
Study of Heat Transfer Strategy of Metal Heating/Conduction Plates for Energy Efficiency of Large-Sized Automotive Glass Molding Process

Abstract
:1. Introduction
2. Heat Transfer Model
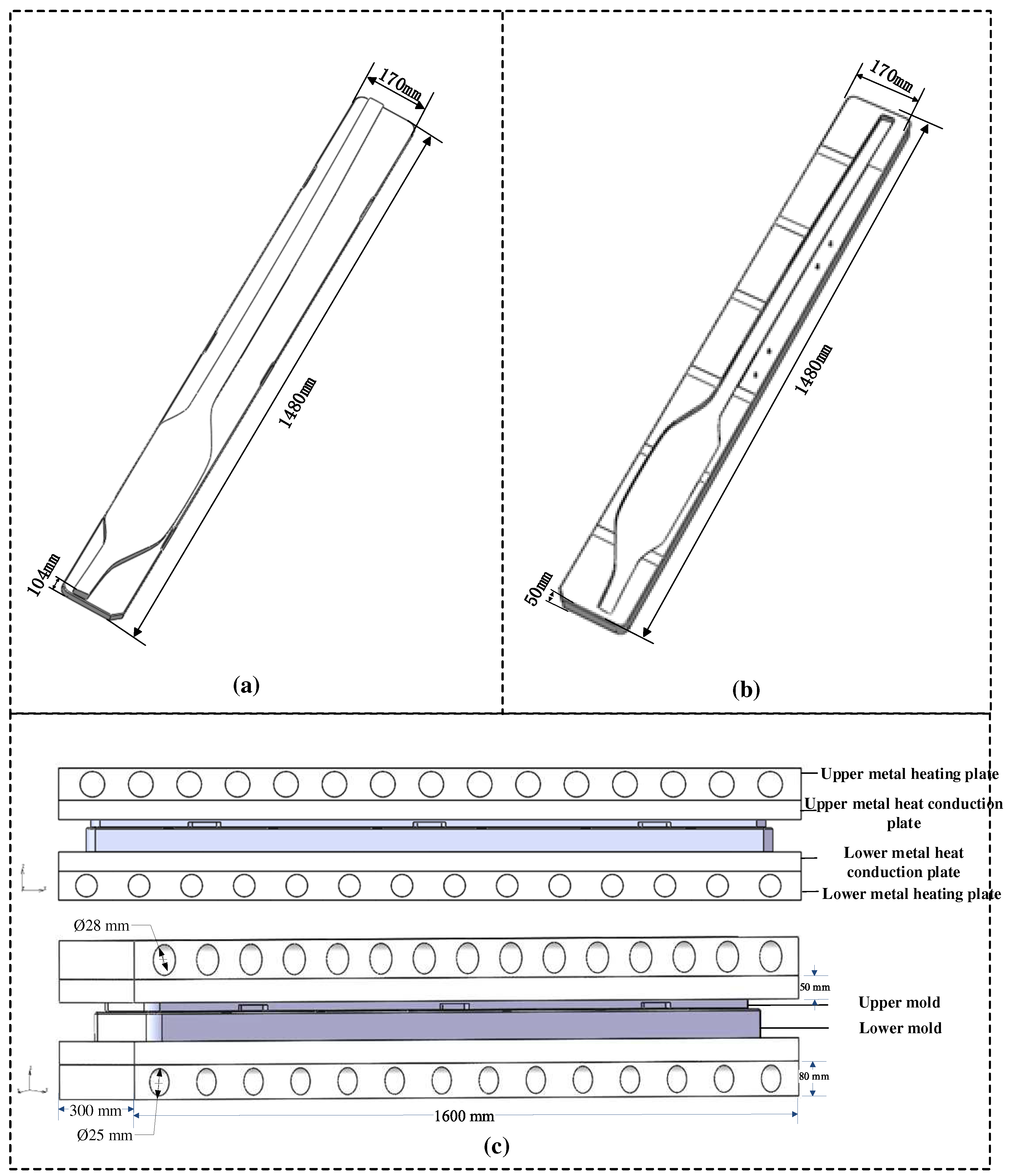
2.1. Heat Conduction Model and Its Initial Parameters
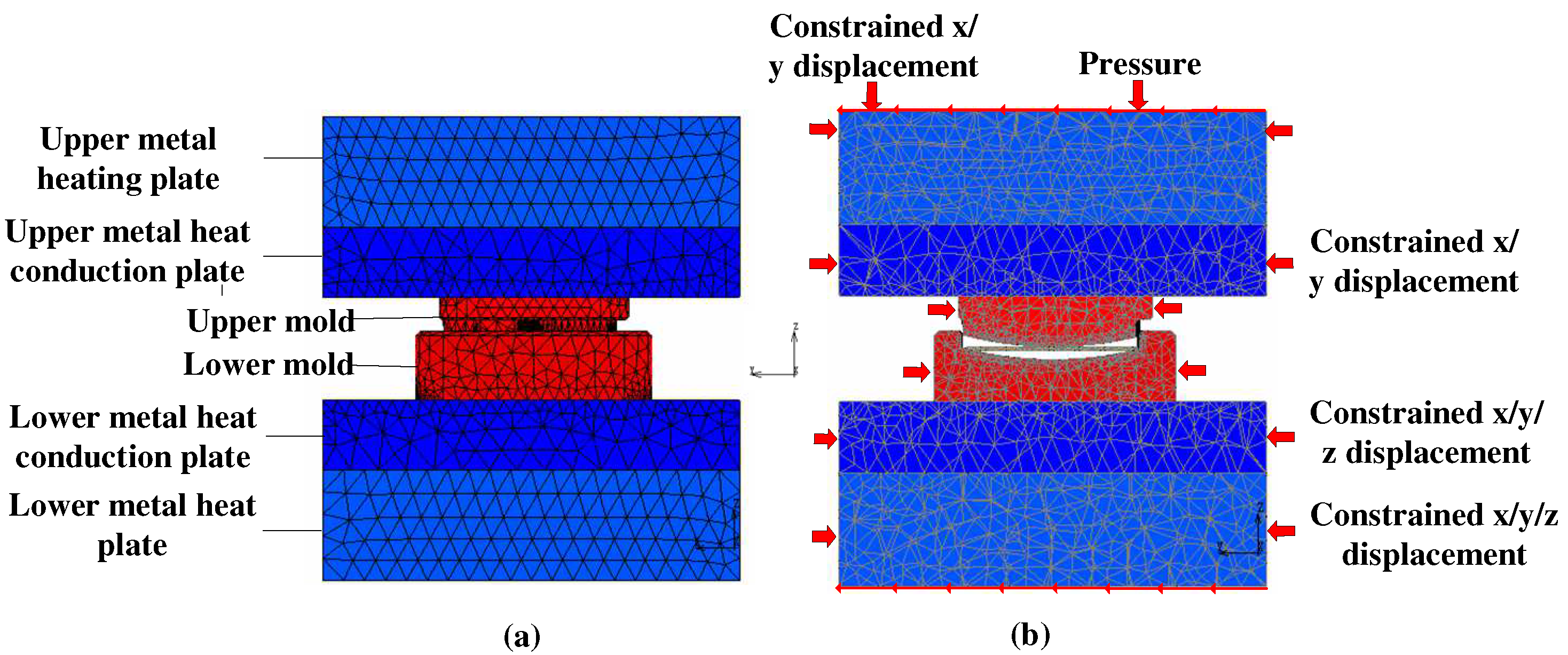
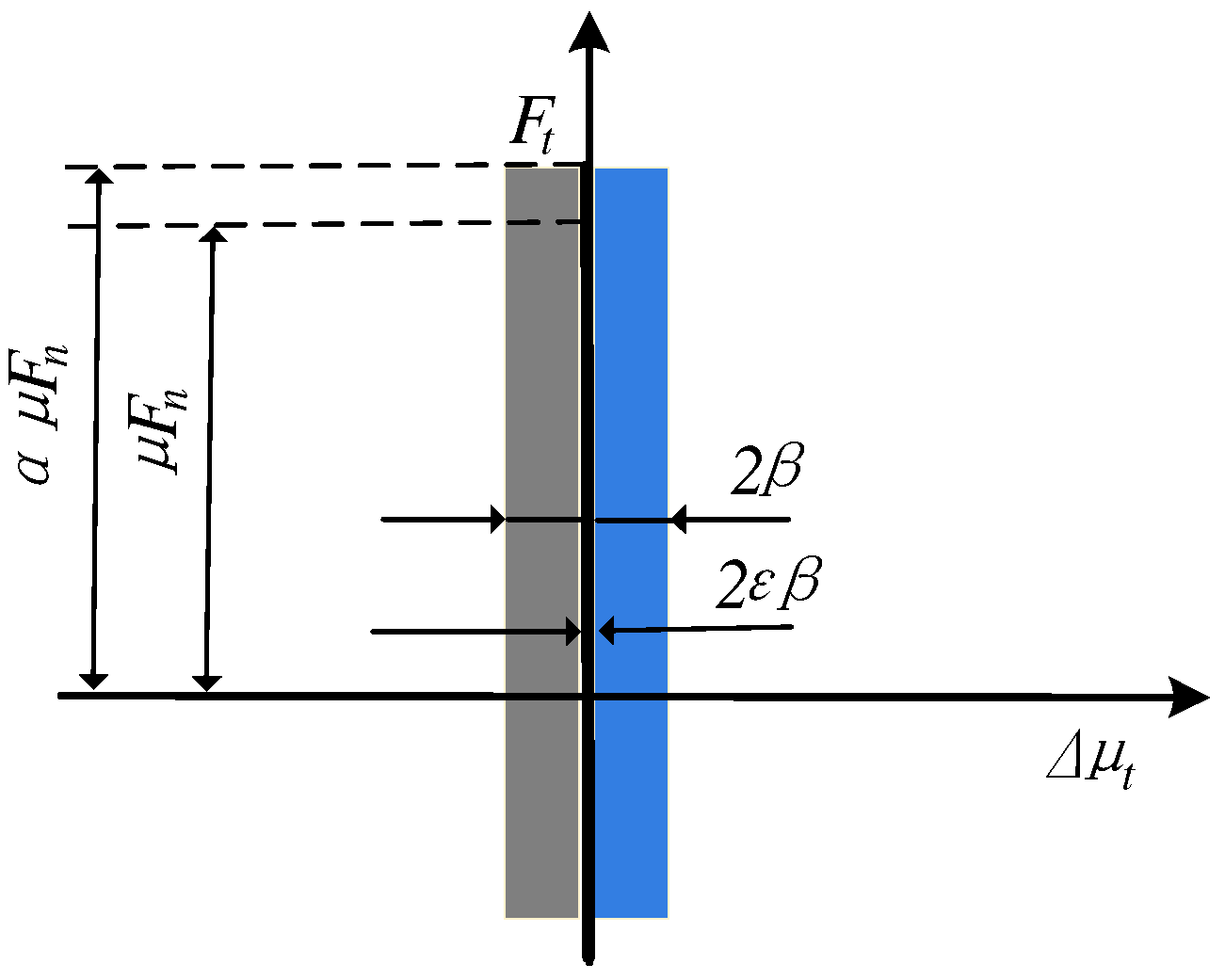
2.2. Boundary Conditions
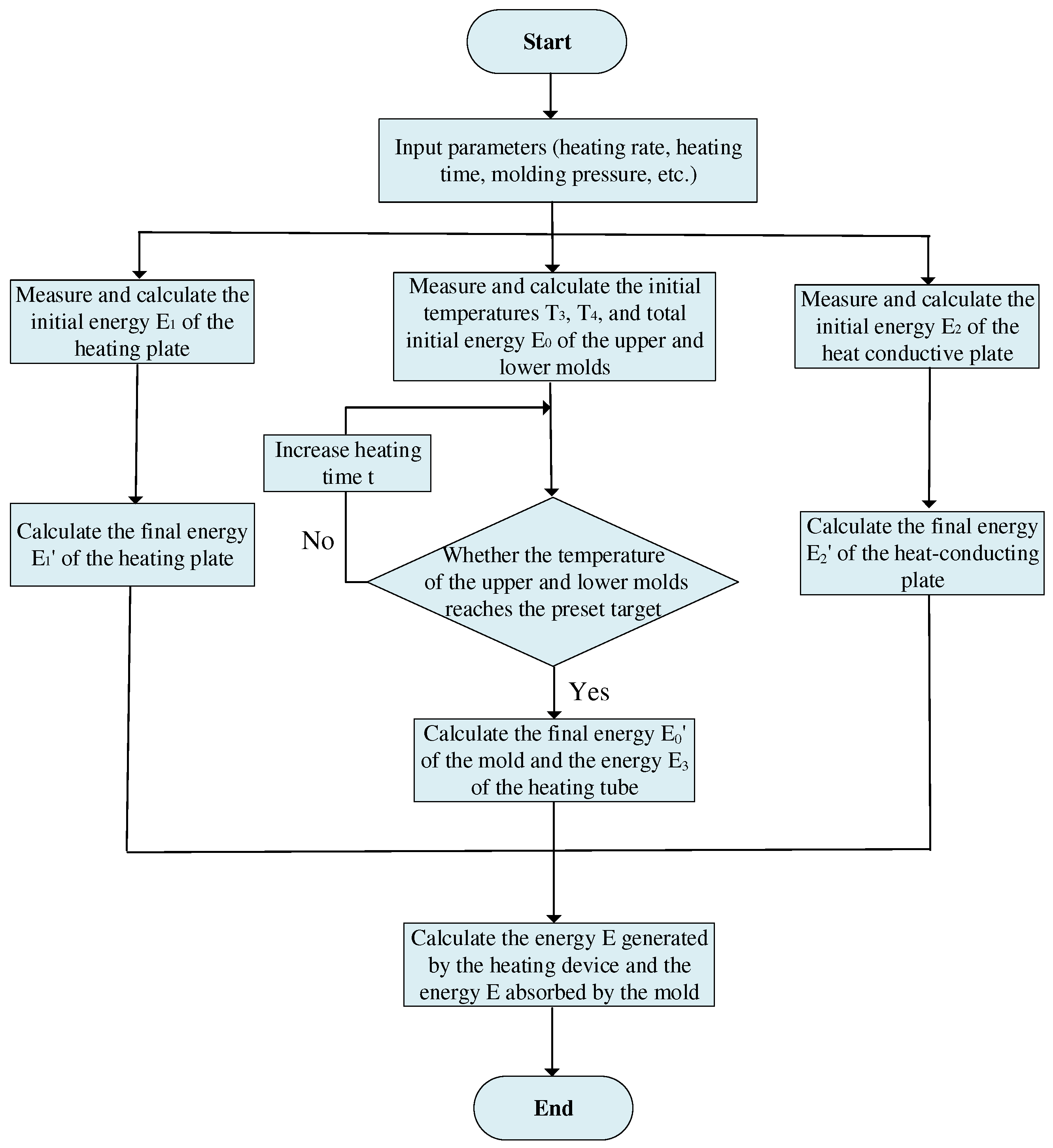
2.3. Calculation of Production Energy Consumption
3. Results and Analysis
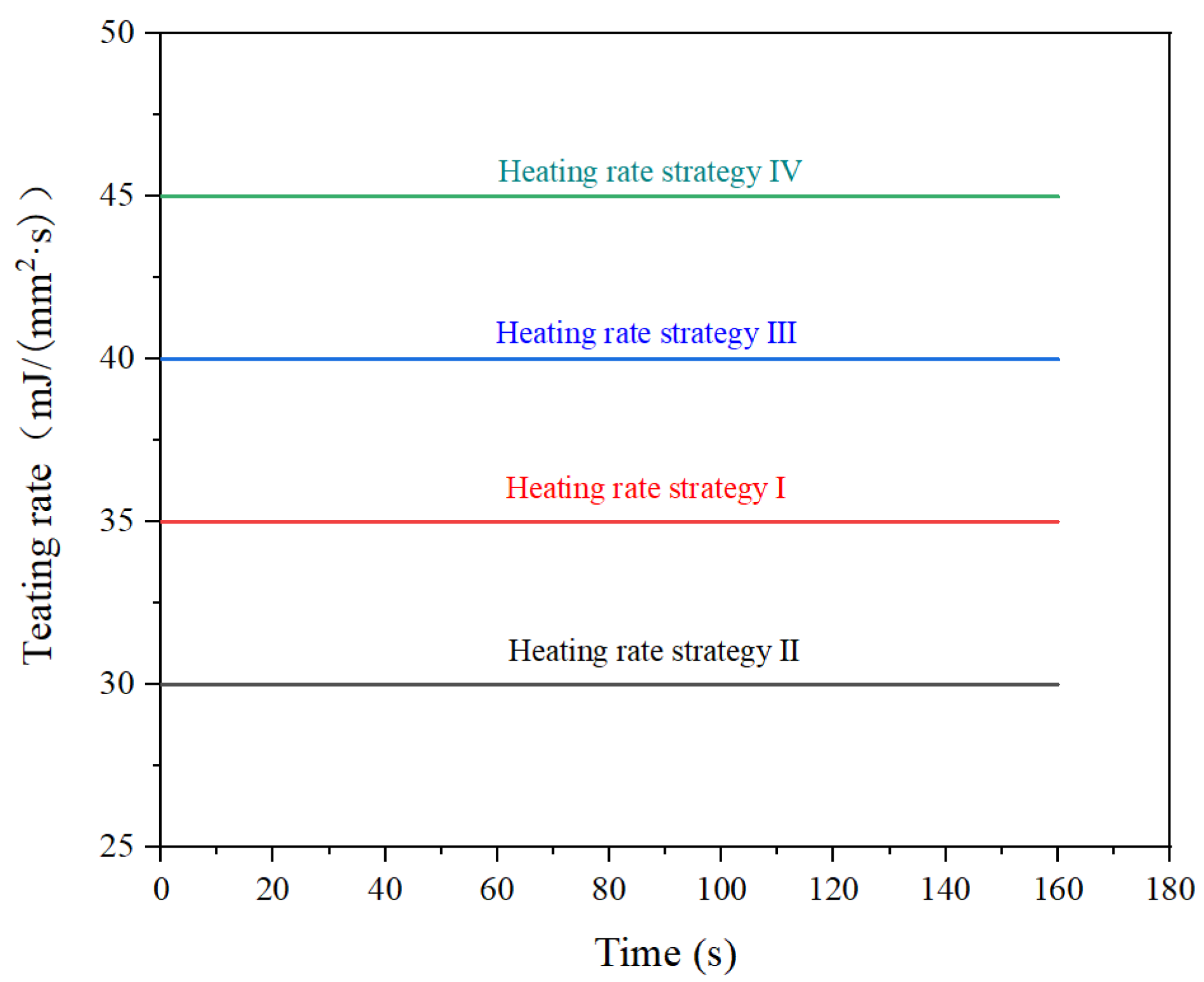
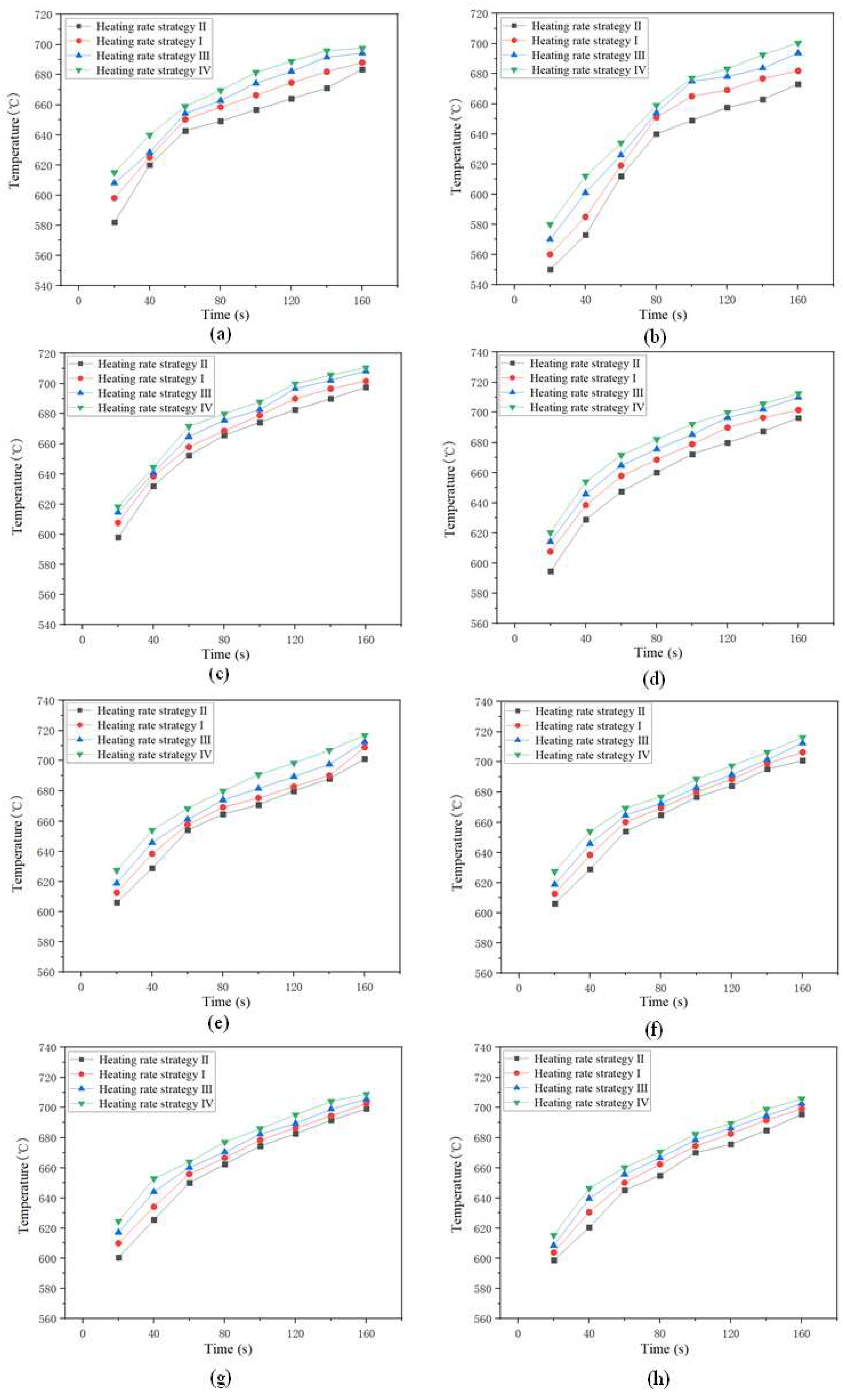
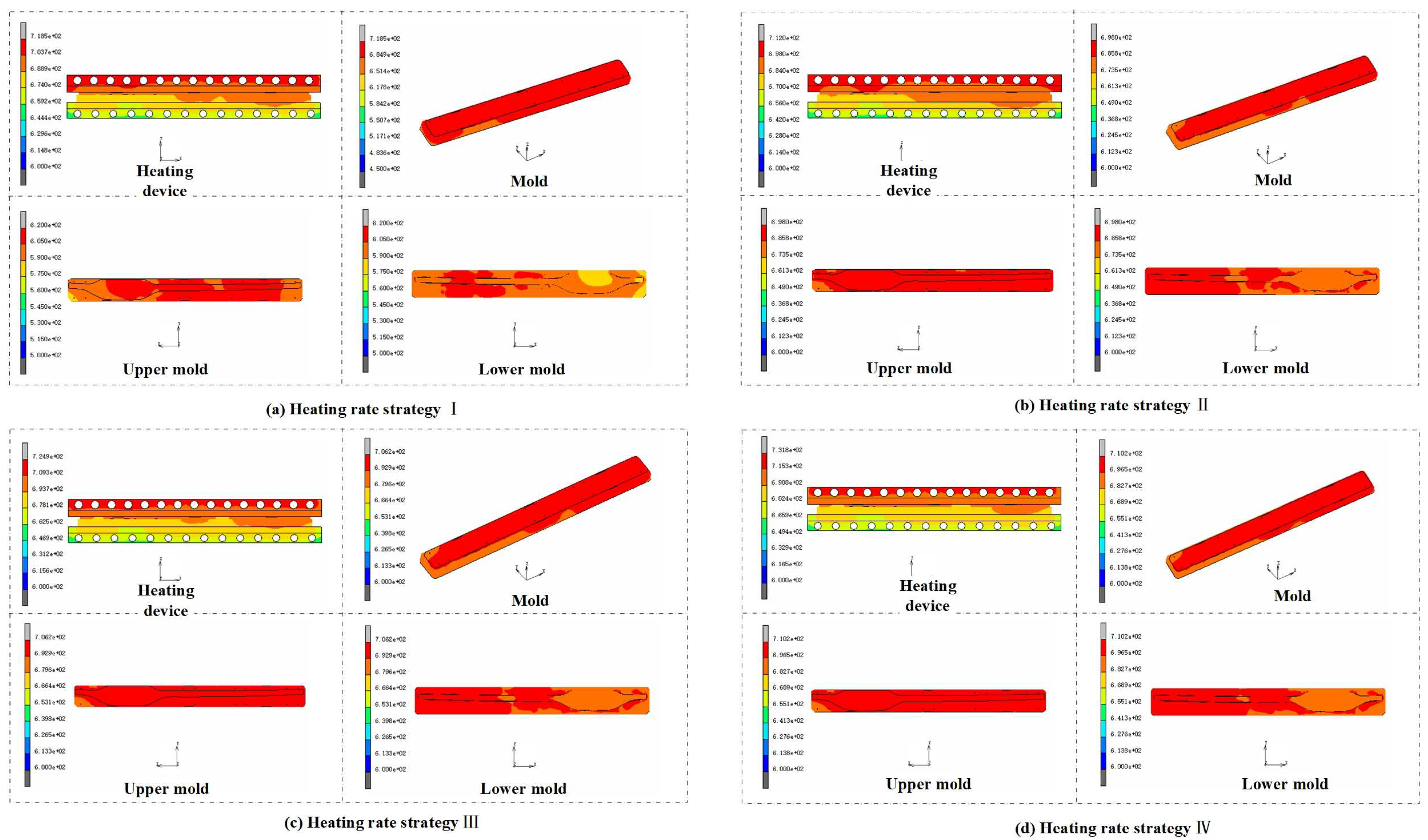
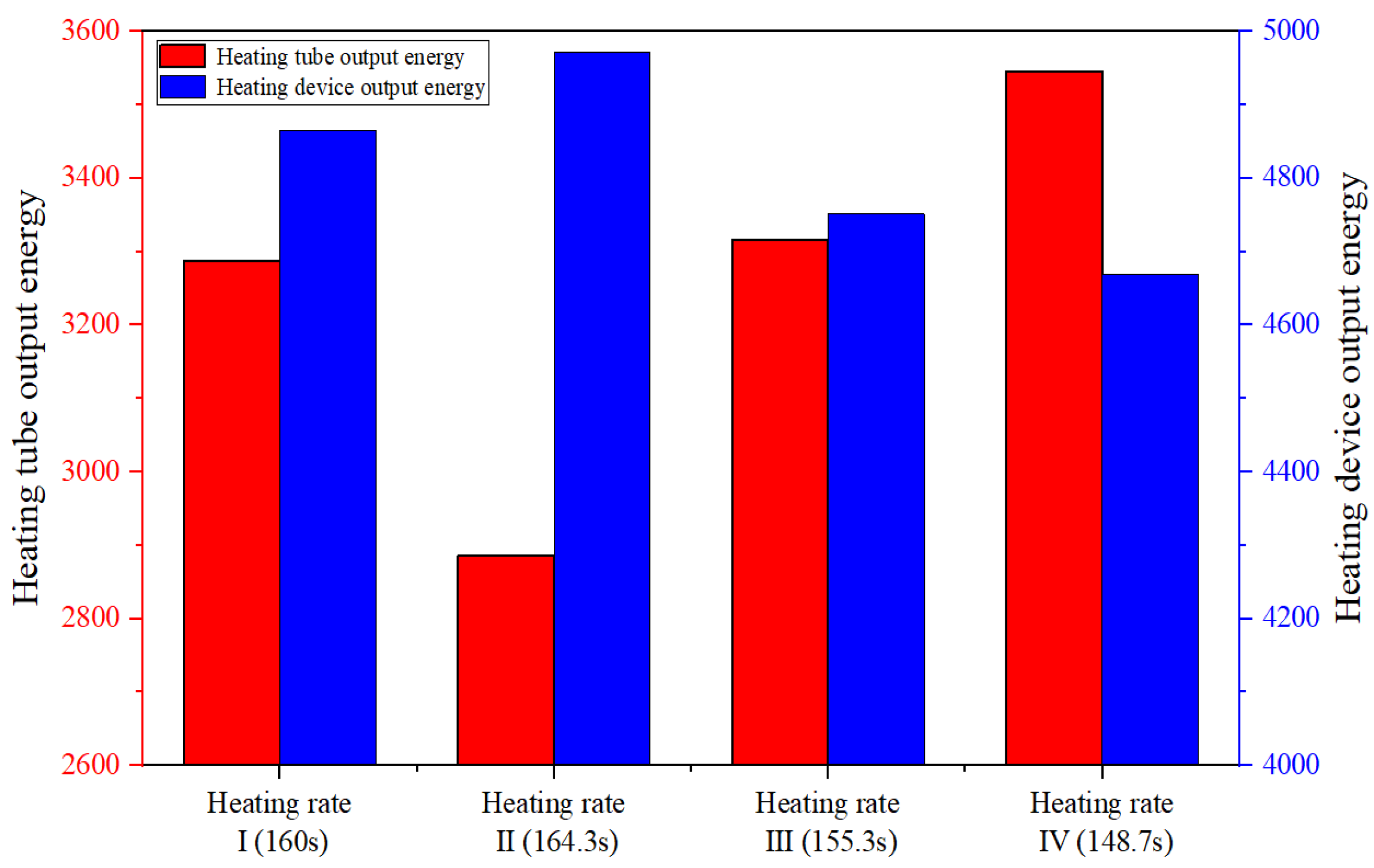
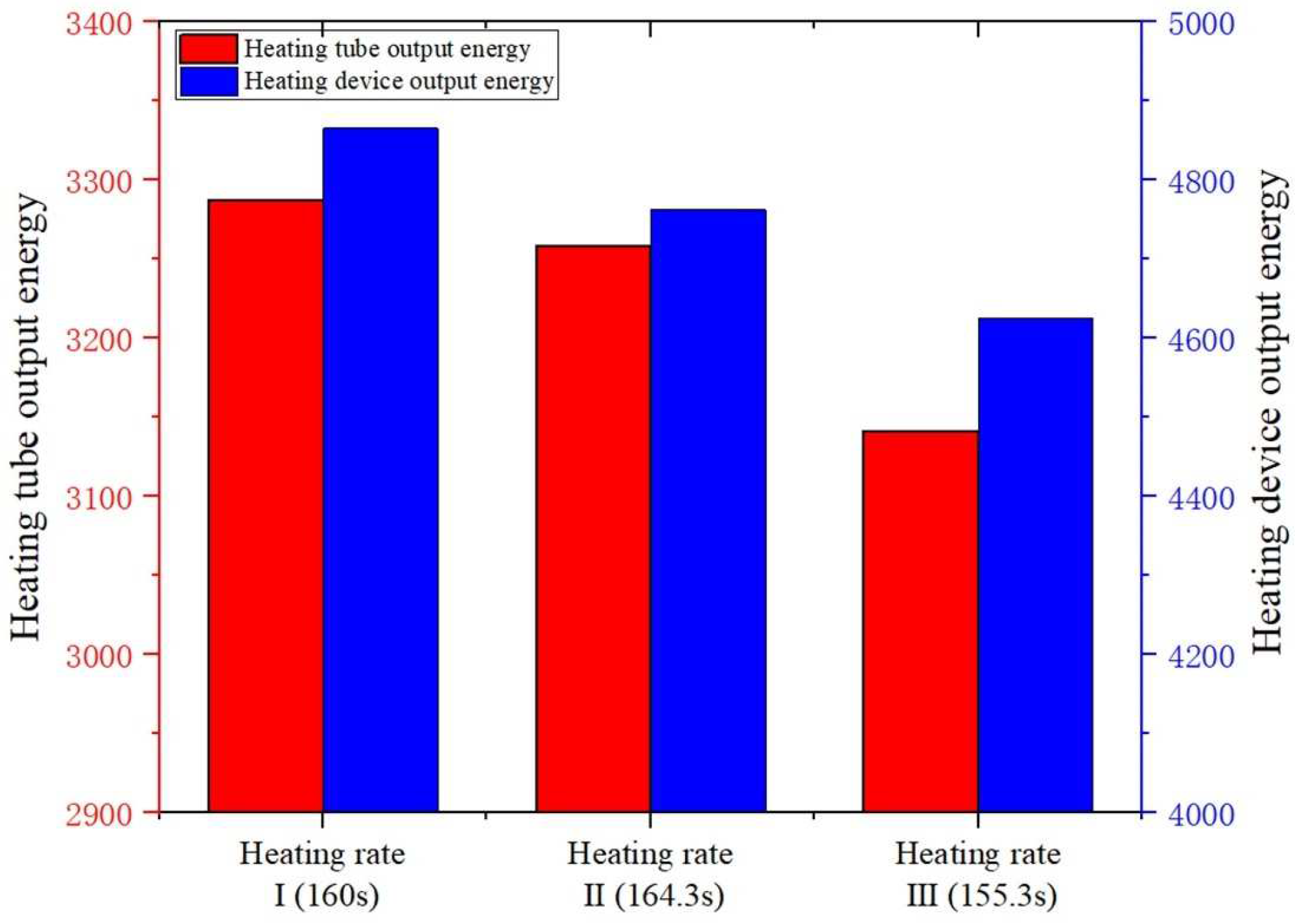
3.1. Impact of Heating Rate on Energy Efficiency
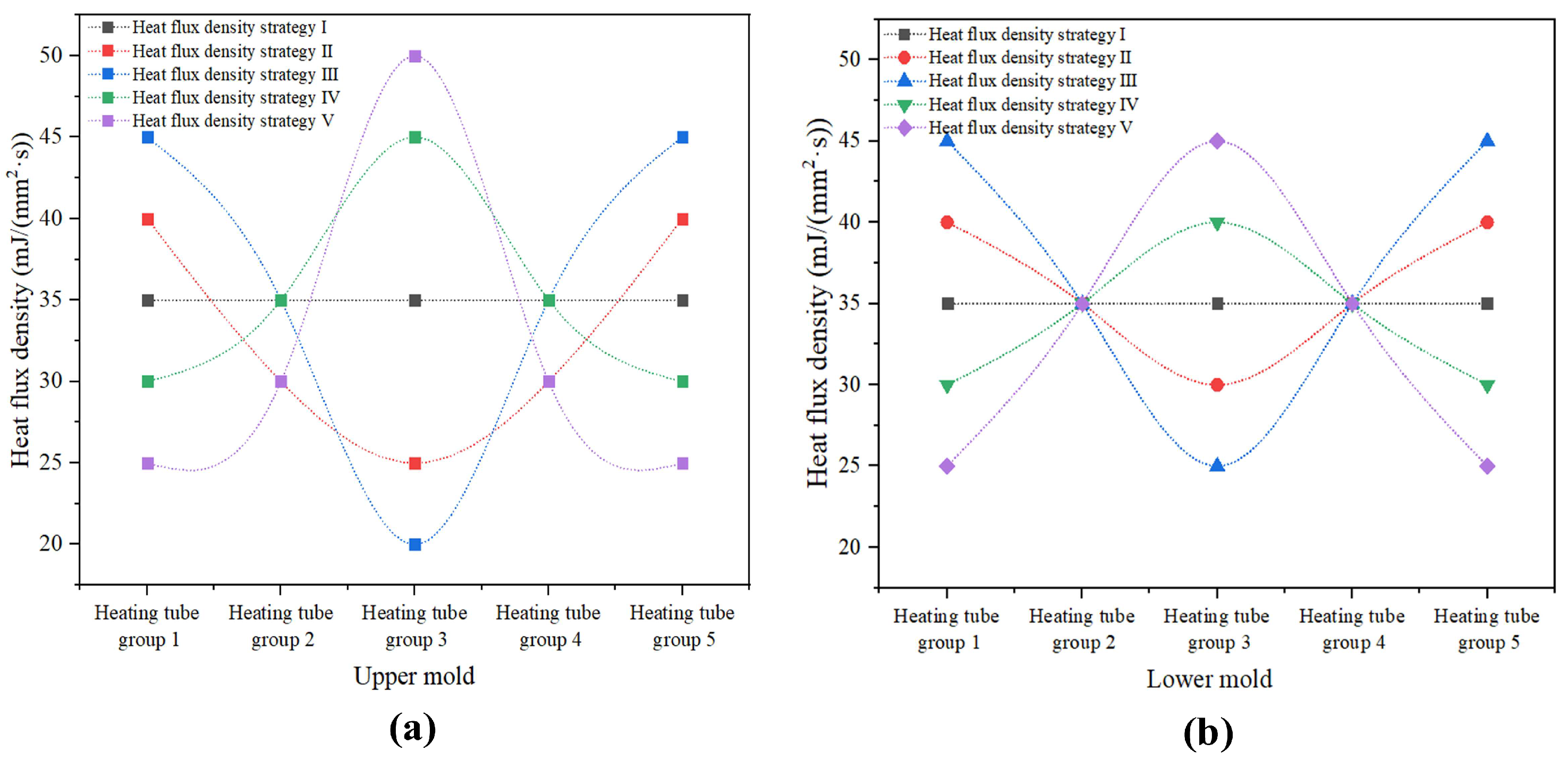
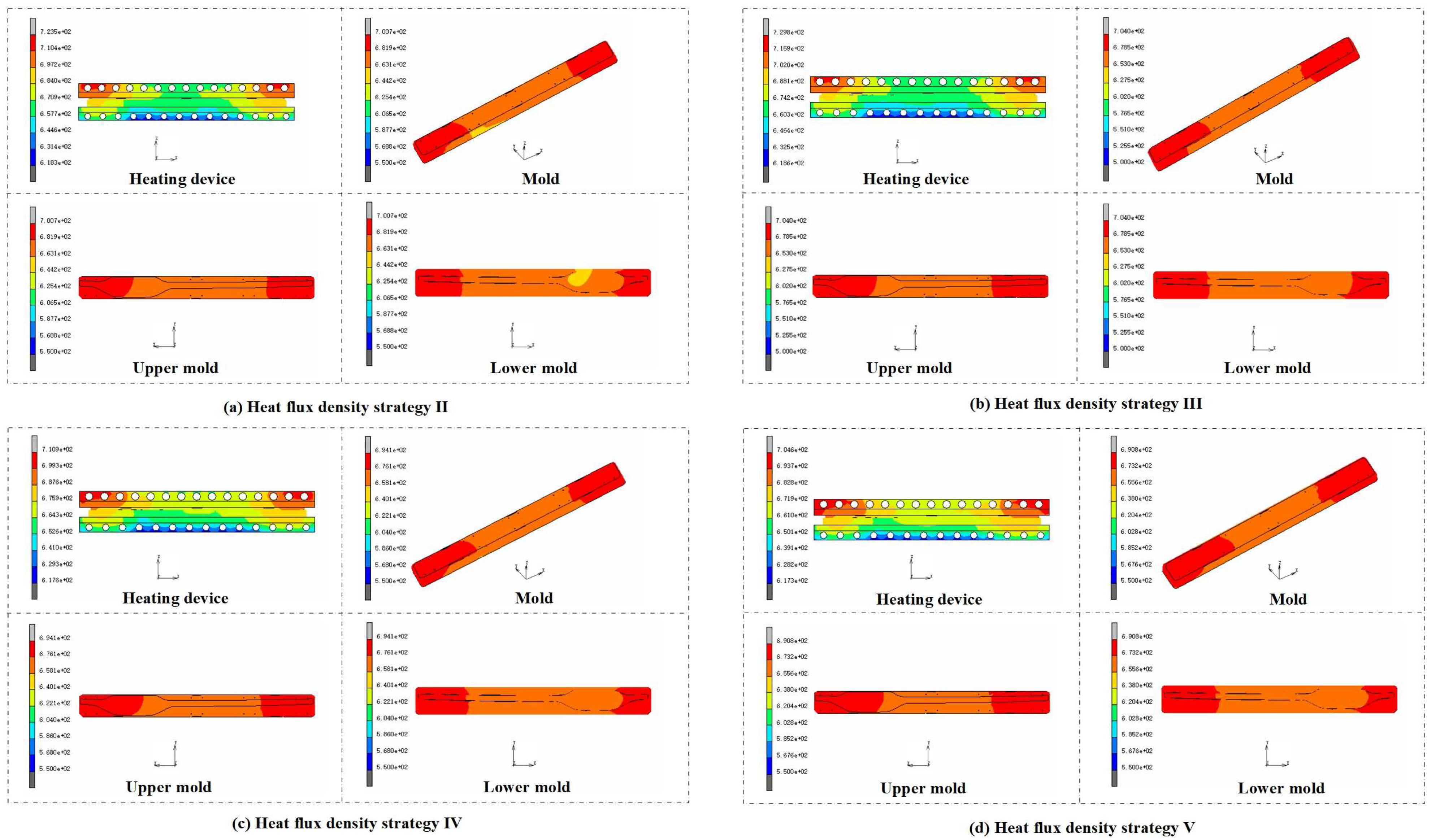
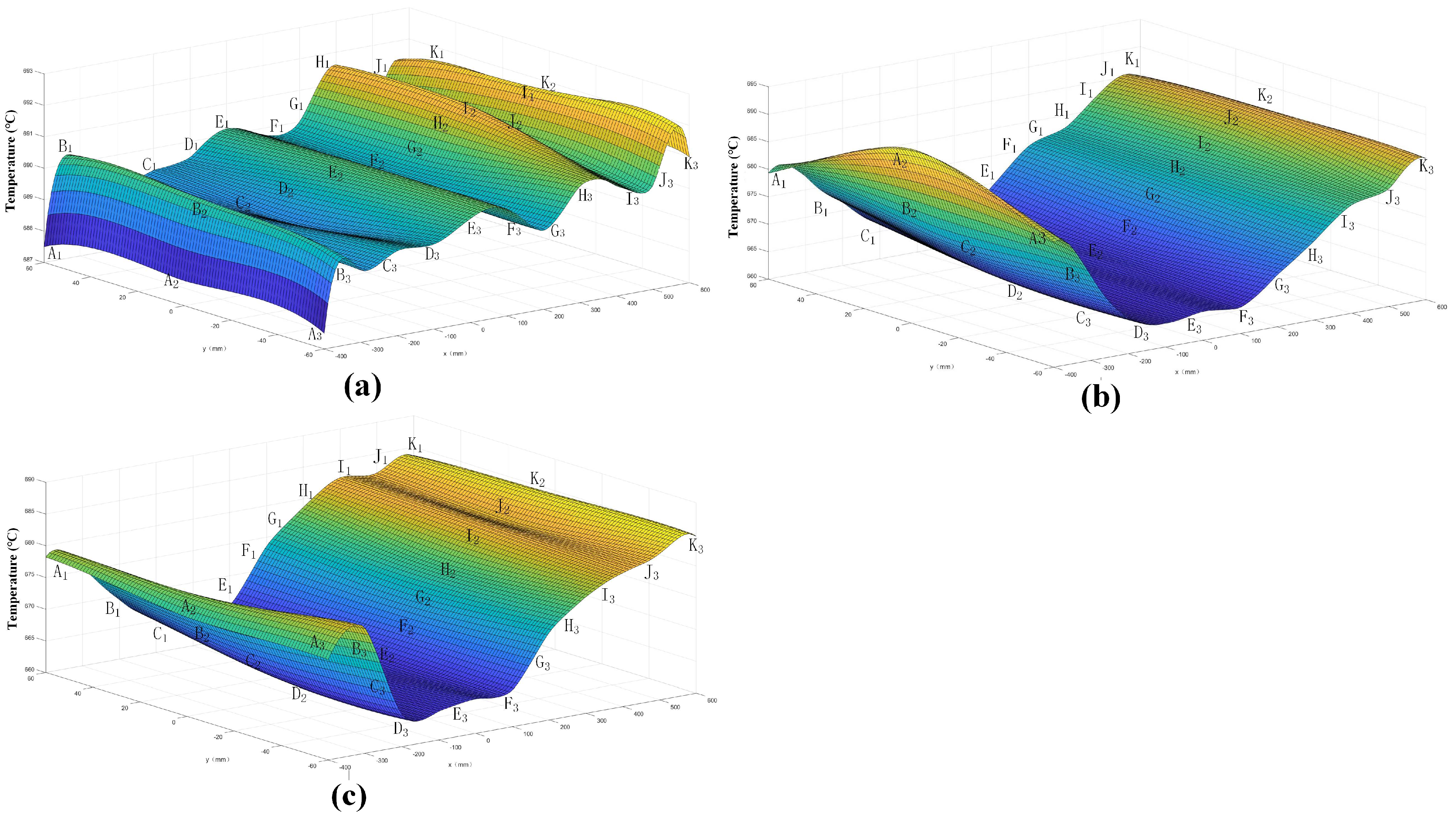
3.2. Impact of Heat Flux Density on Energy Efficacy
4. Discussion
5. Conclusion and Future Work
- (1)
- After systematic theoretical analysis and experimental tests, a heat transfer model of a metal heating plate, a metal heat conductor, and a glass model was developed, which can accurately model the action of heat flow, and thus, predict the temperature changes in the glass mold for large-sized automotive instrument glass.
- (2)
