
Effect of B and N Content and Austenitization Temperature on the Tensile and Impact Properties of Modified 9Cr-1Mo Steels


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Steel Composition
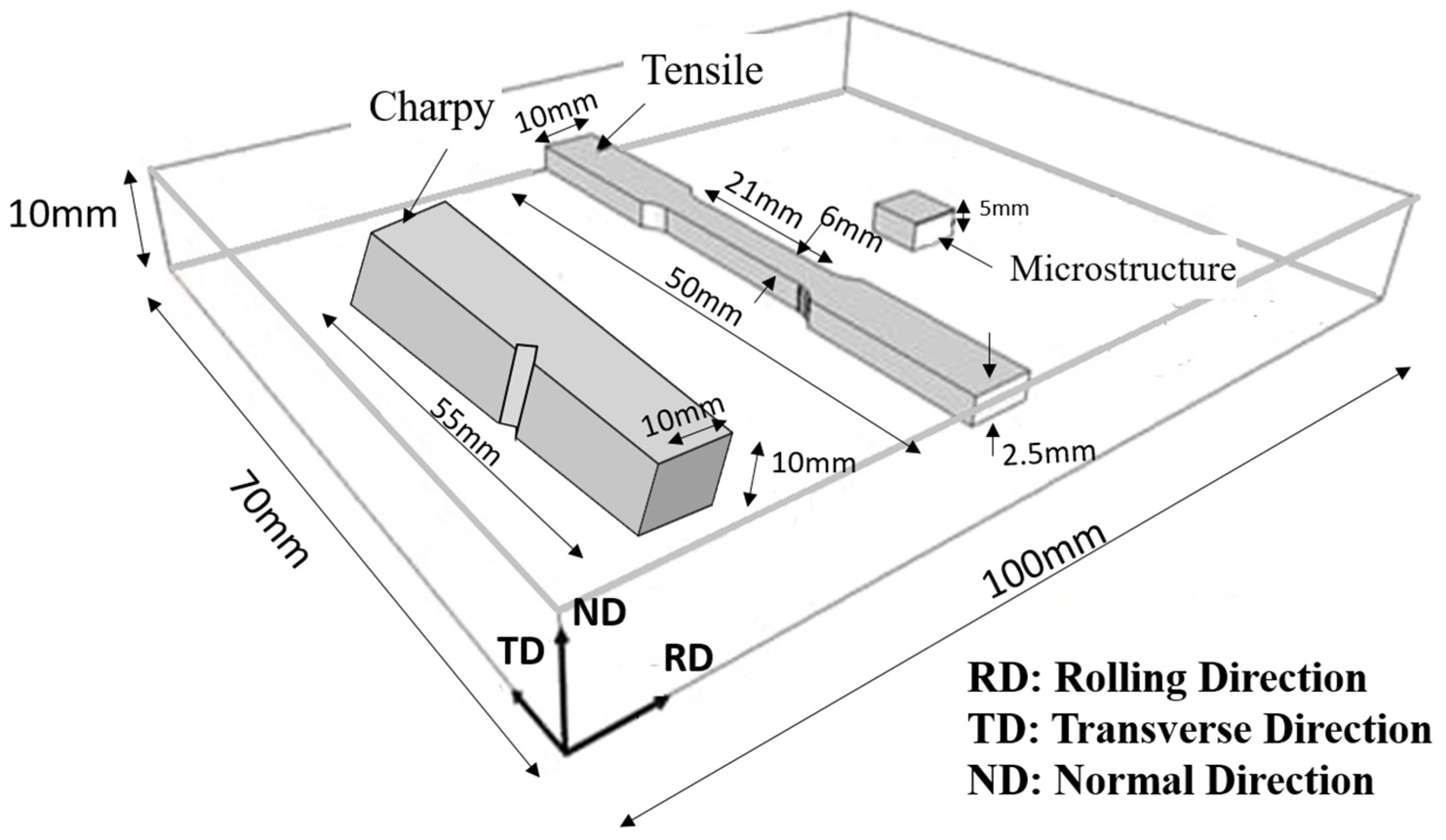
2.2. Material Processing and Characterization
2.3. Tensile and Charpy Impact Testing
3. Results
3.1. Microstructural Characterization
- The investigated specimens display a tempered lath martensitic structure, with finer PAG and packet sizes in B-free steel compared to B-added steels, indicating boron’s role in stabilizing the microstructure;
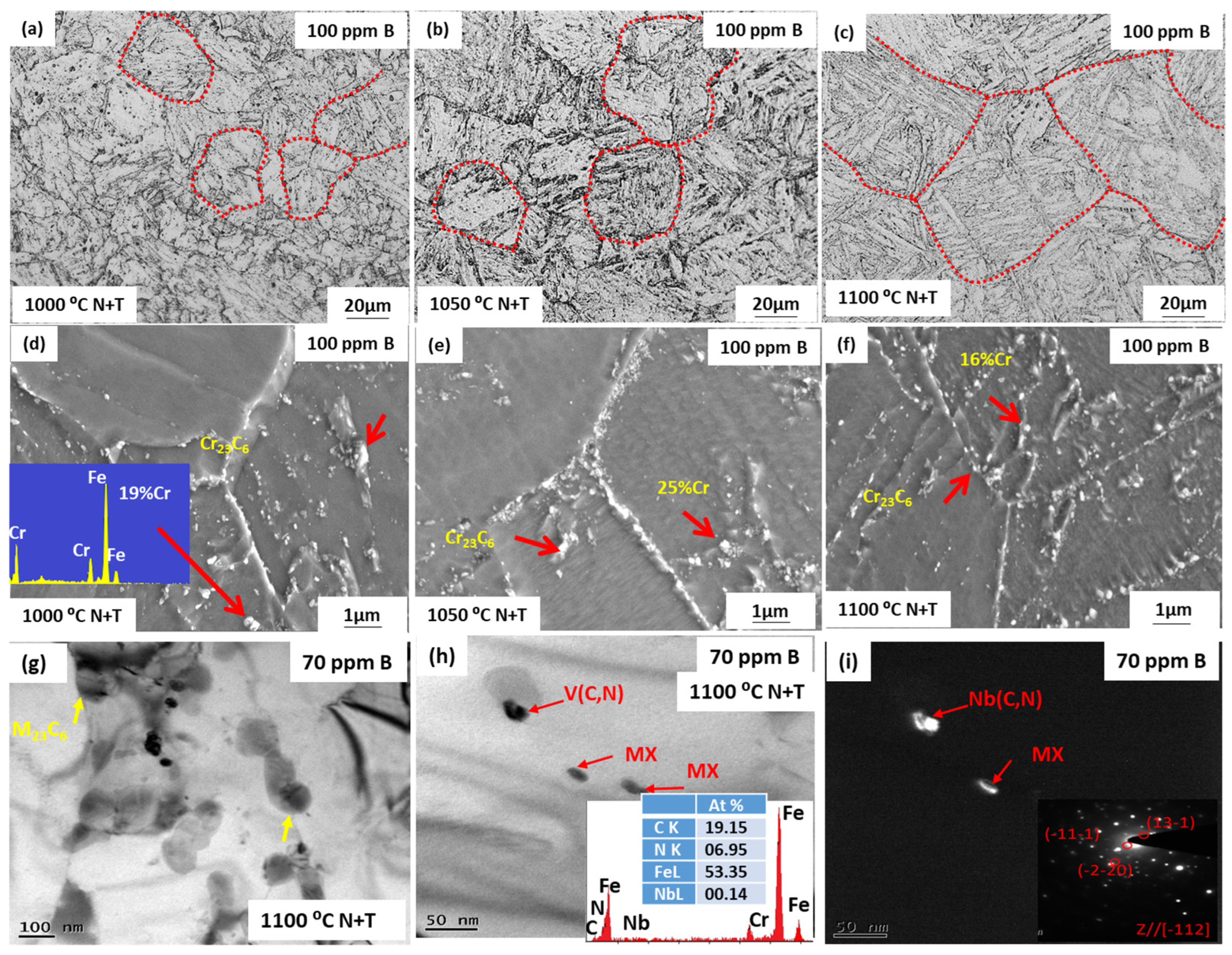
- With an increase in the austenitization temperature (AT), the PAG size increases in all the steels. It was found that 70 ppm B steel shows the minimum variation in the PAG size, packet size and lath width with a change in AT, followed by 100 ppm B steel. However, the 25 ppm B and 90 ppm B steels show a significant increase in the PAG size (>50 μm) and packet size (>30 μm) with an increase in AT. Optical micrographs showing the change in the prior austenite grain size (PAGS) of 100 ppm B steel with the increase in AT are presented in Figure 2a–c;
