
Biocompatibility and Degradation of Fe-Mn-5Si Alloy after Equal-Channel Angular Pressing: In Vitro and In Vivo Study

 ,
,  , ,
, ,  , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Preparation and Treatments
2.2. Mechanical Properties
2.3. Microstructural Characterization and Phase Analysis
2.4. Potentiodynamic Polarization (PDP) Measurements
2.5. Weight Loss Test
2.6. Biocompatibility In Vitro Measurements
2.7. Biocompatibility In Vivo Measurements
3. Results
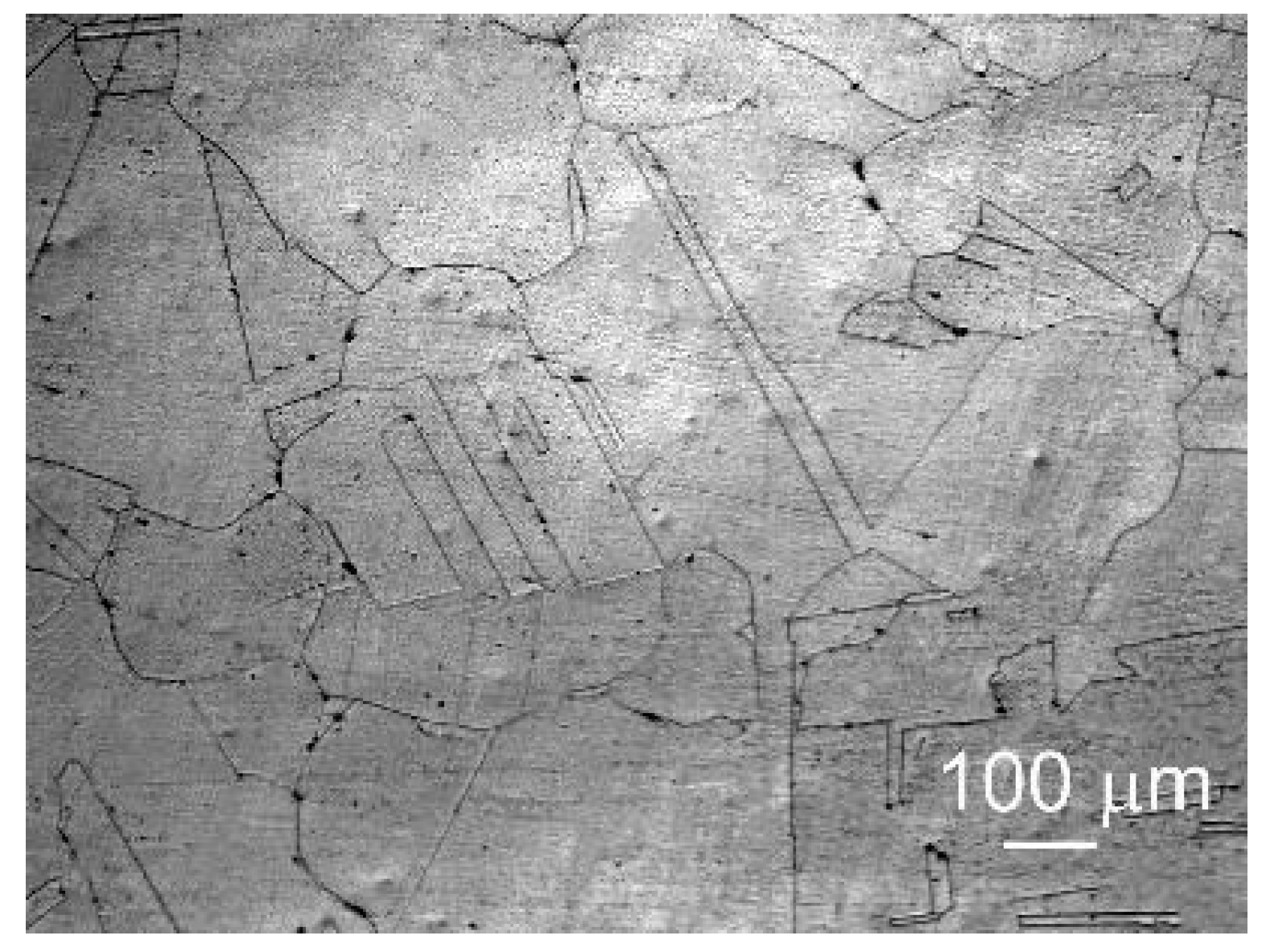
3.1. Metallographic Features of the Fe-Mn-5Si Alloy after Annealing
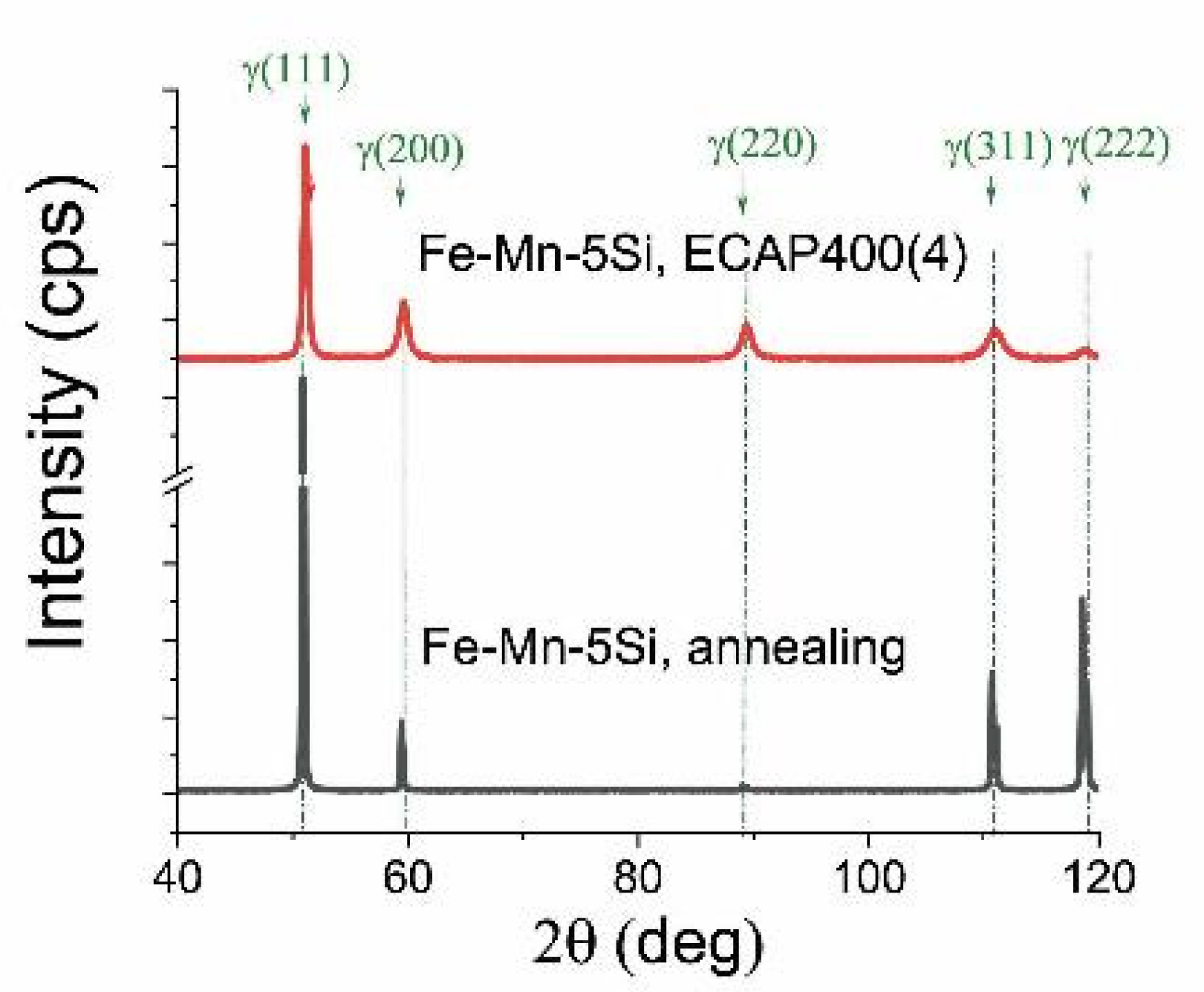
3.2. X-ray Phase Analysis of the Fe-Mn-5Si Alloy after Annealing and Equal-Channel Angular Pressing
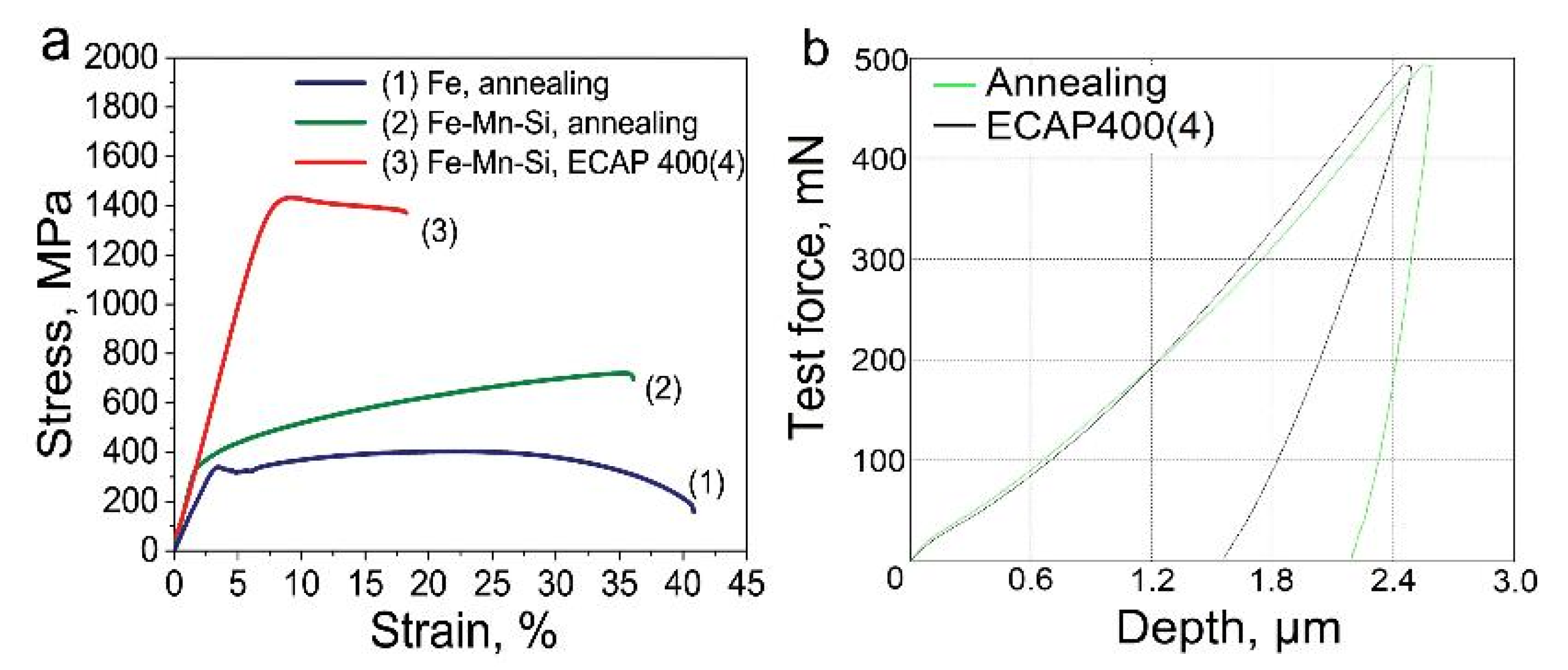
3.3. Mechanical Properties
3.4. Transmission Electron Microscopy (TEM) Studies of the Fe-Mn Alloys after Equal-Channel Angular Pressing
3.5. Corrosion Rate Measurement
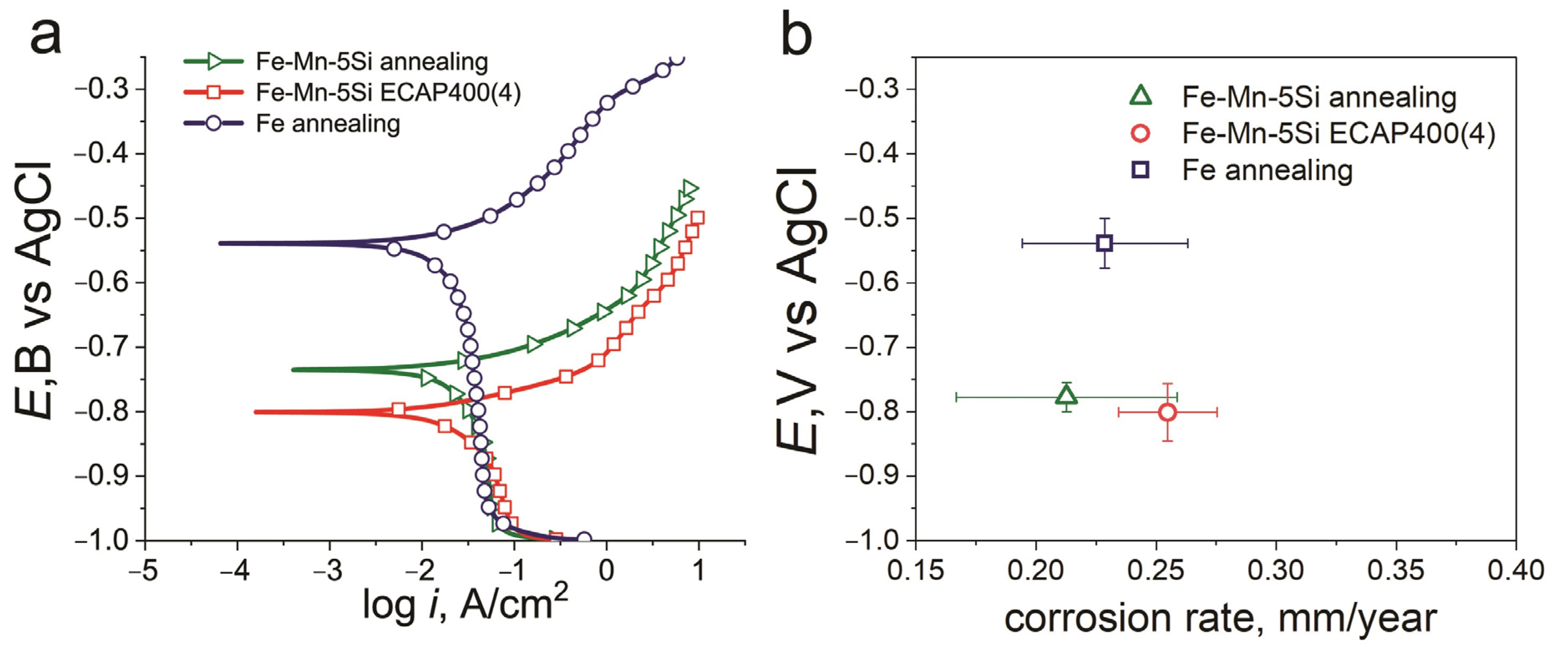