- The analysis of the simulation results shows that different heating rate strategies had an impact on the energy efficiency of the GMP. Under heating rate strategy IV, the output energy of the heating device was lower than that under strategy I by 4.04%, and the heating time was reduced by 7.06%. Therefore, using heating rate strategy IV is the most ideal option.
- (3)
- The analysis of the numerical results shows that different heat flux strategies affected the energy consumption of the heating device. The results show that the heat flow density strategy III effect was the best. The output energy of the heating equipment was reduced by 4.92%, and the heating time was reduced by 6.06%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Akhtar, A.; Ruan, H.H. Review on thin film coatings for precision glass molding. Surf. Interfaces 2022, 30, 101903. [Google Scholar] [CrossRef]
- Yang, W.; Zhang, Z.; Ming, W.Y.; Yin, L.; Zhang, G.J. Study on shape deviation and crack of ultra-thin glass molding process for curved surface. Ceram. Int. 2022, 48, 6767–6779. [Google Scholar] [CrossRef]
- Shu, C.S.; Guo, X.P.; Yin, S.H.; Huang, S.; Mao, Z.Z. Fabrication of curved aspheric compound eye microlens array with high surface quality by precision glass molding. Precis. Eng. 2023, 82, 129–139. [Google Scholar] [CrossRef]
- Yi, A.Y.; Jain, A. Compression Molding of Aspherical Glass Lenses-A Combined Experimental and Numerical Analysis. J. Am. Ceram. Soc. 2005, 88, 579–586. [Google Scholar] [CrossRef]
