1. Introduction
The global construction industry is one of the largest in the world and is expected to exceed 10.5 trillion USD annually by 2023 [
1]. At this massive scale, even small advancements in productivity that gain wider industry adoption provide a significant impact on the productivity of completed work in the construction industry [
2,
3]. Construction productivity has remained relatively flat to declining over the preceding three decades and has been outpaced by other industries such as manufacturing, services, and the overall economy [
4,
5,
6]. A number of previous research studies focused on the impacts and importance of construction productivity [
3,
7,
8,
9]. One of the key findings of these research studies points to idle or nonproductive time as a key contributor to the current state of construction productivity. Techniques or strategies to reduce nonproductive time should be the focus of academics and practitioners to address productivity.
In addition to productivity challenges, the construction industry in the United States is grappling with an aging workforce that is not being replenished with new workers at the pace of attrition [
10,
11,
12]. The construction industry is struggling to recruit enough apprentices into its ranks to train the next generation of tradesmen [
13,
14,
15]. Notwithstanding the challenge to find new workers, nearly 41% of the current US construction workforce will retire by 2031 [
16]. Therefore, construction firms need to seriously evaluate new and contemporary approaches as they seek productivity improvements while maintaining revenues in the face of dwindling workforce numbers.
To address both productivity issues and labor shortages, construction firms are incorporating industrialized construction (IC) and modern methods of construction (MMC). IC and MMC approaches that involve evolving applications of manufacturing methodology and effective practices to improve productivity in the construction industry are of particular interest [
17,
18,
19,
20]. This is primarily achieved through the decoupling of sub-assembly operations from the traditional construction site and fabricating these building components at facilities located off-site. An accepted overarching term utilized throughout the construction industry is prefabrication.
The expected growth of the construction industry is projected to increase at a rate of 7% annually [
21]. However, the rate of global prefabrication adoption within the construction industry is projected to be approximately 6% [
22]. This disparity would suggest that the rate of prefabrication adoption in the industry will not keep pace with the overall growth and may not be capable of addressing macro industry problems such as human capital scarcity. Integration of prefabrication into the construction industry varies by country with Finland (80%) being the highest and the United Kingdom (2%) at the other side of the spectrum [
23]. Construction industry stakeholders need practical, scalable, and quickly deployable technologies and methodologies to address the projected adoption gap.
Although other research studies have evaluated the utilization of prefabrication for work traditionally completed by commercial carpenters, no studies have attempted to create an adoptable approach to improve field workforce productivity [
24,
25,
26]. Prefabrication and its impacts on carpenter productivity for exterior prefinished wall panels was the focus of previous research [
26]. Utilization of prefabricated wood wall panels is not a novel idea for wood-framed residential or hospitality buildings [
27]. Previous research has examined the production monitoring and overall process improvement of wood floor panels [
25]. A project utilizing prefabricated wood floor cassettes and the relative impact to productivity of the carpentry trades was observed, and the results suggest a positive impact on productivity [
24]. While all these studies expanded the body of knowledge, none presented a novel methodology that can be applied throughout the industry in a commercial building setting utilizing cold-formed metal stud assemblies. Therefore, this research study focuses on improving productivity of commercial carpenters, through the development of an adaptable and scalable workflow model because they represent one of the largest specialties of skilled trades in the US comprising approximately 10% of the workforce [
28]. Moreover, a detailed research study determined that only 56% of a carpenter’s day was productive while the balance of the time was spent on non-value-added tasks [
7]. Therefore, improved productivity in the carpentry trade can allow companies to either increase revenues with the same number of carpenters on staff or offset a dwindling workforce [
16].
Current approaches to constructing interior non-load-bearing commercial wall systems are constructed through the assembly of cold-formed metal stud materials onsite by commercial carpenters. This work requires the delivery of stock lengths of metal stud materials. The top track is installed to the deck above consistent with the wall layout provided by the architect of the project. The bottom track is affixed to the floor in a matching layout. Carpenters then field cut the stud material to the necessary length and install the stud materials to the top and bottom track utilizing mechanical fasteners. This approach requires the carpenters to ascend to a height sufficient to mechanically fasten each stud to the top track. Excess material and stud cutoffs are then cleaned up and disposed of.
Accordingly, this study develops a productivity model that provides a practical and scalable approach to addressing labor challenges in the commercial carpentry trade by improving project site productivity. This is accomplished by decoupling work traditionally constructed from material of standardized length in the field to that of a controlled offsite facility. The research explores the development of a model methodology to provide an adaptable approach to prefabrication of building components while decoupling much of the work from the jobsite to the factory. Evaluation of extensive preplanning efforts in subassembly design, material staging, and componentization, in addition to the resulting impact on productivity, is incorporated. The evaluated wall system approach does not provide structural load-bearing capabilities to the overall structure and can, therefore, be incorporated in both new construction and commercial renovation projects. The main contribution of this paper to the body of knowledge is developing an adaptable and scalable step-by-step methodology for designing, fabricating, and preconstruction for interior metal stud wall assemblies. The methodology was then implemented and validated on a unique project with four identical buildings built by the same crew of workers utilizing both traditional methods and the developed methodology to evaluate the improvement of field productivity of commercial carpenters. The results from the case study validate the contribution of the developed methodology in the field of construction productivity.
This paper is organized to include a comprehensive literature review, the model design, examination of the model’s application in a case study from the factory through the jobsite, a discussion of the validation of the model, and conclusions from this research.
4. Model Design
The approach of this research is focused on productivity enhancement in the construction of interior wall assemblies through the development and application of an adaptable workflow model. To that end, this paper examines the panel workflow steps, preconstruction planning, and field trade application of the designed model. Most, if not all, buildings require the construction of interior walls to create functional spaces. This is true for both new construction and renovations. There is a high frequency of interior wall construction in commercial buildings; thus, the methodology must address planning, design, and drive productivity improvement in both project site and factory settings.
This study presents a productivity model that represents the sequential and parallel steps of the methodology. The incorporation of manufacturing practices such as work instructions, bills of materials, and detailed drawings into the model, at appropriate phases, differentiates the model approach from traditional methods. The goal of the model is to provide a scalable, adaptable, and adoptable framework for incorporating and producing prefabricated interior wall panels in commercial construction projects. Wall panels are made up of cold-formed metal framing materials (studs and track) and mechanical fasteners. The focus of the model development is to improve productivity of the workforce and increase the certainty of outcome of the project. The developed model also allows workers of various specialties, at different locations, to visualize the entire process and approach each project in an adaptable fashion.
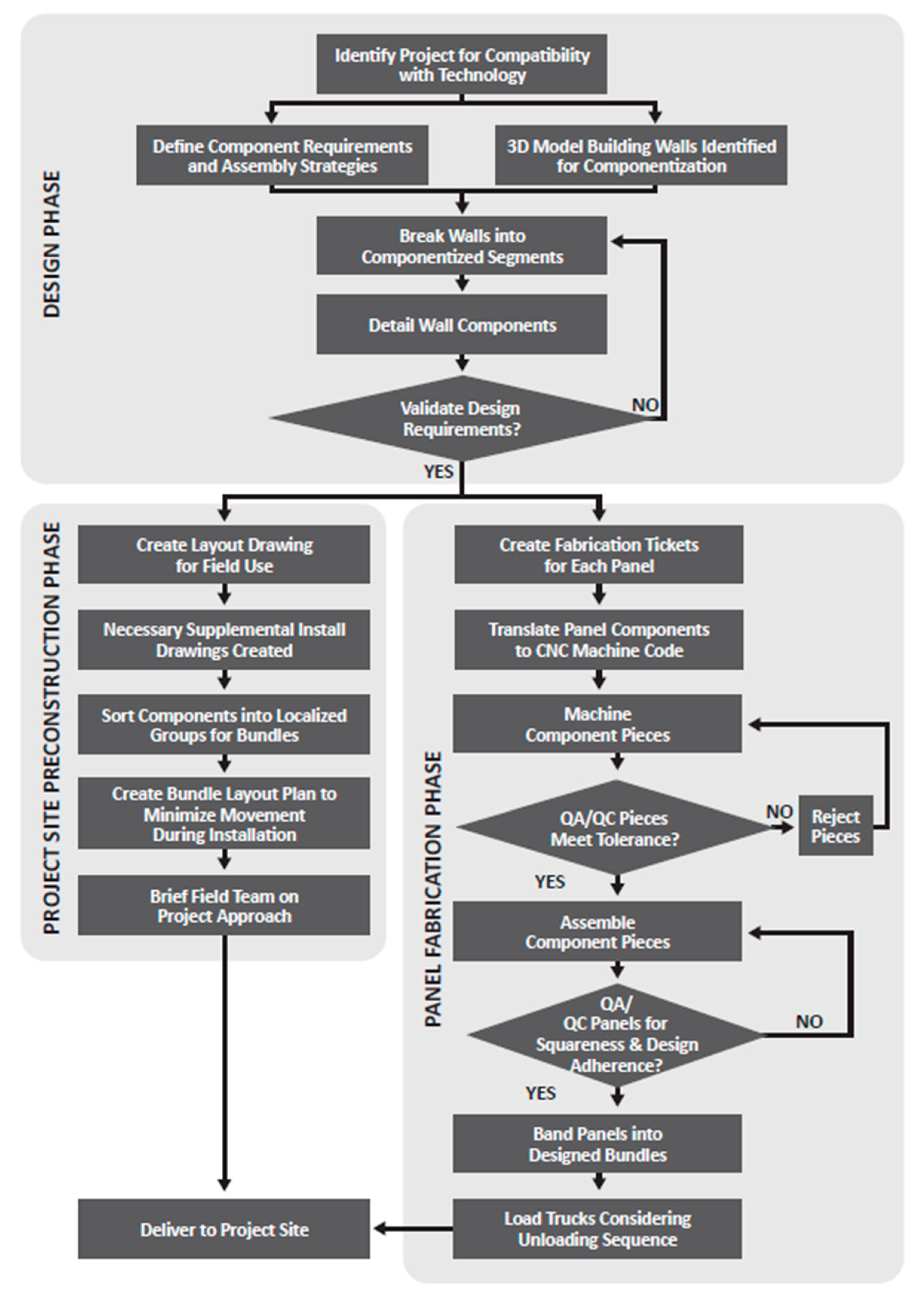
Figure 1 shows the resulting model approach. The overall process includes multiple quality checks at key process points to ensure the products being fabricated align to industry standards and project design needs. The proposed productivity model presents a flowchart that provides the workers, throughout the organization, a macrolevel understanding of the steps necessary to complete the overall process of prefabricating interior wall assemblies. The model is organized into three cluster phases as shown in
Figure 1: the design phase, the project site preconstruction planning phase, and the panel fabrication phase. Each phase includes several distinct tasks representing a procedure of the developed model. An expanded explanation of each phase and task in the workflow is provided below.
