

Recycling Old Concrete as Waste Concrete Powder for Use in Pervious Concrete: Effects on Permeability, Strength and Eco-Friendliness

Abstract
:1. Introduction
1.1. Background
1.2. Research Significance
2. Experimental Programme
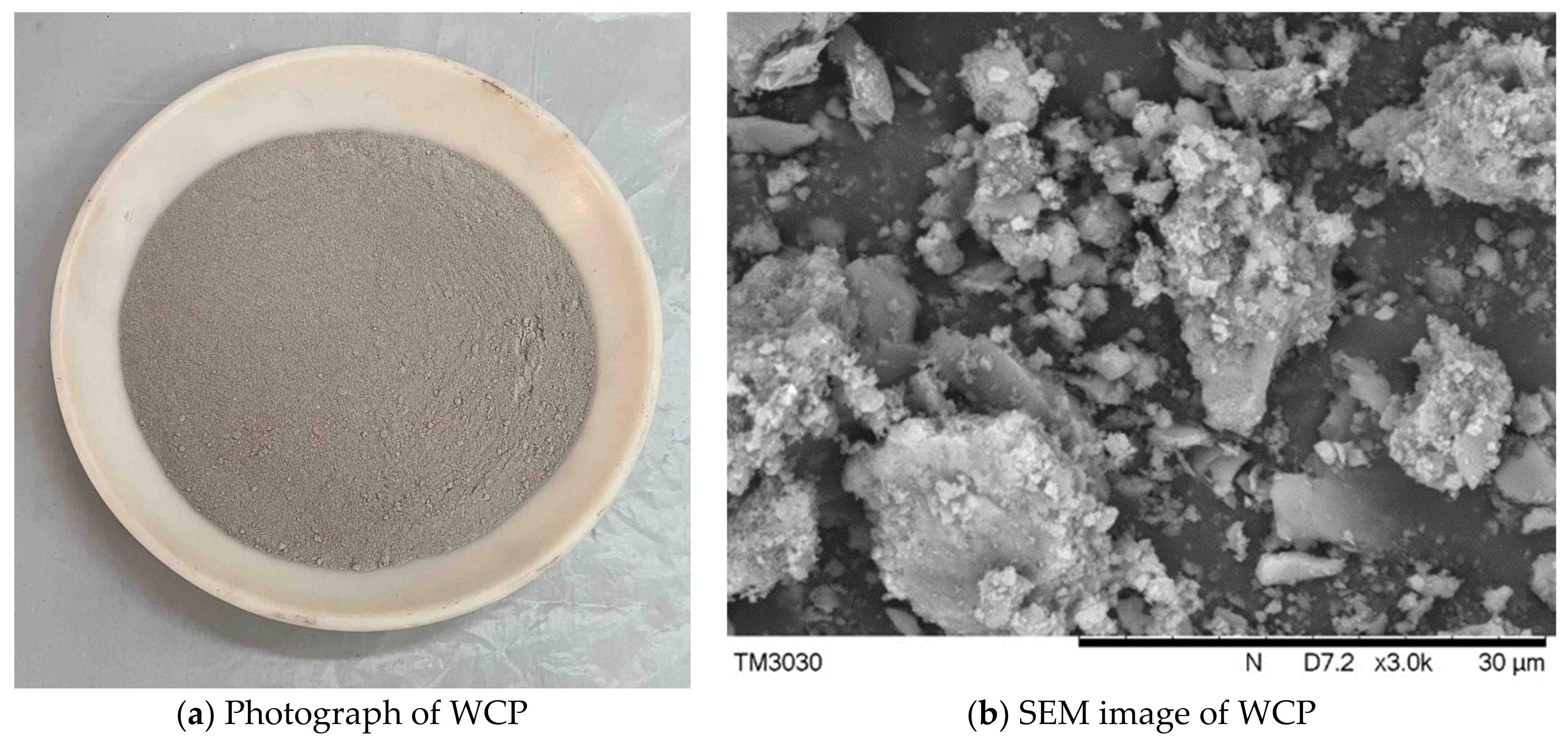
2.1. Materials
2.2. Mix Designs and Mixing Procedure
- The cement and WCP were added to the mixer and the mixture was dry-mixed for 30 s.