- He, W.B.; Chen, Z.J.; Ming, W.Y.; Du, J.G.; Cao, Y.; Ma, J.; Wei, A.Y. Multi-objective optimization of glass multi-station bending machining for smartphone curved screen. J. Braz. Soc. Mech. Sci. 2019, 41, 476. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, S.F.; Liu, X.W.; Liu, K.; Yuan, J.; Xie, Z.B.; Sun, P.Y.; Guo, X.D. Survey of Mura Defect Detection in Liquid Crystal Displays Based on Machine Vision. Crystals 2021, 11, 1444. [Google Scholar] [CrossRef]
- Ming, W.Y.; Cao, C.; Zhang, G.J.; Zhang, H.M.; Zhang, F.; Jiang, Z.W.; Yuan, J. Review: Application of Convolutional Neural Network in Defect Detection of 3C Products. IEEE Access 2021, 9, 135657–135674. [Google Scholar] [CrossRef]
- Disfani, M.M.; Arulrajah, A.; Bo, M.W.; Sivakugan, N. Environmental risks of using recycled crushed glass in road applications. J. Clean. Prod. 2012, 20, 170–179. [Google Scholar] [CrossRef]
- Ashie, I.N.A.; Smith, J.P.; Simpson, B.K.; Haard, N.F. Spoilage and shelf-life extension of fresh fish and shellfish. Crit. Rev. Food Sci. Nutr. 1996, 36, 87–121. [Google Scholar] [CrossRef]
- Poonia, A.; Jha, A.; Sharma, R.; Singh, H.B.; Rai, A.K.; Sharma, N. Detection of adulteration in milk: A review. Int. J. Dairy Technol. 2017, 70, 23–42. [Google Scholar] [CrossRef]
