
Structure and Properties of High-Strength Cu-7.7Nb Composite Wires under Various Steps of Strain and Annealing Modes

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
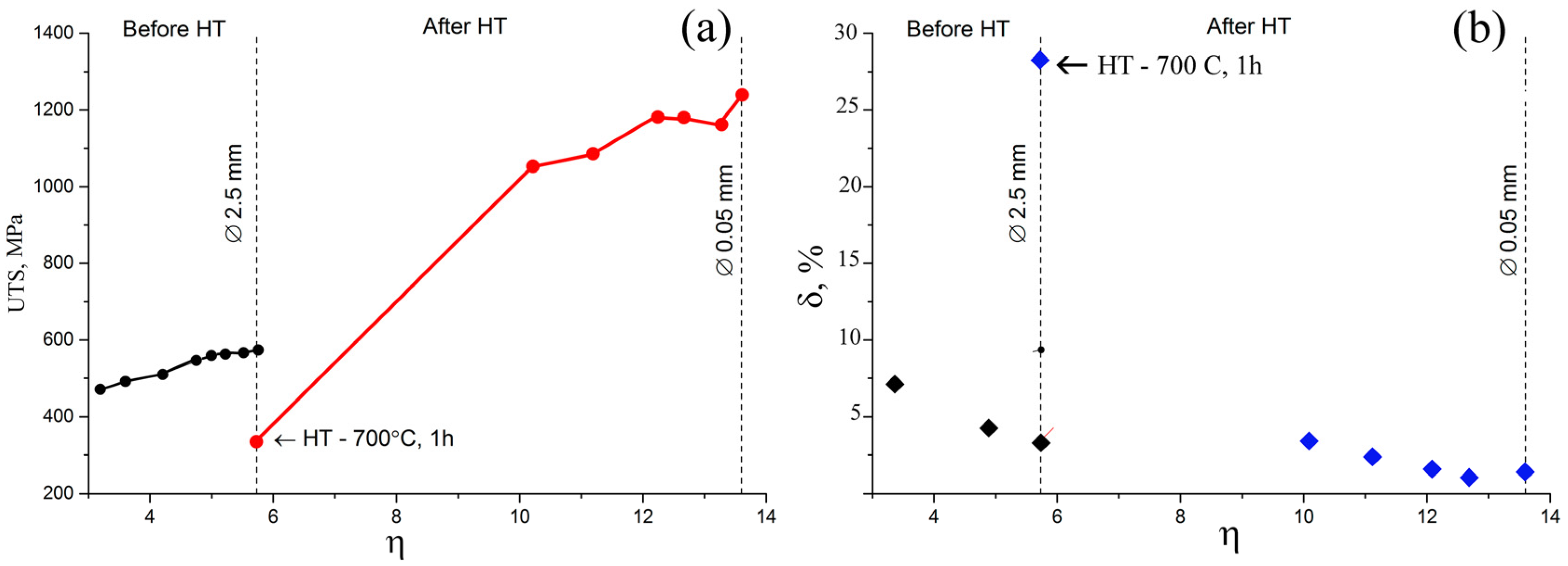
3.1. Mechanical Properties before and after HT
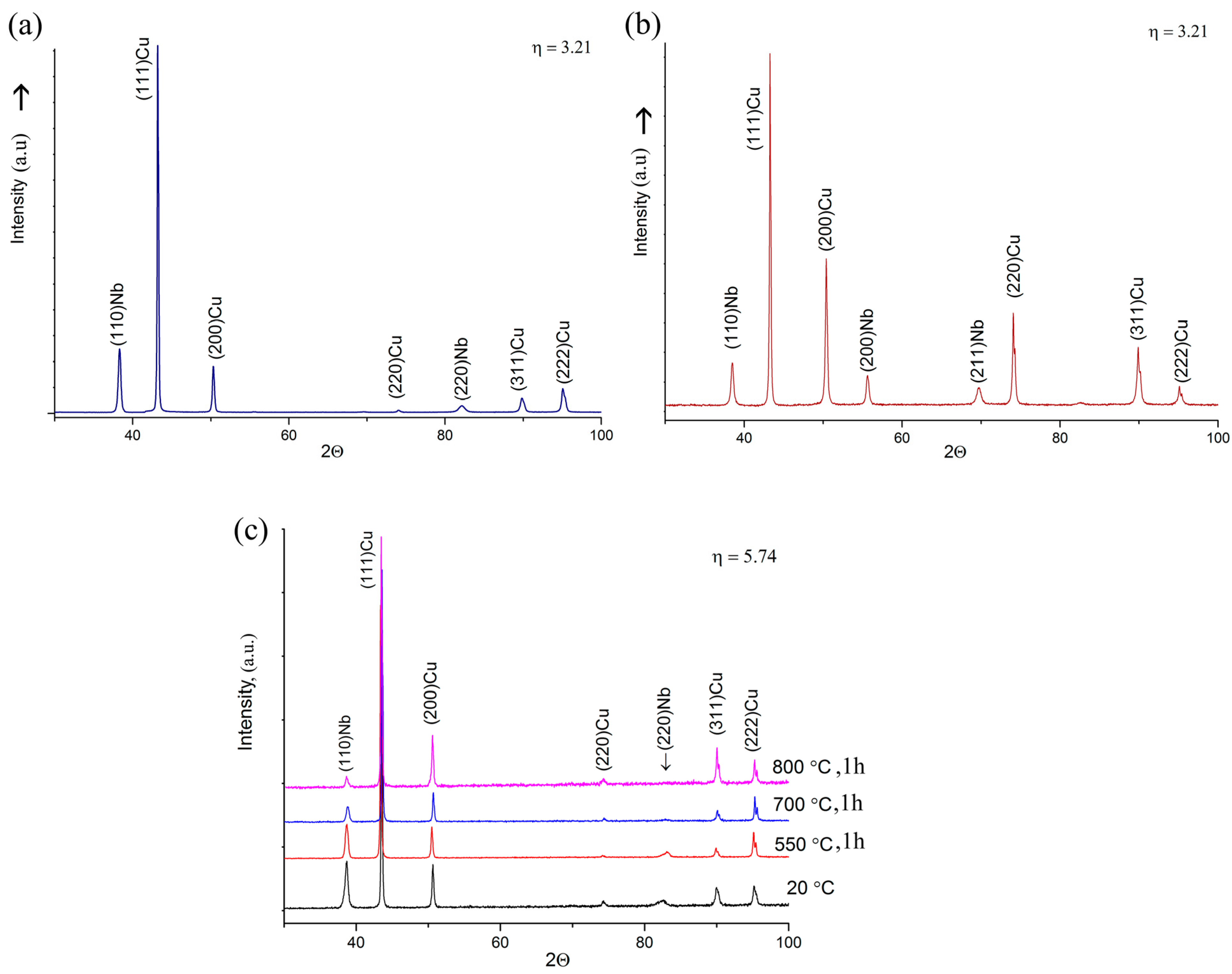
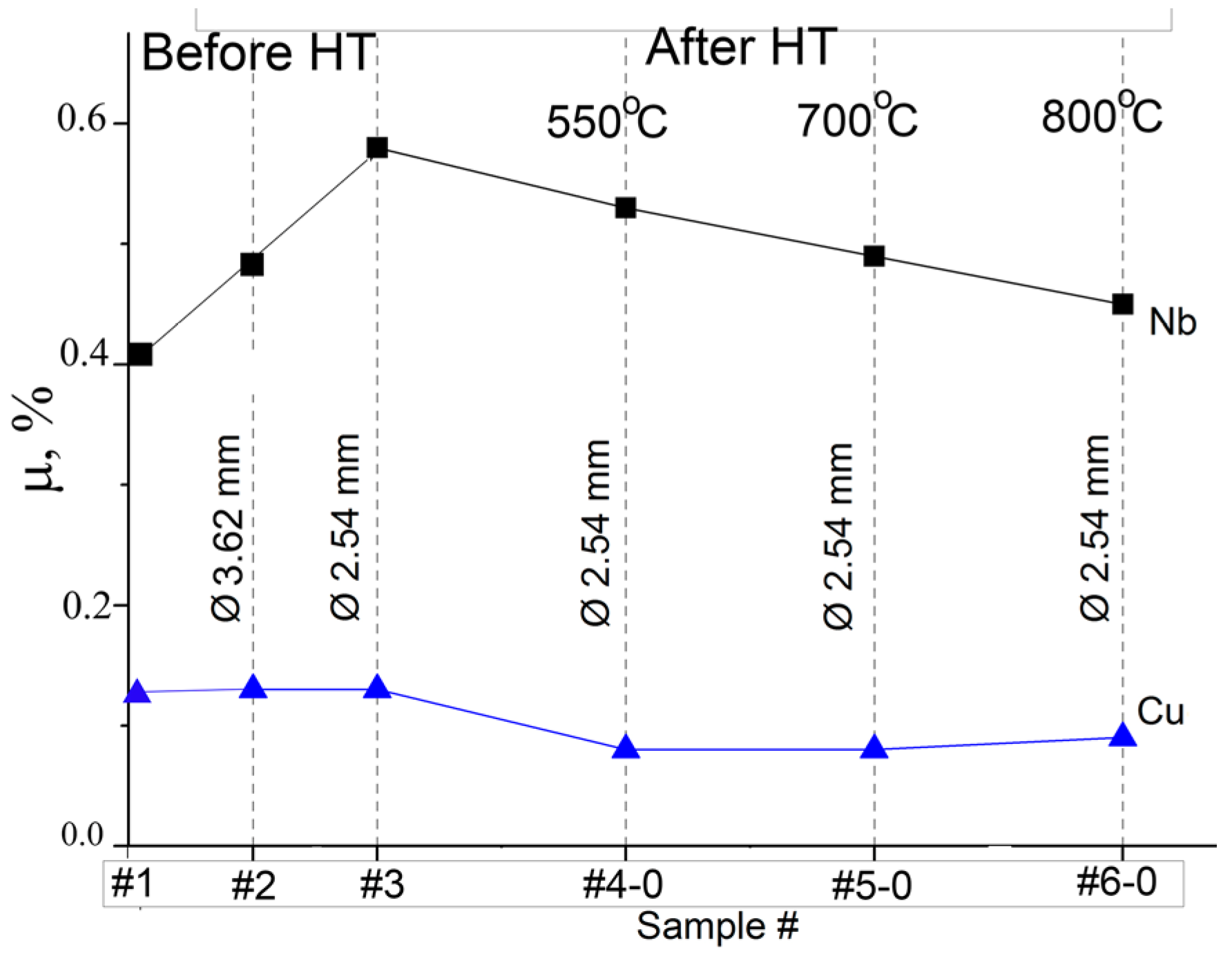
3.2. Texture and Internal Stresses
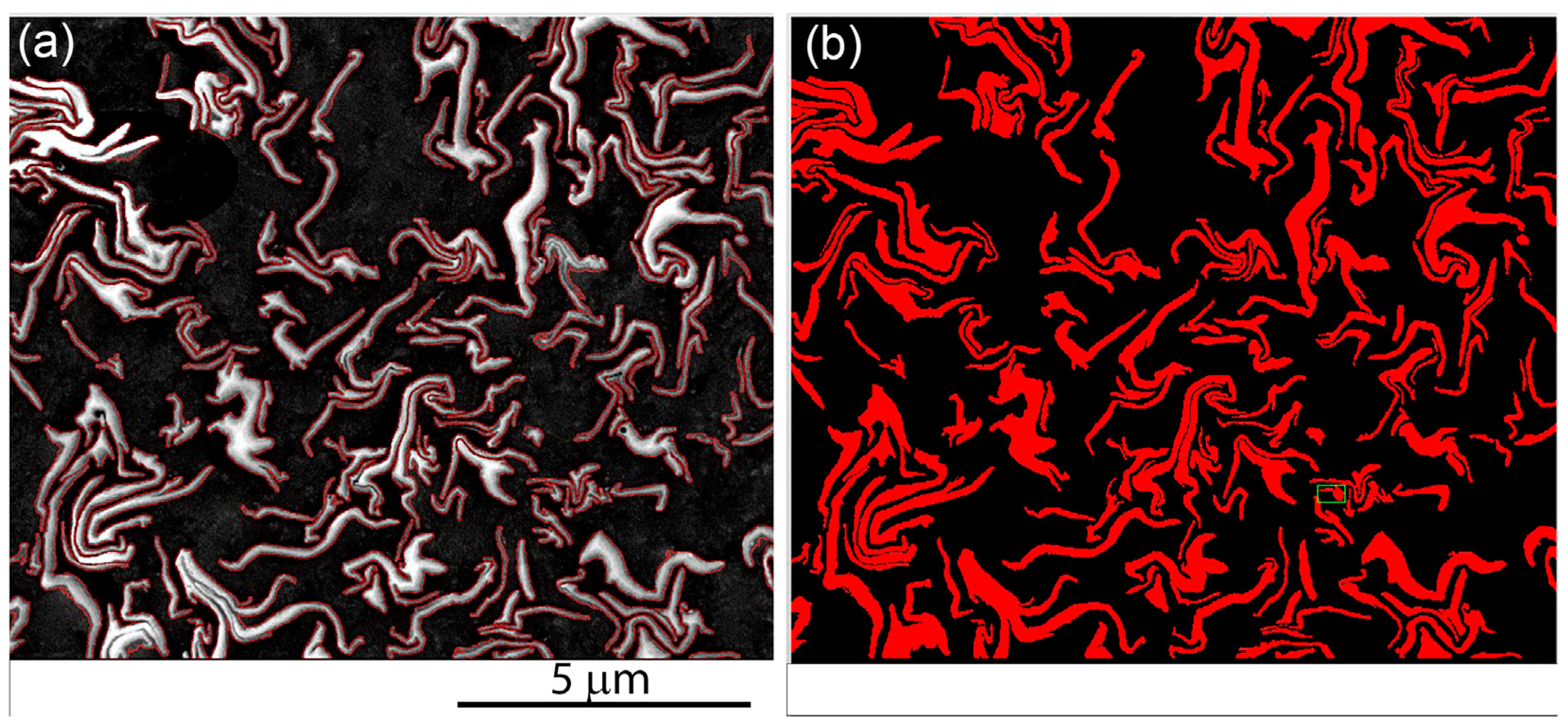
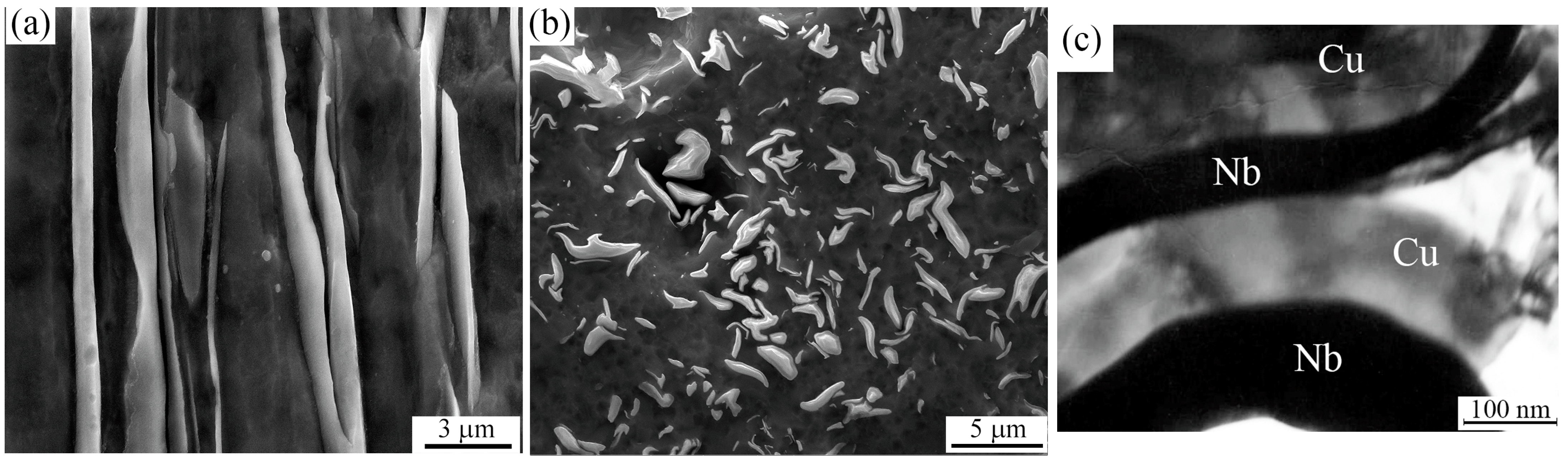
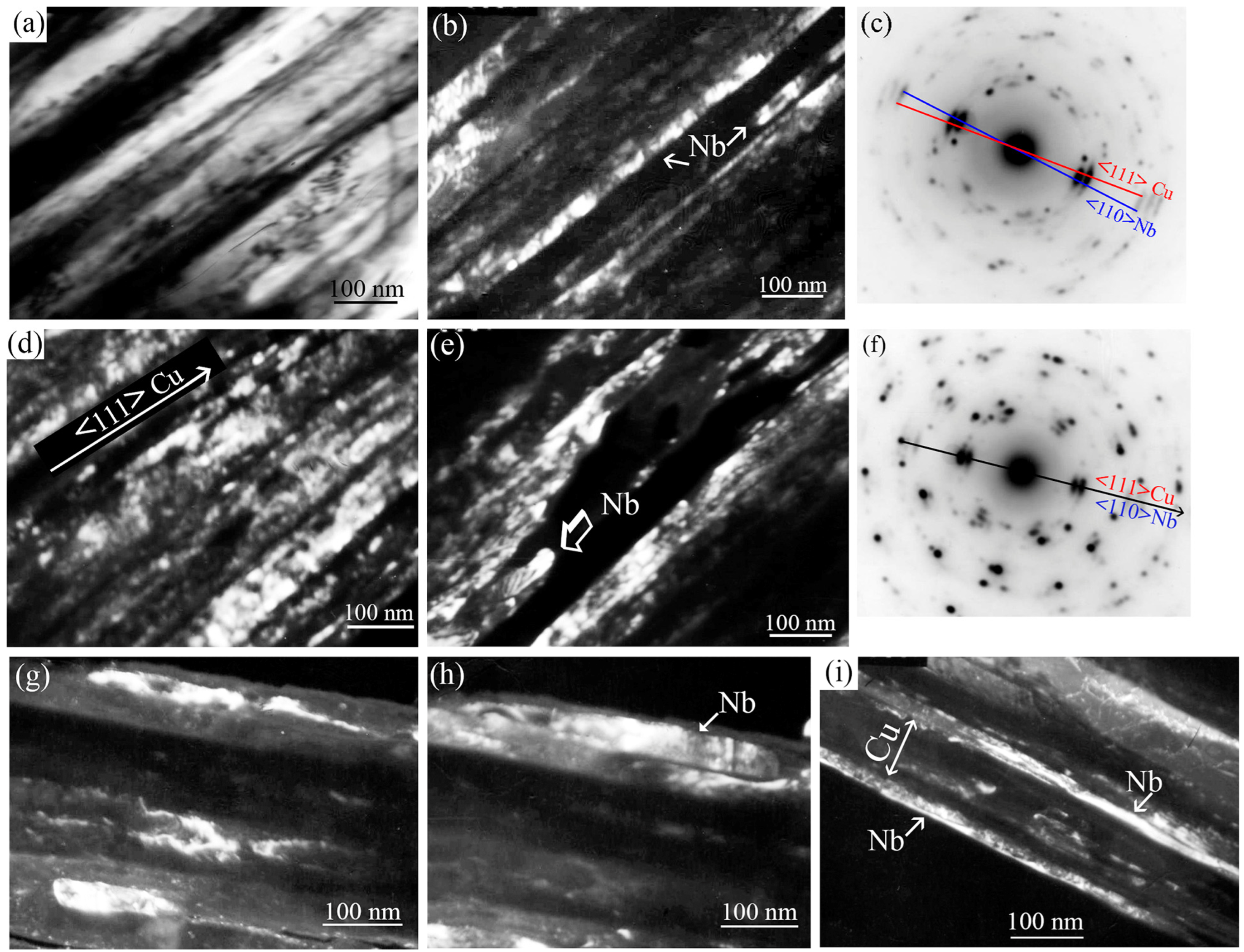
3.3. Structure of Cold Drawn Cu-7.7Nb Composite
3.3.1. Before Intermediate HT
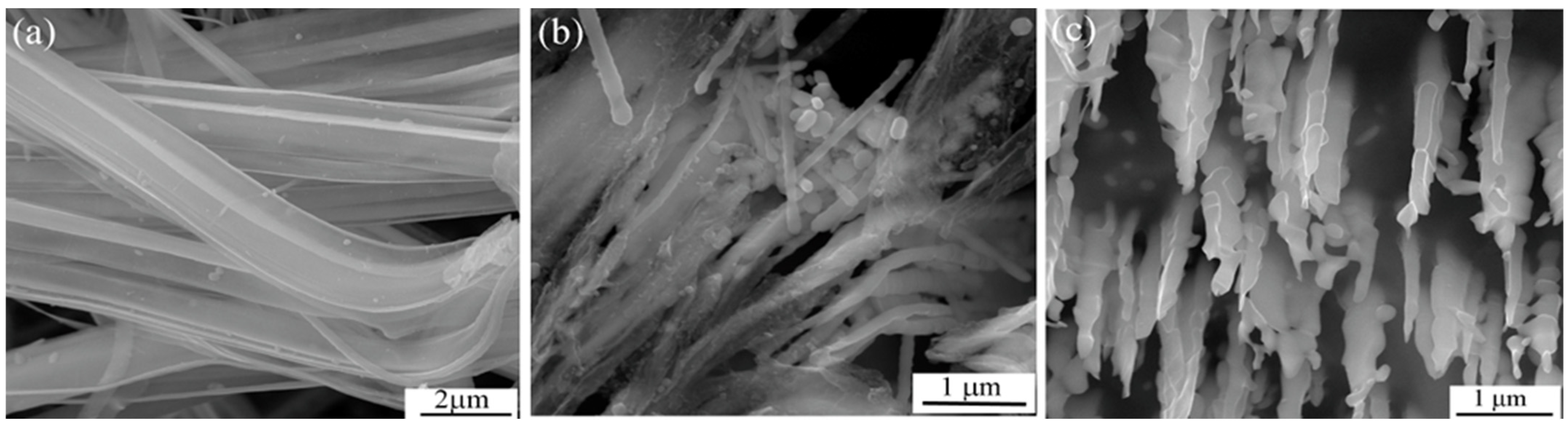
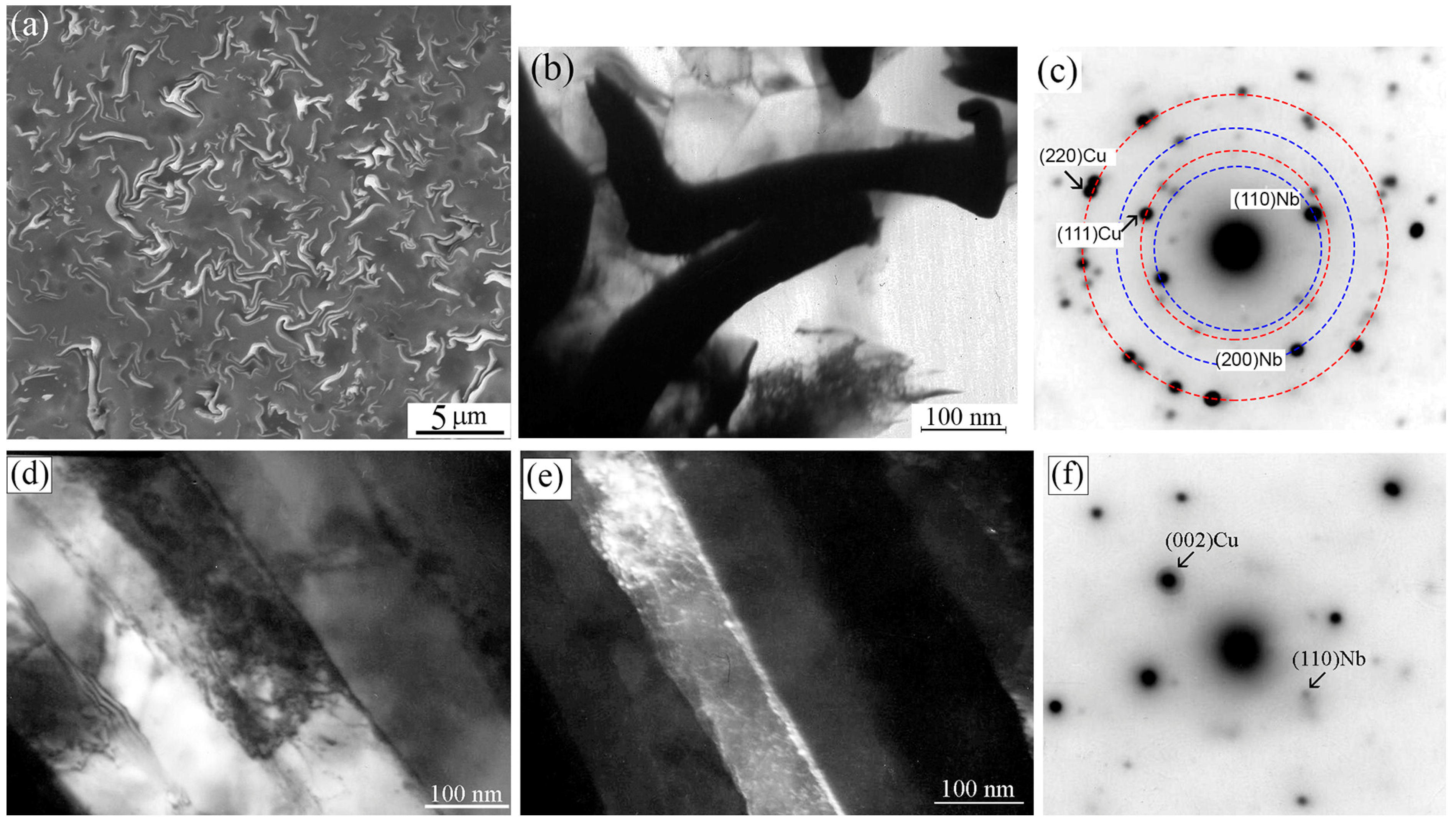
3.3.2. After Intermediate HT
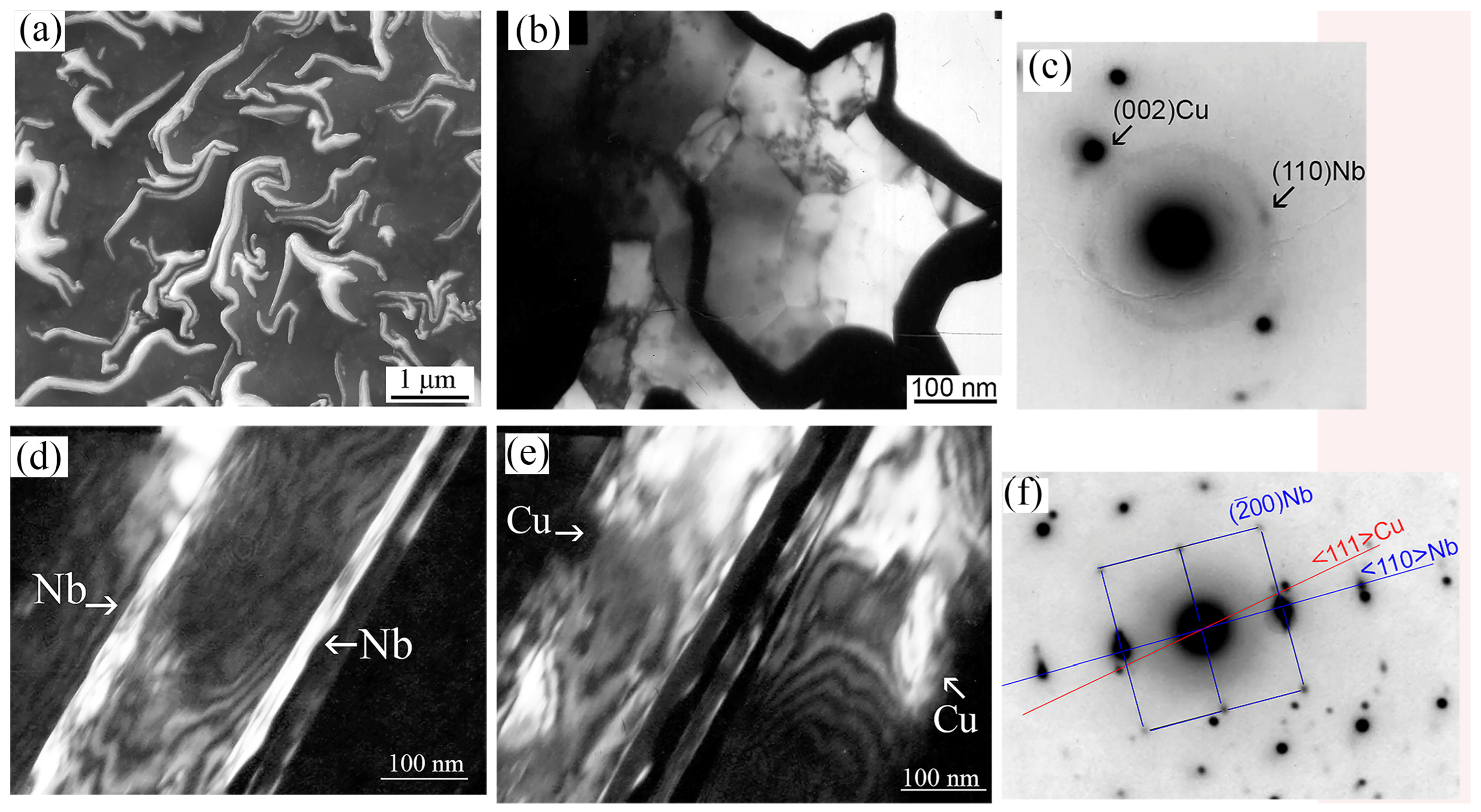
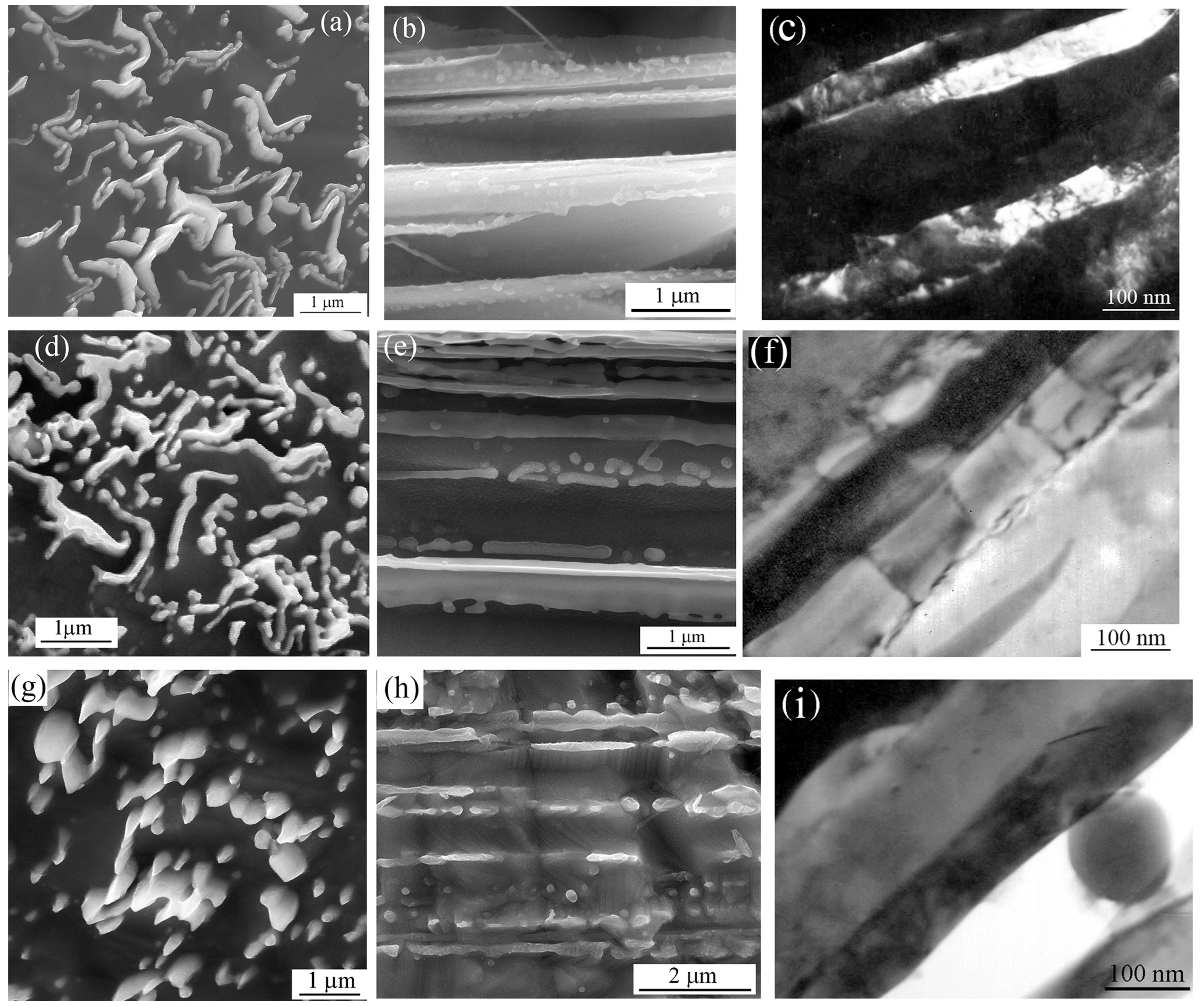
3.3.3. Cold Drawing of Heat-Treated Wires
4. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, W.; Yang, C.; Yu, Z.; Xiao, J.; Xu, Y. Impact of Defects in Steel-Concrete Interface on the Corrosion-Induced Cracking Propagation of the Reinforced Concrete. KSCE J. Civ. Eng. 2023, 27, 2621–2628. [Google Scholar] [CrossRef]
- Zhu, W.; Yu, Z.; Yang, C.; Dong, F.; Ren, Z.; Zhang, K. Spatial distribution of corrosion products influenced by the initial defects and corrosion-induced cracking of the concrete. J. Test. Eval. 2023, 154, 16. [Google Scholar] [CrossRef]
- Levin, Z.S.; Demkowicz, M.J.; Hartwig, K.T. Copper-Tantalum Metal Matrix Composites Consolidated from Powder Blends by Severe Plastic Deformation. Metals 2021, 11, 1010. [Google Scholar] [CrossRef]
- Eze, A.A.; Sadiku, E.R.; Kupolati, W.K.; Ndambuki, J.M.; Snyman, J.; Ibrahim, I.D. Spark Plasma Sintering of Copper-Niobium-Graphite Composites, and the Investigations of Their Microstructure and Properties. Metals 2022, 12, 574. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, Y.; Gu, T.; Guo, Y.; Xu, F.; Hou, H. Cooperative effect of strength and ductility processed by thermomechanical treatment for Cu–Al–Ni alloy. Mater. Sci. Eng. A 2022, 849, 143485. [Google Scholar] [CrossRef]
