
Evolution of Microstructures, Texture and Mechanical Properties of Al-Mg-Si-Cu Alloy under Different Welding Speeds during Friction Stir Welding
Abstract
:1. Introduction
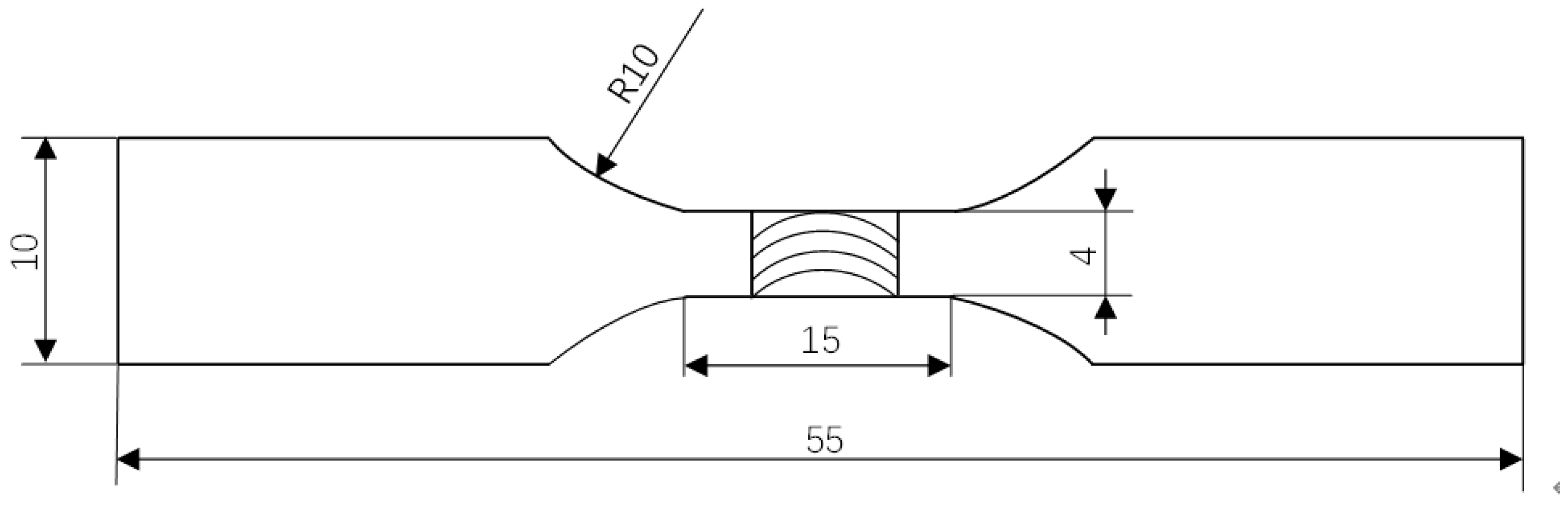
2. Experimental Materials and Methods
3. Experimental Results and Analysis
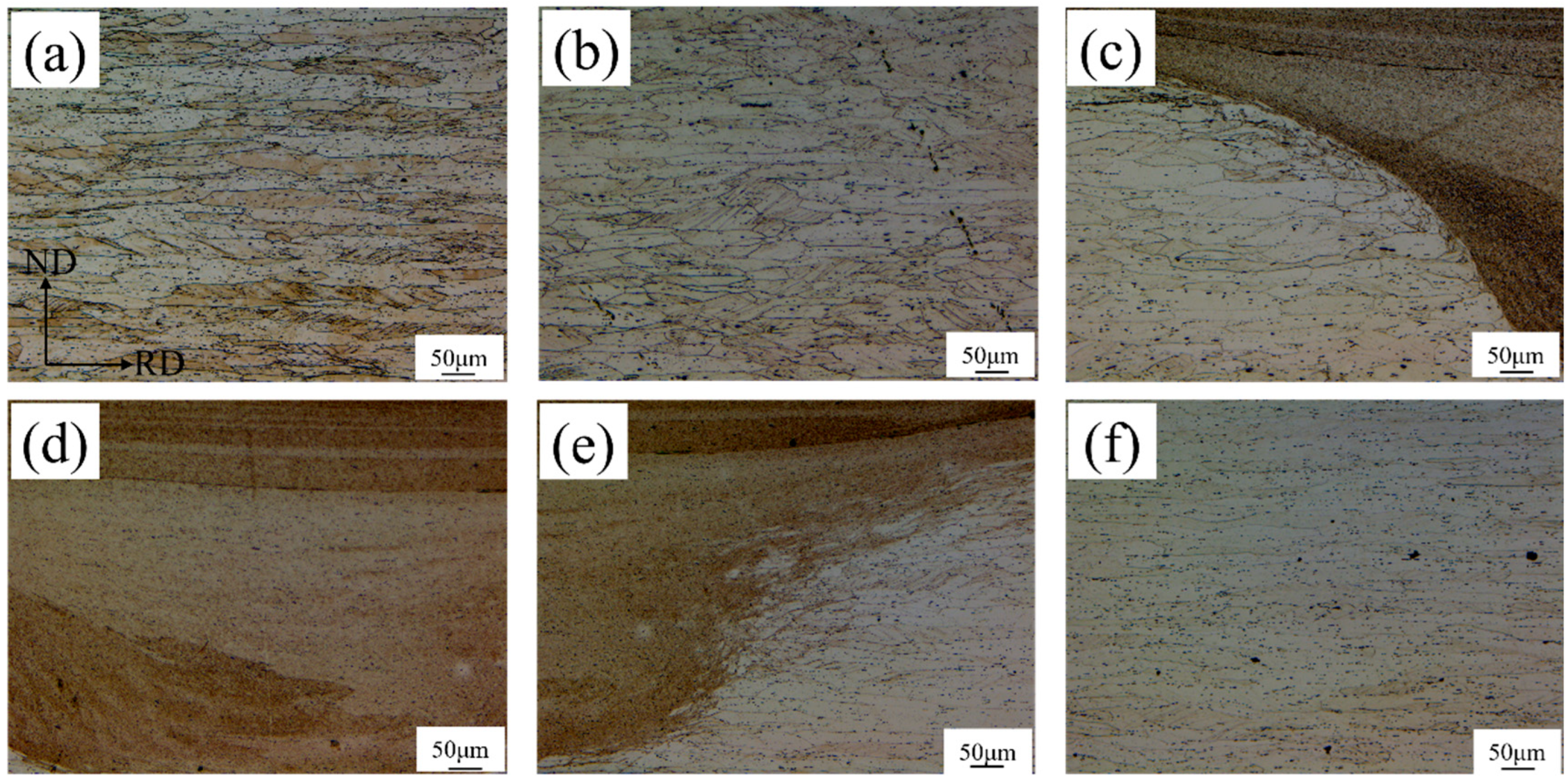
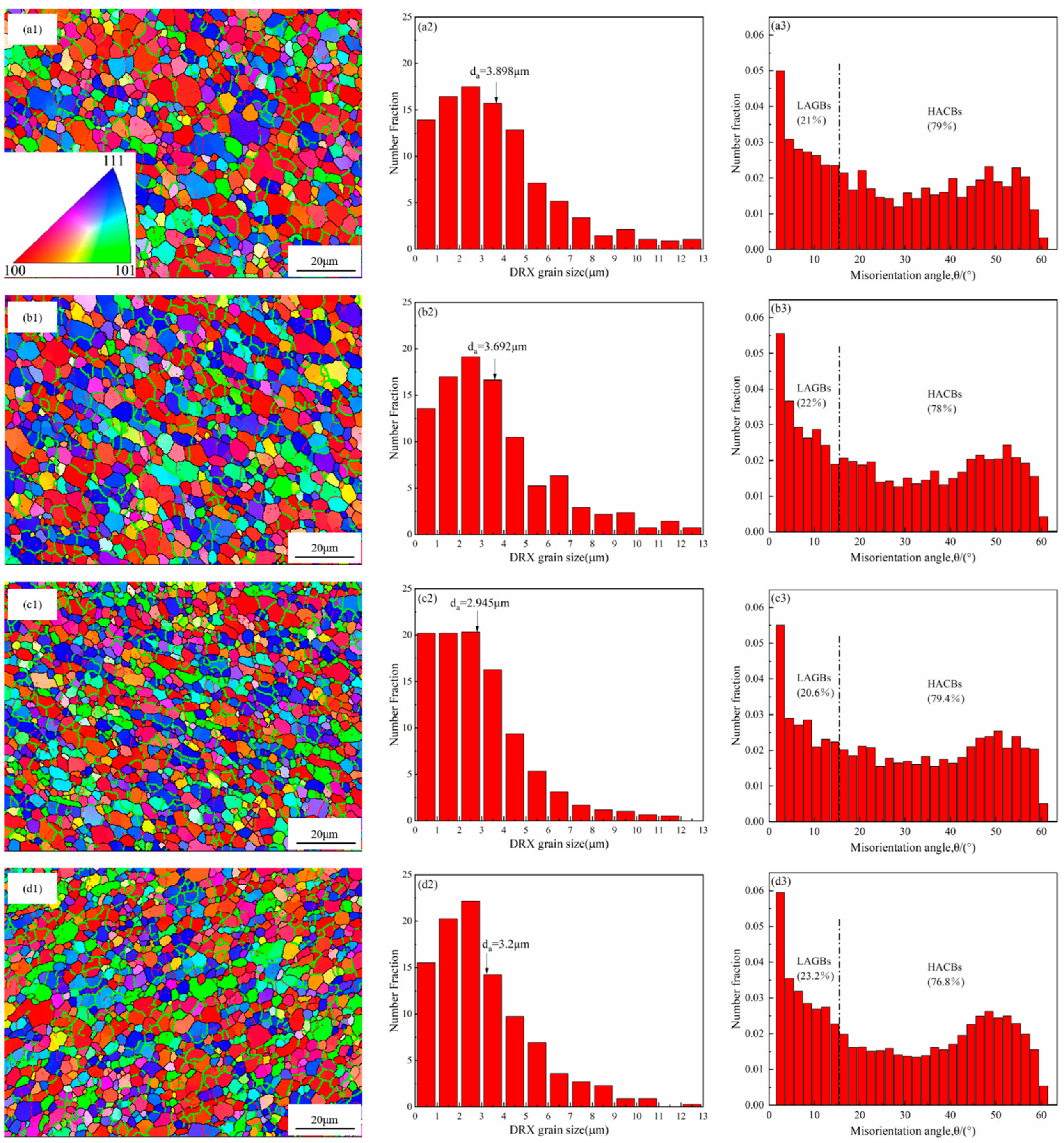
3.1. Microstructure
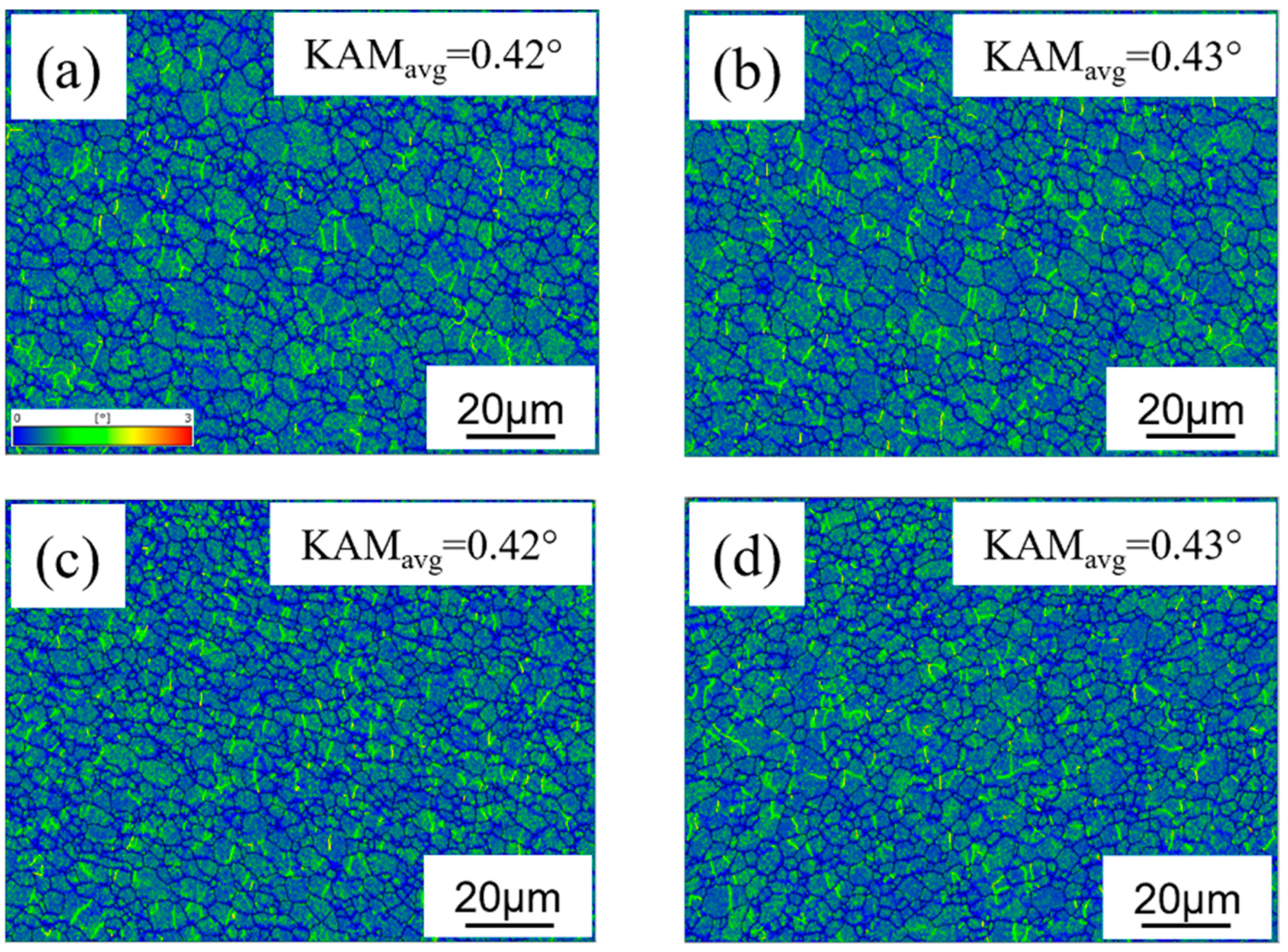
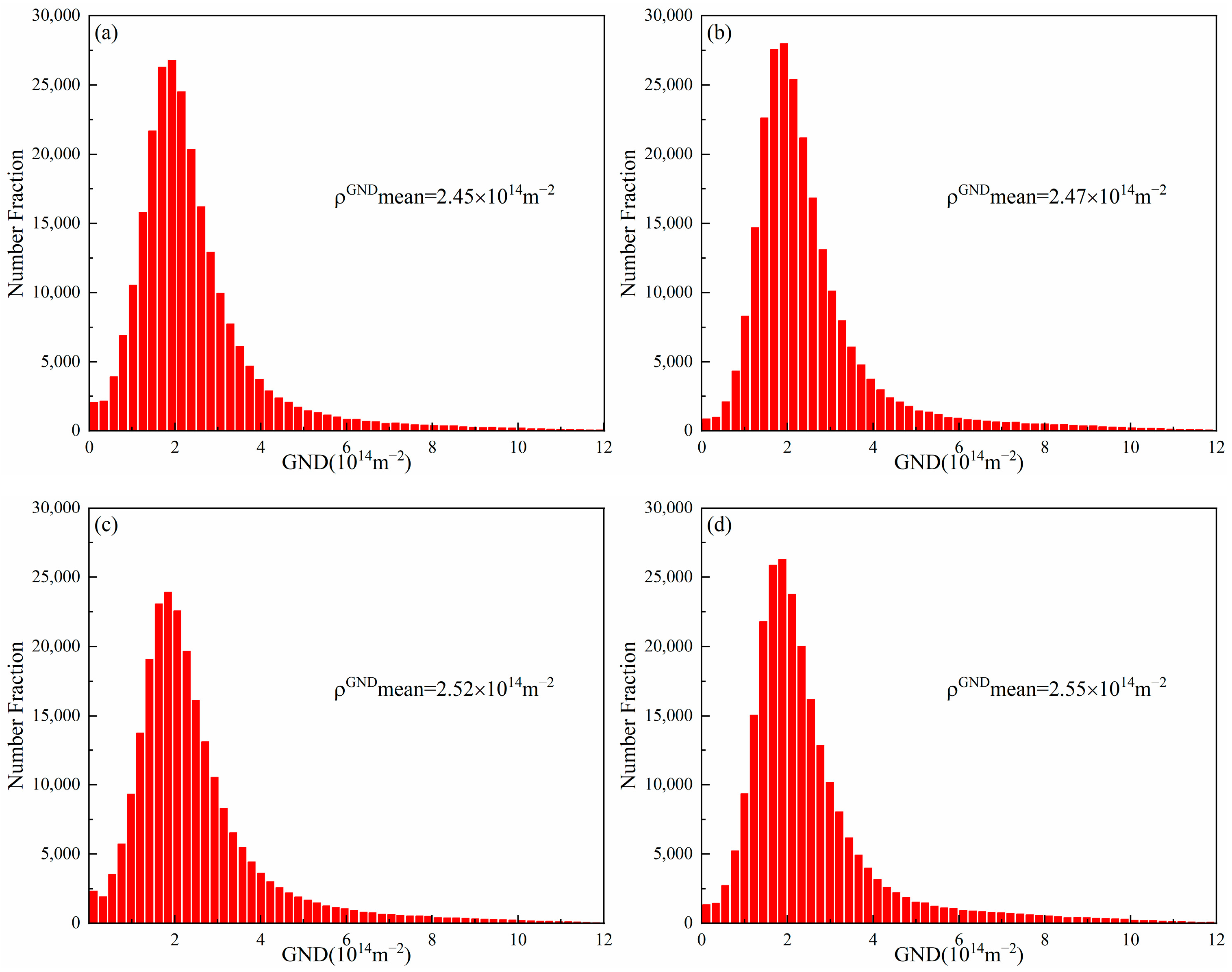
3.2. Geometrically Necessary Dislocations
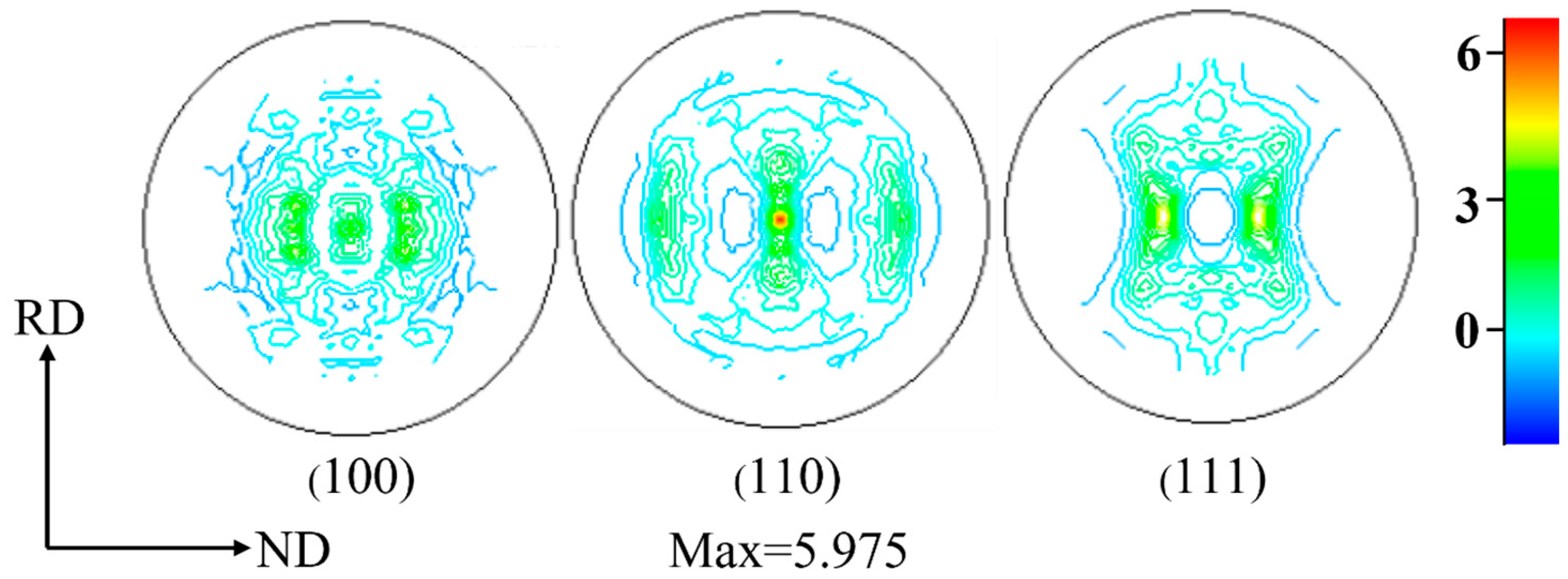
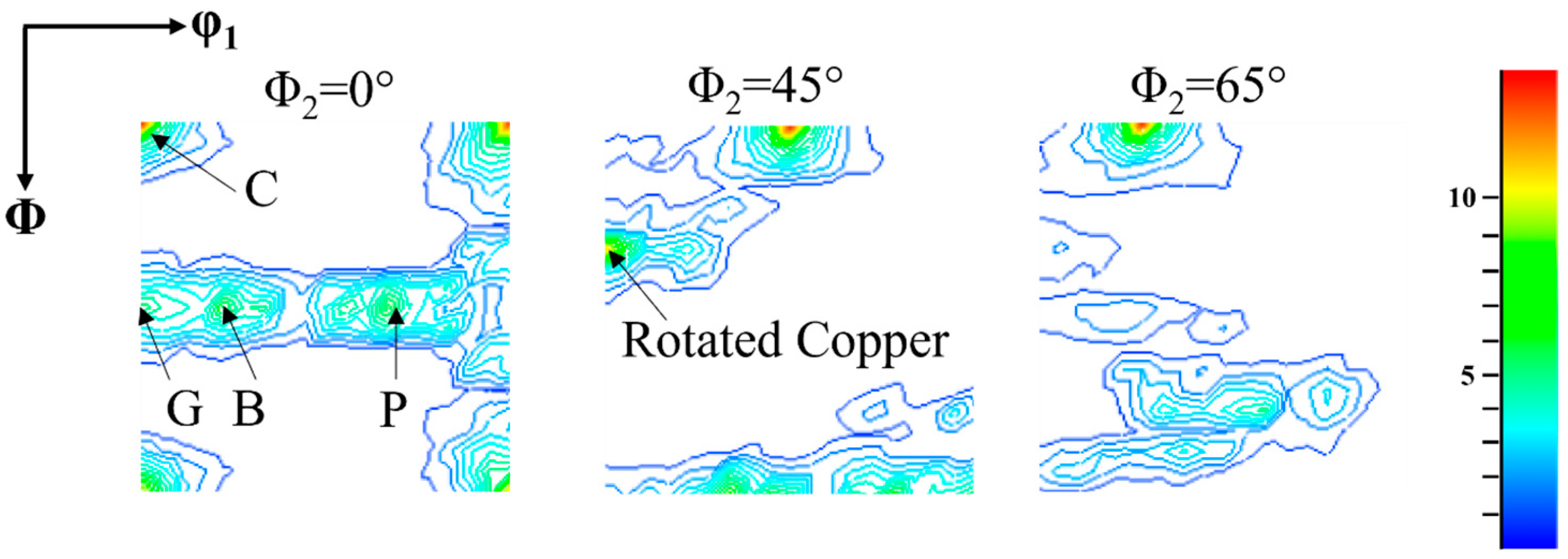
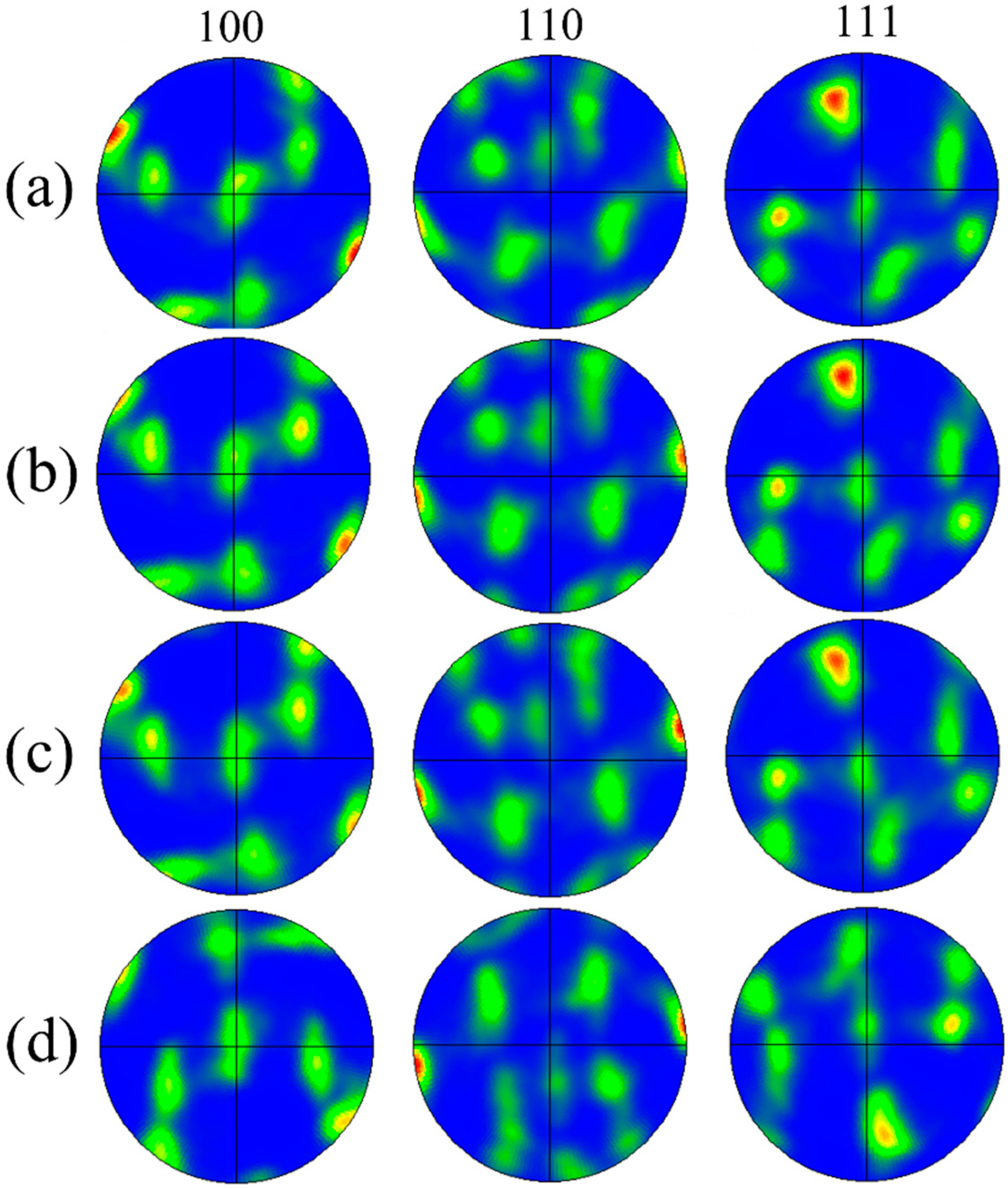
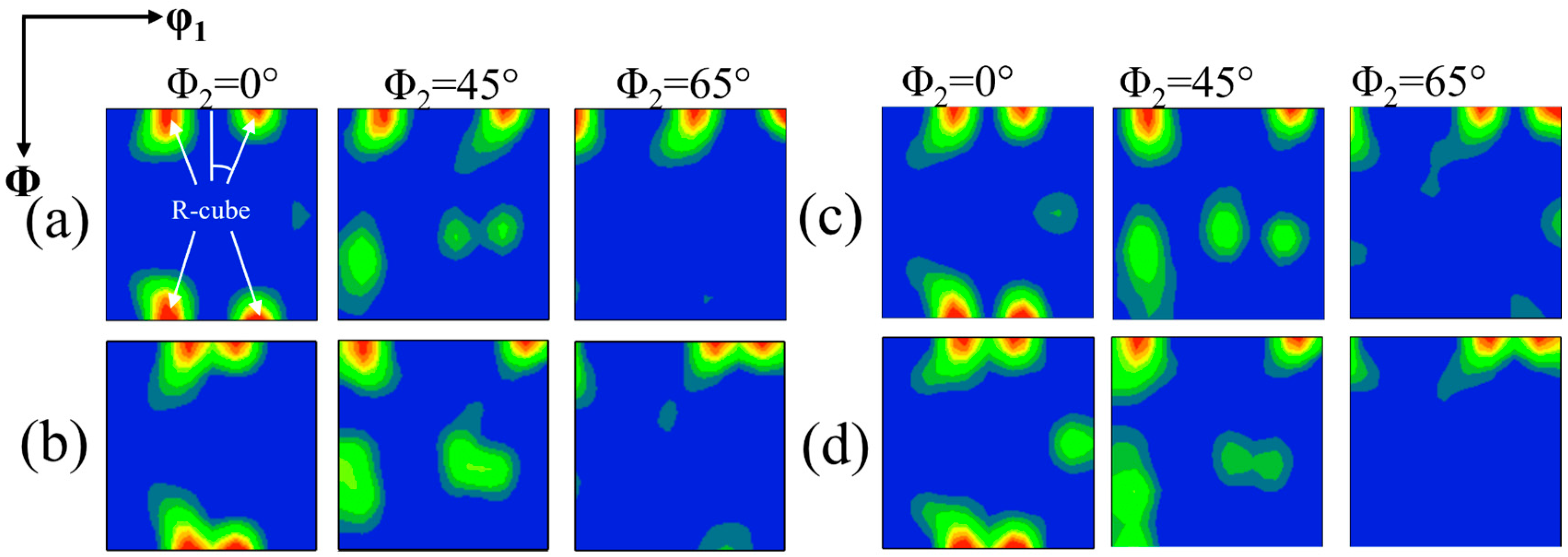
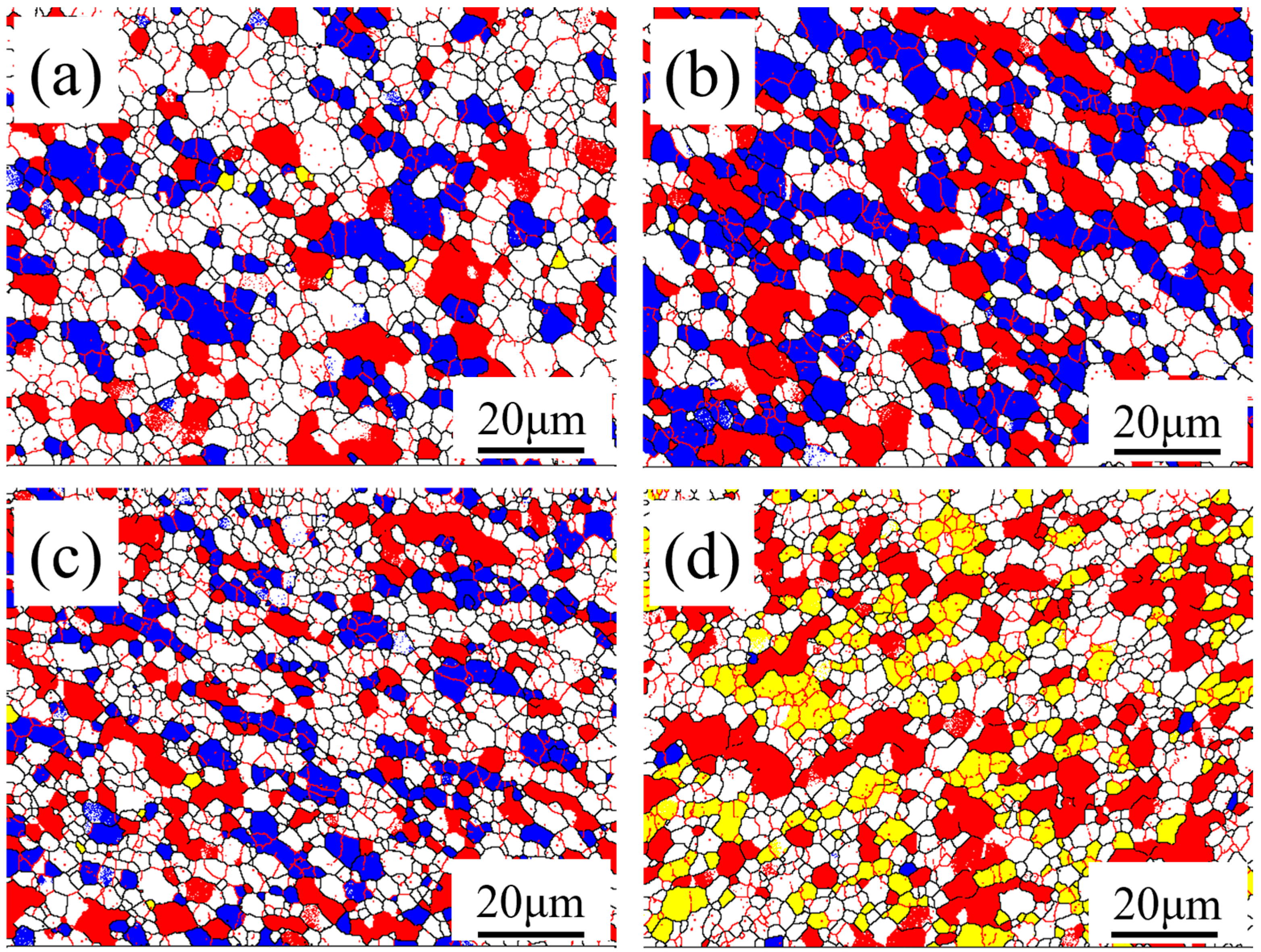
3.3. Texture
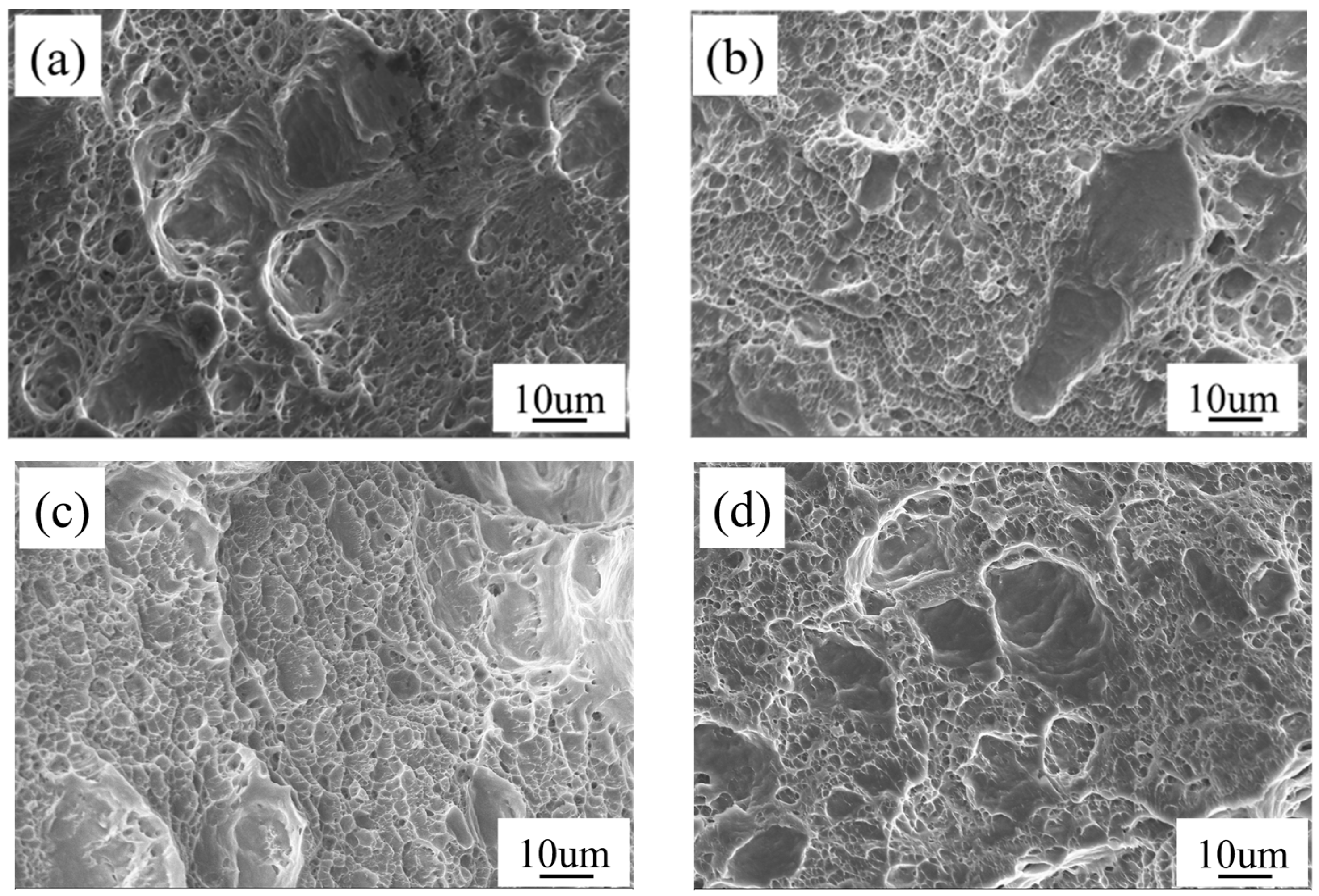
3.4. Mechanical Property
4. Conclusions
- (1)
- During the FSW welding process, the organisation in the HZ underwent thermomechanical coupling, dynamic recrystallisation occurred, fine equiaxed crystals formed and large angular grain boundaries accounted for more than 75% of all the grains. At a welding speed of 125 mm/min, the average grain size is the smallest, 2.945 μm. With an increase in welding speed, the GND density increases;
- (2)