- The water and WR were added to the mixer and the (water + WR + cement + WCP) mixture was wet-mixed for 90 s.
- The RCA was added to the mixer and the pervious concrete mixture was mixed for 90 s.
2.3. Testing Methods
3. Experimental Results
3.1. Slump of Paste Portion and WR Dosage
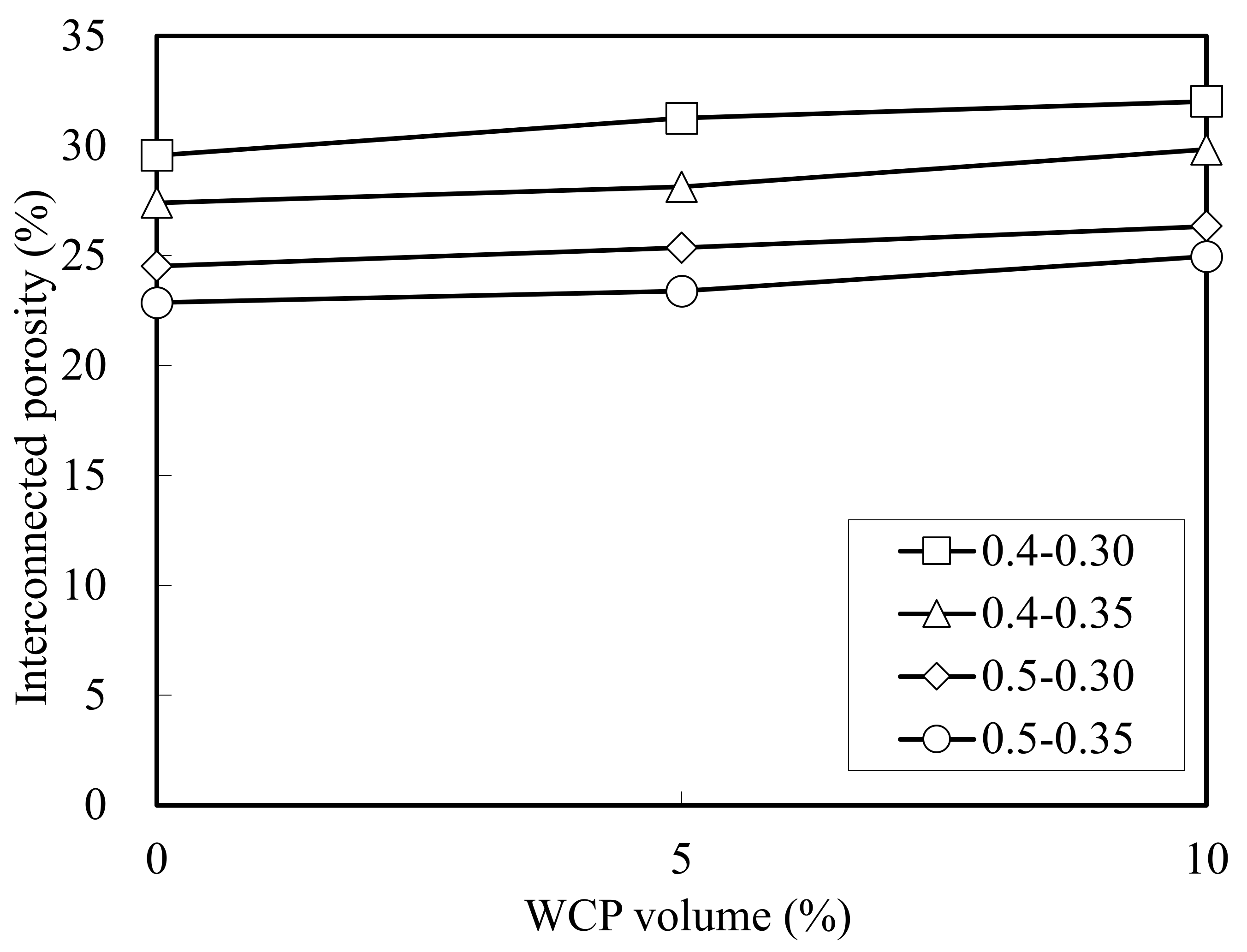
3.2. Interconnected Porosity Results
