
A Feasibility Study on Textile Sludge as a Raw Material for Sintering Lightweight Aggregates and Its Application in Concrete

Abstract
:1. Introduction
2. Experimental Procedure
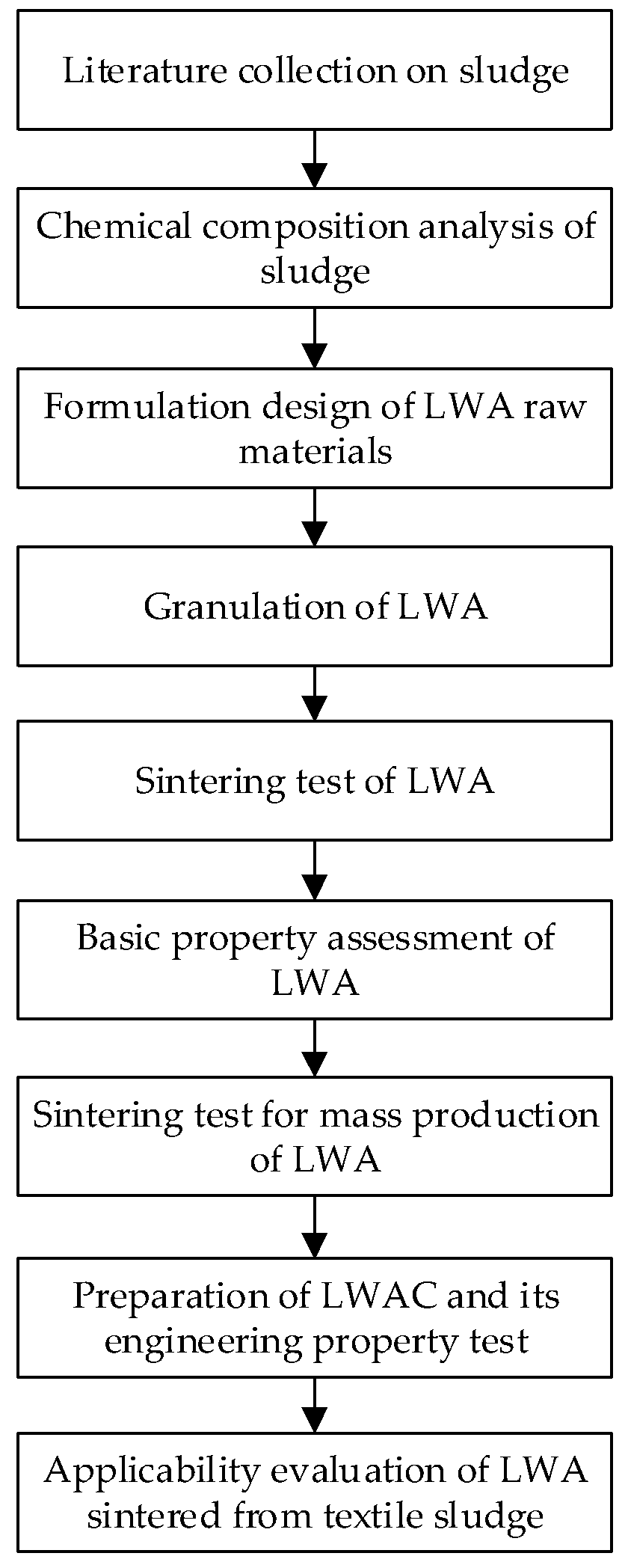
2.1. Experimental Program
2.2. Materials
2.3. Preparation of Aggregate Pellets and Sintering
2.4. Test Methods
3. Results and Discussion
3.1. Chemical Composition Analysis
3.1.1. Discussion on the Content of SiO2, Al2O3, and Fe2O3
3.1.2. Discussion on the Content of Fluxing Oxide Content
3.1.3. Discussion on the Ratio of SiO2 + Al2O3 Content to Fluxing Oxide Content
3.1.4. Analysis of the Three-Phase Diagram
3.2. Properties of Sintered Aggregates
3.2.1. Loss on Ignition and Water Absorption Rate of the Sintered Aggregates
3.2.2. Particle Density of the Sintered Aggregates
3.2.3. Appearance of the Sintered Aggregates
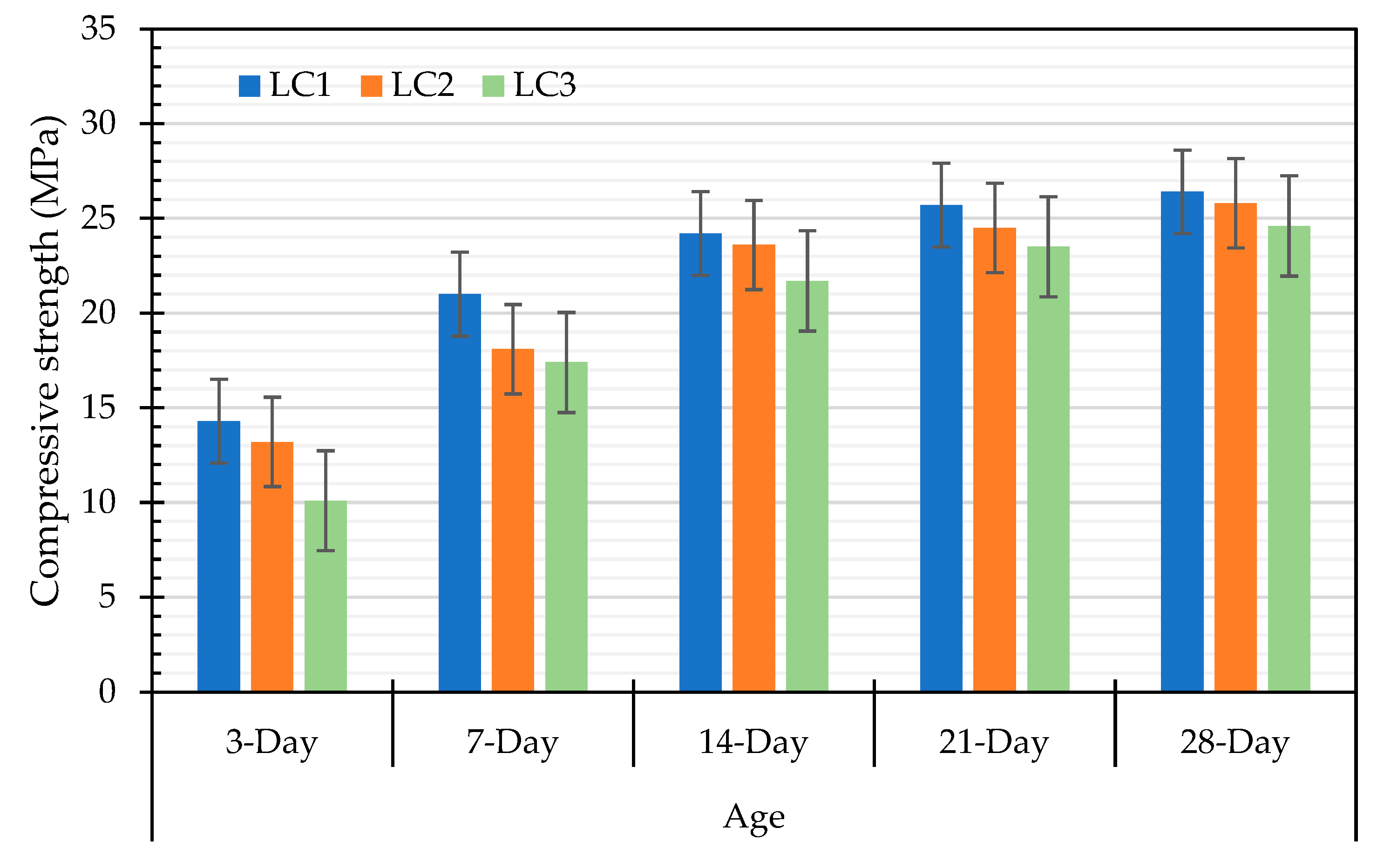
3.3. Experimental Results of Textile-Sludge-Based LWA Concrete
3.4. Comprehensive Discussion of Test Results
4. Conclusions
- The total content of SiO2, Al2O3, and Fe2O3 in the water purification sludge was 84.77%, which could be used as a source for the sintering of lightweight aggregates. In the textile sludge from Sample A, Sample B, and Sample C, the total contents of SiO2, Al2O3, and Fe2O3 were 59.77%, 25.79%, and 29.2%, respectively, which were far lower than the required 75% threshold. As such, the selected textile sludge could not produce a glassy melt and could not be sintered into lightweight aggregates. Therefore, textile sludge can only be used as an auxiliary component for sintering lightweight aggregates;
- Regarding the chemical composition of the raw materials used for sintering lightweight aggregates, the ratio of mineral composition (SiO2 + Al2O3) to flux oxide content being within the range of 3.5 to 10.0 means that the material is considered a better raw material source. Among the textile sludge samples, the ratios of the (SiO2 + Al2O3)/fluxing oxide content in Sample A, Sample B, and Sample C were 3.92, 10.34, and 12.90, respectively. Sample A showed a better range, while Sample B and Sample C were not within the preferred range;
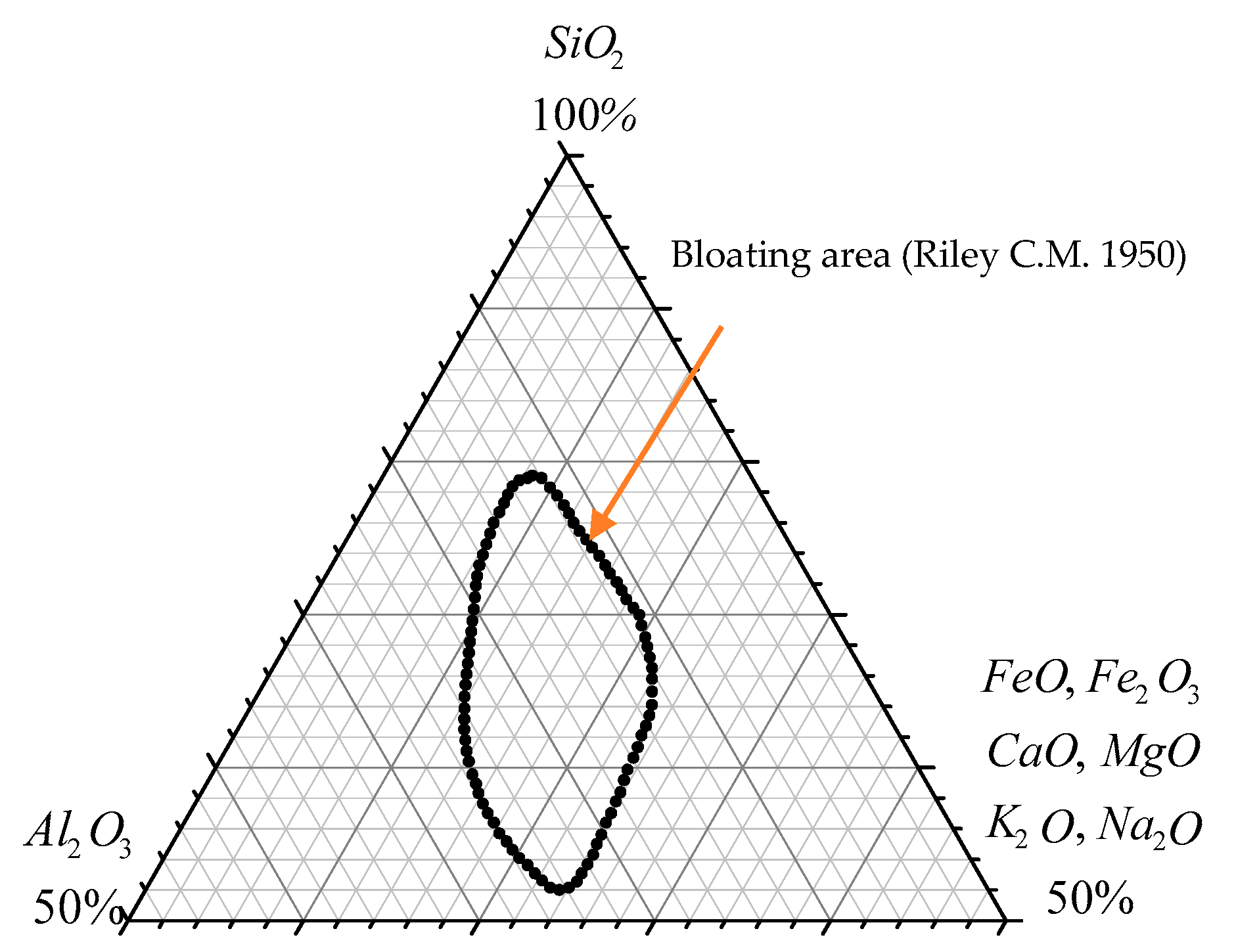
