
CNN-Based Ti-6242 Impeller Forging Process Design for Uniform Strain Distribution
Abstract
:1. Introduction
2. Theoretical Background for Designing New Forging Process
3. Improved Forging Process Design Method
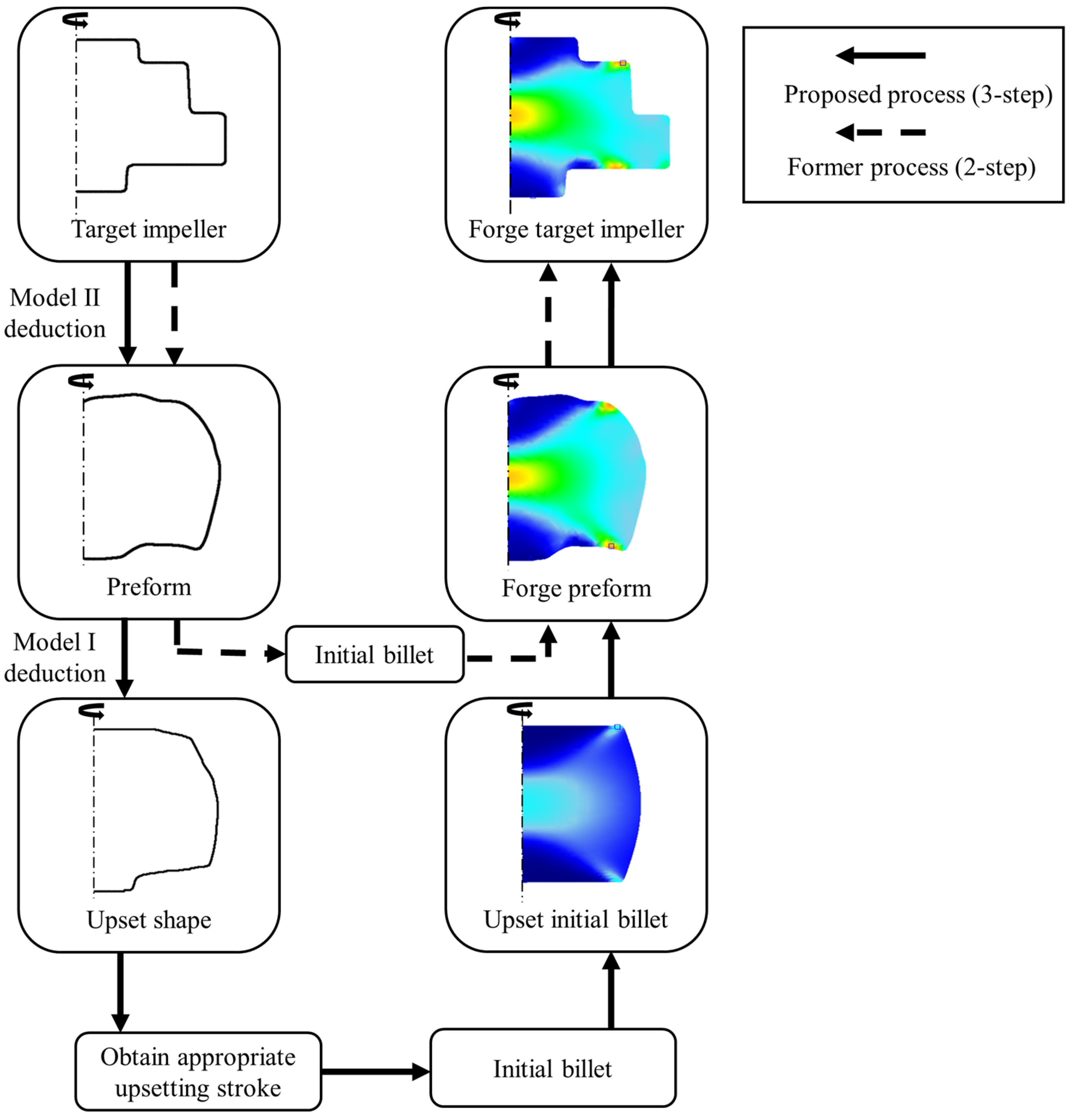
