
Differential Analysis and Prediction of Planar Shape at the Head and Tail Ends of Medium-Thickness Plate Rolling
Abstract
:1. Introduction
2. Overview of Planar Shape Prediction Models
3. Analysis of the Differences in Head and Tail End Planar Shape
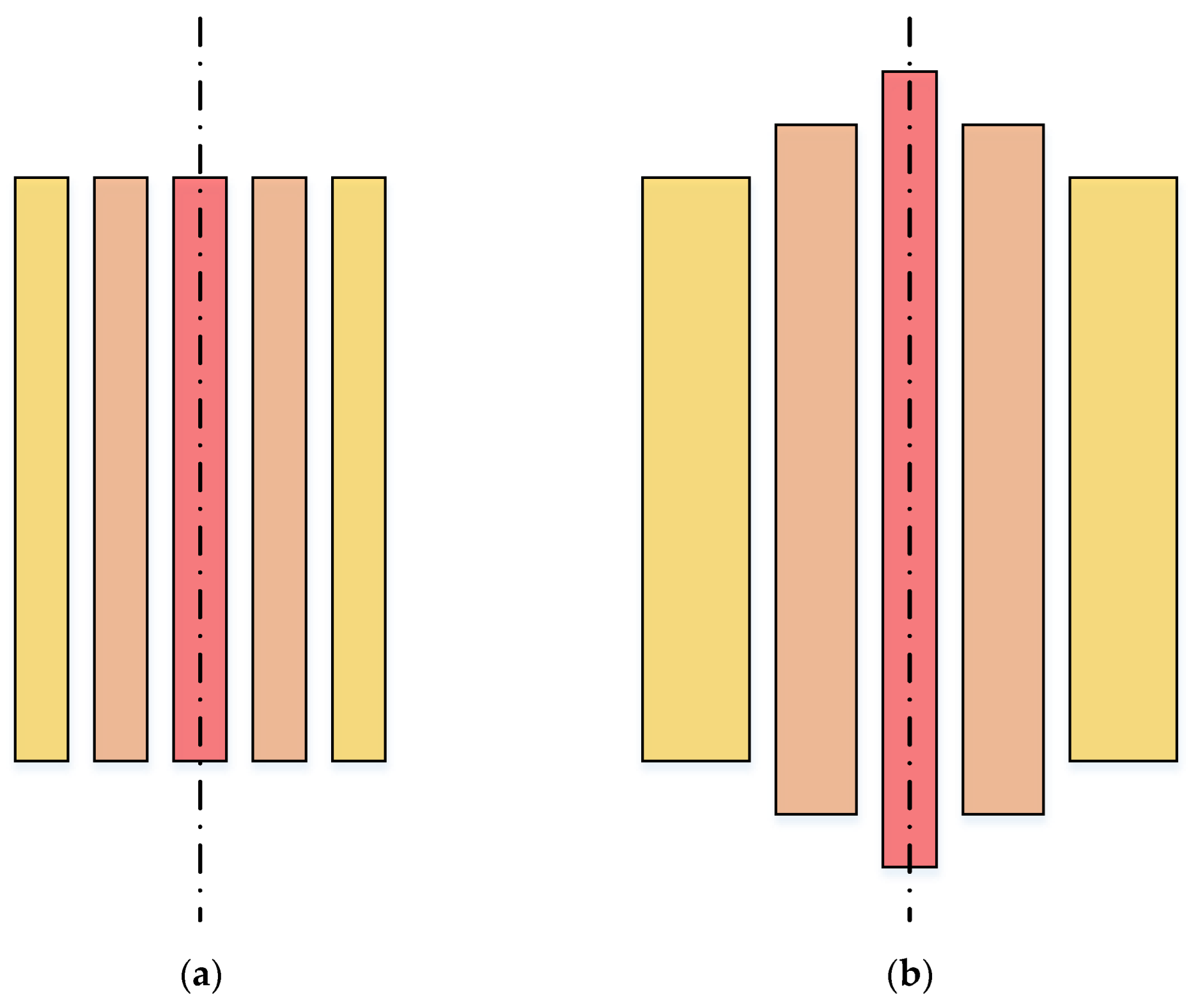
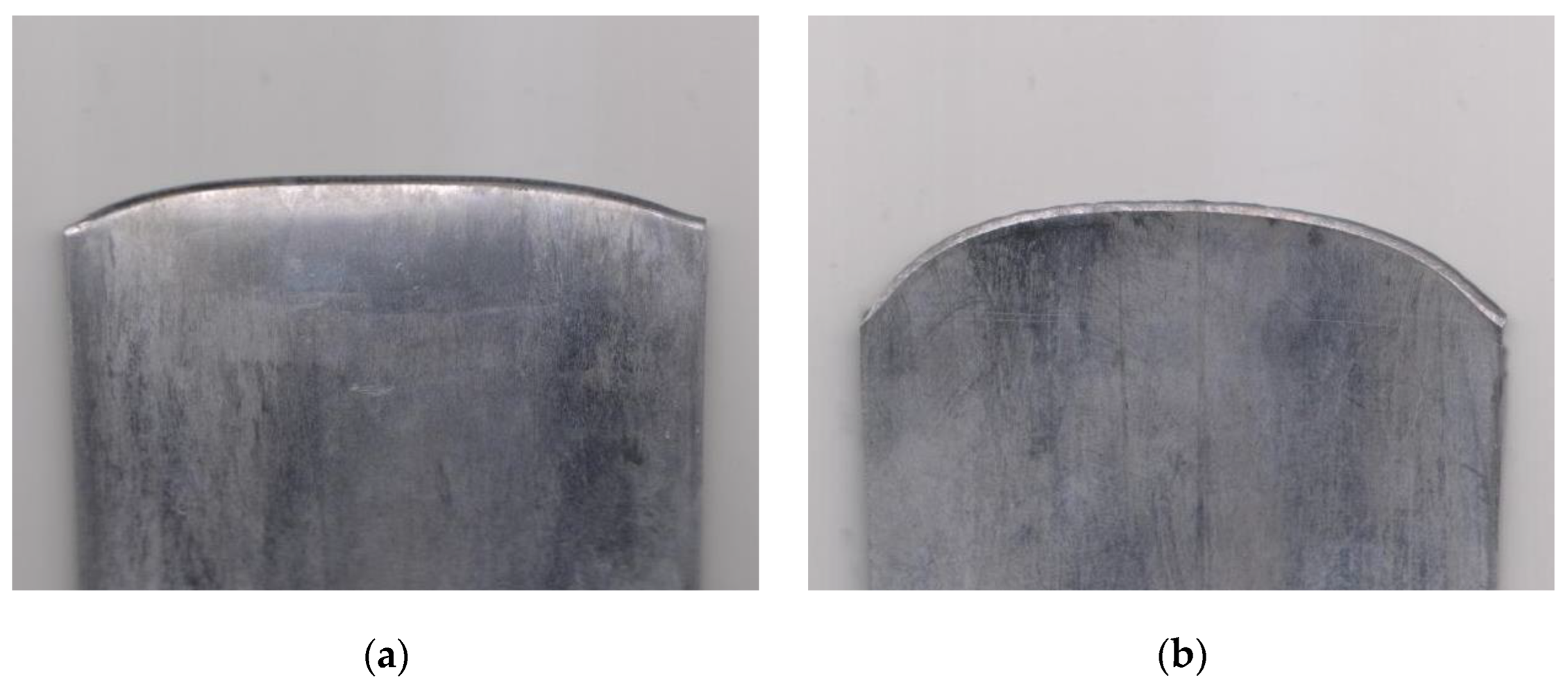
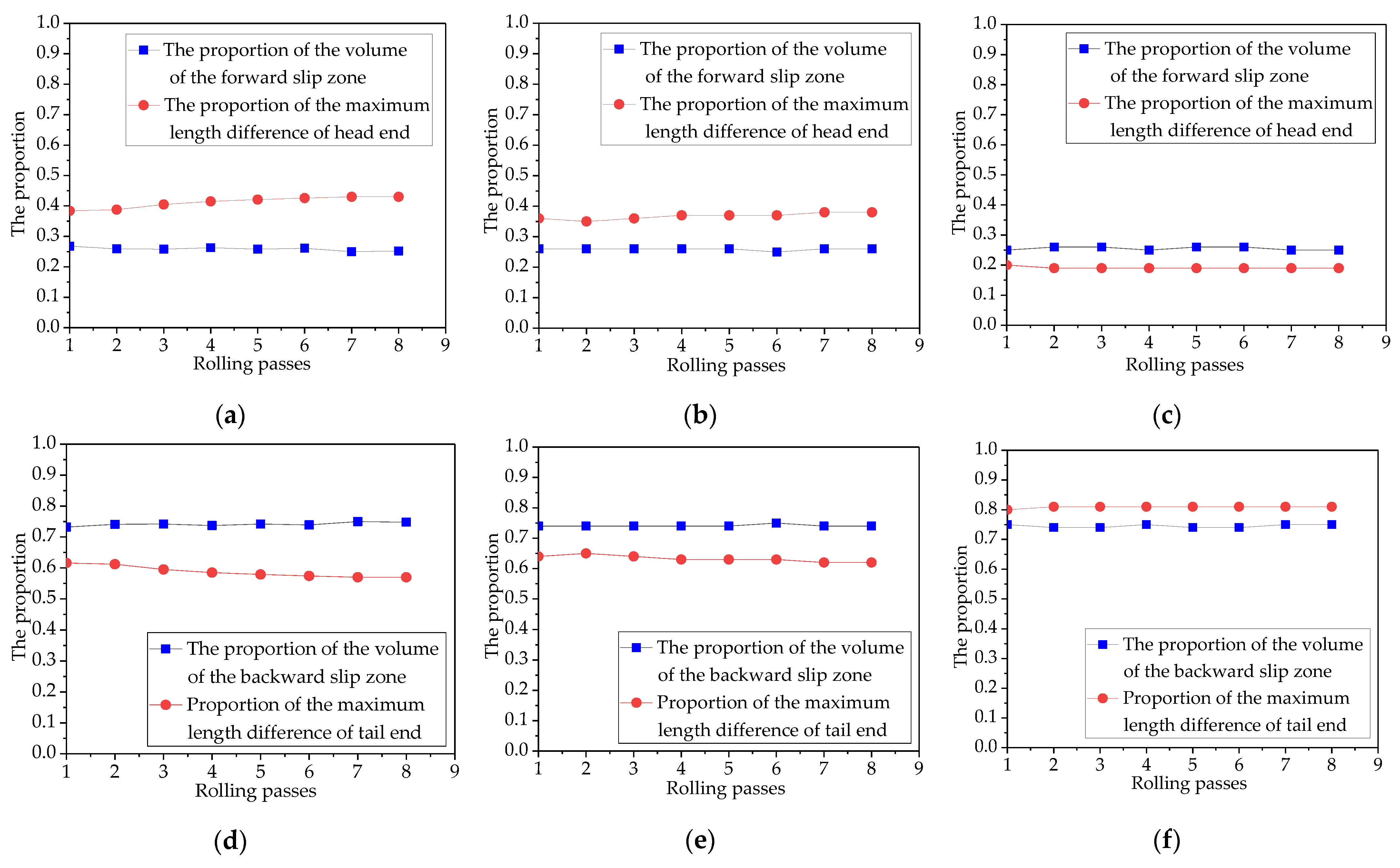
3.1. Differences in Head and Tail End Planar Shape
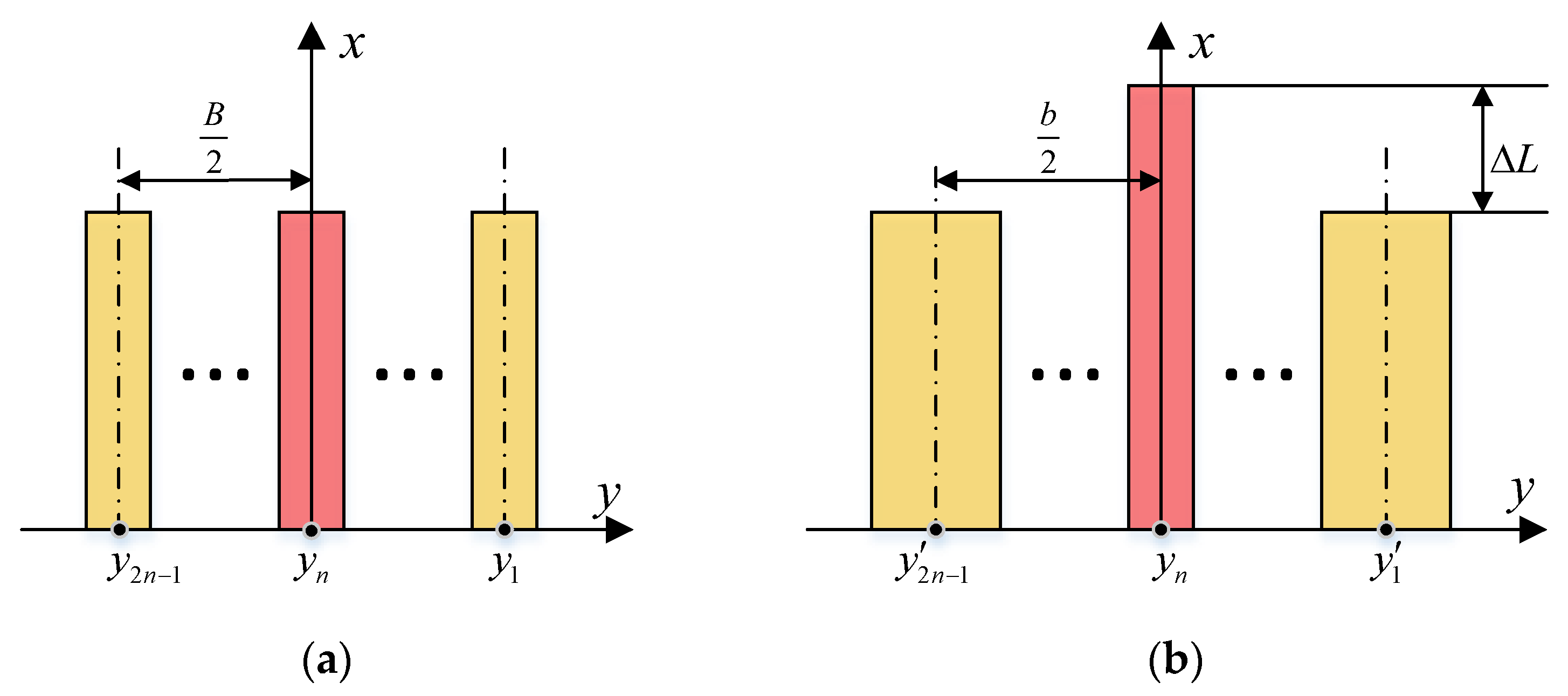
3.2. Determination of End Planar Shape Feature Parameters
4. Predicting Differences in Head and Tail End Plane Shapes
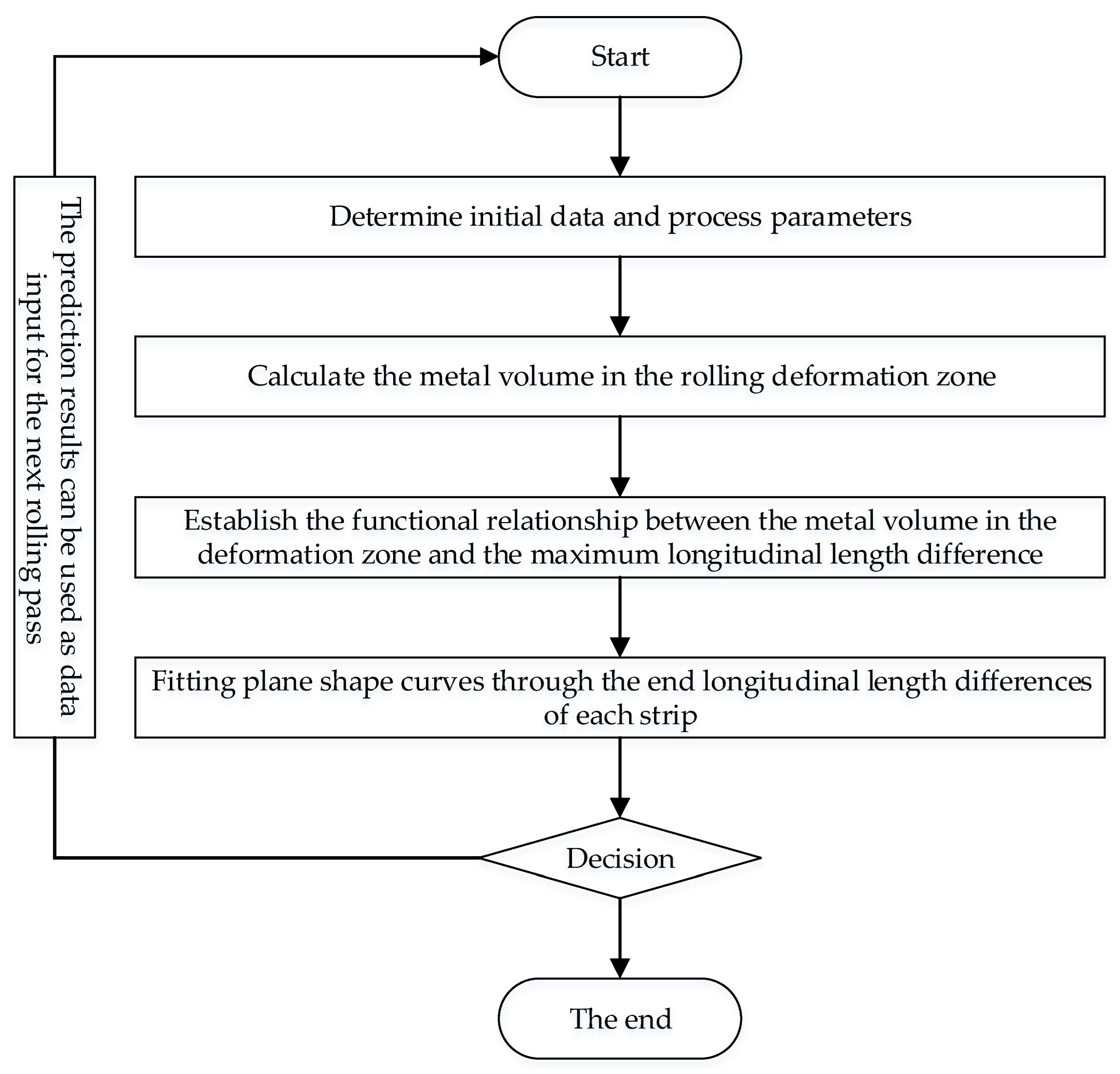
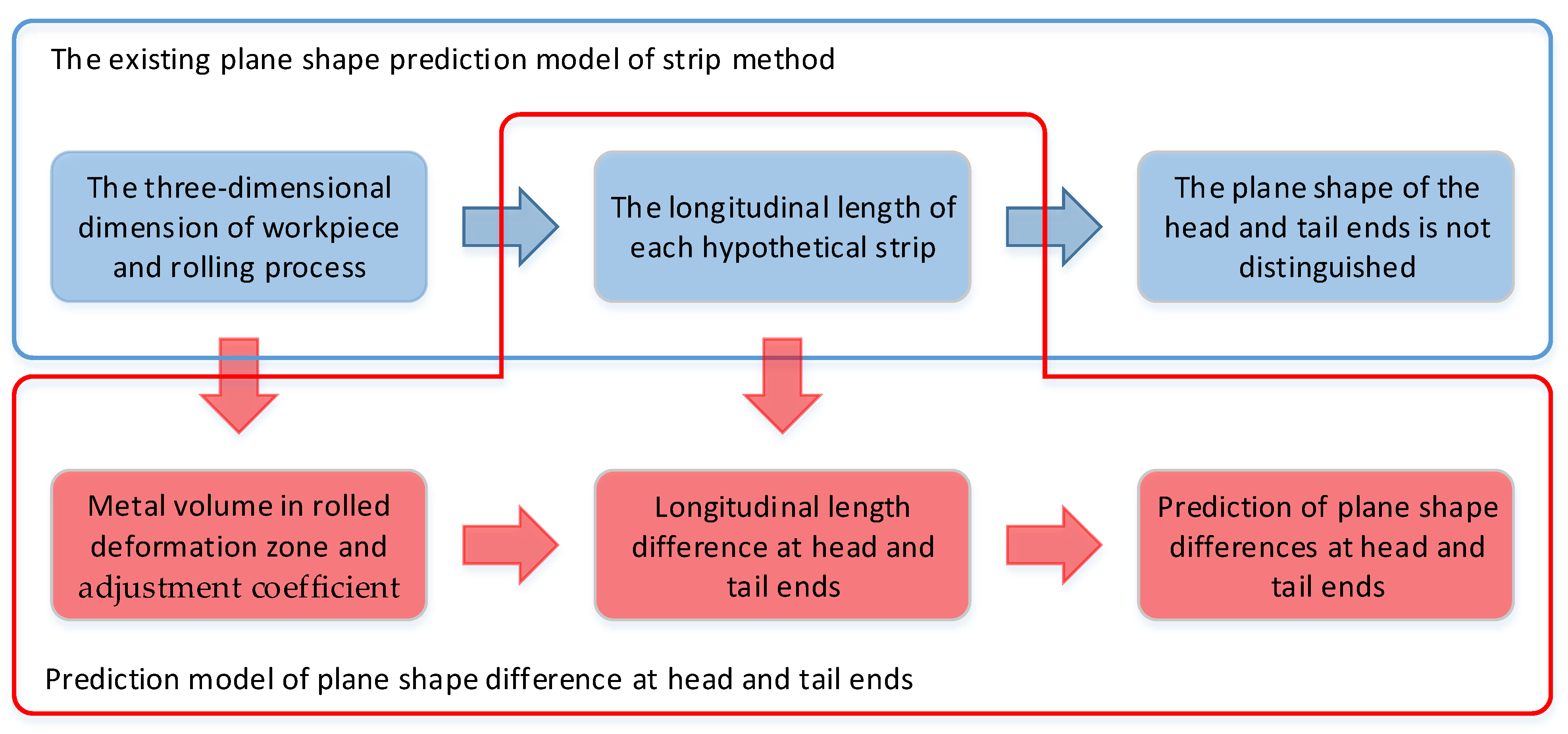
4.1. Modelling Approach for Predicting Differences in Head and Tail End Plane Shapes
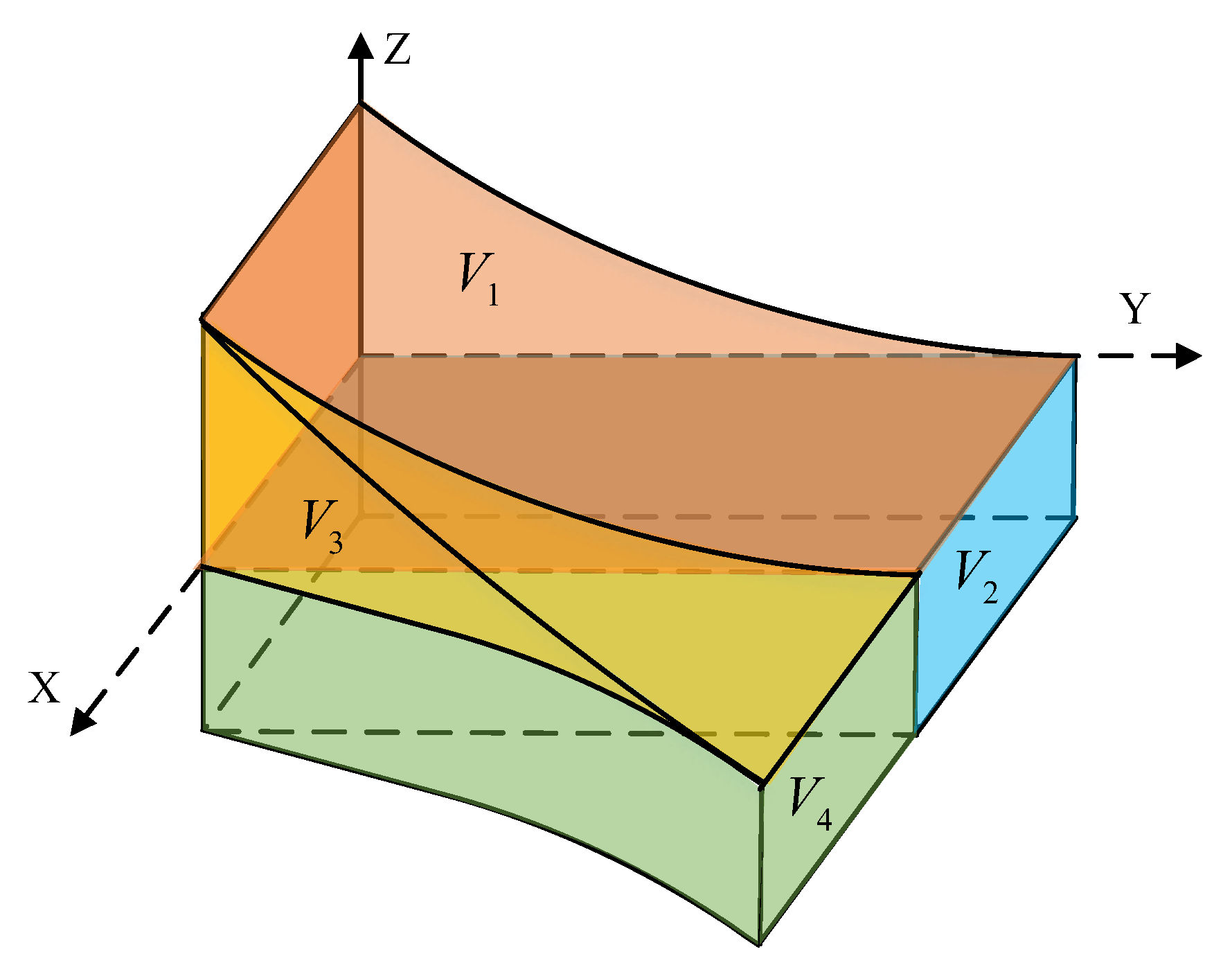
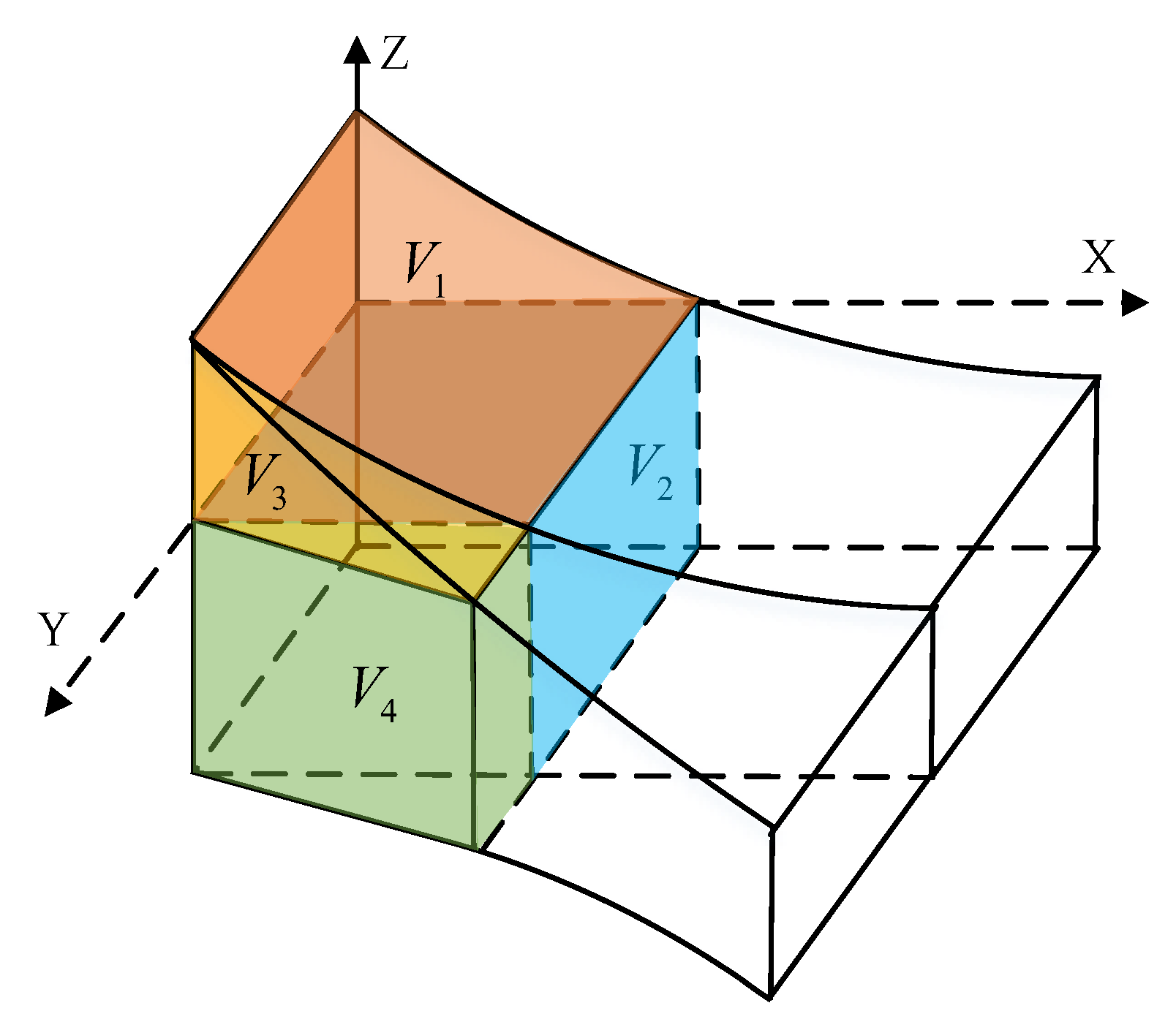
4.2. Calculation of the Workpiece Metal Volume in the Rolling Deformation Zone
4.3. Establishing the Prediction Model
5. Application Conditions and Interpretation of Prediction Model of End Plane Shape Difference