- Fang, J.X.; Wang, J.X.; Wang, Y.J.; He, H.T.; Zhang, D.B.; Cao, Y. Microstructure evolution and deformation behavior during stretching of a compositionally inhomogeneous TWIP-TRIP cantor-like alloy by laser powder deposition. Mater. Sci. Eng. A 2022, 847, 143319. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, J.; Wang, J.; Han, Y.; Yu, Z.; Wang, Q.; Zhang, P.; Yang, S. Effects of solder thickness on interface behavior and nanoindentation characteristics in Cu/Sn/Cu microbumps. Weld. World 2022, 66, 973–983. [Google Scholar] [CrossRef]
- Pantsyrnyi, V.I. Status and perspectives for microcomposite winding materials for high field pulsed magnets. IEEE Trans. Appl. Supercond. 2002, 12, 1189–1194. [Google Scholar] [CrossRef]
- Dubois, J.B.; Thilly, L.; Renault, P.O.; Lecouturier, F. Cu–Nb Nanocomposite Wires Processed by Severe Plastic Deformation: Effects of the Multi-Scale Microstructure and Internal Stresses on Elastic-Plastic Properties. Adv. Eng. Mater. 2012, 14, 998–1003. [Google Scholar] [CrossRef]
- Spencer, K.; Lecouturier, F.; Thilly, L.; Embury, J.D. Established and emerging materials for use as high-field magnet conductors. Adv. Eng. Mater. 2004, 6, 290–297. [Google Scholar] [CrossRef]
- Shikov, A.; Pantsyrnyi, V.; Vorobieva, A.; Khlebova, N.; Silaev, A. High strength, high conductivity Cu–Nb based conductors with nanoscaled microstructure. Phys. C Supercond. 2001, 354, 410–414. [Google Scholar] [CrossRef]
- Shikov, A.K.; Pantsyrnyi, V.I.; Vorob’eva, A.E.; Sud’ev, S.V.; Khlebova, N.E.; Silaev, A.K.; Belyakov, N.A. Copper-niobium high-strength and high-conductivity winding wires for pulsed magnets. Met. Sci. Heat Treat. 2002, 44, 491–495. [Google Scholar] [CrossRef]
