
A Novel Path Generation Approach for Robotic Spatial Printing of Branching Geometry

 , ,
, ,  ,
,
Abstract
:1. Introduction
1.1. Branching Structure in Architecture
1.2. 3D Printing Configuration and RSP in Architecture
1.3. Printing Path Generation Method
2. Methodology
2.1. Programming Setup
2.2. A Hierarchical Framework of the Printing Node Permutation
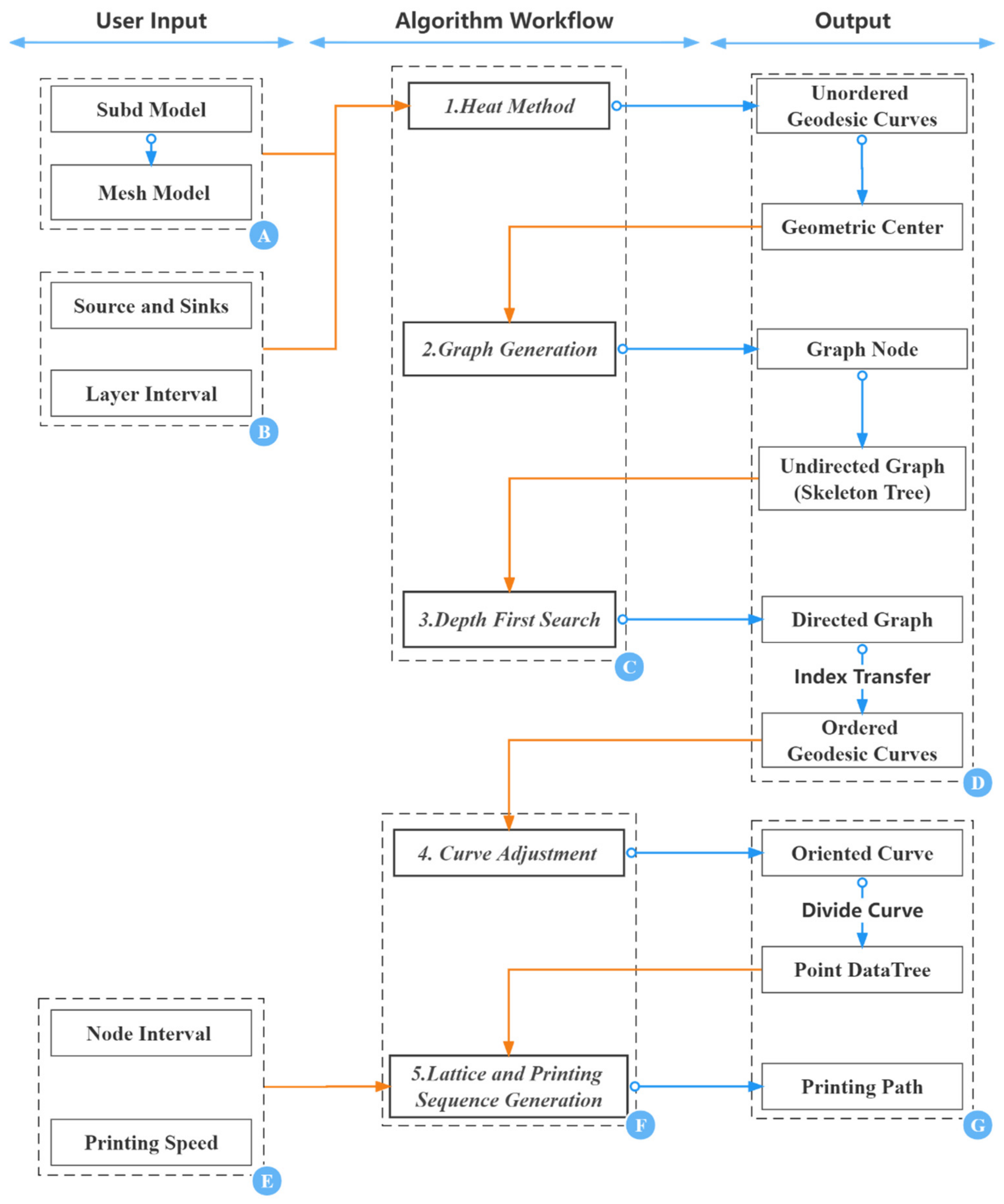
2.3. The Workflow
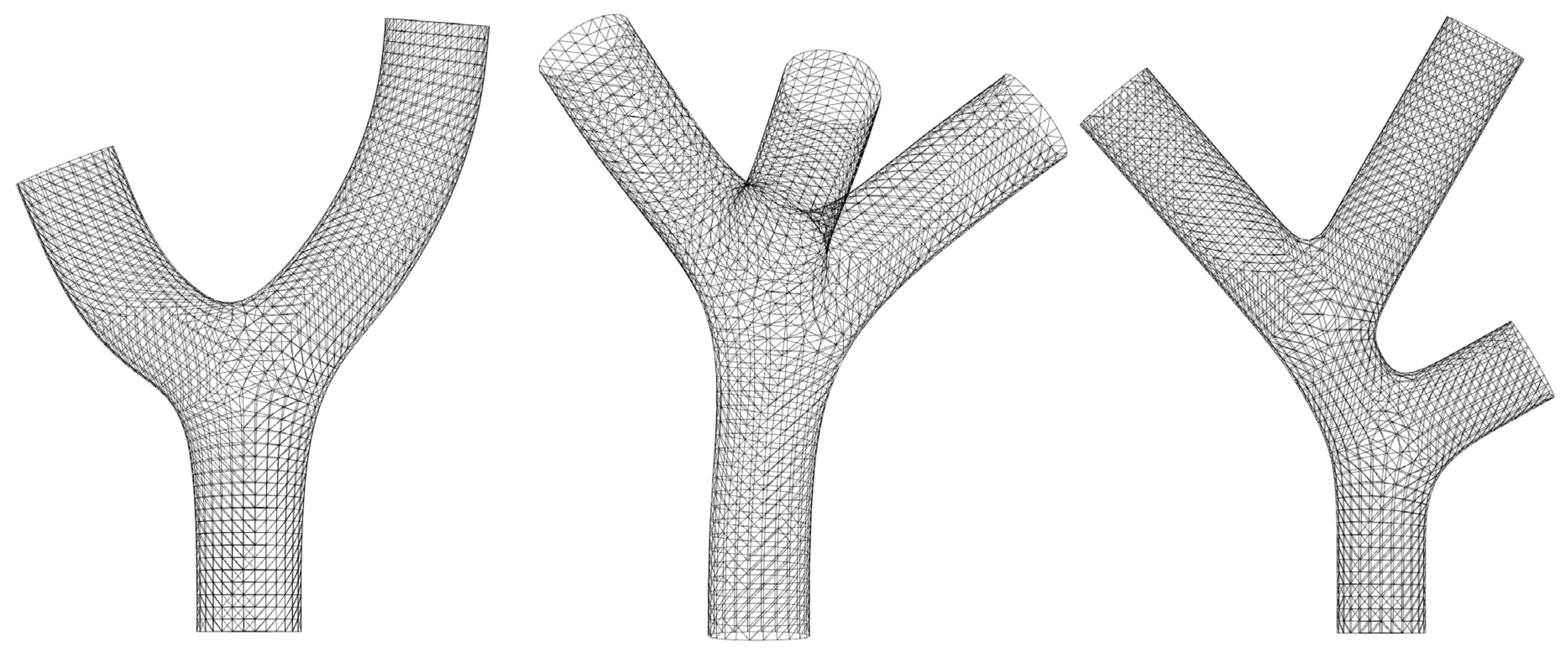
- The user input of their initial model geometry. The user should use the SubD command multipipe in Rhinoceros to generate a branching geometry in SubD format and use the Quadremesh command to convert the SubD model into a mesh model (Section 3.1).
