
Experimental Research on Motion Analysis Model and Trajectory Planning of GLT Palletizing Robot

Abstract
:1. Introduction
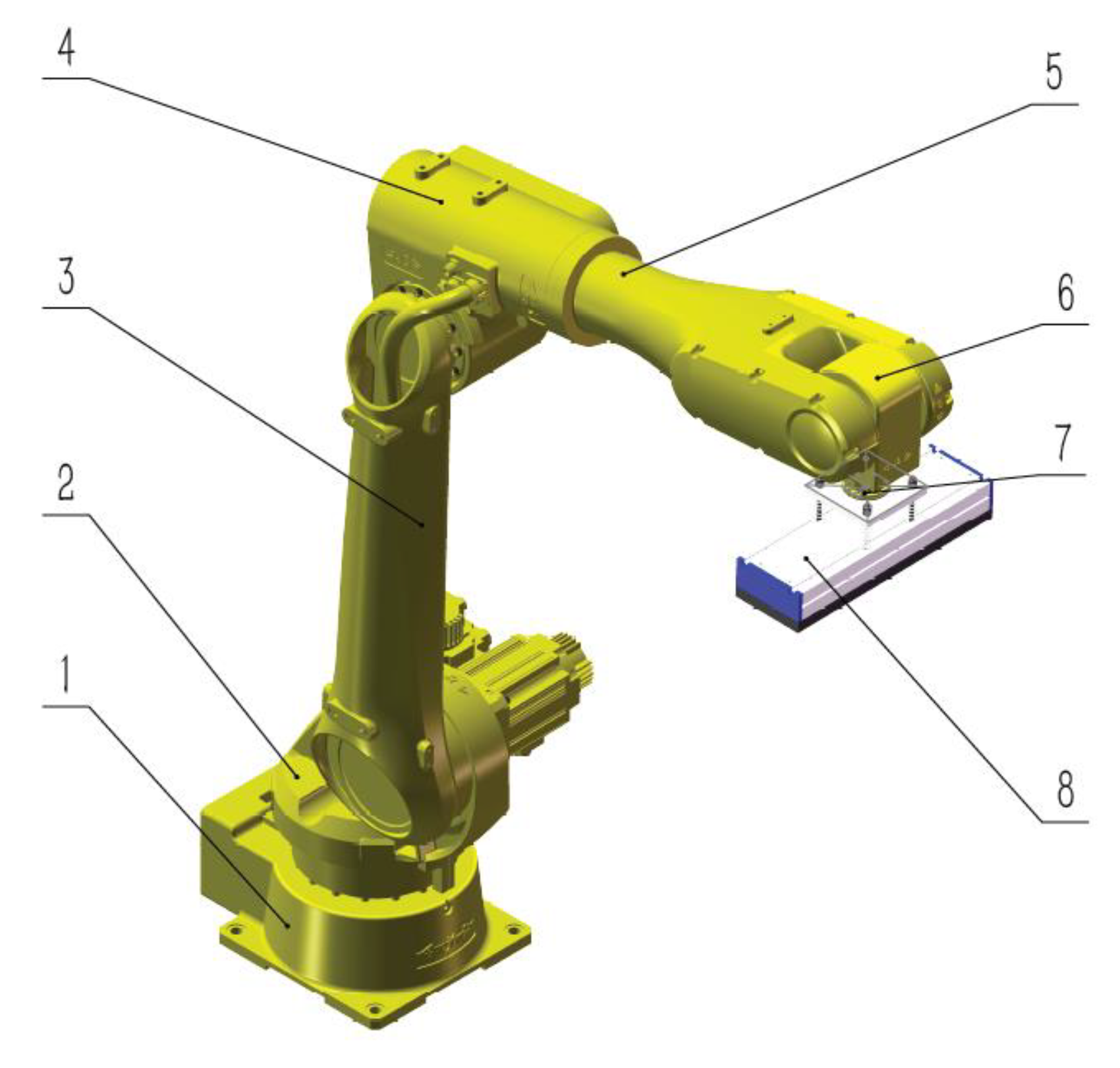
2. Overview of the GLT Palletizing Robot
3. Kinematic Analysis
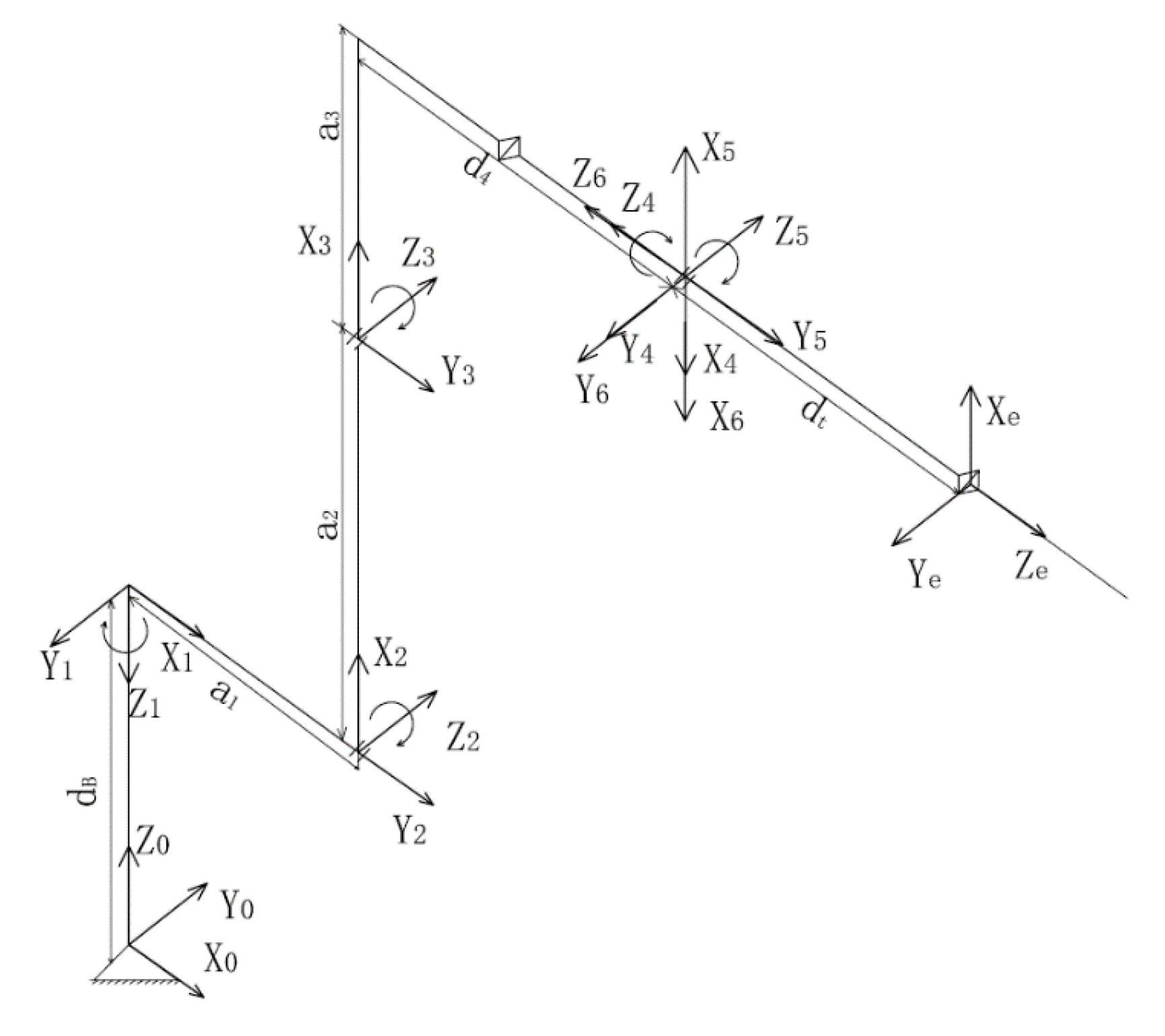
3.1. Establishment of Coordinate System and Determination of D-H Parameters
3.2. Forward Kinematics
4. Matlab Simulation of Robot
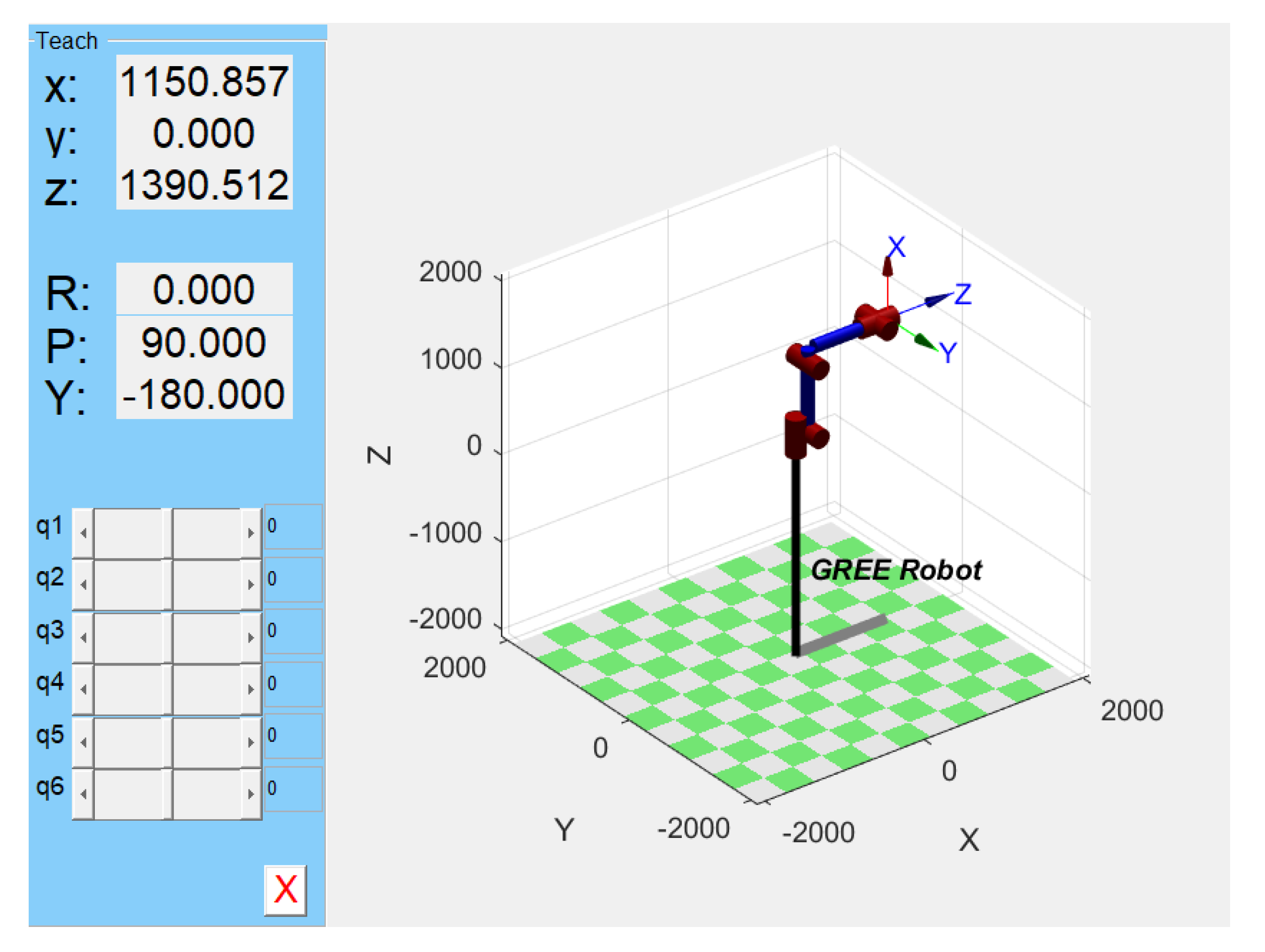
4.1. Model Establishment
4.2. Forward Kinematics Simulation Verification
4.3. Inverse Kinematics Simulation Verification
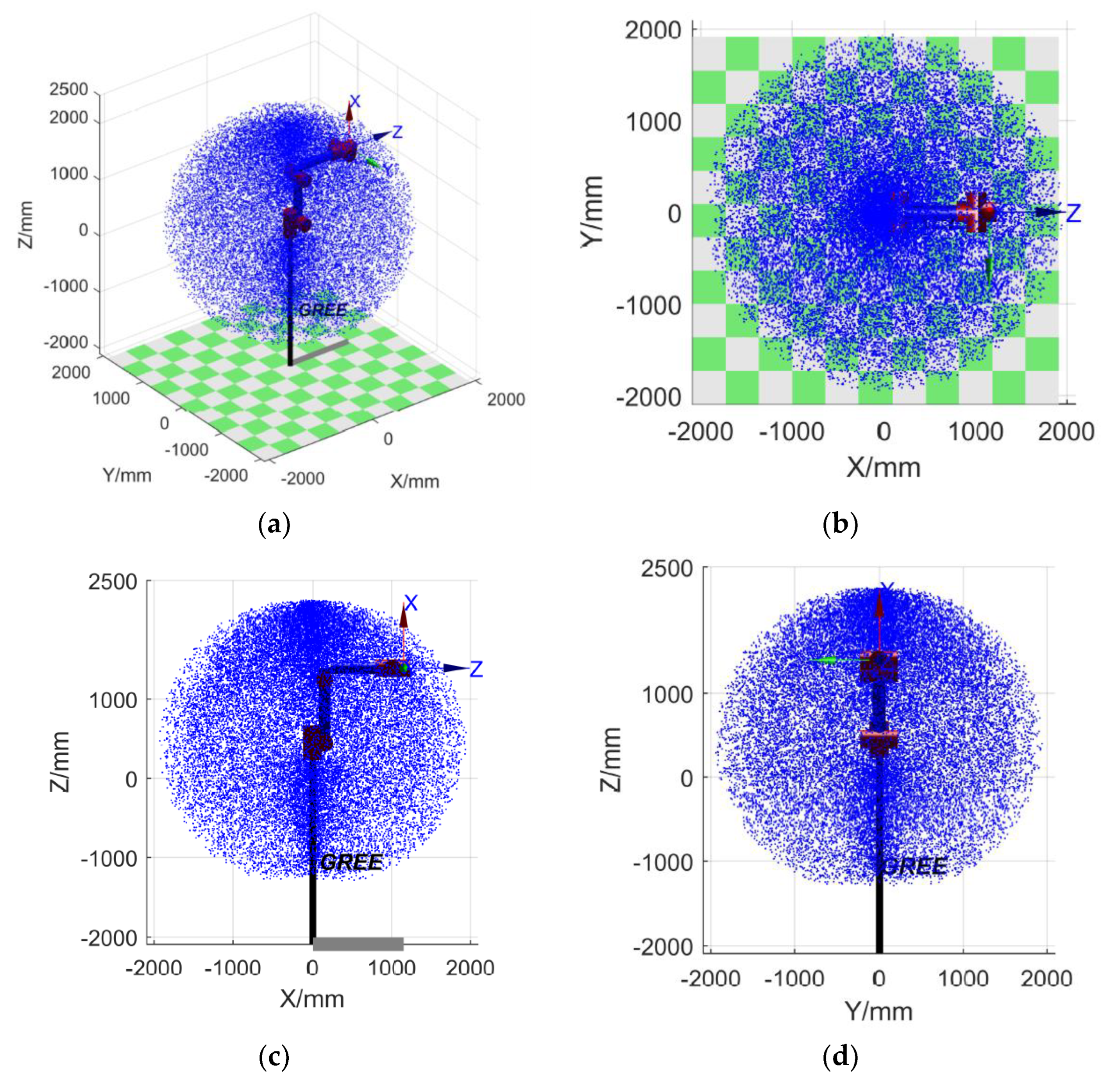
5. Simulation Verification and Solution of Working Space