4.1. Design Phase
The design phase of the model includes critical efforts to evaluate the applicability and compatibility of a given project to this approach whether the project consists of a new building or interior renovation. In this phase, project specific component requirements are defined, and three-dimensional BIM models are built for the project so the walls can be separated into components. A component is the terminology utilized when taking a traditionally design wall and segmenting it, for design and fabrication purposes, into sections and is representative of what will become a wall panel. Traditional approaches lack preplanning or additional design and are often left to the carpenters to make decisions on the project. BIM models are built by the Engineer to Order fabricator (ETO) even if the design model or documents are not provided. It is not a foregone conclusion that BIM models will be readily available to the ETO for their use. However, in the event the architecture team shares the completed BIM model, this process is streamlined because the ETO does not need to start this phase from scratch. This phase concludes with the validation that the resultant model and components align with the requirements identified for this project. The six tasks that constitute this phase are foundational to the success of the model.
Task 1: Identify project for compatibility with technology—In this task, each project must be evaluated to determine if a substantial portion of the interior walls are specified with a size and gauge that can be produced by the roll formers.
Task 2: Define component requirements and assembly strategies—This task includes the evaluation of created sub-assemblies that aid in efficiency of assembly. Project specific conditions such as ceiling height, site access, and available trade resources will dictate component size.
Task 3: 3D model building walls identified for componentization—All walls selected for componentization are modeled within a software package capable of producing a BIM model. This includes clashing elements, openings, pockets, steps, notches, and other items affecting geometry.
Task 4: Break walls into componentized segments—In this task, the entire project is segmented into components based on the 3D BIM model. This task requires multiple iterations to optimally satisfy layout, fabrication, and installation strategies.
Task 5: Detail wall components—Each wall component is carefully and thoroughly detailed to provide necessary information to the assembly operation.
Task 6: All components meet requirements—Validate that all components designed meet the requirements of the project.
4.2. Project Site Preconstruction Phase
The project site preconstruction phase of the model is focused on preparing tools and information for the installation team to utilize in site preparation and installation of the wall components. The five tasks of this phase of the model provide alignment between the design models and the development of practical information used by the installation carpenters.
Task 7: Create layout drawing for field use—A drawing is created to utilize for detailed layout operation showing the unique label and terminus of each wall component. This is performed within a digital platform for transfer to a robotic total station.
Task 8: Create supplemental installation drawings as necessary per job—It is critical that the installation team has the necessary graphical information to enable their installation process. The components and top of wall conditions utilized through this methodology are not reflected in the issue for construction documents prepared by the architect of record. Therefore, a detailed set of documents providing location and panel component number is developed to provide guidance to the installation carpenters on the jobsite.
Task 9: Sort components into localized groups for bundles—Wall components are organized into groups by location into groups so that physical bundles can be created as part of the manufacturing process.
Task 10: Create bundle layout plan to minimize movement during installation—A detailed plan is developed to communicate the designated location for a bundle to be stocked on the project site that minimizes the travel distance from the bundle to the location of installation.
Task 11: Brief field team on specific project approach—The field team will be responsible for the installation of the components on the project site creating the finished product. Therefore, it is important to have clear communication regarding the specifics of the project prior to mobilization.
4.3. Panel Fabrication Phase
The panel fabrication phase tasks are focused on providing detailed instructions to the factory workforce for fabrication of the wall components. This phase culminates in loading the completed components onto trucks for transport to the jobsite. Each task of this phase is explained in further detail below.
Task 12: Create fabrication tickets for each panel—Once the detailing of the components is complete, a unique and detailed fabrication ticket is created for each panel for utilization throughout the manufacturing process. This panel ticket is also utilized as a baseline for performing QA/QC checks of the panel.
Task 13: Translate panel components to CNC machine code—Utilizing the BIM model as the basis of design, each panel component is run through a series of software packages to develop the necessary computer code that will drive the CNC machine through the production of the metal studs.
Task 14: Machine component pieces—Utilizing the machine code, the CNC machines create the metal stud pieces by punching each hole location, dimpling the area around the screw hole for alignment, and uniquely labeling each piece. The pieces are then sorted by panel into carts for organizational purposes.
Task 15: QA/QC pieces meet tolerance—Perform quality check to make sure pieces meet international code council rolling standards and are consistent with the design.
Task 16: Reject pieces—If any pieces do not pass the quality check per Task 15, they must be rejected, the root cause of nonconformance must be identified, and the pieces must be remade.
Task 17: Assemble component panels—The components are assembled utilizing the developed panel tickets into individual panels.
Task 18: QA/QC panels for squareness and design adherence—A quality check is performed on the assembled panel to make sure that it is square, all necessary components are installed, and all fasteners are in place.
Task 19: Band panels into design bundles—The manufactured panels are stacked and made into bundles for transport consistent with the design.
Task 20: Load trucks in sequence considering how they will be unloaded—Panel bundles are loaded for transport with the first bundles needed being stacked on top. The panels are stacked in reverse order so there is no double handling on the jobsite.
Task 21: Deliver—The panels are shipped to the jobsite and unloaded and placed per the bundle layout plan. The panels are now ready to be installed on the jobsite.
The developed methodology changes the context of the field workforce and those charged with its oversight. In place of tactical or situational planning on how to construct the wall construction, the carpenters are presented with a detailed plan to execute the work along with constructed wall components. This requires that the field trades assigned to the project adapt to a different approach for the execution of the work. Failure to follow the detailed plan or arbitrarily modifying the approach while on the construction site will result in productivity loss. As an example, if the trades responsible for placement of the panel bundles elect to place them in a location different than specified on the provided stocking drawing, they may create more steps for the installers or be an obstruction to other work. That is not to imply, however, that the preconstruction team is infallible, but that the methodology provides opportunities for input by field representatives to enhance communication and a collaborative approach prior to mobilization to the jobsite.
Practitioners and academics can utilize the model in either a controlled simulation or on a project to evaluate the improvement to productivity of field trades. The manufacturing of stud components to exacting lengths can be accomplished using the CNC machines discussed in previous sections or can be purchased commercially through many of the large producers of cold-formed stud material. Many of these manufacturers will now provide custom and exacting lengths of their material, if ordered in that manner. The model’s phases underscore the importance of planning and communication to improve the productivity of the workforce. Construction firms providing commercial carpentry services can implement the model with a relatively low capital expenditure.
