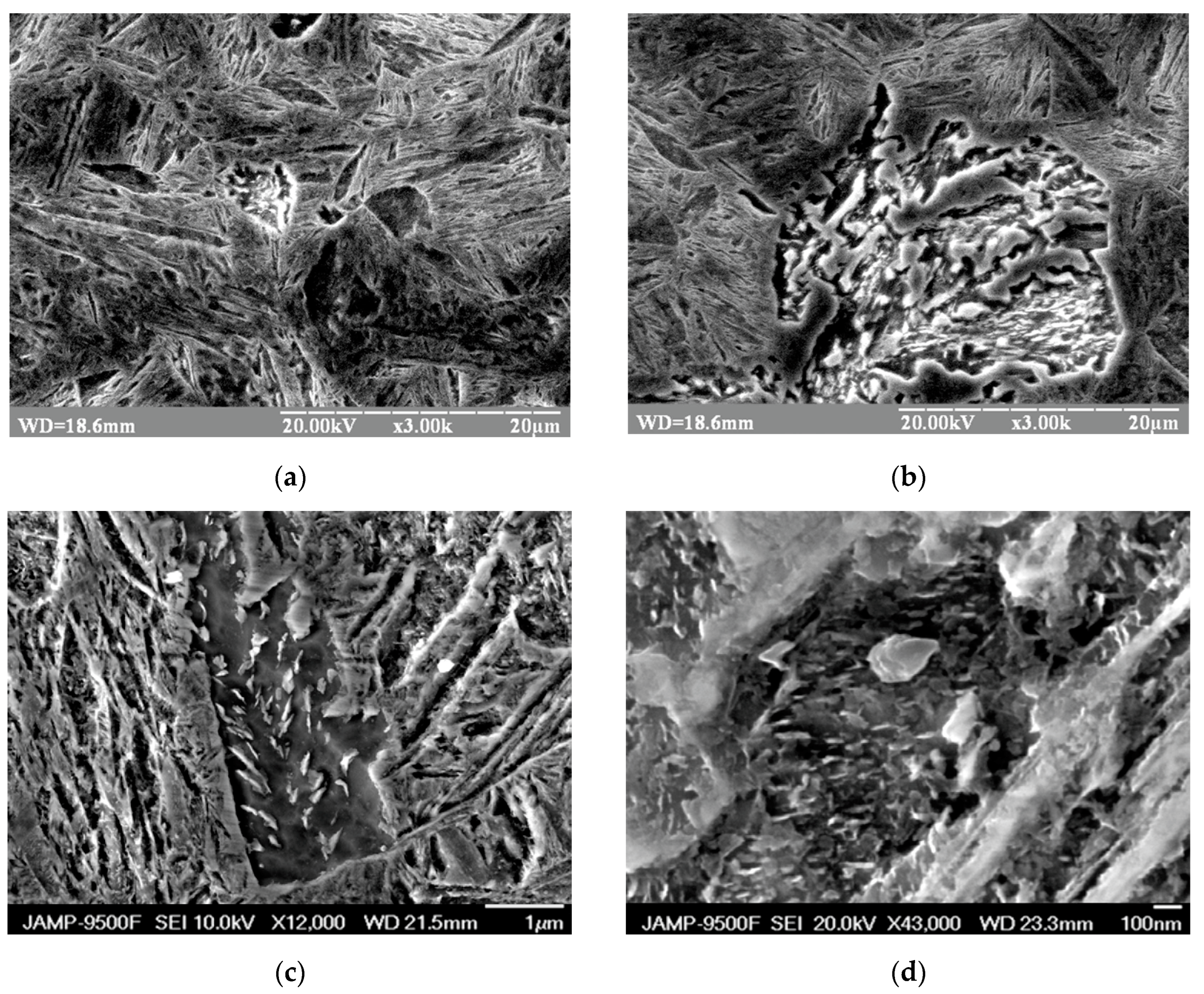
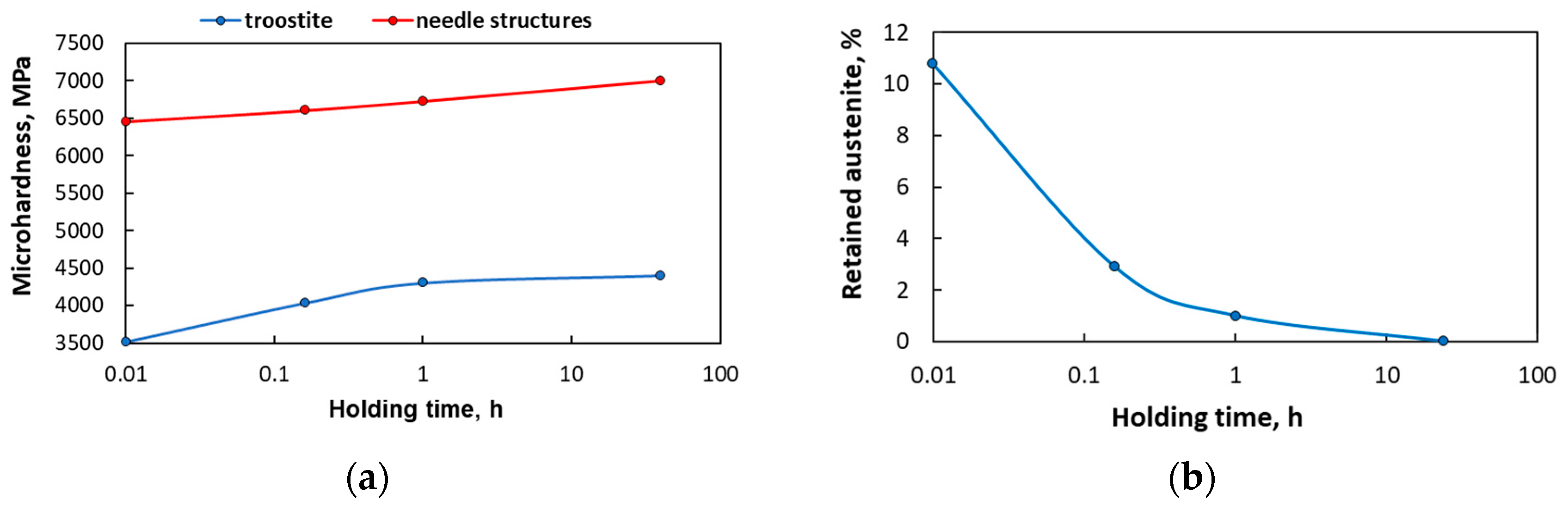
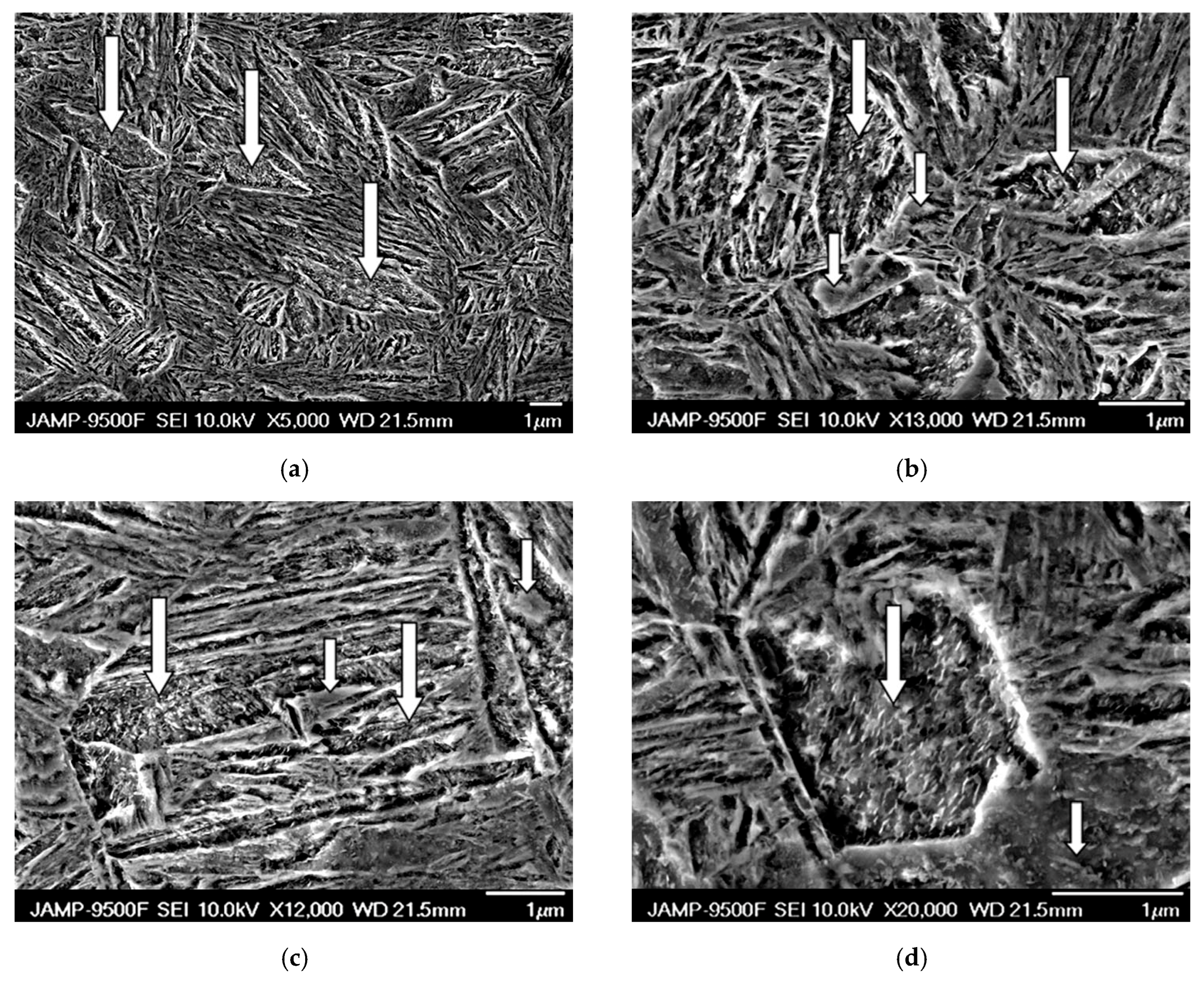
- In order to create a multiphase structure of 38CrNi3MoV steel containing RA (7.5–10.8%), isothermal hardening at the (γ+α)-area is proposed. When holding 38CrNi3MoV steel at the temperature of 750 °C for 20 min, no primary ferrite was formed. Upon subsequent cooling, structural components of the eutectoid and quasi-eutectoid types were formed. A significant effect of isothermal holding temperature on the structure and hardness of alloyed steel has been established. The bainite of steel contained particles of carbides, predominantly of cementite type, 0.2–1.0 microns in size, which were formed during the isothermal treatment of 38CrNi3MoV steel.