- The low-angle boundaries (LABs) were sub-grain boundaries (particularly in B-free steel) and lath boundaries (in B-containing steels). The fraction of LABs (2–15° misorientation angle), estimated from the EBSD analysis, was found to be at the maximum in the 1000 °C-austenitized B-free specimen and decreased with the increase in AT. The same trend was also followed by the 100 ppm B steel. In contrast, the 70 ppm B steel displayed the minimum existence of LABs for 1000 °C AT, whilst it reached the maximum value at 1100 °C AT;
- High-angle grain boundaries (HABs) comprised PAG boundaries, a packet and block boundaries. The HABs of B-free steel were consistently high for all the ATs (due to the refined grain structure). It was found that 70–100 ppm B steels revealed a consistently low occurrence of HABs that remained stable with AT. The density of HABs decreased linearly with the increase in AT for the 25 ppm B steel. At 1100 °C, both the 25 ppm B steel and the 90 ppm B steel reached the minimum intensity of HABs;
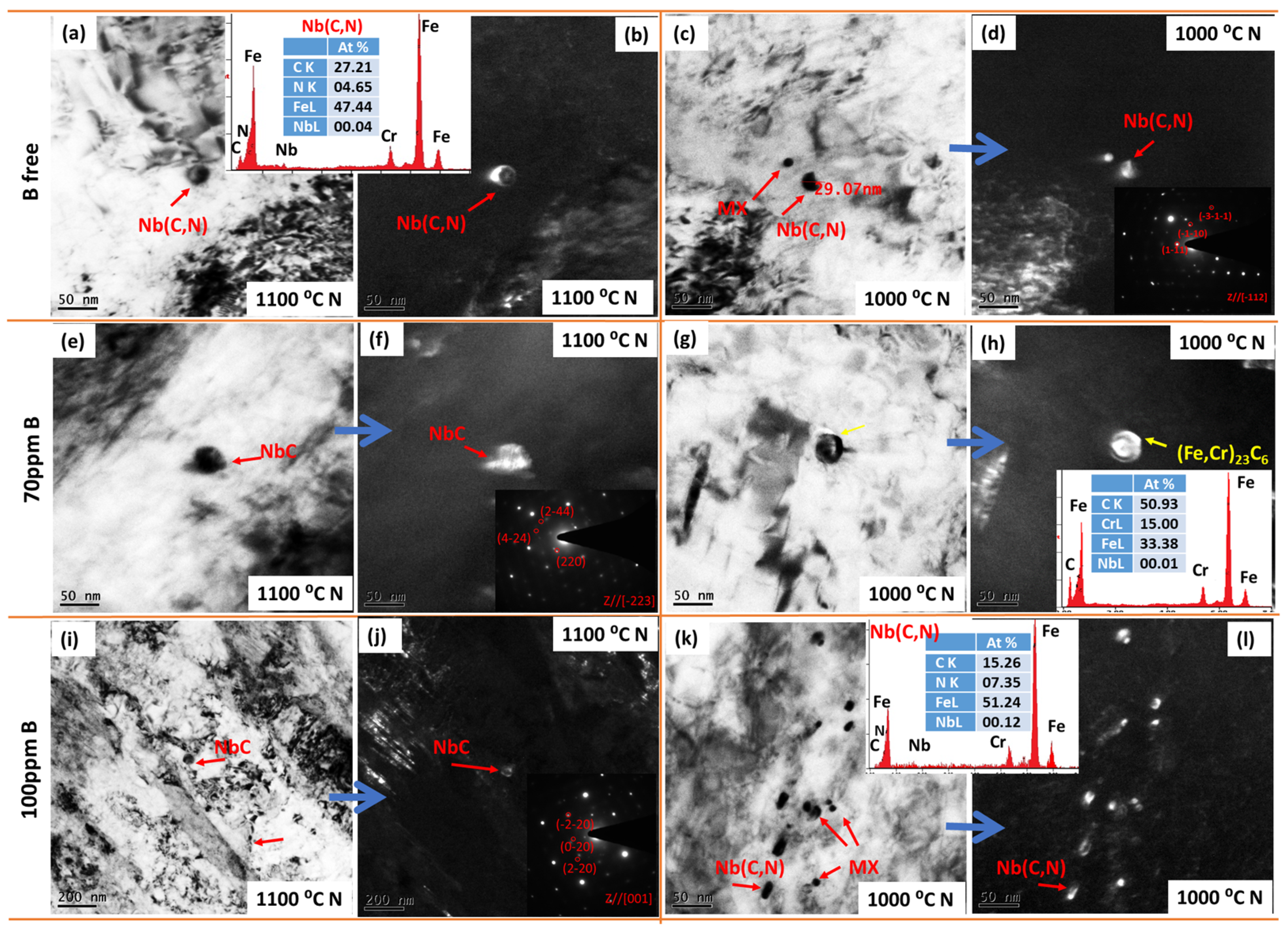
