
Experimental Investigation on Cement Mortar Bricks Manufactured with Fennel Wastes



Abstract
:1. Introduction
2. Materials and Methods
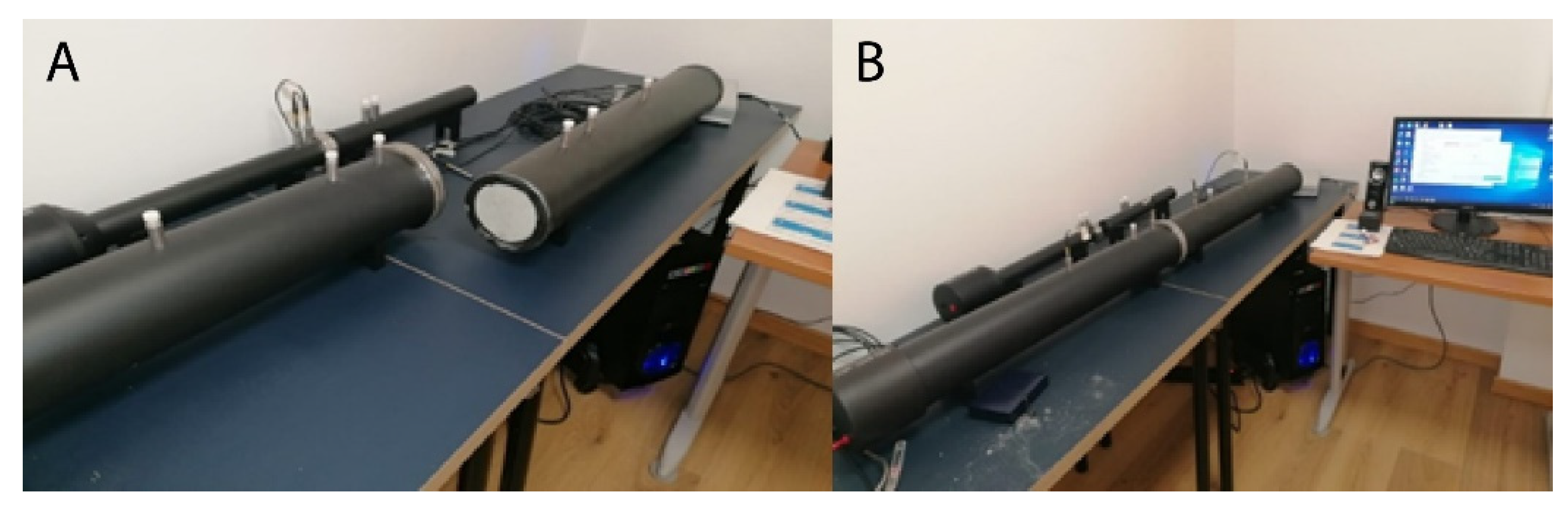
2.1. Experimental Setup
2.2. The Fennel Water Content
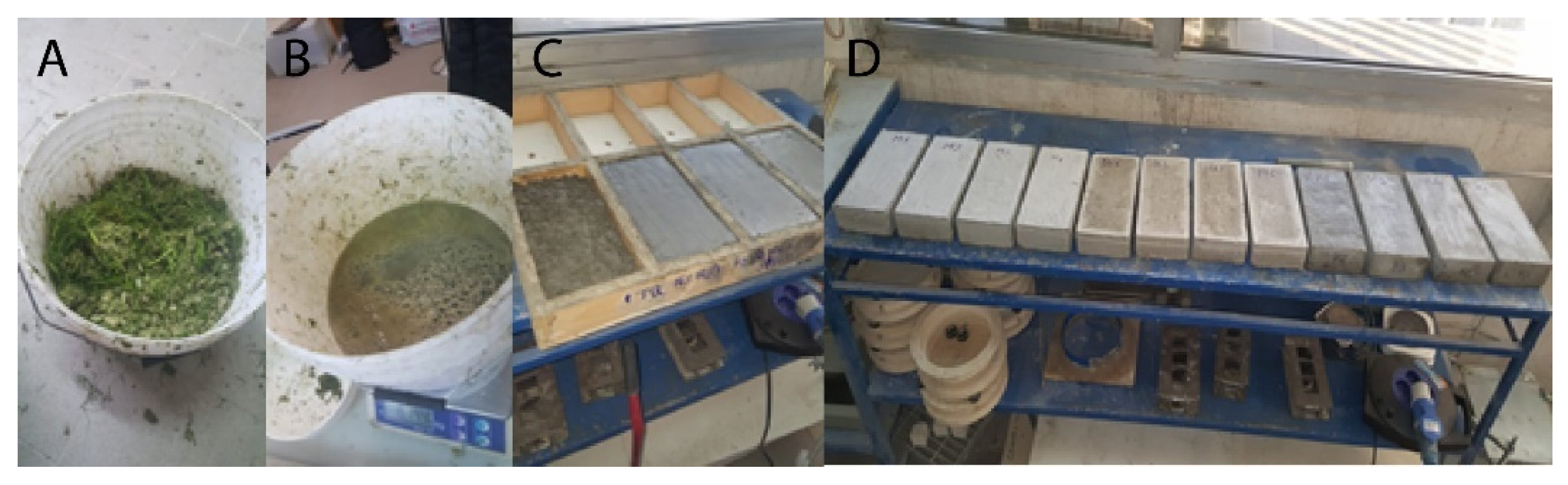
2.3. Sample Preparation
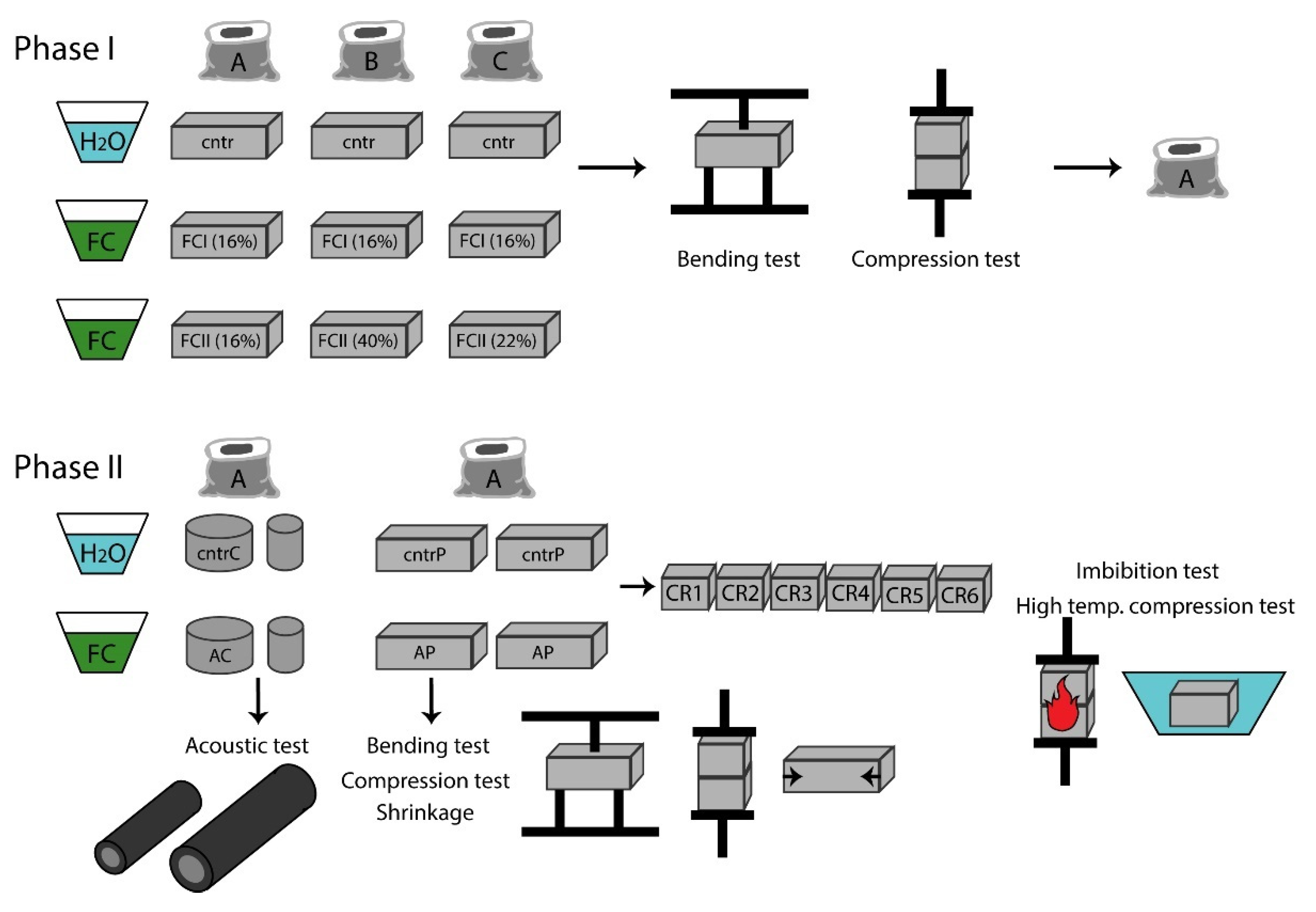
2.3.1. Phase I Samples
2.3.2. Phase II Samples
2.4. Testing Activities
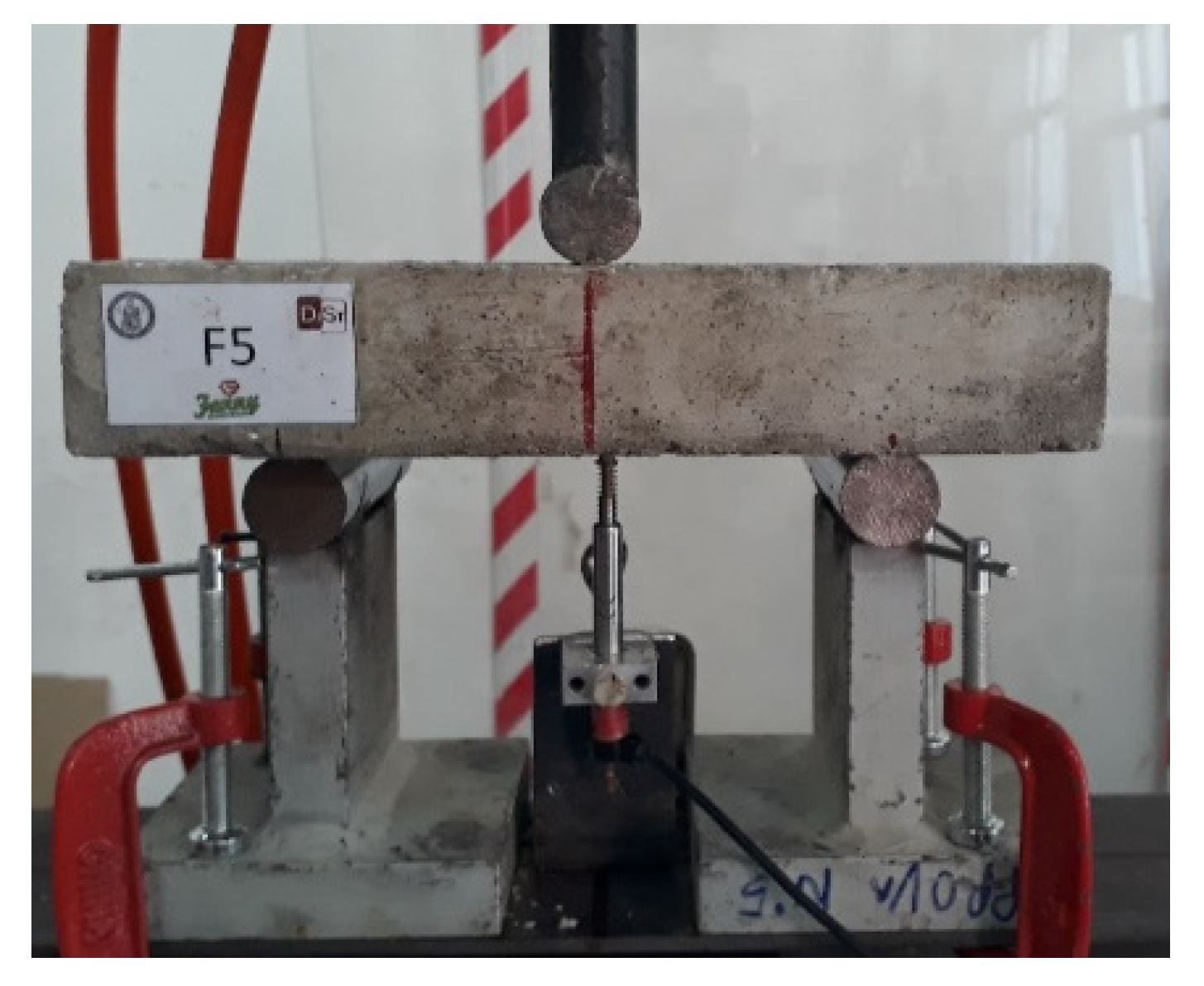
2.4.1. Bending Tests
2.4.2. Compression Tests
2.4.3. Shrinkage Tests
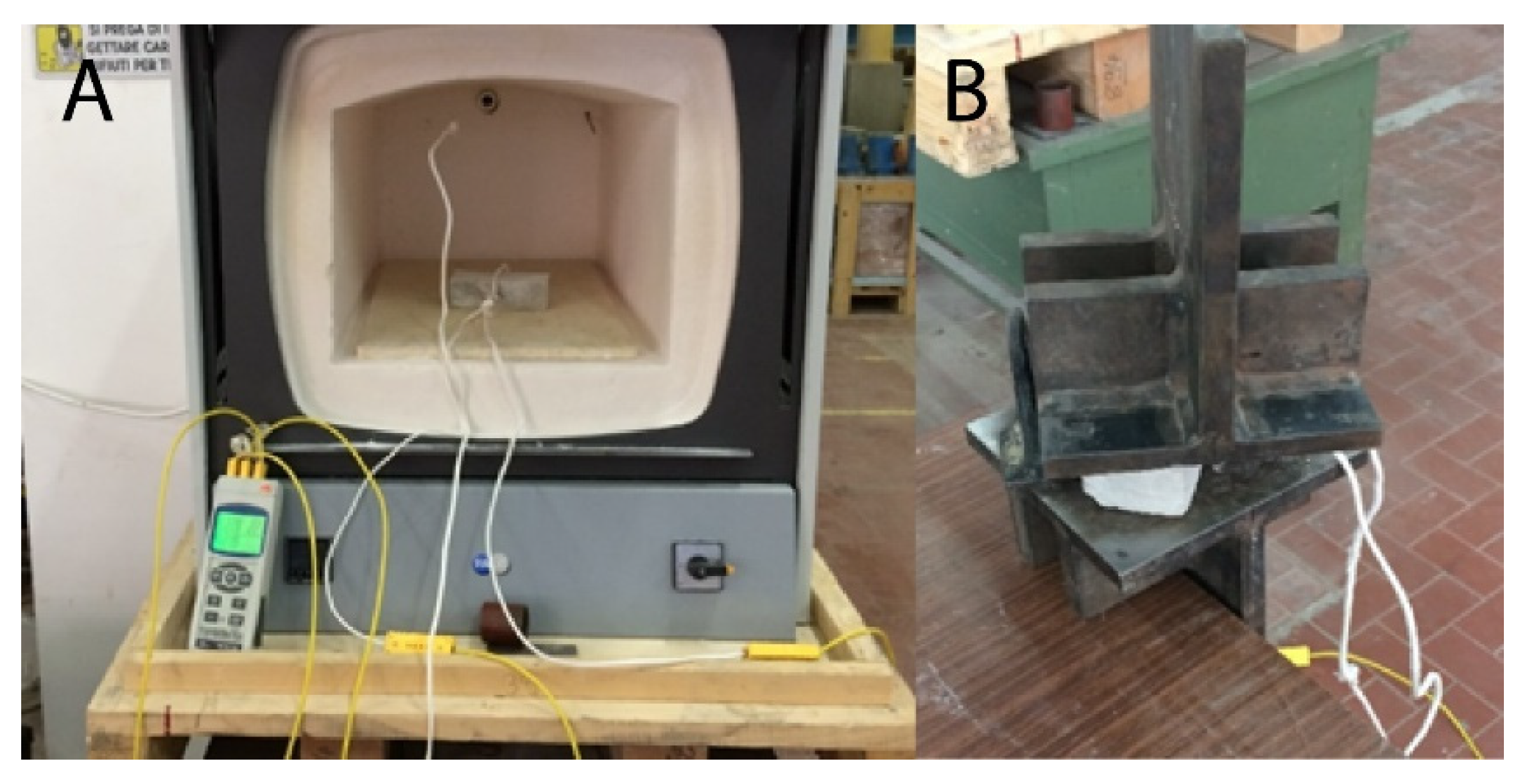
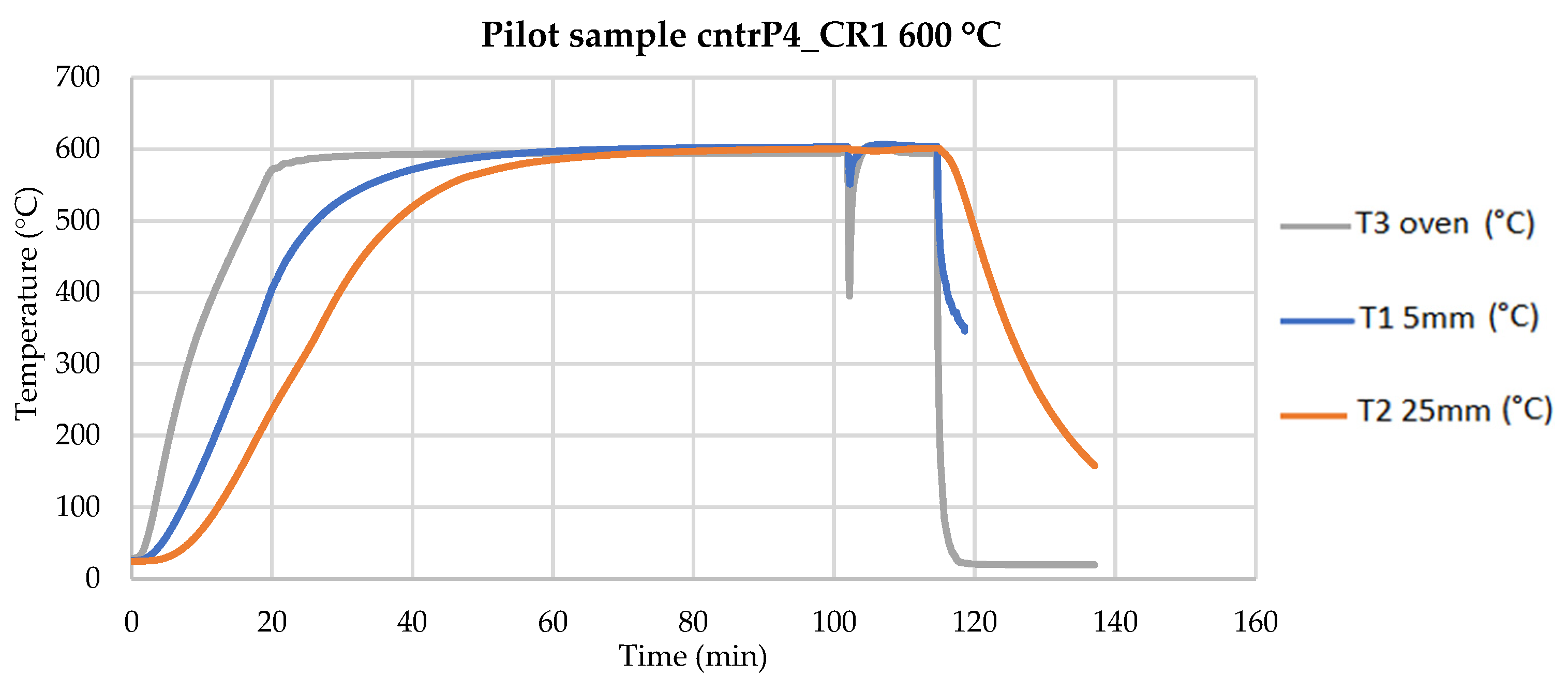
2.4.4. Compression Test at High Temperatures
2.4.5. Soaking Tests
2.4.6. Acoustic Tests
3. Results
3.1. Phase I: Identifying the Ideal Fennel-Mortar Combination
3.1.1. Percentage of Water in Fennel Centrifugate (FC)
3.1.2. Flexural Strength Tests
3.1.3. Compression Tests
