
A Short Review on the Corrosion Behaviour of Wire and Arc Additive Manufactured Materials


Abstract
:1. Introduction
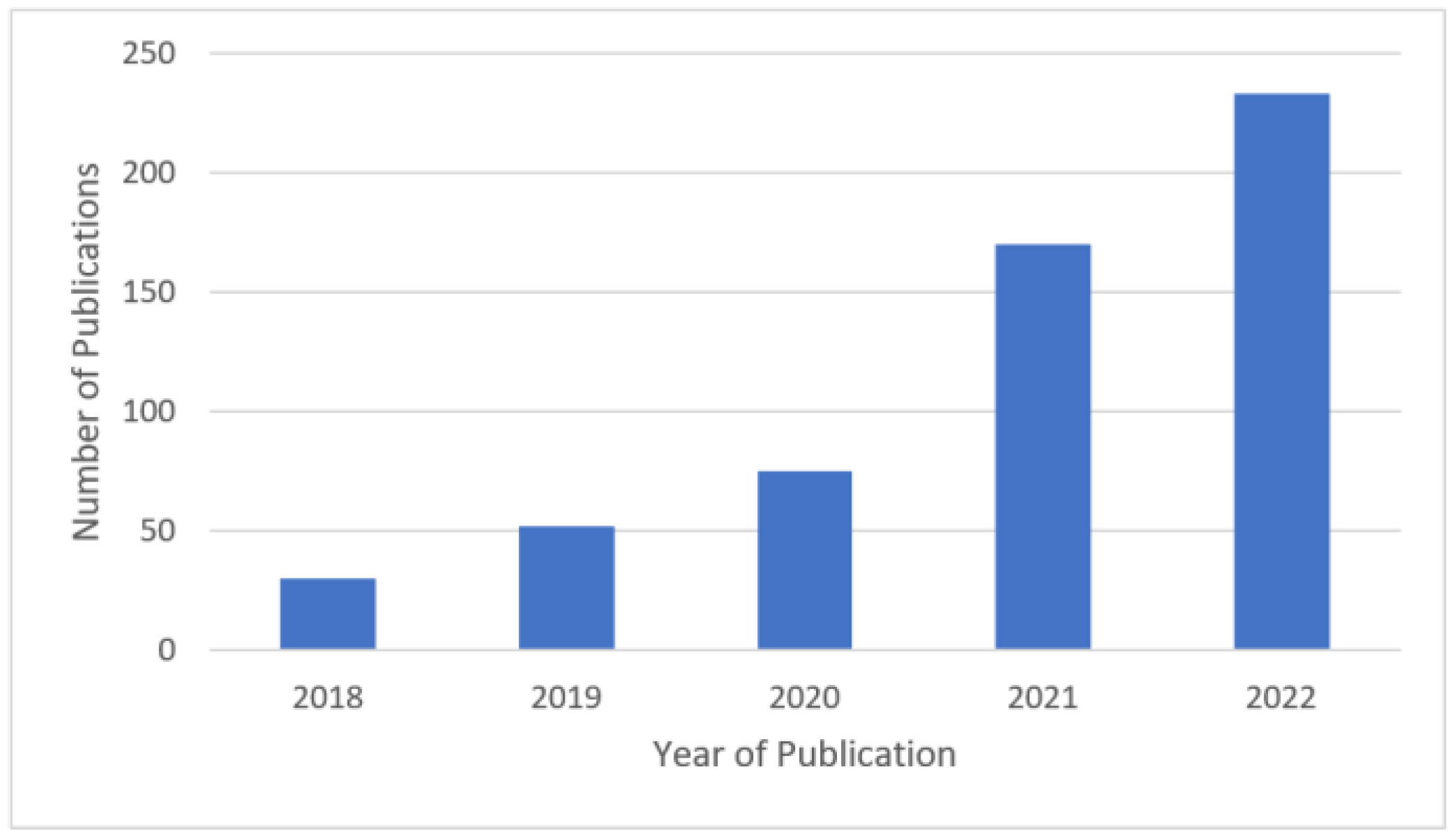
2. Methodology
3. Corrosion Behaviour in WAAM Materials
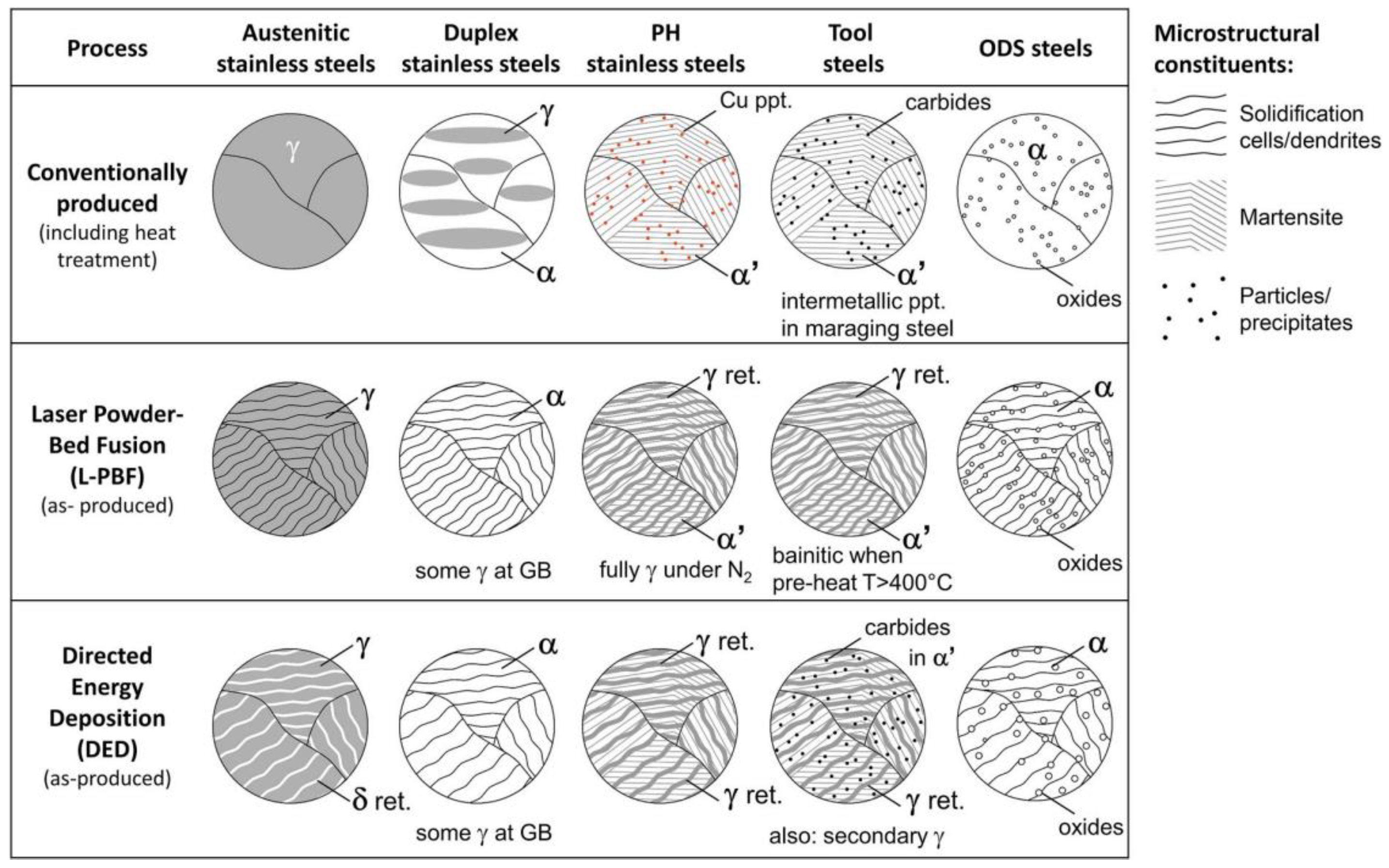
3.1. Steels
3.2. Stainless Steels
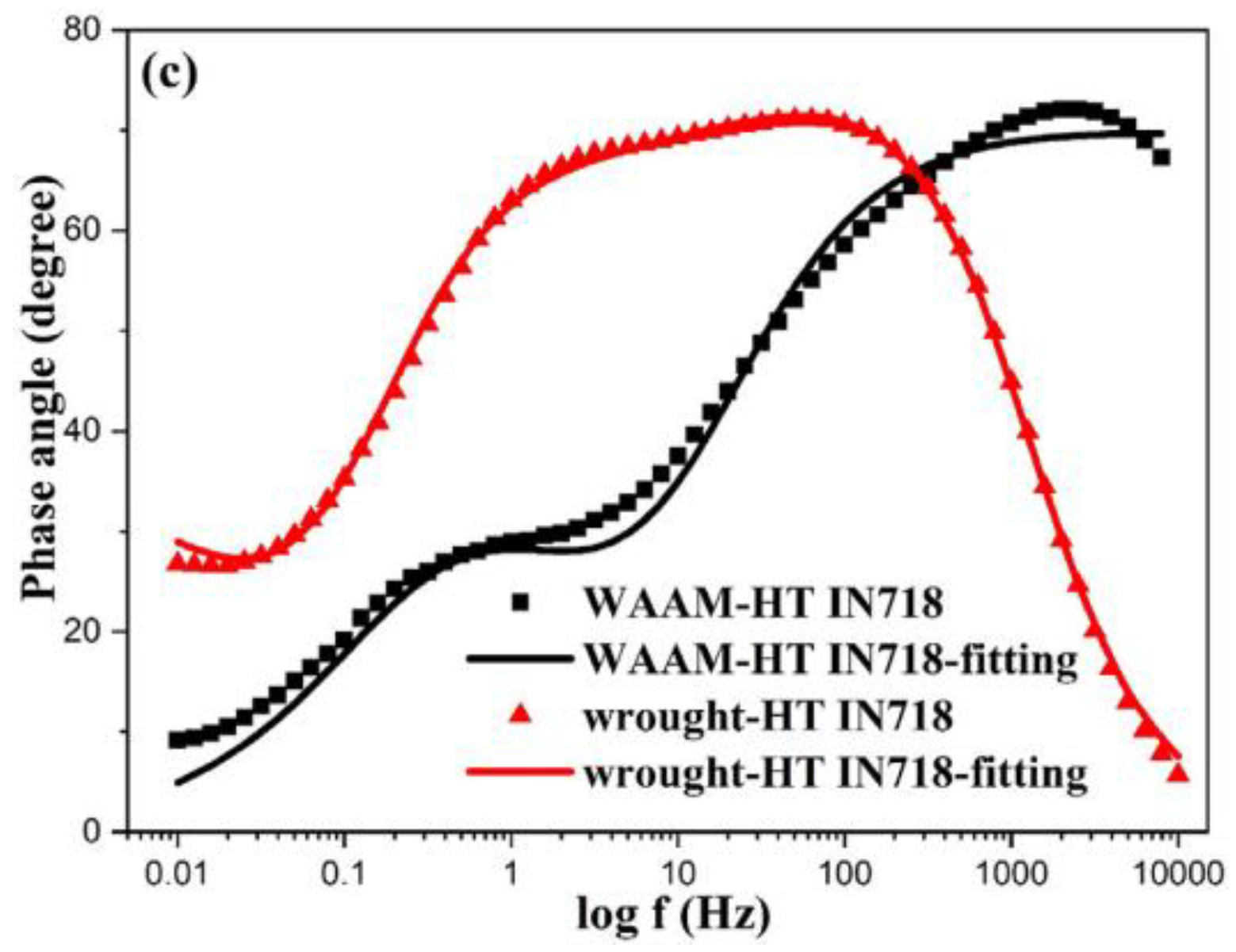
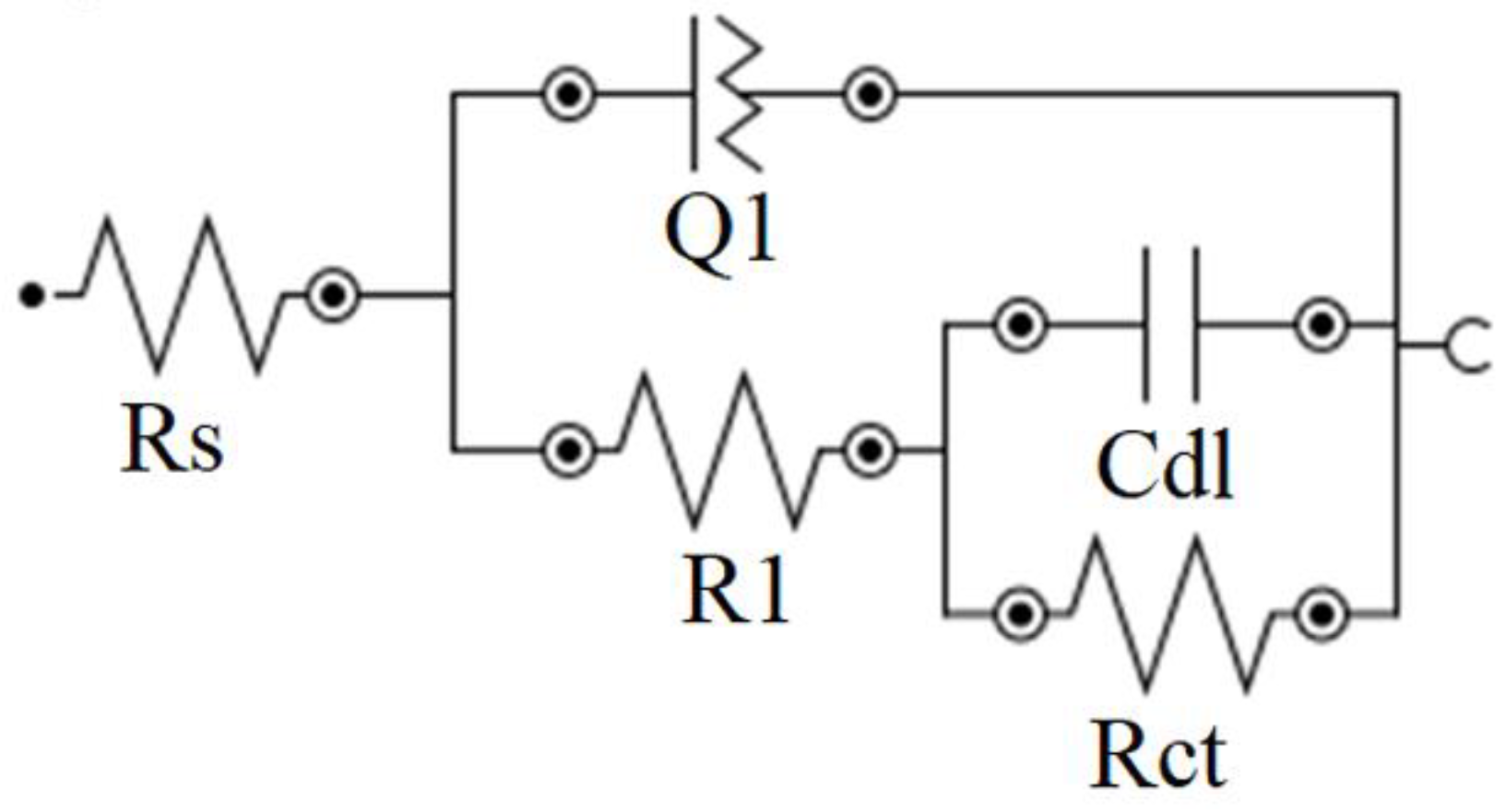
3.3. Nickel Alloys
3.4. Other Materials
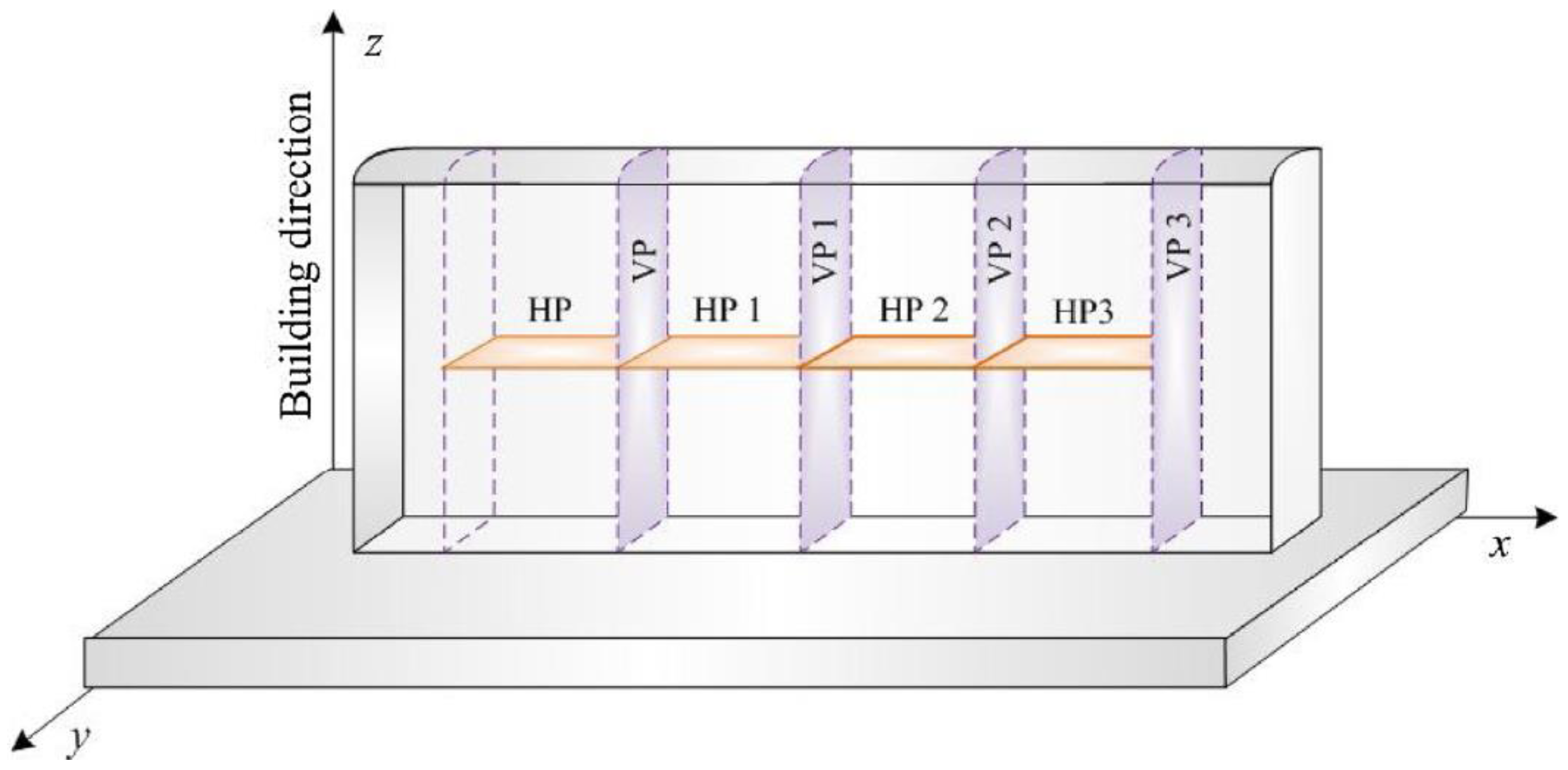
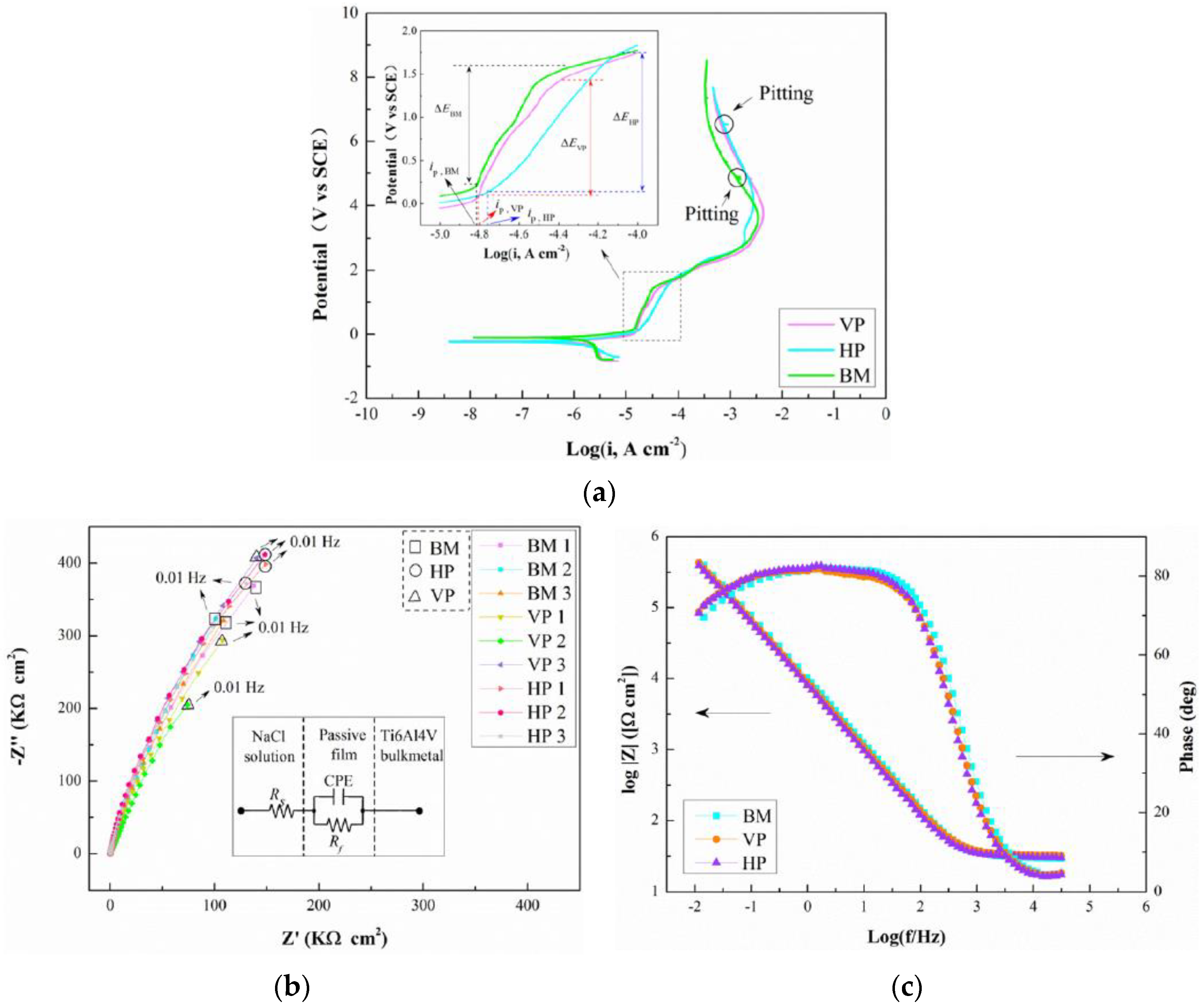
3.4.1. Titanium Alloys
3.4.2. Magnesium Alloys
4. Outlook
5. Future Perspectives and Conclusions
- -
- WAAM is currently being increasingly adopted for the fabrication of complex-shaped metallic structures for structural components.
- -
- The corrosion behaviour of WAAMed structures is currently very limited, which prevents the full evaluation of the potential of this technology for the deployment of metallic structures for application where extreme operating environments are encountered.
- -
- From the still relative number of engineering alloys processed by WAAM for which the corrosion behaviour was evaluated, it was observed that different systems will have a distinct behaviour in a corrosive environment, i.e., while some as-built components outperform wrought counterparts, the opposite is also observed frequently.
- -
- There is a need to precisely determine how local non-equilibrium solidification microstructures, and potentially the effect of post-process heat treatment, will influence the corrosion performance of the component, while at the same time there is a need to evaluate whether the microstructure conditions that render the best corrosion behaviour will also allow the structure to sustain the mechanical efforts for which it was considered.
- -
- The use of ICME methodologies can aid in the development of new materials compositions obtained by WAAM for improved corrosion and mechanical performance for advanced structural applications.
Author Contributions
Funding
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Krawiec, P.; Czarnecka-komorowska, D.; Warguła, Ł.; Wojciechowski, S. Geometric Specification of Non-circular Pulleys Made with Various Additive Manufacturing Techniques. Materials 2021, 14, 1682. [Google Scholar] [CrossRef] [PubMed]
- Chandrashekarappa, M.P.G.; Chate, G.R.; Parashivamurthy, V.; Kumar, B.S.; Bandukwala, M.A.N.; Kaisar, A.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms. Materials 2021, 14, 7479. [Google Scholar] [CrossRef]
- Das, S.; Vora, J.J.; Patel, V.; Li, W.; Andersson, J.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Experimental Investigation on Welding of 2.25 Cr-1.0 Mo Steel with Regulated Metal Deposition and GMAW Technique Incorporating Metal-Cored Wires. J. Mater. Res. Technol. 2021, 15, 1007–1016. [Google Scholar] [CrossRef]