3.5.1. Potentiodynamic Polarization
3.5.2. Degradation Rate from Mass Loss Measurements In Vivo and In Vitro
3.6. Biocompatibility In Vitro and In Vivo
3.6.1. Biocompatibility In Vitro
3.6.2. Biocompatibility In Vivo
4. Discussion
5. Conclusions
- Long-term annealing resulted in the formation of an initial coarse-grained structure with a large number of annealing twins, which allowed the samples to withstand ECAP at 400 °C for up to four passes.
- The highest possible strain degrees and deformation temperatures were used to achieve an ultrafine-grained structure in a fully austenitic state, which will make it possible to use MRI as an implantable device control.
- ECAP at a temperature of 400 °C leads to the formation in the Fe-Mn-5Si alloy of an ultrafine-grained austenitic predominantly twin structure with a twin thickness of 11 ± 1 nm.
- The structure obtained after ECAP determined a high level of strength characteristics (σUTS = 1419 ± 14 MPa, σYS = 1352 ± 6 MPa) with sufficiently high plasticity (ε = 4%) for such a state.
- The increase in strength after ECAP is accompanied by a decrease in Young’s modulus by more than 2.6 times compared with the measured values in the annealed state. This result is important for the development of alloys for bioresorbable implants. This confirms the biomechanical compatibility of the implant and bone.
- The potentiodynamic polarization method revealed only a slight increase in the corrosion rate of the ECAP-treated alloy (0.25 ± 0.02 mm/year) compared to the alloy in the annealed state (0.21 ± 0.02 mm/year) with a significant shift in the corrosion potential of the Fe-Mn-5Si alloy in comparison with the corrosion potential of commercially pure iron.
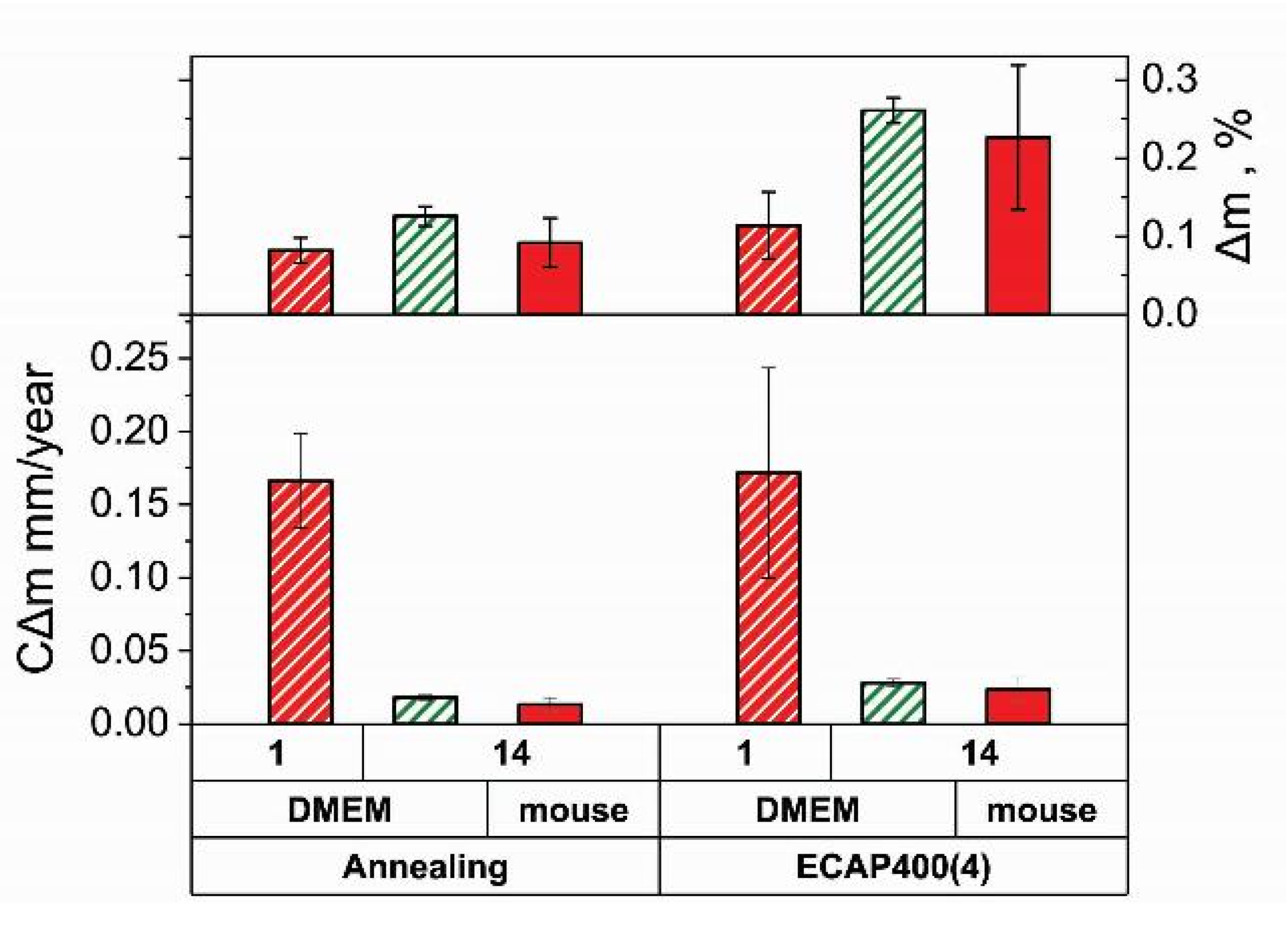
- The corrosion rate of the alloy in both states obtained by the mass loss measurements during incubation for a day confirmed the results of the potentiodynamic study.