6. Robot Planning for Loading and Unloading Path of GLT
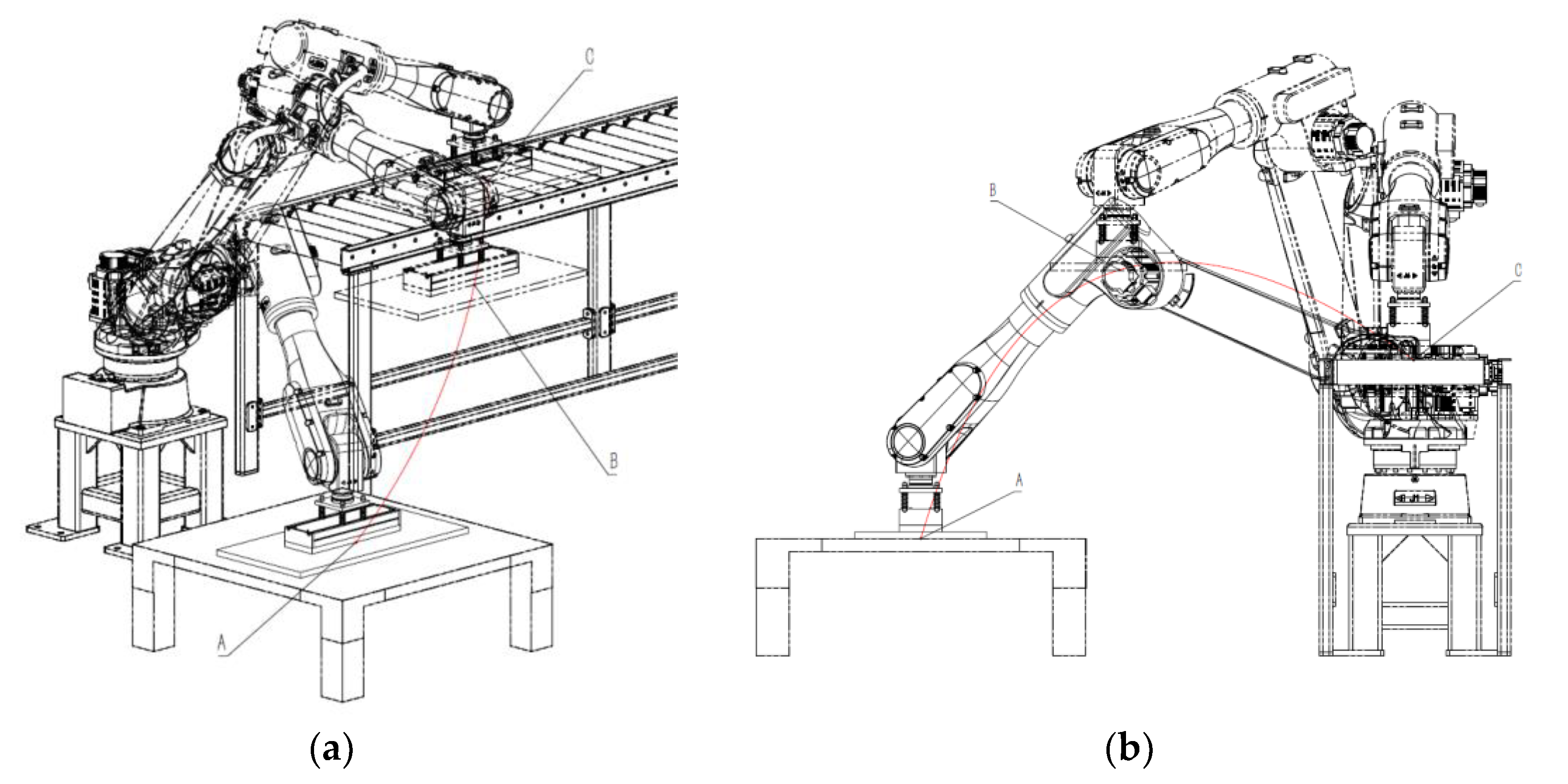
6.1. The Robot Makes Route Planning for the Loading and Unloading Operation of GLT
6.2. Loading Operation Trajectory Planning
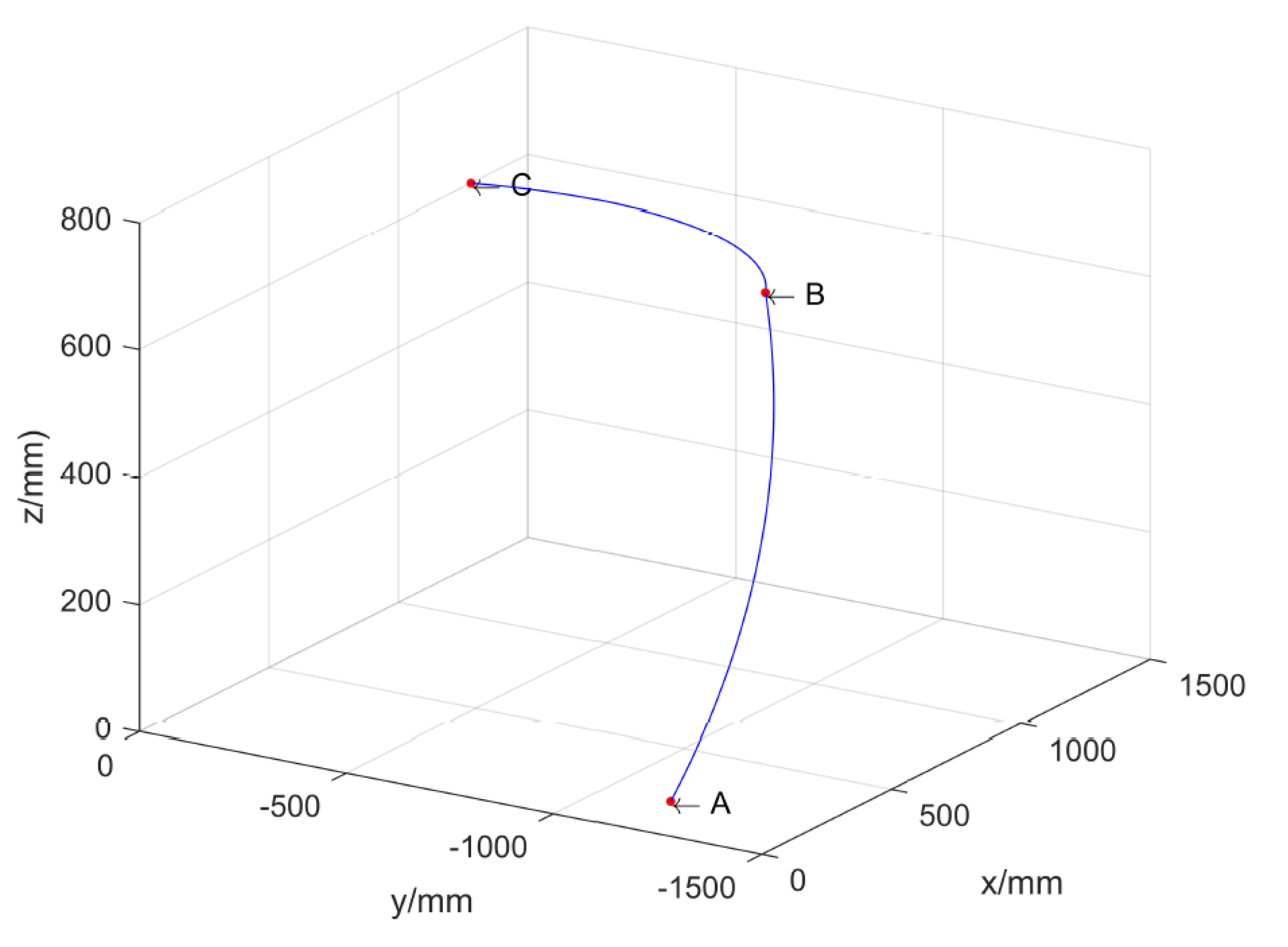
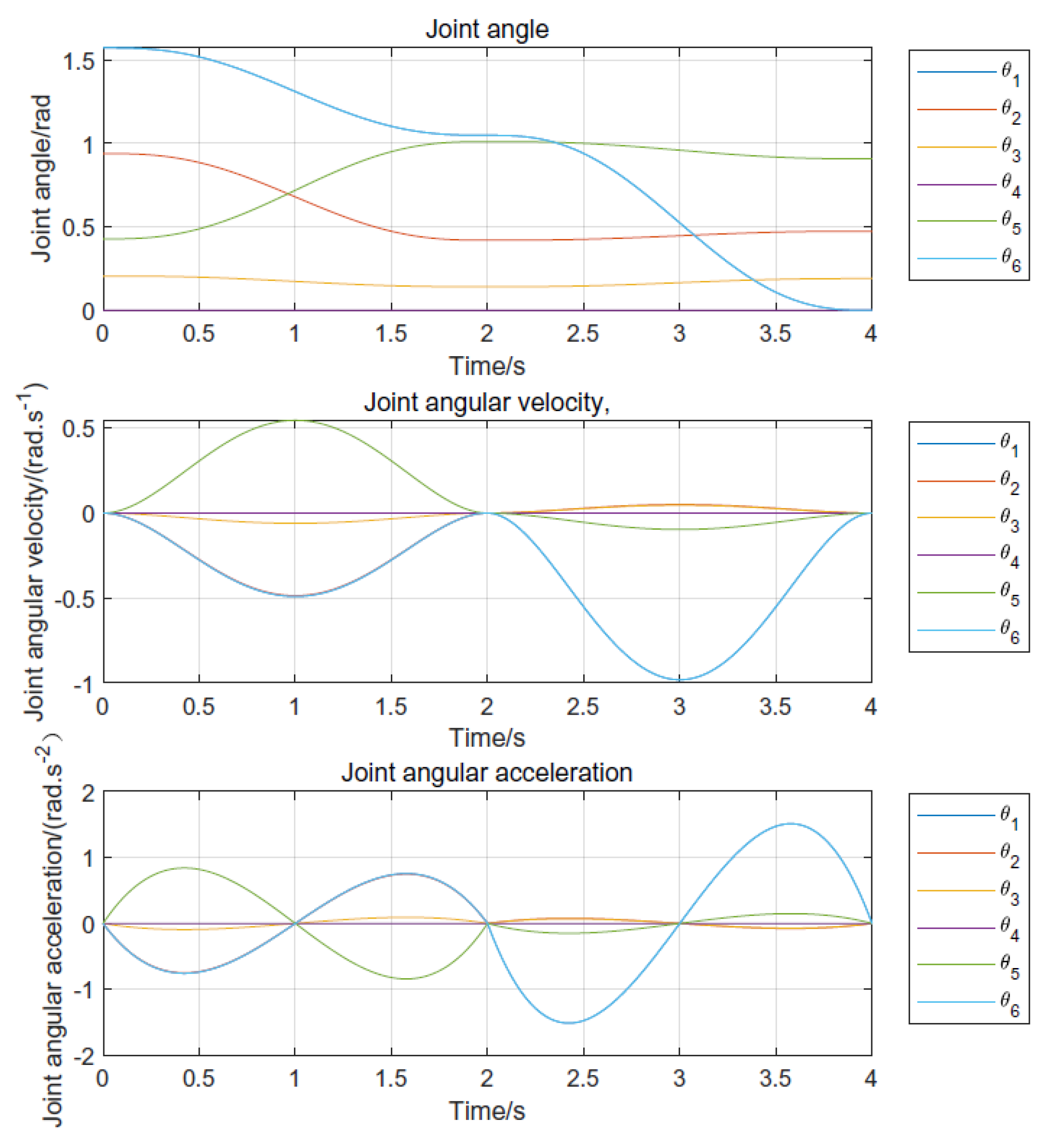
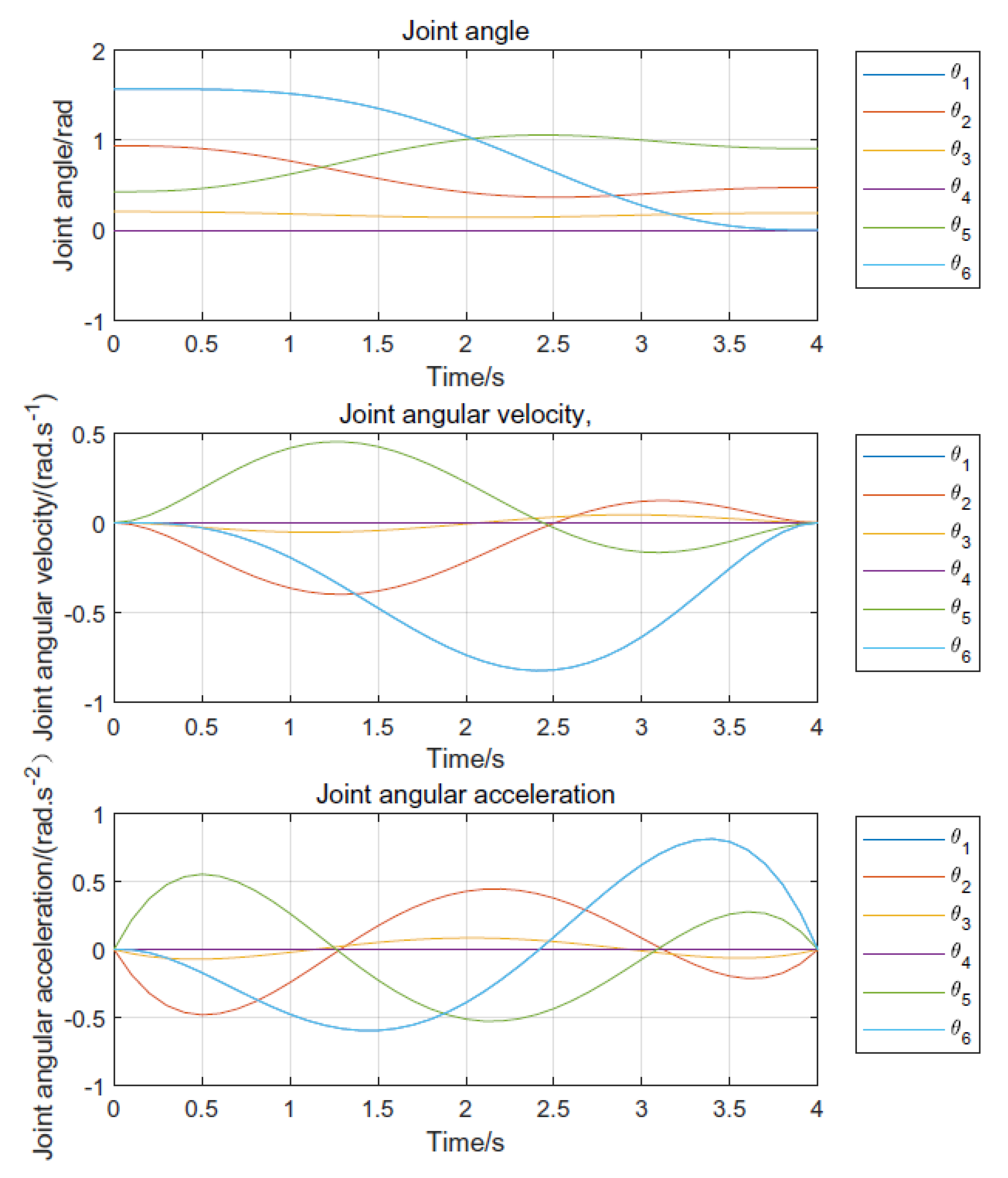
6.2.1. Loading Trajectory Planning Using High-Order Quintic Polynomial Interpolation
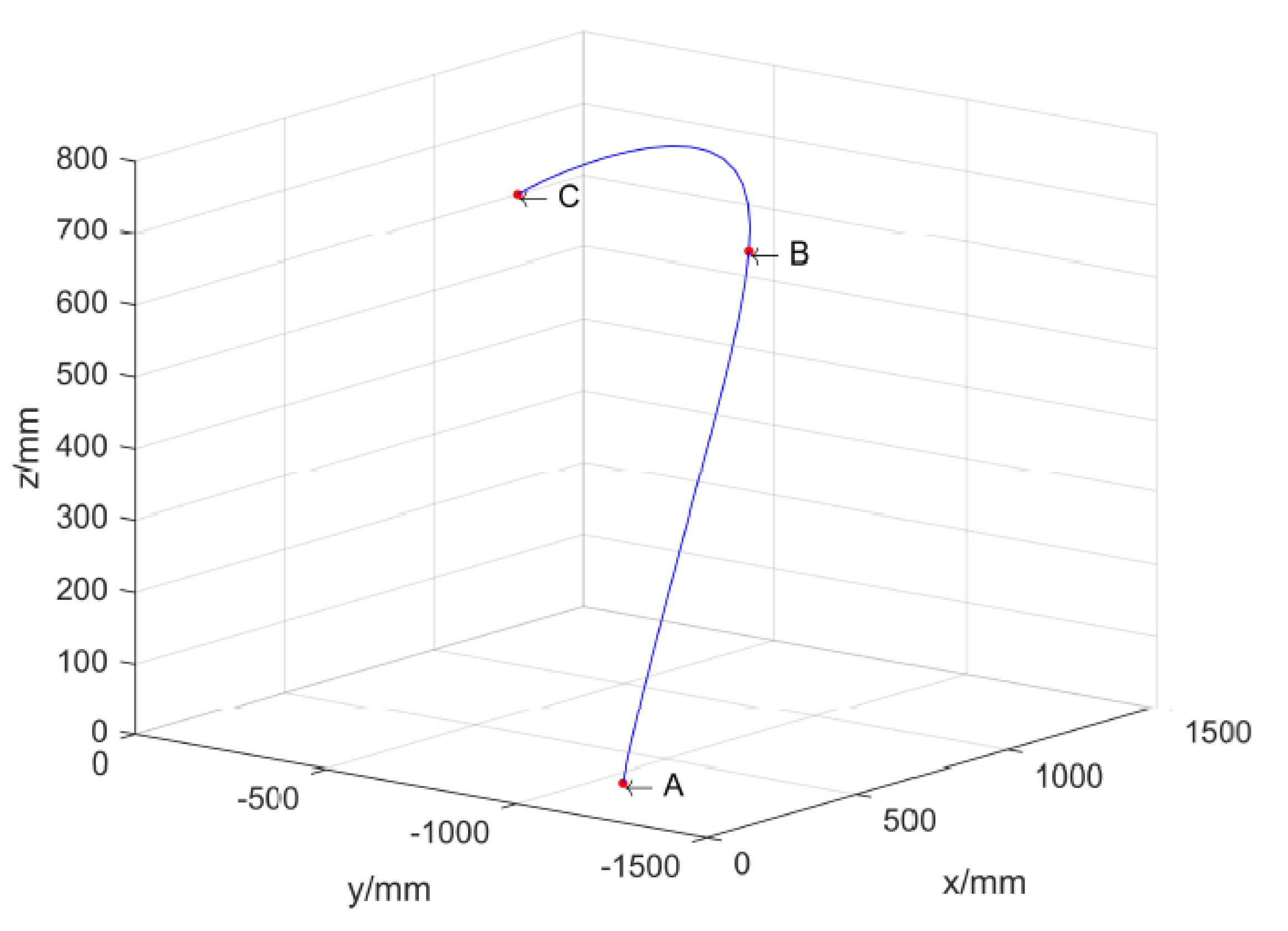
6.2.2. Loading and Unloading Trajectory Planning Using High-Order Six-Order Polynomial Interpolation
7. Test Verification
8. Conclusions
- (1)
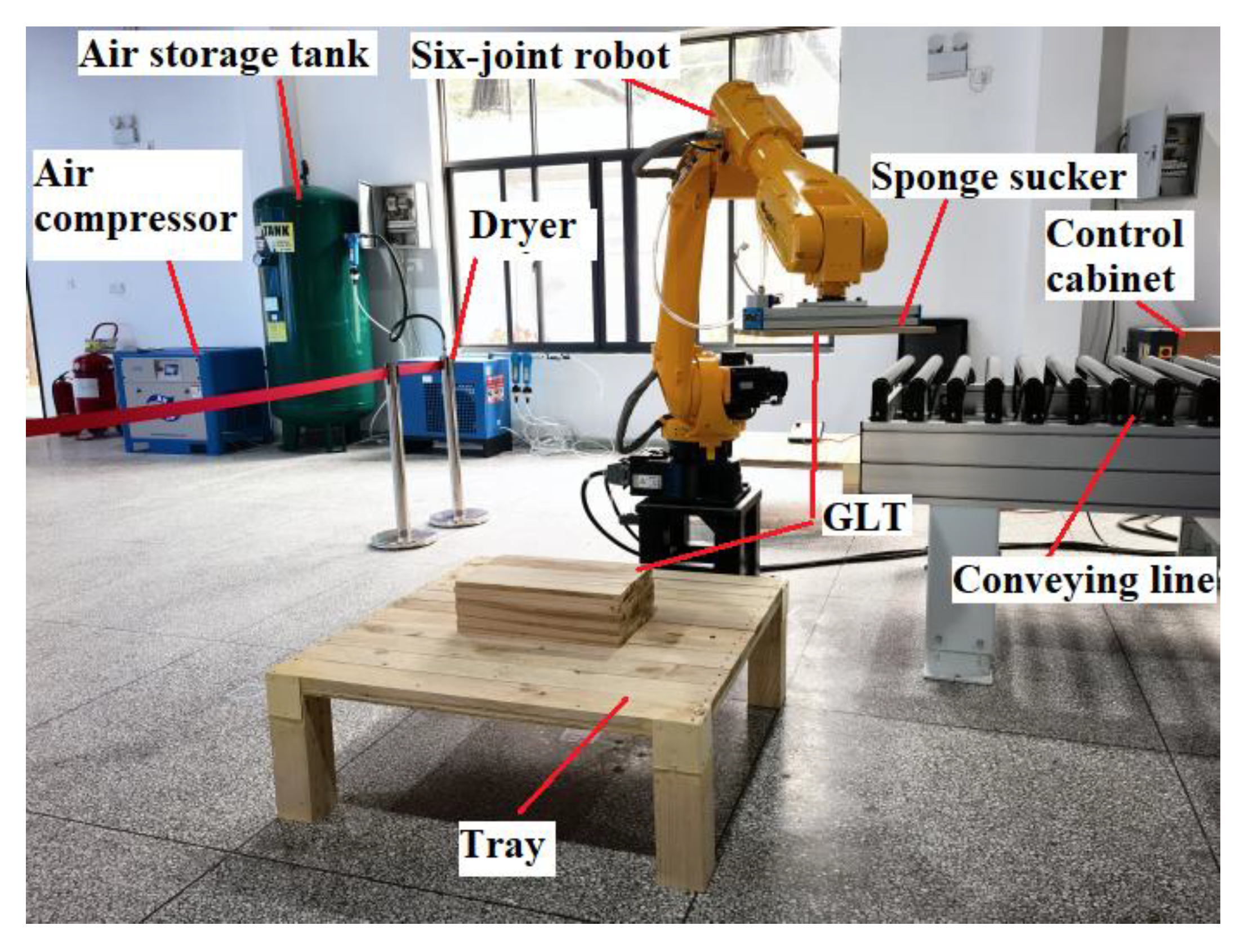