- Vu, A.T.; Kreilkamp, H.; Dambon, O.; Klocke, F. Nonisothermal glass molding for the cost-efficient production of precision freeform optics. Opt. Eng. 2016, 55, 071207. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.Y.; Zhang, Y.; Yin, L.; Xue, T.; Yu, H.S.; Chen, Z.J.; Liao, D.M.; Zhang, G.J. Analyzing sustainable performance on high-precision molding process of 3d ultra- thin glass for smart phone. J. Clean. Prod. 2020, 255, 120196. [Google Scholar] [CrossRef]
- Ming, W.Y.; Chen, J.Z.; Du, J.G.; Zhang, Z.; Zhang, G.J.; He, W.B.; Ma, J.; Shen, F. A comprehensive review of theory and technology of glass molding process. Int. J. Adv. Manuf. Technol. 2020, 107, 2671–2706. [Google Scholar] [CrossRef]
- Li, L.H.; Chan, M.K.; Lee, W.B.; Ng, M.C.; Chan, K.L. Modeling and experimental performance analysis of a novel heating system and its application to glass hot embossing technology. Opt. Lett. 2018, 44, 3454–3457. [Google Scholar] [CrossRef]
- Ming, W.Y.; Jiang, Z.W.; Chen, Z.J.; He, W.B.; Li, X.K. Modelling and analysis of energy consumption in glass molding process for smartphone covers using different heating strategies. Int. J. Adv. Manuf. Technol. 2023, 124, 1491–1512. [Google Scholar] [CrossRef]
- Ming, W.Y.; Jia, H.J.; Huang, H.Y.; Zhang, G.J.; Liu, K.; Lu, Y.; Cao, C. Study on Mechanism of Glass Molding Process for Fingerprint Lock Glass Plates. Crystals 2021, 11, 394. [Google Scholar] [CrossRef]