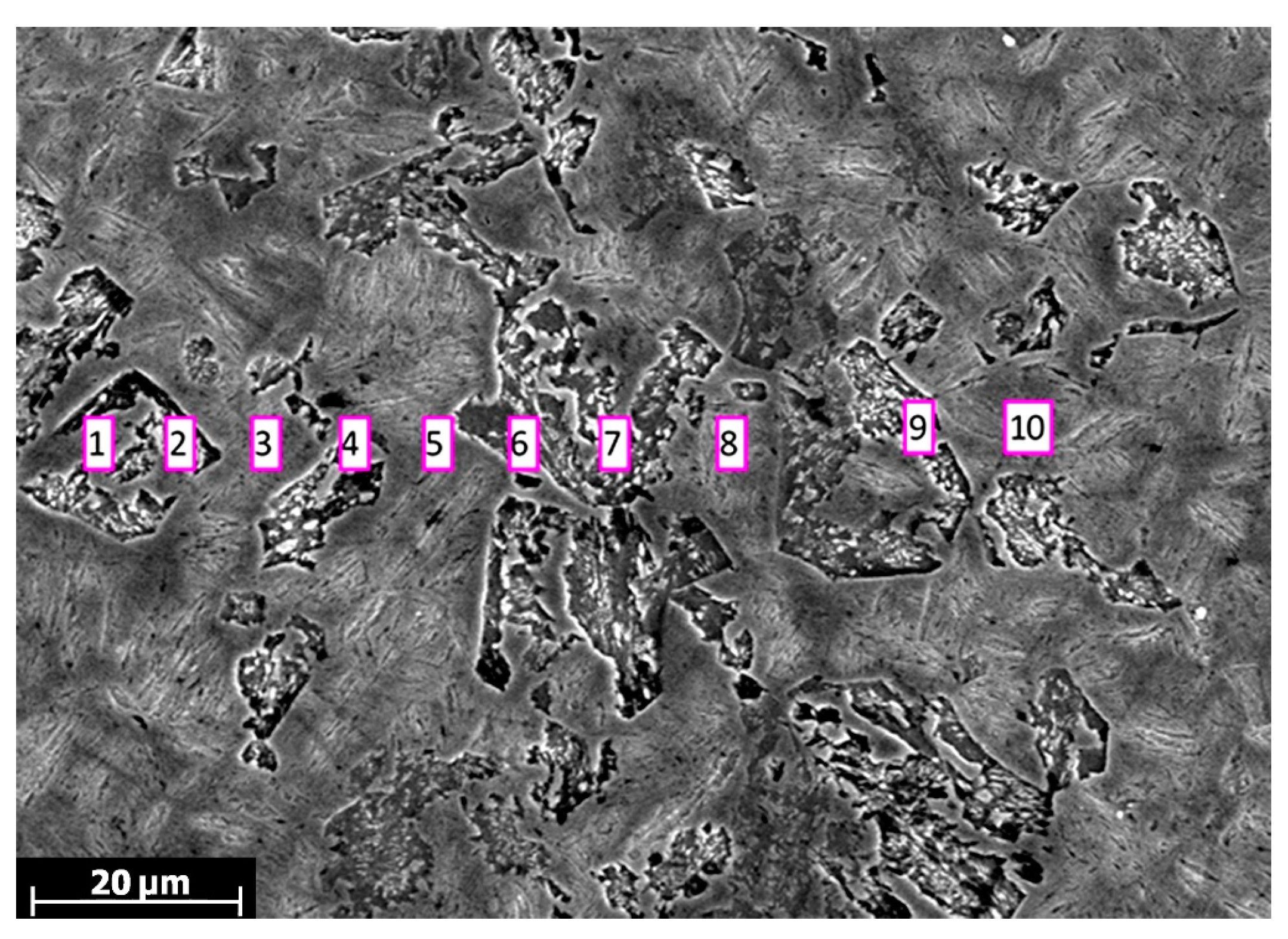
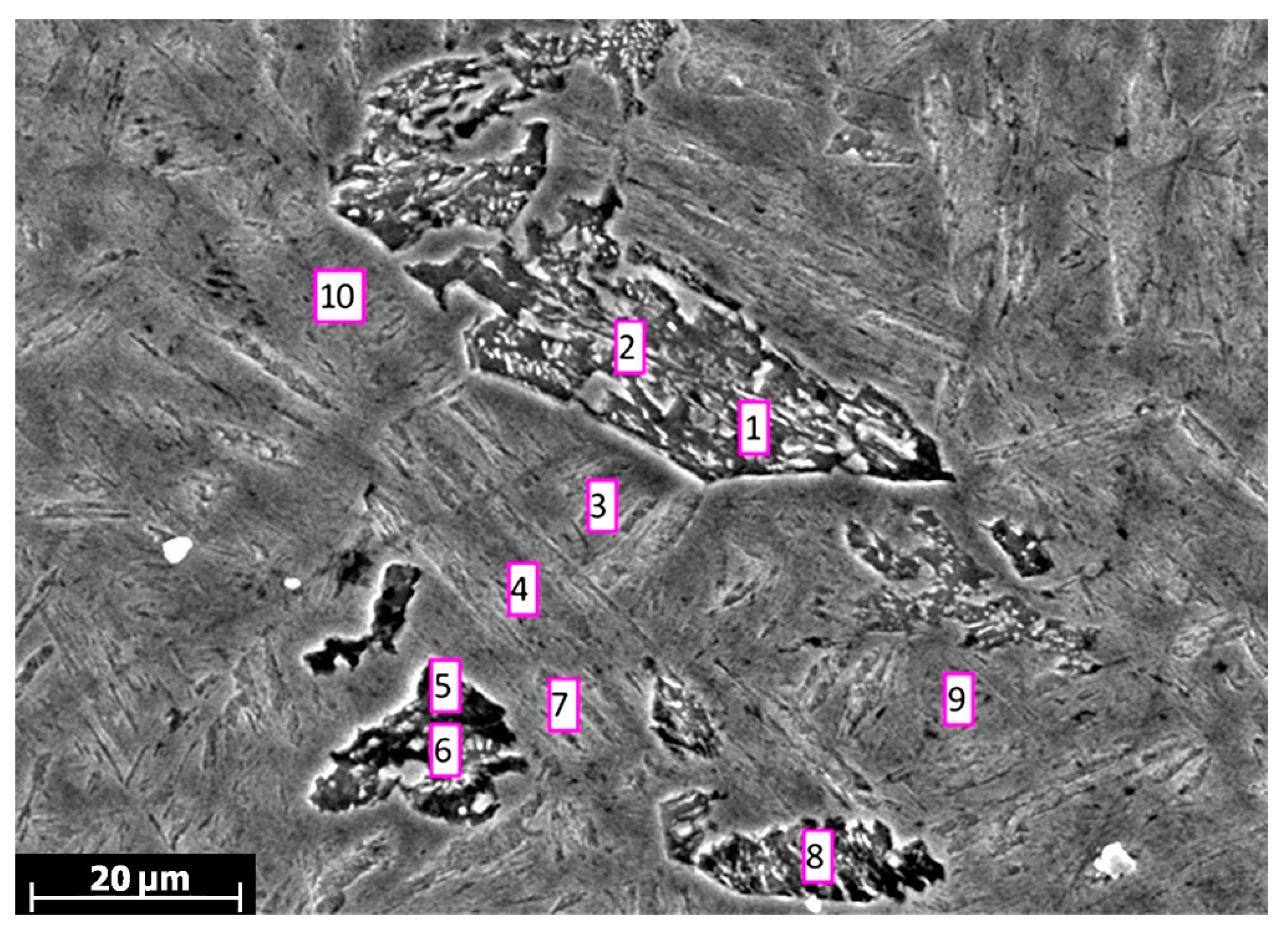
- Using X-ray microanalysis, it was shown that quasi-eutectoid and bainitic components were formed mainly in the inter-dendritic sections of the steel structure, with high contents of nickel, chromium, and molybdenum.