3.2. Phase II: Physical and Mechanical Characterization of the Fennel-Mortara Composite Bricks
3.2.1. Shrinkage Tests
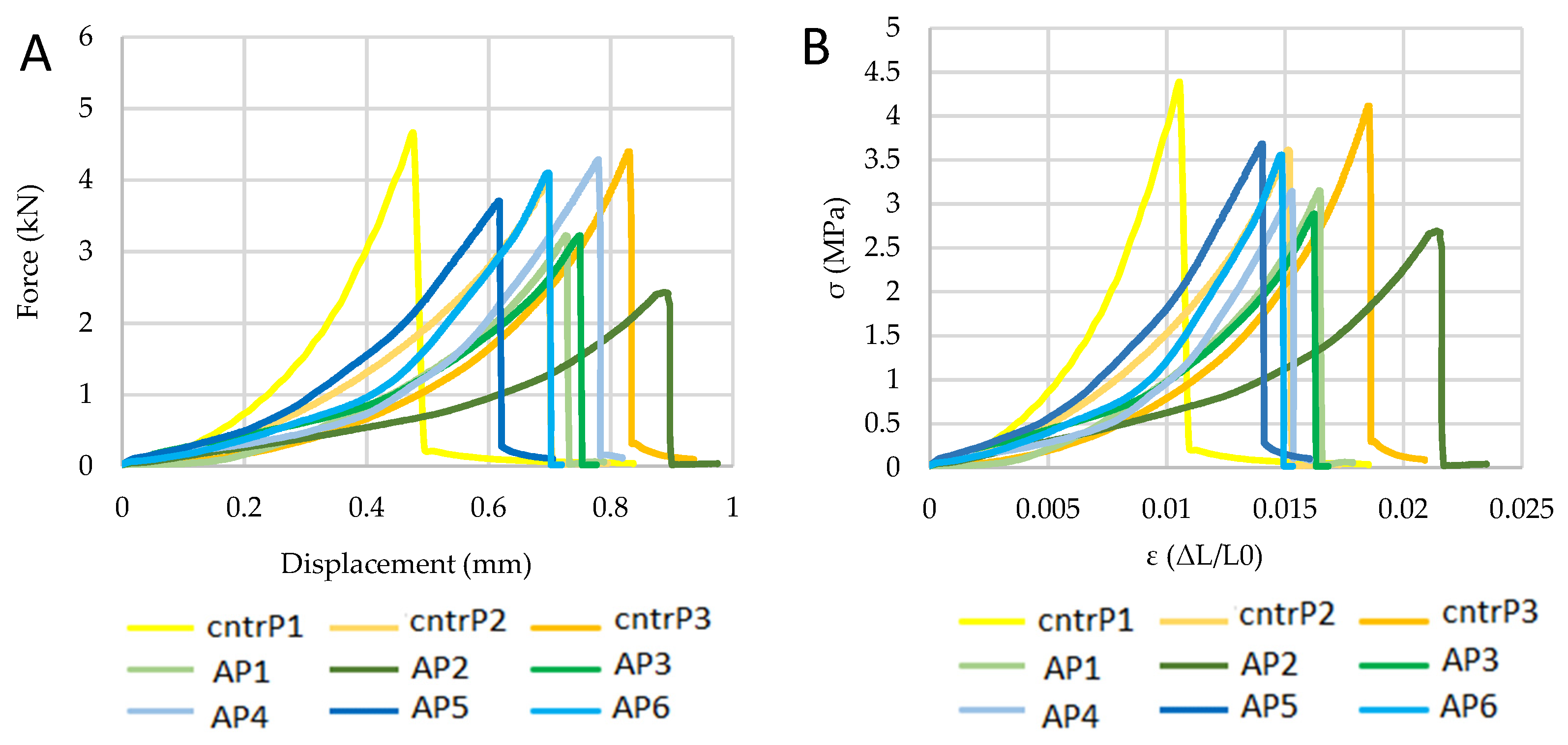
3.2.2. Bending Tests
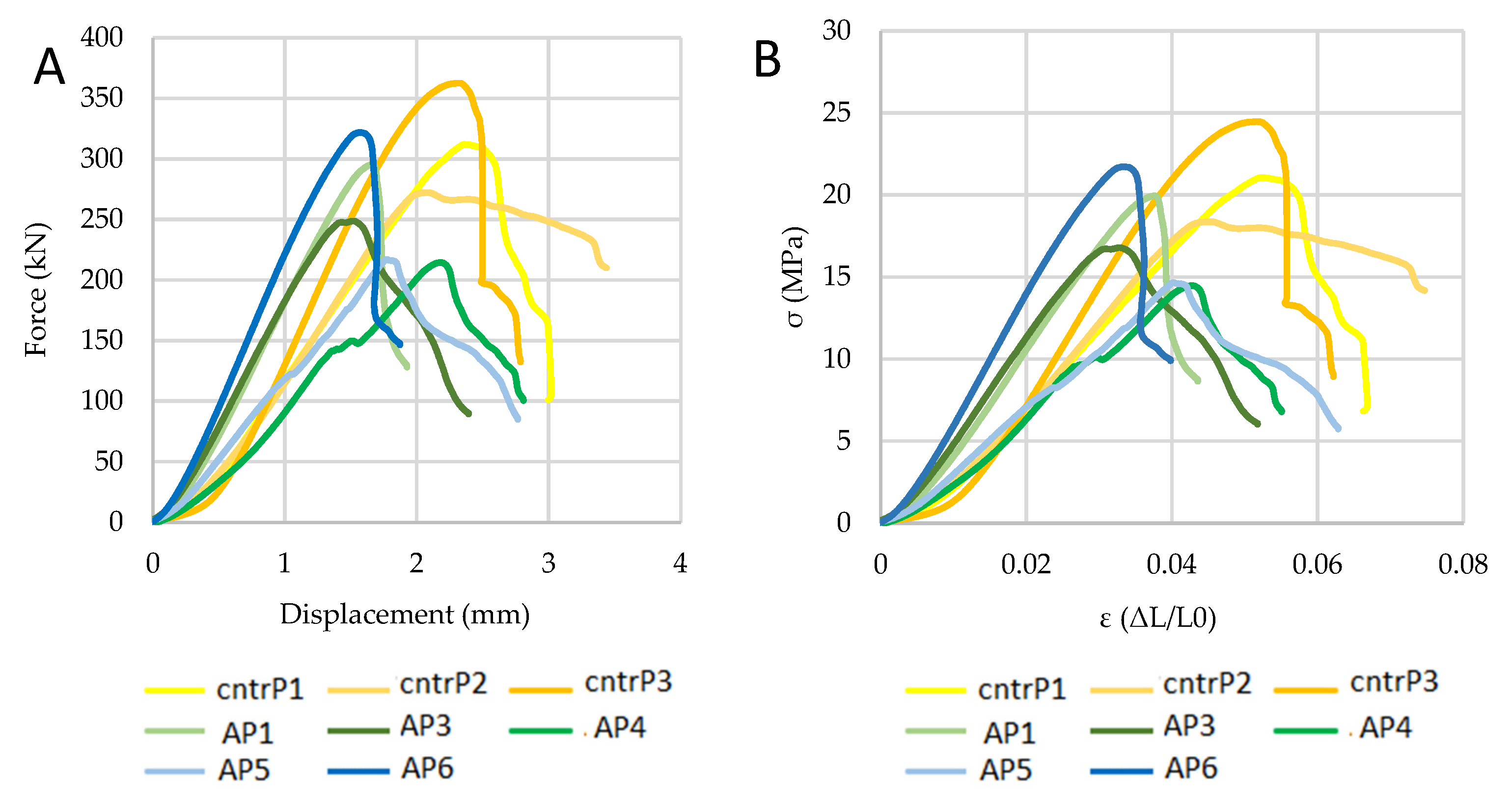
3.2.3. Compression Tests
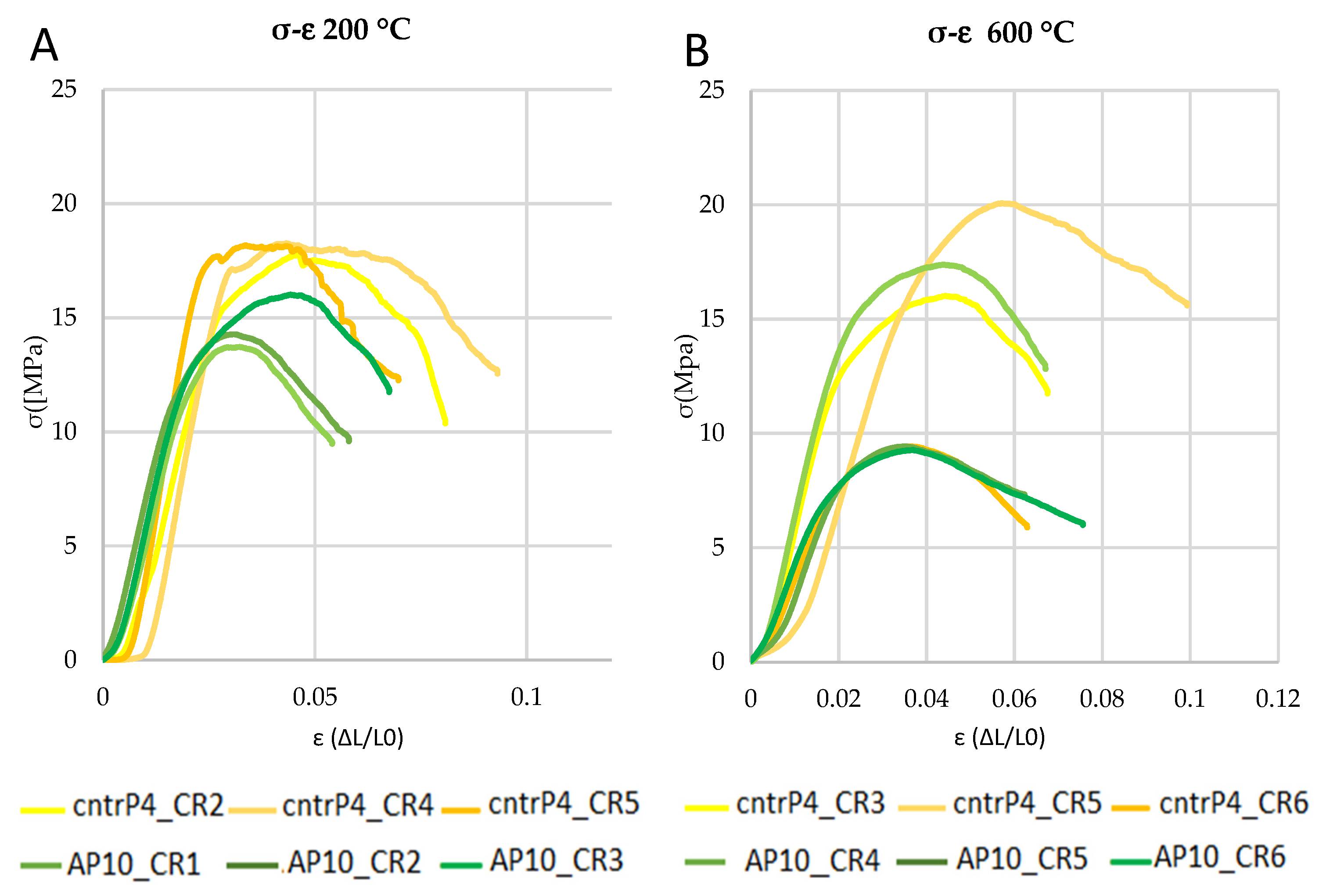
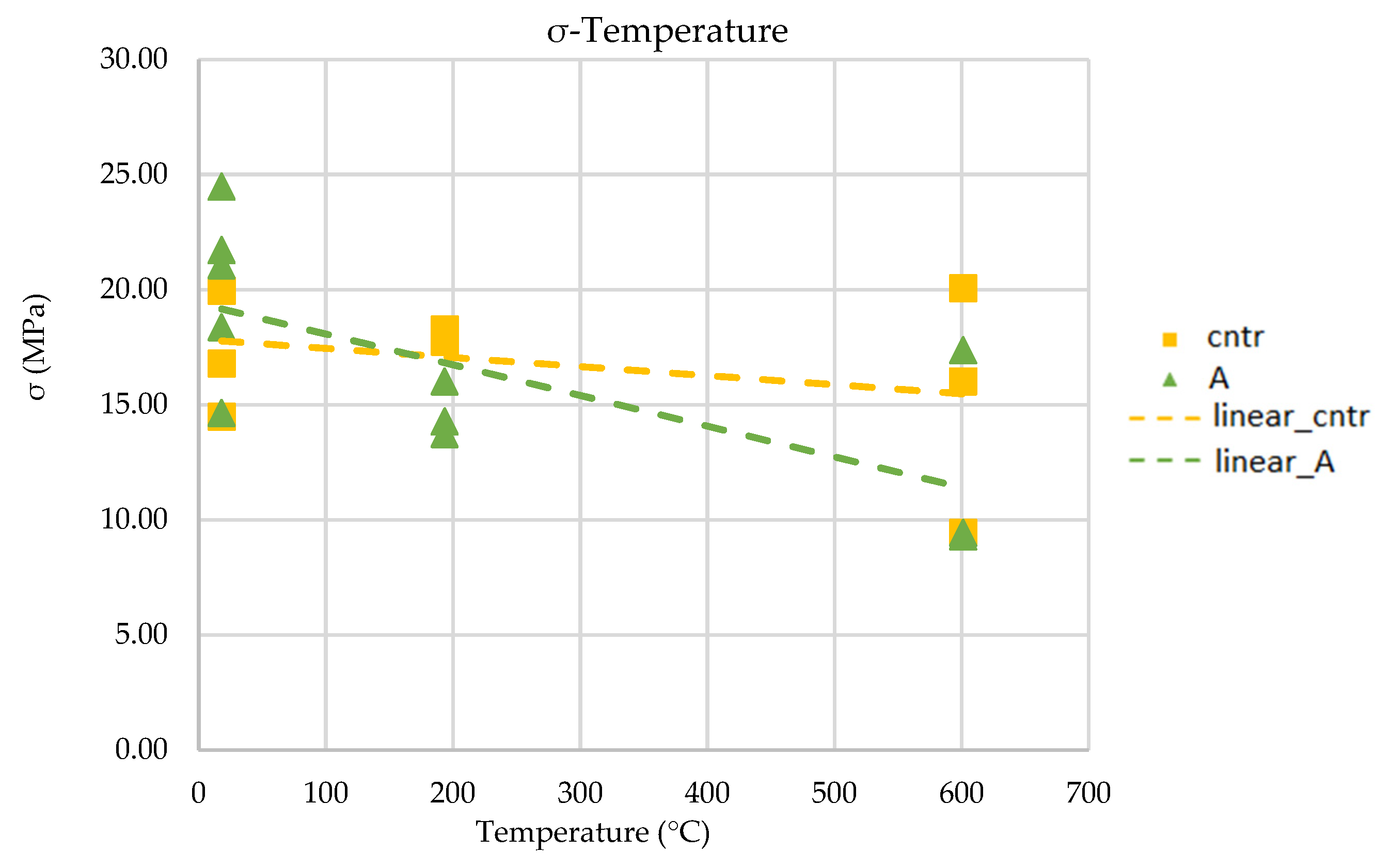
3.2.4. Compression Tests at High Temperatures
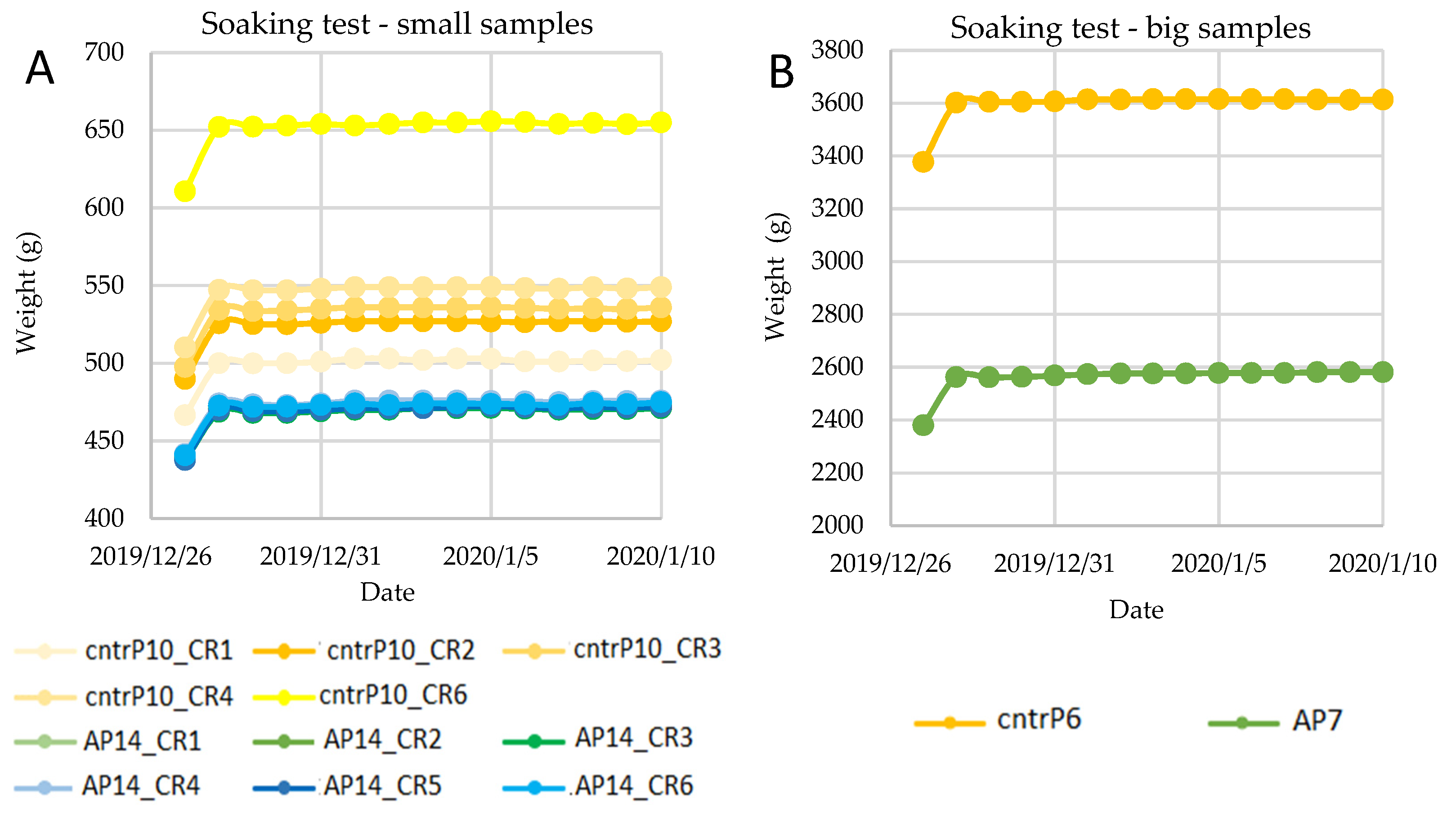
3.2.5. Soaking Tests
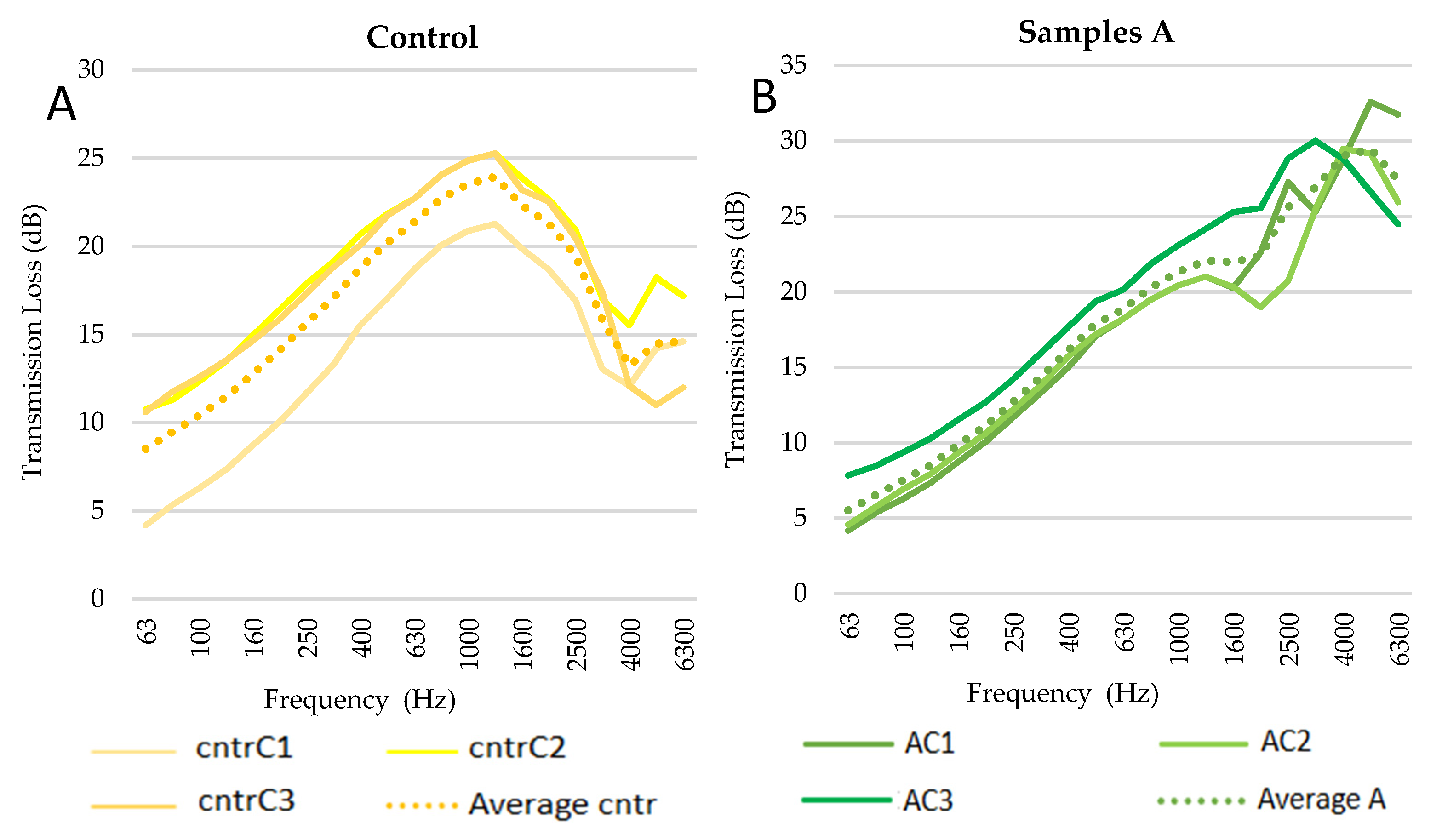
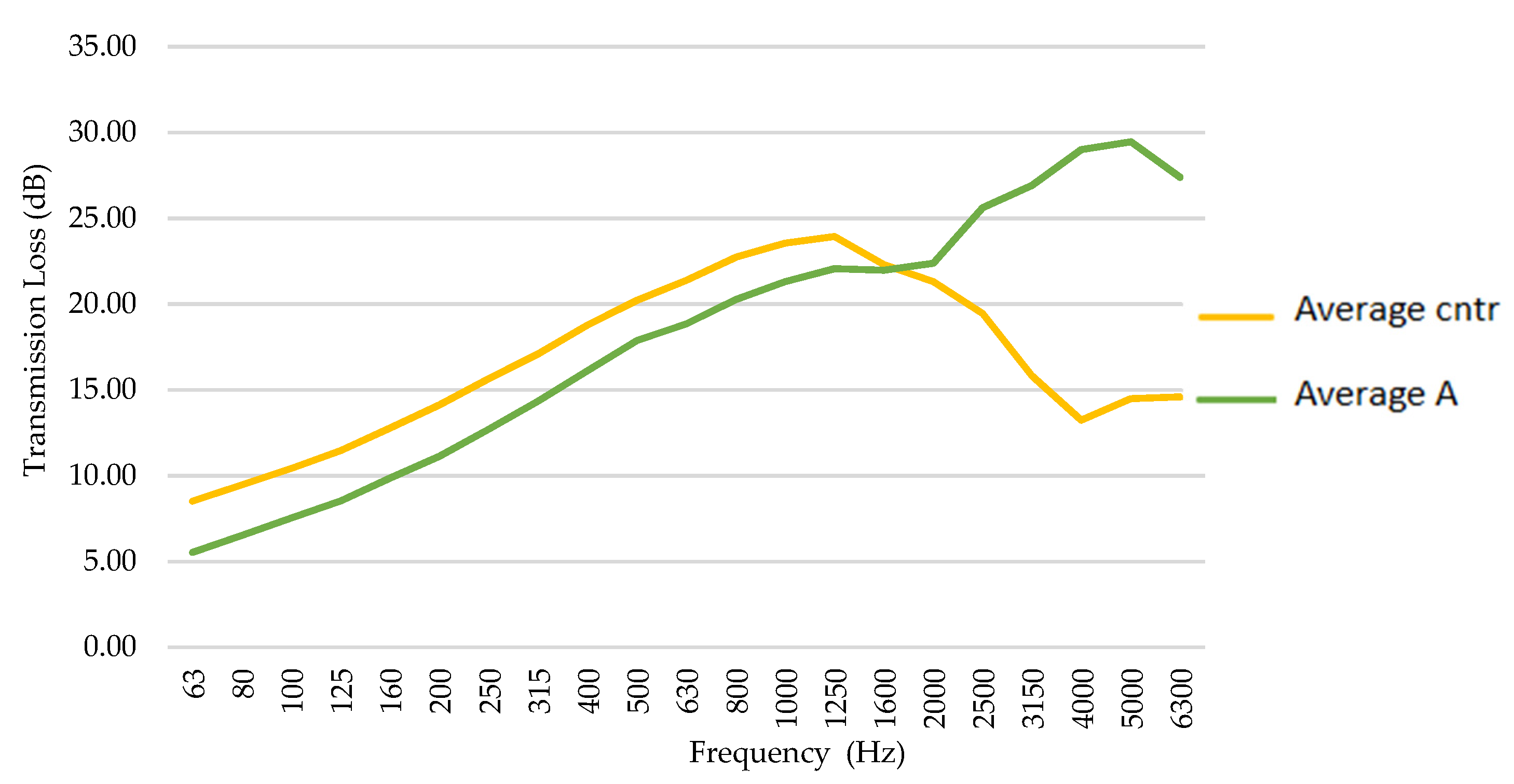
3.2.6. Acoustic Tests
4. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eurostat. Generation of Waste by Waste Category, Hazardousness and NACE Rev 2 Activity. Available online: https://ec.europa.eu/eurostat/web/products-datasets/-/ENV_WASGEN (accessed on 1 July 2021).