- Ming, W.Y.; Jia, H.J.; Liu, X.; Liu, X.; He, W.B.; Wei, A.Y.; Chen, Z.J. Optimization of process parameters of GMP for 3D ultrathin glass based on cuckoo search algorithm. IOP Conf. Ser. Mater. Sci. Eng. 2020, 768, 042046. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, Z.; Hao, B.; Wei, S.; Huang, Y.; Zhang, G. Investigation on heat transfer and ablation mechanism of CFRP by different laser scanning directions. Compos Part B Eng. 2023, 262, 110827. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, W.; Ming, W.Y.; Yin, L.; Liao, D.M.; Zhang, G.J. Surface integrity analysis of ultra-thin glass molding process. Ceram. Int. 2021, 47, 30584–30597. [Google Scholar] [CrossRef]
- Ming, W.Y.; Cao, C.; Xie, Z.B.; Liu, X.W.; Xu, Y.J.; Jiang, Z.W.; Li, X.K.; Liu, K.; Guo, X.D.; Yuan, J. Green manufacturing: A comparative study of renewable dielectrics in the EDM process. J. Braz. Soc. Mech. Sci. 2022, 44, 580. [Google Scholar] [CrossRef]
- Zhang, Z.; Qiu, W.Z.; Zhang, G.J.; Liu, D.H.; Wang, P. Progress in applications of shockwave induced by short pulsed laser on surface processing. Opt. Laser Technol. 2023, 157, 108760. [Google Scholar] [CrossRef]
- Chen, H.; Yang, J.; Xue, X. A New Marc Finite Element Course of Example; China Machine Press: Beijing, China, 2007; pp. 221–289. [Google Scholar]
- Beck, J.V. Transient temperatures in a semi-infinite cylinder heated by a disk heat source. Int. J. Heat Mass Transf. 1981, 24, 1631–1640. [Google Scholar] [CrossRef]
- Storck, K. Thermal System Analysis: Heat Transfer in Glass Forming and Fluid Temperature-Control Systems; Linköping University: Linköping, Sweden, 1998. [Google Scholar]
