
Optimization of the Stacking Plans for Precast Concrete Slab Based on Assembly Sequence

Abstract
:1. Introduction
2. Research Background
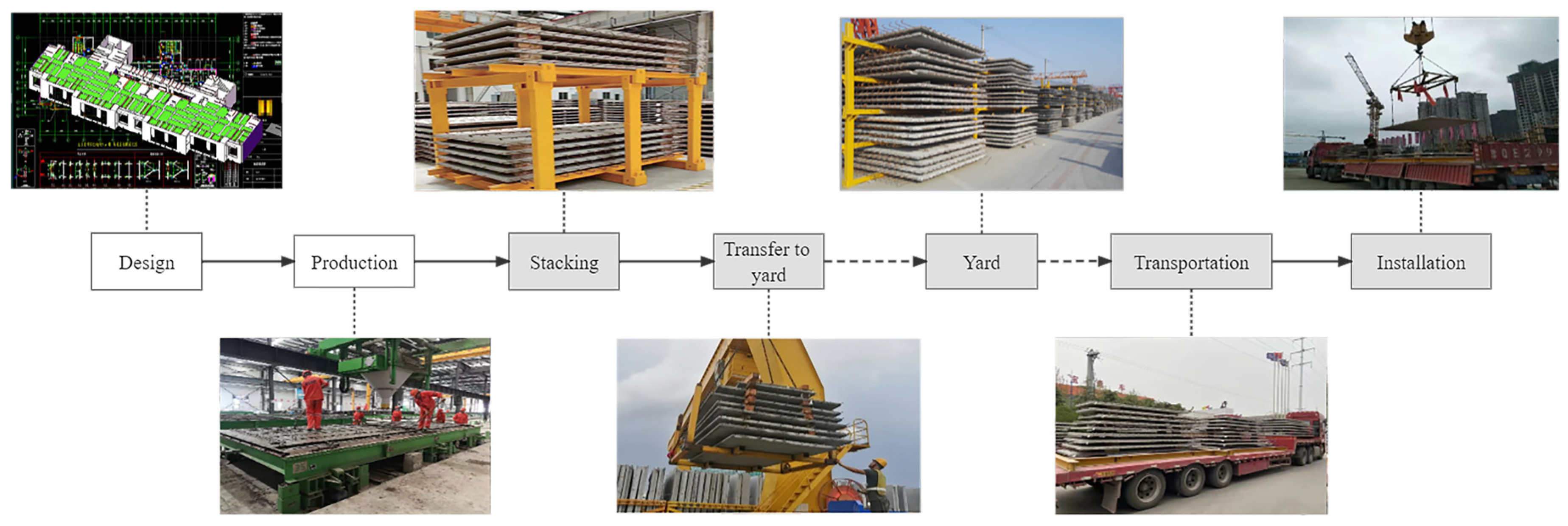
2.1. Current Logistical Process of PC Slabs
2.2. Problems with Stacking of PC Slabs and Determination of Stacking Solutions
2.3. Related Research
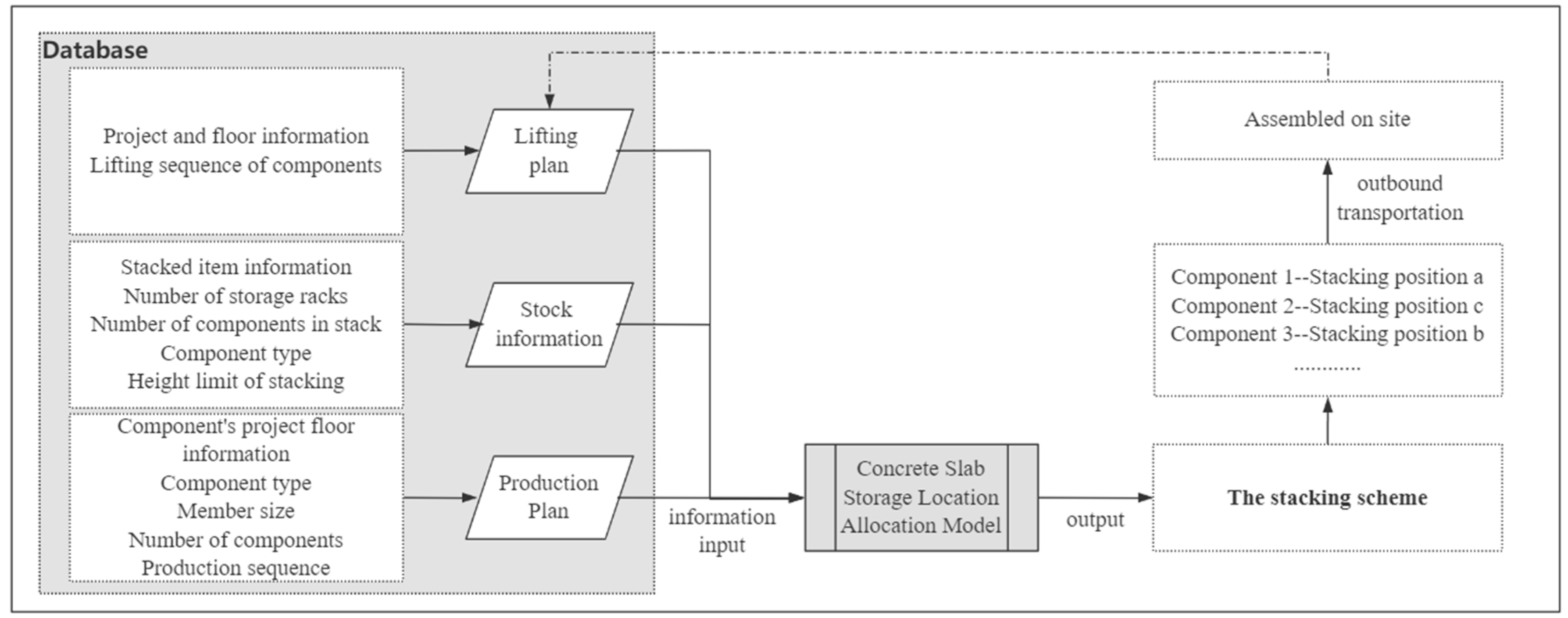
3. Allocation Process for Storage Locations of Components
4. Research Methodology
4.1. Metrics to Identify Stacking Problems of PC Slabs
4.2. Building Mathematical Models
4.2.1. Basic Problem Descriptions
4.2.2. Model Assumptions and Concept Definitions
- (1)
- Model assumptions
- Storage racks of known size and only one slab per layer;
- Component scheduling sequence and installation sequence are known;
- Meet the stack height limit to ensure the quality of the PC slab and the safety of stacking;