- According to the “bloating area” of Riley’s three-phase diagram designed to assess the chemical composition of lightweight aggregate raw materials, it was feasible for the water purification sludge to be sintered into lightweight aggregates. In contrast, the SiO2 content of the three textile sludge samples was too low to show up in the “bloating area”;
- After the water purification sludge was blended with 7.5% and 15% of textile sludge from Sample A, the compositions were within the “bloating area” and thus were considered suitable for producing lightweight aggregates. In addition, after the water purification sludge was blended with 7.5% of textile sludge from Sample B or Sample C, its composition did fall within the “bloating area”. However, the composition of the water purification sludge blended with 22.5% of textile sludge was not within the “bloating area”;
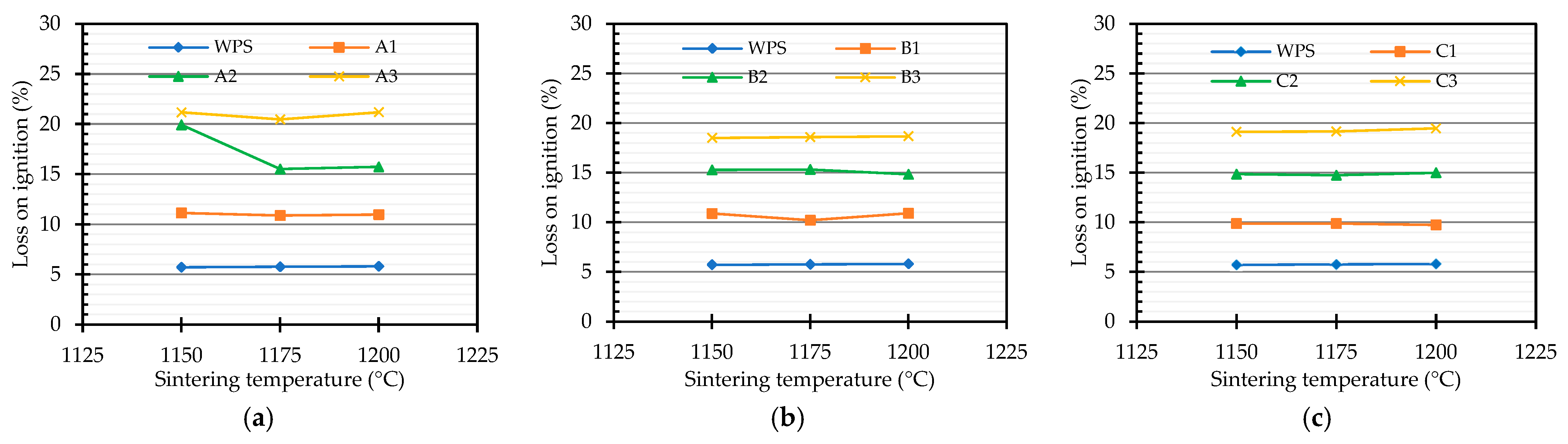
- At the same sintering temperature, the more textile sludge that was added, the greater the loss on ignition of the aggregates that were sintered with water purification sludge blended with textile sludge (which was between 9.74% and 21.19%). Among them, the loss on ignition was the largest when adding 22.5% of textile sludge;
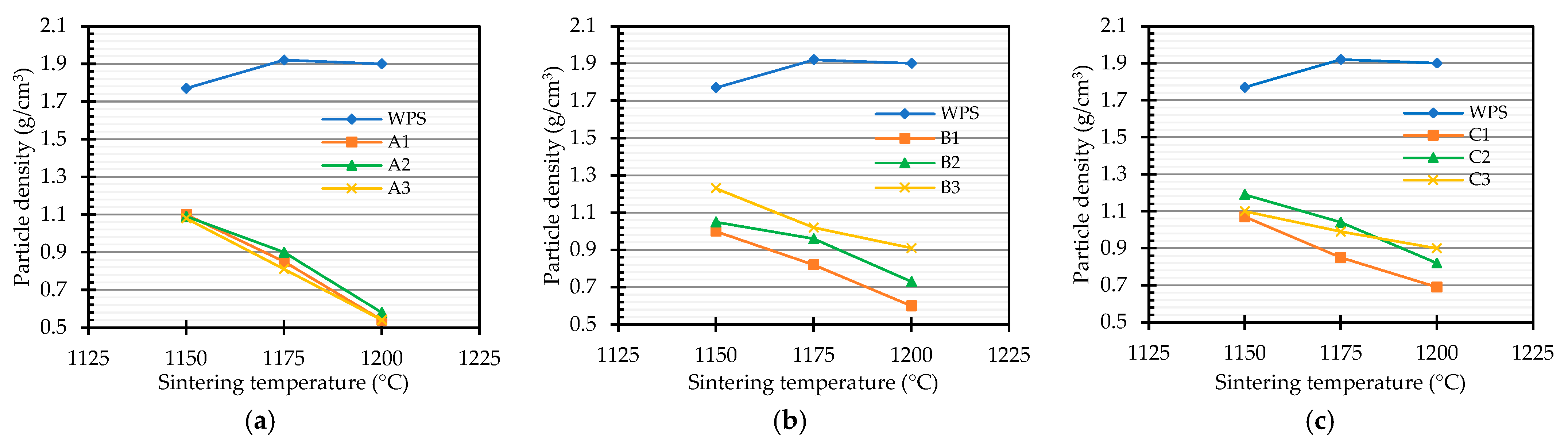
- The textile-sludge-based LWAs had certain basic properties. At the sintering temperature of 1150–1200 °C and adding textile sludge from Sample A, Sample B, and Sample C, the particle density ranges of the sintered aggregates were 0.54–1.1, 0.6–1.23, and 0.69–1.19 g/cm3, respectively;
- The compressive strength of the lightweight aggregate concrete made from textile-sludge-based LWAs could meet the general strength requirements of lightweight concrete. This means that textile-sludge-based lightweight aggregate can be used in secondary structural concrete, such as steel bridge decks or lightweight partition wall panels for buildings. Its weight reduction effect is very good, which can greatly reduce the cost of construction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, X.; Li, C.; Li, Z.; Yu, G.; Wang, Y. Effect of pyrolysis temperature on characteristics, chemical speciation and risk evaluation of heavy metals in biochar derived from textile dyeing sludge. Ecotoxicol. Environ. Saf. 2019, 168, 45–52. [Google Scholar] [CrossRef] [PubMed]