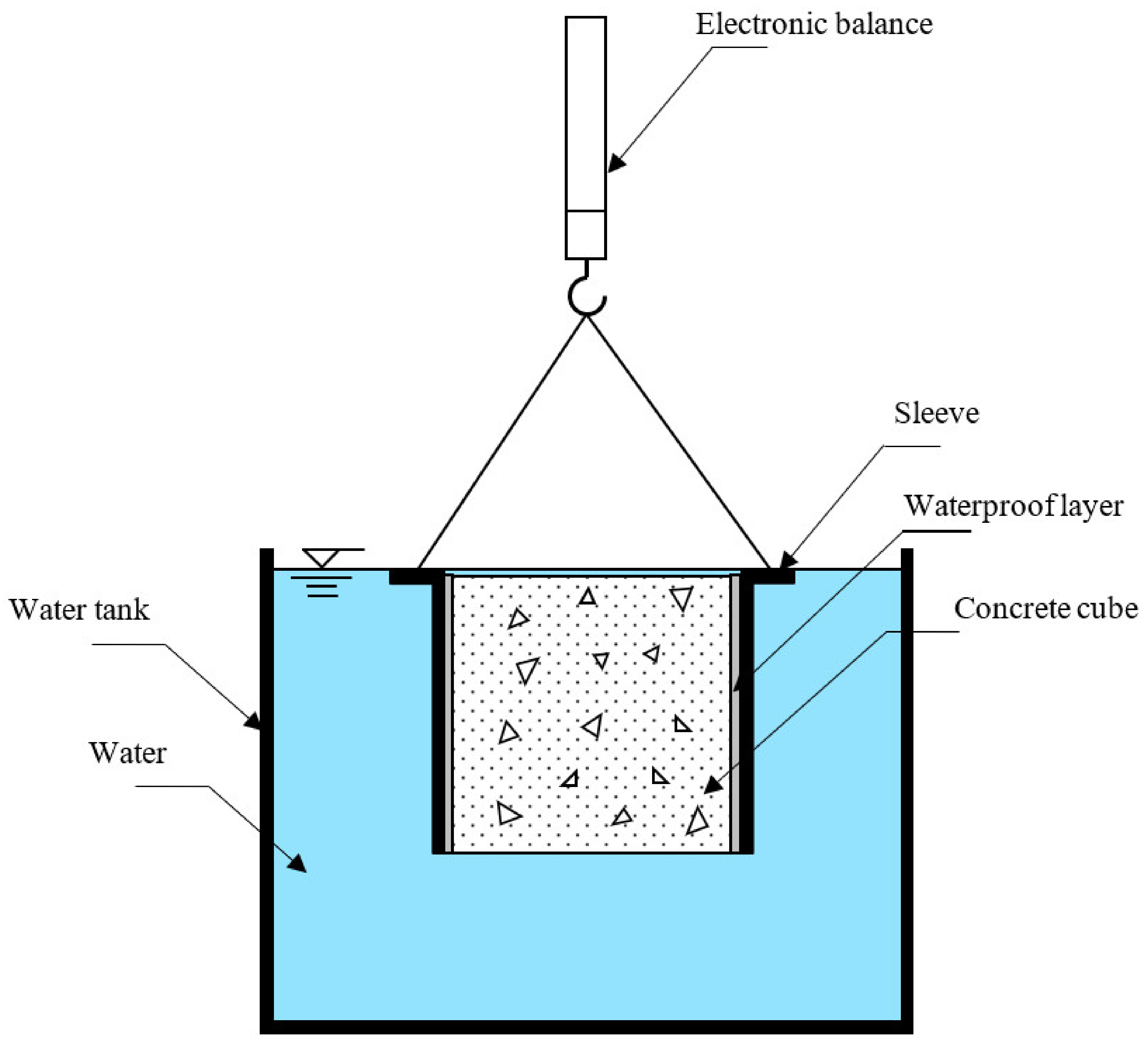
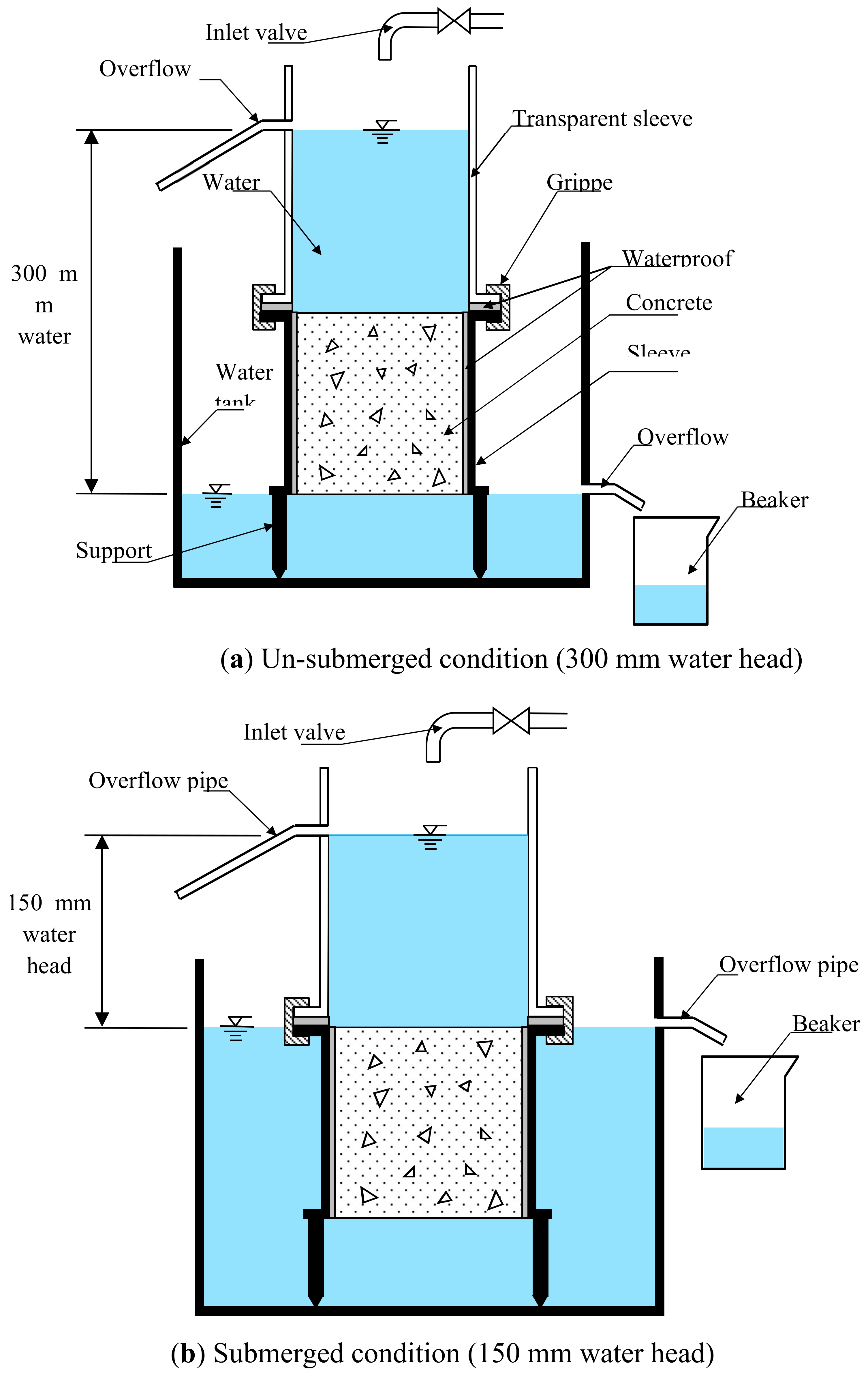
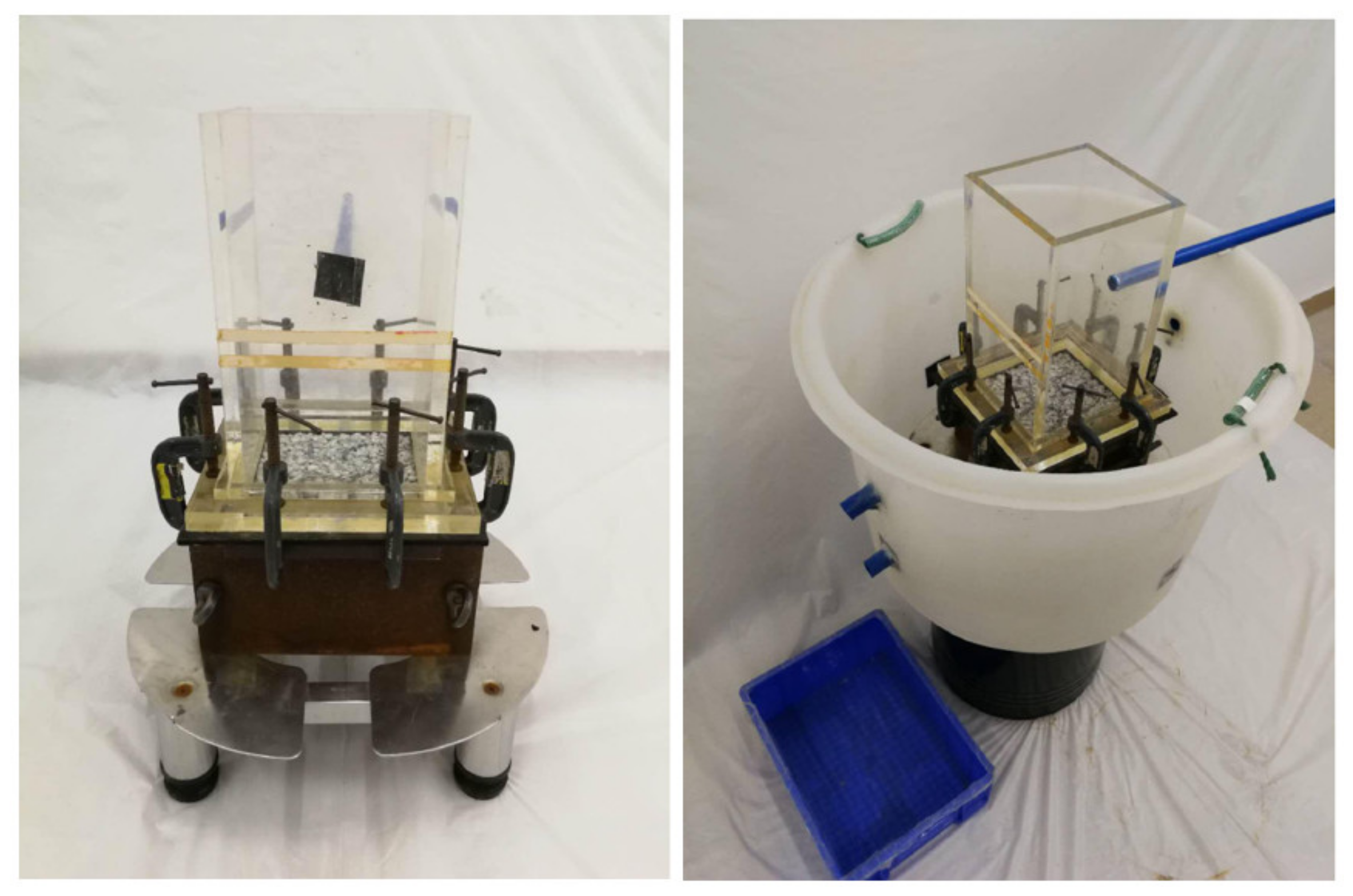
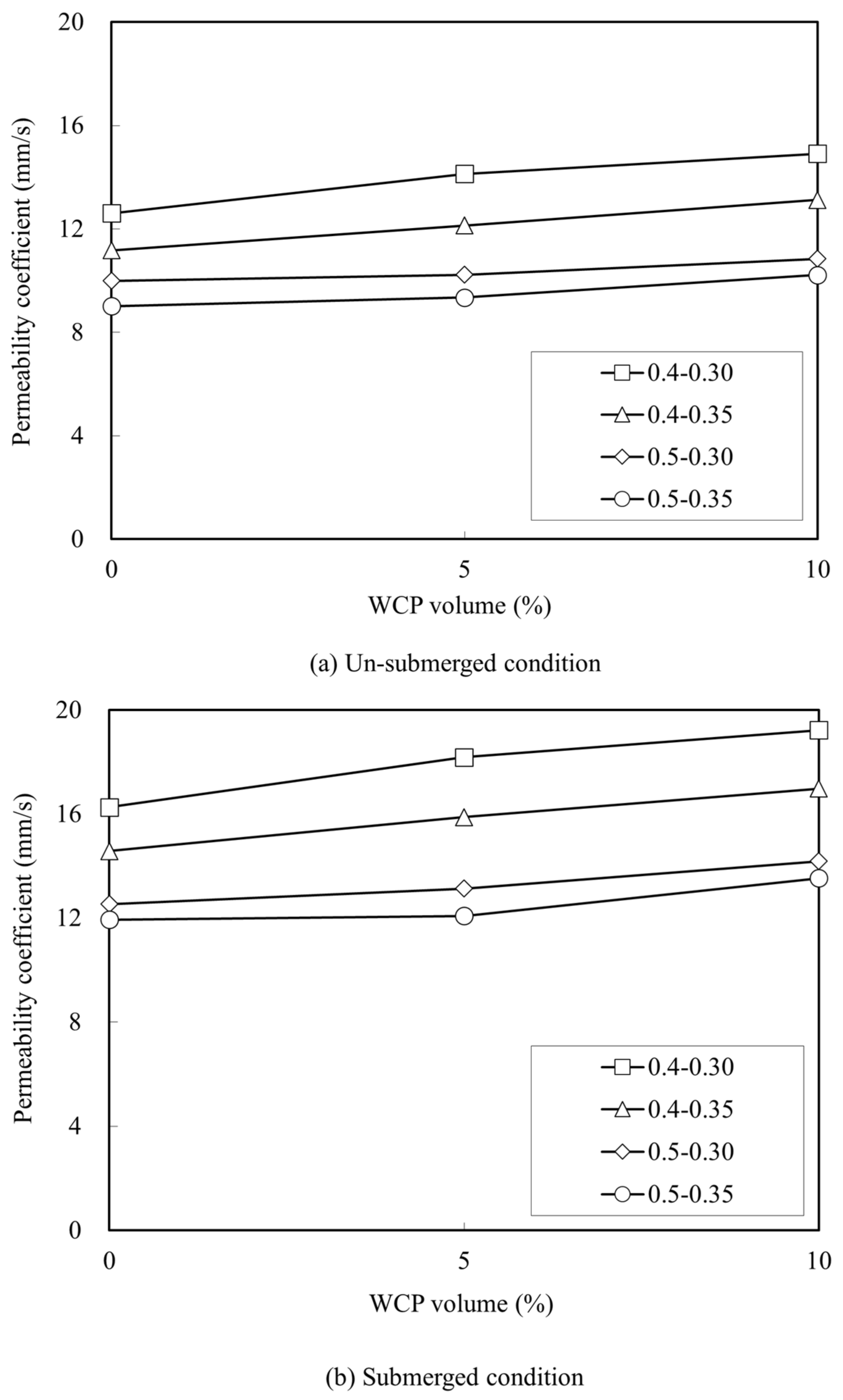
3.3. Water Permeability Results
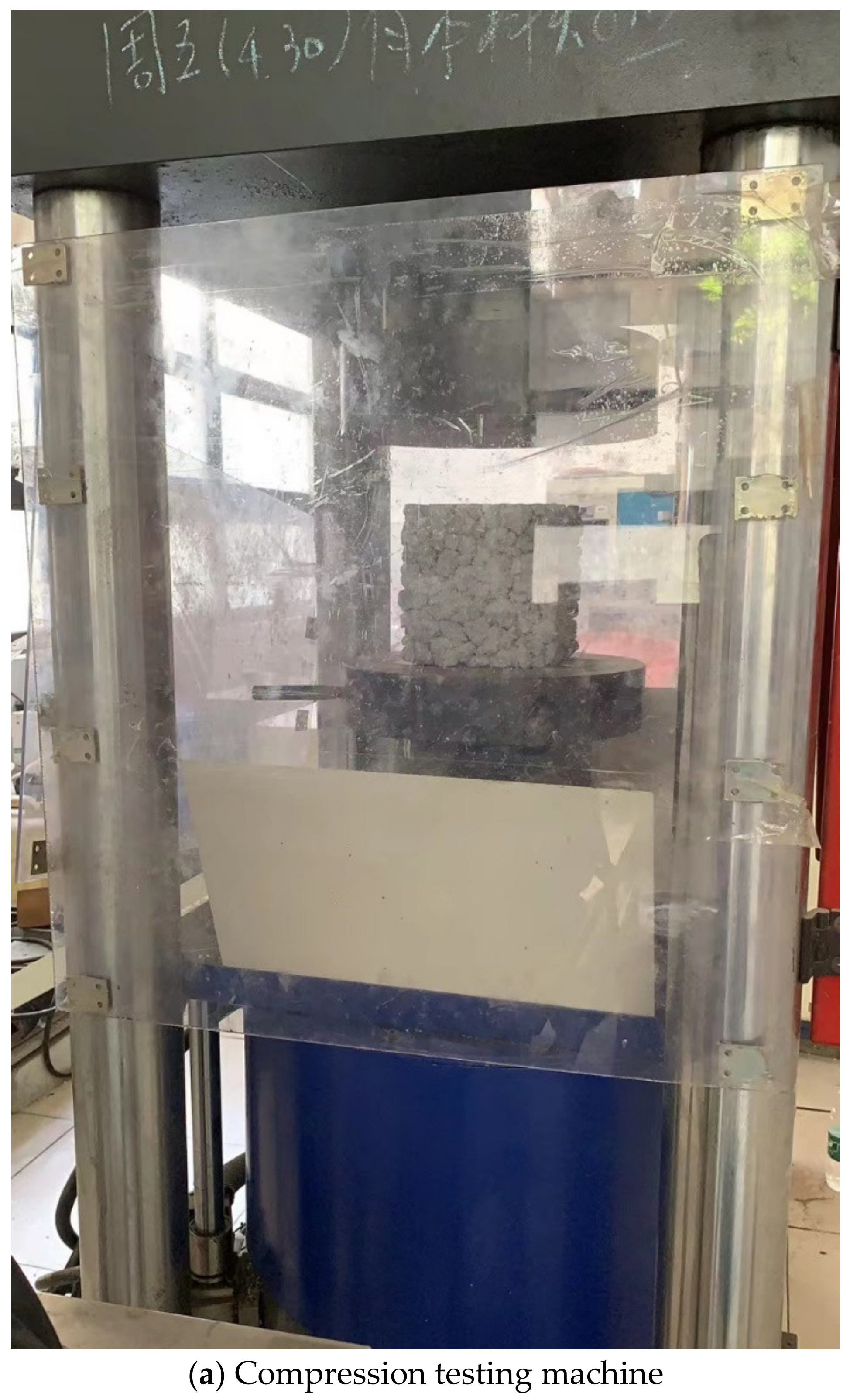
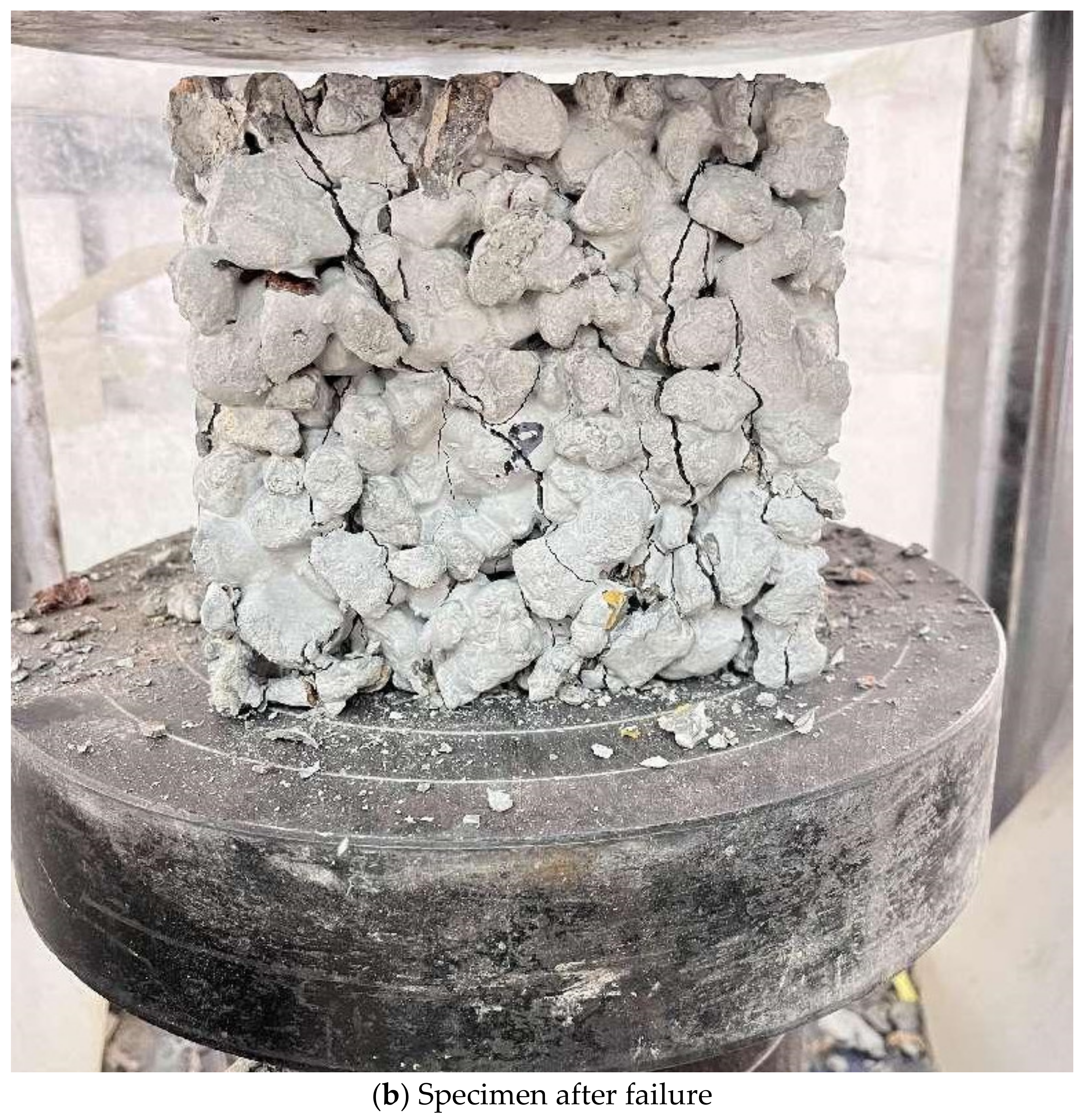
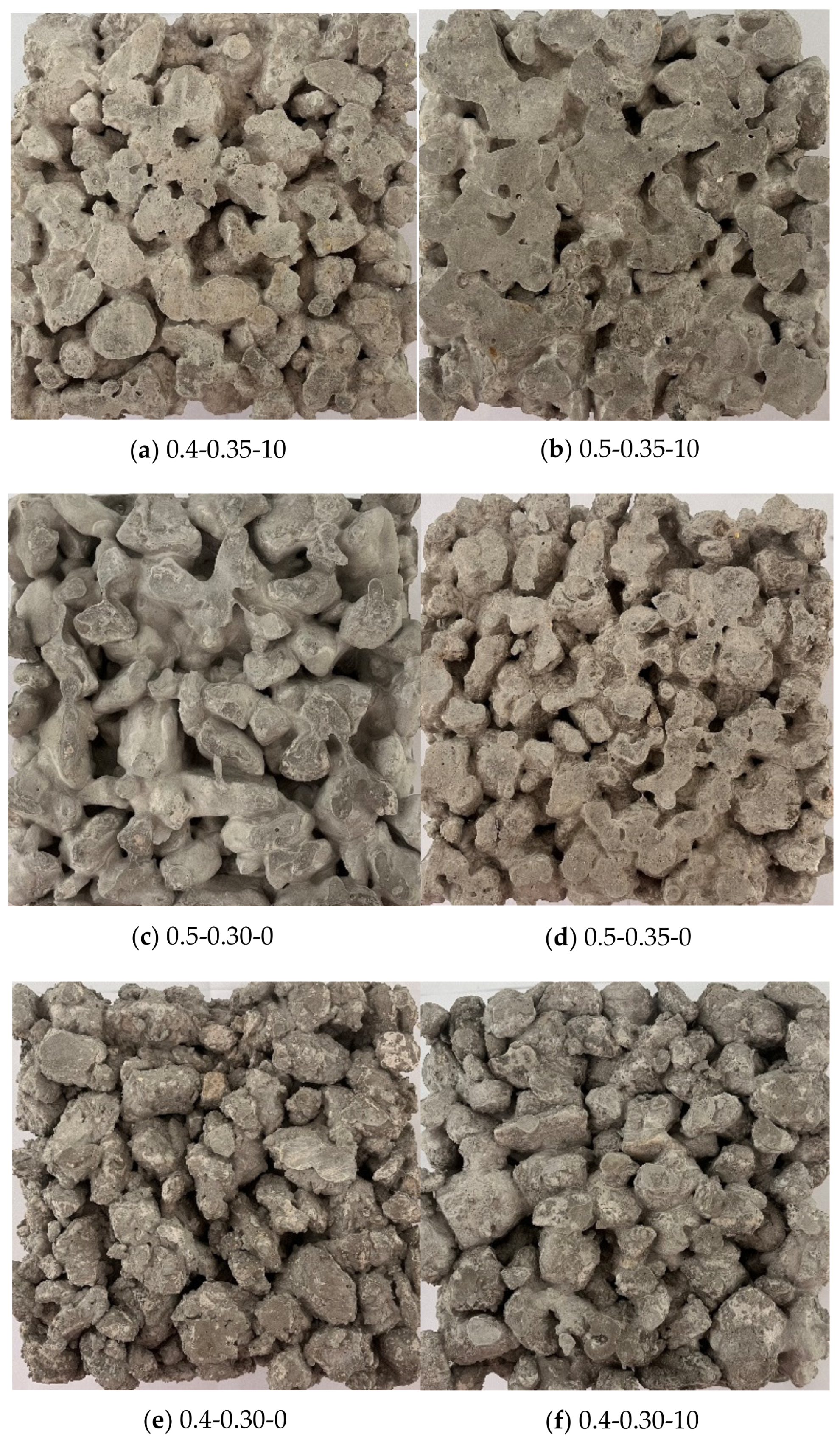
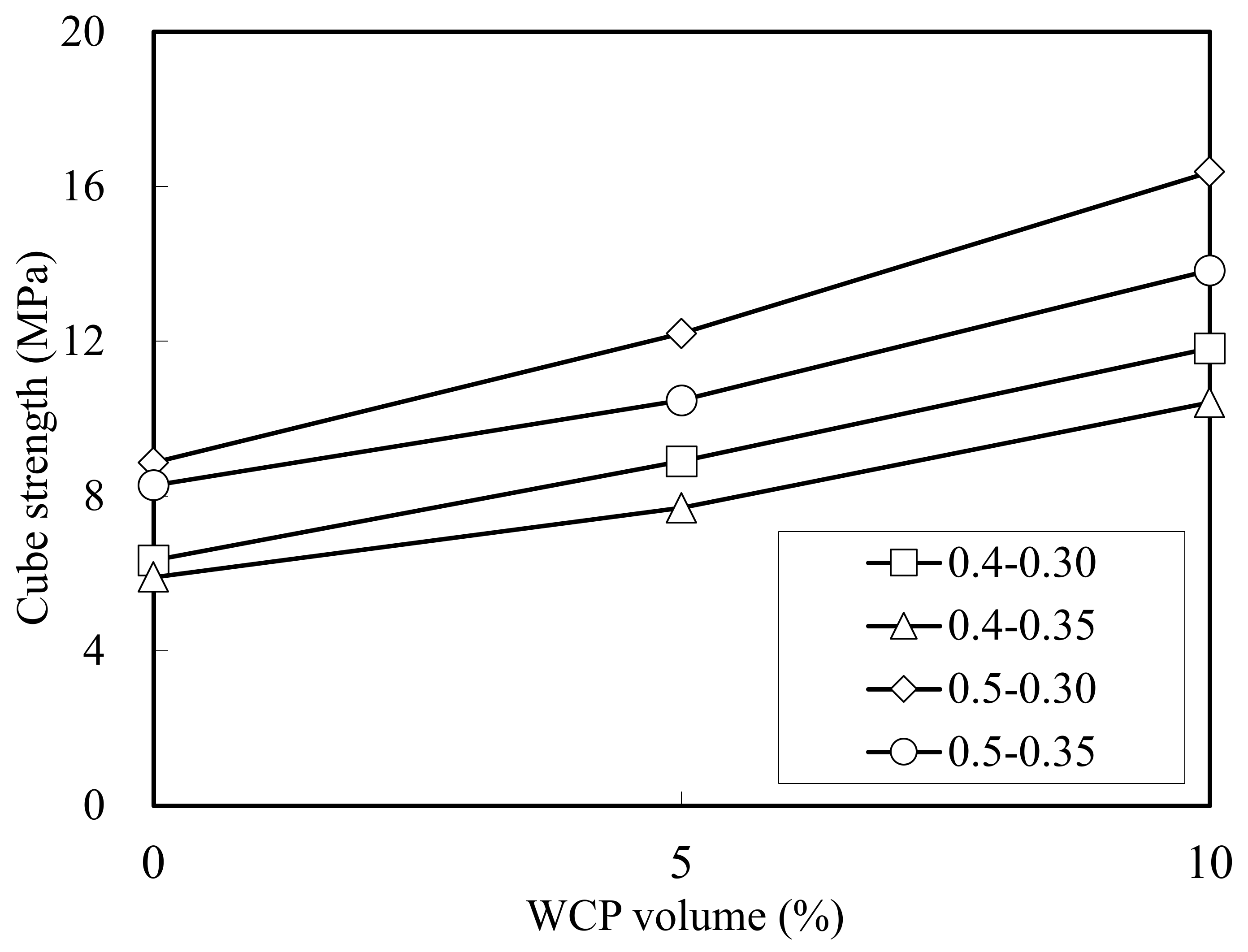