- The concrete slabs of the same project floor and the same batch should be stacked in the same stack as much as possible. This principle can reduce the number of secondary handling in the outbound operation when the outbound plan is optimized.
- (2)
- Definition of basic concepts
- Stack. Each storage rack forms a stack;
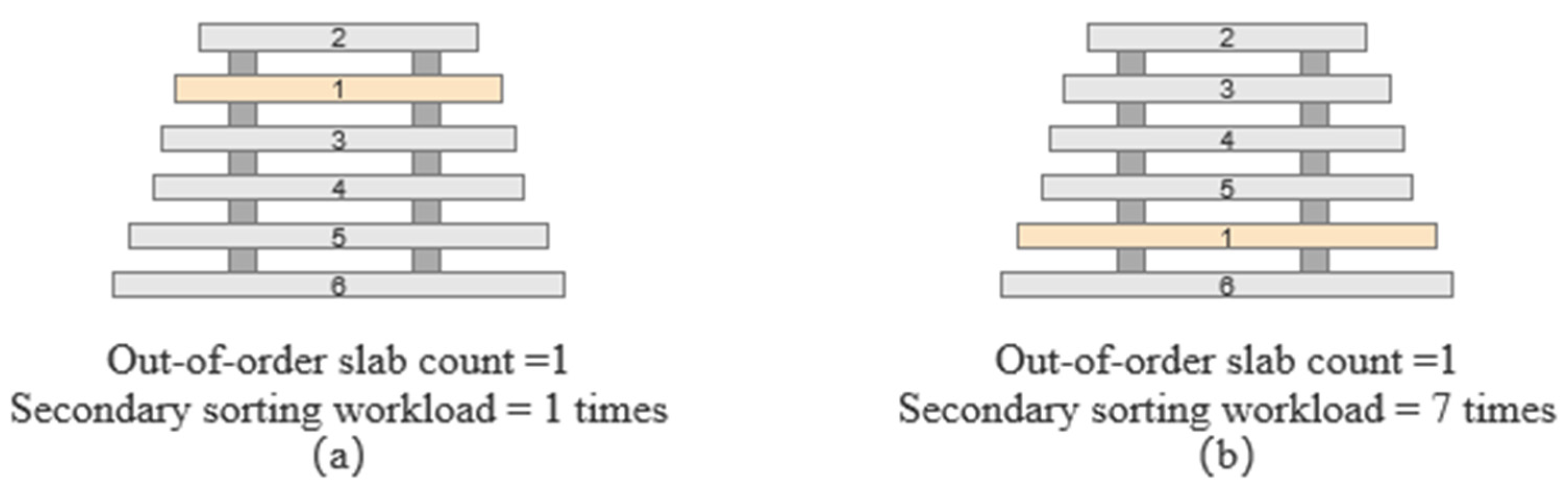
- Target slab. Sorted according to the installation order of the PC slabs, the earliest PC slab that needs to be lifted is called the target slab;
- Interference slab. If there is an interference phenomenon caused by the PC slab placed above the target plate, the PC slab is called an interference plate or a secondary-lifting-adjustment slab;
- Priority. There are i PC slabs, and the number {1, 2,…, i} is used to indicate the order of installation. Each PC slab corresponds to a number, which is the priority of the PC slab. No. 1 has the highest level, which means that the PC slab is the target slab in the current state;