- When the welding speed is between 75 mm/min and 150 mm/min, the main textures in the NZ are (111)(10) and (111)() shear textures, (001)(110) recrystallisation texture, and (110) silk texture. As the welding speed decreases, the (111)(10) texture will first increase and then decrease;
- (3)
- As the welding speed increases, the tensile strength and elongation of Al-Mg-Si-Cu alloy welded joints show a pattern of increasing and then decreasing. The joint performance is optimal at 125 mm/min, with a tensile strength and elongation of 200.7 MPa and 12.7%, respectively. Fracture of the Al-Mg-Si-Cu alloy joints occurs in the form of ductile fractures.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, X. Study on Large Strain Rolling and Mechanical Behavior of AlMgSiCu Alloy; Guangxi University of Science and Technology: Liuzhou, China, 2017. [Google Scholar]
- Sun, J.; Zhu, H.; Yu, H.; Guan, P.; Sun, L. Relationship Between Microstructure Defects and Process Parameters of Aluminum Alloy Friction Stir Welded Joint. Hot Work Technol. 2018, 47, 45–47, 52. [Google Scholar]
- Zhang, L.; Lin, N.; Zou, J.; Xie, R. Research Status on Friction Stir Welding of Aluminum Alloy. Hot Work Technol. 2020, 49, 1–6. [Google Scholar]
- Yi, T.; Liu, S.D.; Fang, C.; Jiang, G.D. Role of oxides in the formation of hole defects in friction stir welded joint of 2519-T87 aluminum alloy. J. Cent. South Univ. 2022, 29, 3836–3846. [Google Scholar] [CrossRef]