3.4. Failure Mode and Cube Compressive Strength Results
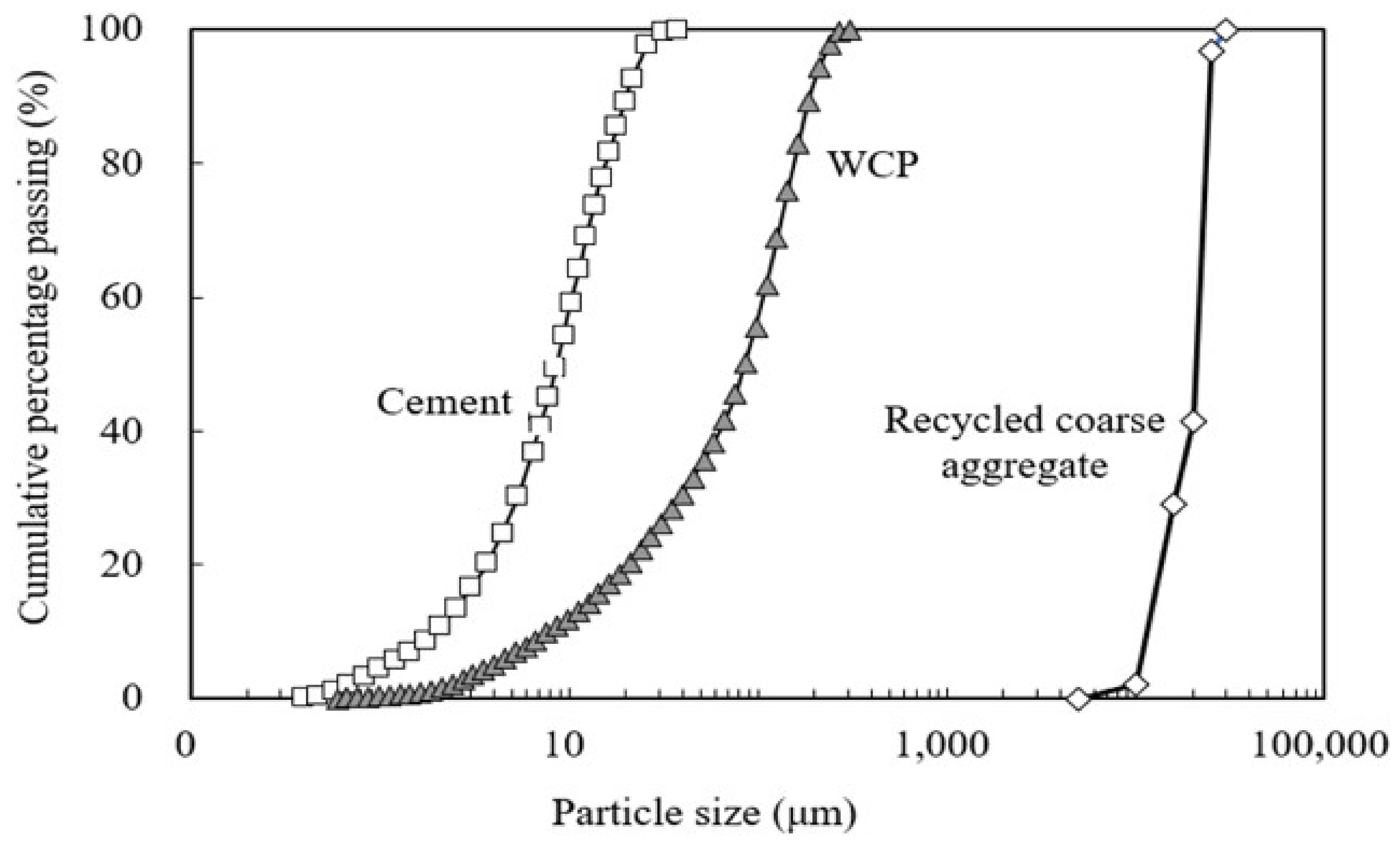
- As shown in Figure 3, the WCP has a median particle size intermediate between those of the cement and the coarse aggregate, and thus when added would form part of the paste and fill into the voids between coarse aggregate particles to increase the packing density, which would then improve the strength [71,72,73].