- Keeler, M.; Burke, B. Fundamentals of Integrated Design for Sustainable Building; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in China through the 3r principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Heravi, G.; Fathi, M.; Faeghi, S. Multi-criteria group decision-making method for optimal selection of sustainable industrial building options focused on petrochemical projects. J. Clean. Prod. 2017, 142, 2999–3013. [Google Scholar] [CrossRef]
- Birgisdóttir, H.; Rasmussen, F.N. Introduction to LCA of Buildings, 1st ed.; Danish Transport and Construction Agency: Copenhagen, Denmark, 2016. [Google Scholar]
- Sanal, I.; Verma, D. Construction Materials Reinforced with Natural Products. In Handbook of Ecomaterials; Martínez, L., Kharissova, O., Kharisov, B., Eds.; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- The Worldwatch Institute. Annual Report; The Worldwatch Institute: Washington, DC, USA, 2006. [Google Scholar]
- Maziz, A.; Tarfaoui, M.; Gemi, L.; Rechak, S.; Nachtane, M. A progressive damage model for pressurized filament-wound hybrid composite pipe under low-velocity impact. Compos. Struct. 2021, 276, 114520. [Google Scholar] [CrossRef]
- Gemi, D.S.; Şahin, Ö.S.; Gemi, L. Experimental investigation of the effect of diameter upon low velocity impact response of glass fiber reinforced composite pipes. Compos. Struct. 2021, 275, 114428. [Google Scholar] [CrossRef]
- Ivens, J.; Urbanus, M.; De Smet, C. Shape recovery in a thermoset shape memory polymer and its fabric-reinforced composites. Express Polym. Lett. 2011, 5, 254–261. [Google Scholar] [CrossRef]
- Korotkov, R.; Vedernikov, A.; Gusev, S.; Alajarmeh, O.; Akhatov, I.; Safonov, A. Shape memory behavior of unidirectional pultruded laminate. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106609. [Google Scholar] [CrossRef]