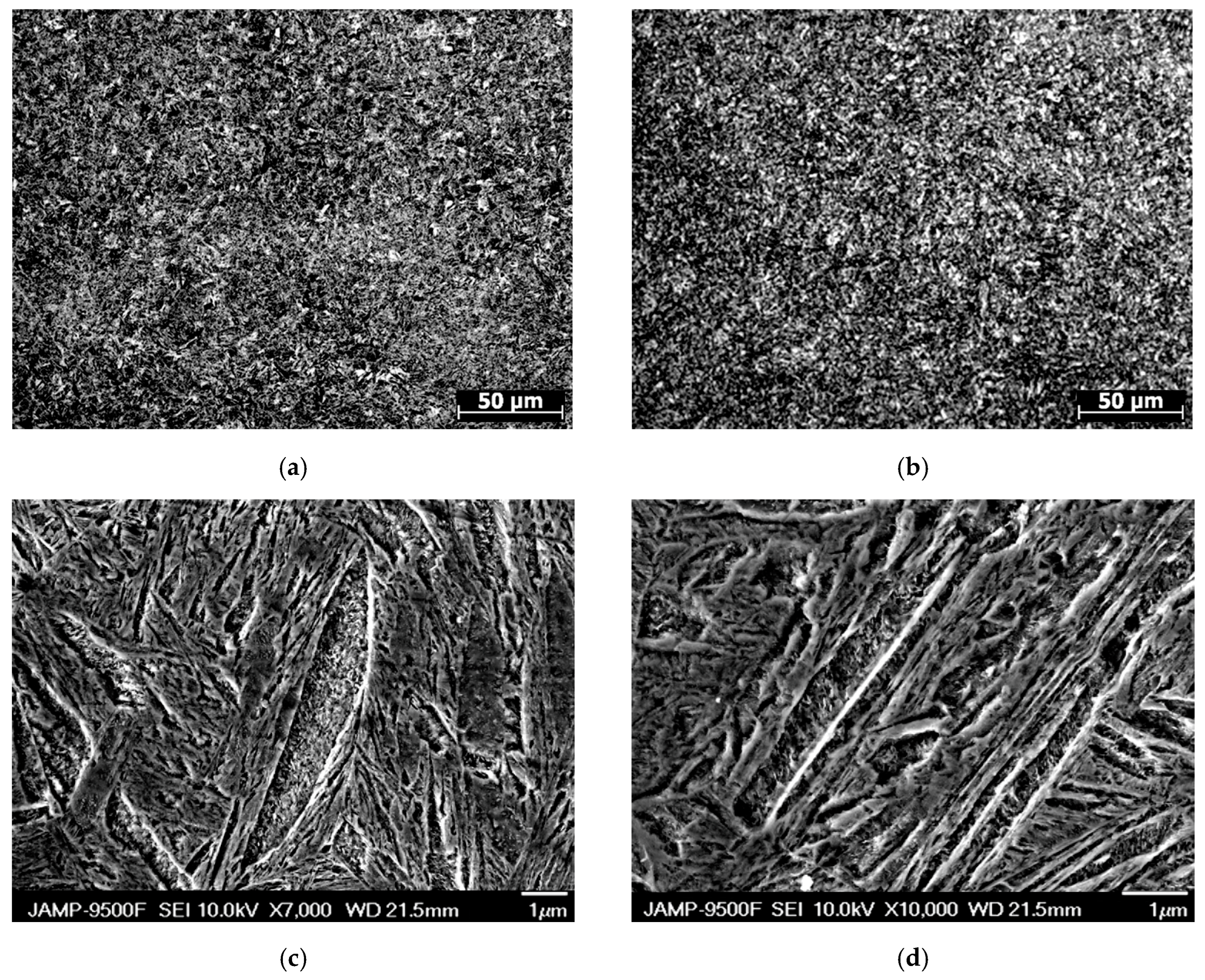
- The use of DCT, according to the proposed mode of hardening of 38CrNi3MoV steel, resulted in a significant transformation of RA into martensite, increasing microhardness by 22.3%.