3.1. Overall Process Design
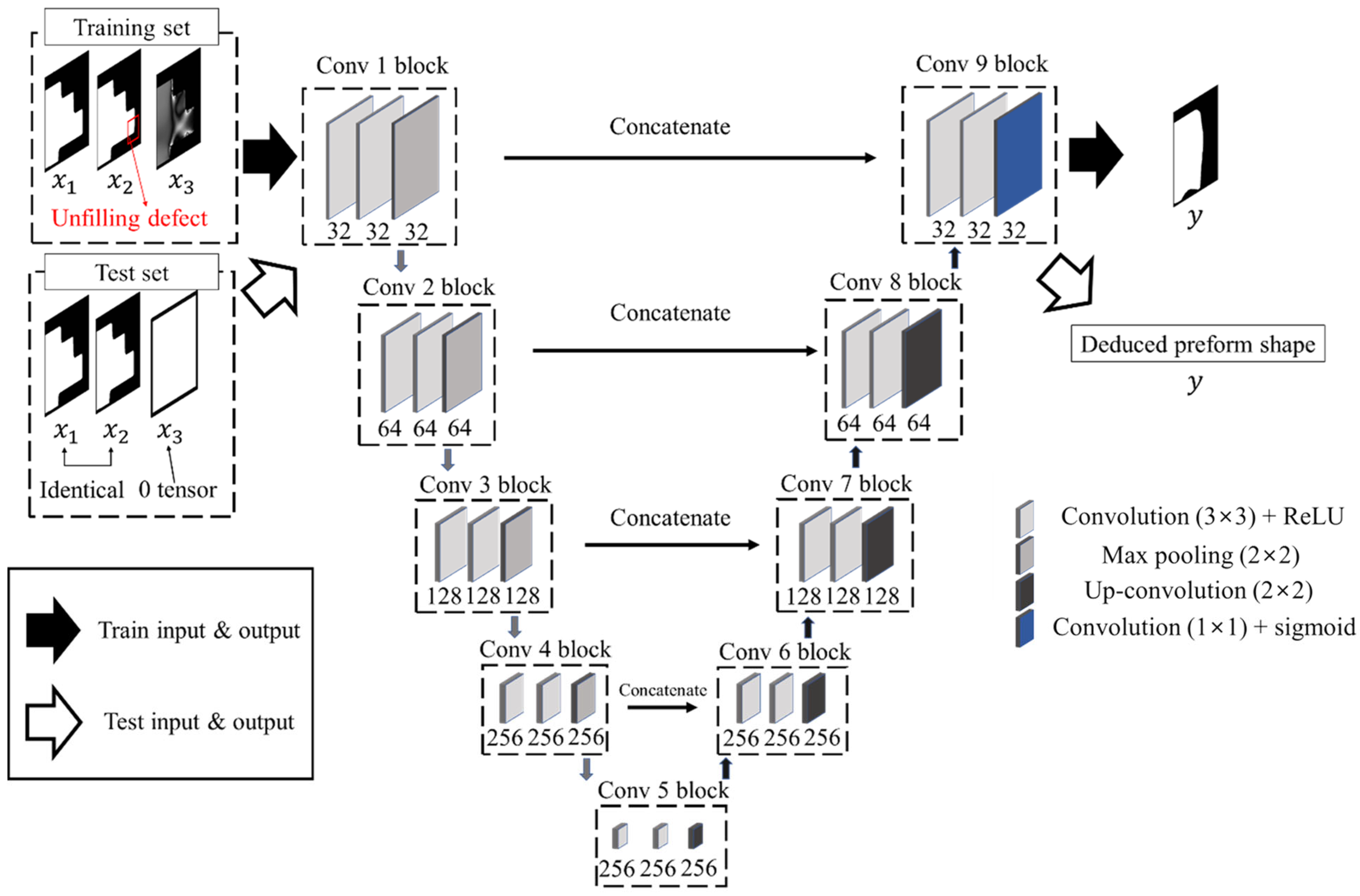
3.2. CNN Training Method
3.3. Upsetting Stroke Design Guideline
4. Result and Discussion
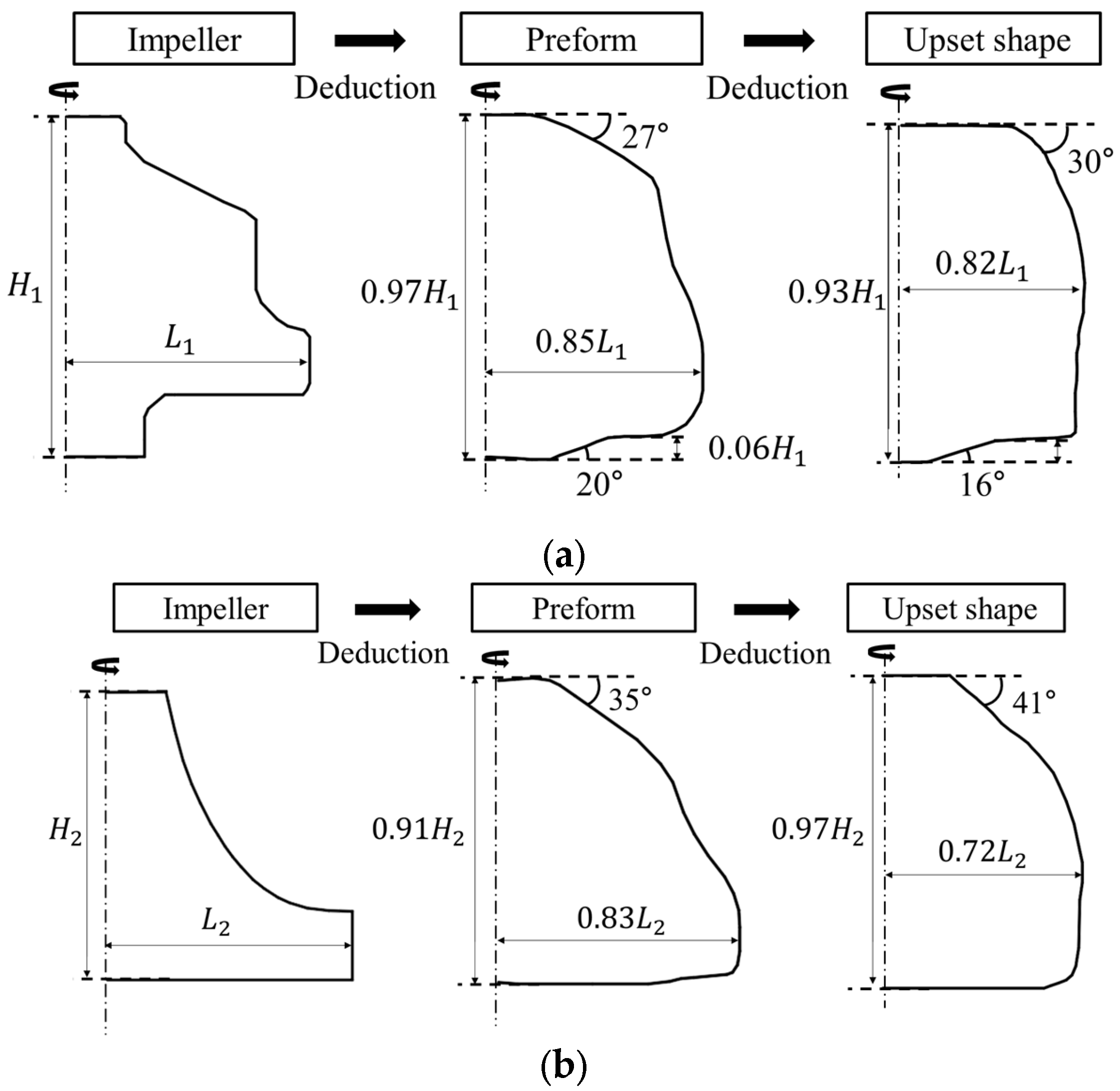
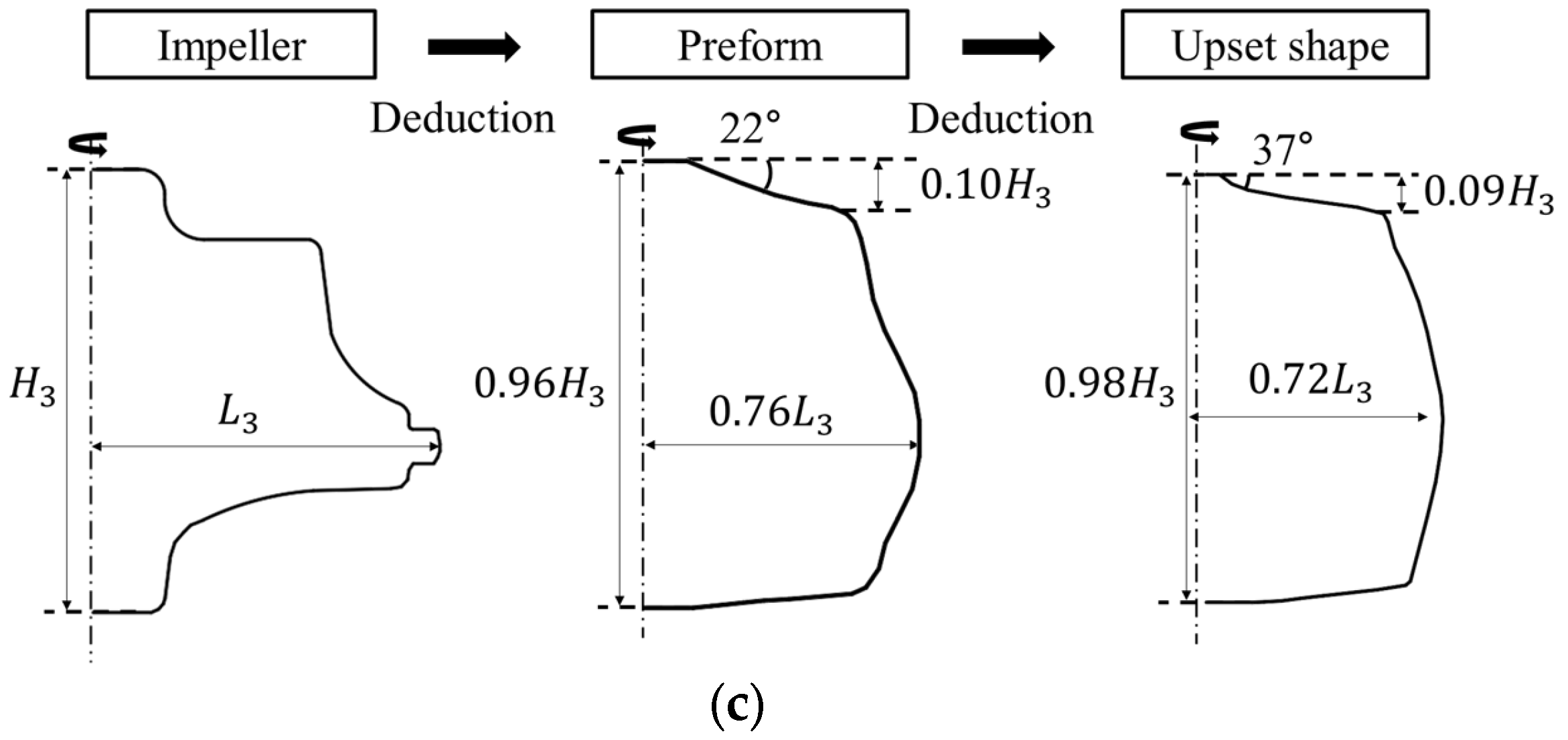