- Increasing the duration of the alloy incubation in the culture medium up to 14 days significantly reduces the corrosion rate to 0.018 ± 0.002 mm/year for the annealed state and to 0.028 ± 0.003 mm/year for the alloy after ECAP.
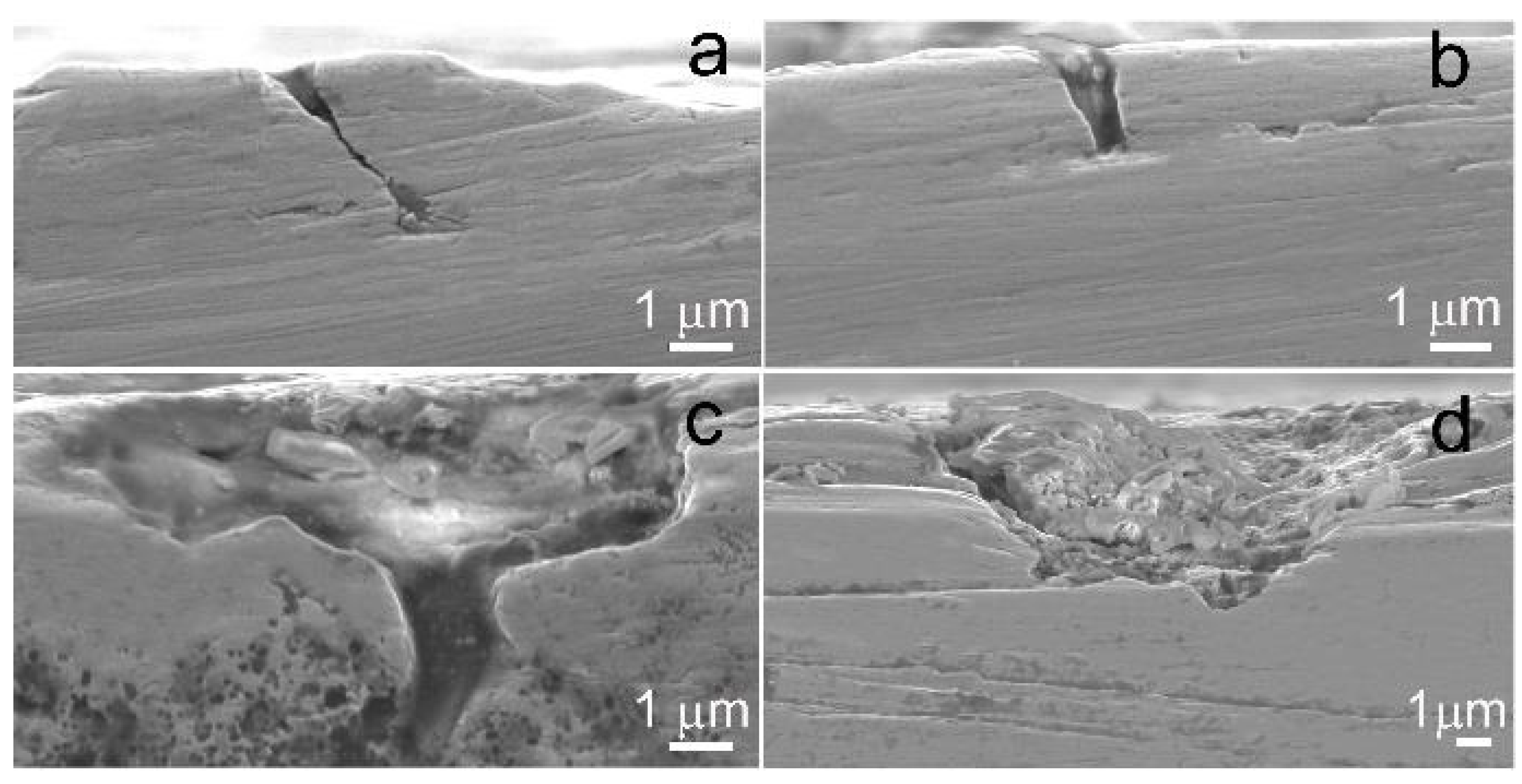
- The mass loss study confirmed that the corrosion rate of deformed samples after in vitro incubation and in vivo implantation for 2 weeks is 1.6 and 1.8 times the CΔm of annealed samples, respectively.