- Isothermal hardening of 38CrNi3MoV steel at the (γ+α)-area contributed to an increase in wear resistance compared to traditional heat treatment modes.
- Application of DCT to 38CrNi3MoV steel for 10 min led to the transformation of austenite into martensite, increasing hardness and wear resistance. In the experimental samples of 38CrNi3MoV steel, the block sizes decreased and microdistortions of the crystal lattice increased.
- The experimental mode of hardening and DCT with a holding time of 1 h provided the greatest increase (by 58%) in the hardness and wear resistance of 38CrNi3MoV steel, and can be recommended for implementing as a hardening technology for critical metal parts.
- An increase in the DCT time to 22 h did not lead to an increase in the wear resistance of 38CrNi3MoV steel, presumably due to an increase in hardness and brittleness in the absence of RA. Samples of 38CrNi3MoV steel with high hardness, hardened by conventional technology, also had reduced wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shneiderman, A.S. Transformations during high tempering in steel 25KhN3MFA. Met. Sci. Heat Treat. 1980, 22, 862–864. [Google Scholar] [CrossRef]
- Leshchenko, A.N.; Vishnyakov, A.P. Investigation of the kinetics of the transformation of austenite in chromium-nickel steel 38KhN3MFA. Metall. Gornorudn. Promyishlennost 2000, 1, 49–50. (In Russian) [Google Scholar]
- Golubev, A.E.; Sergeev, Y.G. Isothermal hardening of steel 38KhN3MFA. In Proceedings of the International Scientific Conference XXX Yubileynaya Nedelya Nauki SPb GTU, Sankt-Peterburg, Russia, 26 November–1 December 2002; Volume VI, pp. 38–39. (In Russian). [Google Scholar]
- Kuznetsova, D.P. Influence of temperature-time parameters of tempering on the hardness of 38KhN3MFA steel hardened to martensite. In Procedings of the II Mezhdunarodnaya Nauchnaya Shkola Dlya Molodezhi «Materialovedenie i Metallofizika Legkih Splavov», Ekaterinburg, Russia, 12–16 November 2012; pp. 104–106. (In Russian). [Google Scholar]
- Bobyr, S.V.; Krot, P.V.; Levchenko, G.V.; Baranovska, O.E.; Loschkarev, D.V. Influence of modes of thermal hardening and the subsequent cryogenic processing on structure and properties of steel 38Ni3CrMoV. Metalozn. Obrobka Met. 2021, 27, 14–22. [Google Scholar] [CrossRef]
- Önem, O.U. Effect of Temperature on Fatigue Properties of DIN 35NiCrMoV12.5 Steel. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2003. [Google Scholar]
- Aksu, E. The Effect of Austempering Parameters on Impact and Fracture Toughness of DIN 35NiCrMoV12.5 Gun Barrel Steel. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2005. [Google Scholar]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment: A bibliographic review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Senthilkumar, D. Cryogenic treatment: Shallow and deep. In Encyclopedia of Iron, Steel, and Their Alloys; Totten, G.E., Colas, R., Eds.; Taylor and Francis: New York, NY, USA, 2016; pp. 995–1007. [Google Scholar] [CrossRef]
- Prudhvi, K.; Lakshmi, V.V. Cryogenic Tool Treatment. Imp. J. Interdiscip. Res. 2016, 2, 1204–1211. [Google Scholar] [CrossRef]
- Jovicevic-Klug, M.; Jovicevic-Klug, P.; Kranjec, T.; Podgornik, B. Cross-effect of surface finishing and deep cryogenic treatment on corrosion resistance of AISI M35 steel. J. Mater. Res. Technol. 2021, 14, 2365–2381. [Google Scholar] [CrossRef]
- Jurci, P.; Domankova, M.; Ptacinova, J.; Pasak, M.; Kusy, M.; Priknerova, P. Investigation of the Microstructural Changes and Hardness Variations of Sub-Zero Treated Cr-V Ledeburitic Tool Steel Due to the Tempering Treatment. J. Mater. Eng. Perform. 2018, 27, 1514–1529. [Google Scholar] [CrossRef]
- Jovicevic-Klug, P.; Kranjec, T.; Jovicevic-Klug, M.; Kosec, T.; Podgornik, B. Influence of the deep cryogenic treatment on AISI 52100 and AISI D3 steel’s corrosion resistance. Materials 2021, 14, 6357. [Google Scholar] [CrossRef]
- Collins, D.N.; Dormer, J. Deep cryogenic treatment of a D2 cold-work tool steel. Heat Treat. Met. 1997, 3, 71–74. [Google Scholar]