- The user input for the heat method, including the source and sink classification and layer interval. The user should determine the layer interval and choose which mesh edge is the source and which is the sink according to the practical printing situation (Section 3.1).
- Algorithms that generate the curve permutation as printing layers. The heat method is utilized to generate the geodesic curves and the graph method is used to determine the order of the curves (Section 3.2 and Section 3.3).
- Output of different stages of the curve permutation including the graph to analyze the curves’ topological structure. The output of the heat method is unordered geodesic curves. To transform them into ordered curves, the graph method is applied (Section 3.2 and Section 3.3).
- User input of the printing parameters, including the node interval and printing speed (Section 3.4 and Section 3.5).
- Algorithms that generate the final printing node permutation. The curve adjustment includes the orientation adjustment and the seam adjustment, which provides the necessary foundation for the lattice generation (Section 3.4 and Section 3.5).
- Output of different stages of the printing node permutation. The points embedded in the oriented curve are first stored in the DataTree, and then are used to generate the printing path for the lattice structure (Section 3.4 and Section 3.5).
3. Experiment
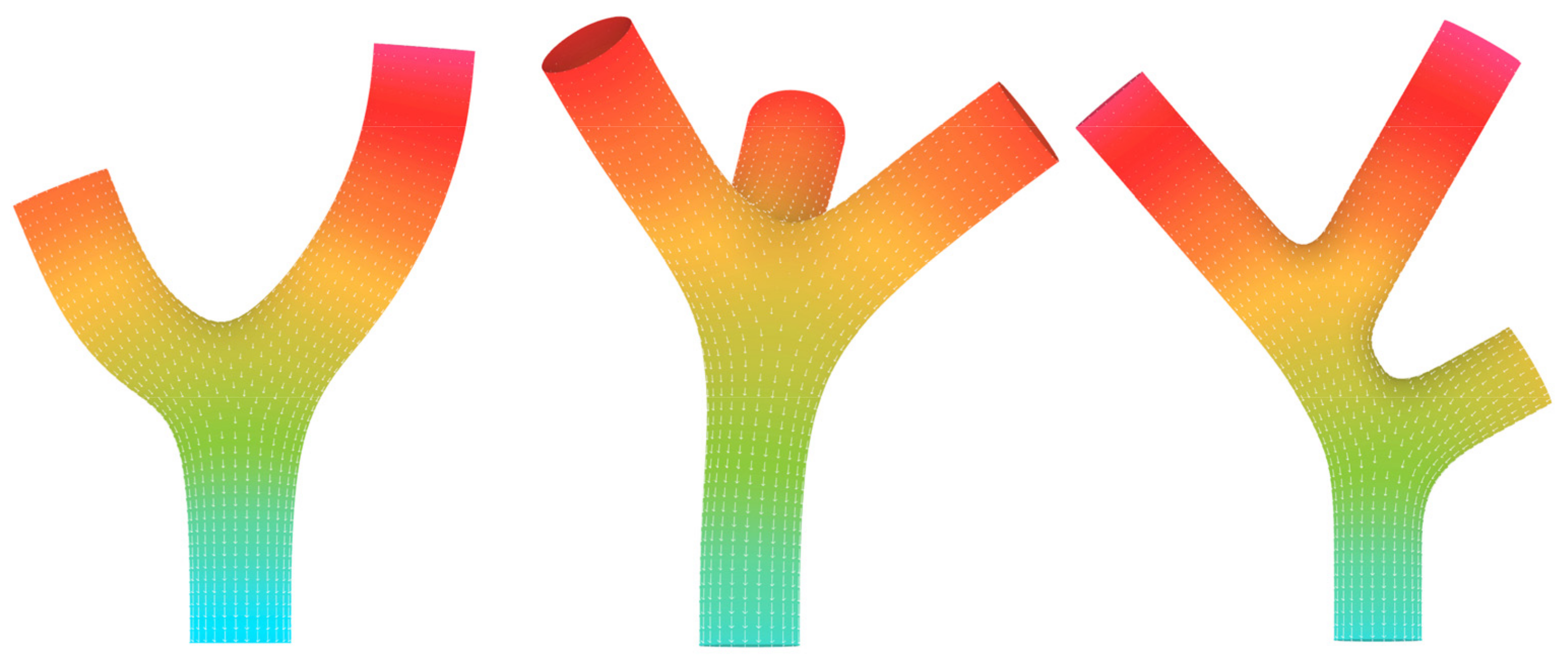
3.1. Geodesic Distance-Field-Based Slicing
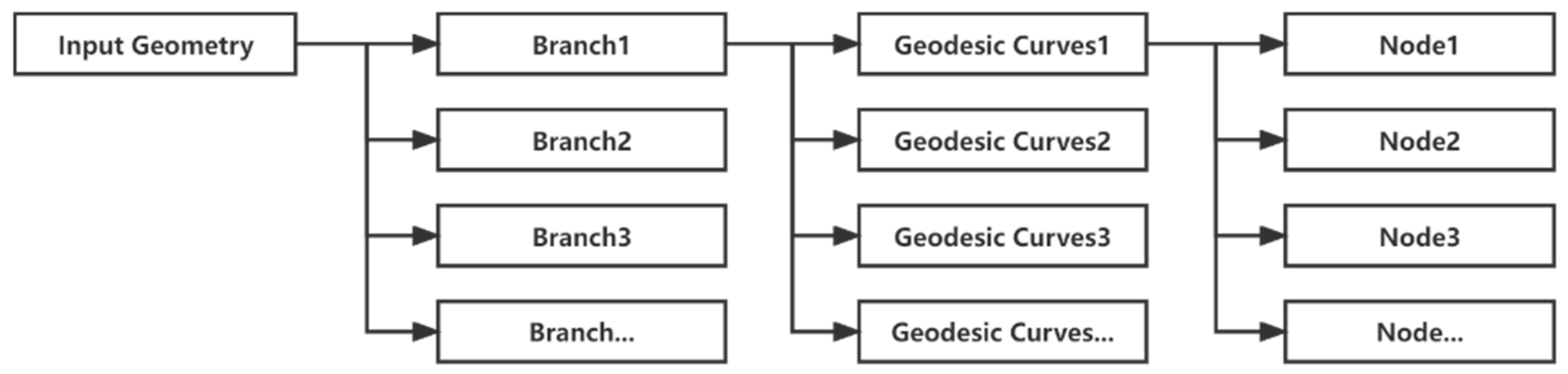
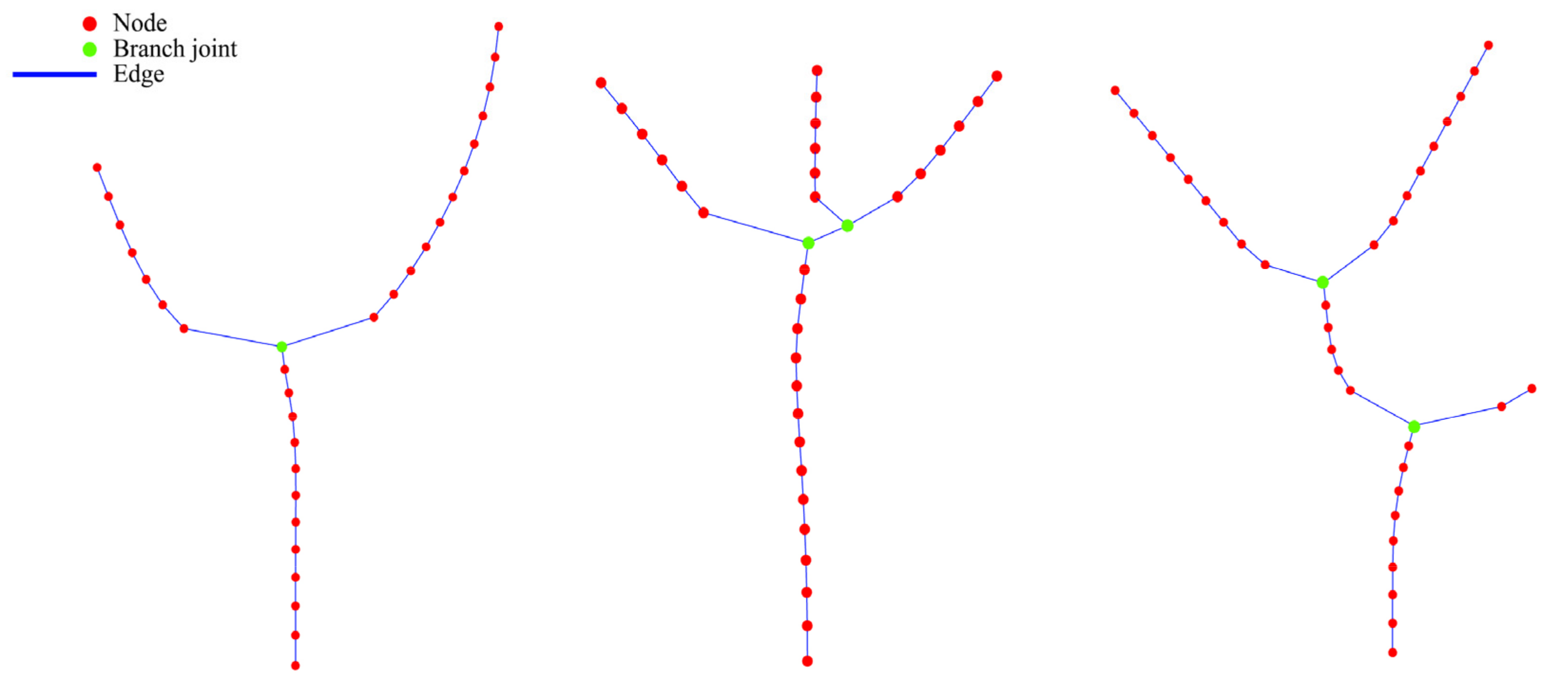
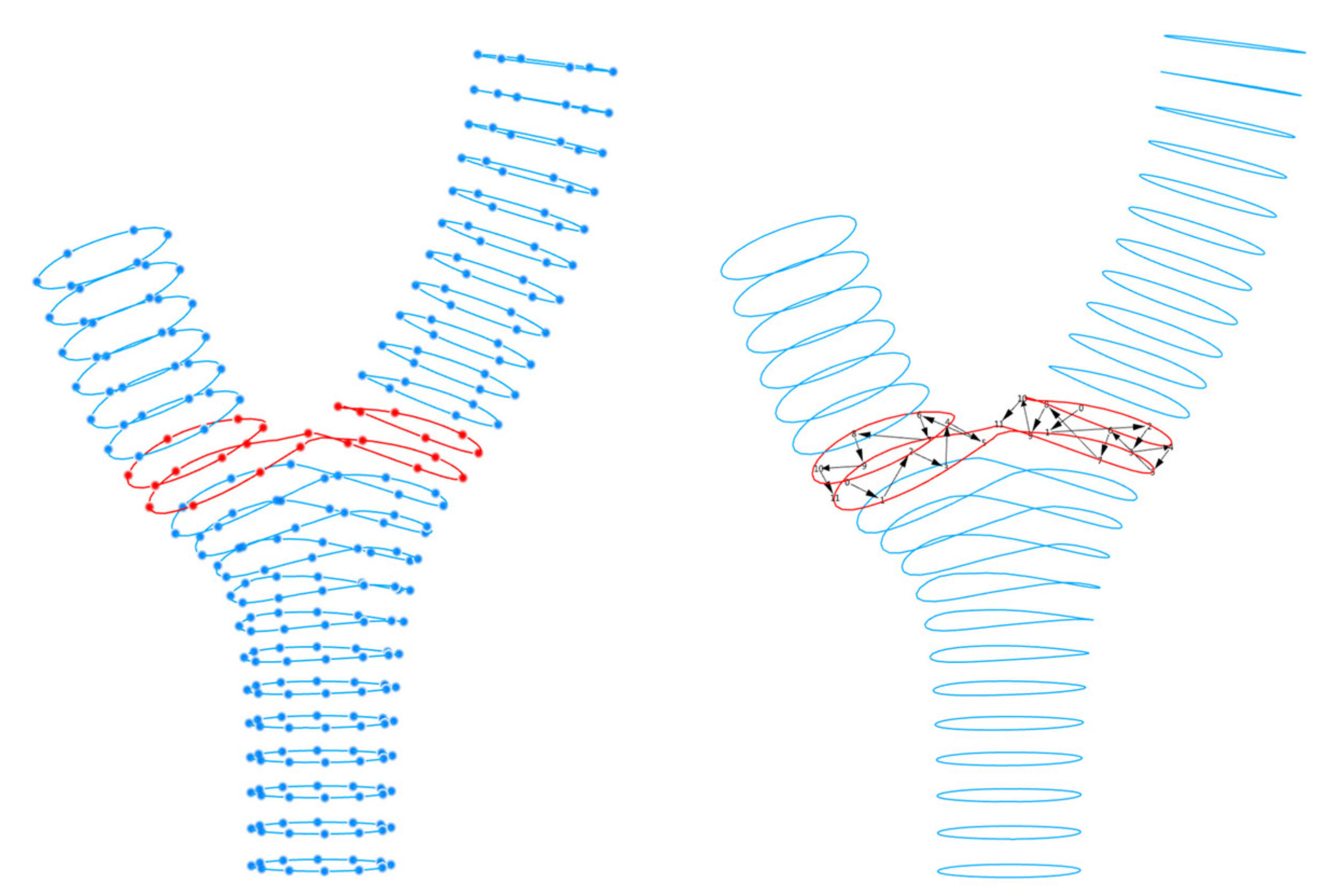
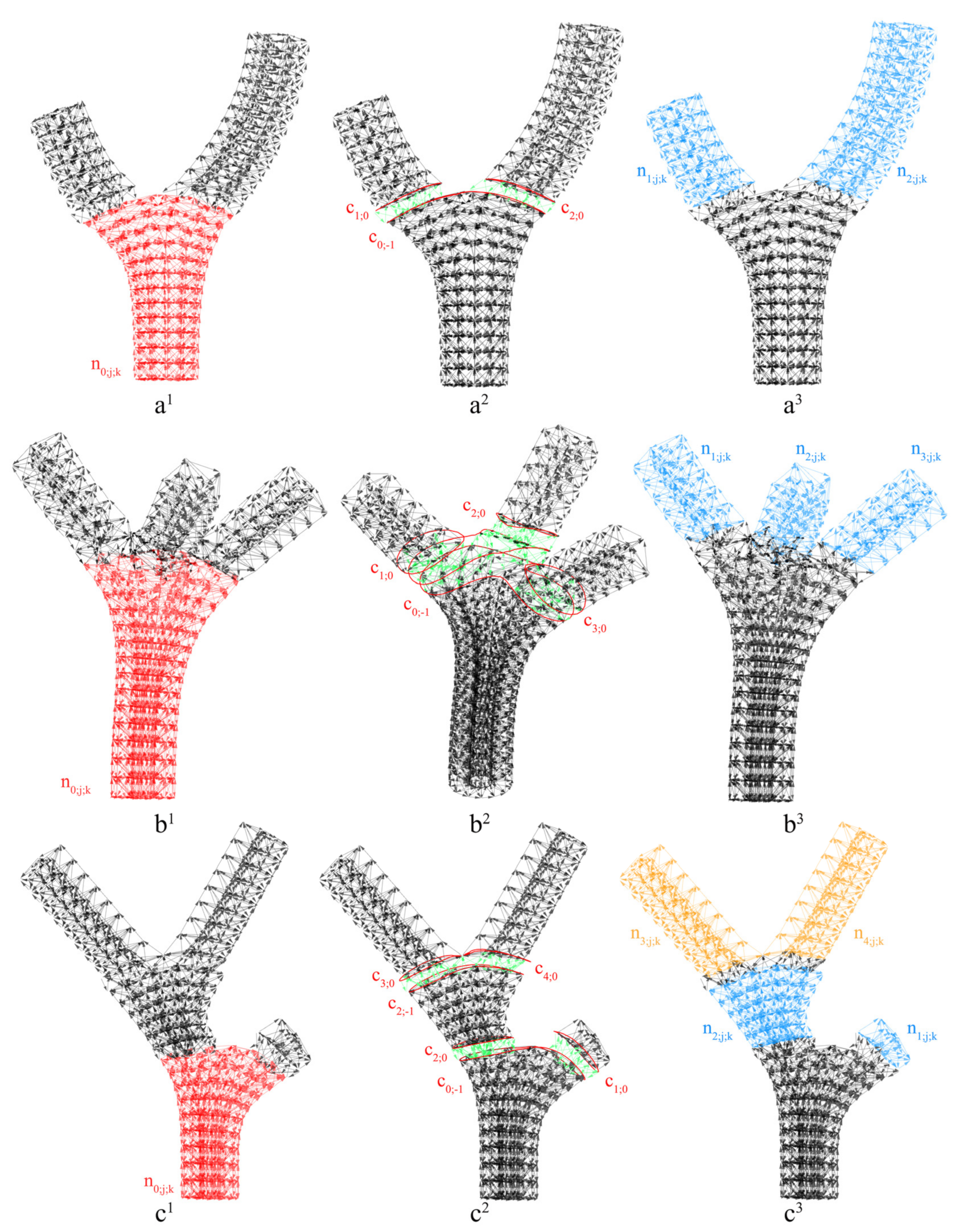
3.2. Graph Generation
| Algorithm 1. Graph Generation |
| Input: List < Point3d > points Output: int [,]adjacency Matrix; List < Line > Edge; List < Point3d > articulation Points for pointi in List points; if pointj is adjacent to pointi adjacency Matrix [i, j] = 1 && adjacency Matrix [j, i] = 1 end end for adjacency Matrix [i, j] if adjacency Matrix [i, j] = 1|| adjacency Matrix [j, i] = 1 build Edge between pointi and pointj end end for pointi in List points; if Edge[pointi] > = 3 articulation Point = pointi |