5. Implementation
As demonstrated in the developed workflow in
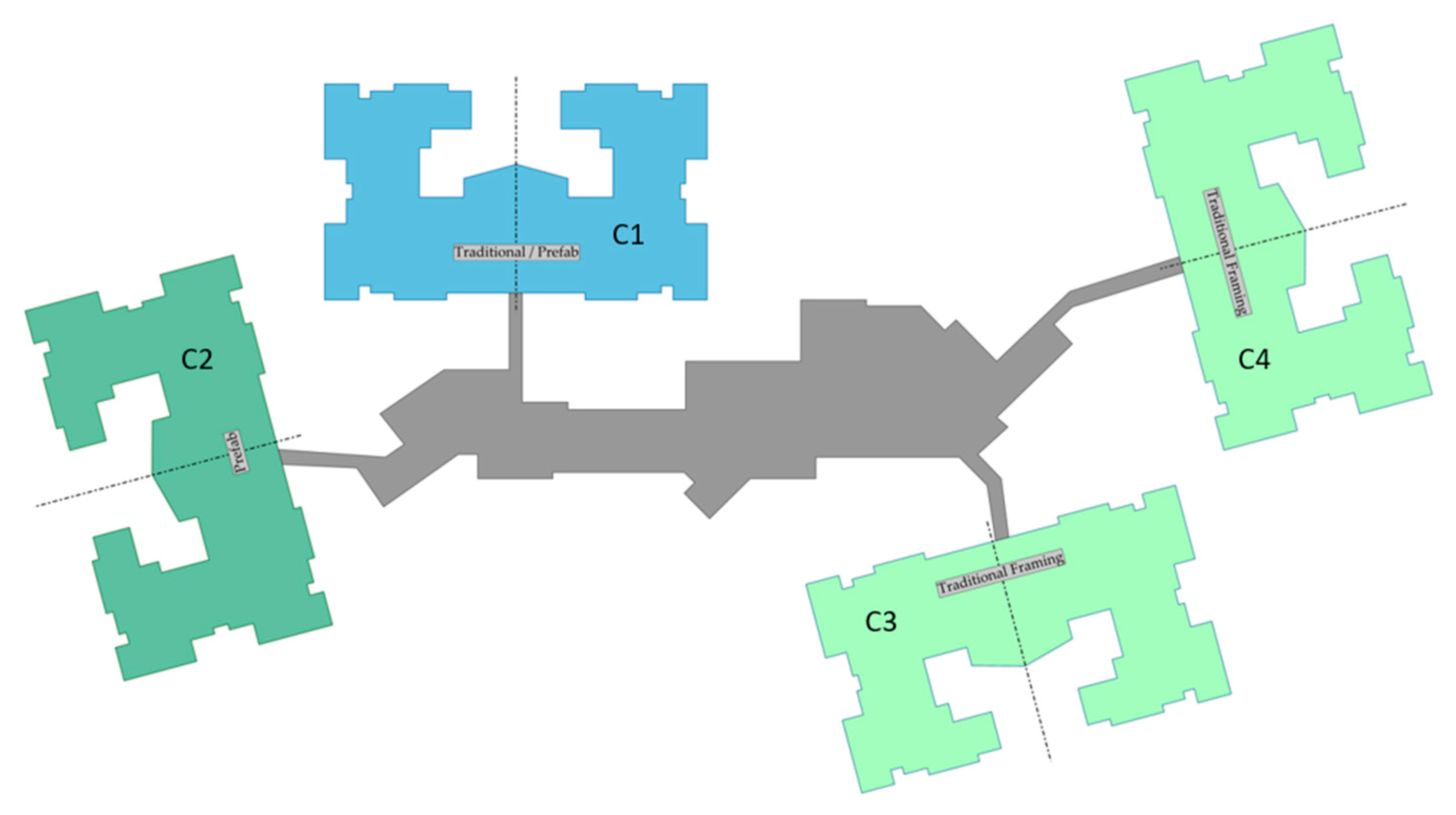
Figure 1, the work necessary to complete the finished wall panel on the jobsite requires specific tasks in both the factory setting and the project site. A case study of the design and factory aspects of the model’s workflow was evaluated separate from the implementation and installation of the wall components on the jobsite to evaluate, from concept through installation, the validity of the workflow coupled with enhanced productivity of the tradesmen on the project. The developed model was tested and validated on a multibuilding government-owned housing project for veterans in Michigan. The project consists of four identical buildings referred to as C-1, C-2, C-3, and C-4. The structures were single story cold-formed load-bearing buildings with metal trusses for roof framing. Drywall was installed on the bottom cord of the trusses to provide a fire barrier. The majority of the floor plate was dedicated to living apartments. The interior walls were constructed on top of the concrete building slab-on-grade to the underside of the drywall ceiling creating the demising partitions between the apartments, bathrooms, and hallways. The issued for construction plans are drawn for traditional field-built construction.
Figure 2 shows the layout of the buildings on the site. It should be noted that the buildings are symmetrical about the centerline in the figure.
Buildings C-3 and C-4 were traditionally framed. As an initial test of the developed model’s application, building C-1 was built utilizing the developed model for installing half of the prefabricated wall panels while the other half was built by utilizing the traditional framing method. Building C-2 was built utilizing the developed model for all prefabricated interior wall panels.
5.1. Case Study Factory
The project was awarded to the carpentry subcontractor through a competitive bid process. The original estimate was prepared utilizing traditional methods of construction. After the decision was made to utilize offsite prefabricated wall assemblies, the carpentry subcontractor engaged the services of a related ETO fabricator entity to develop a design solution for the selected project.
5.1.1. Design Phase
Wall layouts are optimized during the design phase to create the ideal layout of wall assemblies.
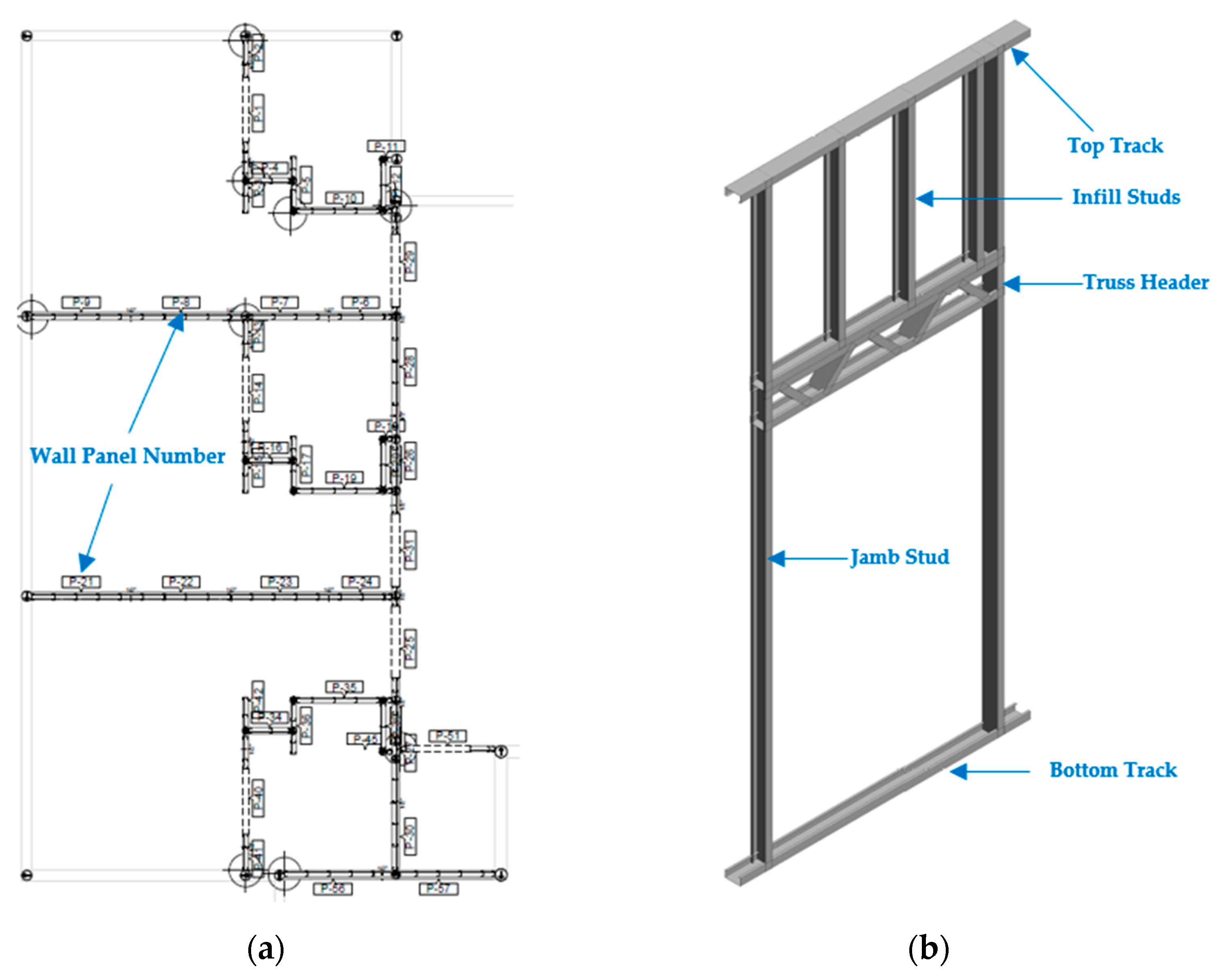
Figure 3a shows a sample portion of the wall panel plan to componentize the walls that were designed by the architect to be traditionally field built.