4. Comprehensive Analysis of Experimental Results
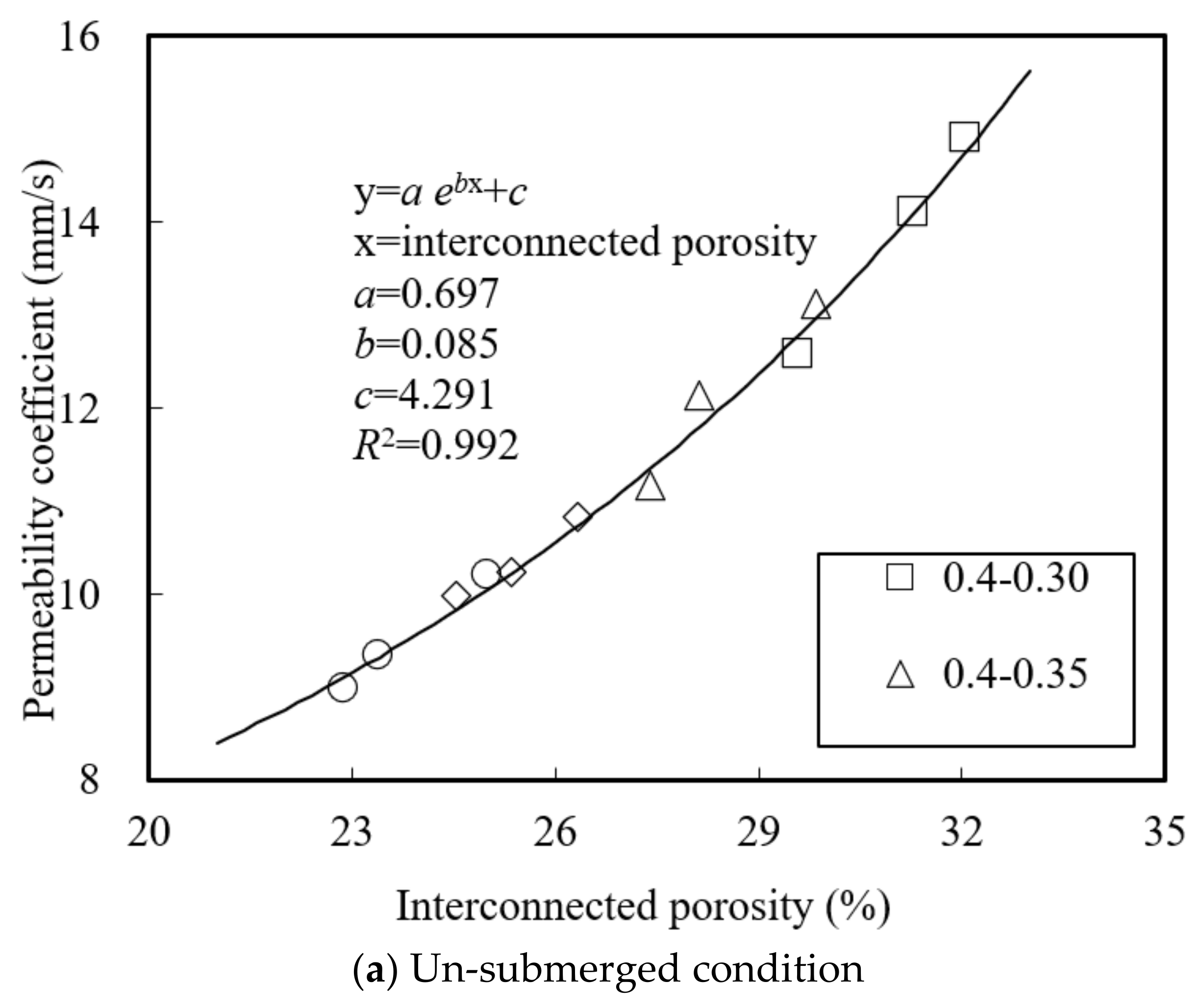
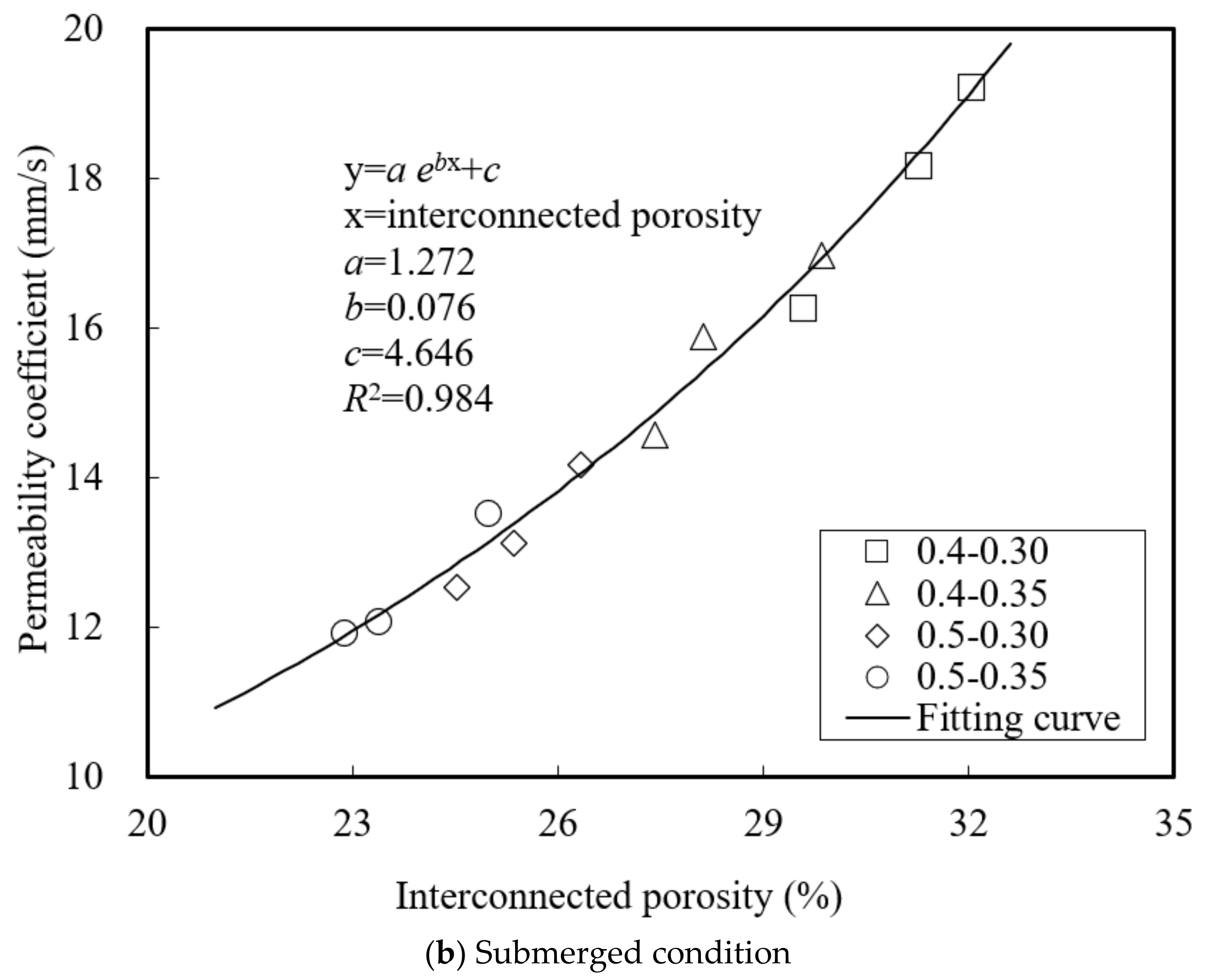
4.1. Correlation between Interconnected Porosity and Water Permeability
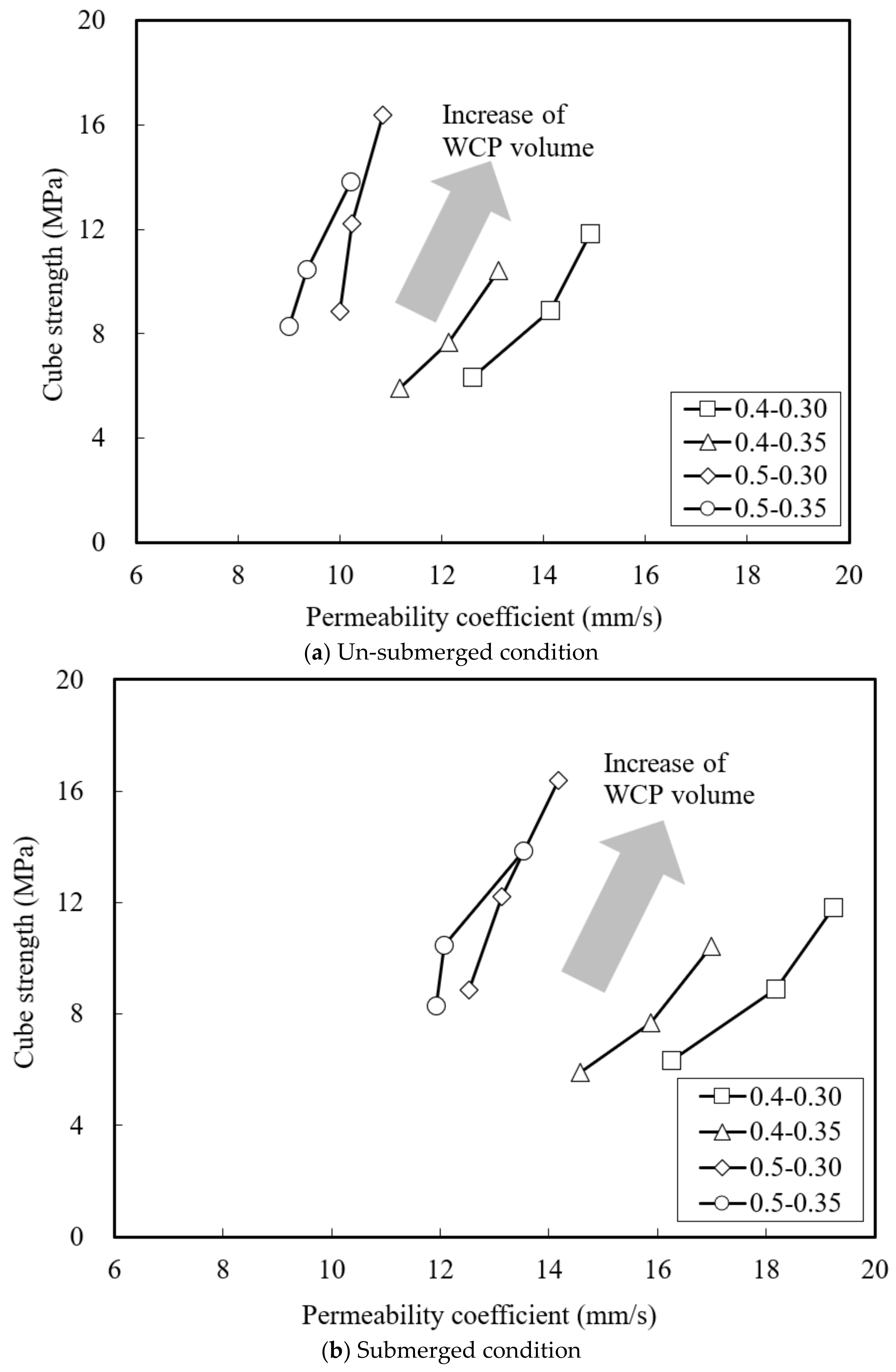
4.2. Improved Strength at Increased Permeability
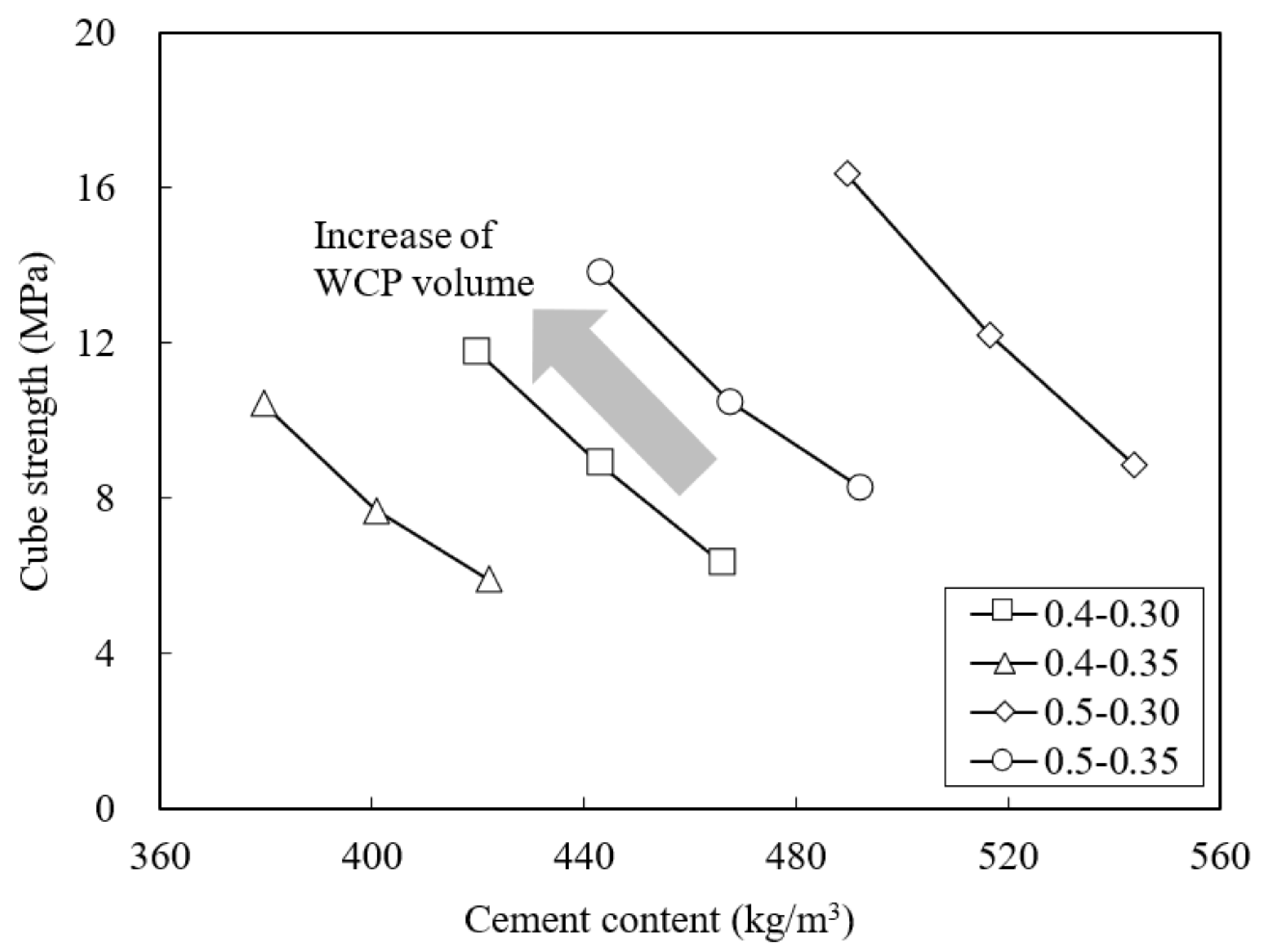
4.3. Improved Strength at Reduced Cement Content
4.4. Proposed Mix Design for WCP Pervious Concrete
5. Conclusions
- By adjusting the water reducer dosage such that the paste portion of the concrete has the target slump of 20 to 40 mm, all the concrete mixes designed have achieved the suitable rheology for the production of pervious concrete.
- Regression analysis showed that there are good correlations between the interconnected porosity and un-submerged/submerged water permeability.