- Swenson, C.A.; Marshall, W.S.; Miller, E.L.; Pickard, K.W.; Gavrilin, A.V.; Han, K.; Schneider-Muntau, H.J. Pulse magnet development program at NHMFL. IEEE Trans. Appl. Supercond. 2004, 14, 1233–1236. [Google Scholar] [CrossRef]
- Pantsyrnyi, V.; Shikov, A.; Vorobieva, A.; Soudiev, S.; Sergeev, V.; Dergunova, E.; Sinitsyn, I.; Beliakov, N.; Kukin, S. Nb3Sn superconducting wire, reinforced by Cu-Nb microcomposite material. IEEE Trans. Appl. Supercond. 2004, 14, 996–999. [Google Scholar] [CrossRef]
- Pantsyrny, V.; Shikov, A.; Vorobieva, A. Nb3Sn material development in Russia. Cryogenics 2008, 48, 354–370. [Google Scholar] [CrossRef]
- Pantsyrny, V.I.; Shikov, A.K.; Vorobieva, A.E.; Khlebova, N.E.; Kozlenkova, N.I.; Drobishev, V.A.; Potapenko, I.I.; Beliakov, N.A.; Polikarpova, M.V. High strength, high conductivity microcomposite Cu-Nb wires with cross sections in the range of 0.01–100 mm2. IEEE Trans. Appl. Supercond. 2008, 18, 616–619. [Google Scholar] [CrossRef]
- Deng, L.; Yang, X.; Han, K.; Lu, Y.; Liang, M.; Liu, Q. Microstructure and texture evolution of Cu–Nb composite wires. Mater. Charact. 2013, 81, 124–133. [Google Scholar] [CrossRef]
- Deng, L.; Han, K.; Hartwig, K.T.; Siegrist, T.M.; Dong, L.; Sun, Z.; Yang, X.; Liu, Q. Hardness, electrical resistivity, and modeling of in situ Cu–Nb microcomposites. J. Alloys Compd. 2014, 602, 331–338. [Google Scholar] [CrossRef]
- Deryagina, I.L.; Popova, E.N.; Valova-Zaharevskaya, E.G.; Patrakov, E.I. Structure and thermal stability of high-strength Cu–18Nb composite depending on the degree of deformation. Phys. Met. Metallogr. 2018, 119, 92–102. [Google Scholar] [CrossRef]
- Deng, L.; Liu, Z.; Wang, B.; Han, K.; Xiang, H. Effects of interface area density and solid solution on the microhardness of Cu-Nb microcomposite wires. Mater. Charact. 2019, 150, 62–66. [Google Scholar] [CrossRef]