- Sohaimi, K.S.A.; Ngadi, N.; Mat, H.; Inuwa, I.M.; Wong, S. Synthesis, characterization and application of textile sludge biochars for oil removal. J. Environ. Chem. Eng. 2017, 5, 1415–1422. [Google Scholar] [CrossRef]
- Leaper, S.; Abdel-Karim, A.; Gad-Allah, T.A.; Gorgojo, P. Air-gap membrane distillation as a one-step process for textile wastewater treatment. Chem. Eng. J. 2019, 360, 1330–1340. [Google Scholar] [CrossRef]
- Laqbaqbi, M.; García-Payo, M.C.; Khayet, M.; El Kharraz, J.; Chaouch, M. Application of direct contact membrane distillation for textile wastewater treatment and fouling study. Sep. Purif. Technol. 2019, 209, 815–825. [Google Scholar] [CrossRef]
- Holkar, C.R.; Jadhav, A.J.; Pinjari, D.V.; Mahamuni, N.M.; Pandit, A.B. A critical review on textile wastewater treatments: Possible approaches. J. Environ. Manag. 2016, 182, 351–366. [Google Scholar] [CrossRef]
- Yilmaz, T.; Demir, E.K.; Asik, G.; Başaran, S.T.; Çokgör, E.U.; Sözen, S.; Sahinkaya, E. Effect of sludge retention time on the performance and sludge filtration characteristics of an aerobic membrane bioreactor treating textile wastewater. J. Water Process Eng. 2023, 51, 103390. [Google Scholar] [CrossRef]
- Nguyen, H.P.; Mueller, A.; Nguyen, V.T.; Nguyen, C.T. Development and characterization of lightweight aggregate recycled from construction and demolition waste mixed with other industrial by-products. Constr. Build. Mater. 2021, 313, 125472. [Google Scholar] [CrossRef]
- Porcino, D.D.; Mauriello, F.; Bonaccorsi, L.; Tomasello, G.; Paone, E.; Malara, A. Recovery of Biomass Fly Ash and HDPE in Innovative Synthetic Lightweight Aggregates for Sustainable Geotechnical Applications. Sustainability 2020, 12, 6552. [Google Scholar] [CrossRef]
- Mun, K.J. Development and tests of lightweight aggregate using sewage sludge for nonstructural concrete. Constr. Build. Mater. 2007, 21, 1583–1588. [Google Scholar] [CrossRef]
- Cheeseman, C.R.; Virdi, G.S. Properties and microstructure of lightweight aggregate produced from sintered sewage sludge ash. Resour. Conserv. Recycl. 2005, 45, 18–30. [Google Scholar] [CrossRef]
- Lee, K.H.; Lee, K.G.; Lee, Y.S.; Wie, Y.M. Manufacturing and application of artificial lightweight aggregate from water treatment sludge. J. Clean. Prod. 2021, 307, 127260. [Google Scholar] [CrossRef]