- Vedernikov, A.; Safonov, A.; Tucci, F.; Carlone, P.; Akhatov, I. Pultruded materials and structures: A review. J. Compos. Mater. 2020, 54, 4081–4117. [Google Scholar] [CrossRef]
- Yu, T.; Zhang, Z.; Song, S.; Bai, Y.; Wu, D. Tensile and flexural behaviors of additively manufactured continuous carbon fiber-reinforced polymer composites. Compos. Struct. 2019, 225, 111147. [Google Scholar] [CrossRef]
- Czapski, P.; Jakubczak, P.; Bieniaś, J.; Urbaniak, M.; Kubiak, T. Influence of autoclaving process on the stability of thin-walled, composite columns with a square cross-section—Experimental and numerical studies. Compos. Struct. 2020, 250, 112594. [Google Scholar] [CrossRef]
- Mekonnen, M.M.; Hoekstra, A.Y. National Water Footprint Accounts: The Green, Blue and Grey Water Footprint of Production and Consumption; UNESCO-IHE Institute for Water Education: Delft, The Netherlands, 2011. [Google Scholar]
- De Jong, C.; Lawler, D.; Essery, R. Mountain hydroclimatology and snow seasonality and hydrological change in mountain environments. Hydrol. Process. 2009, 23, 955–961. [Google Scholar] [CrossRef]
- Viviroli, D.; Dürr, H.H.; Messerli, B.; Meybeck, M.; Weingartner, R. Mountains of the world, water towers for humanity: Typology, mapping, and global significance. Water Resour. Res. 2007, 43, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Messerli, B.; Viviroli, D.; Weingartner, R. Mountains of the world—Vulnerable water towers for the 21st century. Ambio Spec. Rep. 2004, 13, 29–34. [Google Scholar] [CrossRef]
- U.S. Department of Agriculture Agricultural Research Service. Composition of Foods. Raw, Processed, Prepared. USDA National Nutrient Database for Standard Reference, Release 23. Available online: https://www.ars.usda.gov/ARSUserFiles/80400535/DATA/sr23/sr23_doc.pdf (accessed on 1 July 2021).