- Snoeck, E.; Lecouturier, F.; Thilly, L.; Casanove, M.J.; Rakoto, H.; Coffe, G.; Askenazy, S.; Peyrade, J.P.; Roucau, C.; Pantsyrny, V.; et al. Microstructural studies of in situ produced filamentary Cu/Nb wires. Scr. Mater. 1998, 38, 1643–1648. [Google Scholar] [CrossRef]
- Sauvage, X.; Renaud, L.; Deconihout, B.; Blavette, D.; Ping, D.H.; Hono, K. Solid state amorphization in cold drawn Cu/Nb wires. Acta Mater. 2001, 49, 389–394. [Google Scholar] [CrossRef]
- Leprince-Wang, Y.; Han, K.; Huang, Y.; Yu-Zhang, K. Microstructure in Cu–Nb microcomposites. Mater. Sci. Eng. A 2003, 351, 214–223. [Google Scholar] [CrossRef]
- Pantsyrny, V.; Shikov, A.; Vorobieva, A.; Khlebova, N.; Kozlenkova, N.; Potapenko, I.; Polikarpova, M. Stability aspects of the high strength high conductivity microcomposite Cu-Nb wires properties. IEEE Trans. Appl. Supercond. 2006, 16, 1656–1659. [Google Scholar] [CrossRef]
- Permyakova, I.; Glezer, A. Amorphous-Nanocrystalline Composites Prepared by High-Pressure Torsion. Metals 2020, 10, 511. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, F.; Liu, X. Nb Phase Position Marking for Clarifying the Formation Process of Cu-Al Composite Interfacial Phases in Continuous Composite Casting. Metals 2023, 13, 1045. [Google Scholar] [CrossRef]
- Straumal, B.B.; Mazilkin, A.A.; Baretzky, B. Grain boundary complexions and pseudopartial wetting. Curr. Opin. Solid State Mater. Sci. 2016, 20, 247–256. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kogtenkova, O.A.; Straumal, A.B.; Baretzky, B. Grain boundary wetting-related phase transformations in Al and Cu-based alloys. Rev. Lett. Mater. 2018, 8, 364–371. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Valiev, R.Z.; Sauvage, X.; Varga, G.; Havancsak, K.; Kawasaki, M.; Straumal, B.B.; Langdon, T.G. Grain Boundary Phenomena in an Ultrafine-Grained Al–Zn Alloy with Improved Mechanical Behavior for Micro-Devices. Adv. Eng. Mater. 2014, 16, 1000–1009. [Google Scholar] [CrossRef]