- Ming, W.; Sun, P.; Zhang, Z.; Qiu, W.; Du, J.; Li, X.; Guo, X. A systematic review of machine learning methods applied to fuel cells in performance evaluation, durability prediction, and application monitoring. Int. J. Hydrog. Energy 2023, 48, 5197–5228. [Google Scholar] [CrossRef]
- Jing, H.; Feng, Q.; Xu, L.; Zhao, L.; Han, Y. Microstructure and Mechanical Properties of Friction Stir Welds on 6063-T6 Aluminum Alloy. J. Mech. Eng. 2020, 56, 13–19. [Google Scholar]
- Jin, Y.; Huo, R.; Li, C.; Wang, X. Influence of rotational speed on fracture characteristics of 7055 aluminum alloy friction stir welded joints. Trans. China Weld. Inst. 2017, 38, 10–13, 18. [Google Scholar]
- Dong, P.; Li, H.; Sun, D.; Gong, W.; Liu, J. Effects of welding speed on the microstructure and hardness in friction stir welding joints of 6005A-T6 aluminum alloy. Mater. Des. 2013, 45, 524–531. [Google Scholar] [CrossRef]
- Ding, T.; Yan, H.G.; Chen, J.H.; Xia, W.J.; Bin, S.U. Effect of welding speed on microstructure and mechanical properties of Al−Mg−Mn−Zr−Tialloy sheet during friction stir welding. Trans. Nonferrous Met. Soc. China 2021, 31, 3626–3642. [Google Scholar] [CrossRef]
- Yuan, G.C.; Liang, C.L.; Liu, H.; Yuan, Q. Crystal orientation in nugget zone of friction stir welded 5083 aluminum alloy plates. Trans. Nonferrous Met. Soc. China 2014, 35, 79–82. [Google Scholar]