- Undissolved precipitates were more prevalent in samples austenitized at lower temperatures, mainly due to the decreased likelihood of the pre-existing precipitates dissolving at lower temperatures. After austenitizing at a higher temperature (1100 °C), M23C6-type precipitates completely dissolved, while only partially or undissolved MX precipitates were retained. During the subsequent tempering, the dissolved solute atoms formed fresh and fine precipitates. SEM (M23C6 precipitates) and TEM (M23C6 and MX precipitates) images, showing precipitates formed after tempering, are exhibited in Figure 2d–i. For a lower AT, the undissolved precipitates tend to coarsen during tempering;
- As the AT increases, there is a reduction in the average precipitate size (>50 nm; mostly M23C6) and an increase in the volume fraction after the tempering treatment;
- Among the B-added steels, 100 ppm B steel possesses the smallest precipitate size, whereas the 70 ppm B steel exhibits larger precipitates and a higher volume fraction, regardless of the AT, compared to other B-added steels;
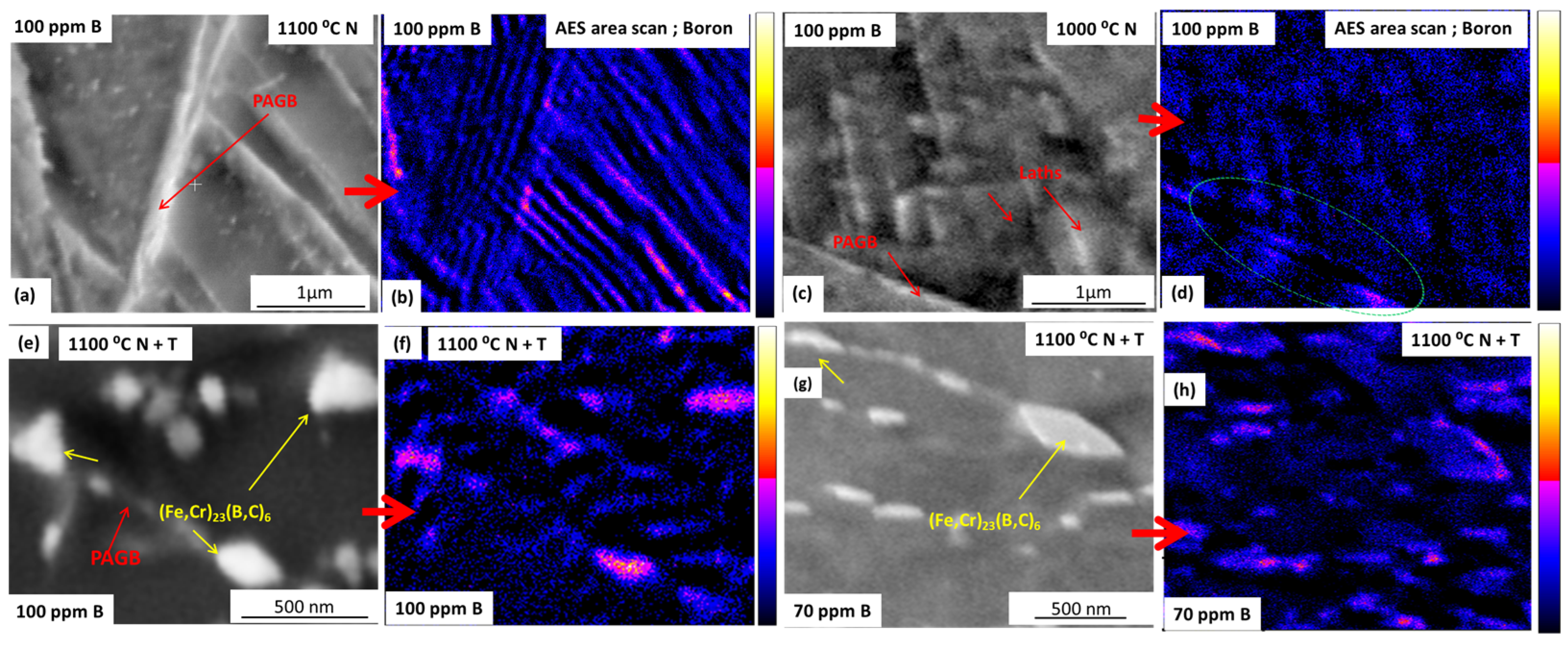
- The AES study confirms the segregation of B exactly at the precipitates in all the steels nearby PAG boundaries and sub-grain boundaries closer to the PAG boundaries.