- Popova, E.N.; Popov, V.V. Dislocation and grain structure formation in Nb filaments of different geometry at fabrication of Nb3Sn-based superconducting wires. Mater. Char. 2020, 167, 110488–110495. [Google Scholar] [CrossRef]
- Munitz, A.; Bamberger, M.; Venkert, A.; Landau, P.; Abbaschian, R. Phase selection in supercooled Cu–Nb alloys. J. Mater. Sci. 2009, 44, 64–73. [Google Scholar] [CrossRef]
- Ekiz, E.H.; Lach, T.G.; Averback, R.S.; Mara, N.A.; Beyerlein, I.J.; Pouryazdan, M.; Hahn, H.; Bellon, P. Microstructural evolution of nanolayered Cu–Nb composites subjected to high-pressure torsion. Acta Mater. 2014, 72, 178–191. [Google Scholar] [CrossRef]
- Popova, E.N.; Deryagina, I.L. Evolution of Structure of Cu–Nb Composite under High-Pressure Torsion and Subsequent Annealing. Phys. Met. Metallogr. 2020, 121, 1182–1187. [Google Scholar] [CrossRef]
- Quelennec, X.; Menand, A.; Le Breton, J.M.; Pippan, R.; Sauvage, X. Homogeneous Cu–Fe supersaturated solid solutions prepared by severe plastic deformation. Phil. Mag. 2010, 90, 1179–1195. [Google Scholar] [CrossRef]
- Pantsyrny, V.; Polikarpova, M.; Lukyanov, P.; Guryev, V.; Khlebova, N.E.; Sergeev, V. The study of strengthening and the electrical resistivity of deformation processed Cu/Cu-16% Nb and Cu/Cu-7.7% Nb microcomposites. IEEE Trans. Appl. Supercond. 2020, 30, 1–4. [Google Scholar] [CrossRef]
- Kozlenkova, N.I.; Pantsyrnyi, V.I.; Nikulin, A.D.; Shikov, A.K.; Potapenko, I.I. Electrical conductivity of high-strength Cu-Nb microcomposites. IEEE Trans. Magnet. 1996, 32, 2921–2924. [Google Scholar] [CrossRef]