- Al-Snafi, A.E. The chemical constituents and pharmacological effects of Foeniculum vulgare—A review. IOSR J. Pharm. 2018, 8, 81–96. [Google Scholar]
- Charles, D.J. Fennel. In Antioxidant Properties of Spices, Herbs and Other Sources; Springer: New York, NY, USA, 2012; pp. 287–293. [Google Scholar] [CrossRef]
- Bokaie, M.; Farajkhoda, T.; Enjezab, B.; Khoshbin, A.; Karimi-Zarchi, M. Oral fennel (Foeniculum vulgare) drop effect on primary dysmenorrhea: Effectiveness of herbal drug. Iran J. Nurs. Midwifery Res. 2013, 18, 128–132. [Google Scholar] [PubMed]
- Choi, E.M.; Hwang, J.K. Antiinflammatory, analgesic and antioxidant activities of the fruit of Foeniculum vulgare. Fitoterapia 2004, 75, 557–565. [Google Scholar] [CrossRef] [PubMed]
- De Marino, S.; Gala, F.; Borbone, N.; Zollo, F.; Vitalini, S.; Visioli, F.; Iorizzi, M. Phenolic glycosides from Foeniculum vulgare fruit and evaluation of antioxidative activity. Phytochemistry 2007, 68, 1805–1812. [Google Scholar] [CrossRef]
- Uslu, Ö.S.; Gedik, O. A Research on the using of fennel hay as animal feed additive. In Proceedings of the 2nd International Conference on Agriculture, Technology, Engineering and Sciences (ICATES 2019), Lviv, Ukraine, 18–20 September 2019. [Google Scholar]
- Pałka, S.; Kmiecik, M.; Migdał, L.; Siudak, Z. The effect of a diet containing fennel (Foeniculum vulgare Mill.) and goat’s-rue (Galega officinalis L.) on litter size and milk yield in rabbits. Sci. Ann. Pol. Soc. Anim. Prod. 2019, 4, 73–78. [Google Scholar] [CrossRef]
- Ahmad, B.S.; Talou, T.; Saad, Z.; Hijazi, A.; Cerny, M.; Kanaan, H.; Chokr, A.; Merah, O. Fennel oil and by-products seed characterization and their potential applications. Ind. Crops Prod. 2018, 111, 92–98. [Google Scholar] [CrossRef] [Green Version]
- Haddar, W.; Elksibi, I.; Meksi, N.; Mhenni, M.F. Valorization of the leaves of fennel (Foeniculum vulgare) as natural dyes fixed on modified cotton: A dyeing process optimization based on a response surface methodology. Ind. Crops Prod. 2014, 52, 588–596. [Google Scholar] [CrossRef]
- Barros, L.; Cavalho, A.M.; Ferreira, I.C.F.R. The nutritional composition of fennel (Foeniculum vulgare): Shoots, leaves, stems and inflorescences. LWT Food Sci. Technol. 2010, 43, 814–818. [Google Scholar] [CrossRef]
- Mariniello, L.; Giosafatto, C.V.L.; Moschetti, G.; Aponte, M.; Masi, P.; Sorrentino, A.; Porta, R. Fennel waste-based films suitable for protecting cultivations. Biomacromolecules 2007, 8, 3008–3014. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Moscatello, A.; Totaro, G.; Raffone, M.; Maffezzoli, A. Experimental and numerical study of vacuum resin infusion of stiffened carbon fiber reinforced panels. Materials 2020, 13, 4800. [Google Scholar] [CrossRef] [PubMed]
- Vedernikov, A.; Nasonov, Y.; Korotkov, R.; Gusev, S.; Akhatov, I.; Safonov, A. Effects of additives on the cure kinetics of vinyl ester pultrusion resins. J. Compos. Mater. 2021, 55, 2921–2937. [Google Scholar] [CrossRef]
- EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. European Committee for Standardization: Brussels, Belgium, 2016.
- EN 12390-5:2019-08; Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens. European Committee for Standardization: Brussels, Belgium, 2019.
- UNI EN 12390-3:2019; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. European Committee for Standardization: Brussels, Belgium, 2019.
- UNI 11307:2008; Testing for Hardened Concrete—Shrinkage Determination. UNI Italian Committee for Standardization (Ente Nazionale Italiano di Unificazione): Milan, Italy, 2008.
- UNI EN 13755:2008; Natural Stone Test Methods. Determination of Water Absorption at Atmospheric Pressure. European Committee for Standardization: Brussels, Belgium, 2008.
- ASTM E2611-09; Standard Test Method for Measurement of Normal Incidence Sound Transmission of Acoustical Materials Based on the Transfer Matrix Method. ASTM International: West Conshohocken, PA, USA, 2009.
- Hopper, C.; Assous, S.; Wilkinson, P.B.; Gunn, D.A.; Jackson, P.D.; Rees, J.G.; O’Leary, R.L.; Lovell, M.A. Bioinspired low-frequency material characterisation. Adv. Acoust. Vib. 2012, 2012, 927903. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement Mortar | |||
|---|---|---|---|
| A | B | C | |
| Control (16% H2O) | cntrA1 | cntrB1 | cntrC1 |
| cntrA2 | cntrB2 | cntrC2 | |
| cntrA3 | cntrB3 | cntrC3 | |
| cntrA4 | cntrB4 | cntrC4 | |
| FC I (16% fennel centrifugate) | FCI_A1 | FCI_B1 | FCI_C1 |
| FCI_A2 | FCI_B2 | FCI_C2 | |
| FCI_A3 | FCI_B3 | FCI_C3 | |
| FCI_A4 | FCI_B4 | FCI_C4 | |
| FC II (variable % fennel centrifugate) | FCII_A1 | FCII_B1 | FCII_C1 |
| FCII_A2 | FCII_B2 | FCII_C2 | |
| FCII_A3 | FCII_B3 | FCII_C3 | |
| FCII_A4 | FCII_B4 | FCII_C4 | |
| Acronym | Casting Date | Dimensions | Dismantling Date | |
|---|---|---|---|---|
| Length (mm) | Depth (mm) | |||
| cntrP1 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| cntrP2 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| cntrP3 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| cntrP4 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| cntrP5 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| cntrP6 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| cntrP7 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| cntrP8 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| cntrP9 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| cntrP10 | 24/10/2019 | 250 | 120 | 19/11/2019 |
| AP1 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP2 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP3 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP4 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP5 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP6 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP7 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP8 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP9 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP10 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP11 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP12 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP13 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| AP14 | 07/08/2019 | 250 | 120 | 17/09/2019 |