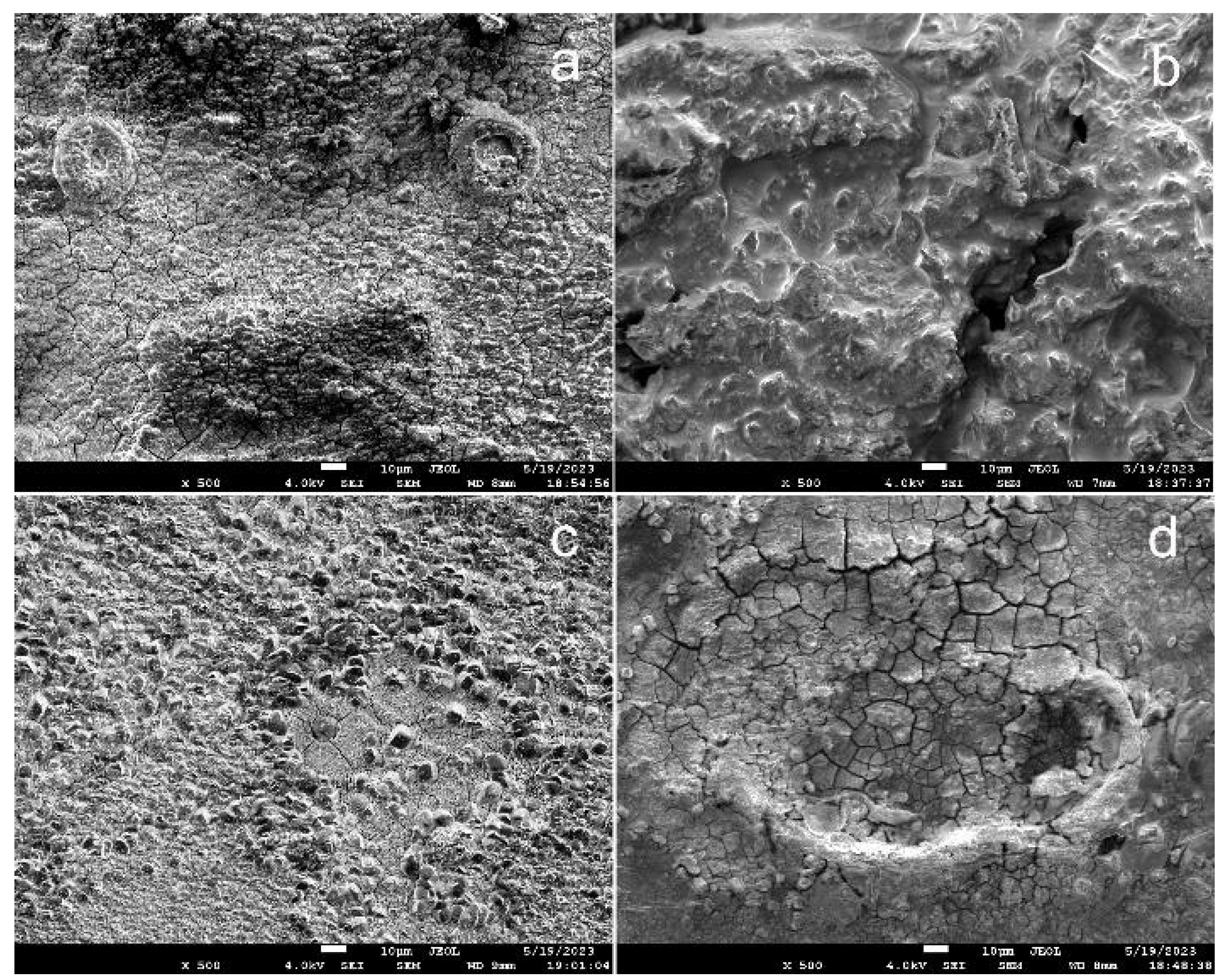
- In vivo implantation revealed a less localized corrosion damage of the alloy sample after ECAP. Such damage is more preferable for practical use, since it will not lead to premature failure of thin implantable devices.
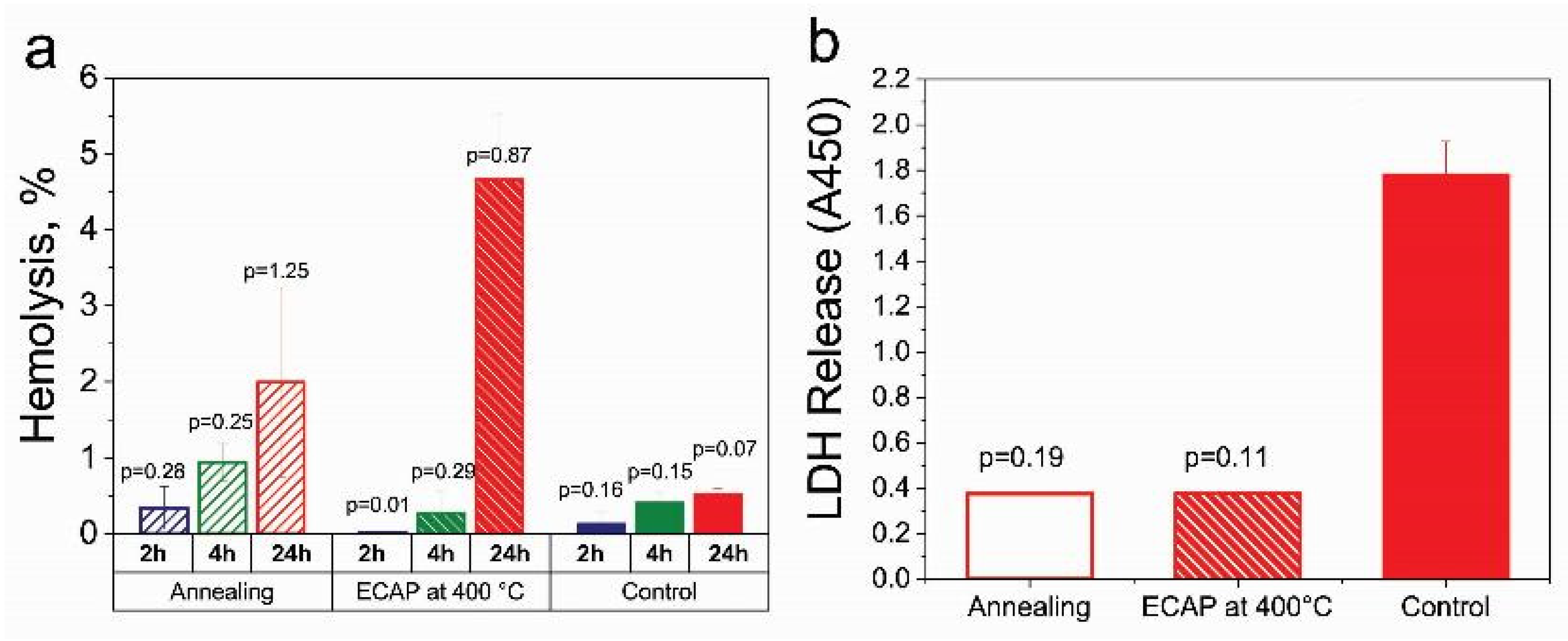
- It was established that samples of the Fe-Mn-5Si alloy did not have a cytopathogenic effect on blood cells. According to the results of the study of hemolysis and cytotoxicity, the alloy was found to be biocompatible.