- Gu, W.; Zhao, X.H.; Yan, X.B.; Wang, C.; Li, Q. Energy technological progress, energy consumption, and CO2 emissions: Empirical evidence from China. J Clean Prod. 2019, 236, 117666. [Google Scholar] [CrossRef]
- Ming, W.Y.; Guo, X.D.; Xu, Y.J.; Zhang, G.J.; Jiang, Z.W.; Li, Y.Z.; Li, X.K. Progress in non-traditional machining of amorphous alloys, Ceramics International. Ceram. Int. 2023, 49, 1585–1604. [Google Scholar] [CrossRef]
- Ming, W.Y.; Sun, P.Y.; Zhang, Z.; Qiu, W.Z.; Du, J.G.; Li, X.K.; Zhang, Y.M.; Zhang, G.J.; Liu, K.; Wang, Y.; et al. A systematic review of machine learning methods applied to fuel cells in performance evaluation, durability prediction, and application monitoring. Int. J. Hydrog. Energy 2023, 48, 5197–5228. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, H.Q.; Liu, G.Y.; Zeng, W.H. A study on the contribution of industrial restructuring to reduction of carbon emissions in China during the five five-year plan periods. J. Clean Prod. 2018, 176, 629–635. [Google Scholar] [CrossRef]
- Ming, W.Y.; Xie, Z.B.; Jiang, Z.W.; Chen, Y.Y.; Zhang, G.J.; Xu, Y.J.; He, W.B. Progress in optical adhesive and lamination process of touch screen in 3C products. J. Soc. Inf. Display 2022, 30, 851–876. [Google Scholar] [CrossRef]
- Ming, W.Y.; Jia, H.J.; Zhang, H.M.; Zhang, Z.; Liu, K.; Du, J.G.; Shen, F.; Zhang, G.J. A comprehensive review of electric discharge machining of advanced ceramics. Ceram. Int. 2020, 46, 21813–21838. [Google Scholar] [CrossRef]