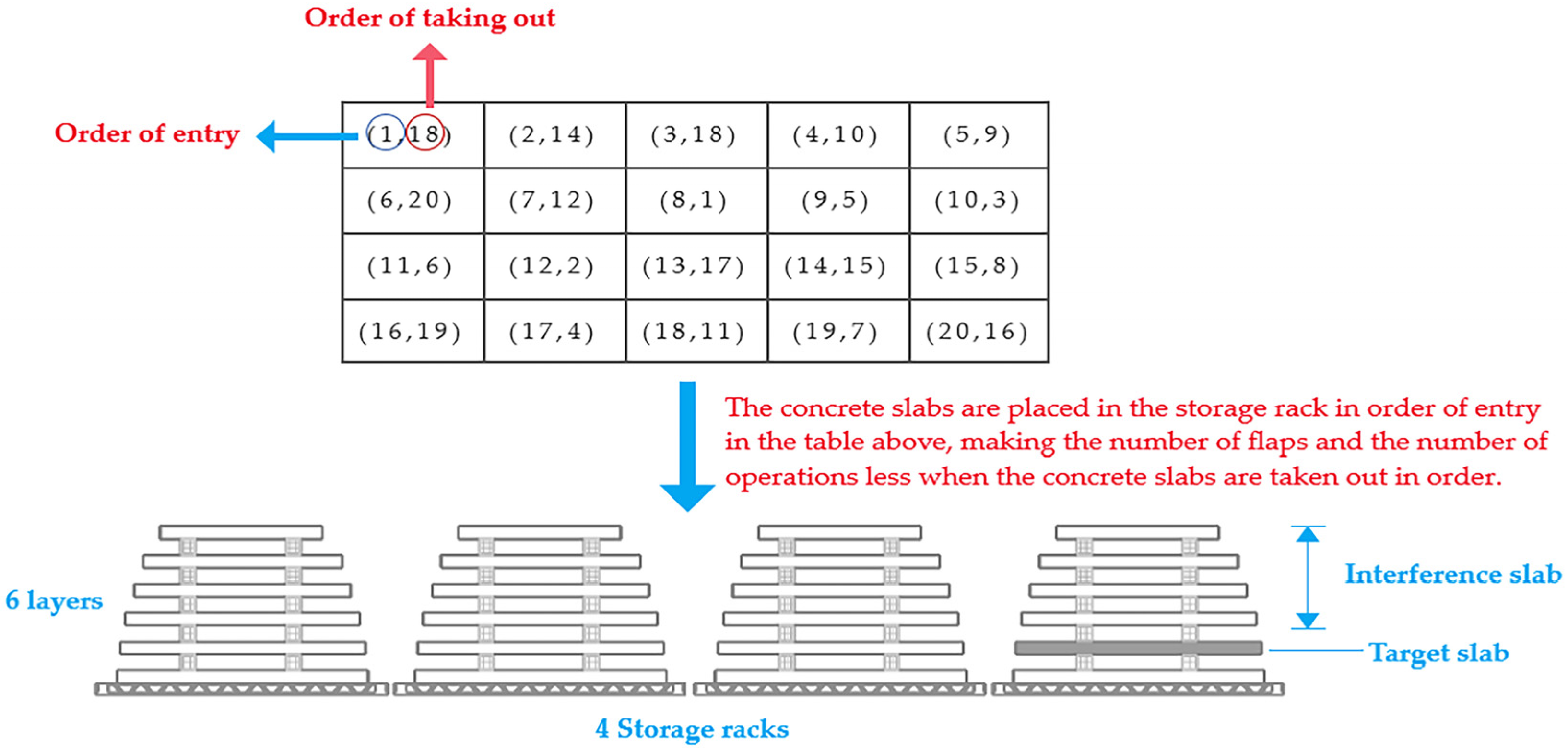
- Enter sequence A. Suppose a batch of PC slabs is to be stacked, and the column vector A indicates that the PC slabs are stacked in the order of the line. Any element in A represents the priority of the PC slabs, that is, the order of taking-out;
- Slab matrix B. It is assumed that there are J stacks of k layers in the stacking area, and the matrix B represents the position state of the PC slab. Any element in B means that there is a PC slab in a slab position. If the priority is b, then B(j, k) = b > 0 means that the PC slab with the b-th installation order is placed in the slab position slot (j, k); B(j, k) = 0 means that there is no PC slab on the slab slot (j, k), which is a vacancy.