Previous studies emphasized the importance of specific detailing, including three-dimensional models, by ETO fabricators as a critical success factor [
59]. Echoing the importance of that research,
Figure 3b shows an example of a wall panel’s three-dimensional model developed utilizing BIM software. In this example, the bottom track or wall bottom plate is shown to continue through the door opening. The design was specifically created to provide stability and squareness to the wall panel for transportation, stocking, and installation purposes. Without it, the component would be unstable and difficult for a single individual to handle and install. The portion of the bottom plate that spans the doorway had its web through-punched in the factory by the roll-forming machine to make the removal after the component was installed in the field simpler because the installing carpenter could cut the stud flanges utilizing handheld metal snips at four locations adjacent to the studs.
5.1.2. Panel Fabrication Phase
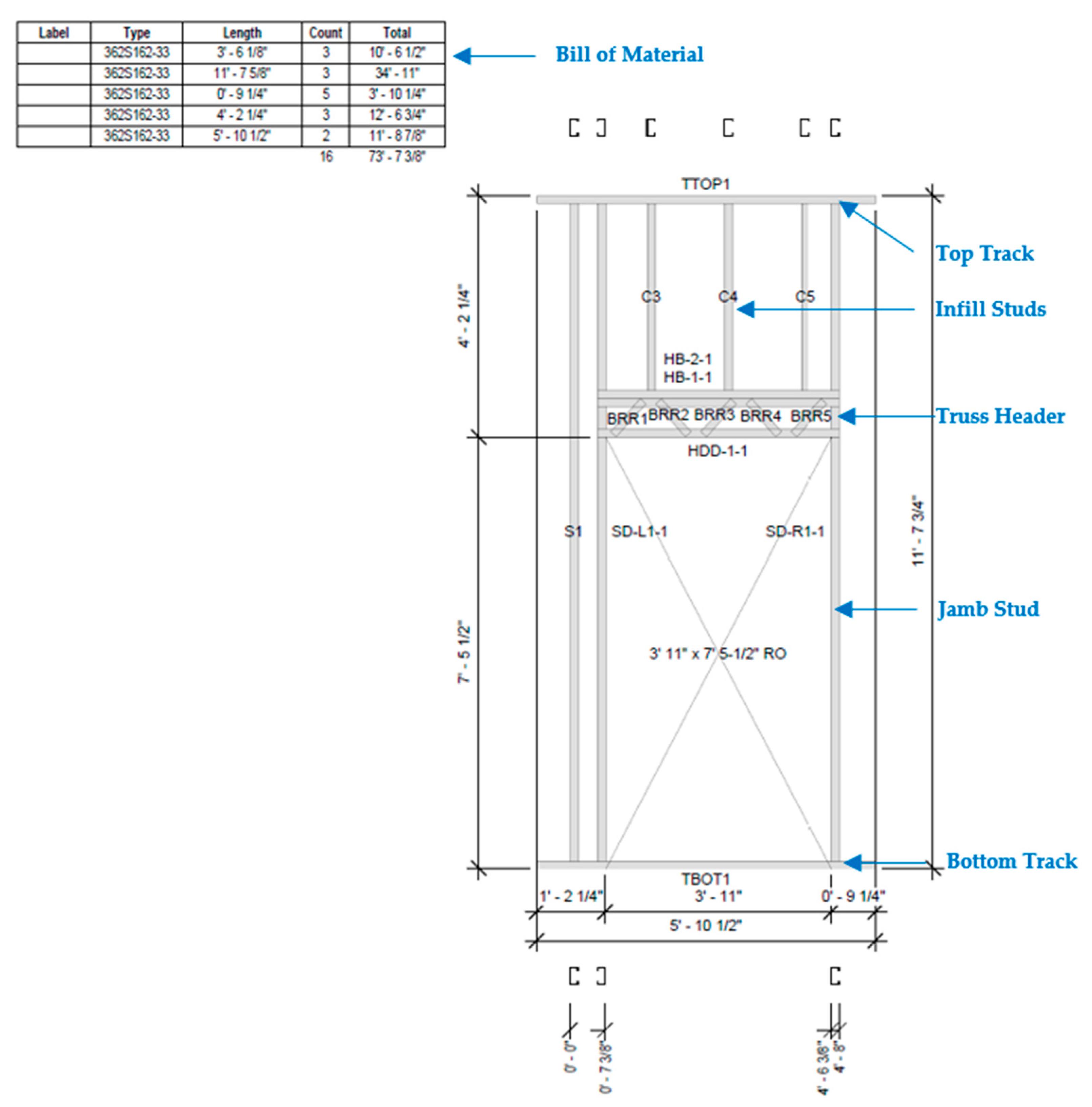
Detailed panel shop tickets are needed to provide the information about the dimensioning of locations of the pieces and a bill of material for the stud material.
Figure 4 presents a sample corresponding to the shop ticket of the same wall panel depicted in
Figure 3b.
Unlike bundles of metal studs and track traditionally banded together in quantities of 10 units, the prefabricated assemblies take up more volume for transport. This is a key challenge to ETO companies when they look for ways to minimize transportation costs to make their products more desirable to the marketplace [
46]. This is generally accomplished through advanced planning of material handling, packaging, and stacking of prefabricated components. This same approach was undertaken in the planning to ship the wall panels necessary to complete this project.
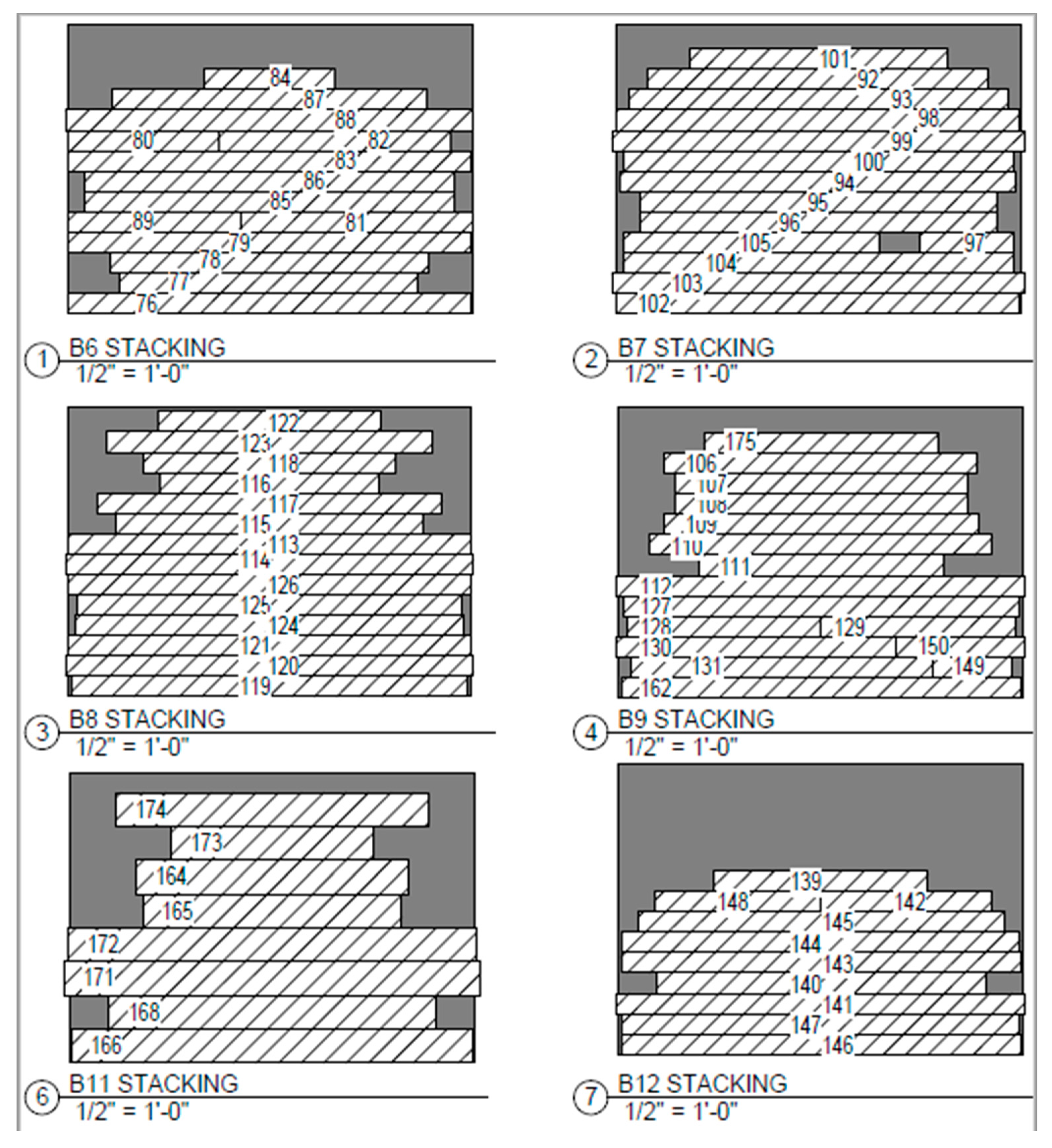
Figure 5 presents an example stacking plan for the complete wall panels. Each number on the drawing represents a unique panel number to communicate to the conveyance staff in the factory the proper stacking and bundling order necessary to optimize the trailer utilization to minimize cost. The stacking order was designed so that the first panel in the field installation series would be on the top of the stack. This detailed preplanning eliminates the need for the field carpenter to search through the stack for the next wall panel.