4.1. Preform Designs from Deduction
4.2. Validation of Upsetting Stroke Design Guideline
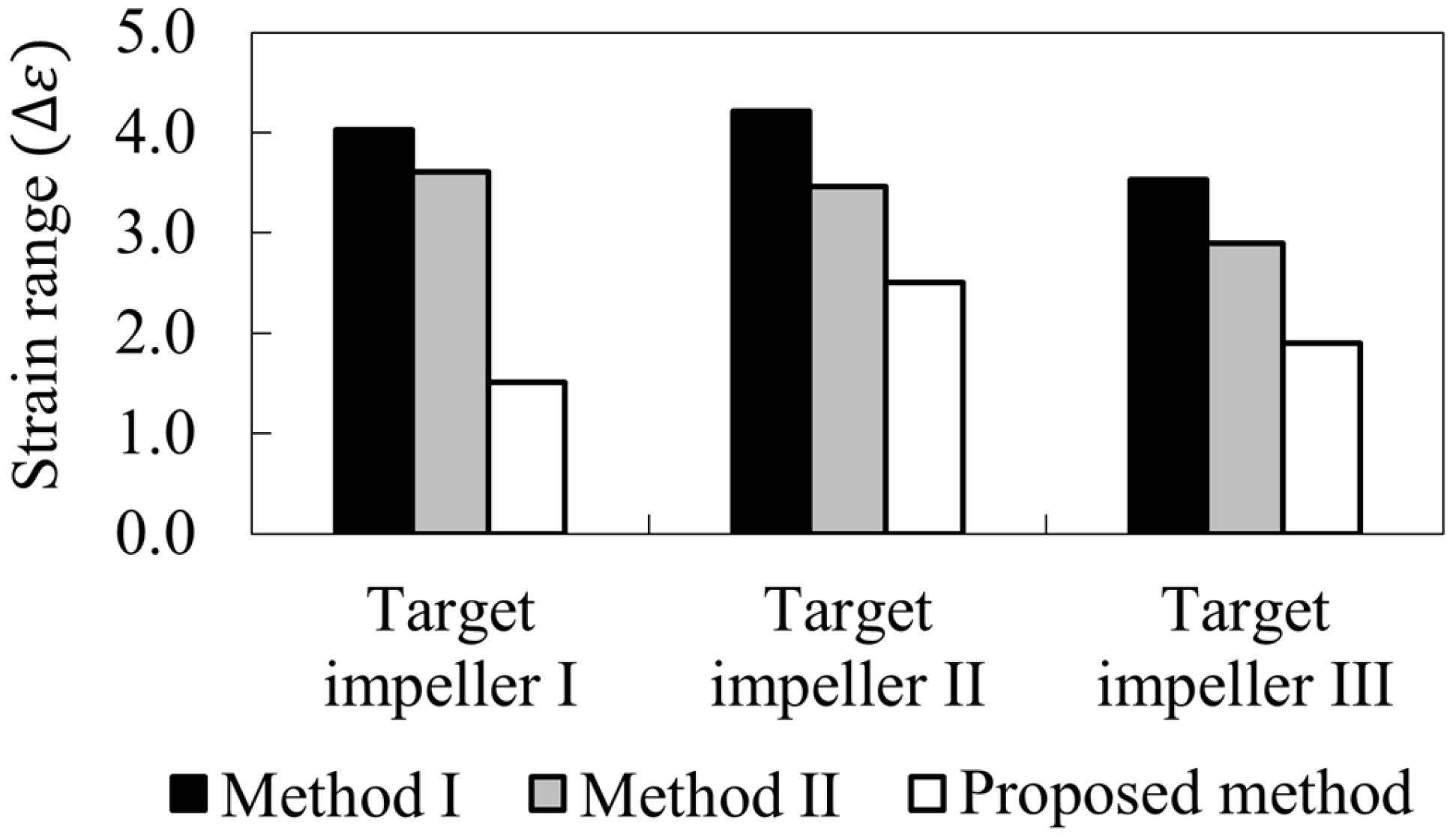
4.3. Validation of Improved Forging Process Design Method
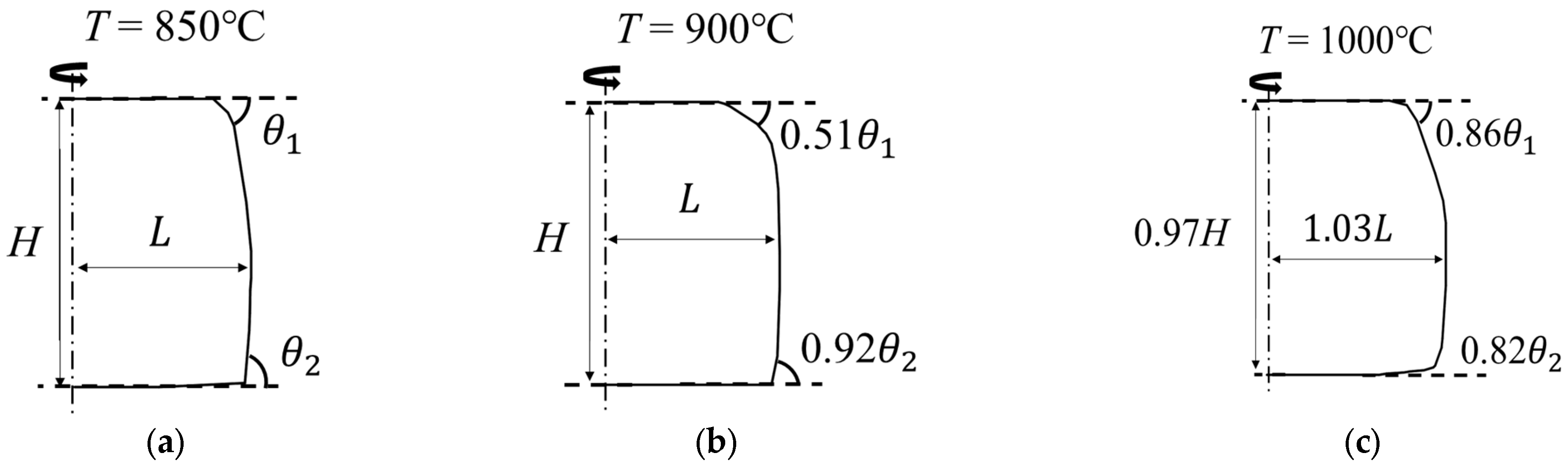
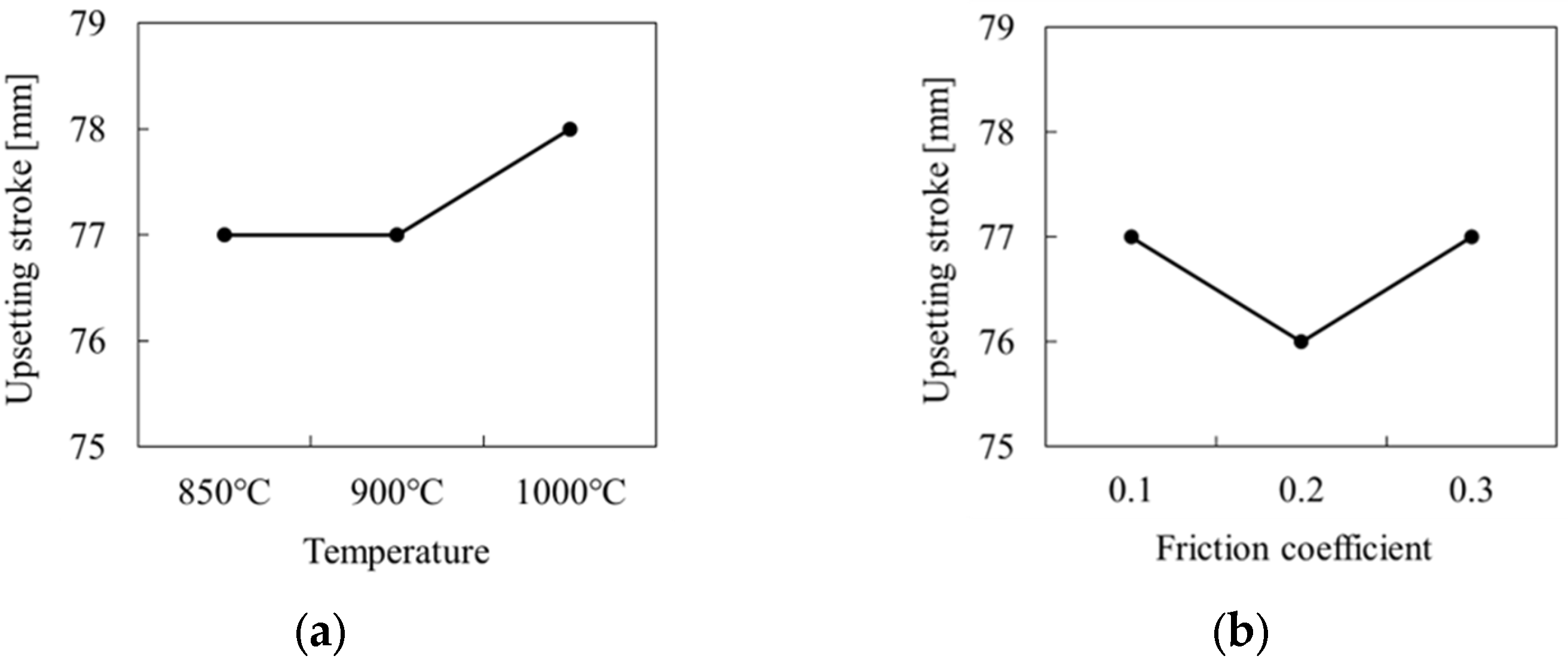