3.2. Tensile Properties of the Investigated Steels
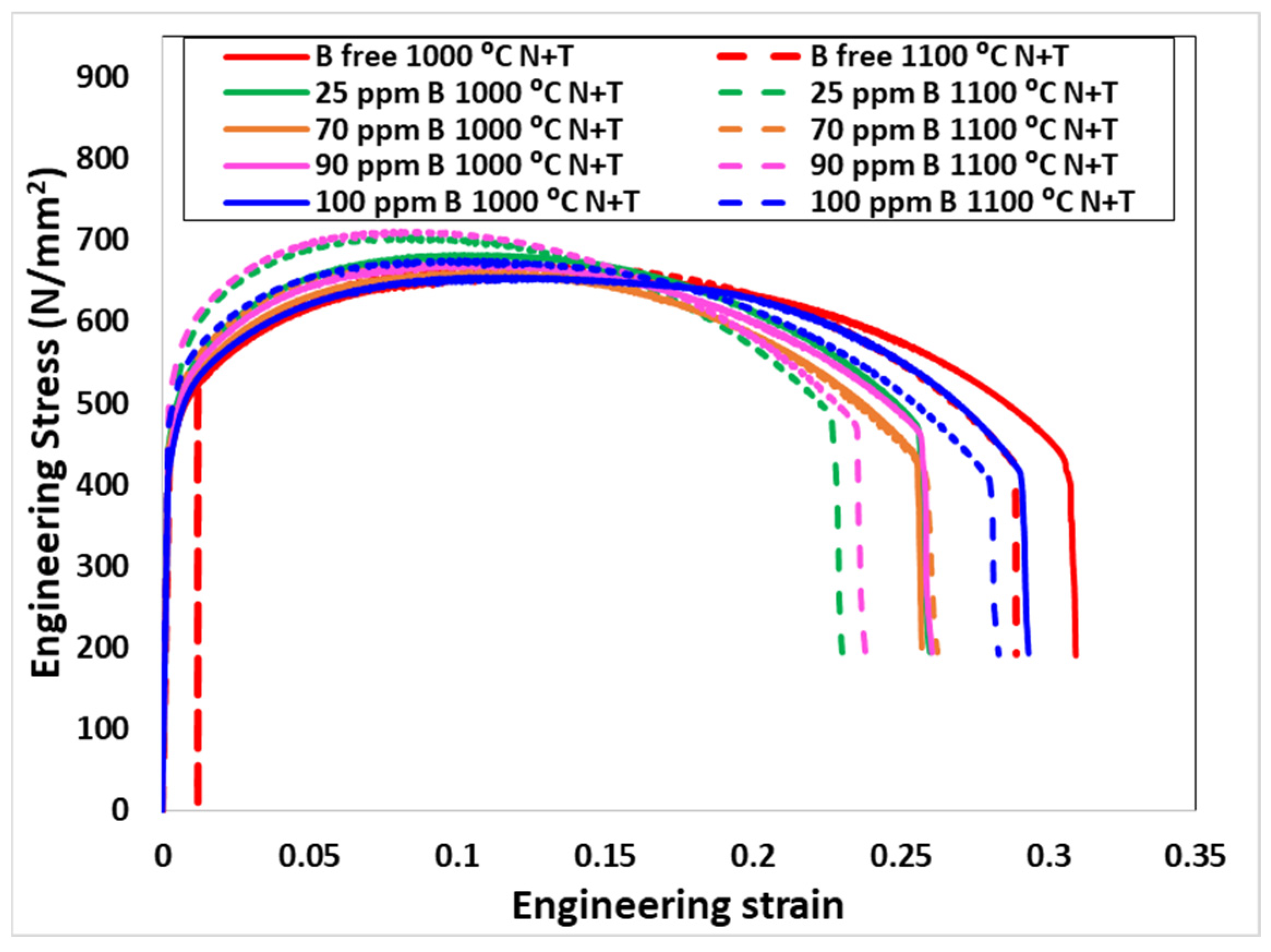
- All the steels austenitized at 1100 °C possess superior tensile strength as compared to those austenitized at 1000 °C;
- B-containing steels possess higher YS and UTS compared to B-free steel irrespective of the austenitizing conditions;
- The B-free steel that was austenitized at 1000 °C exhibited the lowest YS (458 MPa) and UTS (656 MPa), whereas the highest YS (543 MPa) and UTS (711 MPa) were observed in the 90 ppm B steel after austenitizing at 1100 °C. The strength of the steel is as follows: 90 ppm B > 25 ppm B > 100 ppm B > 70 ppm B > B-free;
- Compared to other B-containing steels, the 100 ppm B steel displays good tensile strength and significant ductility. However, at 1100 °C, the 25 ppm B and 90 ppm B steels exhibit the highest tensile strength, but they have the least ductility among all the steel types and heat treatment conditions, with only 23% and 24% total elongation, respectively. Among the steels heat-treated at 1000 °C, both these steels exhibit the lowest ductility (26% each). B-free has the highest percentage elongation, measuring 31% and 29% at 1000 °C and 1100 °C, respectively, followed by the 100 ppm B steel, with 29% total elongation at 1000 °C and 28% at 1100 °C.