4.2.3. Mathematical Modeling
4.2.4. Simplifying the Storage-Location Allocation Model
5. Solution Procedures for the Storage Location Assignment Problem
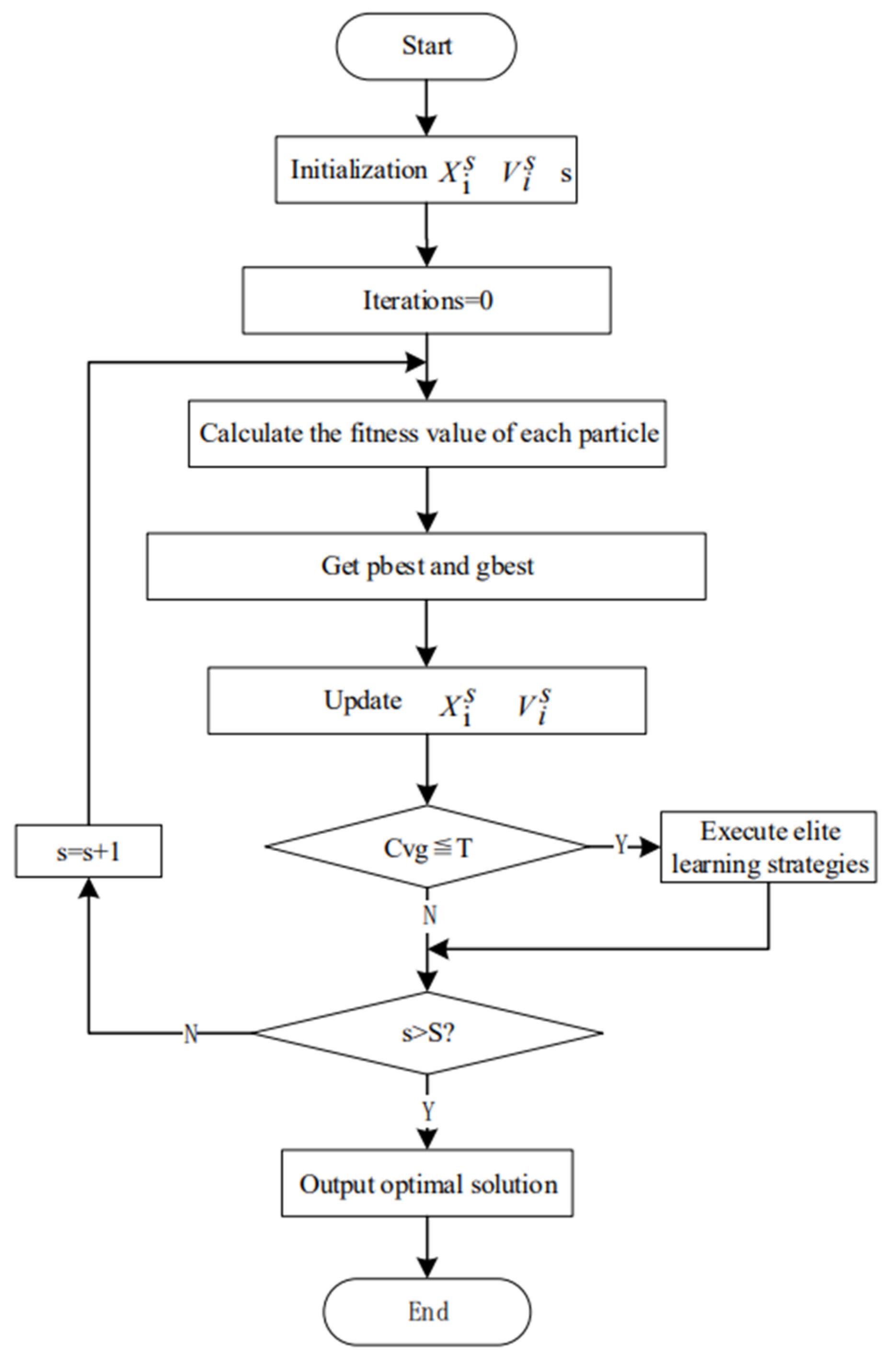
5.1. Brief Introduction to the Particle Swarm Optimization Algorithm
5.2. Coding and Initial Feasible Solution Generation Steps
5.3. Update Particle Velocity and Position
5.4. Elite Learning Strategies
6. Case Studies
6.1. Data Collection
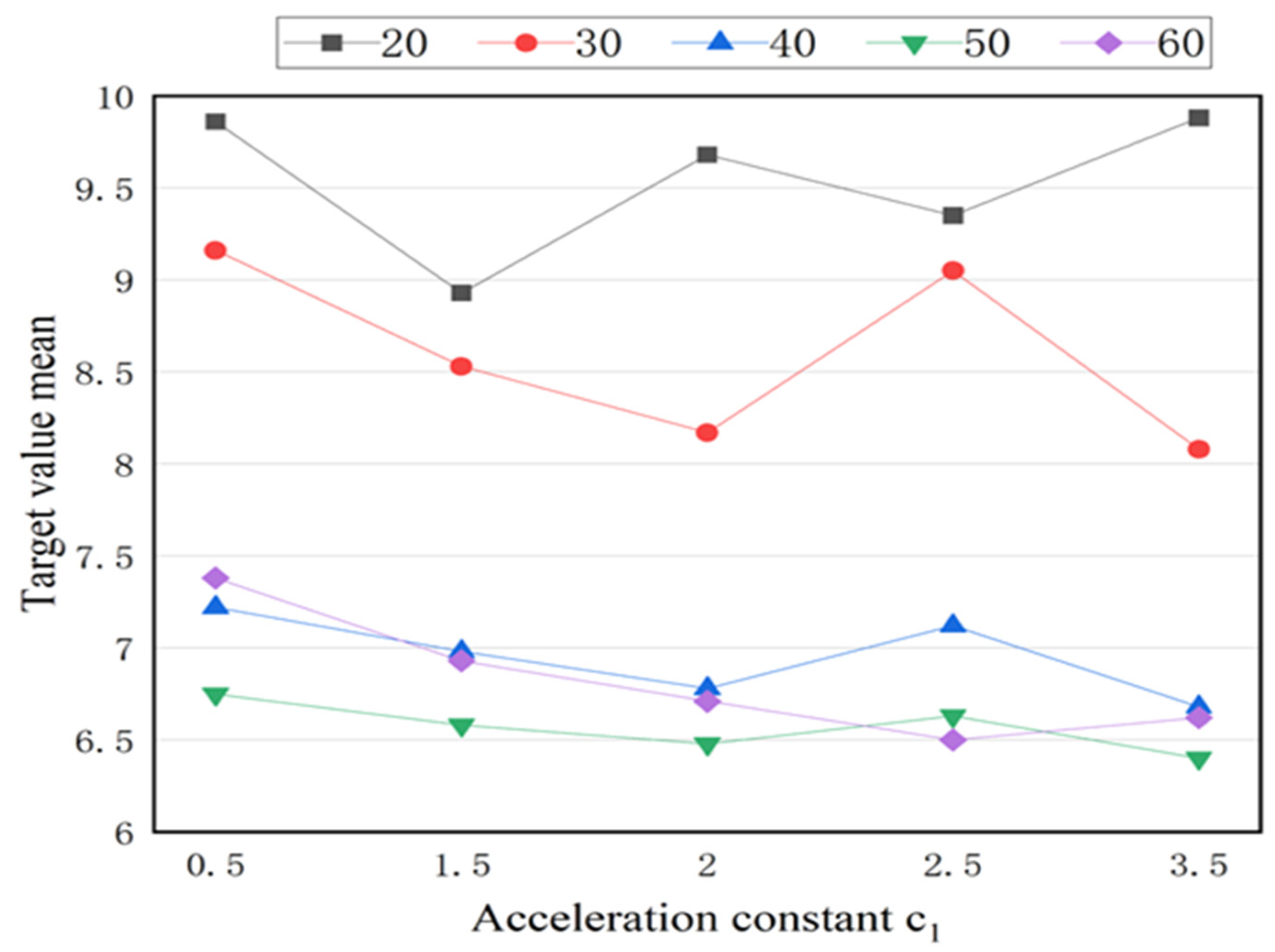
6.2. Analysis of Important Parameters
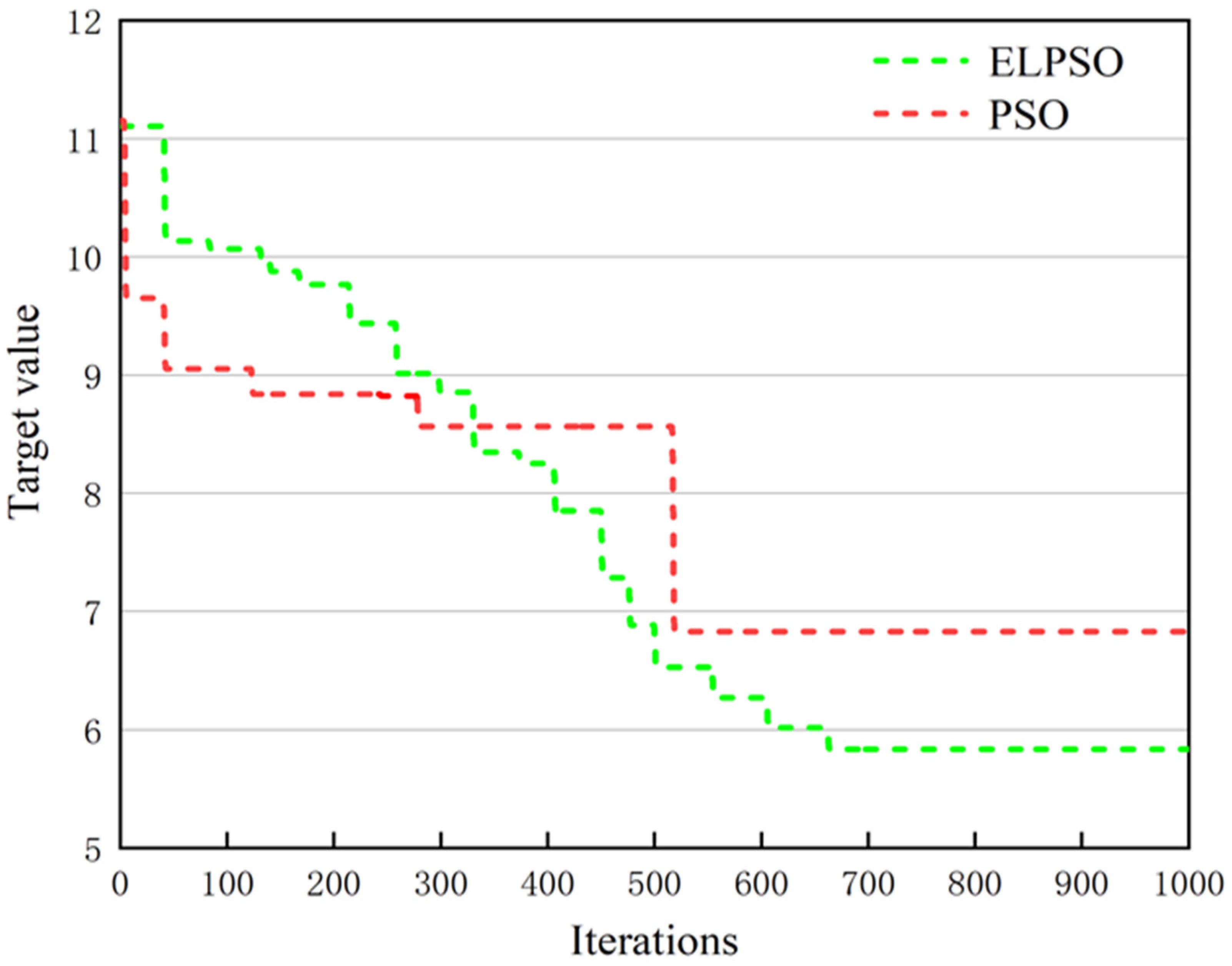
6.3. Simulation Results
6.4. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, Z.; Wang, S.; Wang, E. Integration of BIM and energy consumption modelling for manufacturing prefabricated components: A case study in China. Adv. Civ. Eng. 2019, 18, 1609523. [Google Scholar] [CrossRef]