- Aiming to solve the problems of low automation levels of loading and unloading, palletizing and high labor cost in the process of wood structure production, this paper adopted a six-axis robot with a sponge sucker as the grasping actuator to carry out research on the intelligent, automatic loading and unloading of GLT, which can improve the intelligent manufacturing level of wood structures. The research conclusions are as follows:
- (2)
- According to the Craig reference coordinate system establishment agreement, the robot link coordinate system was established, the D-H parameters of each link were determined according to the Denavit–Hartenberg method, and the mathematical model was established. The forward kinematics of the robot was deduced and solved. The kinematics model of GLT loading and unloading robot was built using Matlab robots, and the simulation results were verified using simulation technology, proving the motion analysis’s correctness.
- (3)
- In the Matlab environment, the working space of robot was simulated and analyzed via the Monte Carlo method, and the scope of robot working space was determined. The analysis results show that the robot has a flexible structure and a wide range of working space, which can meet the requirements for palletizing and loading GLT and provide a theoretical basis for the robot’s automatic loading and unloading operation trajectory planning and automatic control research.
- (4)
- The simulation results show that the method of high-order quintic and sixth-order polynomial curve interpolation can be used to plan the trajectory of wood structure parts in the process of a loading and unloading operation under the two conditions of staying and not staying. It can ensure the tracking accuracy of the trajectory. At the same time, it can also provide continuous and stable movement without impacts, large vibrations or other adverse conditions.A verification test was carried out on the test platform of the palletizing robot for laminated material loading and unloading. The results show that the kinematics model of the robot for structural part loading and unloading was correct, and the analysis method was feasible. The robot working space drawn using the Monte Carlo method can intuitively and effectively analyze the robot’s working range.
- (5)
- The robot’s automatic loading and unloading operation trajectory planning provides data support and parameter basis for the automatic control and program design of the loading, unloading and palletizing robot.
- (6)
- This palletizing robot is only suitable for loading and unloading small-sized GLT. Large-sized laminated materials require a truss-type manipulator for loading, unloading and palletizing operations.