- Sheshadri, R.; Nagaraj, M.; Lakshmikanthan, A.; Chandrashekarappa, M.P.G.; Pimenov, D.Y.; Giasin, K.; Prasad, R.V.S.; Wojciechowski, S. Experimental Investigation of Selective Laser Melting Parameters for Higher Surface Quality and Microhardness Properties: Taguchi and Super Ranking Concept Approaches. J. Mater. Res. Technol. 2021, 14, 2586–2600. [Google Scholar] [CrossRef]
- Singh, S.R.; Khanna, P. Wire Arc Additive Manufacturing (WAAM): A New Process to Shape Engineering Materials. Mater Today Proc. 2021, 44, 118–128. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S.T. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Le, V.T.; Mai, D.S.; Doan, T.K.; Paris, H. Wire and Arc Additive Manufacturing of 308L Stainless Steel Components: Optimization of Processing Parameters and Material Properties. Eng. Sci. Technol. Int. J. 2021, 24, 1015–1026. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Colegrove, P.A.; Ganguly, S.; Eimer, E.; Kabra, S.; Williams, S. Control of Residual Stress and Distortion in Aluminium Wire + Arc Additive Manufacture with Rolling. Addit. Manuf. 2018, 22, 775–783. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Han, Q.; Horváth, I.; Zhang, G. Repairing Surface Defects of Metal Parts by Groove Machining and Wire + Arc Based Filling. J. Mater. Process. Technol. 2019, 274, 116268. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G. Online Measurement of Bead Geometry in GMAW-Based Additive Manufacturing Using Passive Vision. Meas. Sci. Technol. 2013, 24, 115103. [Google Scholar] [CrossRef]
- Hu, Z.; Qin, X.; Shao, T.; Liu, H. Understanding and Overcoming of Abnormity at Start and End of the Weld Bead in Additive Manufacturing with GMAW. Int. J. Adv. Manuf. Technol. 2018, 95, 2357–2368. [Google Scholar] [CrossRef]
- Shi, J.; Li, F.; Chen, S.; Zhao, Y.; Tian, H. Effect of In-Process Active Cooling on Forming Quality and Efficiency of Tandem GMAW–Based Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 101, 1349–1356. [Google Scholar] [CrossRef]
- Yang, D.; Wang, G.; Zhang, G. Thermal Analysis for Single-Pass Multi-Layer GMAW Based Additive Manufacturing Using Infrared Thermography. J. Mater. Process. Technol. 2017, 244, 215–224. [Google Scholar] [CrossRef]
- Nilsiam, Y.; Sanders, P.; Pearce, J.M. Slicer and Process Improvements for Open-Source GMAW-Based Metal 3-D Printing. Addit. Manuf. 2017, 18, 110–120. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, O.; Ugla, A.A. Microstructure Characterization of SS308LSi Components Manufactured by GTAW-Based Additive Manufacturing: Shaped Metal Deposition Using Pulsed Current Arc. Int. J. Adv. Manuf. Technol. 2017, 89, 13–25. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X.; Zhang, F. Optimization of Wire Feed for GTAW Based Additive Manufacturing. J. Mater. Process. Technol. 2017, 243, 40–47. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Hoye, N.; Li, H.; Pan, Z. The Effect of Location on the Microstructure and Mechanical Properties of Titanium Aluminides Produced by Additive Layer Manufacturing Using In-Situ Alloying and Gas Tungsten Arc Welding. Mater. Sci. Eng. A 2015, 631, 230–240. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of Location on Microstructure and Mechanical Properties of Additive Layer Manufactured Inconel 625 Using Gas Tungsten Arc Welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Lin, J.; Lv, Y.; Liu, Y.; Sun, Z.; Wang, K.; Li, Z.; Wu, Y.; Xu, B. Microstructural Evolution and Mechanical Property of Ti-6Al-4V Wall Deposited by Continuous Plasma Arc Additive Manufacturing without Post Heat Treatment. J. Mech. Behav. Biomed. Mater. 2017, 69, 19–29. [Google Scholar] [CrossRef]
- Liu, W.; Jia, C.; Guo, M.; Gao, J.; Wu, C. Compulsively Constricted WAAM with Arc Plasma and Droplets Ejected from a Narrow Space. Addit. Manuf. 2019, 27, 109–117. [Google Scholar] [CrossRef]
- Jhavar, S.; Jain, N.K.; Paul, C.P. Development of Micro-Plasma Transferred Arc (μ-PTA) Wire Deposition Process for Additive Layer Manufacturing Applications. J. Mater. Process. Technol. 2014, 214, 1102–1110. [Google Scholar] [CrossRef]
- Jhavar, S.; Paul, C.P.; Jain, N.K. Micro-Plasma Transferred Arc Additive Manufacturing for Die and Mold Surface Remanufacturing. JOM 2016, 68, 1801–1809. [Google Scholar] [CrossRef]
- Alberti, E.A.; Bueno, B.M.P.; D’Oliveira, A.S.C.M. Additive Manufacturing Using Plasma Transferred Arc. Int. J. Adv. Manuf. Technol. 2016, 83, 1861–1871. [Google Scholar] [CrossRef]
- Ayarkwa, K.F.; Williams, S.W.; Ding, J. Assessing the Effect of TIG Alternating Current Time Cycle on Aluminium Wire + Arc Additive Manufacture. Addit. Manuf. 2017, 18, 186–193. [Google Scholar] [CrossRef] [Green Version]
- Yin, B.; Ma, H.; Wang, J.; Fang, K.; Zhao, H.; Liu, Y. Effect of CaF2 Addition on Macro/Microstructures and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V Components. Mater. Lett. 2017, 190, 64–66. [Google Scholar] [CrossRef]
- Oyama, K.; Diplas, S.; M’hamdi, M.; Gunnæs, A.E.; Azar, A.S. Heat Source Management in Wire-Arc Additive Manufacturing Process for Al-Mg and Al-Si Alloys. Addit. Manuf. 2019, 26, 180–192. [Google Scholar] [CrossRef]
- Wang, L.; Suo, Y.; Liang, Z.; Wang, D.; Wang, Q. Effect of Titanium Powder on Microstructure and Mechanical Properties of Wire + arc Additively Manufactured Al-Mg Alloy. Mater. Lett. 2019, 241, 231–234. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A Practical Path Planning Methodology for Wire and Arc Additive Manufacturing of Thin-Walled Structures. Robot. Comput. Integr. Manuf. 2015, 34, 8–19. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Wang, X.; Bai, J.; Ding, J.; Williams, S.; Zhai, Y.; Liu, K. Deformation Microstructures and Strengthening Mechanisms for the Wire+arc Additively Manufactured Al-Mg4.5Mn Alloy with Inter-Layer Rolling. Mater. Sci. Eng. A 2018, 712, 292–301. [Google Scholar] [CrossRef]