- Polat, G. Factors affecting the use of precast concrete systems in the United States. J. Constr. Eng. Manag. 2008, 134, 169–178. [Google Scholar] [CrossRef]
- Wu, G.; Yang, R.; Li, L.; Bi, X.; Liu, B.; Li, S.; Zhou, S. Factors influencing the application of prefabricated construction in China: From perspectives of technology promotion and cleaner production. J. Clean. Prod. 2019, 219, 753–762. [Google Scholar] [CrossRef]
- Li, C.Z.; Hong, J.; Fan, C.; Xu, X.; Shen, G.Q. Schedule delay analysis of prefabricated housing production: A hybrid dynamic approach. J. Clean. Prod. 2018, 195, 1533–1545. [Google Scholar] [CrossRef]
- Lee, Y.; Kim, J.I.; Khanzode, A.; Fischer, M. Empirical study of identifying logistical problems in prefabricated interior wall panel construction. J. Manag. Eng. 2021, 37, 05021002. [Google Scholar] [CrossRef]
- Fang, Y.; Ng, S.T. Genetic algorithm for determining the construction logistics of precast components. Eng. Constr. Archit. Manag. 2019, 26, 2289–2306. [Google Scholar] [CrossRef]
- Liu, D.; Li, X.; Chen, J.; Jin, R. Real-time optimization of precast concrete component transportation and storage. Adv. Civ. Eng. 2020, 18, 5714910. [Google Scholar] [CrossRef] [PubMed]
- Shewchuk, J.P.; Guo, C. Panel stacking, panel sequencing, and stack locating in residential construction: Lean approach. J. Constr. Eng. Manag. 2012, 138, 1006–1016. [Google Scholar] [CrossRef]
- Guo, C. Panel Stacking and Worker Assignment Problems in Residential Construction Using Prefabricated Panels: A Lean Approach. Ph.D. Thesis, Virginia Tech, Blacksburg, VA, USA, 2010. Available online: https://hdl.handle.net/10919/77092 (accessed on 20 September 2022).