3.3. Charpy Impact Properties
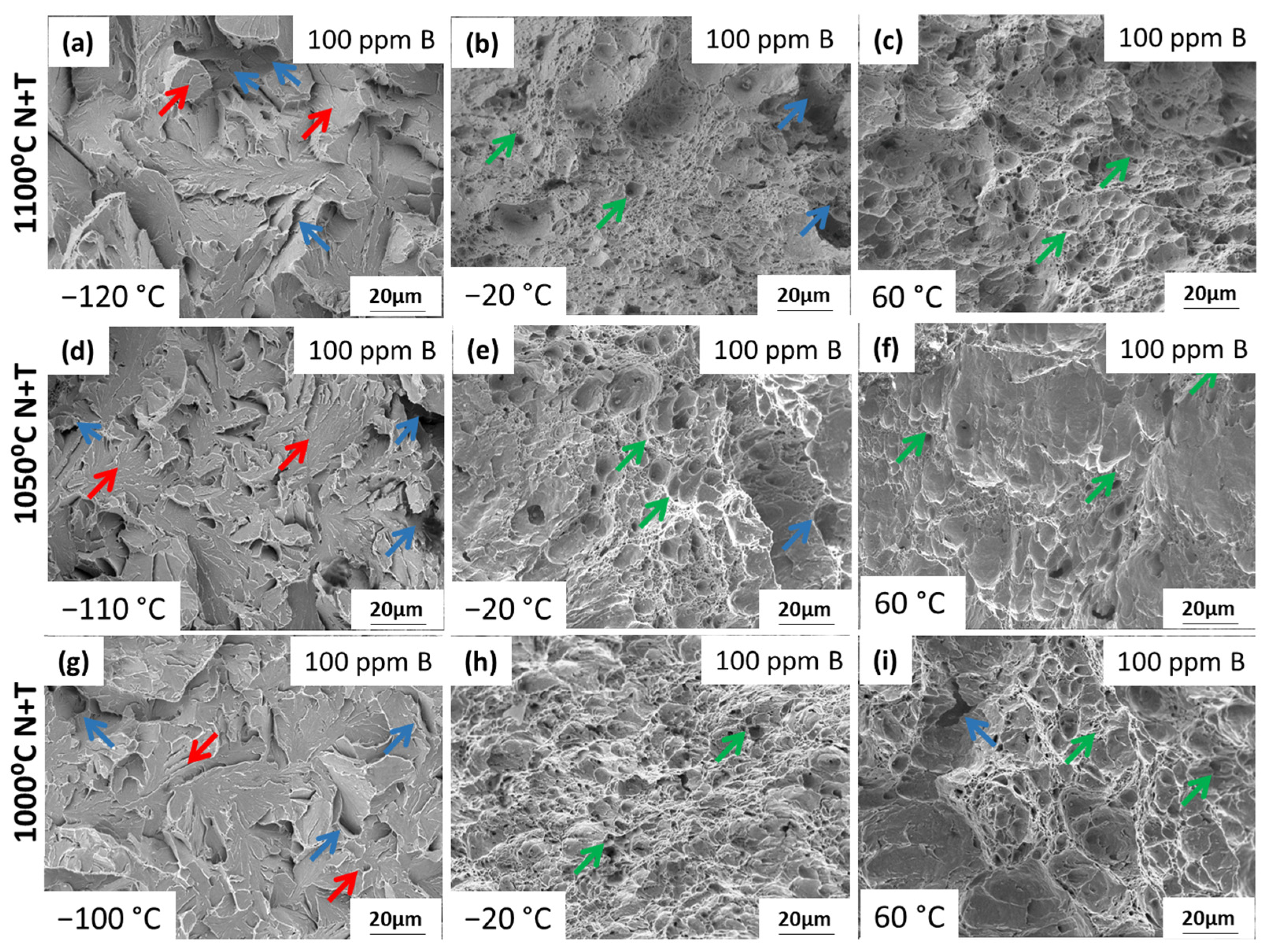
- The impact properties of 100 ppm B steel appear to be superior although more sensitive to heat treatment conditions compared to those of the other steels. In the case of 100 ppm B steel, the USE and DBTT vary over a wider range with the increase in AT (175 J to 235 J USE with −55 °C to −85 °C DBTT);
- Among the austenitization temperatures, all the B-added steels show the best impact properties at 1100 °C AT, in which 100 ppm B steel possesses the lowest DBTT (−85 °C), followed by 70 ppm B (−65 °C), 90 ppm B (−51 °C) and 25 ppm B (−36 °C);
- At a lower AT (1000 °C N+T), the 70 ppm B steel possesses the lowest DBTT (−60 °C). Moreover, the least change in DBTT (−60 °C to −65 °C) and USE (147 J to 175 J) with increasing AT was observed in 70 ppm B steel among the investigated steels;
- The USE values of 25 ppm B and 90 ppm B steels vary from 153 J to 184 J and from 147 J to 178 J, respectively, with increasing AT;
- For B-free steel, the best impact properties were obtained at 1050 °C AT, with lower USE (197 J) and considerably lower DBTT (−59 °C) compared to those of the 1100 °C AT sample (216 J USE, −32 °C DBTT).