- Krot, P.; Bobyr, S.; Zharkov, I.; Prykhodko, I.; Borkowski, P. Increasing the durability of critical parts in heavy-duty industrial machines by deep cryogenic treatment. In Fatigue and Fracture of Materials and Structures; Lesiuk, G., Duda, S., Correia, J.A.F.O., De Jesus, A.M.P., Eds.; Springer: Cham, Switzerland, 2022; Volume 24, pp. 127–133. [Google Scholar] [CrossRef]
- Kalia, S. Cryogenic processing: A study of materials at low temperatures. J. Low Temp. Phys. 2010, 158, 934–945. [Google Scholar] [CrossRef]
- Villa, M.; Somers, M.A.J. Cryogenic treatment of steel: From concept to metallurgical understanding. In Proceedings of the 24th International Federation for Heat Treatment and Surface Engineering Congress (IFHTSE 2017), Nice, France, 26–29 June 2017. [Google Scholar]
- Collins, D.N. Deep cryogenic treatment of tool steels: A review. Heat Treat. Met. 2010, 23, 40–42. [Google Scholar] [CrossRef]
- Krot, P.; Bobyr, S.; Dedik, M. Simulation of backup rolls quenching with experimental study of deep cryogenic treatment. Int. J. Microstruct. Mater. Prop. 2017, 12, 259–275. [Google Scholar] [CrossRef]
- Jovicevic-Klug, P.; Podgornik, B. Review on the effect of deep cryogenic treatment of metallic materials in automotive applications. Metals 2020, 10, 434. [Google Scholar] [CrossRef] [Green Version]
- Chinnasamy, M.; Rathanasamy, R.; Palaniappan, S.K.; Pal, S.K. Microstructural transformation analysis of cryogenic treated conical rock cutting bits for mining applications. Int. J. Ref. Met. Hard Mater. 2023, 110, 105995. [Google Scholar] [CrossRef]
- Cardoso, P.H.S.; Israel, C.L.; da Silva, M.B.; Klein, G.A.; Soccol, L. Effects of deep cryogenic treatment on microstructure, impact toughness and wear resistance of an AISI D6 tool steel. Wear 2020, 456–457, 203382. [Google Scholar] [CrossRef]
- Gobbi, S.J.; Gobbi, V.J.; Reinke, G. Ultra Low Temperature process effects on micro-scale abrasion of tool steel AISI D2. Mater. Sci. Technol. 2018, 35, 1355–1364. [Google Scholar] [CrossRef]
- Korade, D.; Ramana, K.V.; Jagtap, K. Wear and Fatigue Behaviour of Deep Cryogenically Treated H21 Tool Steel. Trans. Indian Inst. Met. 2020, 73, 843–851. [Google Scholar] [CrossRef]
- Voglar, J.; Novak, Ž.; Jovičević-Klug, P.; Podgornik, B.; Kosec, T. Effect of deep cryogenic treatment on corrosion properties of various high-speed steels. Metals 2021, 11, 14. [Google Scholar] [CrossRef]
- Razavykia, A.; Delprete, C.; Baldissera, P. Correlation between microstructural alteration, mechanical properties and manufacturability after cryogenic treatment: A review. Materials 2019, 12, 3302. [Google Scholar] [CrossRef] [Green Version]
- Jimbert, P.; Iturrondobeitia, M.; Ibarretxe, J.; Fernandez-Martinez, R. Influence of cryogenic treatment on wear resistance and microstructure of AISI A8 tool steel. Metals 2018, 8, 1038. [Google Scholar] [CrossRef] [Green Version]
- Ciski, A.; Nawrocki, P.; Babul, T.; Hradil, D. Multistage cryogenic treatment of X153CrMoV12 cold work steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012012. [Google Scholar] [CrossRef]
- Zhou, G.; Deng, S.; Wei, W.; Liu, Q. Effect of multiple deep cryo-treating and tempering on microstructure and property evolution of high carbon bearing steel. Mater. Res. Express 2020, 7, 066529. [Google Scholar] [CrossRef]
- Jurči, P.; Ptačinová, J.; Sahul, M.; Dománková, M.; Dlouhy, I. Metallurgical principles of microstructure formation in sub-zero treated cold-work tool steels–A review. Matériaux Tech. 2018, 106, 104–113. [Google Scholar] [CrossRef] [Green Version]
- Ray, K.K.; Das, D. Improved wear resistance of steels by cryotreatment: The current state of understanding. Mater. Sci. Technol. 2016, 33, 340–354. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Wang, Y.; Jin, X. Effect of cryogenic treatment on microstructure and wear resistance of carburized 20CrNi2MoV steel. Metals 2018, 8, 808. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Gu, K.; Misra, R.D.K.; Chen, L.; Liu, X.; Weng, Z.; Wang, J. On the optimization of microstructure and mechanical properties of CrWMn tool steel by deep cryogenic treatment. Steel Res. Int. 2019, 90, 1800523. [Google Scholar] [CrossRef]