4.4. Discussion for Friction and Initial Temperature Effect
5. Conclusions
- -
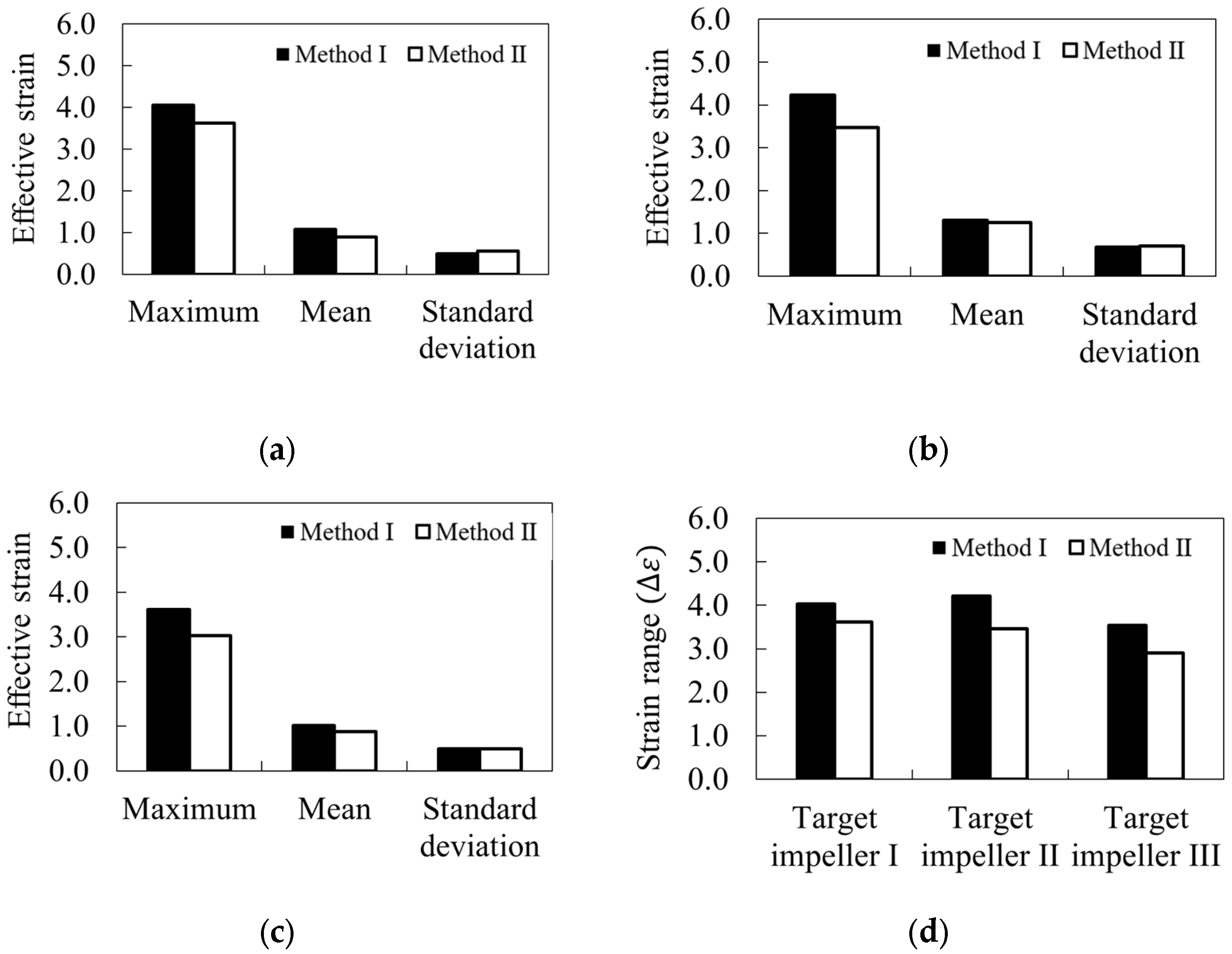
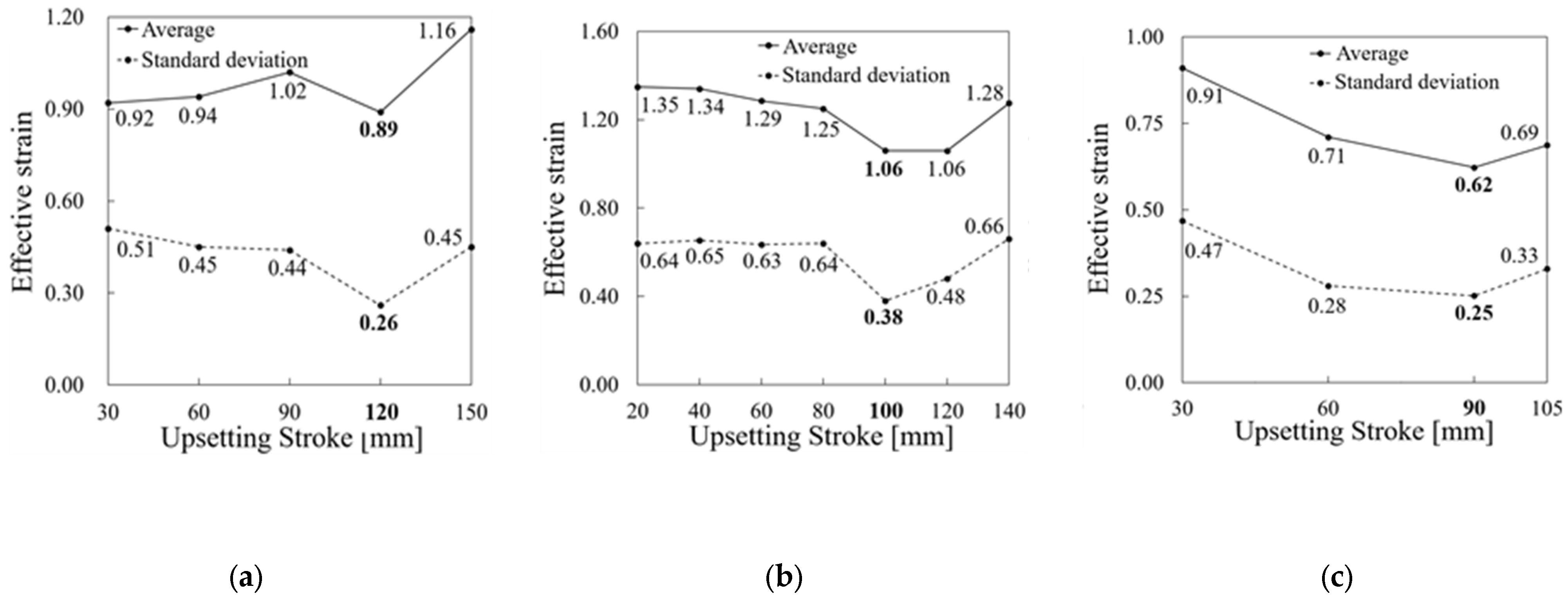
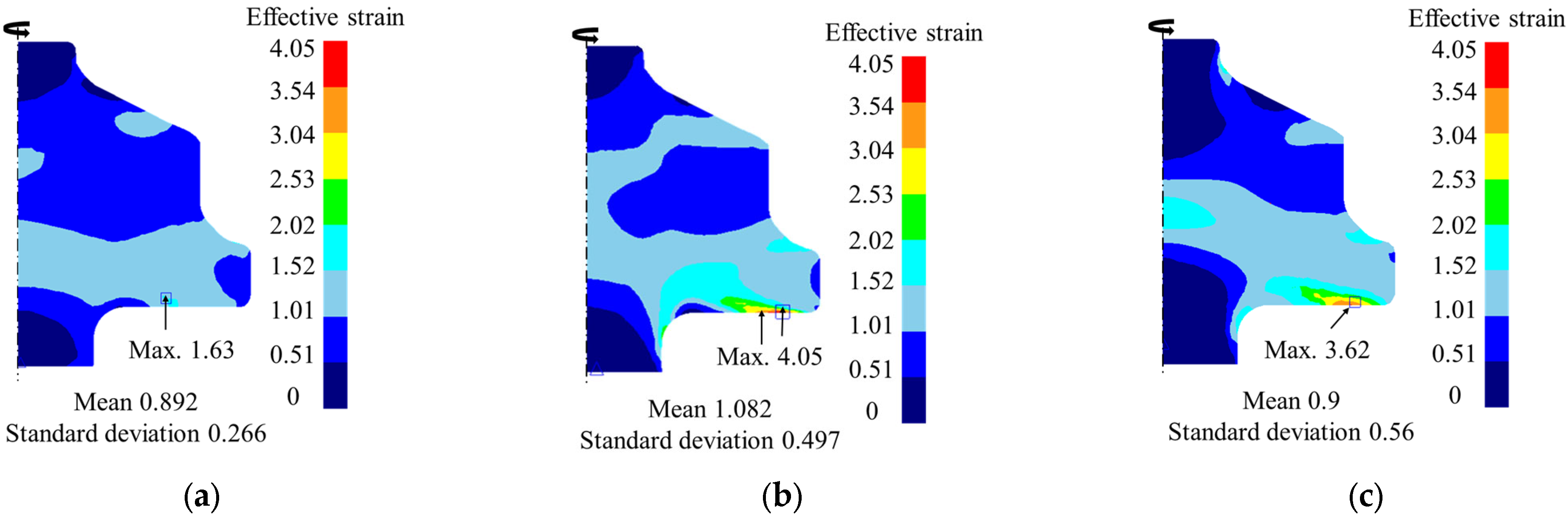
- When applying the upsetting stroke determined by the upsetting stroke design guidelines for the initial billet, the maximum, average, and standard deviation of the strain of the forged target impeller product were minimized compared to other upsetting strokes where the guidelines were not applied.