- The decrease in P/A ratio improved the interconnected porosity and water permeability, and reduced the cement consumption, but it diminished the cube strength.
- The decrease in W/C ratio improved the interconnected porosity and water permeability and enhanced the cube strength, but it increased the cement consumption.
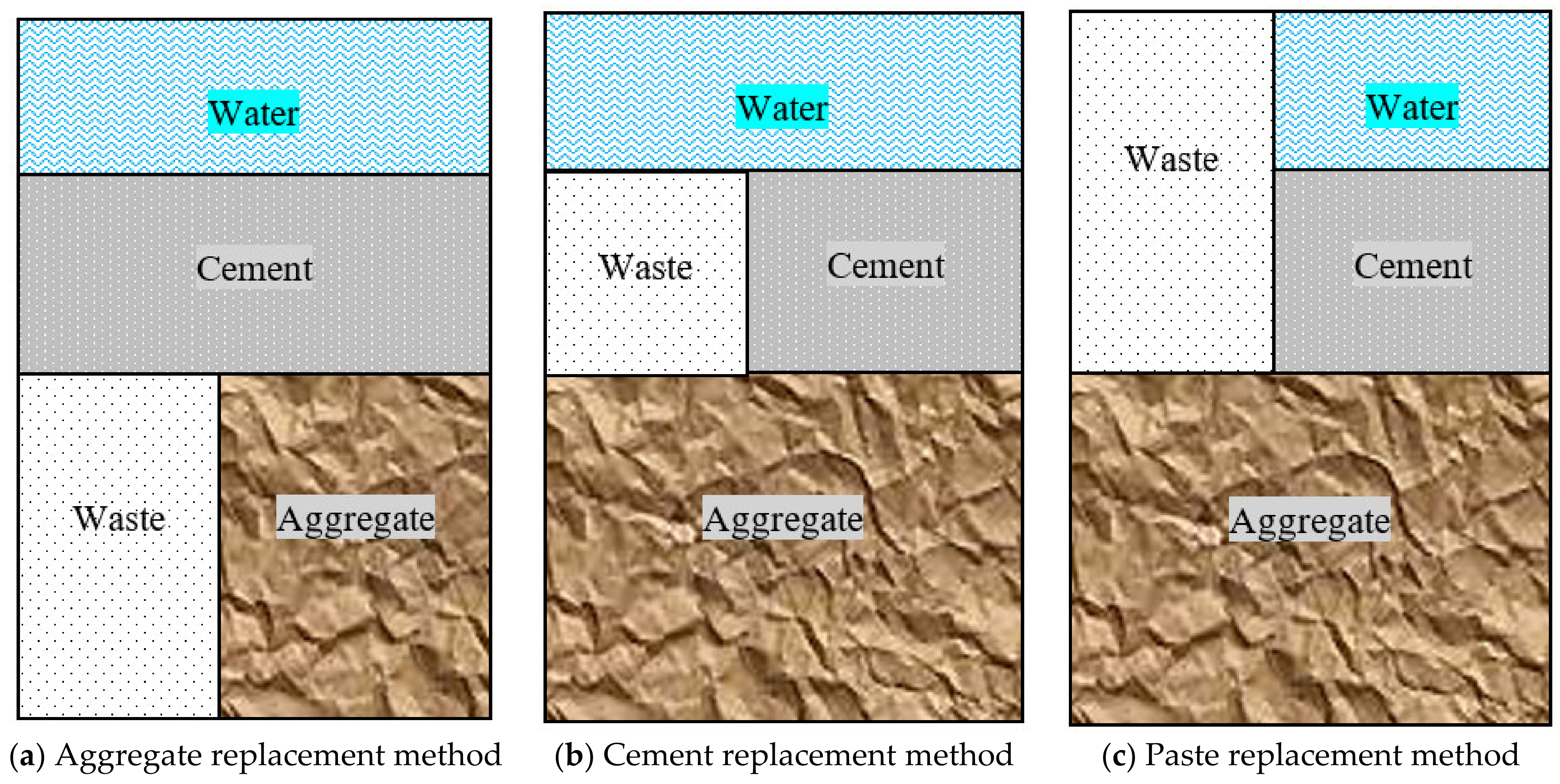
- The addition of WCP as paste replacement can slightly improve the interconnected porosity and un-submerged/submerged water permeability, substantially enhance the cube strength and simultaneously reduce the cement consumption, carbon footprint and waste disposal.
- From the permeability priority point of view, the concrete mix 0.4-0.30-10 is proposed, while from the strength priority point of view, the concrete mix 0.5-0.30-10 is recommended.