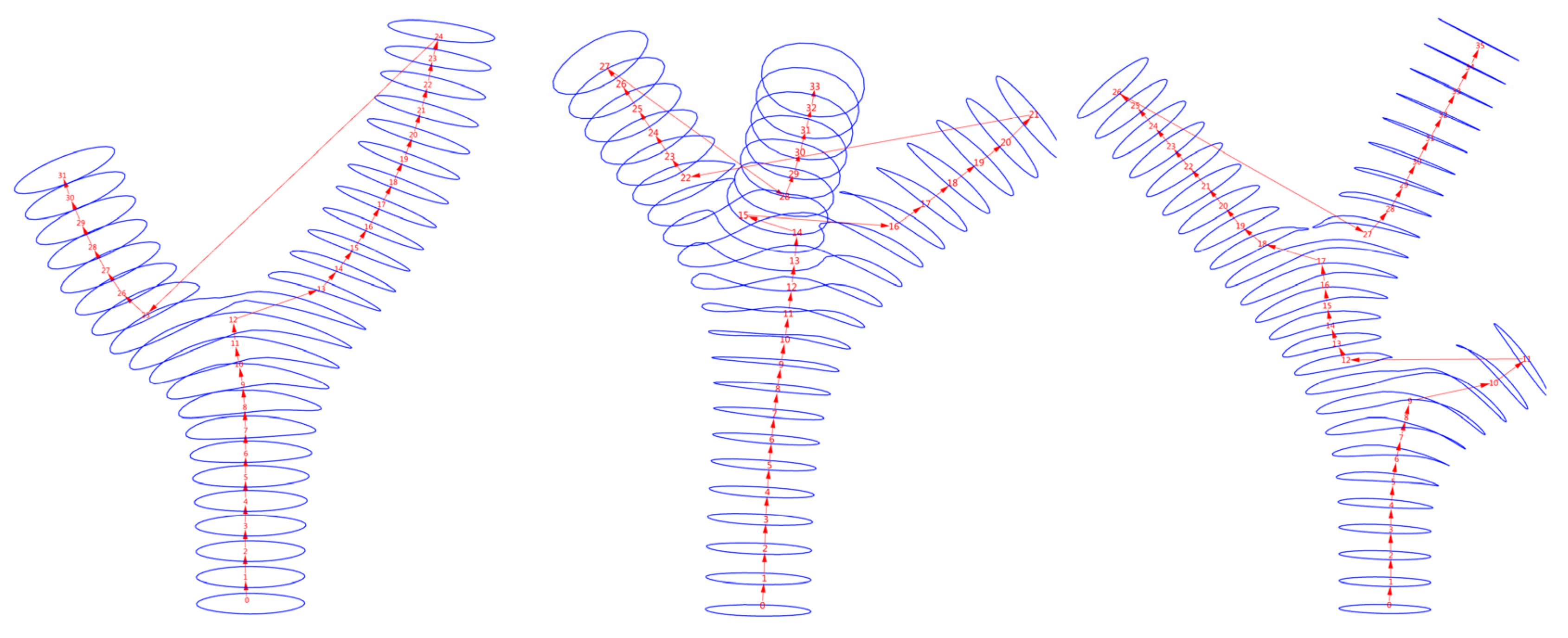
3.3. Graph Traversal
| Algorithm 2. DFS Graph Traversal |
| Input: List < Point3d > points; int [,] adjacency Matrix; Point3d heatPoint; Output: List < Point3d > DFS sorted points; while (unsortedPoints.Count > 0) currentPoint = heatPoint currentPoint = currentPoint.findNext unsortedPoints.Remove(currentPoint) DFS sorted points.Add(currentPoint) if currentPoint.findNext == null unsortedPoints.findlowestPoint currentPoint = lowestPoint.findNext unsortedPoints.Remove(currentPoint) DFS sorted points.Add(currentPoint) end end static int findNext() for pointi in List points; if adjacency Matrix [i, j] = 1|| adjacency Matrix [j, i] = 1 if pointj.Z > pointi.Z nextPoint = pointj end end end return nextpointIndex end |
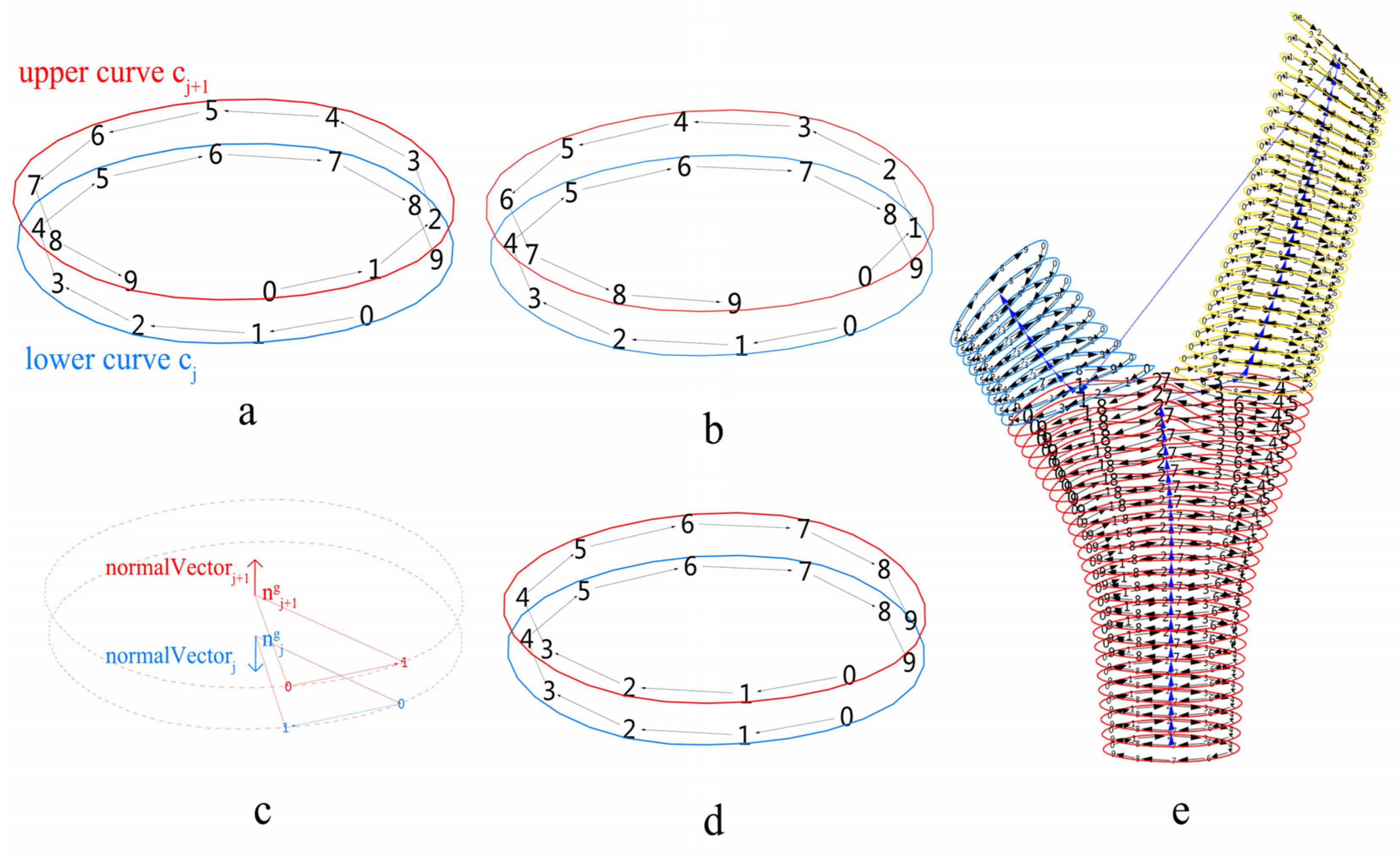
3.4. Curve Adjustment
| Algorithm 3. Curve Adjustment |
| Input: List < Curve > Geodesic Curves; DataTree < Point3d > Divide Points Output: List < Curve > Oriented Curves for (int i = 1; i < Geodesic Curves.Count; i++) refPoint = Geodesic Curves [0].CurveSeam refPoint = curves[i].ClosestPoint(refPoint) curves[i].ChangeClosedCurveSeam(refPoint) end for (int i = 0; i < Geodesic Curves.Count −1; i++) dotProduct = Vector3d.Multiply (normalVector[i], normalVector [i + 1]) if (dotProduct < 0) Geodesic Curves [i + 1].Reverse() end |
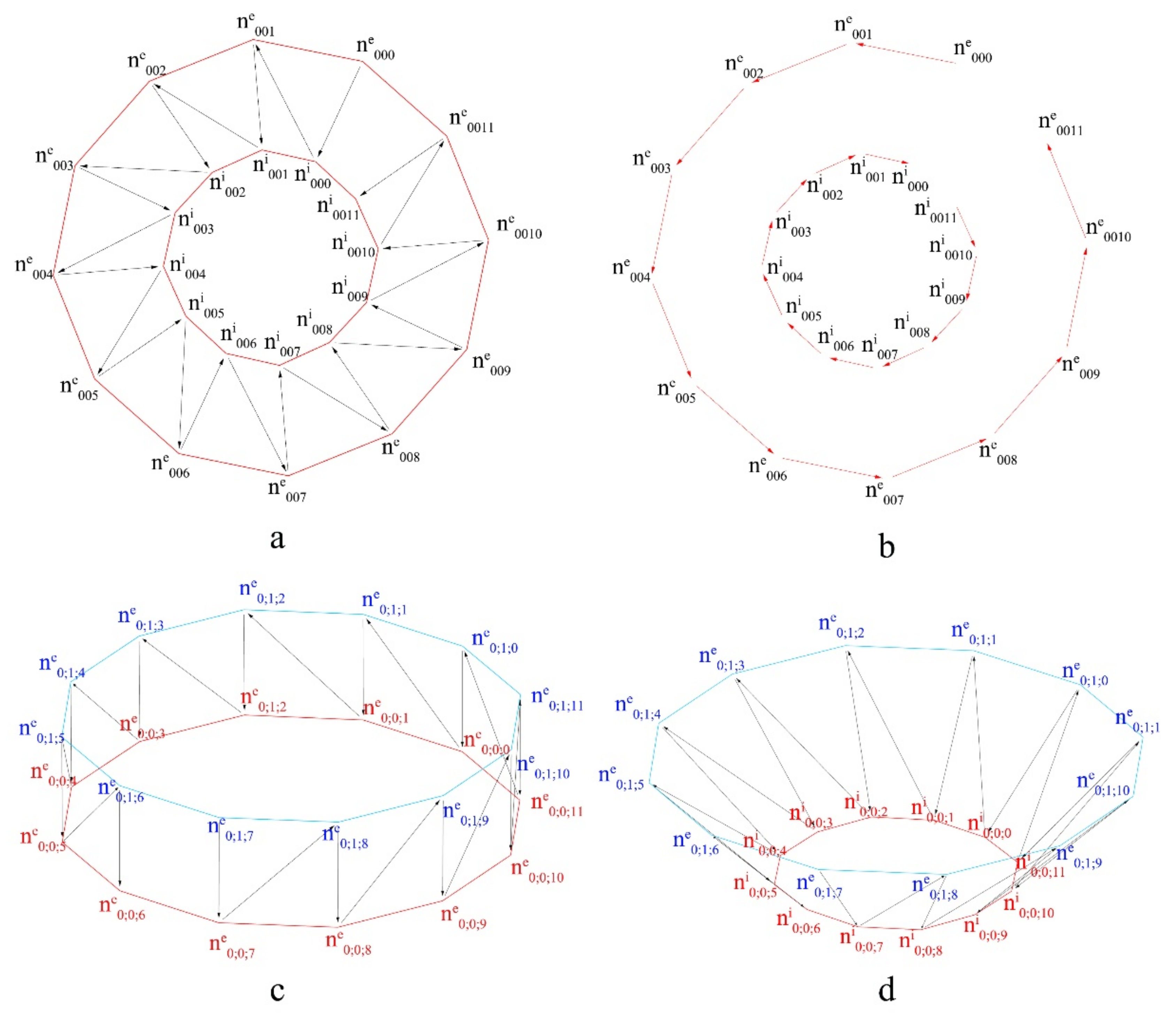
3.5. Lattice Generation
4. Results
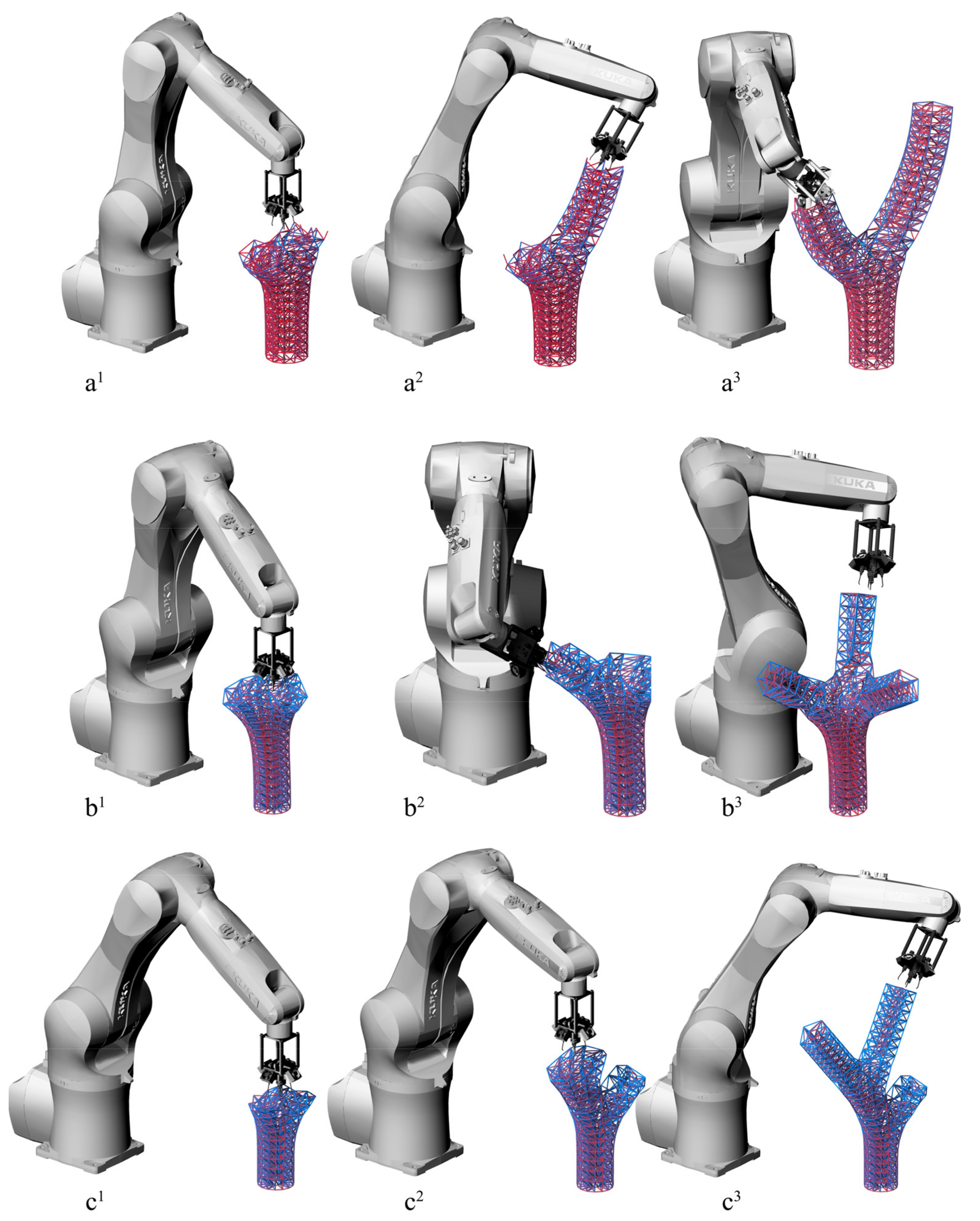
4.1. Printing Simulation Setup
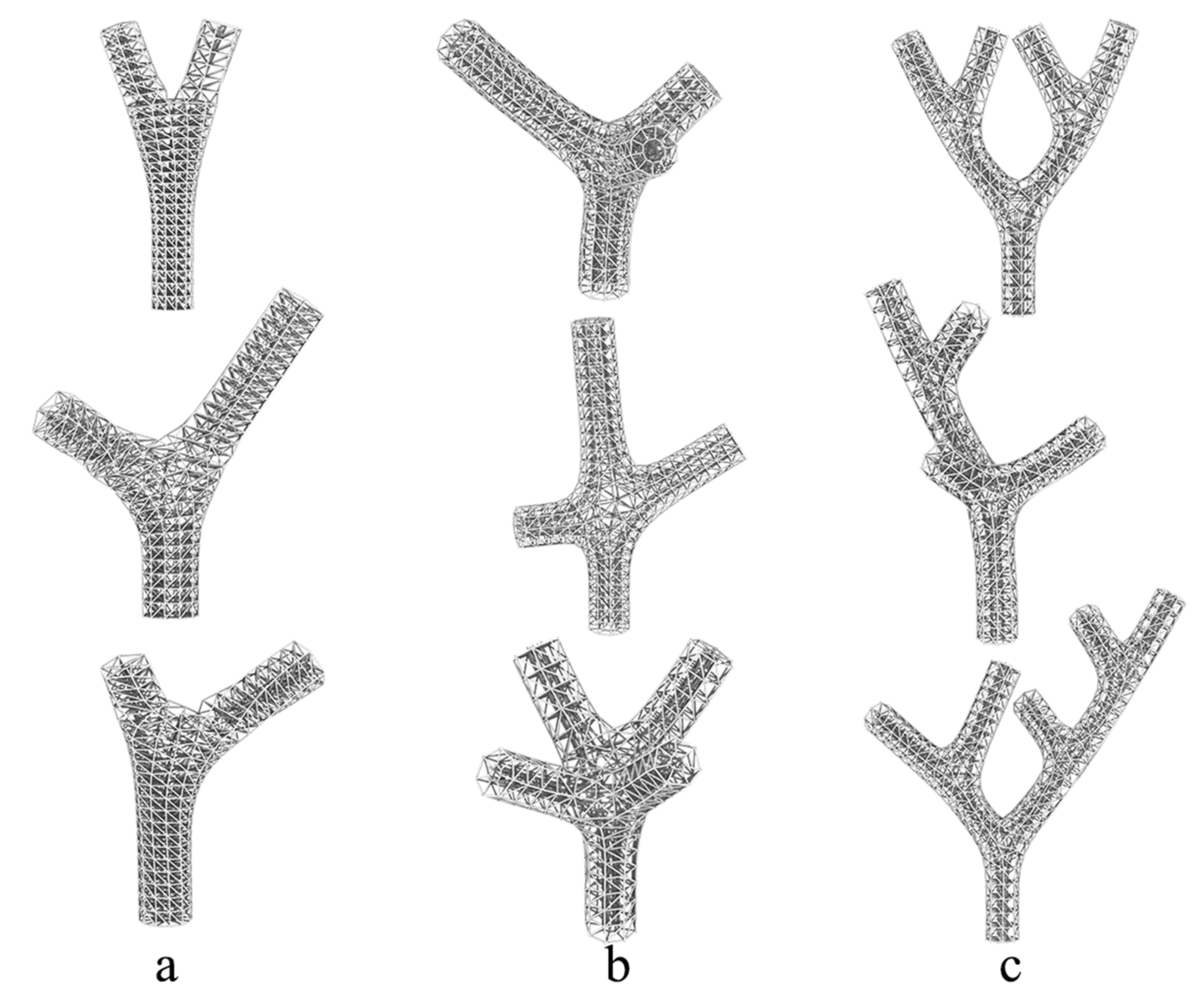
4.2. Prototypes Implementation
4.3. Fabrication Expenses
4.4. Printing Validation
5. Summary and Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, H.-J.; Wang, Z.-Z.; LI, Z.-C. Reliability and Sensitivity analysis of dendriform structure. Int. J. Space Struct. 2013, 28, 75–86. [Google Scholar]
- Peng, X. Structural Topology Optimization Method for Morphogenesis of Dendriforms. Open J. Civ. Eng. 2016, 6, 526–536. [Google Scholar] [CrossRef] [Green Version]