- Zhang, L.; Wang, X.; Wei, X.; Liu, X.; Chai, T. Effect of rotation speed on texture type in friction stir welding joint for 6082-T6 aluminum alloy. Trans. Nonferrous Met. Soc. China 2019, 40, 128–132. [Google Scholar]
- Shi, L.; Dai, X.; Tian, C.; Wu, C. Microstructure and mechanical properties of 2195-T6 Al-Li alloy joint prepared by friction stir welding. Trans. Nonferrous Met. Soc. China 2022, 43, 25–34. [Google Scholar]
- Liu, H.; Hu, Y.; Dou, C.; Sekulic, D.P. An effect of the rotation speed on microstructure and mechanical properties of the friction stir welded 2060-T8 Al-Li alloy. Mater. Charact. 2017, 123, 9–19. [Google Scholar] [CrossRef]
- Yang, H.; Zhao, H.; Xu, X.; Sun, G.; Zhou, L.; Zhao, H.; Liu, H. Microstructure and Properties of 2A14-T4 Aluminum Alloy T Joint by SSFSW. Mater. Rep. 2021, 35, 20045–20051. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 333–378. [Google Scholar] [CrossRef]
- Li, Y.; Yan, H.; Chen, J.; Xia, W.; Su, B.; Ding, T.; Li, X. Influences of welding speed on microstructure and mechanical properties of friction stir welded Al–Mg alloy with high Mg content. Mater. Res. Express 2020, 7, 76506. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Li, L.; Zhang, P.; Yi, L.; Wu, S.; Zhou, Q. Effect of Welding Speed on Properties of Friction Stir Welded Joint of Aluminum Alloy. J. Hunan Univ. Nat. Sci. 2021, 48, 120–128. [Google Scholar]