- Liu, M.; Wang, C.; Bai, Y.; Xu, G. Effects of sintering temperature on the characteristics of lightweight aggregate made from sewage sludge and river sediment. J. Alloy. Compd. 2018, 748, 522–527. [Google Scholar] [CrossRef]
- Tang, C.W.; Chen, H.J.; Wang, S.Y.; Spaulding, J. Production of synthetic lightweight aggregate using reservoir sediments for concrete and masonry. Cem. Concr. Compos. 2011, 33, 292–300. [Google Scholar] [CrossRef]
- Chen, H.J.; Yang, M.D.; Tang, C.W.; Wang, S.Y. Producing synthetic lightweight aggregates from reservoir sediments. Constr. Build. Mater. 2012, 28, 387–394. [Google Scholar] [CrossRef]
- Tang, C.W. Producing synthetic lightweight aggregates by treating waste TFT-LCD glass powder and reservoir sediments. Comput. Concr. 2014, 13, 325–342. [Google Scholar] [CrossRef]
- Tang, C.-W.; Cheng, C.-K. Sustainable Use of Sludge from Industrial Park Wastewater Treatment Plants in Manufacturing Lightweight Aggregates. Materials 2022, 15, 1785. [Google Scholar] [CrossRef]
- Chen, H.-J.; Hsueh, Y.-C.; Peng, C.-F.; Tang, C.-W. Paper Sludge Reuse in Lightweight Aggregates Manufacturing. Materials 2016, 9, 876. [Google Scholar] [CrossRef]
- Chen, H.-J.; Chang, S.-N.; Tang, C.-W. Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments. Materials 2017, 10, 1294. [Google Scholar] [CrossRef]
- Kanmani, S.; Anandaraj, S.; Shankar, D.; Remya, P.R.; Vijaymohan, S.; Miruthun, G.; Rakhul, S.B. A novel approach on usage of waste sludge from textile dyeing units in paver block manufacturing. Mater. Today Proc. 2022, 52, 1952–1958. [Google Scholar] [CrossRef]
- Lissy, M.; Sreeja, M. Utilization of Sludge in Manufacturing Energy Efficient Bricks. IOSR J. Mech. Civil. Eng. 2014, 9, 56. [Google Scholar]
- Baskar, R.; Begum, K.M.M.S.; Sundaram, S. Characterization and reuse of textile effluent treatment plant waste sludge in clay bricks. J. Univ. Chem. Technol. Metall. 2006, 41, 473–478. [Google Scholar]
- Kumar, S.T.; Kumar, S. Effect of Compressive Strength on Concrete by partial Replacement of Cement with Textile Sludge and polypropylene Fibers. Int. J. Chem. Tech. Res. 2008, 8, 2219–2226. [Google Scholar]
- Akter, B.; Shammi, M.; Akbor, M.A.; Yasmin, S.; Nahar, A.; Akhter, S.; Jolly, Y.N.; Uddin, M.K. Preparation and characterization of biochar: A case study on textile and food industry sludge management. Case Stud. Chem. Environ. Eng. 2023, 7, 100282. [Google Scholar] [CrossRef]