- Kripakaran, P.; Gupta, A.; Baugh, J.W. A novel optimization approach for minimum cost design of trusses. Comput. Struct. 2007, 85, 1782–1794. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Yuan, P.F.; Beh, H.S.; Yang, X.; Zhang, L.; Gao, T. Feasibility study of large-scale mass customization 3D printing framework system with a case study on Nanjing Happy Valley East Gate. Front. Archit. Res. 2022, 11, 670–680. [Google Scholar] [CrossRef]
- Nieto, D.M.; López, V.C.; Molina, S.I. Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 2018, 23, 79–85. [Google Scholar]
- Nadal, A.; Cifre, H.; Pavón, J.; Liébana, Ó. Material use optimization in 3D printing through a physical simulation algorithm. Autom. Constr. 2017, 78, 24–33. [Google Scholar] [CrossRef]
- Weeger, O.; Kang, Y.S.B.; Yeung, S.-K.; Dunn, M.L. Optimal Design and Manufacture of Active Rod Structures with Spatially Variable Materials. 3d Print. Addit. Manuf. 2016, 3, 204–215. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Design and optimization of solid lattice hybrid structures fabricated by additive manufacturing. Addit. Manuf. 2020, 33, 101116. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Masood, S.H. Intelligent rapid prototyping with fused deposition modelling. Rapid Prototyp. J. 1996, 2, 24–33. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The Design Process of Additively Manufactured Mesoscale Lattice Structures: A Review. J. Comput. Inf. Sci. Eng. 2018, 18, 040801. [Google Scholar] [CrossRef]
- Wu, J.; Wang, C.C.L.; Zhang, X.; Westermann, R. Self-supporting rhombic infill structures for additive manufacturing. Comput.-Aided Des. 2016, 80, 32–42. [Google Scholar] [CrossRef]
- Lee, M.; Fang, Q.; Cho, Y.; Ryu, J.; Liu, L.; Kim, D.-S. Support-free hollowing for 3D printing via Voronoi diagram of ellipses. Comput.-Aided Des. 2018, 101, 23–36. [Google Scholar] [CrossRef]