5.1. Application Condition for Prediction Model of End Plane Shape Difference
5.2. Interpretation of Prediction Model of End Plane Shape Difference
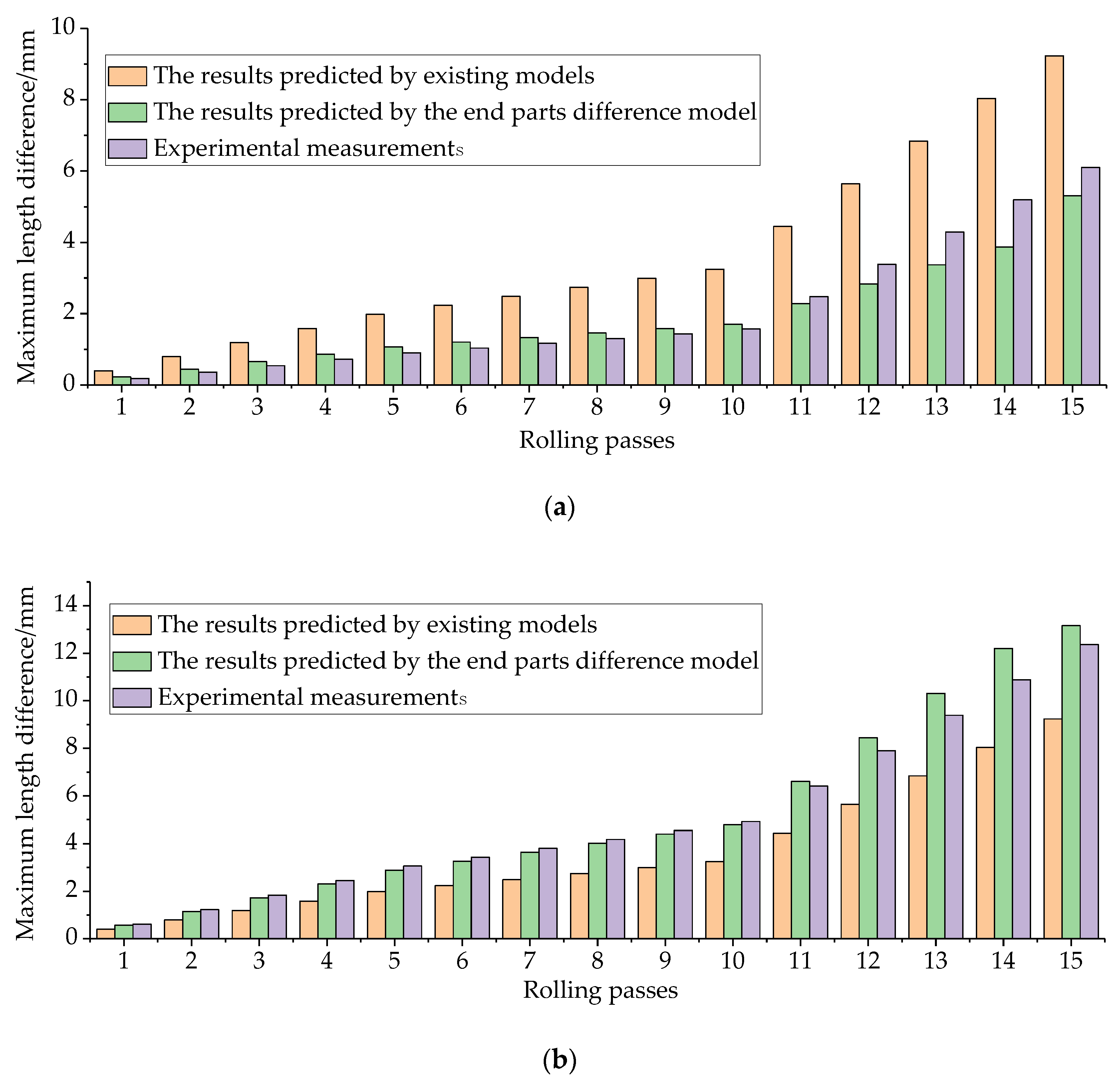
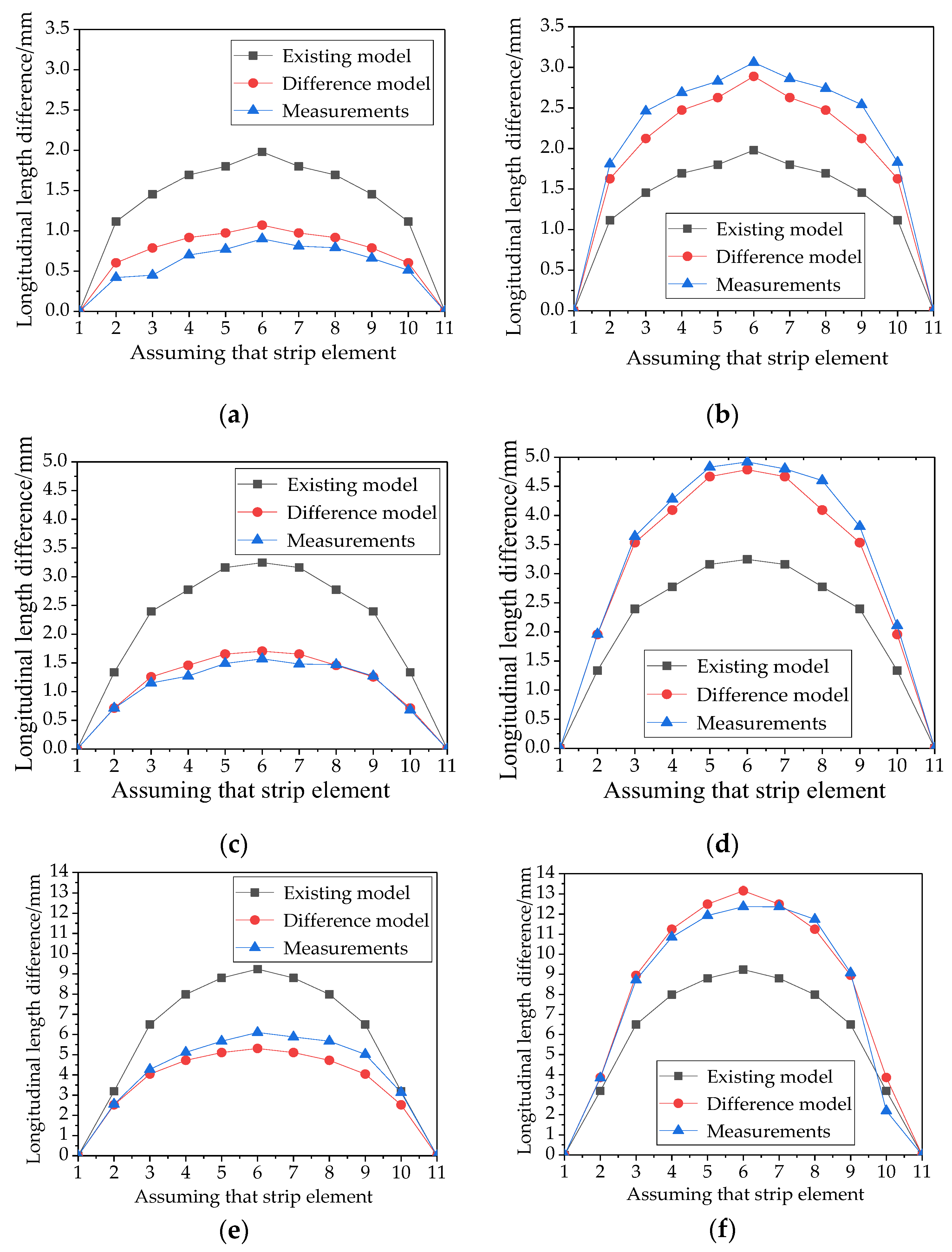
6. Application Effect of the Head and Tail End Plane Shape Difference Prediction Model
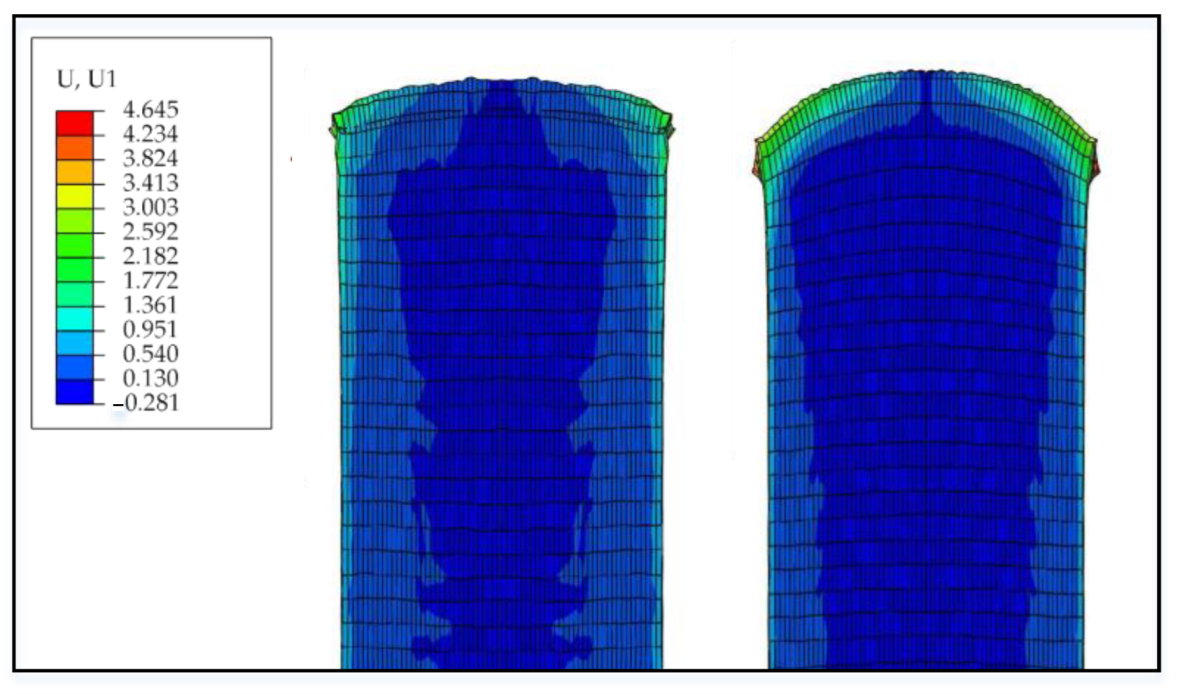
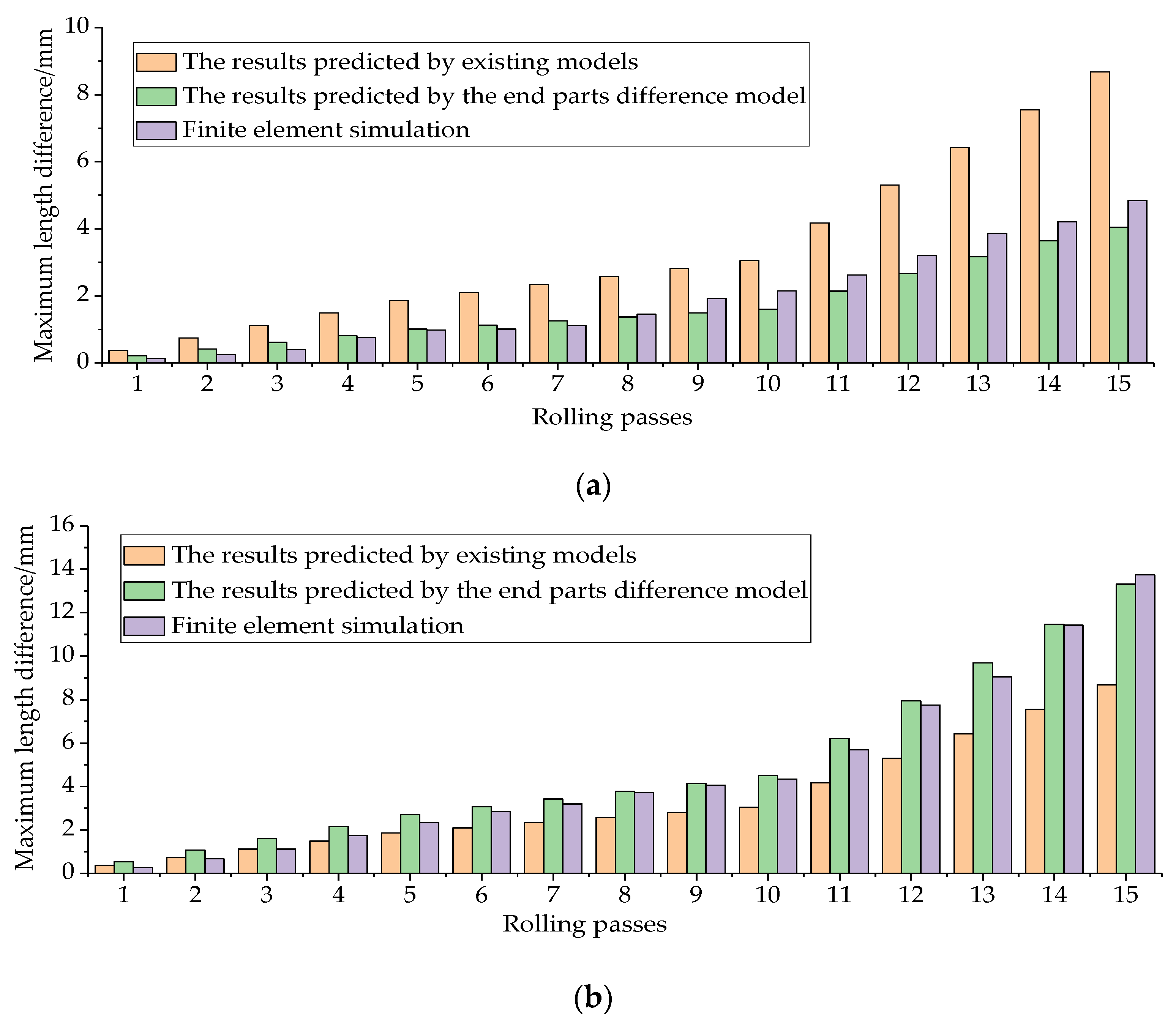
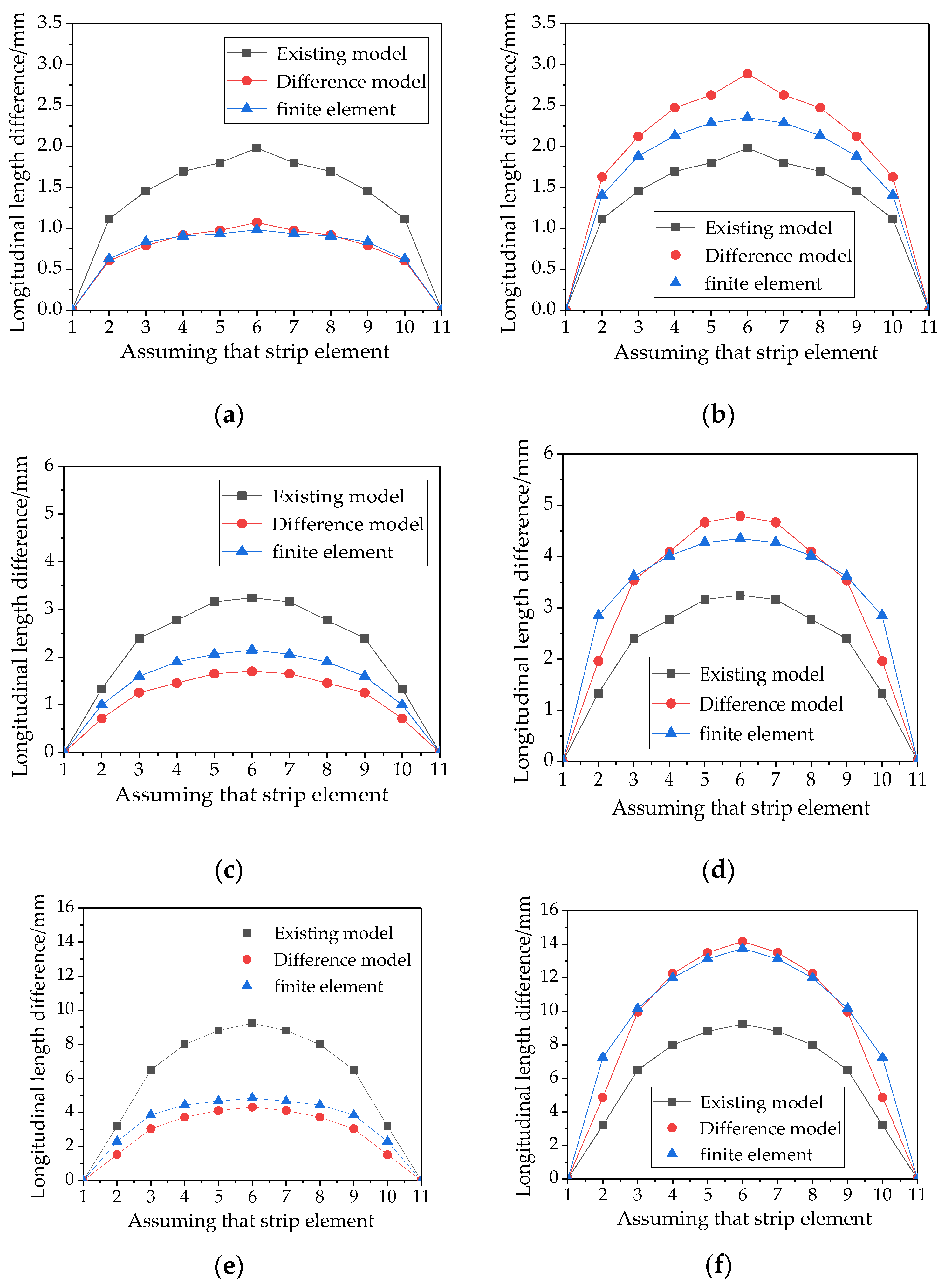
6.1. Finite Element Simulation
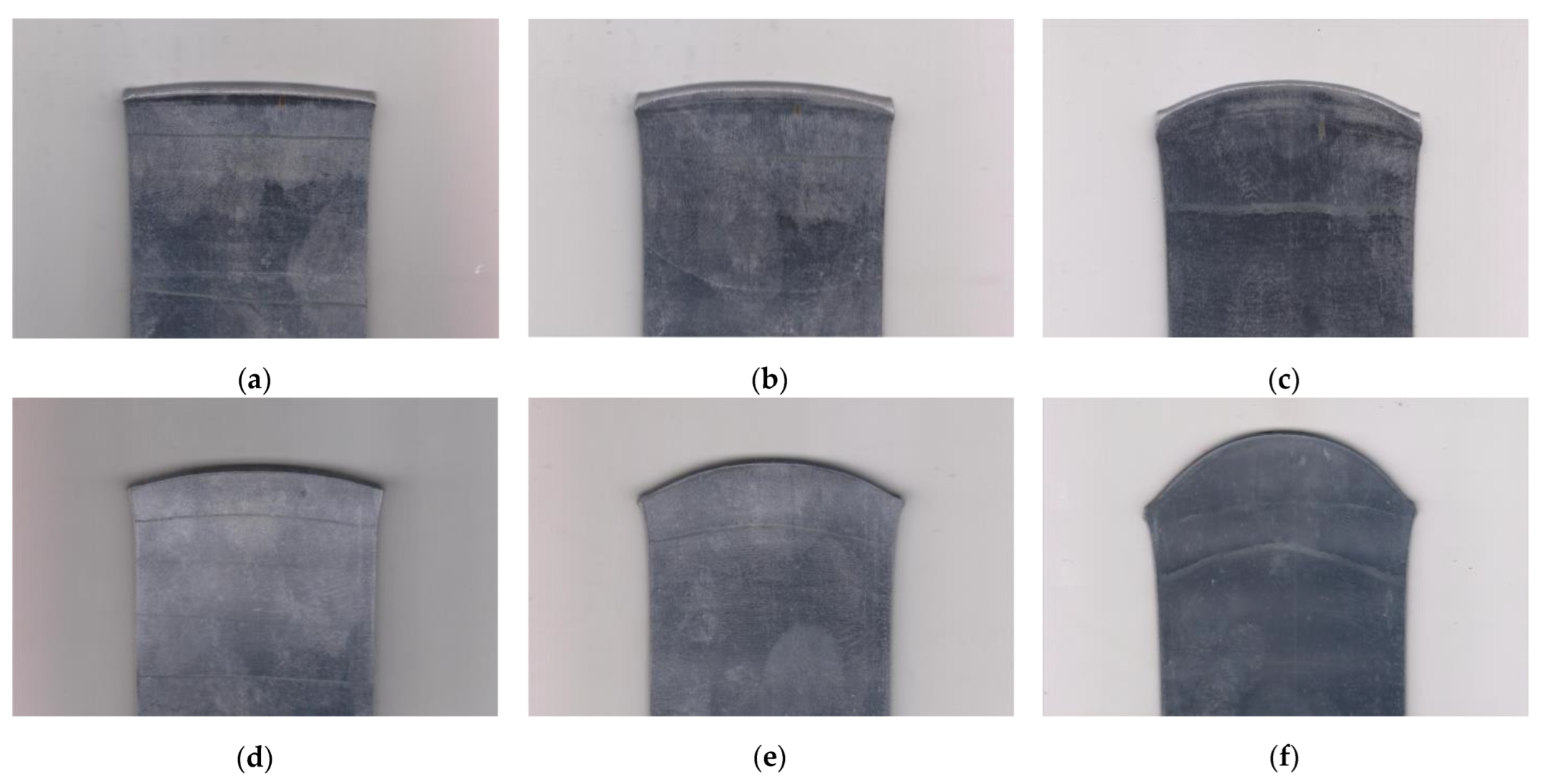
6.2. Rolling Experiment
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; He, C.Y.; Jiao, Z.J. Research and Industrial Practice on Plane Shape Control Model of Medium and Thick Plate; Metallurgical Industry Press: Beijing, China, 2015; pp. 2–21. [Google Scholar]
- Tan, L.J.; Zhang, S.; Ma, Y.H. Optimization and application of plane shape control model for plate mill. Steel Roll. 2019, 36, 14–17. [Google Scholar]
- Jiao, Z.J.; He, C.Y.; Ding, J.G.; Wang, J.; Zhang, K.B.; Wang, L.X. Industrial popularization and application of surface shape control technology in plate mill. Iron Steel 2019, 54, 49–55. [Google Scholar]