- Areias, I.O.R.; Vieira, C.M.F.; Colorado, H.A.; Delaqua, G.C.G.; Monteiro, S.N.; Azevedo, A.R.G. Could city sewage sludge be directly used into clay bricks for building construction. A comprehensive case study from Brazil. J. Build. Eng. 2020, 31, 101374. [Google Scholar] [CrossRef]
- Peng, C.-F.; Chen, H.-J. Feasibility Study on Manufacturing Lightweight Aggregates from Water Purification Sludge. Mater. Sci. Eng. 2018, 307, 012019. [Google Scholar] [CrossRef]
- Liao, Y.-C. Effects of Heat Treatment and Fluxing Agents on Physical Properties of Lightweight Aggregates from Water Reservoir Sediment. Ph.D. Thesis, National Cheng Kung University, Tainan City, Taiwan, 2012. [Google Scholar]
- Cusidó, J.A.; Soriano, C. Valorization of Pellets from Municipal WWTP Sludge in Lightweight Clay Ceramics. Waste Manag. 2011, 31, 1372–1380. [Google Scholar] [CrossRef]
- Goyal, S.; Siddique, R.; Jha, S.; Sharma, D. Utilization of textile sludge in cement mortar and paste. Constr. Build. Mater. 2019, 214, 169–177. [Google Scholar] [CrossRef]
- Sathiya Prabhakaran, S.P.; Swaminathan, G. Thermogravimetric study of textile lime sludge and cement raw meal for co-processing as alternative raw material for cement production using response surface methodology and neural networks. Environ. Technol. Innov. 2022, 25, 102100. [Google Scholar]
- Li, X.; He, C.; Lv, Y.; Jian, S.; Jiang, W.; Jiang, D.; Wu, K.; Dan, J. Effect of sintering temperature and dwelling time on the characteristics of lightweight aggregate produced from sewage sludge and waste glass powder. Ceram. Int. 2021, 47, 33435–33443. [Google Scholar] [CrossRef]
- Shin, T.-Y.; Kim, Y.-H.; Park, C.-B.; Kim, J.H. Quantitative evaluation on the pumpability of lightweight aggregate concrete by a full-scale pumping test. Case Stud. Constr. Mater. 2022, 16, e01075. [Google Scholar] [CrossRef]
- Goyal, S.; Siddique, R.; Sharma, D.; Jain, G. Reutilization of textile sludge stabilized with low grade-MgO as a replacement of cement in mortars. Constr. Build. Mater. 2022, 338, 127643. [Google Scholar] [CrossRef]