- Keating, S.; Oxman, N. Compound fabrication: A multi-functional robotic platform for digital design and fabrication. Robot. Comput.-Integr. Manuf. 2013, 29, 439–448. [Google Scholar] [CrossRef]
- Dai, C.; Wang, C.C.L.; Wu, C.; Lefebvre, S.; Fang, G.; Liu, Y.-J. Support-free volume printing by multi-axis motion. ACM Trans. Graph. 2018, 37, 134. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Tang, K.; He, D.; Wang, X. Multi-Axis Support-Free Printing of Freeform Parts with Lattice Infill Structures. Comput.-Aided Des. 2021, 133, 102986. [Google Scholar] [CrossRef]
- Xu, K.; Li, Y.; Chen, L.; Tang, K. Curved layer based process planning for multi-axis volume printing of freeform parts. Comput.-Aided Des. 2019, 114, 51–63. [Google Scholar] [CrossRef]
- Wang, R.L.Z.; Sparks, T.; Liou, F. Large-Scale Deposition System by an Industrial Robot (I): Design of Fused Pellet Modeling System and Extrusion Process Analysis. 3d Print. Addit. Manuf. 2016, 3, 39–47. [Google Scholar] [CrossRef]
- Nomani, J.; Wilson, D.; Paulino, M.; Mohammed, M.I. Effect of layer thickness and cross-section geometry on the tensile and compression properties of 3D printed ABS. Mater. Today Commun. 2020, 22, 100626. [Google Scholar] [CrossRef]
- Roschli, A.; Gaul, K.T.; Boulger, A.M.; Post, B.K.; Chesser, P.C.; Love, L.J.; Blue, F.; Borish, M. Designing for Big Area Additive Manufacturing. Addit. Manuf. 2019, 25, 275–285. [Google Scholar] [CrossRef]
- Trejo, E.M.; Jimenez, X.; Billah, K.M.M.; Seppala, J.; Wicker, R.; Espalin, D. Compressive deformation analysis of large area pellet-fed material extrusion 3D printed parts in relation to in situ thermal imaging. Addit. Manuf. 2020, 33, 101099. [Google Scholar]
- Nguyen, J.; Park, S.-I.; Rosen, D.W.; Folgar, L.; Williams, J. Conformal lattice structure design and fabrication. In Proceedings of the 2012 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Liu, S.; Li, Y.; Li, N. A novel free-hanging 3D printing method for continuous carbon fiber reinforced thermoplastic lattice truss core structures. Mater. Des. 2018, 137, 235–244. [Google Scholar] [CrossRef]