- Volkov, A.Y.; Antonov, B.D.; Patrakov, E.I.; Volkova, E.G.; Komkova, D.A.; Kalonov, A.A.; Glukhov, A.V. Abnormally high strength and low electrical resistivity of the deformed Cu/Mg-composite with a big number of Mg-filaments. Mater. Des. 2020, 185, 108276. [Google Scholar] [CrossRef]
- Demakov, S.L.; Loginov, Y.N.; Illarionov, A.G.; Ivanova, M.A.; Karabanalov, M.S. Effect of annealing temperature on the texture of copper wire. Phys. Met. Metallogr. 2012, 113, 681–686. [Google Scholar] [CrossRef]
- Raabe, D.; Heringhaus, F.; Hangen, U.; Gottstein, G. Investigation of a Cu-20 mass% Nb in situ composite, part I: Fabrication, microstructure and mechanical properties. Z. Met. 1995, 86, 405–415. [Google Scholar] [CrossRef]
- Deng, L.; Wang, B.; Han, K.; Niu, R.; Xiang, H.; Hartwig, K.T.; Yang, X. Response of microstructure to annealing in in situ Cu–Nb microcomposite. J. Mater. Sci. 2019, 54, 840–850. [Google Scholar] [CrossRef]
- Dupouy, F.; Snoeck, E.; Casanove, M.J.; Roucau, C.; Peyrade, J.P.; Askenazy, S. Microstructural characterization of high strength and high conductivity nanocomposite wires. Scr. Mater. 1996, 34, 1067–1073. [Google Scholar] [CrossRef]
- Popova, E.N.; Deryagina, I.L.; Valova-Zaharevskaya, E.G.; Ruello, M.L.; Popov, V.V., Jr. Microstructural Features in Multicore Cu–Nb Composites. Materials 2021, 14, 7033. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.I.; Hill, M.A. Microstructural stability of Cu–Nb microcomposite wires fabricated by the bundling and drawing process. Mater. Sci. Eng. A 2000, 281, 189–197. [Google Scholar] [CrossRef]
- Wan, H.; Shen, Y.; Wang, J.; Shen, Z.; Jin, X. A predictive model for microstructure evolution in metallic multilayers with immiscible constituents. Acta Mater. 2012, 60, 6869–6881. [Google Scholar] [CrossRef]
- Zheng, S.J.; Wang, J.; Carpenter, J.S.; Mook, W.M.; Dickerson, P.O.; Mara, N.A.; Beyerlein, I.J. Plastic instability mechanisms in bimetallic nanolayered composites. Acta Mater. 2014, 79, 282–291. [Google Scholar] [CrossRef]