- -
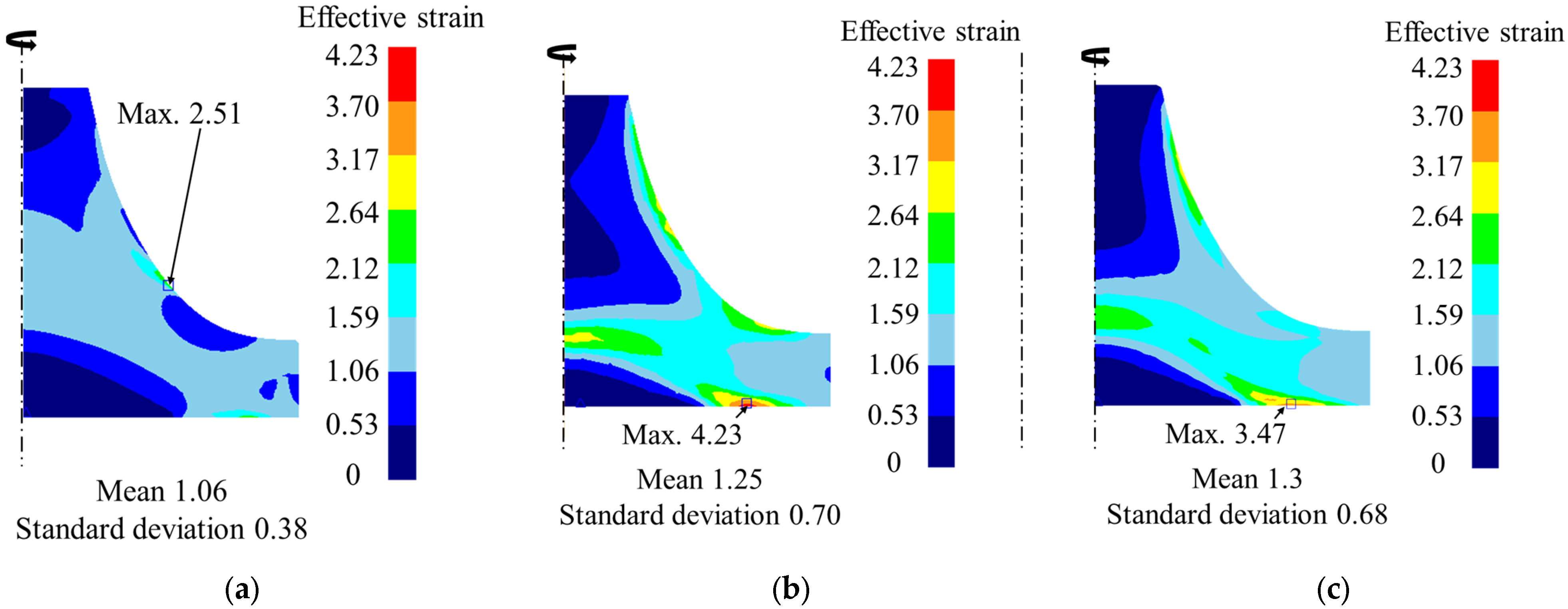
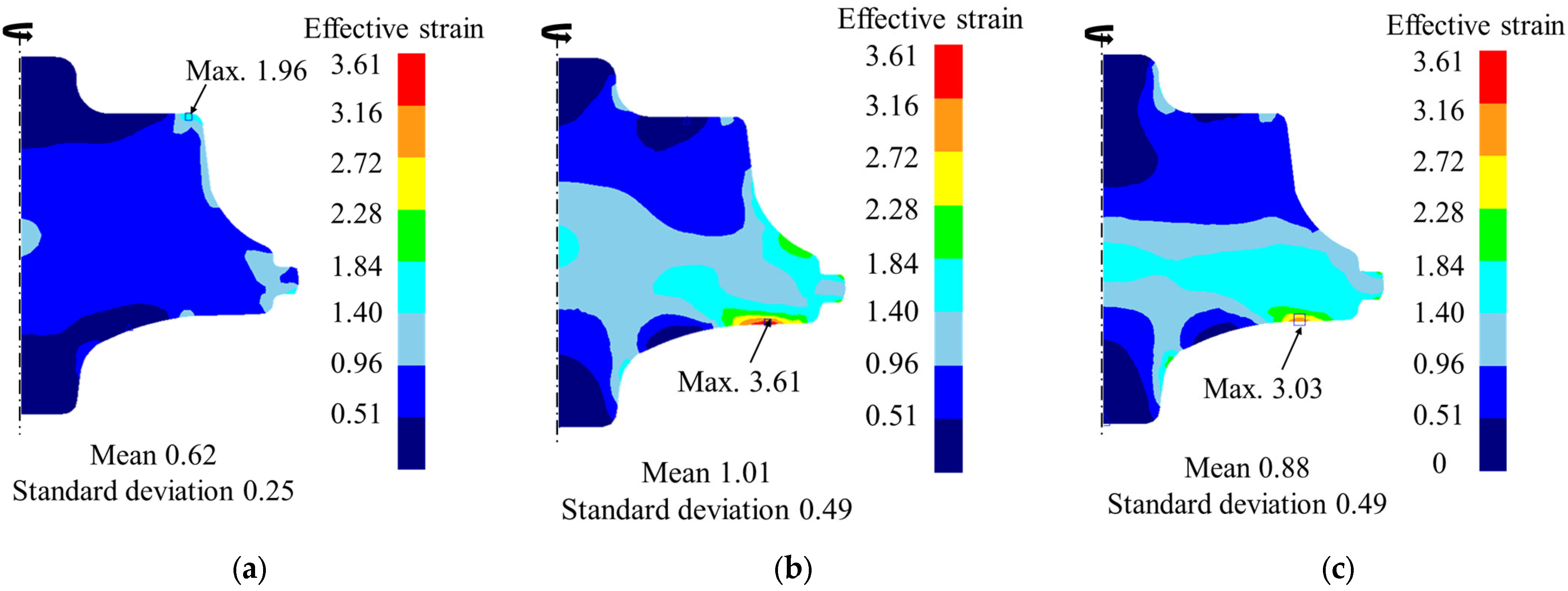
- A comparative analysis of the impellers from the original study and those produced using the proposed process showed a significant reduction in the maximum strain, average strain, and standard deviation across three different impeller shapes. This substantial reduction underscores the enhanced efficiency of the proposed forging process, highlighting its superior performance in reducing key strain parameters. The strain range has also been reduced accordingly; however, further modification of the model is essential to achieve a lower strain range and reduce the probability of fatigue crack formation.
- -
- The proposed impeller-forging process reduces the concentration of strain during forging, thereby reducing the possibility of defects compared to existing processes. Therefore, it is expected that the process design method will be used in fields such as aerospace, where high-quality forging is required.