- (7)
- Further research will be carried out in loading and unloading experiments according to the results regarding the robot’s automatic loading and unloading operation trajectory planning to prove it is correct and effective.
Author Contributions
Funding
Conflicts of Interest
References
- Zaman, A.; Chan, Y.-Q.; Jonescu, E.; Stewart, I. Critical Challenges and Potential for Widespread Adoption of Mass Timber Construction in Australia—An Analysis of Industry Perceptions. Buildings 2022, 12, 1405. [Google Scholar] [CrossRef]
- Xu, B.-H.; Bouchair, A.; Taazount, M.; Racher, P. Numerical simulation of embedding strength of glued laminated timber for dowel-type fasteners. J. Wood Sci. 2013, 59, 17–23. [Google Scholar] [CrossRef]
- Ren, T.; Luo, T.; Li, S.; Xing, L.; Xiang, S. Review on R&D task integrated management of intelligent manufacturing equipment. Neural Comput. Applic. 2022, 34, 5813–5837. [Google Scholar] [CrossRef]
- Mirski, R.; Dziurka, D.; Chuda-Kowalska, M.; Kawalerczyk, J.; Kuliński, M.; Łabęda, K. The Usefulness of Pine Timber (Pinus sylvestris L.) for the Production of Structural Elements. Part II: Strength Properties of Glued Laminated Timber. Materials 2020, 13, 4029. [Google Scholar] [CrossRef]
- Pervaiz, S.; Kannan, S.; Subramaniam, A. Optimization of Cutting Process Parameters in Inclined Drilling of Inconel 718 Using Finite Element Method and Taguchi Analysis. Materials 2020, 13, 3995. [Google Scholar] [CrossRef]
- Fonseca, F.G.; Anca-Couce, A.; Funke, A.; Dahmen, N. Challenges in Kinetic Parameter Determination for Wheat Straw Pyrolysis. Energies 2022, 15, 7240. [Google Scholar] [CrossRef]
- Stolze, H.; Gurnik, M.; Koddenberg, T.; Kröger, J.; Köhler, R.; Viöl, W.; Militz, H. Non-Destructive Evaluation of the Cutting Surface of Hardwood Finger Joints. Sensors 2022, 22, 3855. [Google Scholar] [CrossRef]
- Zhang, Y.; Bi, Q.; Yu, L.; Wang, Y. Online adaptive measurement and adjustment for flexible part during high precision drilling process. Int. J. Adv. Manuf. Technol. 2017, 89, 3579–3599. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, Z.; Zhang, J.; Wang, J. Construction of intelligent integrated model framework for the workshop manufacturing system via digital twin. Int. J. Adv. Manuf. Technol. 2022, 118, 3119–3132. [Google Scholar] [CrossRef]
- Akter, S.T.; Bader, T.K. Experimental assessment of failure criteria for the interaction of normal stress perpendicular to the grain with rolling shear stress in Norway spruce clear wood. Eur. J. Wood Prod. 2020, 78, 1105–1123. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Yang, C.Z.; Baker, C.; Chen, M.; Zou, X.; Dai, W.L. Effects of expanding zone parameters of vacuum dust suction mouth on flow simulation results. J. Cent. South Univ. 2014, 21, 2547–2552. [Google Scholar] [CrossRef]
- Daichin; Lee, S.J. Experimental analysis of flow fields inside intake heads of a vacuum cleaner. J. Mech. Sci. Technol. 2015, 19, 894–904. [Google Scholar] [CrossRef]
- Wu, J.; Liu, Y.; Zhao, J.; Zang, X.; Guan, Y. Research on Theory and a Performance Analysis of an Innovative Rehabilitation Robot. Sensors 2022, 22, 3929. [Google Scholar] [CrossRef]
- Sun, T.; Yang, S.-F.; Huang, T.; Dai, J.S. A Finite and Instantaneous Screw Based Approach for Topology Design and Kinematic Analysis of 5-Axis Parallel Kinematic Machines. Chin. J. Mech. Eng. 2018, 31, 44. [Google Scholar] [CrossRef] [Green Version]
- Klug, C.; Schmalstieg, D.; Gloor, T.; Arth, C. A Complete Workflow for Automatic Forward Kinematics Model Extraction of Robotic Total Stations Using the Denavit-Hartenberg Convention. J. Intell. Robot. Syst. 2019, 95, 311–329. [Google Scholar] [CrossRef] [Green Version]
- Sadjadian, H.; Taghirad, H.D. Comparison of Different Methods for Computing the Forward Kinematics of a Redundant Parallel Manipulator. J. Intell. Robot. Syst. 2005, 44, 225–246. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, J.; Pei, X. Fast forward kinematics algorithm for real-time and high-precision control of the 3-RPS parallel mechanism. Front. Mech. Eng. 2018, 13, 368–375. [Google Scholar] [CrossRef]
- Wang, K.; Li, J.; Shen, H.; You, J.; Yang, T. Inverse Dynamics of A 3-DOF Parallel Mechanism Based on Analytical Forward Kinematics. Chin. J. Mech. Eng. 2022, 35, 119. [Google Scholar] [CrossRef]
- Yang, C.-F.; Zheng, S.-T.; Jin, J.; Zhu, S.-B.; Han, J.-W. Forward kinematics analysis of parallel manipulator using modified global Newton-Raphson method. J. Cent. South Univ. Technol. 2010, 17, 1264–1270. [Google Scholar] [CrossRef]
- Fabietti, M.; Mahmud, M.; Lotfi, A.; Kaiser, M.S.; Averna, A.; Guggenmos, D.J.; Nudo, R.J.; Chiappalone, M.; Chen, J. SANTIA: A Matlab-based open-source toolbox for artifact detection and removal from extracellular neuronal signals. Brain Inf. 2021, 8, 14. [Google Scholar] [CrossRef]
- Hadi Barhaghtalab, M.; Meigoli, V.; Golbahar Haghighi, M.R.; Nayeri, S.A.; Ebrahimi, A. Dynamic analysis, simulation, and control of a 6-DOF IRB-120 robot manipulator using sliding mode control and boundary layer method. J. Cent. South Univ. 2018, 25, 2219–2244. [Google Scholar] [CrossRef]
- Mackay, A.K.; Riazuelo, L.; Montano, L. RL-DOVS: Reinforcement Learning for Autonomous Robot Navigation in Dynamic Environments. Sensors 2022, 22, 3847. [Google Scholar] [CrossRef] [PubMed]
- Kulakov, F.M. Methods of Supervisory Remote Control over Space Robots. J. Comput. Syst. Sci. Int. 2018, 57, 822–839. [Google Scholar] [CrossRef]