- Cha, J.W.; Jin, S.; Park, S.H. Influence of Ca addition on microstructural characteristics and mechanical properties of Mg–5Bi–3Al alloy extruded at extremely high speed. Mater. Sci. Eng. A 2023, 862, 144490. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Srivastava, V.C.; Schneider, A.; Uhlenwinkel, V.; Ojha, S.N.; Bauckhage, K. Age-hardening characteristics of Cu–2.4 Ni–0.6 Si alloy produced by the spray forming process. J. Mater. Process. Technol. 2004, 147, 174–180. [Google Scholar] [CrossRef]
- Kubin, L.P.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Wang, D.; He, X.; Wang, W.; Zhang, H.; Dong, P.; Sun, L. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Xie, S.; Sun, Y.; He, J.; Zhu, J.; Fang, D. Effect of cryogenic rolling on microstructure and mechanical properties of 2524 aluminum alloy. Trans. Mater. Heat Treat. 2022, 43, 58–65. [Google Scholar]
- Ql, J.; Gong, Z.; Kang, K.; Jin, Z. Effect of Rolling Processes on Texture Evolution in High-strength 7150 Aluminum Alloy Plate. Shanghai Met. 2019, 41, 59–65. [Google Scholar]
- Haase, C.; Barrales-Mora, L.A. Influence of deformation and annealing twinning on the microstructure and texture evolution of face-centered cubic high-entropy alloys. Acta Mater. 2018, 150, 88–103. [Google Scholar] [CrossRef] [Green Version]