- He, H.N.; Shao, J.; Wang, X.C.; Yang, Q.; Liu, Y.; Xu, D.; Sun, Y.Z. Research and application of approximate rectangular section control technology in hot strip mills. Iron Steel Res. Int. 2021, 28, 279–290. [Google Scholar] [CrossRef]
- Liu, C.; Yuan, Y.; He, A.R.; Wang, F.J.; Sun, W.Q.; Shao, J.; Liu, H.Y.; Miao, R.L.; Zhou, X.G.; Ma, B. Research on the Cause and Control Method of Edge Warping Defect during Hot Finishing Rolling. Metals 2023, 13, 565. [Google Scholar] [CrossRef]
- Shen, M.; Lu, C.N.; Li, L. Research and application of mathematical model of planar shape control. Steel Roll. 2016, 33, 19–23. [Google Scholar]
- Li, L.J.; Xie, H.B.; Liu, X.; Liu, T.W.; Wang, E.R.; Jiang, Z.Y. Numerical simulation of strip shape of high-strength steel during hot rolling process. Key. Eng. Mater. 2020, 830, 43–51. [Google Scholar] [CrossRef] [Green Version]
- Pietschnig, C.; Andreas, S.; Steinboeck, A.; Kugi, A. Are edger rolls useful to control the plate motion and camber in a reversing rolling mill? J. Process Control 2022, 114, 71–81. [Google Scholar] [CrossRef]