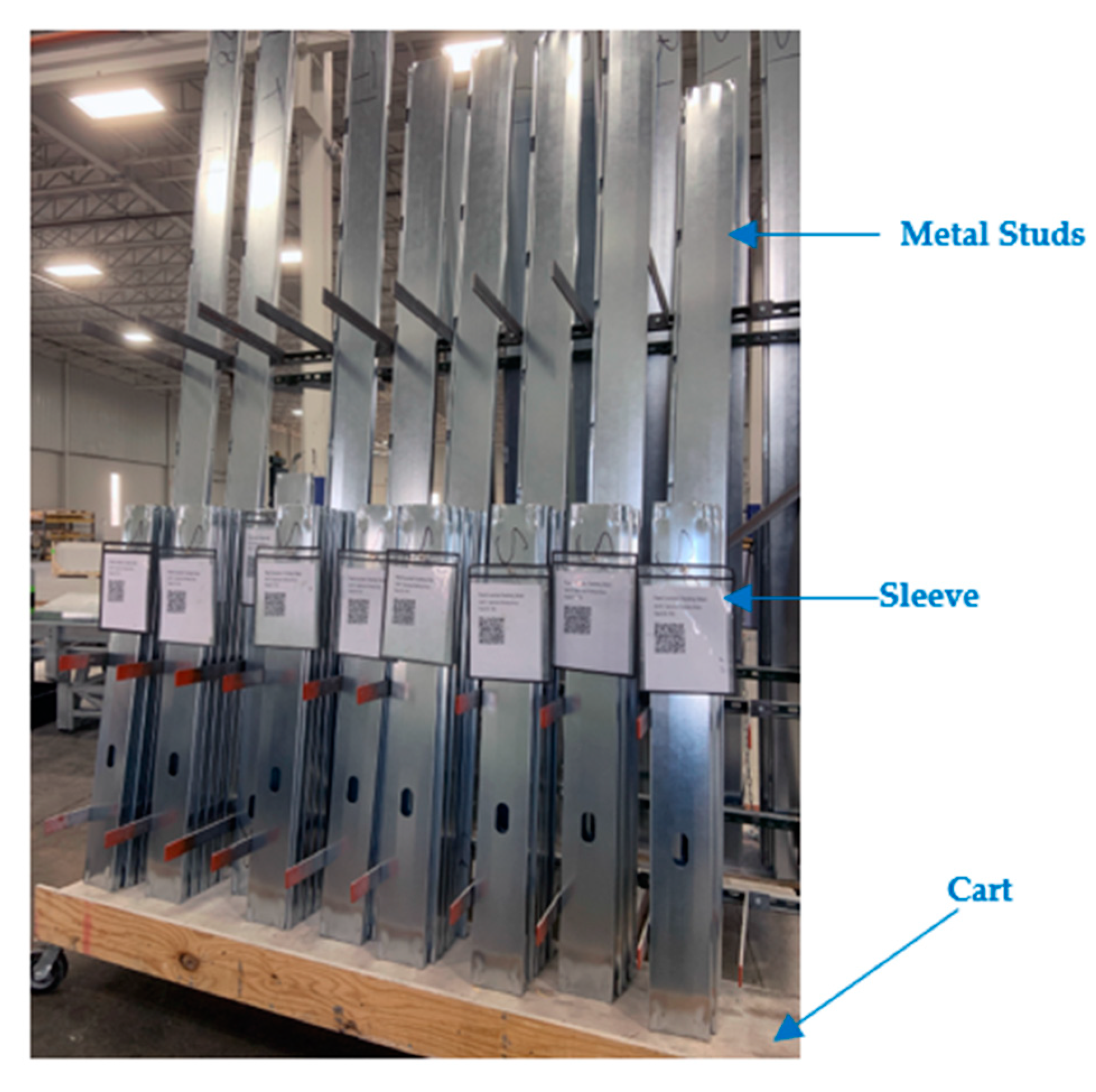
Each wall panel has a sleeve that accompanies it from production of the parts through loading. These sleeves are visible in
Figure 6. Within the sleeve, there is a paper drawing of the panel along with QA/QC sheets for sign off by the workers at each station to validate that what is built matches what was designed. On the front of the sleeve is a unique QR code utilized by the ETO to track the location and progress of each panel throughout the process.
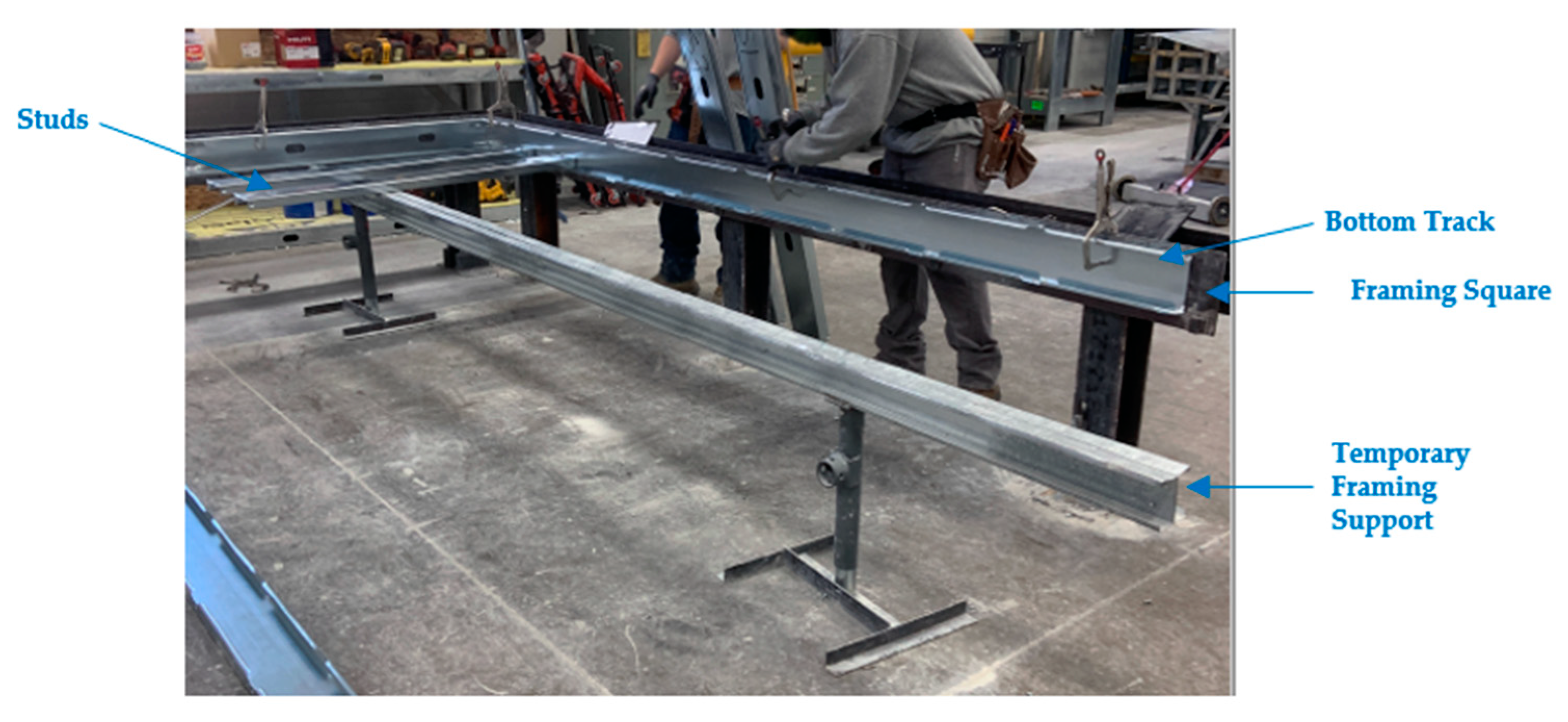
The wall panels are assembled in work cells containing large steel framing squares. These squares are permanently fastened to the floor and contain tabs to support the bottom wall plate and one outer stud. The tabs are at the ground level and validated utilizing a laser.