- Dirisu, P.; Ganguly, S.; Mehmanparast, A.; Martina, F.; Williams, S. Analysis of Fracture Toughness Properties of Wire + Arc Additive Manufactured High Strength Low Alloy Structural Steel Components. Mater. Sci. Eng. A 2019, 765, 138285. [Google Scholar] [CrossRef]
- Dowson, D.; Neville, A. Tribology and Corrosion in Hip Joint Replacements: Materials and Engineering. In Joint Replacement Technology; Woodhead Publishing: Cambridge, UK, 2014; pp. 401–442. [Google Scholar]
- Dai, C.; Fu, Y.; Guo, J.; Du, C. Effects of Substrate Temperature and Deposition Time on the Morphology and Corrosion Resistance of FeCoCrNiMo0.3 High-Entropy Alloy Coating Fabricated by Magnetron Sputtering. Int. J. Miner. Metall. Mater. 2020, 27, 1388–1397. [Google Scholar] [CrossRef]
- Tayyab, K.B.; Farooq, A.; Alvi, A.A.; Nadeem, A.B.; Deen, K.M. Corrosion Behavior of Cold-Rolled and Post Heat-Treated 316L Stainless Steel in 0.9wt% NaCl Solution. Int. J. Miner. Metall. Mater. 2021, 28, 440–449. [Google Scholar] [CrossRef]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. High Deposition Wire Arc Additive Manufacturing of Mild Steel: Strategies and Heat Input Effect on Microstructure and Mechanical Properties. J. Manuf. Process. 2020, 58, 615–626. [Google Scholar] [CrossRef]
- Su, C.; Chen, X.; Gao, C.; Wang, Y. Effect of Heat Input on Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAM. Appl. Surf. Sci. 2019, 486, 431–440. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and Microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Klein, T.; Schnall, M. Control of Macro-/Microstructure and Mechanical Properties of a Wire-Arc Additive Manufactured Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2020, 108, 235–244. [Google Scholar] [CrossRef]
- MacDonald, E.; Wicker, R. Multiprocess 3D Printing for Increasing Component Functionality. Science (1979) 2016, 353, aaf2093. [Google Scholar] [CrossRef] [PubMed]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold Metal Transfer (CMT) Technology—An Overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Chen, S.; Tong, Y.; Liaw, P. Additive Manufacturing of High-Entropy Alloys: A Review. Entropy 2018, 20, 937. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of In-Situ Process Monitoring and in-Situ Metrology for Metal Additive Manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Beese, A.M.; Carroll, B.E. Review of Mechanical Properties of Ti-6Al-4V Made by Laser-Based Additive Manufacturing Using Powder Feedstock. JOM 2016, 68, 724–734. [Google Scholar] [CrossRef]