- The proposed method of adding WCP by the PR method has great potential to be applied to the production of eco-friendly high-performance pervious concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Wu, H.; Tam, V.W.; Zuo, J. Considering life-cycle environmental impacts and society’s willingness for optimizing construction and demolition waste management fee: An empirical study of China. J. Clean. Prod. 2019, 206, 1004–1014. [Google Scholar] [CrossRef]
- Visintin, P.; Xie, T.; Bennett, B. A large-scale life-cycle assessment of recycled aggregate concrete: The influence of functional unit, emissions allocation and carbon dioxide uptake. J. Clean. Prod. 2020, 248, 119243. [Google Scholar] [CrossRef]
- Barreto, E.D.S.; Stafanato, K.V.; Marvila, M.T.; de Azevedo, A.R.G.; Ali, M.; Pereira, R.M.L.; Monteiro, S.N. Clay ceramic waste as pozzolan constituent in cement for structural concrete. Materials 2021, 14, 2917. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef] [PubMed]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in bending performance of reinforced concrete beams produced with waste lathe scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban, E.M.; Stel’makh, S.A.; Meskhi, B.; Shilov, A.A.; Varavka, V.; Evtushenko, A.; Özkılıç, Y.O.; Aksoylu, C.; Karalar, M. Composition Component Influence on Concrete Properties with the Additive of Rubber Tree Seed Shells. Appl. Sci. 2022, 12, 11744. [Google Scholar] [CrossRef]
- Martínez-Lage, I.; Vázquez-Burgo, P.; Velay-Lizancos, M. Sustainability evaluation of concretes with mixed recycled aggregate based on holistic approach: Technical, economic and environmental analysis. Waste Manag. 2020, 104, 9–19. [Google Scholar] [CrossRef] [PubMed]
- Mai, G.; Li, L.; Chen, X.; Xiong, Z.; Liang, J.; Zou, X.; Qiu, Y.; Qiao, S.; Liang, D.; Liu, F. Fatigue performance of basalt fibre-reinforced polymer bar-reinforced sea sand concrete slabs. J. Mater. Res. Technol. 2022, in press. [Google Scholar] [CrossRef]
- Basaran, B.; Kalkan, I.; Aksoylu, C.; Özkılıç, Y.O.; Sabri, M.M.S. Effects of Waste Powder, Fine and Coarse Marble Aggregates on Concrete Compressive Strength. Sustainability 2022, 14, 14388. [Google Scholar] [CrossRef]
- Xiong, Z.; Lin, L.; Qiao, S.; Li, L.; Li, Y.; He, S.; Li, Z.; Liu, F.; Chen, Y. Axial performance of seawater sea-sand concrete columns reinforced with basalt fibre-reinforced polymer bars under concentric compressive load. J. Build. Eng. 2022, 47, 103828. [Google Scholar] [CrossRef]
- Özkılıç, Y.O.; Karalar, M.; Bilir, T.; Çavuşli, M.; Sabri, M. Use of Recycled Coal Bottom Ash in Reinforced Concrete Beams as Replacement for Aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar]
- Aksoylu, C.; Özkılıç, Y.O.; Hadzima-Nyarko, M.; Işık, E.; Arslan, M.H. Investigation on Improvement in Shear Performance of Reinforced-Concrete Beams Produced with Recycled Steel Wires from Waste Tires. Sustainability 2022, 14, 13360. [Google Scholar] [CrossRef]
- Oh, D.Y.; Noguchi, T.; Kitagaki, R.; Park, W.J. CO2 emission reduction by reuse of building material waste in the Japanese cement industry. Renew. Sustain. Energy Rev. 2014, 38, 796–810. [Google Scholar] [CrossRef]
- Liu, J.; Liu, B.; Ou, S.; Guan, S.; Feng, W. Effects of Nano Silica Additions on Properties of Recycled Aggregate Concrete. Mater. Res. Appl. 2022, 7, 228–233. [Google Scholar]
- Kwek, S.Y.; Awang, H. Utilization of industrial waste materials for the production of lightweight aggregates: A review. J. Sustain. Cem. Based Mater. 2021, 10, 353–381. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Klyuev, S.; Chulkova, I.; Ozbakkaloglu, T.; Vatin, N.; Karelina, M.; Azevedo, A. Design strategy for recycled aggregate concrete: A review of status and future perspectives. Crystals 2021, 11, 695. [Google Scholar] [CrossRef]
- Akeed, M.H.; Qaidi, S.; Faraj, R.H.; Mohammed, A.S.; Emad, W.; Tayeh, B.A.; Azevedo, A.R. Ultra-high-performance fiber-reinforced concrete. Part I: Developments, principles, raw materials. Case Stud. Constr. Mater. 2022, 17, e01290. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance assessment of fiber-reinforced concrete produced with waste lathe fibers. Sustainability 2022, 14, 11817. [Google Scholar]
- Shcherban, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Shilov, A.A.; Chernil’nik, A.; Özkılıç, Y.O.; Aksoylu, C. Normal-Weight Concrete with Improved Stress–Strain Characteristics Reinforced with Dispersed Coconut Fibers. Appl. Sci. 2022, 12, 11734. [Google Scholar] [CrossRef]
- Wang, Y.; Hughes, P.; Niu, H.; Fan, Y. A new method to improve the properties of recycled aggregate concrete: Composite addition of basalt fiber and nano-silica. J. Clean. Prod. 2019, 236, 117602. [Google Scholar] [CrossRef]
- Chu, S.H.; Poon, C.S.; Lam, C.S.; Li, L. Effect of natural and recycled aggregate packing on properties of concrete blocks. Constr. Build. Mater. 2021, 278, 122247. [Google Scholar] [CrossRef]
- Elansary, A.A.; Ashmawy, M.M.; Abdalla, H.A. Effect of recycled coarse aggregate on physical and mechanical properties of concrete. Adv. Struct. Eng. 2021, 24, 583–595. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond behaviour of recycled aggregate concrete with basalt fibre-reinforced polymer bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- Zega, C.J.; Di Maio, Á.A. Use of recycled fine aggregate in concretes with durable requirements. Waste Manag. 2011, 31, 2336–2340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, I.H.; Ryou, J.S. Hybrid techniques for quality improvement of recycled fine aggregate. Constr. Build. Mater. 2014, 72, 56–64. [Google Scholar] [CrossRef]
- Kirthika, S.K.; Singh, S.K.; Chourasia, A. Alternative fine aggregates in production of sustainable concrete-A review. J. Clean. Prod. 2020, 268, 122089. [Google Scholar]
- Sahu, A.; Dey, T.; Chakraborty, S. Influence of nano silica on mechanical and durability characteristic of mortar made by partial replacement of natural fine aggregate with recycled fine aggregate. Silicon 2021, 13, 4391–4405. [Google Scholar] [CrossRef]
- Moon, D.J.; Moon, H.Y.; Kim, Y.B. Fundamental properties of mortar containing waste concrete powder. Geosyst. Eng. 2005, 8, 95–100. [Google Scholar] [CrossRef]
- Topič, J.; Prošek, Z. Properties and microstructure of cement paste including recycled concrete powder. Acta Polytech. 2017, 57, 49–57. [Google Scholar] [CrossRef] [Green Version]
- Sui, Y.; Ou, C.; Liu, S.; Zhang, J.; Tian, Q. Study on properties of waste concrete powder by thermal treatment and application in mortar. Appl. Sci. 2020, 10, 998. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Li, Y.; Bai, H.; Ma, L. Utilization of recycled concrete powder in cement composite: Strength, microstructure and hydration characteristics. J. Renew. Mater. 2021, 9, 2189. [Google Scholar] [CrossRef]
- Deng, X.; Guo, H.; Tan, H.; He, X.; Zheng, Z.; Su, Y.; Yang, J. An accelerator prepared from waste concrete recycled powder and its effect on hydration of cement-based materials. Constr. Build. Mater. 2021, 296, 123767. [Google Scholar] [CrossRef]
- Horsakulthai, V. Effect of recycled concrete powder on strength, electrical resistivity, and water absorption of self-compacting mortars. Case Stud. Constr. Mater. 2021, 15, e00725. [Google Scholar] [CrossRef]
- Sha, A.; Liu, Z.; Jiang, W.; Qi, L.; Hu, L.; Jiao, W.; Barbieri, D.M. Advances and development trends in eco-friendly pavements. J. Road Eng. 2021, 1, 1–42. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Z.; Zou, D.; Zhou, A.; Du, J. Strength enhancement of recycled aggregate pervious concrete using a cement paste redistribution method. Cem. Concr. Res. 2019, 122, 72–82. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P.; Zouaoui, S. Properties of pervious concrete incorporating recycled concrete aggregates and slag. Constr. Build. Mater. 2019, 212, 164–175. [Google Scholar] [CrossRef]
- Lu, J.X.; Yan, X.; He, P.; Poon, C.S. Sustainable design of pervious concrete using waste glass and recycled concrete aggregate. J. Clean. Prod. 2019, 234, 1102–1112. [Google Scholar] [CrossRef]
- Li, A.Y.; Qiao, H.; Li, Q.; Hakuzweyezu, T.; Chen, B. Study on the performance of pervious concrete mixed with waste glass powder. Constr. Build. Mater. 2021, 300, 123997. [Google Scholar] [CrossRef]
- Zeng, Q.; Jike, N.; Xu, C.; Yang, R.; Peng, Y.; Wang, J.; Gong, F.; Zhang, M.; Zhao, Y. Total recycling of low-quality urban-fringe construction and demolition waste towards the development of sustainable cement-free pervious concrete: The proof of concept. J. Clean. Prod. 2022, 352, 131464. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; McKinley, M.; Chen, J.J. Adding limestone fines as cement paste replacement to reduce shrinkage of concrete. Mag. Concr. Res. 2013, 65, 942–950. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H.; Jiang, Y. Adding limestone fines as cement paste replacement to reduce water permeability and sorptivity of concrete. Constr. Build. Mater. 2014, 56, 87–93. [Google Scholar] [CrossRef]
- Bentz, D.P.; Jones, S.Z.; Lootens, D. Minimizing paste content in concrete using limestone powders-demonstration mixtures. NIST Technical Note 2016, 1906. [Google Scholar]
- Cai, Y.; Kwan, A.K.H.; Li, L.G. Circular concrete filled steel tubes made of eco-concrete with limestone fines added as cementitious paste replacement. Structures 2020, 28, 69–79. [Google Scholar] [CrossRef]