- Xu, B.; Yin, S.; Wang, Y.; Li, H.; Zhang, B.; Ritchie, R.O. Long-fiber reinforced thermoplastic composite lattice structures: Fabrication and compressive properties. Compos. Part A Appl. Sci. Manuf. 2017, 97, 41–50. [Google Scholar] [CrossRef]
- Tam, K.-M.; Marshall, D.J.; Gu, M.; Kim, J.; Huang, Y.; Lavallee, J.; Mueller, C.T. Fabrication-aware structural optimisation of lattice additive-manufactured with robot-arm. Int. J. Rapid Manuf. 2018, 7, 120–168. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, L.; Yuan, P.F. Innovative design approach to optimized performance on large-scale robotic 3d-printed spatial structure. 2019. Intelligent & Informed. In Proceedings of the 24th International Conference of the Association for Computer-Aided Architectural Design Research in Asia (CAADRIA) 2019, New Zealand, 15–18 April 2019; Volume 2, pp. 451–460. [Google Scholar]
- Yuan, P.F.; Meng, H.; Yu, L.; Zhang, L. Robotic Multi-dimensional Printing Based on Structural Performance. In Robotic Fabrication in Architecture, Art and Design 2016; Springer: Cham, Switzerland, 2016; pp. 92–105. [Google Scholar]
- Mueller, S.; Im, S.; Gurevich, S.; Teibrich, A.; Pfisterer, L.; Guimbretière, F.; Baudisch, P. WirePrint. In Proceedings of the 27th Annual ACM Symposium on User Interface Software and Technology, Honolulu, HI, USA, 5–8 October 2014; pp. 273–280. [Google Scholar]
- Tam, K.-M.M.; Mueller, C.T. Additive Manufacturing Along Principal Stress Lines. 3d Print. Addit. Manuf. 2017, 4, 63–81. [Google Scholar] [CrossRef]
- Xiao, X.; Joshi, S. Process planning for five-axis support free additive manufacturing. Addit. Manuf. 2020, 36, 101569. [Google Scholar] [CrossRef]
- Xiao, X.; Xiao, H. Autonomous Robotic Feature-Based Freeform Fabrication Approach. Materials 2021, 15, 247. [Google Scholar] [CrossRef]
- Huang, Y.; Garrett, C.R.; Mueller, C.T. Automated sequence and motion planning for robotic spatial extrusion of 3D trusses. Constr. Robot. 2018, 2, 15–39. [Google Scholar] [CrossRef] [Green Version]