- Ding, X.K.; Yu, J.M.; Zhang, T.H. Establishment of digital model of plane shape of medium and thick plate. Iron Steel 1998, 33, 33–37. [Google Scholar]
- Yang, Y.B.; Peng, Y. Theoretical model and experimental study of dynamic hot rolling. Metals 2021, 11, 1346. [Google Scholar] [CrossRef]
- Moon, Y.H.; Chun, M.S.; Yi, J.J.; Kim, J.K. Physical Modelling of Edge Rolling in Plate Mill with Plasticine. Steel Res. Int. 1993, 11, 557–562. [Google Scholar] [CrossRef]
- Wang, X.W.; Zhang, Y.J.; Guo, Q. Prediction of hot finishing rolling bandwidth based on rolling mechanism and hybrid neural network. China Metall. 2023, 33, 114–120. [Google Scholar]
- Dong, Z.S.; Li, X.; Luan, F.; Zhang, D.H. Prediction and analysis of key parameters of head deformation of hot-rolled plates based on artificial neural networks. J. Manuf. Process. 2022, 77, 282–300. [Google Scholar] [CrossRef]
- Schausberger, F.; Steinboeck, A.; Kugi, A. Feedback Control of the Contour Shape in Heavy-Plate Hot Rolling. IEEE Trans. Control. Syst. Technol. 2018, 26, 842–856. [Google Scholar] [CrossRef]