- -
- The CNN model used in this study was unable to learn the strain rate changes caused by temperature and friction variations; therefore, we are planning to modify the model to address this issue.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chamanfar, A.; Pasang, T.; Ventura, A.; Misiolek, W. Mechanical properties and microstructure of laser welded Ti–6Al–2Sn–4Zr–2Mo (Ti6242) titanium alloy. Mater. Sci. Eng. A 2016, 663, 213–224. [Google Scholar] [CrossRef] [Green Version]
- Deka, D.; Joseph, D.S.; Ghosh, S.; Mills, M.J. Crystal plasticity modeling of deformation and creep in polycrystalline Ti-6242. Metall. Mater. Trans. A 2006, 37, 1371–1388. [Google Scholar] [CrossRef]
- Sefer, B. Oxidation and Alpha–Case Phenomena in Titanium Alloys Used in Aerospace Industry: Ti–6Al–2Sn–4Zr–2Mo and Ti–6Al–4V; Luleå Tekniska Universitet: Luleå, Sweden, 2014. [Google Scholar]
- Chen, Y.; Clark, S.J.; Sinclair, L.; Leung, C.L.A.; Marussi, S.; Connolley, T.; Atwood, R.C.; Baxter, G.J.; Jones, M.A.; Todd, I. Synchrotron X-ray imaging of directed energy deposition additive manufacturing of titanium alloy Ti-6242. Addit. Manuf. 2021, 41, 101969. [Google Scholar] [CrossRef]
- Hu, Z.; Dean, T. Aspects of forging of titanium alloys and the production of blade forms. J. Mater. Process. Technol. 2001, 111, 10–19. [Google Scholar] [CrossRef]
- Zhou, Y.; Zeng, W.; Yu, H. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components. Mater. Sci. Eng. A 2005, 393, 204–212. [Google Scholar] [CrossRef]
- Prasad, Y.; Gegel, H.; Doraivelu, S.; Malas, J.; Morgan, J.; Lark, K.; Barker, D. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H.; Armstrong, C.; Rennie, A. 3D die shape optimisation for net-shape forging of aerofoil blades. Mater. Des. 2009, 30, 2490–2500. [Google Scholar] [CrossRef]
- Yu, G.; Dean, T. A practical computer-aided approach to mould design for axisymmetric forging die cavities. Int. J. Mach. Tool Des. Res. 1985, 25, 1–13. [Google Scholar] [CrossRef]
- Bruchanov, A.; Rebelski, S. Closed Die Forging and Warmpressing; VEB Verlag Tcchnik: Berlin, Germany, 1955. [Google Scholar]
- Badrinarayanan, S.; Zabaras, N. A sensitivity analysis for the optimal design of metal-forming processes. Comput. Methods Appl. Mech. Eng. 1996, 129, 319–348. [Google Scholar] [CrossRef]
- Gao, Z.; Grandhi, R.V. Sensitivity analysis and shape optimization for preform design in thermo-mechanical coupled analysis. Int. J. Numer. Methods Eng. 1999, 45, 1349–1373. [Google Scholar] [CrossRef]
- Zhao, G.; Wright, E.; Grandhi, R.V. Sensitivity analysis based preform die shape design for net-shape forging. Int. J. Mach. Tools Manuf. 1997, 37, 1251–1271. [Google Scholar] [CrossRef]
- Biswas, S.; Knight, W. Preform design for closed die forgings: Experimental basis for computer aided design. Int. J. Mach. Tool Des. Res. 1975, 15, 179–193. [Google Scholar] [CrossRef]
- Vemuri, K.; Oh, S.; Altan, T. BID: A knowledge-based system to automate blocker design. Int. J. Mach. Tools Manuf. 1989, 29, 505–518. [Google Scholar] [CrossRef]
- Caporalli, Â.; Gileno, L.A.; Button, S.T. Expert system for hot forging design. J. Mater. Process. Technol. 1998, 80, 131–135. [Google Scholar] [CrossRef]
- Kim, C.; Park, C.W. Development of an expert system for cold forging of axisymmetric product: Horizontal split and optimal design of multi-former die set. Int. J. Adv. Manuf. Technol. 2006, 29, 459–474. [Google Scholar] [CrossRef]
- Park, J.; Rebelo, N.; Kobayashi, S. A new approach to preform design in metal forming with the finite element method. Int. J. Mach. Tool Des. Res. 1983, 23, 71–79. [Google Scholar] [CrossRef]
- Kim, N.; Kobayashi, S. Preform design in H-shaped cross sectional axisymmetric forging by the finite element method. Int. J. Mach. Tools Manuf. 1990, 30, 243–268. [Google Scholar] [CrossRef]
- Gao, T.; Yang, H.; Yuli, L. Influence of dynamic boundary conditions on preform design for deformation uniformity in backward simulation. J. Mater. Process. Technol. 2008, 197, 255–260. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H.; Cui, Z. Shape optimisation of preform design for precision close-die forging. Struct. Multidiscip. Optim. 2011, 44, 785–796. [Google Scholar] [CrossRef]
- Shao, Y.; Lu, B.; Ou, H.; Ren, F.; Chen, J. Evolutionary forging preform design optimization using strain-based criterion. Int. J. Adv. Manuf. Technol. 2014, 71, 69–80. [Google Scholar] [CrossRef]
- Ngo, N.; Hsu, Q.; Li, W.; Huang, P. Optimizing design of two-dimensional forging preform by bi-directional evolutionary structural optimization method. Procedia Eng. 2017, 207, 520–525. [Google Scholar] [CrossRef]
- Roy, R.; Chodnikiewicz, K.; Balendra, R. Interpolation of forging preform shapes using neural networks. J. Mater. Process. Technol. 1994, 45, 695–702. [Google Scholar] [CrossRef]
- Lee, S.; Kim, K.; Kim, N. A preform design approach for uniform strain distribution in forging processes based on convolutional neural network. J. Manuf. Sci. Eng. 2022, 144, 121004. [Google Scholar] [CrossRef]
- Lee, S.; Quagliato, L.; Park, D.; Kwon, I.; Sun, J.; Kim, N. A new approach to preform design in metal forging processes based on the convolution neural network. Appl. Sci. 2021, 11, 7948. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. Commun. ACM 2017, 60, 84–90. [Google Scholar] [CrossRef] [Green Version]