4. Discussion
5. Conclusions
- The B-free steel possesses the best ductility (%EL) among all the investigated steels (including the austenitization temperature, AT and variation) but poor YS and UTS. The poor strength of B-free steel is mainly attributed to the presence of large, undissolved M23C6 and MX precipitates. The lower C and Cr contents as well as the higher Ni content in B-free steel greatly contributed to its high ductility as well as good impact properties (mainly the USE). Moreover, the high fraction of HAB (due to refined PAGs) in the B-free steel greatly improves the low temperature impact toughness, which thereby results in a lower DBTT;
- In the B-containing steels, both the strength as well as the impact properties are mainly controlled by the precipitate characteristics rather than the PAG size. Increasing the AT dissolves the coarse M23C6 precipitates, while increasing the B content helps in stabilizing the formation of fine B-rich (Fe,Cr)23(B,C)6 precipitates during the subsequent tempering. Increasing the N content results in larger and more abundant MX precipitates that are detrimental for toughness. As a whole, the presence of a high fraction of fine (Fe,Cr)23(B,C)6 precipitates and low fractions of coarse M23C6 and MX precipitates leads to an enhanced strength–impact toughness combination, which can be achieved by increasing the AT and B content and decreasing the N content of the B-added P91 steels;
- The 100 ppm B steel (containing the maximum B and minimum N), normalized at the maximum AT of 1100 °C, shows the best combination of tensile properties (YS: 513 MPa, UTS: 676 MPa and %EL: 28 %) and Charpy impact properties (USE: 235 J and DBTT: −85 °C), owing to the abundance of fine B-rich (Fe,Cr)23(B,C)6 precipitates and the deficiency of coarse M23C6 and MX precipitates.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saini, N.; Pandey, C.; Mohan, M.; Narang, H.K.; Mulik, R.S.; Kumar, P. A Comparative Study of Ductile-Brittle Transition Behavior and Fractography of P91 and P92 Steel. Eng. Fail. Anal. 2017, 81, 245–253. [Google Scholar] [CrossRef]
- Kim, S.H.; Yoon, J.; Ryu, W.S.; Lee, C.B.; Hong, J.H. Fracture Toughness of Irradiated Modified 9Cr—1Mo Steel. J. Nucl. Mater. 2009, 386–388, 387–389. [Google Scholar] [CrossRef]
- Bhaduri, A.K. Development and Deployment of Welding Technologies for the Indian Sodium-Cooled Fast Reactor and Advanced Ultra-Supercritical Thermal Power Programmes. Trans. Indian Inst. Met. 2021, 74, 1035–1053. [Google Scholar] [CrossRef]
- Chakraborty, G.; Rejeesh, R.; Ramana, O.V.; Albert, S.K. Evaluation of Hydrogen-Assisted Cracking Susceptibility in Modified 9cr-1mo Steel Welds. Weld. World 2020, 64, 115–122. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A Critical Review on Dissimilar Welds Joint between Martensitic and Austenitic Steel for Power Plant Application. J. Manuf. Process. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Guo, X.; Gong, J.; Jiang, Y.; Rong, D. The Influence of Long-Term Aging on Microstructures and Static Mechanical Properties of P92 Steel at Room Temperature. Mater. Sci. Eng. A 2013, 564, 199–205. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, L.; Liu, Y.; Liu, C.; Li, H.; Wu, J. Influence of Zr Addition on the Microstructures and Mechanical Properties of 14Cr ODS Steels. Mater. Sci. Eng. A 2017, 695, 66–73. [Google Scholar] [CrossRef]
- Dong, H.; Yu, L.; Liu, Y.; Liu, C.; Li, H.; Wu, J. Effect of Hafnium Addition on the Microstructure and Tensile Properties of Aluminum Added High-Cr ODS Steels. J. Alloys Compd. 2017, 702, 538–545. [Google Scholar] [CrossRef]
- Chatterjee, A.; Chakrabarti, D.; Moitra, A.; Mitra, R.; Bhaduri, A.K. Effect of Normalization Temperatures on Ductile-Brittle Transition Temperature of a Modified 9Cr-1Mo Steel. Mater. Sci. Eng. A 2014, 618, 219–231. [Google Scholar] [CrossRef]
- Chatterjee, A.; Chakrabarti, D.; Moitra, A.; Mitra, R.; Bhaduri, A.K. Effect of Deformation Temperature on the Ductile-Brittle Transition Behavior of a Modified 9Cr-1Mo Steel. Mater. Sci. Eng. A 2015, 630, 58–70. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. Materials Science & Engineering A Evolution of Phases in P91 Steel in Various Heat Treatment Conditions and Their Effect on Microstructure Stability and Mechanical Properties. Mater. Sci. Eng. A 2016, 664, 58–74. [Google Scholar] [CrossRef]