- Nezakat, M.; Akhiani, H.; Sabet, S.M.; Szpunar, J. Electron backscatter and X-ray diffraction studies on the deformation and annealing textures of austenitic stainless steel 310S. Mater. Charact. 2017, 123, 115–127. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Effect of stacking fault energy on deformation texture development of nanostructured materials produced by the ARB process. Mater. Sci. Eng. A 2014, 598, 263–276. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, Q.; Tian, Q. Mechanical Properties and Texture Evolution Characteristics of 5052 Al Alloy under Large Deformation. Hot Work. Technol. 2022, 51, 74–78. [Google Scholar]
- Engler, O.; Hirsch, J. Control of recrystallisation texture and texture-related properties in industrial production of aluminium sheet. Int. J. Mater. Res. 2009, 100, 564–575. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M. Microstructure and texture development of 7075 alloy during homogenisation. Philos. Mag. 2018, 98, 1470–1490. [Google Scholar] [CrossRef]
- Ghosh, A.; Roy, A.; Ghosh, A.; Ghosh, M. Influence of temperature on microstructure, crystallographic texture and mechanical properties of EN AW 6016 alloy during plane strain compression. Mater. Today Commun. 2021, 26, 101808. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M.; Seikh, A.H.; Alharthi, N.H. Phase transformation and dispersoid evolution for Al-Zn-Mg-Cu alloy containing Sn during homogenisation. J. Mater. Res. Technol. 