- Yu, J.W.; Luo, H.; Nguyen, T.H.; Huang, L.; Liu, B.; Zhang, Y.Y. Eigenfrequency characterization and tuning of Ti-6Al-4V ultrasonic horn at high temperatures for glass molding. Ultrasonics 2020, 101, 106002. [Google Scholar] [CrossRef] [PubMed]
- Luo, H.; Yu, J.W.; Lou, H.Q.; Huang, K.F.; Hu, J.Z.; Xu, B.C. Thermal/tribological effects of superimposed ultrasonic vibration on viscoelastic responses and mold-filling capacity of optical glass: A comparative study. Ultrasonics 2020, 108, 106234. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, H.; Yan, Y.Q.; Tong, X.; Ma, J.; Ke, H.B.; Wang, W.H. Ultrasonic-assisted fabrication of metallic glass composites. J. Non-Cryst. Solids 2022, 597, 121894. [Google Scholar] [CrossRef]
- Li, R.; Li, C.K.; Yan, M.F.; Li, M.; Lin, C.G.; Dai, S.X.; Song, B.A.; Xu, T.F.; Zhang, P.Q. Fabrication of chalcogenide microlens arrays by femtosecond laser writing and precision molding. Ceram. Int. 2023, 49, 15865–15873. [Google Scholar] [CrossRef]
- Gülçür, M.; Romano, J.M.; Penchev, P.; Gough, T.; Brown, E.; Dimov, S.; Whiteside, B. A cost-effective process chain for thermoplastic microneedle manufacture combining laser micro-machining and micro-injection moulding. CIRP J. Manuf. Sci. Technol. 2021, 32, 311–321. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | SUS310S | WC |