Figure 7 shows two workers assembling a wall panel. The bottom plate is temporarily clamped to the square along with the outermost stud. This maintains the squareness of the wall panel while allowing for rapid assembly.
5.2. Case Study Project Site
The physical characteristics and dimensions of the buildings were identical and located adjacent to one another on the same project site. The buildings were each symmetrical about their short axis. Therefore, the labor and material estimates for the buildings were identical. The project was completed by the same foreman (site supervisor) for all the buildings, and the framing crew was constant throughout. The order of construction of the buildings was C-3, C-4, C-1, and C-2, per the construction manager’s schedule.
Two of the buildings (C-3 and C-4) were traditionally framed as drawn in the construction documents that were issued to the specialty subcontractor bidders. Traditional framing would approach this project with stock lengths or perhaps precut lengths of studs, manufactured by an acceptable industry manufacturer and stocked onsite by a construction material vendor. Walls and penetrations would be laid out on the slab. The top and bottom tracks for the wall panel would then be installed to align with the layout. Commercial carpenters would measure, cut, and mechanically fasten the individual stud components to create the wall. Fastening the stud to the top track would require utilization of a scaffold, ladder, or lift, exposing the carpenter to repeated fall exposure. Each stud would have to be checked for plumbness prior to mechanically fastening. Penetrations and door openings would be framed with smaller stud components to adhere to the rough opening sizes on the design documents. To explore the application of the model and provide some familiarity to the approach for the field carpenters, building C-1 was constructed half traditional and half utilizing the model about the symmetrical access of the building. One of the buildings (C-2) was constructed utilizing the model for the design, site preconstruction planning phase, and fabrication.
5.2.1. Project Site Preconstruction Phase
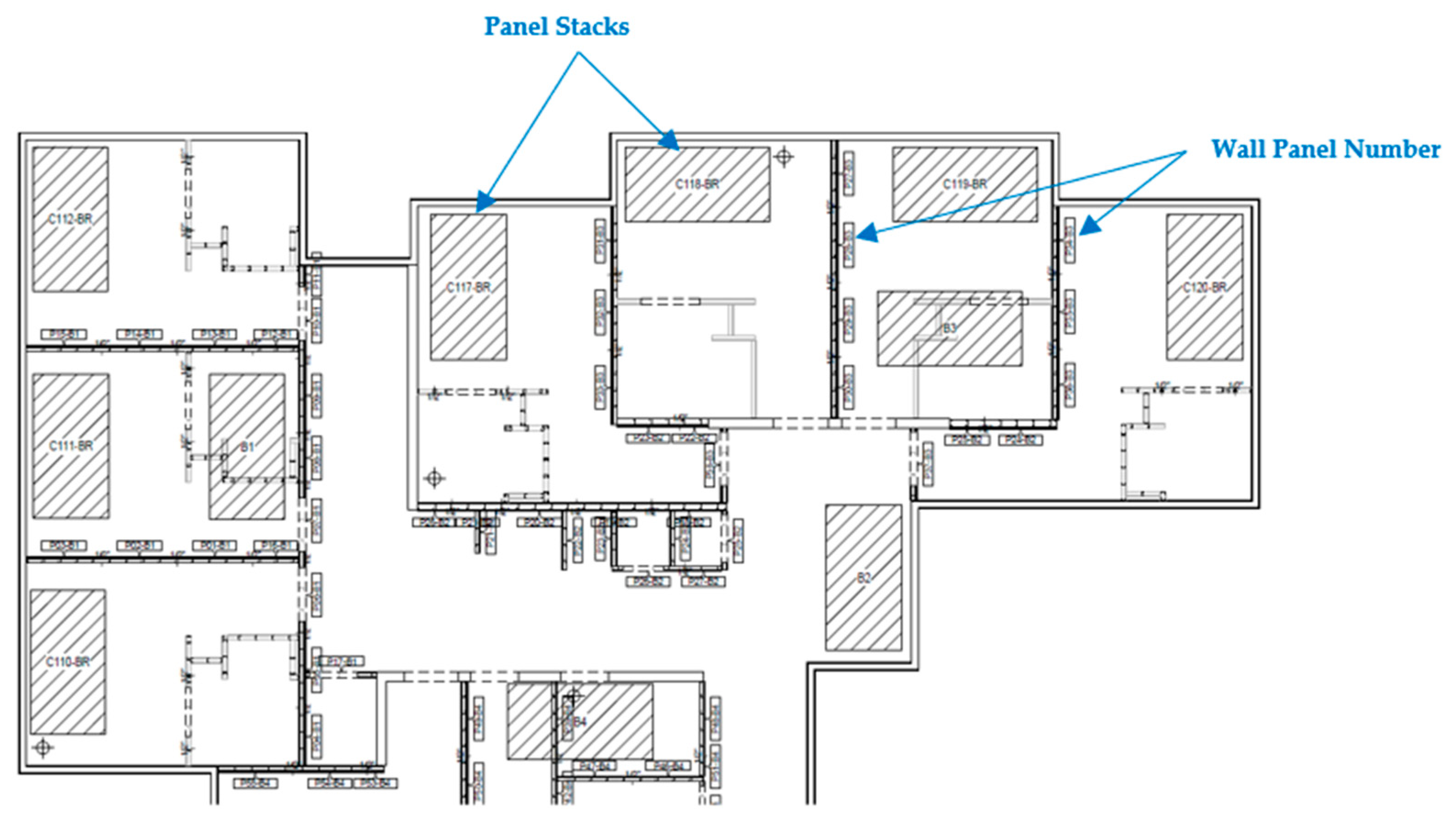
Panel stacks located within the building were designed to minimize the number of steps from the panel stack to the installation location of the wall panel, and to improve productivity accordingly.
Figure 8 shows an example for a portion of one of the buildings. The hatched rectangles represent the panel stacks and their location and stack number for utilization by the field team during stocking operations. The stocking plan was overlaid on the panel layout plan to give the installation crews information so they could properly install the wall panels.
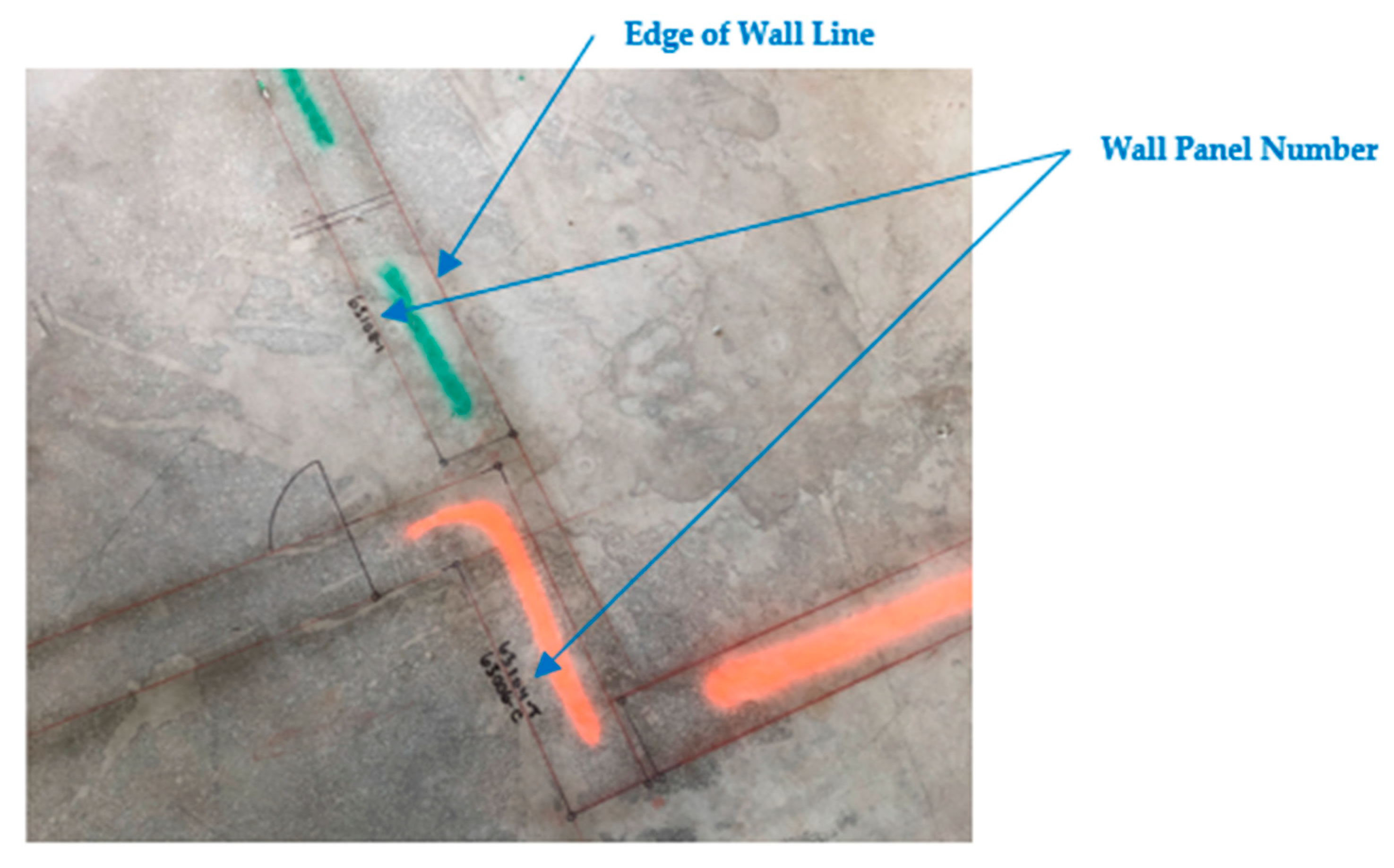
While the layout plan provides detailed information relative to the planned location for installation of each wall panel, it could be cumbersome for the carpenters charged with installation to refer to the drawing frequently. A plan was devised to incorporate an advanced form of wall layout and labeling to substantially reduce the frequency the installation carpenters would have to consult the layout plan.