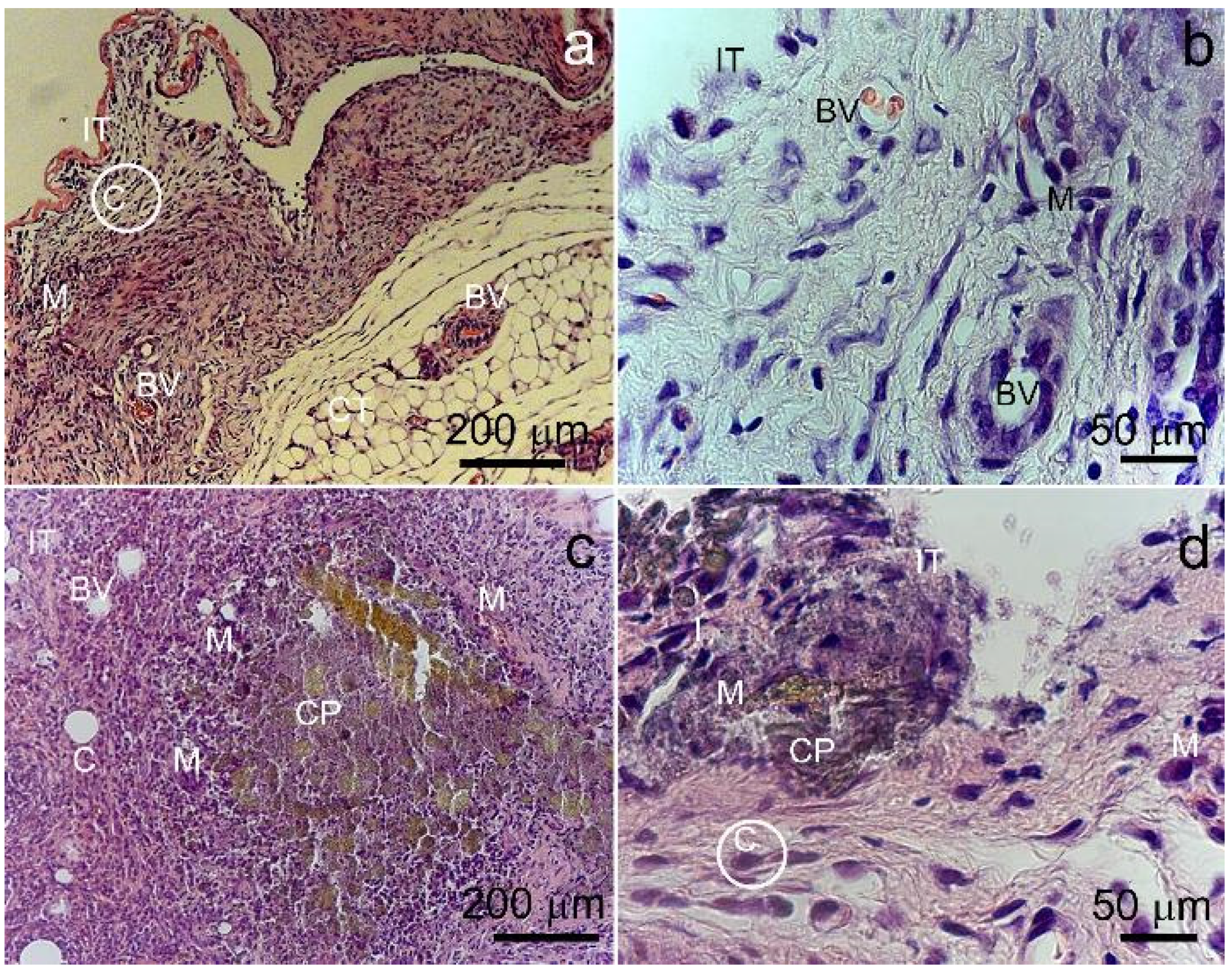
- It was found that the degradation of samples of the Fe-Mn-5Si alloy after ECAP and annealing does not have a systemic toxic effect on the functioning of the main organs of the animal body. It confirms the alloy’s biocompatibility in vivo.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Petrini, L.; Migliavacca, F. Biomedical applications of shape memory alloys. J. Metall. 2011, 2011, 501483. [Google Scholar] [CrossRef]
- Song, C. History and current situation of shape memory alloys devices for minimally invasive surgery. Open Med. Dev. J. 2010, 2, 24–31. [Google Scholar] [CrossRef]
- Allenstein, U.; Ma, Y.; Arabi-Hashemi, A.; Zink, M.; Mayr, S.G. Fe-Pd based ferromagnetic shape memory actuators for medical applications: Biocompatibility, effect of surface roughness and protein coatings. Acta Biomater. 2013, 9, 5845–5853. [Google Scholar] [CrossRef]
- Xu, Z.; Hodgson, M.; Cao, P. Effect of immersion in simulated body fluid on the mechanical properties and biocompatibility of sintered Fe-Mn-based alloys. Metals 2016, 6, 309. [Google Scholar] [CrossRef]
- Liu, B.; Zheng, Y.F.; Ruan, L. In vitro investigation of Fe30Mn6Si shape memory alloy as potential biodegradable metallic material. Mater. Lett. 2011, 65, 540–543. [Google Scholar] [CrossRef]
- Sato, A.; Chishima, E.; Soma, K.; Mori, T. Shape memory effect in γ⇄ϵ transformation in Fe-30Mn-1Si alloy single crystals. Acta Metall. 1982, 30, 1177–1183. [Google Scholar] [CrossRef]
- Sato, A.; Chishima, E.; Yamaji, Y.; Mori, T. Orientation and composition dependencies of shape memory effect in Fe-Mn-Si alloys. Acta Metall. 1984, 32, 539–547. [Google Scholar] [CrossRef]
- Sato, A.; Yamaji, Y.; Mori, T. Physical properties controlling shape memory effect in Fe Mn Si alloys. Acta Metall. 1986, 34, 287–294. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Maruyama, T.; Kubo, H. Ferrous (Fe-Based) Shape Memory Alloys (SMAs): Properties, Processing and Applications. In Shape Memory and Superelastic Alloys: Applications and Technologies; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Sawston, UK, 2011; pp. 141–159. [Google Scholar]
- Feng, Y.P.; Blanquer, A.; Fornell, J.; Zhang, H.; Solsona, P.; Baro, M.D.; Surinach, S.; Ibanez, E.; Garcia-Lecina, E.; Wei, X.; et al. Novel Fe-Mn-Si-Pd alloys: Insights into mechanical, magnetic, corrosion resistance and biocompatibility performances. J. Mater. Chem. B 2016, 4, 6402–6412. [Google Scholar] [CrossRef] [PubMed]
- Drevet, R.; Zhukova, Y.; Malikova, P.; Dubinskiy, S.; Korotitskiy, A.; Pustov, Y.; Prokoshkin, S. Martensitic Transformations, Mechanical and Corrosion Properties of Fe-Mn-Si Alloys for Medical Implant Applications. Metall. Mater. Trans. A 2018, 49, 1006–1013. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Pustov, Y.; Zhukova, Y.; Kadirov, P.; Karavaeva, M.; Prosviryakov, A.; Dubinskiy, S. Effect of Thermomechanical Treatment on Structure and Functional Fatigue Characteristics of Biodegradable Fe-30Mn-5Si (wt %) Shape Memory Alloy. Materials 2021, 14, 3327. [Google Scholar] [CrossRef] [PubMed]
- Prokoshkin, S.; Pustov, Y.; Zhukova, Y.; Kadirov, P.; Dubinskiy, S.; Sheremetyev, V.; Karavaeva, M. Effect of Thermomechanical Treatment on Functional Properties of Biodegradable Fe-30Mn-5Si Shape Memory Alloy. Metall. Mater. Trans. A 2021, 52, 2024–2032. [Google Scholar] [CrossRef]
- Huang, T.; Cheng, J.; Zheng, Y.F. In vitro degradation and biocompatibility of Fe-Pd and Fe-Pt composites fabricated by spark plasma sintering. Mater. Sci. Eng. C 2014, 35, 43–53. [Google Scholar] [CrossRef]
- Lin, H.C.; Lin, K.M.; Lin, S.; Ouyang, T.M. The corrosion behavior of Fe-based shape memory alloys. Corros. Sci. 2002, 44, 2013–2026. [Google Scholar] [CrossRef]
- Pustov, Y.A.; Zhukova, Y.S.; Malikova, P.E.; Prokoshkin, S.D.; Dubinskii, S.M. Structure and Corrosion-Electrochemical Behavior of Bioresorbable Alloys Based on the Fe–Mn System. Prot. Met. Phys. Chem. Surf. 2018, 54, 469–476. [Google Scholar] [CrossRef]
- Fantanariu, M.; Trinca, L.C.; Solcan, C.; Trofin, A.; Strungaru, S.; Sindilar, E.V.; Plavan, G.; Stanciu, S. A new Fe–Mn–Si alloplastic biomaterial as bone grafting material: In vivo study. Appl. Surf. Sci. 2015, 352, 129–139. [Google Scholar] [CrossRef]
- Trinca, L.C.; Burtan, L.; Mareci, D.; Fernandez-Perez, B.M.; Stoleriu, I.; Stanciu, T.; Stanciu, S.; Solcan, C.; Izquierdo, J.; Souto, R.M. Evaluation of in vitro corrosion resistance and in vivo osseointegration properties of a FeMnSiCa alloy as potential degradable implant biomaterial. Mater. Sci. Eng. C 2021, 118, 111436. [Google Scholar] [CrossRef]