- Shi, K.; Shan, D.; Xu, W.; Lu, Y. Near net shape forming process of a titanium alloy impeller. J. Mater. Process. Technol. 2007, 187, 582–585. [Google Scholar] [CrossRef]
- Eylon, D.; Froes, F. Titanium net-shape technologies. JOM 1984, 36, 36–41. [Google Scholar] [CrossRef]
- Lee, J.; Kang, S.; Yang, D. Novel forging technology of a magnesium alloy impeller with twisted blades of micro-thickness. CIRP Ann. 2008, 57, 261–264. [Google Scholar] [CrossRef]
- Meli, E.; Furferi, R.; Rind, A.; Ridolfi, A.; Volpe, Y.; Buonamici, F. A general framework for designing 3D impellers using topology optimization and additive manufacturing. IEEE Access 2020, 8, 60259–60269. [Google Scholar] [CrossRef]
- Prabhu, T.R. Simulations and experiments of the nonisothermal forging process of a Ti-6Al-4V impeller. J. Mater. Eng. Perform. 2016, 25, 3627–3637. [Google Scholar] [CrossRef]
- Zhang, M.-Y.; Wang, X.-Y.; Xia, J.-C.; Ji, G. Multiple-target optimization design of pre-forging for gear blank using back propagation neural network and genetic algorithm. Duanya Jishu- Forg. Stamp. Technol. 2010, 35, 22–26. [Google Scholar]
- Francavilla, A.; Ramakrishnan, A.C.; Zienkiewicz, O. Optimization of shape to minimize stress concentration. J. Strain Anal. 1975, 10, 63–70. [Google Scholar] [CrossRef]
- Gunasekera, J.S. Optimization of Die Design for Forging a TurboCharger Impeller and a Ring Gear Using Process Simulation; Semantic Scholar: Seattle, WA, USA, 2009. [Google Scholar]
- Ferreira, F.F.; Neto, D.M.; Jesus, J.S.; Prates, P.A.; Antunes, F.V. Numerical prediction of the fatigue crack growth rate in SLM Ti-6Al-4V based on crack tip plastic strain. Metals 2020, 10, 1133. [Google Scholar] [CrossRef]
- Le Biavant, K.; Pommier, S.; Prioul, C. Local texture and fatigue crack initiation in a Ti-6Al-4V titanium alloy. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 527–545. [Google Scholar] [CrossRef]
- Peters, J.; Ritchie, R. Influence of foreign-object damage on crack initiation and early crack growth during high-cycle fatigue of Ti–6Al–4V. Eng. Fract. Mech. 2000, 67, 193–207. [Google Scholar] [CrossRef]
- Brommesson, R.; Hörnqvist, M.; Ekh, M. Low-cycle fatigue crack growth in Ti-6242 at elevated temperature. Adv. Mater. Res. 2014, 891, 422–427. [Google Scholar] [CrossRef] [Green Version]
- Nakamura, H.; Takanashi, M.; Itoh, T.; Wu, M.; Shimizu, Y. Fatigue crack initiation and growth behavior of Ti–6Al–4V under non-proportional multiaxial loading. Int. J. Fatigue 2011, 33, 842–848. [Google Scholar] [CrossRef]
- Ko, D.-C.; Kim, D.-H.; Kim, B.-M. Application of artificial neural network and Taguchi method to preform design in metal forming considering workability. Int. J. Mach. Tools Manuf. 1999, 39, 771–785. [Google Scholar] [CrossRef]
- Lee, S.; Lee, Y.; Park, C.; Yang, D.-Y. A new method of preform design in hot forging by using electric field theory. Int. J. Mech. Sci. 2002, 44, 773–792. [Google Scholar] [CrossRef]
- Tang, Y.-C.; Zhou, X.-H.; Chen, J. Preform tool shape optimization and redesign based on neural network response surface methodology. Finite Elem. Anal. Des. 2008, 44, 462–471. [Google Scholar] [CrossRef]
- Ronneberger, O.; Fischer, P.; Brox, T. U-net: Convolutional networks for biomedical image segmentation. In Proceedings of the Medical Image Computing and Computer-Assisted Intervention–MICCAI 2015: 18th International Conference, Munich, Germany, 5–9 October 2015; pp. 234–241. [Google Scholar]
- Zhu, Y.; Zeng, W.; Ma, X.; Tai, Q.; Li, Z.; Li, X. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [Google Scholar] [CrossRef]
- Hu, Z.; Brooks, J.; Dean, T. The interfacial heat transfer coefficient in hot die forging of titanium alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 1998, 212, 485–496. [Google Scholar] [CrossRef]
- Semiatin, S.; Seetharaman, V.; Weiss, I. The thermomechanical processing of alpha/beta titanium alloys. JOM 1997, 49, 33–39. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
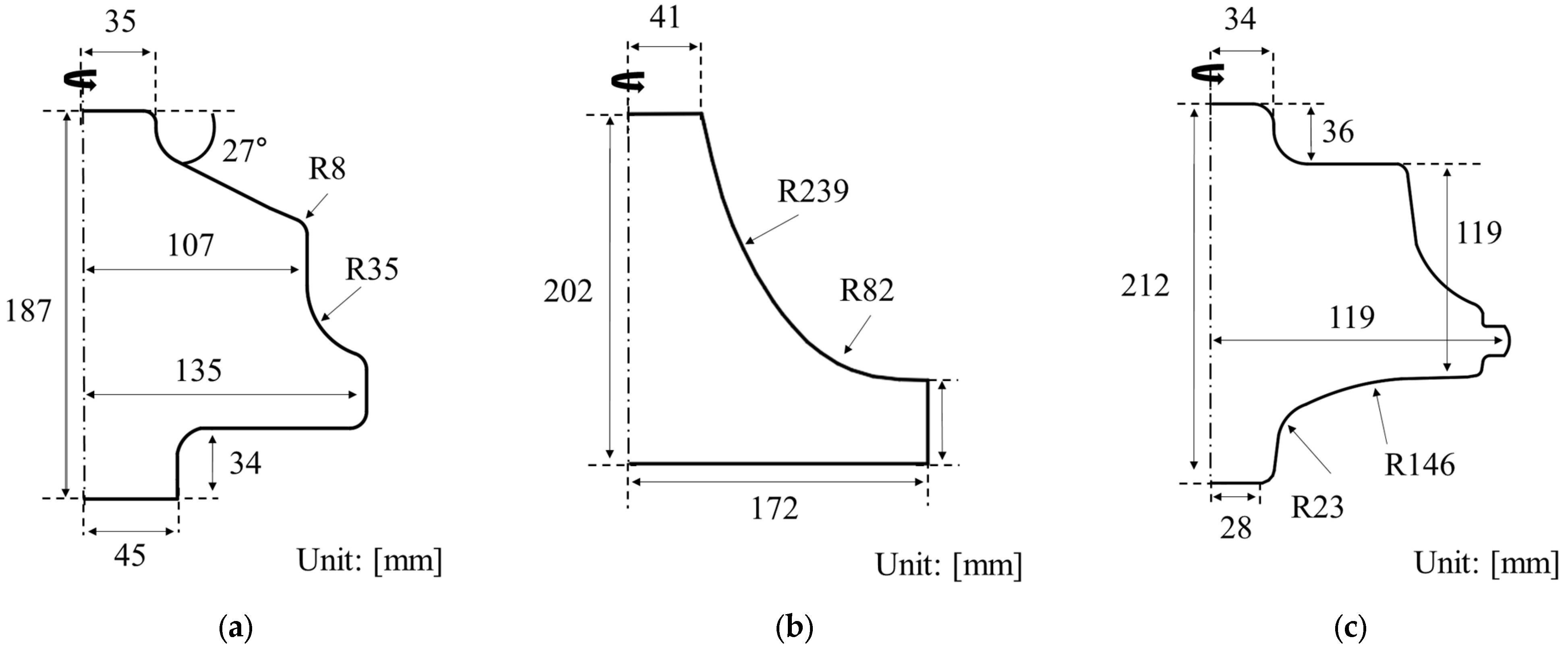
| Radius [mm] | Height [mm] | Upsetting Stroke [mm] | |
|---|---|---|---|
| Impeller design I | 98.55 | 295.65 | 0–115 |
| Impeller design II | 83.70 | 251.10 | 0–100 |
| Impeller design III | 106.30 | 318.90 | 0–110 |
| Input | Number of Input Image | Output | Number of Output Image | ||
|---|---|---|---|---|---|
| Model I | Training set I | Preform | 5 | Upset billet | 24 |
| Training set II | 5 | 21 | |||
| Training set III | 5 | 23 | |||
| Model II | Training set I | Impeller | 1 | Preform | 5 |
| Training set II | 1 | 5 | |||
| Training set III | 1 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.; Kim, Y.; Ju, Y.; Son, I.; Kim, N. CNN-Based Ti-6242 Impeller Forging Process Design for Uniform Strain Distribution. Appl. Sci. 2023, 13, 8272. https://doi.org/10.3390/app13148272
Kim K, Kim Y, Ju Y, Son I, Kim N. CNN-Based Ti-6242 Impeller Forging Process Design for Uniform Strain Distribution. Applied Sciences. 2023; 13(14):8272. https://doi.org/10.3390/app13148272
Chicago/Turabian StyleKim, Kyungmin, Yosep Kim, Youngkyu Ju, Insu Son, and Naksoo Kim. 2023. "CNN-Based Ti-6242 Impeller Forging Process Design for Uniform Strain Distribution" Applied Sciences 13, no. 14: 8272. https://doi.org/10.3390/app13148272