- Mañosa, J.; Formosa, J.; Giro-Paloma, J.; Maldonado-Alameda, A.; Quina, M.J.; Chimenos, J.M. Valorisation of water treatment sludge for lightweight aggregate production. Constr. Build. Mater. 2021, 269, 121335. [Google Scholar] [CrossRef]
- Ferone, C.; Colangelo, F.; Messina, F.; Iucolano, F.; Liguori, B.; Cioffi, R. Coal combustion wastes reuse in low energy artificial aggregates manufacturing. Materials 2013, 6, 5000–5015. [Google Scholar] [CrossRef]
- Gomes, S.D.C.; Zhou, J.L.; Li, W.; Long, G. Progress in Manufacture and Properties of Construction Materials Incorporating Water Treatment Sludge: A Review. Resour. Conserv. Recycl. 2019, 145, 148–159. [Google Scholar] [CrossRef]
- He, Z.-H.; Han, X.-D.; Jin, J.-X.; Li, J.-S.; Tang, W.; Shi, J.-Y. Recycling of water treatment sludge in concrete: The role of water-binder ratio from a nanoscale perspective. Sci. Total Environ. 2023, 873, 162456. [Google Scholar] [CrossRef] [PubMed]
- Hemkemeier, T.A.; Almeida, F.C.R.; Sales, A.; Klemm, A.J. Repair mortars with water treatment plant sludge (WTPS) and sugarcane bagasse ash sand (SBAS) for more eco-efficient and durable constructions. J. Clean. Prod. 2023, 386, 135750. [Google Scholar] [CrossRef]
- Feng, H.; Cui, J.; Xu, Z.; Hantoko, D.; Zhong, L.; Xu, D.; Yan, M. Sewage sludge treatment via hydrothermal carbonization combined with supercritical water gasification: Fuel production and pollution degradation. Renew. Energy 2023, 210, 822–831. [Google Scholar] [CrossRef]
- Yang, J.; Ren, Y.; Chen, S.; Zhang, Z.; Pang, H.; Wang, X.; Lu, J. Thermally activated drinking water treatment sludge as a supplementary cementitious material: Properties, pozzolanic activity and hydration characteristics. Constr. Build. Mater. 2023, 365, 130027. [Google Scholar] [CrossRef]
- Agra, T.M.S.; Lima, V.M.E.; Basto, P.E.A.; Neto, A.A.M. Characterizing and processing a kaolinite-rich water treatment sludge for use as high-reactivity pozzolan in cement manufacturing. Appl. Clay Sci. 2023, 236, 106870. [Google Scholar] [CrossRef]
- Huang, C.-H.; Wang, S.-Y. Application of Water Treatment Sludge in the Manufacturing of Lightweight Aggregate. Constr. Build. Mater. 2013, 43, 174–183. [Google Scholar] [CrossRef]
- CNS 488; Method of Test for Specific Gravity and Absorption of Coarse Aggregate. Bureau of Standards. Metrology & Inspection. Ministry of Economic Affairs: Taipei, Taiwan, 1993.