Figure 9 shows an example of wall layout. Rather than just indicating the outline of a typical wall bottom plate, it includes the panel number and lines depicting the start and end of each panel. The ETO designer can provide their layout drawing to function as the basis of this layout for utilization of a robotic total station in the layout process.
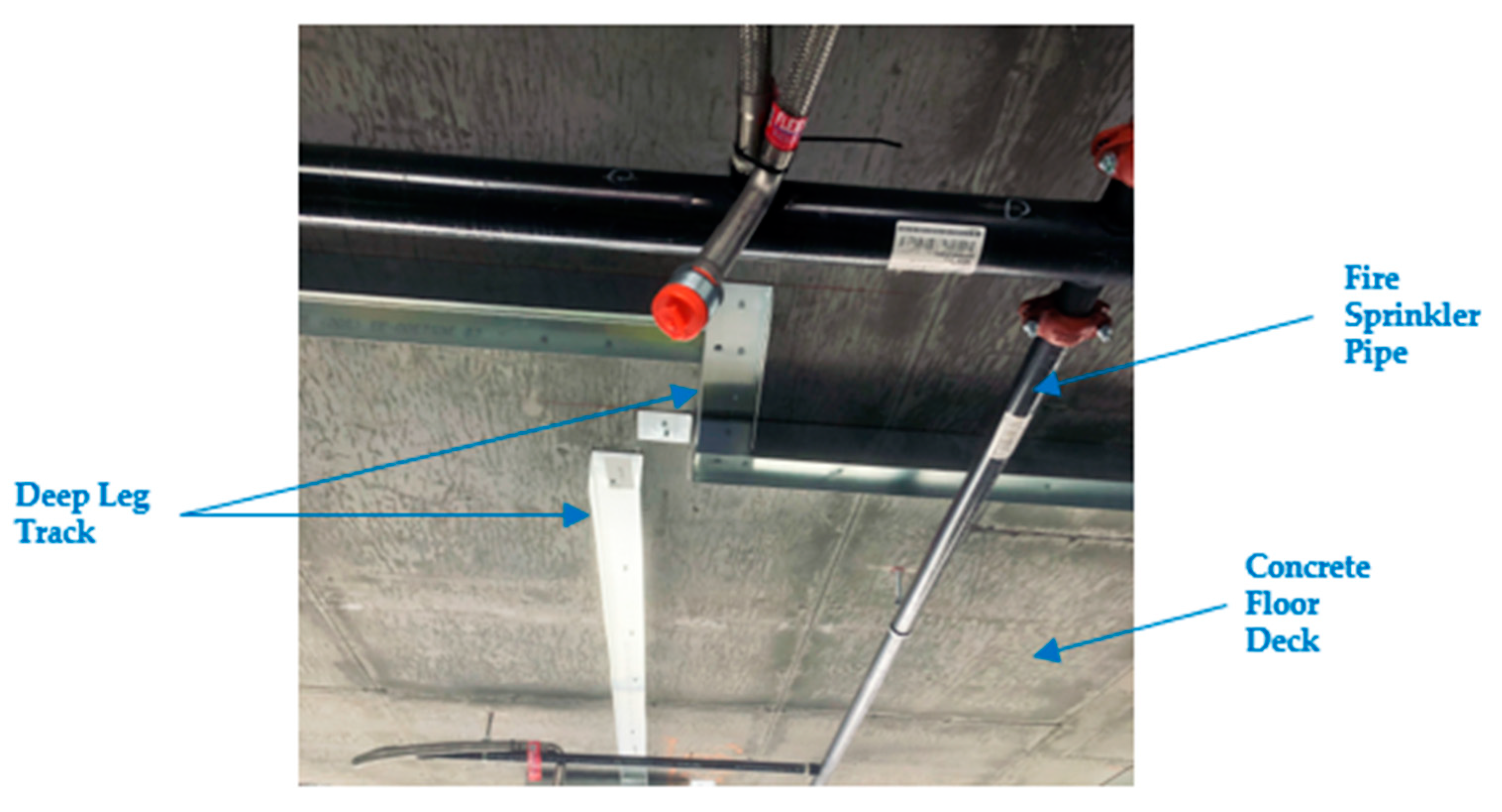
To enhance installation speed and reduce the need for the installation carpenters to go up and down scaffolding or ladders to affix the wall panels to the ceiling, a nested track detail was developed. This detail utilizes a deep-leg cold-formed track typically used for deflection at the top of wall. This track was installed in advance of the prefabricated wall panel delivery to mirror the layout on the floor. By utilizing this detail, the wall assemblies produced by the ETO fabricator did not require the installation carpenters to climb scaffolding or ladders for installation. Rather, the wall panels could be installed from the ground. The wall assemblies produced for this project have a top track included as part of the panel.
Figure 10 shows an example of deep-leg top track installed in preparation for installation of prefabricated wall panels.