- Takahashi, J.; Ishikawa, K.; Kawakami, K.; Fujioka, M.; Kubota, N. Atomic-Scale Study on Segregation Behavior at Austenite Grain Boundaries in Boron- and Molybdenum-Added Steels. Acta Mater. 2017, 133, 41–54. [Google Scholar] [CrossRef]
- Ueno, M.; Kametarou, I. New Empirical Formula for Estimation of Hardenability from Chemical Compositions. ISIJ Int. 1987, 74, 133–140. [Google Scholar]
- Das, C.R.; Albert, S.K.; Swaminathan, J.; Bhaduri, A.K.; Raj, B.; Murty, B.S. Improvement in Creep Resistance of Modified 9Cr-1Mo Steel Weldment by Boron Addition. Weld. World 2012, 56, 10–17. [Google Scholar] [CrossRef]
- Deva, A.; Jha, B.K.; Mishra, N.S. Influence of Boron on Strain Hardening Behaviour and Ductility of Low Carbon Hot Rolled Steel. Mater. Sci. Eng. A 2011, 528, 7375–7380. [Google Scholar] [CrossRef]
- Sahara, R.; Matsunaga, T.; Hongo, H. Theoretical Investigation of Stabilizing Mechanism by Boron in Body-Centered Cubic Iron Through (Fe, Cr) 23 (C, B) 6 Precipitates. Metall. Mater. Trans. A 2016, 47, 2487–2497. [Google Scholar] [CrossRef]
- Kobayashi, S.; Toshimori, K.; Nakai, K.; Ohmori, Y.; Asahi, H.; Muraki, T. Effects of Boron Addition on Tempering Processes in an Fe-9Cr-0.1C Alloy Martensite. ISIJ Int. 2002, 42, 72–76. [Google Scholar] [CrossRef] [Green Version]
- Blazek, K.-E.; Lanzi, O.; Yin, H. Boron Effects on the Solidification of Steel during Continuous Casting. Rev. Métallurgie 2008, 105, 609–625. [Google Scholar] [CrossRef]
- Rejeesh, R.; Bhattacharya, A.; Haldar, C.; Mitra, R.; Chakrabarti, D.; Das, C.R.; Albert, S.K.; Bhaduri, A.K. Relative Effect of B and N Concentrations on the Microstructural Stability and Mechanical Properties of Modified 9Cr-1Mo Steel. J. Alloys Compd. 2021, 867, 158971. [Google Scholar] [CrossRef]
- Hofer, P.; Miller, M.K.; Babu, S.S.; David, S.A.; Cerjak, H. Atom Probe Field Ion Microscopy Investigation of Boron Containing Martensitic 9 Pct Chromium Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 975–984. [Google Scholar] [CrossRef]
- Seol, J.B.; Lim, N.S.; Lee, B.H.; Renaud, L.; Park, C.G. Atom Probe Tomography and Nano Secondary Ion Mass Spectroscopy Investigation of the Segregation of Boron at Austenite Grain Boundaries in 0.5 Wt.% Carbon Steels. Met. Mater. Int. 2011, 17, 413–416. [Google Scholar] [CrossRef]
- Li, Y.J.; Ponge, D.; Choi, P.; Raabe, D. Segregation of Boron at Prior Austenite Grain Boundaries in a Quenched Martensitic Steel Studied by Atom Probe Tomography. Scr. Mater. 2015, 96, 13–16. [Google Scholar] [CrossRef]
- Da Rosa, G.; Maugis, P.; Portavoce, A.; Drillet, J.; Valle, N.; Lentzen, E.; Hoummada, K. Grain-Boundary Segregation of Boron in High-Strength Steel Studied by Nano-SIMS and Atom Probe Tomography. Acta Mater. 2020, 182, 226–234. [Google Scholar] [CrossRef]
- Abe, F. Precipitate Design for Creep Strengthening of 9% Cr Tempered Martensitic Steel for Ultra-Supercritical Power Plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rietema, C.J.; Hassan, M.M.; Anderoglu, O.; Eftink, B.; Saleh, T.A.; Maloy, S.A.; Clarke, A.J.; Clarke, K.D. Ultrafine Intralath Precipitation of V(C,N) in 12Cr-1MoWV (Wt.%) Ferritic/Martensitic Steel. Scr. Mater. 2021, 197, 113787. [Google Scholar] [CrossRef]
- Abe, F.; Horiuchi, T.; Taneike, M.; Sawada, K. Stabilization of Martensitic Microstructure in Advanced 9Cr Steel during Creep at High Temperature. Mater. Sci. Eng. A 2004, 378, 299–303. [Google Scholar] [CrossRef]
- Sakuraya, K.; Okada, H.; Abe, F. BN Type Inclusions Formed in High Cr Ferritic Heat Resistant Steel. Energy Mater. 2006, 1, 158–166. [Google Scholar] [CrossRef]
- Lu, Y. Effect of Boron on Microstructure and Mechanical Properties of PM Sintered and Nitrided Steels. Ph.D. Thesis, Department of Mining, Metals and Materials Engineering, McGill University Montreal, Montreal, QC, Canada, 2003. Volume 44. [Google Scholar]
- Dudova, N.; Mishnev, R.; Kaibyshev, R. Effect of Tempering on Microstructure and Mechanical Properties of Boron Containing 10%Cr Steel. ISIJ Int. 2011, 51, 1912–1918. [Google Scholar] [CrossRef] [Green Version]
- Mishnev, R.; Dudova, N.; Dudko, V.; Kaibyshev, R. Impact Toughness of a 10% Cr Steel with High Boron and Low Nitrogen Contents. Mater. Sci. Eng. A 2018, 730, 1–9. [Google Scholar] [CrossRef]
- ASTM A213; Tubing Standard Specification (ASME SA213) Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes, Annu. B. ASTM Stand. ASTM International: West Conshohocken, PA, USA, 2006; pp. 1–12.