- Suchorab, Z.; Barnat-Hunek, D.; Franus, M.; Łagód, G. Mechanical and physical properties of hydrophobized lightweight aggregate concrete with sewage sludge. Materials 2016, 9, 317. [Google Scholar] [CrossRef] [PubMed]
- Nor, A.M.; Yahya, Z.; Abdullah, M.M.A.B.; Razak, R.A.; Ekaputri, J.J.; Faris, M.A.; Hamzah, H.N. A Review on the Manufacturing of Lightweight Aggregates Using Industrial By-Product. MATEC Web Conf. 2016, 78, 01067. [Google Scholar]
- Wainwright, P.J.; Cresswell, D.J.F. Synthetic aggregate from combustion ashes using an innovative rotary kiln. Waste Manag. 2001, 21, 241–246. [Google Scholar] [CrossRef]
- Riley, C.M. Relation of chemical properties to the bloating of clays. J. Am. Ceram. Soc. 1951, 30, 121–128. [Google Scholar] [CrossRef]
- Wang, S.Y. The Application of Recycled Waste for Producing Lightweight Aggregates. Ph.D. Thesis, National Chung-Hsing University, Taichung, Taiwan, 2009. [Google Scholar]
- Xiao, B.Y. Forming Gases of Reservoir Sediments Lightweight Aggregates under Sintering. Master’s Thesis, National Chung-Hsing University, Taichung, Taiwan, 2006. [Google Scholar]
- ACI Committee 213. ACI 213R-03; Guide for Structural Lightweight Aggregate Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2003.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Textile Sludge | Main Additives in the Manufacturing Process |
|---|---|
| Sample A | Poly aluminum chloride (PAC) and polymer |
| Sample B | Aluminum sulfate, polymer, and dilute acid (acetic acid and glacial acetic acid) |
| Sample C | PAC, polymer, and liquid alkali |
| Sludge Type | Chemical Constituent (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | Na2O | CaO | K2O | Loss on Ignition | Other | Total | |
| Sample A | 14.35 | 44.83 | 0.59 | 6.76 | 0.45 | 7.29 | 19.70 | 6.03 | 100 |
| Sample B | 6.86 | 17.55 | 1.38 | 0.40 | 0.47 | 0.11 | 66.08 | 7.15 | 100 |
| Sample C | 4.43 | 24.07 | 0.71 | 0.21 | 1.25 | 0.04 | 59.77 | 9.52 | 100 |
| WPS | 58.84 | 19.30 | 6.63 | 1.15 | 1.75 | 3.55 | 4.94 | 3.84 | 100 |
| Fluxing Oxide | Code | |||
|---|---|---|---|---|
| Sample A | Sample B | Sample C | WPS | |
| Fe2O3 (%) | 0.59 | 1.38 | 0.71 | 6.63 |
| Na2O (%) | 6.76 | 0.40 | 0.21 | 1.15 |
| CaO (%) | 0.45 | 0.47 | 1.25 | 1.75 |
| K2O (%) | 7.29 | 0.11 | 0.04 | 3.55 |
| Total (%) | 15.09 | 2.36 | 2.21 | 13.08 |
| Item | Code | |||
|---|---|---|---|---|
| Sample A | Sample B | Sample C | WPS | |
| SiO2 (%) | 14.35 | 6.86 | 4.43 | 58.84 |
| Al2O3 (%) | 44.83 | 17.55 | 24.07 | 19.30 |
| Fluxing (%) | 15.09 | 2.36 | 2.21 | 13.08 |
| (SiO2 + Al2O3)/fluxing | 3.92 | 10.34 | 12.90 | 5.97 |
| Item | Range Proposed by Riley | Code | |||
|---|---|---|---|---|---|
| Sample A | Sample B | Sample C | WPS | ||
| SiO2 (%) | 53–79 | 14.35 | 6.86 | 4.43 | 58.84 |
| Al2O3 (%) | 12–26 | 44.83 | 17.55 | 24.07 | 19.30 |
| Fluxing (%) | 8–24 | 15.09 | 2.36 | 2.21 | 13.08 |
| Total (%) | - | 100 | 100 | 100 | 100 |
| Item | Code (Water Purification Sludge Blended with Textile Sludge Sample A) | ||
|---|---|---|---|
| A1 (WPS + 7.5% Sample A) | A2 (WPS + 15% Sample A) | A3 (WPS + 22.5% Sample A) | |
| SiO2 (%) | 59.69 | 56.41 | 53.14 |
| Al2O3 (%) | 23.63 | 26.61 | 29.58 |
| Fluxing (%) | 16.68 | 16.98 | 17.27 |
| Total (%) | 100 | 100 | 100 |
| Item | Code (Water Purification Sludge Blended with Textile Sludge Sample B) | ||
| B1 (WPS + 7.5% Sample B) | B2 (WPS + 15% Sample B) | B3 (WPS + 22.5% Sample B) | |
| SiO2 (%) | 60.15 | 57.33 | 54.52 |
| Al2O3 (%) | 23.98 | 27.32 | 30.65 |
| Fluxing (%) | 15.87 | 15.35 | 14.83 |
| Total (%) | 100 | 100 | 100 |