|---|---|---|
| Young’s modulus | 193 | 570 |
| Poisson’s ratio | 0.3 | 0.22 |
| Density | 7.9 | 14.65 |
| Heat conductivity | 18.5 | 63 |
| Specific heat capacity | 500 | 314 |
| Coefficient of heat expansion | 18.2 × 10−6 | 4.9 × 10−6 |
| FEM Model | Constrained Displacement | Loading (MPa) | Initial Temperature (°C) |
|---|---|---|---|
| Upper heating plate | x/y | 0.3 | 780 |
| Upper heat conduction plate | x/y | - | 780 |
| Mold | x/y | - | 20 |
| Lower heat conduction plate | x/y/z | - | 780 |
| Lower heating plate | x/y/z | - | 780 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Zhang, S.; Hu, S.; Zhao, Y.; Zhang, G.; Cao, Y.; Ming, W. Study of Heat Transfer Strategy of Metal Heating/Conduction Plates for Energy Efficiency of Large-Sized Automotive Glass Molding Process. Metals 2023, 13, 1218. https://doi.org/10.3390/met13071218
Chen Y, Zhang S, Hu S, Zhao Y, Zhang G, Cao Y, Ming W. Study of Heat Transfer Strategy of Metal Heating/Conduction Plates for Energy Efficiency of Large-Sized Automotive Glass Molding Process. Metals. 2023; 13(7):1218. https://doi.org/10.3390/met13071218
Chicago/Turabian StyleChen, Yanyan, Shengfei Zhang, Shunchang Hu, Yangjing Zhao, Guojun Zhang, Yang Cao, and Wuyi Ming. 2023. "Study of Heat Transfer Strategy of Metal Heating/Conduction Plates for Energy Efficiency of Large-Sized Automotive Glass Molding Process" Metals 13, no. 7: 1218. https://doi.org/10.3390/met13071218