2020, 9, 1–12. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M.; Kalsar, R. Influence of homogenisation time on evolution of eutectic phases, dispersoid behaviour and crystallographic texture for Al–Zn–Mg–Cu–Ag alloy. J. Alloys Compd. 2019, 802, 276–289. [Google Scholar] [CrossRef]
- Madhavan, R.; Ray, R.K.; Suwas, S. Texture transition in cold-rolled nickel–40 wt.% cobalt alloy. Acta Mater. 2014, 74, 151–164. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Liu, Q. Quantitative analysis of grain structure and texture evolution of dissimilar AA2024/7075 joints manufactured by friction stir welding. Mater. Today Commun. 2021, 26, 101920. [Google Scholar] [CrossRef]
- Mao, W.M. Crystallographic Texture and Anisotropy of Metallic Materials; Science Press China: Beijing, China, 2002. [Google Scholar]
- Zhang, L.; Wang, X.; Liu, X. Effect of Dynamic Recrystallization Mode on Texture Type for the Friction-Stir-Welded 6082-T6 Aluminum Alloy. Mater. Rep. 2019, 33, 665–669. [Google Scholar]
- Zhang, L. Microstructure Evolution of 6082-T6 Aluminum Alloy in Friction Stir Welding Process and Its Influence on Mechanical Properties of Welded Joints; Lanzhou University of Technology: Lanzhou, China, 2018. [Google Scholar]