- Ding, J.G.; Ni, Y.; Sun, L.R.; Li, H.; Li, X.; Zhang, D.H. Width prediction of hot rolling based on density clustering collaborative depth residual network. Metal Ind. Autom. 2022, 36, 67–77. [Google Scholar]
- Zhao, Y.; Yang, Q.; He, A.R.; Wang, X.C. Research and application of high precision model for predicting plane shape of medium thick plate. Iron Steel 2011, 46, 55–63. [Google Scholar]
- Jiao, Z.J.; Hu, X.L.; Zhao, Z.; Li, H.T.; Guo, J.F.; Liu, X.H. Online application of surface shape control function of plate mill. Steel Res. 2007, 19, 56–59. [Google Scholar]
- Yu, J.M.; Li, J.P.; Jing, Q.Z.; Wang, H. Study on deformation law of medium and thick plate plane shape and its measurement. Steel Roll. 1998, 2, 3–7. [Google Scholar]
- Du, P. Research on Rolling Theory and Control Strategy for Longitudinally Profiled Flat Steel. Ph.D. Thesis, Northeastern University, Shenyang, China, 2008. [Google Scholar]
- Liu, H.M. Theory and Application of Three Dimensional Rolling; Science Press: Beijing, China, 1999; pp. 55–83. [Google Scholar]