- Sörensen, K.; Vanovermeire, C.; Busschaert, S. Efficient metaheuristics to solve the intermodal terminal location problem. Comput. Oper. Res. 2012, 39, 2079–2090. [Google Scholar] [CrossRef]
- Legato, P.; Mazza, R.M. Managing Container Reshuffling in Vessel Loading by Simulation; IEEE: Piscataway, NJ, USA, 2013; pp. 3450–3461. [Google Scholar] [CrossRef] [Green Version]
- Shewchuk, J.P.; Guo, C.; Sarkar, S. Ergonomic design and planning for panelized residential construction. In IIE Annual Conference; Institute of Industrial and Systems Engineers (IISE): Peachtree Corners, GA, USA, 2009; pp. 102–107. [Google Scholar]
- Galle, V.; Barnhart, C.; Jaillet, P. Yard crane scheduling for container storage, retrieval, and relocation. Eur. J. Oper. Res. 2018, 271, 288–316. [Google Scholar] [CrossRef]
- Caserta, M.; Schwarze, S.; Voß, S. A mathematical formulation and complexity considerations for the blocks relocation problem. Eur. J. Oper. Res. 2012, 219, 96–104. [Google Scholar] [CrossRef]
- Caserta, M.; Voß, S. A corridor method-based algorithm for the pre-marshalling problem. In Proceedings of the Workshops on Applications of Evolutionary Computation, Hamburg, Germany, 15–17 April 2009; pp. 788–797. [Google Scholar]
- Forster, F.; Bortfeldt, A. A tree search procedure for the container relocation problem. Compute. Oper. Res. 2012, 39, 299–309. [Google Scholar] [CrossRef]
- Carpenter, H.; Dowsland, W.B. Practical considerations of the pallet-loading problem. J. Oper. Res. Soc. 1985, 36, 489–497. [Google Scholar] [CrossRef]
- Lee, Y.; Fischer, M.; Kim, J.I. Evaluation of reshuffling efforts to comply with installation sequences of prefabricated interior wall panelss from bunks delivered on sit. In Computing in Civil Engineering 2019; American Society of Civil Engineers: Reston, VA, USA, 2019; pp. 635–642. [Google Scholar] [CrossRef]
- Lee, Y.; Kim, J.I.; Flager, F.; Fischer, M. Generation of stacking plans for prefabricated exterior wall panels shipped vertically with A-frames. Autom. Constr. 2021, 122, 103507. [Google Scholar] [CrossRef]
- Cheng, X.; Tang, L. A scatter search algorithm for the slab stack shuffling problem. In Proceedings of the International Conference in Swarm Intelligence, Heidelberg/Berlin, Germany, 12–15 June 2010; pp. 382–389. [Google Scholar] [CrossRef]
- Xue-ping, T.U.; Can-tao, S.H.I.; Tie-ke, L.I. Model and algorithm for the slab location optimization decision problem based on fuzzy matching. Chin. J. Eng. 2011, 33, 376–382. [Google Scholar] [CrossRef]
- Zhang, R.Y.; Liu, S.X.; Wang, D.W. Slab Retrieving Problem in Hot Rolling and Its Tree Search Algorithm. Control Decis. 2013, 28, 1707–1712. [Google Scholar]
- Ge, P.; Zhao, R.; Sun, D.; Dong, Y. Integrated optimisation of storage and pre-marshalling moves in a slab warehouse. Int. J. Prod. Res. 2022, 60, 2021–2043. [Google Scholar] [CrossRef]
- Jang, H.; Lee, S.; Choi, S. Optimization of floor-level construction material layout using genetic algorithms. Autom. Constr. 2007, 16, 531–545. [Google Scholar] [CrossRef]
- Hu, W. Automatic construction process of prefabricated buildings on geometric reasoning. In Proceedings of the Construction Research Congress 2005: Broadening Perspectives, San Diego, CA, USA, 5–7 April 2005. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Oloufa, A.A. Computer-generated building data: Topological information. J. Comput. Civ. Eng. 2001, 15, 268–274. [Google Scholar] [CrossRef]