- Fonda, R.W.; Bingert, J.F. Texture variations in an aluminum friction stir weld. Scr. Mater. 2007, 57, 1052–1055. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotational Speed/r·min−1 | Welding Speed/mm·min−1 |
|---|---|
| 750 | 75 |
| 750 | 100 |
| 750 | 125 |
| 750 | 150 |
| Colour Code | Orientation (h k l)(u v w) | 75 mm/min | 100 mm/min | 125 mm/min | 150 mm/min |
|---|---|---|---|---|---|
 | (0 0 1)(1 1 0) | 16.9 | 26.6 | 20.6 | 26.9 |
 | (1 1 1)(10) | 18.1 | 31.1 | 19.2 |  |
 | (1 1 1)(0) | | | | 22.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Z.; Sun, Y.; Li, W.; He, J.; Luo, G.; Liu, H. Evolution of Microstructures, Texture and Mechanical Properties of Al-Mg-Si-Cu Alloy under Different Welding Speeds during Friction Stir Welding. Metals 2023, 13, 1120. https://doi.org/10.3390/met13061120
Luo Z, Sun Y, Li W, He J, Luo G, Liu H. Evolution of Microstructures, Texture and Mechanical Properties of Al-Mg-Si-Cu Alloy under Different Welding Speeds during Friction Stir Welding. Metals. 2023; 13(6):1120. https://doi.org/10.3390/met13061120
Chicago/Turabian StyleLuo, Zhang, Youping Sun, Wangzhen Li, Jiangmei He, Guojian Luo, and Huashen Liu. 2023. "Evolution of Microstructures, Texture and Mechanical Properties of Al-Mg-Si-Cu Alloy under Different Welding Speeds during Friction Stir Welding" Metals 13, no. 6: 1120. https://doi.org/10.3390/met13061120