- Antony, A.; Schmer, N.; Sokolova, A.; Mahjoub, R.; Fabijanic, D.; Stanford, N. Quantification of the dislocation density, size, and volume fraction of precipitates in deep cryogenically treated martensitic steels. Metals 2020, 10, 1561. [Google Scholar] [CrossRef]
- Gavriljuk, V.G.; Theisen, W.; Sirosh, V.V.; Polshin, E.V.; Kortmann, A.; Mogilny, G.S.; Petrov, Y.N.; Tarusin, Y.V. Low-temperature martensitic transformation in tool steels in relation to their deep cryogenic treatment. Acta Mater. 2013, 61, 1705–1715. [Google Scholar] [CrossRef]
- Jovicevic-Klug, P.; Jovicevic-Klug, M.; Sever, T.; Feizpour, D.; Podgornik, B. Impact of steel type, composition and heat treatment parameters on effectiveness of deep cryogenic treatment. J. Mater. Res. Technol. 2021, 14, 1007–1020. [Google Scholar] [CrossRef]
- Villa, M.; Somers, M.A.J. Cryogenic treatment of an AISI D2 steel: The role of isothermal martensite formation and “martensite conditioning”. Cryogenics 2020, 110, 103131. [Google Scholar] [CrossRef]
- Jovicevic-Klug, P.; Jenko, M.; Jovicevic-Klug, M.; Setina Batic, B.; Kovac, J.; Podgornik, B. Effect of deep cryogenic treatment on surface chemistry and microstructure of selected high-speed steels. Appl. Surf. Sci. 2021, 548, 149257. [Google Scholar] [CrossRef]
- Huang, J.Y.; Zhu, Y.T.; Liao, X.Z.; Beyerlein, I.J.; Bourke, M.A.; Mitchell, T.E. Microstructure of cryogenic treated M2 tool steel. Mater. Sci. Eng. A 2003, 339, 241–244. [Google Scholar] [CrossRef]
- Zare, A.; Mansouri, H.; Hosseini, S.R. Influence of the holding time of the deep cryogenic treatment on the strain hardening behavior of HY-TUF steel. Int. J. Mech. Mater. Eng. 2015, 10, 306. [Google Scholar] [CrossRef] [Green Version]
- Yuan, X.H.; Yang, M.S.; Zhao, K.Y. Effects of microstructure transformation on strengthening and toughening for heat-treated low carbon martensite stainless bearing steel. Mater. Sci. Forum 2015, 817, 667–674. [Google Scholar] [CrossRef]
- Xie, C.; Zhou, L.; Min, N.; Wu, X. Effect of deep cryogenic treatment on carbon segregation in Cr8Mo2SiV tool steel during tempering. Philos. Mag. Lett. 2017, 97, 372–377. [Google Scholar] [CrossRef]
- Weng, Z.; Gu, K.; Wang, K.; Liu, X.; Wang, J. The reinforcement role of deep cryogenic treatment on the strength and toughness of alloy structural steel. Mater. Sci. Eng. A 2020, 772, 138698. [Google Scholar] [CrossRef]
- Li, S.; Wu, X. Microstructural evolution and corresponding property changes after deep cryotreatment of tool steel. Mater. Sci. Technol. 2015, 31, 1867–1878. [Google Scholar] [CrossRef]
- Sonar, T.; Lomte, S.; Gogte, C. Cryogenic Treatment of Metal—A Review. Mater. Today Proc. 2018, 5, 25219–25228. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, R.; Singh, H. Metallurgical principles of cryogenically treated tool steels—A review on the current state of science. Int. J. Adv. Manuf. Technol. 2010, 54, 59–82. [Google Scholar] [CrossRef]
- Li, S.; Min, N.; Li, J.; Wu, X.; Li, C.; Tang, L. Experimental verification of segregation of carbon and precipitation of carbides due to deep cryogenic treatment for tool steel by internal friction method. Mater. Sci. Eng. A 2013, 575, 51–60. [Google Scholar] [CrossRef]
- Li, S.; Xiao, M.; Ye, G.; Zhao, K.; Yang, M. Effects of deep cryogenic treatment on microstructural evolution and alloy phases precipitation of a new low carbon martensitic stainless bearing steel during aging. Mater. Sci. Eng. A 2018, 732, 167–177. [Google Scholar] [CrossRef]
- Tyshchenko, A.; Theisen, W.; Oppenkowski, A.; Siebert, S.; Razumov, O.; Skoblik, A.; Sirosh, V.; Petrov, Y.; Gavriljuk, V. Low-temperature martensitic transformation and deep cryogenic treatment of a tool steel. Mater. Sci. Eng. A 2010, 527, 7027–7039. [Google Scholar] [CrossRef]
- Gavriljuk, V.G.; Firstov, S.A.; Sirosh, V.A.; Tyshchenko, A.I.; Mogilny, G.S. Carbon distribution in low temperature isothermal iron based martensite and its tetragonality. Metallofiz. Noveishie Teknol. 2016, 38, 455–475. [Google Scholar] [CrossRef] [Green Version]
- Preciado, M.; Pellizzari, M. Influence of deep cryogenic treatment on the thermal decomposition of Fe–C martensite. J. Mater. Sci. 2014, 49, 8183–8191. [Google Scholar] [CrossRef]