- Nguyen, T.H. Automated construction planning for multi-story buildings. In Construction Research Congress 2005: Broadening Perspectives; American Society of Civil Engineers: Reston, VA, USA, 2005; pp. 1–10. [Google Scholar] [CrossRef]
- Zhang, Z.; Lee, C.Y. Multiobjective approaches for the ship stowage planning problem considering ship stability and container rehandles. IEEE Trans. Syst. Man Cybern. Syst. 2015, 46, 1374–1389. [Google Scholar] [CrossRef]
- Lehnfeld, J.; Knust, S. Loading, unloading and premarshalling of stacks in storage areas: Survey and classification. Eur. J. Oper. Res. 2014, 239, 297–312. [Google Scholar] [CrossRef]
- Poli, R.; Kennedy, J.; Blackwell, T. Particle swarm optimization. Swarm Intell. 2007, 1, 33–57. [Google Scholar] [CrossRef]
- Zhan, Z.H.; Zhang, J.; Liu, O. Orthogonal learning particle swarm optimization. In Proceedings of the 11th Annual Conference on Genetic and Evolutionary Computation, New York, NY, USA, 8–12 July 2009; pp. 1763–1764. [Google Scholar] [CrossRef]
- Tharmmaphornphilas, W.; Sareinpithak, N. Formula selection and scheduling for precast concrete production. Int. J. Prod. Res. 2013, 51, 5195–5209. [Google Scholar] [CrossRef]
- Yang, Z.; Ma, Z.; Wu, S. Optimized flowshop scheduling of multiple production lines for precast production. Autom. Constr. 2016, 72, 321–329. [Google Scholar] [CrossRef]
- Huang, K.; Wu, S.; Wang, M. Study on the storage and transportation optimization of prefabrication factory. In Proceedings of the 22nd ISARC, Ferrara, Italy, 11–14 September 2005. [Google Scholar] [CrossRef]
- Dawood, N.; Marasini, R. Visualisation of a stockyard layout simulator “SimStock”: A case study in precast concrete products industry. In Proceedings of the Seventh International Conference on Virtual Systems and Multimedia, Berkeley, CA, USA, 25–27 October 2001; pp. 726–737. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Convergence Threshold T | Target Value Mean | Running Time Mean/s |
|---|---|---|
| 0.02 | 10.16 | 56 |
| 0.04 | 8.38 | 73 |
| 0.06 | 5.69 | 86 |
| 0.08 | 5.94 | 120 |
| 0.10 | 6.81 | 182 |
| 0.12 | 10.58 | 228 |
| Number of PC Slabs | Number of Storage Racks | Objectives | PSO | ELPSO (This Paper) | Manual | Degree of Optimization (Compared to Manual) |
|---|---|---|---|---|---|---|
| 30 | 5 | f1 (secondary sorting) | 6 | 3 | 14 | 78.57% |
| f2 (stacking safety/t) | 95.466 | 96.712 | 108.166 | 10.59% | ||
| Total lifting time/h | 6 | 5.50 | 7.33 | 24.96% | ||
| 60 | 10 | f1 (secondary sorting) | 12 | 7 | 28 | 75.00% |
| f2 (stacking safety/t) | 129.826 | 132.859 | 149.362 | 11.04% | ||
| Total lifting time/h | 12 | 11.16 | 14.67 | 23.92% | ||
| 100 | 17 | f1(secondary sorting) | 24 | 16 | 45 | 64.44% |
| f2 (stacking safety/t) | 291.982 | 295.615 | 321.853 | 8% | ||
| Total lifting time/h | 20.66 | 19.33 | 24.17 | 20.02% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Y.; Gao, Q.; Wang, S. Optimization of the Stacking Plans for Precast Concrete Slab Based on Assembly Sequence. Buildings 2022, 12, 1538. https://doi.org/10.3390/buildings12101538
Zou Y, Gao Q, Wang S. Optimization of the Stacking Plans for Precast Concrete Slab Based on Assembly Sequence. Buildings. 2022; 12(10):1538. https://doi.org/10.3390/buildings12101538
Chicago/Turabian StyleZou, Yiquan, Qin Gao, and Shuqiang Wang. 2022. "Optimization of the Stacking Plans for Precast Concrete Slab Based on Assembly Sequence" Buildings 12, no. 10: 1538. https://doi.org/10.3390/buildings12101538