- Kraus, T.; Moszner, F.; Fischerauer, S.; Fiedler, M.; Martinelli, E.; Eichler, J.; Witte, F.; Willbold, E.; Schinhammer, M.; Meischel, M.; et al. Biodegradable Fe-based alloys for use in osteosynthesis: Outcome of an in vivo study after 52 weeks. Acta Biomater. 2014, 10, 3346–3353. [Google Scholar] [CrossRef]
- Cimpoesu, N.; Sandulache, F.; Istrate, B.; Cimpoesu, R.; Zegan, G. Electrochemical behavior of biodegradable FeMnSi–MgCa alloy. Metals 2018, 8, 541. [Google Scholar] [CrossRef]
- Hermawan, H.; Dube, D.; Mantovani, D. Degradable metallic biomaterials: Design and development of Fe-Mn alloys for stents. J. Biomed. Mater. Res. 2010, 93, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.S.; Zhu, X.M. Electrochemical polarization and passive film analysis of austenitic Fe–Mn–Al steels in aqueous solutions. Corros. Sci. 1999, 41, 1817–1833. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Otubo, J.; Kuri, S.E. Corrosion behavior of shape memory stainless steel in acid media. J. Alloys Compd. 2011, 509, 5376–5380. [Google Scholar] [CrossRef]
- Wu, X.Q.; Xu, S.; Huang, J.B.; Han, E.H.; Ke, W.; Yang, K.; Jiang, Z.H. Uniform corrosion and intergranular corrosion behavior of nickel-free and manganese alloyed high nitrogen stainless steels. Mater. Corros. 2008, 59, 676–684. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Silva, R.; Nascente, P.A.P.; Otubo, J.; Kuri, S.E. Influence of alloying elements on the corrosion properties of shape memory stainless steels. Mater. Chem. Phys. 2012, 133, 668–673. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Silva, R.; Nascente, P.A.P.; Otubo, J.; Kuri, S.E. Characterization of passive films on shape memory stainless steels. Corros. Sci. 2012, 57, 154–161. [Google Scholar] [CrossRef]
- Shuai, C.; Yang, W.; Yang, Y.; Pan, H.; He, C.; Qi, F.; Xie, D.; Liang, H. Selective laser melted Fe-Mn bone scaffold: Microstructure, corrosion behavior and cell response. Mater. Res. Express 2020, 7, 015404. [Google Scholar] [CrossRef]
- Dwivedi, D.; Lepkova, K.; Becker, T. Carbon steel corrosion: A review of key surface properties and characterization methods. RSC Adv. 2017, 7, 4580–4610. [Google Scholar] [CrossRef]
- Toker, S.M.; Gerstein, G.; Maier, H.J.; Canadinc, D. Effects of microstructural mechanisms on the localized oxidation behavior of NiTi shape memory alloys in simulated body fluid. J. Mater. Sci. 2017, 53, 948–958. [Google Scholar] [CrossRef]
- Venezuela, J.; Dargusch, M.S. Addressing the slow corrosion rate of biodegradable Fe-Mn: Current approaches and future trends. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100822. [Google Scholar] [CrossRef]
- Gollapudi, S. Grain size distribution effects on the corrosion behaviour of materials. Corros. Sci. 2012, 62, 90–94. [Google Scholar] [CrossRef]
- Beaunier, L. Corrosion of grain boundaries: Initiation processes and testing. J. Phys. Colloq. 1982, 43, 271–282. [Google Scholar] [CrossRef]
- Jiang, S.; Hewett, J.; Jones, I.P.; Connolly, B.J.; Chiu, Y.L. Effect of misorientation angle and chromium concentration on grain boundary sensitisation in an austenitic stainless steel. Mater. Charact. 2020, 164, 110343. [Google Scholar] [CrossRef]
- Gerashi, E.; Alizadeh, R.; Langdon, T.G. Effect of crystallographic texture and twinning on the corrosion behavior of Mg alloys: A review. J. Magnes. Alloy. 2022, 10, 313–325. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Wang, J.; Horita, Z.; Nemoto, M.; Langdon, T.G. Principle of equal-channel angular pressing for the processing of ultrafine-grained materials. Scr. Mater. 1996, 35, 143–146. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2015.
- ASTM G59–972003; Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM G31–21; Standard Guide for Laboratory Immersion Corrosion Testing of Metals. ASTM International: West Conshohocken, PA, USA, 2004.
- Rybalchenko, O.V.; Anisimova, N.Y.; Kiselevskiy, M.V.; Belyakov, A.N.; Tokar, A.A.; Terent’ev, V.F.; Prosvirnin, D.V.; Rybalchenko, G.V.; Raab, G.I.; Dobatkin, S.V. The influence of ultrafine-grained structure on the mechanical properties and biocompatibility of austenitic stainless steels. J. Biomed. Mater. Res. 2020, 108, 1460–1468. [Google Scholar] [CrossRef]
- ISO 10993-2:2006; Biological Evaluation of Medical Devices—Part 2: Animal Welfare Requirements. International Organization for Standardization: Geneva, Switzerland, 2006.