- Wang, Z.H.; Liu, Y.M.; Wang, T.; Sun, J.; Zhang, T.H. Prediction and analysis of rolling force and wide spread in roughing process. Iron Steel 2022, 57, 95–102. [Google Scholar]
- Liu, H.M.; Lian, J.C. The study of linear strip element method for metal transverse flow and tension distribution in cold rolled strip. Steel Res. 1992, 4, 37–44. [Google Scholar]
- Chun, M.S.; Moon, Y.H. Optimization of edging amount for high accuracy plan view control in plate mill. Steel Res. Int. 2001, 72, 17–23. [Google Scholar] [CrossRef]
- Li, X.; Dong, X.S.; Ding, J.G. Data driven deformation prediction and intelligent optimization of hot rolled steel plate head. Steel Res. 2022, 34, 1398. [Google Scholar]
- Wang, J.; Chen, F.Q.; Jiang, Y.S.; Wang, Y.J.; Tu, J.; Huang, J.Y. Study on shape symmetry of head, and tail end of wide-thick plates. Steel Roll. 2017, 35, 23–27. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Workpieces | The Width of Workpieces (mm) | The Thickness of Workpieces (mm) | The Length of Workpieces (mm) | The Characteristics of the Rolling Process |
|---|---|---|---|---|
| 1 | 30 | 16 | 70 | Rolling experiments can be conducted on specimens of different dimensions using the same rolling process, rolling 8 passes. |
| 2 | 50 | 16 | 70 | |
| 3 | 90 | 16 | 70 |
| Rolling Pass | The Thickness of Workpieces (mm) | The Rolling Reduction (mm) | The Rolling Reduction Ratio | The Width-to-Thickness Ratio of Workpieces |
|---|---|---|---|---|
| 1 | 16.0 | 0.6 | 0.038 | 6.00 |
| 2 | 15.4 | 0.6 | 0.039 | 6.24 |
| 3 | 14.8 | 0.6 | 0.041 | 6.49 |
| 4 | 14.2 | 0.6 | 0.042 | 6.77 |
| 5 | 13.6 | 0.6 | 0.044 | 7.08 |
| 6 | 13.0 | 0.6 | 0.046 | 7.41 |
| 7 | 12.4 | 0.6 | 0.048 | 7.77 |
| 8 | 11.8 | 0.6 | 0.051 | 8.17 |
| 9 | 11.2 | 0.6 | 0.054 | 8.61 |
| 10 | 10.6 | 0.6 | 0.057 | 9.11 |
| 11 | 9.4 | 1.2 | 0.128 | 10.28 |
| 12 | 8.2 | 1.2 | 0.146 | 11.80 |
| 13 | 7.0 | 1.2 | 0.171 | 13.84 |
| 14 | 5.8 | 1.2 | 0.207 | 16.72 |
| 15 | 4.6 | 1.2 | 0.261 | 21.11 |
| Project | Parameter |
|---|---|
| Diameter of roll body (mm) | 130 |
| Friction coefficient | 0.23 |
| Specimen parameter (mm) | 192 × 70 × 16 |
| Number of hypothetical strips | 11 |
| The grade and condition of the material | Q345/hot roll |
| Project | Parameter |
|---|---|
| Type of the rolling mill | Two-high rolling mill |
| Length of roll body (mm) | 260 |
| Diameter of roll body (mm) | 110 |
| Friction coefficient | 0.11 |
| Specimen parameter (mm) | 96 × 70 × 16 |
| Number of hypothetical strips | 11 |
| The grade and condition of the material | Lead metal/normal temperature |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Liu, H.; Wang, D. Differential Analysis and Prediction of Planar Shape at the Head and Tail Ends of Medium-Thickness Plate Rolling. Metals 2023, 13, 1123. https://doi.org/10.3390/met13061123
Yang S, Liu H, Wang D. Differential Analysis and Prediction of Planar Shape at the Head and Tail Ends of Medium-Thickness Plate Rolling. Metals. 2023; 13(6):1123. https://doi.org/10.3390/met13061123
Chicago/Turabian StyleYang, Shiyu, Hongmin Liu, and Dongcheng Wang. 2023. "Differential Analysis and Prediction of Planar Shape at the Head and Tail Ends of Medium-Thickness Plate Rolling" Metals 13, no. 6: 1123. https://doi.org/10.3390/met13061123