- Khorasani, A.; Gibson, I.; Veetil, J.K.; Ghasemi, A.H. A Review of Technological Improvements in Laser-Based Powder Bed Fusion of Metal Printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive Manufacturing and Its Societal Impact: A Literature Review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive Manufacturing of Multi-Material Structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive Manufacturing of Steels: A Review of Achievements and Challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Xu, F.; Luo, L.; Xiong, L.; Liu, Y. Microstructure and Corrosion Behavior of ALD Al2O3 Film on AZ31 Magnesium Alloy with Different Surface Roughness. J. Magnes. Alloys 2020, 8, 480–492. [Google Scholar] [CrossRef]
- Sasaki, K.; Burstein, G.T. The Generation of Surface Roughness during Slurry Erosion-Corrosion and Its Effect on the Pitting Potential. Corros. Sci. 1996, 38, 2111–2120. [Google Scholar] [CrossRef]
- Zhang, X.; Lv, Y.; Tan, S.; Dong, Z.; Zhou, X. Microstructure and Corrosion Behaviour of Wire Arc Additive Manufactured AA2024 Alloy Thin Wall Structure. Corros. Sci. 2021, 186, 109453. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in Additive Manufacturing: A Review of Their Microstructure and Properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Sander, G.; Tan, J.; Balan, P.; Gharbi, O.; Feenstra, D.R.; Singer, L.; Thomas, S.; Kelly, R.G.; Scully, J.R.; Birbilis, N. Corrosion of Additively Manufactured Alloys: A Review. Corrosion 2018, 74, 1318–1350. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Raut, L.P.; Taiwade, R. v Wire Arc Additive Manufacturing: A Comprehensive Review and Research Directions. J. Mater. Eng. Perform. 2021, 30, 4768–4791. [Google Scholar] [CrossRef]
- Ko, G.; Kim, W.; Kwon, K.; Lee, T.-K. The Corrosion of Stainless Steel Made by Additive Manufacturing: A Review. Metals 2021, 11, 516. [Google Scholar] [CrossRef]
- Available online: https://Www.Sciencedirect.Com (accessed on 24 January 2023).
- Ahsan, M.R.U.; Seo, G.-J.; Fan, X.; Liaw, P.K.; Motaman, S.; Haase, C.; Kim, D.B. Effects of Process Parameters on Bead Shape, Microstructure, and Mechanical Properties in Wire + Arc Additive Manufacturing of Al0.1CoCrFeNi High-Entropy Alloy. J. Manuf. Process. 2021, 68, 1314–1327. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of Heat Accumulation on Microstructure and Mechanical Properties of Ti6Al4V Alloy Deposited by Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Qi, Z.; Cong, B.; Qi, B.; Zhao, G.; Ding, J. Properties of Wire + arc Additively Manufactured 2024 Aluminum Alloy with Different Solution Treatment Temperature. Mater. Lett. 2018, 230, 275–278. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The Effects of Forced Interpass Cooling on the Material Properties of Wire Arc Additively Manufactured Ti6Al4V Alloy. J. Mater. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire Arc Additive Manufacturing of AZ31 Magnesium Alloy: Grain Refinement by Adjusting Pulse Frequency. Materials 2016, 9, 823. [Google Scholar] [CrossRef] [Green Version]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The Effectiveness of Combining Rolling Deformation with Wire–Arc Additive Manufacture on β-Grain Refinement and Texture Modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Osintsev, K.; Konovalov, S.; Zaguliaev, D.; Ivanov, Y.; Gromov, V.; Panchenko, I. Investigation of Co-Cr-Fe-Mn-Ni Non-Equiatomic High-Entropy Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2022, 12, 197. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A Review of the Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality Improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Y.; Zhang, T.; Wen, T.; Yin, Z.; Feng, X. Effect of Ultrasonic Vibration and Interpass Temperature on Microstructure and Mechanical Properties of Cu-8Al-2Ni-2Fe-2Mn Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2020, 10, 215. [Google Scholar] [CrossRef] [Green Version]
- Tian, G.; Wang, X.; Wang, W.; Chang, Q.; Zhao, Y.; Han, G.; Ren, Z.; Zhu, S. Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing. Metals 2021, 11, 1235. [Google Scholar] [CrossRef]
- Ron, T.; Levy, G.K.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. Environmental Behavior of Low Carbon Steel Produced by a Wire Arc Additive Manufacturing Process. Metals 2019, 9, 888. [Google Scholar] [CrossRef] [Green Version]
- Wen, D.; Long, P.; Li, J.; Huang, L.; Zheng, Z. Effects of Linear Heat Input on Microstructure and Corrosion Behavior of an Austenitic Stainless Steel Processed by Wire Arc Additive Manufacturing. Vacuum 2020, 173, 109131. [Google Scholar] [CrossRef]
- Jegdić, B.; Bobić, B.; Radojković, B.; Alić, B.; Radovanović, L. Corrosion Resistance of Welded Joints of X5CrNi18-10 Stainless Steel. J. Mater. Process. Technol. 2019, 266, 579–587. [Google Scholar] [CrossRef]
- Paulraj, P.; Garg, R. Effect of Welding Parameters on Pitting Behavior of GTAW of DSS and Super DSS Weldments. Eng. Sci. Technol. Int. J. 2016, 19, 1076–1083. [Google Scholar] [CrossRef] [Green Version]
- Hao, Z.; Ao, S.; Cai, Y.; Zhang, W.; Luo, Z. Formation of SUS304/Aluminum Alloys Using Wire and Arc Additive Manufacturing. Metals 2018, 8, 595. [Google Scholar] [CrossRef] [Green Version]
- Rajesh Kannan, A.; Siva Shanmugam, N.; Rajkumar, V.; Vishnukumar, M. Insight into the Microstructural Features and Corrosion Properties of Wire Arc Additive Manufactured Super Duplex Stainless Steel (ER2594). Mater. Lett. 2020, 270, 127680. [Google Scholar] [CrossRef]
- Fontana, M.G.; Greene, N.D. Corrosion Engineering, 3rd ed.; McGraw-Hill: New York, NY, USA, 1985. [Google Scholar]
- ANSI/NACE MR0175/ISO 15156-1:2015; Petroleum, Petrochemical, and Natural Gas Industries-Materials for Use in H2S-Containing Environments in Oil and Gas Production-Part 1: General Principles for Selection of Cracking-Resistant Materials. NACE International: Houston, TX, USA, 2015.
- NORSOK M-630 NORSOK STANDARD Material Data Sheets and Element Data Sheets for Piping, 7th ed.; Norwegian Technology Centre: Oslo, Norway, 2020.