- Lapshin, V.V. On the Workspace of a Free-Floating Space Robot. J. Comput. Syst. Sci. Int. 2018, 57, 149–156. [Google Scholar] [CrossRef]
- Dias, T.; Oliveira, R.; Saraiva, P.M.; Reis, M.S. Linear and Non-Linear Soft Sensors for Predicting the Research Octane Number (RON) through Integrated Synchronization, Resolution Selection and Modelling. Sensors 2022, 22, 3734. [Google Scholar] [CrossRef]
- Li, L.; Liu, Z.; Jin, J.; Xue, J. A modified method for the prediction of Monte Carlo simulation based on the similarity of random field instances. Geomech. Geophys. Geo-Energy Geo-Resour. 2021, 7, 37. [Google Scholar] [CrossRef]
- Subad, R.A.S.I.; Saikot, M.M.H.; Park, K. Soft Multi-Directional Force Sensor for Underwater Robotic Application. Sensors 2022, 22, 3850. [Google Scholar] [CrossRef]
- Glogowski, P.; Böhmer, A.; Hypki, A.; Kuhlenkötter, B. Robot Speed Adaption in Multiple Trajectory Planning and Integration in a Simulation Tool for Human-Robot Interaction. J. Intell. Robot. Syst. 2021, 102, 25. [Google Scholar] [CrossRef]
- Park, S.O.; Lee, M.C.; Kim, J. Trajectory Planning with Collision Avoidance for Redundant Robots Using Jacobian and Artificial Potential Field-based Real-time Inverse Kinematics. Int. J. Control Autom. Syst. 2020, 18, 2095–2107. [Google Scholar] [CrossRef]
- Luo, L.-P.; Yuan, C.; Yan, R.-J.; Yuan, Q.; Wu, J.; Shin, K.-S.; Han, C.-S. Trajectory planning for energy minimization of industry robotic manipulators using the Lagrange interpolation method. Int. J. Precis. Eng. Manuf. 2015, 16, 911–917. [Google Scholar] [CrossRef]
- Farouki, R.T. Quaternion and Hopf map characterizations for the existence of rational rotation-minimizing frames on quintic space curves. Adv. Comput. Math. 2010, 33, 331–348. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joint | θi/rad | di/m | αi−1/rad | ai−1/m | Joint Rotation Range/rad |
|---|---|---|---|---|---|
| 1 | 0 | 0 | pi | 0 | −178/pi~178/pi |
| 2 | −pi/2 | 0 | pi/2 | 149.078 | −98/pi~158/pi |
| 3 | 0 | 0 | 0 | 790.385 | −178/pi~78/pi |
| 4 | pi | −860.711 | pi/2 | 150.305 | −400/pi~400/pi |
| 5 | pi | 0 | pi/2 | 0 | −120/pi~120/pi |
| 6 | pi | 0 | pi/2 | 0 | 500/pi~500/pi |
| Group Number | Method | θ1/° | θ2/° | θ3/° | θ4/° | θ5/° | θ6/° | Result | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X/mm | Y/mm | Z/mm | R/° | P/° | Y/° | ||||||||
| 1 | equation | 15 | 30 | 45 | 60 | 90 | 160 | 783.71 | −336.47 | 323.58 | 100.30 | −43.68 | 90.22 |
| simulation | 783.71 | −336.47 | 323.58 | 100.30 | −43.68 | 90.22 | |||||||
| 2 | equation | 90 | 60 | 40 | 25 | 15 | 300 | −15.43 | −775.88 | −157.17 | −156.35 | −6.28 | 125.75 |
| simulation | −15.43 | −775.88 | −157.17 | −156.35 | −6.28 | 125.75 | |||||||
| 3 | equation | 0 | 107 | −110 | 320 | 55 | 10 | 1842.03 | 74.28 | 329.72 | −138.57 | 37.27 | −12.42 |
| simulation | 1842.03 | 74.28 | 329.72 | −138.57 | 37.27 | −12.42 | |||||||
| Group Number | The End Effector Sits in the Base Coordinate Frame | Result | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X/mm | Y/mm | Z/mm | R/° | P/° | Y/° | θ1/° | θ2/° | θ3/° | θ4/° | θ5/° | θ6/° | |
| 1 | 783.71 | −336.47 | 323.58 | 100.30 | −43.68 | 90.22 | 15 | 30 | 45 | 60 | 90 | 200 |
| 2 | −14.43 | −775.83 | −157.17 | −156.35 | −6.28 | 125.75 | 90 | 60 | 40 | 25 | 15 | 300 |
| 3 | 1842.03 | 74.28 | 329.72 | −138.57 | 37.27 | −12.42 | 0 | 107 | −110 | 320 | 55 | 10 |
| Key Points | End-Effector Coordinates in the Base Coordinate System | Joint Coordinate | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X/mm | Y/mm | Z/mm | R/° | P/° | Y/° | θ1/° | θ2/° | θ3/° | θ4/° | θ5/° | θ6/° | |
| Target point A | 0 | −1280 | 55 | 90 | 0 | 180 | 90 | 53.75 | 11.77 | 0 | 24.48 | 0 |
| Way point B | 640 | −1108.5 | 706 | 60 | 0 | 180 | 60 | 23.88 | 7.89 | 0 | 58.23 | 0 |
| Target point C | 1280 | 0 | 616 | 0 | 0 | 180 | 0 | 26.59 | 10.52 | 0 | 52.89 | 0 |
| Group Number | Method | θ1/° | θ2/° | θ3/° | θ4/° | θ5/° | θ6/° | Result | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X/mm | Y/mm | Z/mm | R/° | P/° | Y/° | ||||||||
| 1 | Test verification | 0 | −13.96 | 0 | 0 | 82.84 | 0 | 808.25 | 0 | 1438.84 | 0 | 21.13 | 180 |
| Simulation | 808.26 | 0 | 1438.78 | 0 | 21.12 | 180 | |||||||
| 2 | Test verification | 145.19 | −39.48 | −39.40 | 9.30 | 90.46 | −19.69 | 150.00 | 132.04 | 1905.55 | 130.60 | −62.38 | 115.30 |
| Simulation | 150.02 | 132.07 | 1905.46 | 130.60 | −62.38 | 115.31 | |||||||
| 3 | Test verification | −171.33 | 36.61 | −39.40 | 9.30 | 90.46 | −19.69 | −1458.19 | 245.48 | 1137.23 | −151.30 | −0.88 | −170.46 |
| Simulation | −1458.12 | 245.40 | 1137.198 | −151.30 | −0.87 | −170.46 | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, R.; Zhang, W.; Wang, G.; Wang, X. Experimental Research on Motion Analysis Model and Trajectory Planning of GLT Palletizing Robot. Buildings 2023, 13, 966. https://doi.org/10.3390/buildings13040966
Gao R, Zhang W, Wang G, Wang X. Experimental Research on Motion Analysis Model and Trajectory Planning of GLT Palletizing Robot. Buildings. 2023; 13(4):966. https://doi.org/10.3390/buildings13040966
Chicago/Turabian StyleGao, Rui, Wei Zhang, Guofu Wang, and Xiaohuan Wang. 2023. "Experimental Research on Motion Analysis Model and Trajectory Planning of GLT Palletizing Robot" Buildings 13, no. 4: 966. https://doi.org/10.3390/buildings13040966