- Kumar, T.V.; Thirumurugan, R.; Viswanath, B. Influence of cryogenic treatment on the metallurgy of ferrous alloys: A review. Mater. Manuf. Process. 2017, 32, 1789–1805. [Google Scholar] [CrossRef]
- Lee, S.-J.; Lusk, M.; Lee, Y.-K. Conversional model of transformation strain to phase fraction in low alloy steels. Acta Mater. 2007, 55, 875–882. [Google Scholar] [CrossRef]
- Inoue, T.; Raniecki, B. Determination of thermal-hardening stress in steels by use of thermoplasticity theory. J. Mech. Phys. Solids 1978, 26, 187–212. [Google Scholar] [CrossRef]
- Danilchenko, V.; Filatov, A.; Mazanko, V.F.; Iakovlev, V.E. Cyclic martensitic transformations influence on the diffusion of carbon atoms in Fe-18 wt.%Mn-2 wt.%Si alloy. Nanoscale Res. Lett. 2017, 12, 194. [Google Scholar] [CrossRef] [Green Version]
- Morsdorf, L.; Tasan, C.; Ponge, D.; Raabe, D. 3D structural and atomic-scale analysis of lath martensite: Effect of the transformation sequence. Acta Mater. 2015, 95, 366–377. [Google Scholar] [CrossRef]
- Bobyr, S.V.; Parusov, E.V.; Levchenko, G.V.; Borisenko, A.Y.; Chuiko, I.M. Shear transformation of austenite in steels considering stresses effects. Prog. Phys. Met. 2022, 23, 379–410. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Points | V | Cr | Mn | Si | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|
| 1 | 0.00 | 1.21 | 0.48 | 0.34 | 2.87 | 0.17 | 94.93 |
| 2 | 0.06 | 1.02 | 0.21 | 0.18 | 3.11 | 0.69 | 94.73 |
| 3 | 0.00 | 0.96 | 0.53 | 0.37 | 3.41 | 0.22 | 94.51 |
| 4 | 0.00 | 1.15 | 0.39 | 0.29 | 3.18 | 0.49 | 94.50 |
| 5 | 0.09 | 0.89 | 0.44 | 0.31 | 2.74 | 0.51 | 95.02 |
| 6 | 0.00 | 1.07 | 0.26 | 0.33 | 2.68 | 0.37 | 95.29 |
| 7 | 0.00 | 1.17 | 0.18 | 0.26 | 3.03 | 0.32 | 95.04 |
| 8 | 0.00 | 0.88 | 0.59 | 0.41 | 2.91 | 0.46 | 94.75 |
| 9 | 0.11 | 0.81 | 0.48 | 0.44 | 2.74 | 0.53 | 94.89 |
| 10 | 0.00 | 1.28 | 0.55 | 0.38 | 3.09 | 0.44 | 94.26 |
| Points | V | Cr | Mn | Si | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|
| 1 | 0.00 | 1.01 | 0.47 | 0.31 | 3.01 | 0.34 | 94.86 |
| 2 | 0.00 | 1.22 | 0.49 | 0.35 | 3.22 | 0.52 | 94.20 |
| 3 | 0.01 | 0.99 | 0.19 | 0.26 | 2.74 | 0.37 | 95.44 |
| 4 | 0.08 | 0.88 | 0.21 | 0.23 | 3.21 | 0.46 | 94.93 |
| 5 | 0.00 | 0.85 | 0.41 | 0.39 | 2.87 | 0.41 | 95.07 |
| 6 | 0.00 | 0.98 | 0.44 | 0.45 | 2.64 | 0.54 | 94.95 |
| 7 | 0.00 | 0.85 | 0.58 | 0.52 | 2.75 | 0.61 | 94.69 |
| 8 | 0.17 | 0.92 | 0.61 | 0.47 | 3.09 | 0.18 | 94.56 |
| 9 | 0.00 | 0.84 | 0.66 | 0.49 | 2.77 | 0.62 | 94.62 |
| 10 | 0.11 | 1.10 | 0.28 | 0.38 | 3.07 | 0.39 | 94.67 |
| No | Treatment Modes | Hardness, HRC | Retained Austenite, % | Wear, % |
|---|---|---|---|---|
| 1 | 850 °C, oil quenching, tempering at 230 °C, 2 h | 47.5 | 7.7 | 0.159 |
| 2 | 850 °C, isothermal hardening at 230 °C, 2 h | 46.0 | 9.5 | 0.112 |
| 3 | 750 °C, cooling to 400 °C, 20 min, air cooling (basic mode) | 36.3 | 10.8 | 0.083 |
| 4 | Basic mode + DCT 10 min | 41.5 | 2.6 | 0.078 |
| 5 | Basic mode + DCT 1 h | 43.3 | 1.2 | 0.066 |
| 6 | Basic mode + DCT 22 h | 45.7 | 0.3 | 0.072 |
| No | Treatment Modes | Parameter a110, Å | Size of Blocks D, nm | Magnitude Δa/a × 10−3 | Density ρ × 1012, cm−2 |
|---|---|---|---|---|---|
| 1 | Basic mode | 2.8609 | 11.3 | 2.1 | 3.9 |
| 2 | Basic mode + DCT 10 min | 2.8645 | 8.6 | 3.9 | 6.7 |
| 3 | Basic mode + DCT 1 h | 2.8668 | 5.2 | 3.3 | 8.4 |
| 4 | Basic mode + DCT 22 h | 2.8652 | 4.1 | 3.0 | 10.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobyr, S.; Krot, P.; Parusov, E.; Golubenko, T.; Baranovs’ka, O. Increasing the Wear Resistance of Structural Alloy Steel 38CrNi3MoV Subjected to Isothermal Hardening and Deep Cryogenic Treatment. Appl. Sci. 2023, 13, 9143. https://doi.org/10.3390/app13169143
Bobyr S, Krot P, Parusov E, Golubenko T, Baranovs’ka O. Increasing the Wear Resistance of Structural Alloy Steel 38CrNi3MoV Subjected to Isothermal Hardening and Deep Cryogenic Treatment. Applied Sciences. 2023; 13(16):9143. https://doi.org/10.3390/app13169143
Chicago/Turabian StyleBobyr, Serhii, Pavlo Krot, Eduard Parusov, Tetiana Golubenko, and Olena Baranovs’ka. 2023. "Increasing the Wear Resistance of Structural Alloy Steel 38CrNi3MoV Subjected to Isothermal Hardening and Deep Cryogenic Treatment" Applied Sciences 13, no. 16: 9143. https://doi.org/10.3390/app13169143