- Li, L.G.; Wang, Y.M.; Tan, Y.P.; Kwan, A.K.H.; Li, L.J. Adding granite dust as paste replacement to improve durability and dimensional stability of mortar. Powder Technol. 2018, 333, 269–276. [Google Scholar] [CrossRef]
- Li, L.G.; Huang, Z.H.; Tan, Y.P.; Kwan, A.K.H.; Chen, H.Y. Recycling of marble dust as paste replacement for improving strength, microstructure and eco-friendliness of mortar. J. Clean. Prod. 2019, 210, 55–65. [Google Scholar] [CrossRef]
- Li, L.G.; Lin, Z.H.; Chen, G.M.; Kwan, A.K.H.; Li, Z.H. Reutilization of clay brick waste in mortar: Paste replacement versus cement replacement. J. Mater. Civ. Eng. 2019, 31, 04019129. [Google Scholar] [CrossRef]
- Chen, G.M.; Lin, Z.H.; Li, L.G.; He, J.L.; Kwan, A.K.H. Compressive behaviour of concrete incorporating clay brick fines added by paste replacement method. J. Mater. Civ. Eng. 2021, 33, 04021141. [Google Scholar] [CrossRef]
- Kabay, N.; Miyan, N.; Özkan, H. Utilization of pumice powder and glass microspheres in cement mortar using paste replacement methodology. Constr. Build. Mater. 2021, 282, 122691. [Google Scholar] [CrossRef]
- Guan, Q.; Xia, J.; Leng, F.; Zhou, Y. Utilizing blast furnace ferronickel slag as paste replacement to reduce white Portland cement content and improve performance of mortar. Adv. Bridge Eng. 2021, 2, 1–24. [Google Scholar] [CrossRef]
- Li, L.G.; Ouyang, Y.; Zhuo, Z.Y.; Kwan, A.K.H. Adding ceramic polishing waste as filler to reduce paste volume and improve carbonation and water resistances of mortar. Adv. Bridge Eng. 2021, 2, 3. [Google Scholar] [CrossRef]
- Luo, T.; Yi, Y.; Sun, Q.; Li, L.G.; Tang, L.; Hua, C. The effects of adding molybdenum tailings as cementitious paste replacement on the fluidity, mechanical properties and micro-structure of concrete. J. Build. Eng. 2022, 62, 105377. [Google Scholar] [CrossRef]
- GB 175-2020; Common Portland Cement. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2020. (In Chinese)
- CJJ/T 135-2009; Technical Specification for Pervious Cement Concrete Pavement. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2009. (In Chinese)
- Li, L.G.; Kwan, A.K.H. Adding limestone fines as cementitious paste replacement to improve tensile strength, stiffness and durability of concrete. Cem. Concr. Compos. 2015, 60, 17–24. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, Z.Y.; Zhu, J.; Chen, J.J.; Kwan, A.K.H. Reutilizing ceramic polishing waste as powder filler in mortar to reduce cement content by 33% and increase strength by 85%. Powder Technol. 2019, 355, 119–126. [Google Scholar] [CrossRef]
- Li, L.G.; Feng, J.J.; Zhu, J.; Chu, S.H.; Kwan, A.K.H. Pervious concrete: Effects of porosity on permeability and strength. Mag. Concr. Res. 2021, 73, 69–79. [Google Scholar] [CrossRef]
- GB/T 50081-2002; Standard for Test Method of Mechanical Properties on Ordinary Concrete. Ministry of Construction of the People’s Republic of China: Beijing, China, 2002. (In Chinese)
- Okamura, H.; Ouchi, M. Self-compacting concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Li, L.G.; Kwan, A.K.H. Mortar design based on water film thickness. Constr. Build. Mater. 2011, 25, 2381–2390. [Google Scholar] [CrossRef]
- Li, L.G.; Feng, J.J.; Xiao, B.F.; Chu, S.H.; Kwan, A.K.H. Roles of mortar volume in porosity, permeability and strength of pervious concrete. J. Infrastruct. Preserv. Resil. 2021, 2, 19. [Google Scholar]
- Li, L.G.; Feng, J.J.; Lu, Z.C.; Xie, H.Z.; Xiao, B.F.; Kwan, A.K.H. Effects of aggregate bulking and film thicknesses on water permeability and strength of pervious concrete. Powder Technol. 2022, 396, 743–753. [Google Scholar] [CrossRef]
- Joshi, T.; Dave, U. Evaluation of strength, permeability and void ratio of pervious concrete with changing W/C ratio and aggregate size. Int. J. Civ. Eng. Technol. 2016, 7, 276–284. [Google Scholar]
- Da Costa, F.B.P.; Haselbach, L.M.; da Silva Filho, L.C.P. Pervious concrete for desired porosity: Influence of w/c ratio and a rheology-modifying admixture. Constr. Build. Mater. 2021, 268, 121084. [Google Scholar]
- Li, L.G.; Chen, J.J.; Kwan, A.K.H. Roles of packing density and water film thickness in strength and durability of limestone fines concrete. Mag. Concr. Res. 2017, 69, 595–605. [Google Scholar] [CrossRef]
- Lim, E.; Tan, K.H.; Fwa, T.F. Effect of mix proportion on strength and permeability of pervious concrete for use in pavement. J. East. Asia Soc. Transp. Stud. 2013, 10, 1565–1575. [Google Scholar]
- Guntakal, S.N.; Selvan, S. Application of pervious concrete for pavements: A review. Rasayan J. Chem. 2017, 10, 32–36. [Google Scholar] [CrossRef]
- Lu, G.; Renken, L.; Li, T.; Wang, D.; Li, H.; Oeser, M. Experimental study on the polyurethane-bound pervious mixtures in the application of permeable pavements. Constr. Build. Mater. 2019, 202, 838–850. [Google Scholar] [CrossRef]
- Liu, R.; Chi, Y.; Jiang, Q.; Meng, X.; Wu, K.; Li, S. Physical and mechanical properties of pervious concrete with multi-admixtures. Mag. Concr. Res. 2021, 73, 448–463. [Google Scholar] [CrossRef]
- Ibrahim, H.A.; Goh, Y.; Ng, Z.A.; Yap, S.P.; Mo, K.H.; Yuen, C.W.; Abutaha, F. Hydraulic and strength characteristics of pervious concrete containing a high volume of construction and demolition waste as aggregates. Constr. Build. Mater. 2020, 253, 119251. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, J.; Huang, D.; Liu, Z.; Hou, F.; Cui, S.; Zhang, L.; Wang, Z. Experimental study on the relationship between permeability and strength of pervious concrete. J. Mater. Civ. Eng. 2017, 29, 04017217. [Google Scholar] [CrossRef]
- Li, L.G.; Lin, C.J.; Chen, G.M.; Kwan, A.K.H.; Jiang, T. Effects of packing on compressive behaviour of recycled aggregate concrete. Constr. Build. Mater. 2017, 157, 757–777. [Google Scholar] [CrossRef]
- Bright Singh, S.; Murugan, M. Effect of aggregate size on properties of polypropylene and glass fibre-reinforced pervious concrete. Int. J. Pavement Eng. 2022, 23, 2034–2048. [Google Scholar] [CrossRef]
- Caneda-Martínez, L.; Monasterio, M.; Moreno-Juez, J.; Martínez-Ramírez, S.; García, R.; Frías, M. Behaviour and properties of eco-cement pastes elaborated with recycled concrete powder from construction and demolition wastes. Materials 2021, 14, 1299. [Google Scholar] [CrossRef] [PubMed]
- Jimma, B.E.; Rangaraju, P.R. Film-forming ability of flowable cement pastes and its application in mixture proportioning of pervious concrete. Constr. Build. Mater. 2014, 71, 273–282. [Google Scholar] [CrossRef]
- Torres, A.; Gaedicke, C.; Hu, J.; Bejugam, R.; McMasters, S. Comparing design void content with actual void content of laboratory prepared pervious concrete. Mater. Sci. Appl. 2018, 9, 596–613. [Google Scholar] [CrossRef]
- Cole, L.; Bakheet, R.; Akib, S. Influence of using waste plastic and/or recycled rubber as coarse aggregates on the performance of pervious concrete. Eng 2020, 1, 153–166. [Google Scholar] [CrossRef]
- Juradin, S.; Netinger-Grubeša, I.; Mrakovčić, S.; Jozić, D. Impact of fibre incorporation and compaction method on properties of pervious concrete. Mater. Constr. 2021, 71, e245. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | CaO | SiO2 | Al2O3 | MgO | Fe2O3 | SO3 | Alkali | LOI |
|---|---|---|---|---|---|---|---|---|
| Content (%) | 62.92 | 23.22 | 4.35 | 0.98 | 3.11 | 2.81 | 0.43 | 1.78 |
| Mix No. | Slump (mm) | WR Dosage (%) |
|---|---|---|
| 0.4-0.30-0 | 25 | 0.20 |
| 0.4-0.30-5 | 25 | 0.27 |
| 0.4-0.30-10 | 35 | 0.50 |
| 0.4-0.35-0 | 28 | 0.12 |
| 0.4-0.35-5 | 32 | 0.15 |
| 0.4-0.35-10 | 26 | 0.22 |
| 0.5-0.30-0 | 25 | 0.20 |
| 0.5-0.30-5 | 25 | 0.27 |
| 0.5-0.30-10 | 35 | 0.50 |
| 0.5-0.35-0 | 28 | 0.12 |
| 0.5-0.35-5 | 32 | 0.15 |
| 0.5-0.35-10 | 26 | 0.22 |
| Mix No. | Interconnected Porosity (%) | Un-Submerged Permeability Coefficient (mm/s) | Submerged Permeability Coefficient (mm/s) | Cube Strength (MPa) | Cement Content (kg/m3) |
|---|---|---|---|---|---|
| 0.4-0.30-0 | 29.57 | 12.60 | 16.26 | 6.34 | 466.2 |
| 0.4-0.30-5 | 31.26 | 14.13 | 18.18 | 8.90 | 442.9 |
| 0.4-0.30-10 | 32.03 | 14.91 | 19.23 | 11.82 | 419.5 |
| 0.4-0.35-0 | 27.41 | 11.17 | 14.57 | 5.91 | 421.8 |
| 0.4-0.35-5 | 28.12 | 12.13 | 15.88 | 7.69 | 400.7 |
| 0.4-0.35-10 | 29.84 | 13.12 | 16.98 | 10.42 | 379.6 |
| 0.5-0.30-0 | 24.53 | 9.99 | 12.53 | 8.87 | 543.9 |
| 0.5-0.30-5 | 25.36 | 10.23 | 13.13 | 12.20 | 516.7 |
| 0.5-0.30-10 | 26.34 | 10.84 | 14.18 | 16.38 | 489.5 |
| 0.5-0.35-0 | 22.87 | 9.01 | 11.93 | 8.28 | 492.1 |
| 0.5-0.35-5 | 23.38 | 9.35 | 12.08 | 10.47 | 467.5 |
| 0.5-0.35-10 | 24.97 | 10.22 | 13.53 | 13.84 | 442.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, H.Z.; Li, L.G.; Liu, F.; Kwan, A.K.H. Recycling Old Concrete as Waste Concrete Powder for Use in Pervious Concrete: Effects on Permeability, Strength and Eco-Friendliness. Buildings 2022, 12, 2172. https://doi.org/10.3390/buildings12122172
Xie HZ, Li LG, Liu F, Kwan AKH. Recycling Old Concrete as Waste Concrete Powder for Use in Pervious Concrete: Effects on Permeability, Strength and Eco-Friendliness. Buildings. 2022; 12(12):2172. https://doi.org/10.3390/buildings12122172
Chicago/Turabian StyleXie, Hui Zhu, Leo Gu Li, Feng Liu, and Albert Kwok Hung Kwan. 2022. "Recycling Old Concrete as Waste Concrete Powder for Use in Pervious Concrete: Effects on Permeability, Strength and Eco-Friendliness" Buildings 12, no. 12: 2172. https://doi.org/10.3390/buildings12122172