- Misra, A.; Hoagland, R.G.; Kung, H. Thermal stability of self-supported nanolayered Cu/Nb films. Phil. Mag. 2004, 84, 1021–1028. [Google Scholar] [CrossRef]
- Thilly, L.; Lecouturier, F.; Von Stebut, J. Size-induced enhanced mechanical properties of nanocomposite copper/niobium wires: Nanoindentation study. Acta Mater. 2002, 50, 5049–5065. [Google Scholar] [CrossRef]
- Lei, R.; Wang, M.; Xu, S.; Wang, H.; Guangrun, C. Microstructure, Hardness Evolution, and Thermal Stability Mechanism of Mechanical Alloyed Cu-Nb Alloy during Heat Treatment. Metals 2016, 6, 194. [Google Scholar] [CrossRef]
- Khlebova, N.E. Research of Structure Formation and Stress State in Composites upon the Fabrication of Nb3Sn-Based Superconductors. Ph.D. Thesis, A.A. Bochvar Institute of Inorganic Materials, Moscow, Russia, 1997. Available online: https://search.rsl.ru/ru/record/01000233428 (accessed on 1 March 2000).
- Dahlstrom, N.; Dollins, C.C.; Wert, C. The cold-work peak in undeformed niobium. Acta Metal. 1971, 19, 955–963. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Diameter, mm | H 1 | UTS, 2 MPa | δ, 3 % |
|---|---|---|---|---|
| Cold drawing before HT | ||||
| #1 | 9.02 | 3.21 | 470 | 7.0 |
| #2 | 3.63 | 5.03 | 560 | 4.0 |
| #3 | 2.54 | 5.74 | 574 | 3.0 |
| HT at 550 °C/1 h | ||||
| #4-0 | 2.54 | 5.74 | 380 | 27.0 |
| Cold drawing after HT 550 °C/1 h | ||||
| #4-1 | 0.27 | 10.21 | 1073 | 1.4 |
| #4-2 | 0.05 | 13.6 | 1195 | 0.7 |
| HT at 700 °C/1 h | ||||
| #5-0 | 2.54 | 5.74 | 339 | 28.0 |
| Cold drawing after HT 700 °C/1 h | ||||
| #5-1 | 0.27 | 10.21 | 1049 | 2.6 |
| #5-2 | 0.05 | 13.6 | 1236 | 0.95 |
| HT at 800 °C/1 h | ||||
| #6-0 | 2.54 | 5.74 | 306 | 29.0 |
| Cold drawing after HT 800 °C/1 h | ||||
| #6-1 | 0.27 | 10.21 | 980 | 3.5 |
| #6-2 | 0.05 | 13.6 | 1227 | 1.0 |