| Item | Code (Water Purification Sludge Blended with Textile Sludge Sample C) | ||
| C1 (WPS + 7.5% Sample C) | C2 (WPS + 15% Sample C) | C3 (WPS + 22.5% Sample C) | |
| SiO2 (%) | 59.30 | 55.65 | 51.99 |
| Al2O3 (%) | 24.89 | 29.13 | 33.37 |
| Fluxing (%) | 15.81 | 15.22 | 14.64 |
| Total (%) | 100 | 100 | 100 |
| Code | Preheating Stage | Sintering Stage | Loss on Ignition (%) | Aggregate Property | |||
|---|---|---|---|---|---|---|---|
| Preheating Temp. (°C) | Preheating Time (min) | Sintering Temp. (°C) | Sintering Time (min) | 24 h Water Absorption Rate (%) | Particle Density (g/cm3) | ||
| WPS | 500 | 5 | 1150 | 12.5 | 5.72 | 10.91 | 1.77 |
| 1175 | 5.77 | 8.84 | 1.92 | ||||
| 1200 | 5.81 | 5.07 | 1.90 | ||||
| A1 | 500 | 5 | 1150 | 12.5 | 11.14 | 10.70 | 1.10 |
| 1175 | 10.88 | 9.18 | 0.85 | ||||
| 1200 | 10.97 | 13.29 | 0.54 | ||||
| A2 | 500 | 5 | 1150 | 12.5 | 19.92 | 12.93 | 1.09 |
| 1175 | 15.52 | 10.65 | 0.90 | ||||
| 1200 | 15.74 | 12.14 | 0.58 | ||||
| A3 | 500 | 5 | 1150 | 12.5 | 21.17 | 16.21 | 1.08 |
| 1175 | 20.47 | 13.40 | 0.81 | ||||
| 1200 | 21.19 | 10.37 | 0.54 | ||||
| B1 | 500 | 5 | 1150 | 12.5 | 10.88 | 14.29 | 1.00 |
| 1175 | 10.21 | 15.33 | 0.82 | ||||
| 1200 | 10.91 | 16.49 | 0.60 | ||||
| B2 | 500 | 5 | 1150 | 12.5 | 15.28 | 16.99 | 1.05 |
| 1175 | 15.33 | 18.10 | 0.96 | ||||
| 1200 | 14.84 | 17.67 | 0.73 | ||||
| B3 | 500 | 5 | 1150 | 12.5 | 18.51 | 18.43 | 1.23 |
| 1175 | 18.59 | 20.56 | 1.02 | ||||
| 1200 | 18.67 | 17.17 | 0.91 | ||||
| C1 | 500 | 5 | 1150 | 12.5 | 9.88 | 13.69 | 1.07 |
| 1175 | 9.87 | 14.00 | 0.85 | ||||
| 1200 | 9.74 | 17.54 | 0.69 | ||||
| C2 | 500 | 5 | 1150 | 12.5 | 14.86 | 17.45 | 1.19 |
| 1175 | 14.75 | 16.99 | 1.04 | ||||
| 1200 | 15.00 | 16.02 | 0.82 | ||||
| C3 | 500 | 5 | 1150 | 12.5 | 19.12 | 22.02 | 1.10 |
| 1175 | 19.15 | 18.72 | 0.99 | ||||
| 1200 | 19.47 | 14.22 | 0.90 | ||||
| Mix No. | W/B | Water (kg/m3) | Cement (kg/m3) | Slag (kg/m3) | Fly Ash (kg/m3) | LWA (kg/m3) | FA (kg/m3) |
|---|---|---|---|---|---|---|---|
| LC1 | 0.36 | 210 | 350 | 175 | 58 | 370 | 584 |
| LC2 | 0.39 | 210 | 323 | 162 | 54 | 377 | 615 |
| LC3 | 0.43 | 210 | 293 | 147 | 49 | 382 | 649 |
| Literature | Raw Material | LOI (%) | Water Absorption (%) | Particle Density (g/cm3) |
|---|---|---|---|---|
| [16] | Reservoir sediments and wastewater treatment sludge | 9.8–28.9 | 1.2–20.3 | 0.41–1.63 |
| [17] | Sediment clay and paper sludge | 6–43 | 2–30 | 0.66–1.93 |
| [18] | Reservoir sediments and tile grinding sludge | 3.5–6.7 | 0.6–13.4 | 0.43–2.1 |
| [41] | Water treatment sludge | - | 0.5–15 | 0.65–2.05 |
| [11] | Water treatment sludge and acid clay | - | 2.5–20 | 0.8–1.2 |
| This study | Water purification sludge and textile sludge | 9.74–21.19 | 9.18–22.02 | 0.54–1.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-J.; Chang, W.-T.; Tang, C.-W.; Peng, C.-F. A Feasibility Study on Textile Sludge as a Raw Material for Sintering Lightweight Aggregates and Its Application in Concrete. Appl. Sci. 2023, 13, 6395. https://doi.org/10.3390/app13116395
Chen H-J, Chang W-T, Tang C-W, Peng C-F. A Feasibility Study on Textile Sludge as a Raw Material for Sintering Lightweight Aggregates and Its Application in Concrete. Applied Sciences. 2023; 13(11):6395. https://doi.org/10.3390/app13116395
Chicago/Turabian StyleChen, How-Ji, Wen-Tse Chang, Chao-Wei Tang, and Ching-Fang Peng. 2023. "A Feasibility Study on Textile Sludge as a Raw Material for Sintering Lightweight Aggregates and Its Application in Concrete" Applied Sciences 13, no. 11: 6395. https://doi.org/10.3390/app13116395