- Rodríguez-Hernández, C.O.; Torres-García, S.E.; Olvera-Sandoval, C.; Ramírez-Castillo, F.Y.; Muro, A.L.; Avelar-Gonzalez, F.J.; Guerrero-Barrera, A.L. Cell culture: History, development and prospects. Int. J. Curr. Res. Acad. Rev. 2014, 2, 188–200. [Google Scholar]
- ASTM F756-08; Standard Practice for Assessment of Hemolytic Properties of Materials. ASTM International: West Conshohocken, PA, USA, 2008. [CrossRef]
- ISO 10993–5:1999; Biological Evaluation of Medical Devices—Part 5: Tests For In Vitro Cytotoxicity. International Organization for Standardization: Geneva, Switzerland, 1999.
- Vintaikin, E.Z.; Gulyaev, A.A.; Oralbaev, A.B.; Polyakova, N.A.; Svistunova, E.L. On the nature of the shape memory effect in Fe-Mn-Si alloys. Metallofizika 1991, 13, 43–51. (In Russian) [Google Scholar]
- Rybalchenko, O.V.; Anisimova, N.Y.; Kiselevsky, M.V.; Rybalchenko, G.V.; Martynenko, N.S.; Bochvar, N.R.; Tabachkova, N.Y.; Shchetinin, I.V.; Shibaeva, T.V.; Konushkin, S.V.; et al. Effect of equal-channel angular pressing on structure and properties of Fe-Mn-C alloys for biomedical applications. Mater. Today Commun. 2022, 30, 103048. [Google Scholar] [CrossRef]
- Rybalchenko, O.; Anisimova, N.; Martynenko, N.; Rybalchenko, G.; Kiselevskiy, M.; Tabachkova, N.; Shchetinin, I.; Raab, A.; Dobatkin, S. Structure Optimization of a Fe–Mn–Pd Alloy by Equal-Channel Angular Pressing for Biomedical Use. Materials 2023, 16, 45. [Google Scholar] [CrossRef] [PubMed]
- Wei, Z.; Laizhu, J.; Ning, L.; Yuhua, W. Improvement of shape memory effect in an Fe–Mn–Si–Cr–Ni alloy fabricated by equal channel angular pressing. J. Mater. Proc. Technol. 2008, 208, 130–134. [Google Scholar] [CrossRef]
- Druker, A.V.; Baruj, A.; Isola, L.; Fuster, V.; Malarría, J.; Bolmaro, R. Gaining flexibility in the design of microstructure, texture and shape memory properties of an Fe–Mn–Si–Cr–Ni alloy processed by ECAE and annealing. Mater. Des. 2016, 107, 153–162. [Google Scholar] [CrossRef]
- Sato, A.; Maruyama, T.; Morishita, M.; Kumai, S.; Inoue, A. Strengthening of Fe–Mn–Si based shape memory alloys by grain size refinement. Mater. Sci. Forum 2000, 327–328, 223–226. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing | Space Group | Phase | a, Å | Content, wt.% | Strain, % | Dislocation Density ρ, cm−2 |
|---|---|---|---|---|---|---|
| Annealing at 1100 °C (12 h) | 225: Fm-3m | γ | 3.604(1) | 100 | 0.04(1) | 6 × 109 |
| ECAP at 400 °C, 4 passes | 225: Fm-3m | γ | 3.604(1) | 100 | 0.40(1) | 6 × 1011 |
| № | Alloy and Condition | σUTS 1, MPa | σYS 2, MPa | ε 3, % |
|---|---|---|---|---|
| 1. | Fe (for comparison) | 395.00 ± 4 | 320.5 ± 6.5 | 40.6 ± 1.5 |
| 2. | Fe-Mn-Si, annealing | 696 ± 24 | 329 ± 17 | 33 ± 0.45 |
| 3. | Fe-Mn-Si, ECAP at 400 °C | 1419 ± 14 | 1352 ± 6 | 10.7 ± 0.3 |
| № | Alloy and Condition | HIT 1, GPa | EIT 2, GPa | ηIT 3, % | HV 4, GPa |
|---|---|---|---|---|---|
| 1. | Annealing at 1100 °C (12 h) | 3.8 ± 0.3 | 173.3 ± 9 | 14.7 ± 0.8 | 2.3 ± 0.8 |
| 2. | ECAP at 400 °C, 4 passes | 5.0 ± 0.2 | 65.9 ± 2 | 36.7 ± 0.6 | 4.8 ± 1.0 |
| Processing | Ecorr 1, mV | icorr 2, µA/cm2 | CR 3, mm/year | |
|---|---|---|---|---|
| Fe (for comparison) | Annealing | −539 ± 4 | 22.9 ± 2.4 | 0.24 ± 0.03 |
| Fe-Mn-5Si | Annealing at 1100 °C (12 h) | −778 ± 2 | 21.5 ± 3.7 | 0.21 ± 0.05 |
| ECAP at 400 °C | −801 ± 6 | 21.4 ± 1.7 | 0.25 ± 0.02 |
| Parameter | Intact Animals | After Implantation of Fe-Mn-5Si Alloy Samples | |||
|---|---|---|---|---|---|
| After Annealing | p * | After ECAP | p * | ||
| Bilirubin, μmol/L | 6 ± 4 | 3 ± 2 | 0.55 | 6 ± 4 | 1.00 |
| Urea, U/L | 4 ± 4 | 6 ± 2 | 0.69 | 6 ± 4 | 0.75 |
| Creatinine, U/L | 79 ± 11 | 68 ± 14 | 0.58 | 80 ± 16 | 0.96 |
| Albumin, g/L | 39 ± 8 | 35 ± 10 | 0.78 | 37 ± 7 | 0.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybalchenko, O.; Anisimova, N.; Martynenko, N.; Rybalchenko, G.; Belyakov, A.; Shchetinin, I.; Lukyanova, E.; Chernogorova, O.; Raab, A.; Pashintseva, N.; et al. Biocompatibility and Degradation of Fe-Mn-5Si Alloy after Equal-Channel Angular Pressing: In Vitro and In Vivo Study. Appl. Sci. 2023, 13, 9628. https://doi.org/10.3390/app13179628
Rybalchenko O, Anisimova N, Martynenko N, Rybalchenko G, Belyakov A, Shchetinin I, Lukyanova E, Chernogorova O, Raab A, Pashintseva N, et al. Biocompatibility and Degradation of Fe-Mn-5Si Alloy after Equal-Channel Angular Pressing: In Vitro and In Vivo Study. Applied Sciences. 2023; 13(17):9628. https://doi.org/10.3390/app13179628
Chicago/Turabian StyleRybalchenko, Olga, Natalia Anisimova, Natalia Martynenko, Georgy Rybalchenko, Andrey Belyakov, Igor Shchetinin, Elena Lukyanova, Olga Chernogorova, Arseniy Raab, Natalia Pashintseva, and et al. 2023. "Biocompatibility and Degradation of Fe-Mn-5Si Alloy after Equal-Channel Angular Pressing: In Vitro and In Vivo Study" Applied Sciences 13, no. 17: 9628. https://doi.org/10.3390/app13179628