| Sample | η | HT | Nb | Cu | ||||
|---|---|---|---|---|---|---|---|---|
| I* (110), % | µ, % | I* (111), % | I* (200), % | µ, % | Δ, % | |||
| #1 | 3.21 | — | 100 | 0.39 | 72 | 15 | 0.13 | 10.7 |
| #2 | 5.03 | — | 100 | 0.45 | 73 | 14 | 0.12 | 10.7 |
| #3 | 5.74 | — | 100 | 0.58 | 74 | 14 | 0.12 | 10.6 |
| #4-0 | 5.74 | 550 °C, 1 h | 100 | 0.53 | 74 | 15 | 0.07 | 10.5 |
| #5-0 | 5.74 | 700 °C, 1 h | 100 | 0.49 | 65 | 17 | 0.08 | 10.6 |
| #6-0 | 5.74 | 800 °C, 1 h | 100 | 0.45 | 63 | 23 | 0.08 | 10.7 |
| Sample | Ø (mm) | η | HT | l 1 (μm) | AsR 2 | h 3 (nm) | La 4 (μm/μm2) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| av | Min | Max | av | Max | av | |||||
| #1 | 9.02 | 3.21 | — | 4.6 | 1.6 | 14.1 | 7.4 | 22 | 0.70 | 0.6 |
| #2 | 3.63 | 5.03 | — | 4.6 | 1.4 | 13.2 | 13.9 | 35 | 0.17 | 1.7 |
| #3 | 2.5 | 5.74 | — | 3.2 | 1.4 | 13.9 | 18.3 | 59 | 0.07 | 5.1 |
| #4-0 | 2.5 | 5.74 | 550 °C, 1 h | 2.1 | 0.23 | 10.0 | 7.0 | 27 | 0.08 | 4.4 |
| #5-0 | 2.5 | 5.74 | 700 °C, 1 h | 1.3 | 0.18 | 11.0 | 4.6 | 26 | 0.16 | 3.5 |
| #6-0 | 2.5 | 5.74 | 800 °C, 1 h | 1.3 | 0.17 | 13.0 | 3.0 | 18 | 0.26 | 2.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deryagina, I.L.; Popova, E.N.; Patrakov, E.I. Structure and Properties of High-Strength Cu-7.7Nb Composite Wires under Various Steps of Strain and Annealing Modes. Metals 2023, 13, 1576. https://doi.org/10.3390/met13091576
Deryagina IL, Popova EN, Patrakov EI. Structure and Properties of High-Strength Cu-7.7Nb Composite Wires under Various Steps of Strain and Annealing Modes. Metals. 2023; 13(9):1576. https://doi.org/10.3390/met13091576
Chicago/Turabian StyleDeryagina, Irina L., Elena N. Popova, and Evgeny I. Patrakov. 2023. "Structure and Properties of High-Strength Cu-7.7Nb Composite Wires under Various Steps of Strain and Annealing Modes" Metals 13, no. 9: 1576. https://doi.org/10.3390/met13091576