- Xiao, X.; Joshi, S. Decomposition and Sequencing for a 5-Axis Hybrid Manufacturing Process. In Volume 1: Additive Manufacturing; Advanced Materials Manufacturing; Biomanufacturing; Life Cycle Engineering; Manufacturing Equipment and Automation; American Society of Mechanical Engineers: New York, NY, USA, 2020. [Google Scholar]
- Zhang, J.; Ruan, J.; Liou, F. A process planning strategy for multi-axis hybrid manufacturing process. Int. J. Rapid Manuf. 2013, 3, 130–153. [Google Scholar] [CrossRef]
- Crane, K.; Weischedel, C.; Wardetzky, M. The heat method for distance computation. Commun. ACM 2017, 60, 90–99. [Google Scholar] [CrossRef]
- Belyaev, A.G.; Fayolle, P.-A. On Variational and PDE-Based Distance Function Approximations. Comput. Graph. Forum 2015, 34, 104–118. [Google Scholar] [CrossRef]
- Nguyen, T.; Karciauskas, K.; Peters, J. C(1) finite elements on non-tensor-product 2d and 3d manifolds. Appl. Math. Comput. 2016, 272, 148–158. [Google Scholar] [CrossRef] [PubMed]
- Romero-Carrillo, P.; Torres-Jimenez, E.; Dorado, R.; Díaz-Garrido, F. Analytic construction and analysis of spiral pocketing via linear morphing. Comput.-Aided Des. 2015, 69, 1–10. [Google Scholar] [CrossRef]
- Kout, A.; Müller, H. Quantitative improvement of tool impact paths defined by isolines of scalar functions on triangular mesh workpiece surfaces. Int. J. Adv. Manuf. Technol. 2013, 70, 237–255. [Google Scholar] [CrossRef]
- Chuang, J.-J.; Yang, D.C.H. A laplace-based spiral contouring method for general pocket machining. Int. J. Adv. Manuf. Technol. 2006, 34, 714–723. [Google Scholar] [CrossRef]
- Mitropoulou, I.; Bernhard, M.; Dillenburger, B. Print Paths Key-framing. In Symposium on Computational Fabrication; ACM Digtal Library: New York, NY, USA, 2020; pp. 1–10. [Google Scholar]
- Hack, N.; Lauer, W.V. Mesh-mould: Robotically fabricated spatial meshes as reinforced concrete formwork. Archit. Des. 2014, 84, 44–53. [Google Scholar] [CrossRef]