- Zhang, L.N.; Ojo, O.A. Corrosion Behavior of Wire Arc Additive Manufactured Inconel 718 Superalloy. J. Alloys Compd. 2020, 829, 154455. [Google Scholar] [CrossRef]
- Guo, P.; Lin, X.; Li, J.; Zhang, Y.; Song, M.; Huang, W. Electrochemical Behavior of Inconel 718 Fabricated by Laser Solid Forming on Different Sections. Corros. Sci. 2018, 132, 79–89. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. Investigation of the Corrosion Behavior of Wire Arc Additively Manufactured Alloy 825. Trans. Indian Inst. Met. 2022, 76, 279–286. [Google Scholar] [CrossRef]
- Babu, K.T.; Muthukumaran, S.; Kumar, C.H.B.; Narayanan, C.S. Improvement in Mechanical and Metallurgical Properties of Friction Stir Welded 6061-T6 Aluminum Alloys through Cryogenic Treatment. Mater. Sci. Forum 2019, 969, 490–495. [Google Scholar] [CrossRef]
- Guo, C.; Ying, M.; Dang, H.; Hu, R.; Chen, F. Microstructural and Intergranular Corrosion Properties of Inconel 625 Superalloys Fabricated Using Wire Arc Additive Manufacturing. Mater. Res. Express 2021, 8, 035103. [Google Scholar] [CrossRef]
- Saikiran, A.; Hariprasad, S.; Arun, S.; Rama Krishna, L.; Rameshbabu, N. Effect of Electrolyte Composition on Morphology and Corrosion Resistance of Plasma Electrolytic Oxidation Coatings on Aluminized Steel. Surf. Coat. Technol. 2019, 372, 239–251. [Google Scholar] [CrossRef]
- Yang, J.; Yang, H.; Yu, H.; Wang, Z.; Zeng, X. Corrosion Behavior of Additive Manufactured Ti-6Al-4V Alloy in NaCl Solution. Metall. Mater. Trans. A 2017, 48, 3583–3593. [Google Scholar] [CrossRef]
- ASTM G102-89(2015)E1; Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements. ASTM: West Conshohocken, PA, USA, 2015; Volume 89.
- Chelariu, R.; Bolat, G.; Izquierdo, J.; Mareci, D.; Gordin, D.M.; Gloriant, T.; Souto, R.M. Metastable Beta Ti-Nb-Mo Alloys with Improved Corrosion Resistance in Saline Solution. Electrochim. Acta 2014, 137, 280–289. [Google Scholar] [CrossRef]
- Bolat, G.; Mareci, D.; Chelariu, R.; Izquierdo, J.; González, S.; Souto, R.M. Investigation of the Electrochemical Behaviour of TiMo Alloys in Simulated Physiological Solutions. Electrochim. Acta 2013, 113, 470–480. [Google Scholar] [CrossRef]
- Pan, C.; Wang, X.; Behnamian, Y.; Wu, Z.; Qin, Z.; Xia, D.-H.; Hu, W. Monododecyl Phosphate Film on LY12 Aluminum Alloy: PH-Controlled Self-Assembly and Corrosion Resistance. J. Electrochem. Soc. 2020, 167, 161510. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Li, S.; Cuiuri, D.; Ding, D.; Li, H. The Anisotropic Corrosion Behaviour of Wire Arc Additive Manufactured Ti-6Al-4V Alloy in 3.5% NaCl Solution. Corros. Sci. 2018, 137, 176–183. [Google Scholar] [CrossRef]
- Fang, X.; Yang, J.; Wang, S.; Wang, C.; Huang, K.; Li, H.; Lu, B. Additive Manufacturing of High Performance AZ31 Magnesium Alloy with Full Equiaxed Grains: Microstructure, Mechanical Property, and Electromechanical Corrosion Performance. J. Mater. Process. Technol. 2022, 300, 117430. [Google Scholar] [CrossRef]
- Alvarez-Lopez, M.; Pereda, M.D.; del Valle, J.A.; Fernandez-Lorenzo, M.; Garcia-Alonso, M.C.; Ruano, O.A.; Escudero, M.L. Corrosion Behaviour of AZ31 Magnesium Alloy with Different Grain Sizes in Simulated Biological Fluids☆. Acta Biomater. 2010, 6, 1763–1771. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Shao, Y.; Meng, G.; Cui, Z.; Wang, F. Corrosion of Hot Extrusion AZ91 Magnesium Alloy: I-Relation between the Microstructure and Corrosion Behavior. Corros. Sci. 2011, 53, 1960–1968. [Google Scholar] [CrossRef]
- Argade, G.R.; Panigrahi, S.K.; Mishra, R.S. Effects of Grain Size on the Corrosion Resistance of Wrought Magnesium Alloys Containing Neodymium. Corros. Sci. 2012, 58, 145–151. [Google Scholar] [CrossRef]
- LI, J.; Qiu, Y.; Yang, J.; Sheng, Y.; Yi, Y.; Zeng, X.; Chen, L.; Yin, F.; Su, J.; Zhang, T.; et al. Effect of Grain Refinement Induced by Wire and Arc Additive Manufacture (WAAM) on the Corrosion Behaviors of AZ31 Magnesium Alloy in NaCl Solution. J. Magnes. Alloys 2021, 11, 217–229. [Google Scholar] [CrossRef]
- Walbrühl, M.; Linder, D.; Ågren, J.; Borgenstam, A. Modelling of Solid Solution Strengthening in Multicomponent Alloys. Mater. Sci. Eng. A 2017, 700, 301–311. [Google Scholar] [CrossRef]