| Acronym | Casting Date | Shape | Dismantling Date | Weight (g) | |
|---|---|---|---|---|---|
| Diameter (mm) | Height (mm) | ||||
| cntrC1 | 09/01/2020 | 98 | 50 | 22/01/2020 | 724 |
| cntrC2 | 09/01/2020 | 98 | 48 | 22/01/2020 | 692 |
| cntrC3 | 09/01/2020 | 98 | 55 | 22/01/2020 | 738 |
| cntrC4 | 09/01/2020 | 28 | 51 | 22/01/2020 | 61 |
| cntrC5 | 09/01/2020 | 28 | 51 | 22/01/2020 | 63 |
| cntrC6 | 09/01/2020 | 28 | 50 | 22/01/2020 | 63 |
| AC1 | 09/01/2020 | 98 | 49 | 22/01/2020 | 680 |
| AC2 | 09/01/2020 | 98 | 52 | 22/01/2020 | 701 |
| AC3 | 09/01/2020 | 98 | 51 | 22/01/2020 | 711 |
| AC4 | 09/01/2020 | 28 | 51 | 22/01/2020 | 59 |
| AC5 | 09/01/2020 | 28 | 52 | 22/01/2020 | 64 |
| AC6 | 09/01/2020 | 28 | 49 | 22/01/2020 | 59 |
| Original Sample | Cut and Reshaped (C/R) Samples | |||||
|---|---|---|---|---|---|---|
| cntrP4 | cntrP4_CR1 | cntrP4_CR2 | cntrP4_CR3 | cntrP4_CR4 | cntrP5_CR5 | cntrP6_CR6 |
| cntrP10 | cntrP10_CR1 | cntrP10_CR2 | cntrP10_CR3 | cntrP10_CR4 | cntrP10_CR5 | cntrP10_CR6 |
| AP10 | AP10_CR1 | AP10_CR2 | AP10_CR3 | AP10_CR4 | AP10_CR5 | AP10_CR6 |
| AP14 | AP14_CR1 | AP14_CR2 | AP14_CR3 | AP14_CR4 | AP15_CR5 | AP16_CR6 |
| Type | Model | Description |
|---|---|---|
| 4 channels impedance tubes | BSWA SW 422 | 100 mm diameter tube with loudspeaker and 100 mm extension tube |
| 4 channels impedance tubes | BSWA SW 477 | 30 mm diameter tube with loudspeaker and 30 mm extension tube |
| Microphones | BSWA MPA416 | n. 4 1/4″ microphones |
| Power Amplifier | BSWA TECH PA50 | Power amplifier and signal generator |
| Sound card | BSWA TECH MC3242 | 4 channels DAQ Card |
| Sound calibrator | BSWA CA115 | 1000 Hz 114 dB sound calibrator |
| Sample | Mortar A | Mortar B | Mortar C | ||||
|---|---|---|---|---|---|---|---|
| Stress (MPa) | Average ± SD (MPa) | Stress (MPa) | Average ± SD (MPa) | Stress (MPa) | Average ± SD (MPa) | ||
| Control (16% H2O) | 1 | 4.14 | 3.39 ± 0.43 | 2.34 | 2.77 ± 0.55 | 6.72 | 5.76 ± 1.00 |
| 2 | 3.11 | 3.72 | 4.65 | ||||
| 3 | 3.16 | 2.53 | 6.79 | ||||
| 4 | 3.16 | 2.50 | 4.86 | ||||
| FC I (16% fennel centr.) | 1 | 2.95 | 3.30 ± 0.42 | 4.20 | 2.81 ± 1.03 | 1.18 | 1.35 ± 0.12 |
| 2 | 3.57 | 2.00 | 1.47 | ||||
| 3 | 2.83 | 3.40 | 1.45 | ||||
| 4 | 3.83 | 1.65 | 1.29 | ||||
| FC II (variable % fennel centr.) | 1 | 2.52 | 2.36 ± 0.39 | 1.50 | 1.05 ± 0.29 | 0.19 | 0.29 ± 0.08 |
| 2 | 1.86 | 0.96 | 0.37 | ||||
| 3 | 2.91 | 1.04 | 0.24 | ||||
| 4 | 2.16 | 0.69 | 0.37 | ||||
| Sample | Mortar A | Mortar B | Mortar C | ||||
|---|---|---|---|---|---|---|---|
| Stress (MPa) | Average ± SD (MPa) | Stress (MPa) | Average ± SD (MPa) | Stress (MPa) | Average ± SD (MPa) | ||
| Control (16% H2O) | 1 | 17.58 | 18.65 ± 0.65 | 32.48 | 36.15 ± 3.66 | 15.81 | 20.03 ± 3.44 |
| 2 | 18.73 | 42.24 | 19.43 | ||||
| 3 | 19.31 | 35.10 | 19.49 | ||||
| 4 | 18.97 | 34.79 | 25.41 | ||||
| FC I (16% fennel centr.) | 1 | 11.40 | 12.92 ± 3.02 | 7.18 | 7.87 ± 3.98 | 1.13 | 1.35 ± 0.23 |
| 2 | 15.05 | 10.45 | 1.58 | ||||
| 3 | 8.86 | 12.15 | 1.58 | ||||
| 4 | 16.54 | 1.71 | 1.11 | ||||
| FC II (variable % fennel centr.) | 1 | 14.14 | 12.66 ± 1.83 | 6.16 | 6.72 ± 1.98 | 0.82 | 0.58 ± 0.17 |
| 2 | 14.14 | 5.92 | 0.41 | ||||
| 3 | 12.73 | 10.02 | 0.66 | ||||
| 4 | 9.65 | 4.77 | 0.44 | ||||
| Sample | Width ± SD (mm) | Length ± SD (mm) |
|---|---|---|
| Control | 249.0 ± 0.4 | 118.0 ± 0.7 |
| A | 249.0 ± 0.5 | 119.0 ± 0.7 |
| Acronym | Speed (mm/s) | Loadmax (KN) | fctf (MPa) | Average ± SD (MPa) | Δfctf (%) |
|---|---|---|---|---|---|
| cntrP1 | 0.05 | 4.64 | 4.37 | 4.03 ± 0.32 | - |
| cntrP2 | 0.01 | 3.96 | 3.61 | ||
| cntrP3 | 0.005 | 4.40 | 4.12 | ||
| AP1 | 0.005 | 3.23 | 3.15 | 3.19 ± 0.35 | −21.0 |
| AP2 | 0.005 | 2.43 | 2.69 | ||
| AP3 | 0.005 | 3.23 | 2.89 | ||
| AP4 | 0.005 | 4.29 | 3.14 | ||
| AP5 | 0.005 | 3.70 | 3.68 | ||
| AP6 | 0.005 | 4.10 | 3.56 |
| Acronym | Speed (mm/s) | Loadmax (KN) | σ (MPa) | Average ± SD (MPa) | Δσm (%) |
|---|---|---|---|---|---|
| cntrP1 | 0.01 | 312.08 | 21.07 | 21.31 ± 2.50 | - |
| cntrP2 | 0.01 | 272.23 | 18.38 | ||
| cntrP3 | 0.01 | 362.68 | 24.48 | ||
| AP1 | 0.01 | 295.68 | 19.96 | 17.52 ± 2.89 | −17.8 |
| AP3 | 0.01 | 248.81 | 16.80 | ||
| AP4 | 0.01 | 214.56 | 14.48 | ||
| AP5 | 0.01 | 217.09 | 14.65 | ||
| AP6 | 0.01 | 321.93 | 21.73 |
| Samples at 200 °C | |||||||
|---|---|---|---|---|---|---|---|
| Sample | Tsample (°C) | Δtstart | Tstart (°C) | Δtbreakage | Tbreakage (°C) | σmax (MPa) | Average ± SD (MPa) |
| cntrP4_CR4 | 193.3 | 00:00:45 | 191.2 | 00:05:35 | 133.4 | 17.75 | 18.07 ± 0.23 |
| cntrP4_CR2 | 193.3 | 00:00:32 | 192.0 | 00:06:43 | 119.8 | 18.27 | |
| cntrP4_CR5 | 193.3 | 00:00:35 | 191.8 | 00:05:34 | 133.7 | 18.18 | |
| AP10_CR1 | 193.3 | 00:00:37 | 191.7 | 00:04:09 | 152.7 | 13.73 | 14.68 ± 0.98 |
| AP10_CR2 | 193.3 | 00:00:35 | 191.8 | 00:04:06 | 153.2 | 14.28 | |
| AP10_CR3 | 193.3 | 00:00:38 | 191.7 | 00:04:06 | 153.2 | 16.02 | |
| Samples at 600 °C | |||||||
|---|---|---|---|---|---|---|---|
| Sample | Tsample (°C) | Δtstart | Tstart (°C) | Δtbreakage | Tbreakage (°C) | σmax (MPa) | Average ± SD (MPa) |
| cntrP4_CR3 | 601.2 | 00:00:35 | 596.5 | 00:04:36 | 508.6 | 16.02 | 15.18 ± 4.38 |
| cntrP4_CR6 | 601.2 | 00:00:39 | 596.5 | 00:04:27 | 512.9 | 9.44 | |
| cntrP10_CR5 | 601.2 | 00:00:45 | 595.1 | 00:06:31 | 447.8 | 20.07 | |
| AP10_CR4 | 601.2 | 00:00:35 | 596.5 | 00:04:37 | 508.6 | 17.38 | 12.03 ± 3.78 |
| AP10_CR5 | 601.2 | 00:00:38 | 596.5 | 00:04:23 | 516.0 | 9.43 | |
| AP10_CR6 | 601.2 | 00:00:34 | 597.2 | 00:05:05 | 492.5 | 9.28 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Formisano, A.; Davino, A. Experimental Investigation on Cement Mortar Bricks Manufactured with Fennel Wastes. Buildings 2022, 12, 230. https://doi.org/10.3390/buildings12020230
Formisano A, Davino A. Experimental Investigation on Cement Mortar Bricks Manufactured with Fennel Wastes. Buildings. 2022; 12(2):230. https://doi.org/10.3390/buildings12020230
Chicago/Turabian StyleFormisano, Antonio, and Antonio Davino. 2022. "Experimental Investigation on Cement Mortar Bricks Manufactured with Fennel Wastes" Buildings 12, no. 2: 230. https://doi.org/10.3390/buildings12020230