- Soler, V.; Retsin, G.; Garcia, M.J. A generalized approach to non-layered fused filament fabrication. ACADIA Proc. 2017. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, J.; Hu, X.; Song, G.; Liu, Z.; Yu, L.; Liu, L. FrameFab: Robotic Fabrication of Frame Shapes. ACM Trans. Graph. 2016, 35, 1–11. [Google Scholar] [CrossRef]
- Crane, K.; Weischedel, C.; Wardetzky, M. Geodesics in heat. ACM Trans. Graph. 2013, 32, 152. [Google Scholar] [CrossRef] [Green Version]
- Vecchio, F.; Miraglia, F.; Rossini, P.M. Connectome: Graph theory application in functional brain network architecture. Clin. Neurophysiol. Pract. 2017, 2, 206–213. [Google Scholar] [CrossRef] [PubMed]
- Xie, Y.M.; Steven, G.P. Basic evolutionary structural optimization. In Evolutionary Structural Optimization; Springer: Berlin/Heidelberg, Germany, 1997; pp. 12–29. [Google Scholar]
- Bolhassani, M.; Akbarzadeh, M.; Mahnia, M.; Taherian, R. On Structural Behavior of a Funicular Concrete Polyhedral Frame Designed by 3D Graphic Statics. Structures 2018, 14, 56–68. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | CT (s) | Lpath (mm) | Timeunit (s) | Nlayer | Nnode | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Input | APSP | SFP | SAMP | APSP | SAMP | APSP | SFP | SAMP | APSP | SFP | SAMP | APSP | SFP | SAMP |
| Prototype | 2.4 | 33 | 35 | 106,739 | 49,765 | 50 | 78 | 55 | 31 | 145 | 8 | 2628 | 17,148 | 91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, X.; Liang, Y.; Phillips, T.K.; Zhou, H.; Wan, D.; Cui, W.; Gao, W. A Novel Path Generation Approach for Robotic Spatial Printing of Branching Geometry. Buildings 2022, 12, 2247. https://doi.org/10.3390/buildings12122247
Shi X, Liang Y, Phillips TK, Zhou H, Wan D, Cui W, Gao W. A Novel Path Generation Approach for Robotic Spatial Printing of Branching Geometry. Buildings. 2022; 12(12):2247. https://doi.org/10.3390/buildings12122247
Chicago/Turabian StyleShi, Xinyu, Yuan Liang, Tyson Keen Phillips, Haining Zhou, Da Wan, Weijiu Cui, and Weijun Gao. 2022. "A Novel Path Generation Approach for Robotic Spatial Printing of Branching Geometry" Buildings 12, no. 12: 2247. https://doi.org/10.3390/buildings12122247