- Wang, X.; Xiong, W. Uncertainty Quantification and Composition Optimization for Alloy Additive Manufacturing through a CALPHAD-Based ICME Framework. NPJ Comput. Mater. 2020, 6, 188. [Google Scholar] [CrossRef]
- Motaman, S.A.H.; Kies, F.; Köhnen, P.; Létang, M.; Lin, M.; Molotnikov, A.; Haase, C. Optimal Design for Metal Additive Manufacturing: An Integrated Computational Materials Engineering (ICME) Approach. JOM 2020, 72, 1092–1104. [Google Scholar] [CrossRef] [Green Version]
- Pires, P.-A.; Desmaison, O.; Megahed, M. ICME Manufacturability Assessment in Powder Bed Fusion Additive Manufacturing. JOM 2018, 70, 1677–1685. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef] [Green Version]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of Scanning Strategies on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; van Duin, S.; Li, H. The Influence of Post-Production Heat Treatment on the Multi-Directional Properties of Nickel-Aluminum Bronze Alloy Fabricated Using Wire-Arc Additive Manufacturing Process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Yang, Y.; Hu, J.; Liu, X.Y.; Xu, W.; Li, B.; Ling, G.P.; Pang, X.Y.; Tian, Y.Z. Post Treatment of an Additively Manufactured Composite Consisting of 304L Stainless Steel and CoCrFeMnNi High-Entropy Alloy. Mater. Sci. Eng. A 2022, 831, 142104. [Google Scholar] [CrossRef]
- Wolcott, P.J.; Hehr, A.; Pawlowski, C.; Dapino, M.J. Process Improvements and Characterization of Ultrasonic Additive Manufactured Structures. J. Mater. Process. Technol. 2016, 233, 44–52. [Google Scholar] [CrossRef] [Green Version]
- Sames, W.J.; Unocic, K.A.; Helmreich, G.W.; Kirka, M.M.; Medina, F.; Dehoff, R.R.; Babu, S.S. Feasibility of in Situ Controlled Heat Treatment (ISHT) of Inconel 718 during Electron Beam Melting Additive Manufacturing. Addit. Manuf. 2017, 13, 156–165. [Google Scholar] [CrossRef] [Green Version]
- Shen, C.; Pan, Z.; Cuiuri, D.; Roberts, J.; Li, H. Fabrication of Fe-FeAl Functionally Graded Material Using the Wire-Arc Additive Manufacturing Process. Metall. Mater. Trans. B 2016, 47, 763–772. [Google Scholar] [CrossRef]
- Shen, Q.; Kong, X.; Chen, X. Fabrication of Bulk Al-Co-Cr-Fe-Ni High-Entropy Alloy Using Combined Cable Wire Arc Additive Manufacturing (CCW-AAM): Microstructure and Mechanical Properties. J. Mater. Sci. Technol. 2021, 74, 136–142. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Baek, M.-S.; Yang, S.; Lee, K.-A. In-Situ Formed Oxide Enables Extraordinary High-Cycle Fatigue Resistance in Additively Manufactured CoCrFeMnNi High-Entropy Alloy. Addit. Manuf. 2021, 38, 101832. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
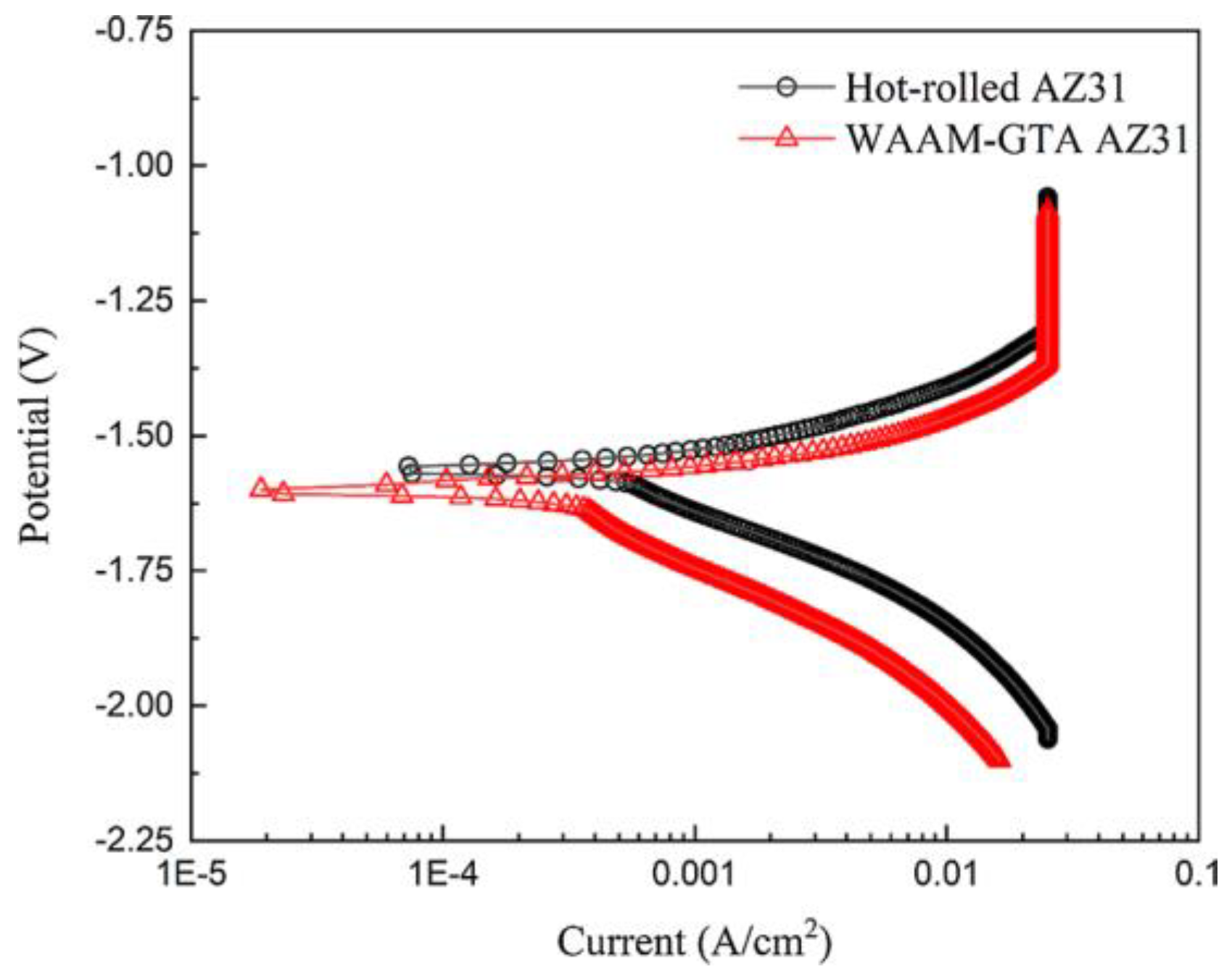
| Sample | Icorr (μA/cm2) | Ecorr (V) | Rcorr (mm/year) |
|---|---|---|---|
| Hot-rolled | 611.62 | −1.56 | 13.62 |
| WAMMed | 154.12 | −1.60 | 3.43 |
| Variables | Effect on Corrosion Susceptibility | WAAM Systems Affected |
|---|---|---|
| Solute Segregation | Micro-galvanic cells are created, resulting in localised corrosion [69,77] and different phases along the deposited layer, resulting in distinct corrosion potentials [67]. | 316LN ER70S-6 10CrNi3MoV |
| Refined Grain Size | This variable is still controversial in the literature. Some authors relate coarse and non-equiaxed grains with hindered corrosion behaviour [67,83], while others observe the opposite [77]. | 10CrNi3MoV 825 alloy TI-6Al-4V |
| Heat Input | Lower corrosion potentials were observed when applying high heat input [67,69]. | 10CrNi3MoV 316LN |
| Current Source | WAAMed materials fabricated using a pulsed current source presented more positive corrosion potentials when compared to constant current sources [72]. | SUS 304 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marques, D.A.; Oliveira, J.P.; Baptista, A.C. A Short Review on the Corrosion Behaviour of Wire and Arc Additive Manufactured Materials. Metals 2023, 13, 641. https://doi.org/10.3390/met13040641
Marques DA, Oliveira JP, Baptista AC. A Short Review on the Corrosion Behaviour of Wire and Arc Additive Manufactured Materials. Metals. 2023; 13(4):641. https://doi.org/10.3390/met13040641
Chicago/Turabian StyleMarques, Davi Alves, João Pedro Oliveira, and Ana Catarina Baptista. 2023. "A Short Review on the Corrosion Behaviour of Wire and Arc Additive Manufactured Materials" Metals 13, no. 4: 641. https://doi.org/10.3390/met13040641