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials 1. ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–27.
- ASTM E 23-12c; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2012; pp. 1–25.
- Fedorova, I.; Liu, F.; Grumsen, F.B.; Cao, Y.; Mishin, O.V.; Hald, J. Fine (Cr,Fe)2B Borides on Grain Boundaries in a 10Cr–0.01B Martensitic Steel. Scr. Mater. 2018, 156, 124–128. [Google Scholar] [CrossRef]
- Abe, F.; Taneike, M.; Sawada, K. Alloy Design of Creep Resistant 9Cr Steel Using a Dispersion of Nano-Sized Carbonitrides. Int. J. Press. Vessel. Pip. 2007, 84, 3–12. [Google Scholar] [CrossRef]
- Das, C.R.; Albert, S.K.; Bhaduri, A.K.; Murty, B.S. Effect of Boron Addition and Initial Heat-Treatment Temperature on Microstructure and Mechanical Properties of Modified 9Cr-1Mo Steels under Different Heat-Treatment Conditions. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 2171–2186. [Google Scholar] [CrossRef]
- Khajuria, A.; Akhtar, M.; Bedi, R.; Kumar, R.; Ghosh, M.; Das, C.R.; Albert, S.K. Influence of Boron on Microstructure and Mechanical Properties of Gleeble Simulated Heat-Affected Zone in P91 Steel. Int. J. Press. Vessel. Pip. 2020, 188, 104246. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw Hill: New York, NY, USA, 2011. [Google Scholar]
- Golpayegani, A.; Liu, F.; Svensson, H.; Andersson, M.; Andrén, H.O. Microstructure of a Creep-Resistant 10 Pct Chromium Steel Containing 250 Ppm Boron. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 940–951. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements (wt.%) | C | Cr | Mo | Mn | Si | V | Nb | S | P | Ni | Al | Ti | N | B |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| B-free | 0.10 | 8.93 | 0.86 | 0.41 | 0.21 | 0.20 | 0.08 | 0.005 | 0.020 | 0.20 | 0.010 | - | 0.050 | - |
| 25 ppm B | 0.13 | 8.65 | 1.06 | 0.22 | 0.11 | 0.24 | 0.11 | 0.006 | 0.02 | 0.08 | 0.003 | - | 0.009 | 0.0026 |
| 70 ppm B | 0.15 | 9.35 | 0.98 | 0.37 | 0.33 | 0.11 | 0.10 | 0.004 | 0.002 | 0.05 | 0.004 | 0.002 | 0.011 | 0.0070 |
| 90 ppm B | 0.11 | 8.70 | 0.96 | 0.25 | 0.10 | 0.25 | 0.08 | 0.007 | 0.02 | 0.11 | 0.002 | - | 0.009 | 0.0090 |
| 100 ppm B | 0.10 | 8.50 | 1.00 | 0.30 | 0.40 | 0.23 | 0.09 | 0.002 | 0.005 | 0.02 | 0.030 | - | 0.002 | 0.0100 |
| Tensile Properties * | B-free | 25 ppm B | 70 ppm B | 90 ppm B | 100 ppm B | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1000 °C N+T | 1100 °C N+T | 1000 °C N+T | 1100 °C N+T | 1000 °C N+T | 1100 °C N+T | 1000 °C N+T | 1100 °C N+T | 1000 °C N+T | 1100 °C N+T | |
| YS | 458.1 ± 5 | 467.9 ± 6 | 490.6 ± 6 | 511.2 ± 7 | 478.1 ± 6 | 490.4 ± 4 | 474.3 ± 11 | 542.5 ± 9 | 457.2 ± 12 | 512.7 ± 10 |
| UTS | 656.1 ± 6 | 669.4 ± 4 | 682.6 ± 5 | 705.0 ± 5 | 660.2 ± 4 | 670.5 ± 5 | 671.4 ± 8 | 710.9 ± 11 | 655.5 ± 9 | 676.2 ± 6 |
| %EL | 30.5 ± 1.1 | 28.9 ± 0.9 | 25.6 ± 0.9 | 22.7 ± 0.7 | 25.9 ± 1.2 | 25.9 ± 0.8 | 25.6 ± 0.5 | 23.5 ± 0.8 | 29.1 ± 1.2 | 28.0 ± 1.4 |
| n | 0.137 | 0.1479 | 0.1393 | 0.1332 | 0.137 | 0.1327 | 0.1423 | 0.1213 | 0.1423 | 0.1231 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rejeesh, R.; Barik, R.K.; Mitra, R.; Kostryzhev, A.; Das, C.R.; Albert, S.K.; Chakrabarti, D. Effect of B and N Content and Austenitization Temperature on the Tensile and Impact Properties of Modified 9Cr-1Mo Steels. Metals 2023, 13, 1124. https://doi.org/10.3390/met13061124
Rejeesh R, Barik RK, Mitra R, Kostryzhev A, Das CR, Albert SK, Chakrabarti D. Effect of B and N Content and Austenitization Temperature on the Tensile and Impact Properties of Modified 9Cr-1Mo Steels. Metals. 2023; 13(6):1124. https://doi.org/10.3390/met13061124
Chicago/Turabian StyleRejeesh, Ravindran, Rakesh Kumar Barik, Rahul Mitra, Andrii Kostryzhev, Chitta R. Das, Shaju K. Albert, and Debalay Chakrabarti. 2023. "Effect of B and N Content and Austenitization Temperature on the Tensile and Impact Properties of Modified 9Cr-1Mo Steels" Metals 13, no. 6: 1124. https://doi.org/10.3390/met13061124