5.2.2. Project Site Installation
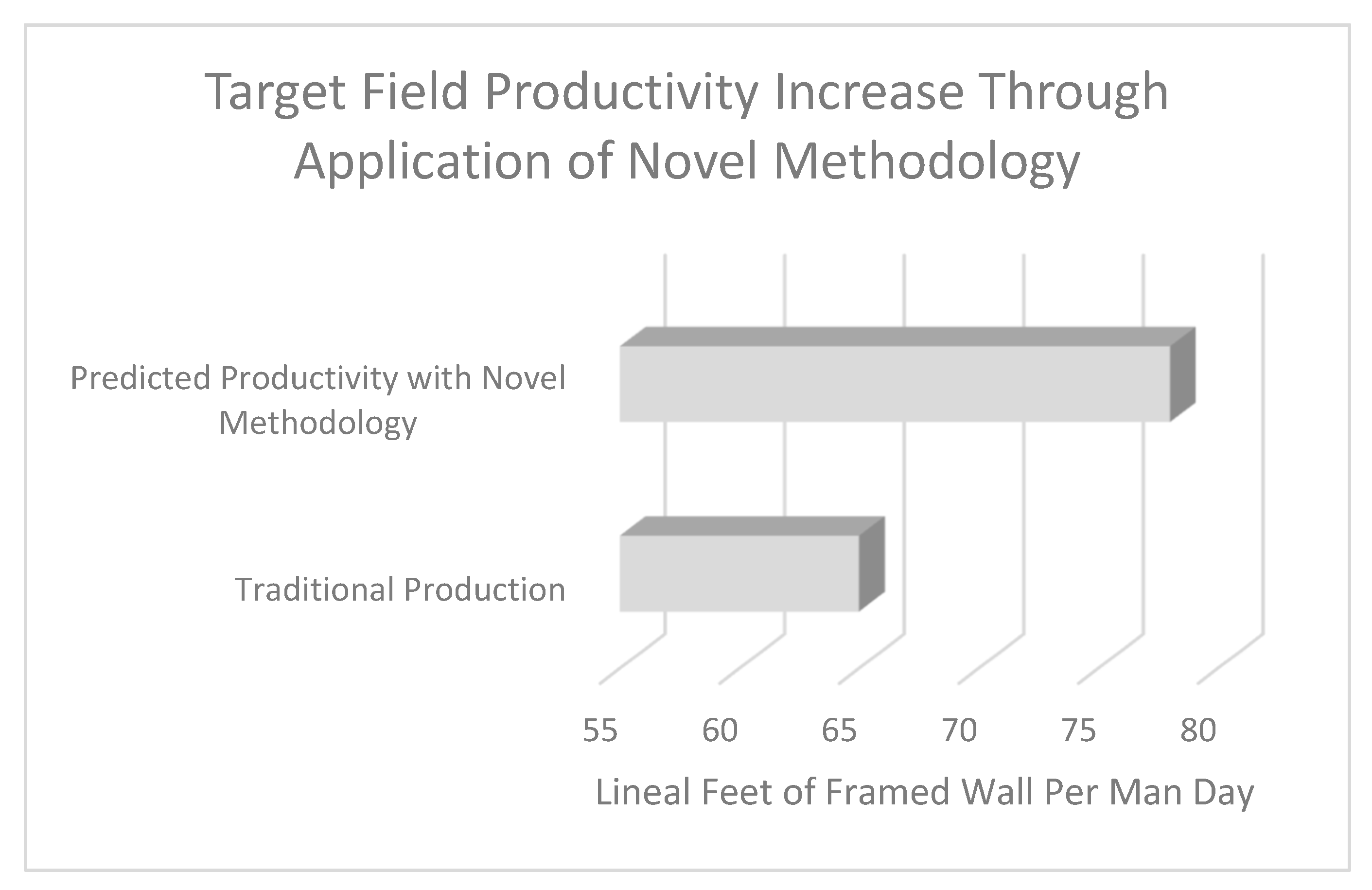
The model’s purpose is to reduce the necessary man-hours on the project site through the decoupling of typical field tasks such as cutting and screwing components together. Regionally, and according to the direct experience of the authors, commercial carpenters would be expected to install, on average, 65 lineal feet of wall per 8 h workday. The application of the model is expected to substantially improve the output in the field relative to lineal feet of complete wall per workday. The hypothesis is that, through the application of the developed model in this study, each wall panel will be installed by one carpenter, which will improve the overall productivity of the commercial carpenter crew by at least 16%, increasing the productivity from 65 lineal feet to 78 lineal feet of wall per day. As previously discussed, field productivity enhancements of 10% can nearly double a construction firm’s pretax bottom line [
32].
Figure 11 depicts the current expected output per worker in an 8 h workday compared to the predicted output utilizing the model.
Table 1 presents a comparison of the tasks required for the traditional approach for wall framing compared to the developed methodology. In addition to the tasks, approximate person-minutes required to complete the tasks are provided. The person-minutes utilized are consistent with durations experienced in the general geography of the test project by journeyman commercial carpenters completing similar work. The comparison of tasks is in the context of 12 linear feet of interior wall inclusive of one typical door rough opening. To accomplish this task with the developed methodology, two wall panel components would be necessary.
Labor hours were collected, and material costs were tabulated for each of the buildings by project engineers employed by the specialty contractor and stationed at the project site to collect data in detail.
Table 2 presents the results of the data collection process and the original estimated labor and material values.
The collected data were then compared to the estimated values for both labor and material for evaluation. The labor cost for building C-3 ($45,932 USD) was slightly over the original estimate, and the labor for building C-4 ($56,896 USD) exceeded the estimate by 24%. Reviewing the total cost of building C-3 compared to estimate, there was a favorable outcome of $92,807 USD, which translates into approximately 9% better than estimate. Although the hours on building C-1 exceeded the estimate, the total hours did not exceed the traditionally built building C-4. Building C-1 was 136 h (10.5%) over estimate, whereas building C-4 was 120 h (9.3%) over estimate and 16 h less than building C-1. On building C-1, substantial hours were spent moving the panels into the building and getting the panel stacks properly located consistent with the stocking plan. Typically, the third-party supplier of the stud material will provide the stocking in this geographical marketplace within the price of the stud material; hence, no labor hours are incurred by the subcontractor for the initial material stocking to the project utilizing typical stud lengths. This results in an additive labor cost factor associated with the utilization of prefabricated components. Adding to the labor hours of building C-1 was also the learning curve experienced by the installation carpenters as they had never installed prefabricated interior wall panels before. One of the reasons for completing C-1 half traditionally and half utilizing prefabricated wall panels was to provide the installation carpenters the ability to learn prior to commencing building C-2. Even with the additional stocking labor necessary for the placement of panels throughout the building, building C-2 has a large reduction in labor hours compared to C-4 and C-1. This reduction was in part a result of the installation carpenters becoming more familiar with the process and trusting that the advanced layout and wall panels were designed correctly.
6. Model Evaluation
After the project was completed, the data collected by the project engineers on the site relative to labor and material were evaluated. The resulting values were compared to the estimate and analyzed for monetary variances. On the basis of this evaluation, there is consistency in the material costs for buildings C-3 ($46,875.59 USD) and C-4 ($47,768.84 USD), with both costing less than the estimated amount ($56,182.69 USD). Building C-1 ($38,707.95 USD) has an unexpectedly lower material cost than the buildings C-3 and C-4. This is likely the result of excess material procured for buildings C-3 and C-4 being utilized on building C-1 but with the invoicing coded to the previously constructed buildings. Most of the material cost for building C-1 was the wall panels procured from the ETO fabricator. The elevated cost, compared to the other buildings on the project (~60% more than the average of C-3 and C-4) and the estimate (~35% more than the estimate), incurred on building C-2 ($75,740.17 USD) is reflective of the costs billed to the subcontractor by the ETO fabricator for the wall panels. These costs include the transportation costs required for wall panels. Typically, transportation costs are included within the standard stud pricing bought through industry third party material vendors. Additional transportation costs are inherent when utilizing prefabrication. To construct the designed assembly, the walls require an additional top track be utilized as the nesting track for the wall component. The original bid estimate effectively did not account for the utilization of two top plates for the walls (deep-leg track and wall panel top track) in its pricing, but the cost incurred for the project did accurately account for this increased material cost.
The carpentry framing personnel and crew size were constant across all four buildings. The repeatability of architectural design for the four buildings and the utilization of the same crew provides for a unique research opportunity for actual comparison of the traditional construction methods to the results by incorporating the model. According to the collected data, the project saved between 7% and 23% of the labor hours compared to the control buildings and 17% compared to the estimate when incorporating the prefabricated wall panels.
7. Conclusions
This study developed a model that provides a defined procedure for design and implementation of prefabricated commercial wall assemblies. The main contribution of this study to the body of knowledge is through the development of an adaptable and scalable model for improving field productivity for projects utilizing cold-formed metal stud walls. The application can be broadly utilized in both new and renovation projects within vertical construction projects.
The developed model in this study has three phases: design phase, project site preconstruction planning phase, and panel fabrication phase. The design phase of the model identifies the planning and solutions to be utilized on a given project. The project site preconstruction phase focuses on the delivery of detailed, practical information for the carpenters and support staff to utilize in the installation of the wall panels. The panel fabrication phase implements the results of the design phase through the material manufacture, wall panel assembly, quality verification, and preparation for transport.
The evaluation of the model on a real project provided key insights relative to its potential impact on productivity. The results of the field case study demonstrated that, compared to the traditionally built walls in two of the project’s buildings (C-3, C-4), the utilization of prefabricated wall assemblies in the other two buildings saved (i) between 7% and 23% of the labor hours, and (ii) 17% compared to the cost estimate compared of the control buildings (i.e., traditionally constructed). Since the crew size was the same throughout, the results suggested that there was indeed a productivity improvement through the application of the procedures outlined by the model. Idle and nonproductive time was reduced, compared to traditional methods, as the carpenters spent their time installing the prefabricated wall assemblies per the plan. However, there is still a challenge due to the increased cost of the prefabricated wall panels compared to traditional stud material. These costs are largely driven by equipment cost, plant overhead, and transportation costs. While there has been extensive utilization of wood wall panels for new construction of residential and hospitality buildings, the developed model provides a practical implementation approach to practitioners in the commercial framing space for both new and renovation projects.
The results reflect a case study of a single project from both the perspective of the ETO fabricator and the specialty subcontractor. The specialty subcontractor does not have control of other subcontractors and, therefore, cannot fully prevent the potential adverse effects of their actions. It is noteworthy to mention that the primary focus of the paper was not to determine the lowest possible cost but rather to examine the application of prefabricated components and the impact on labor productivity. The proposed method can result in higher material costs because of necessary logistics and distance from the place of manufacture and the value-added labor at the manufacturing facility.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}