
Effect of Liquid Metal Embrittlement Indent Cracks on Zinc Coated 3rd Generation AHSS Mechanical Performance
 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Experimental Procedure
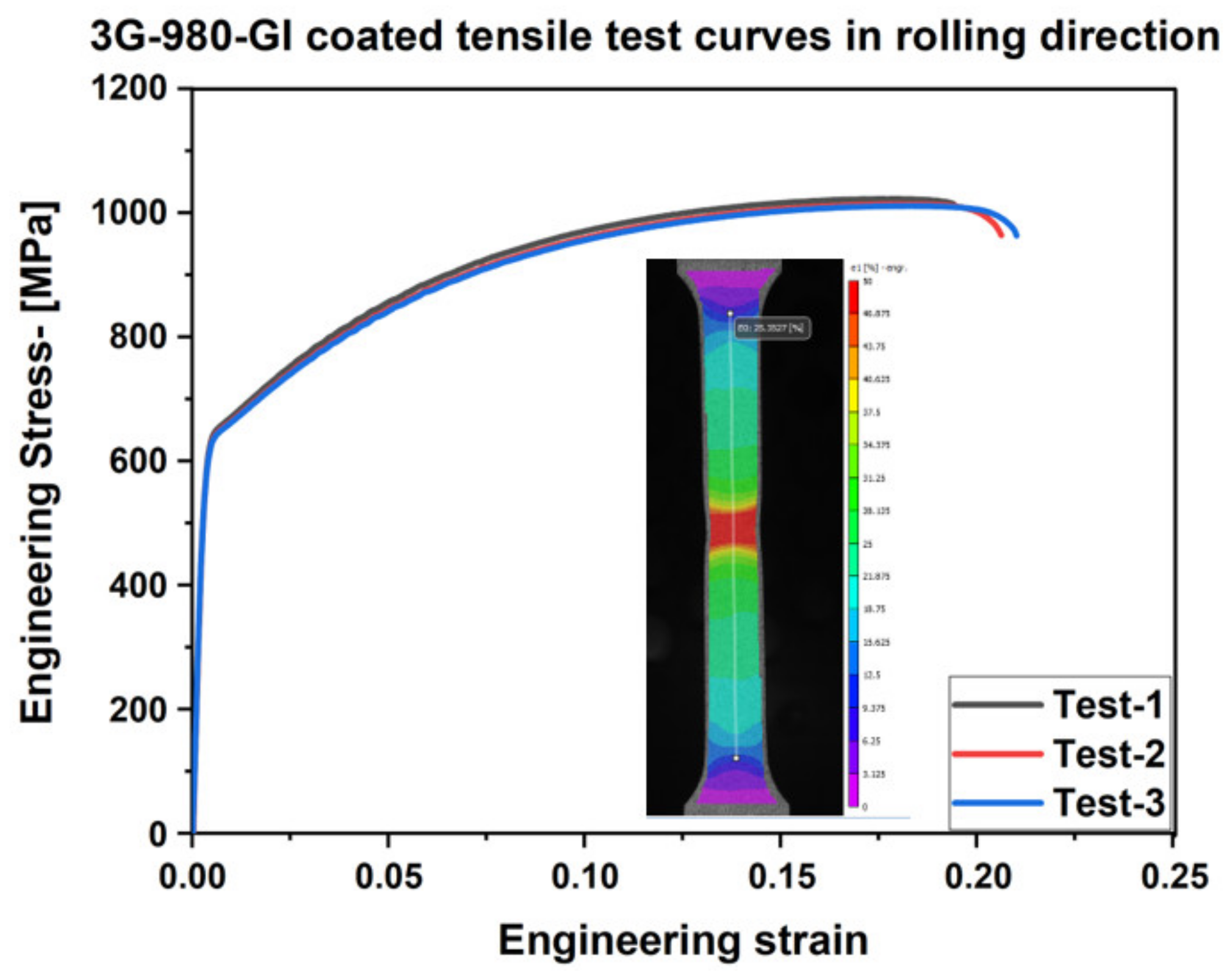
2.1. Materials
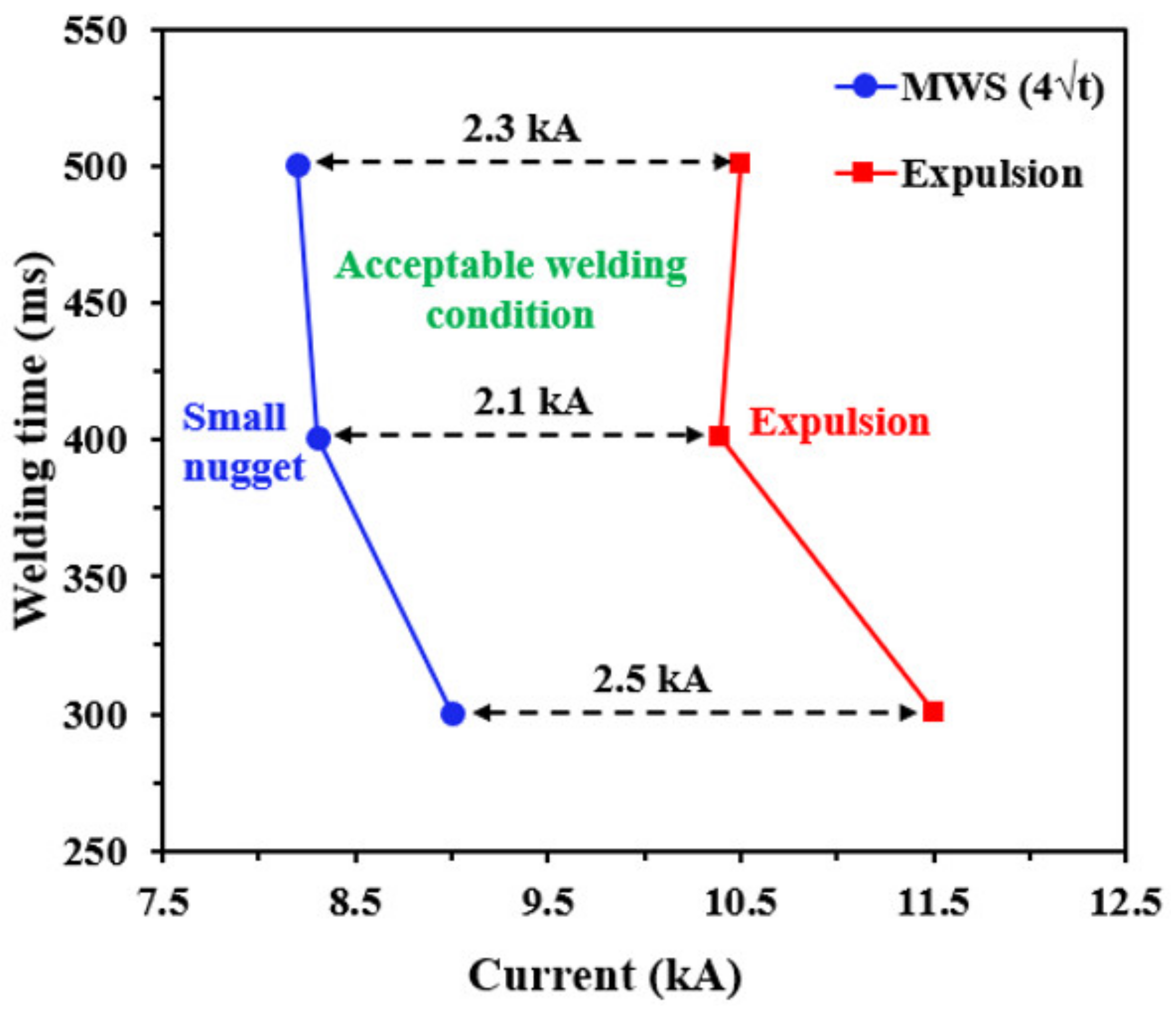
2.2. Welding Process Development
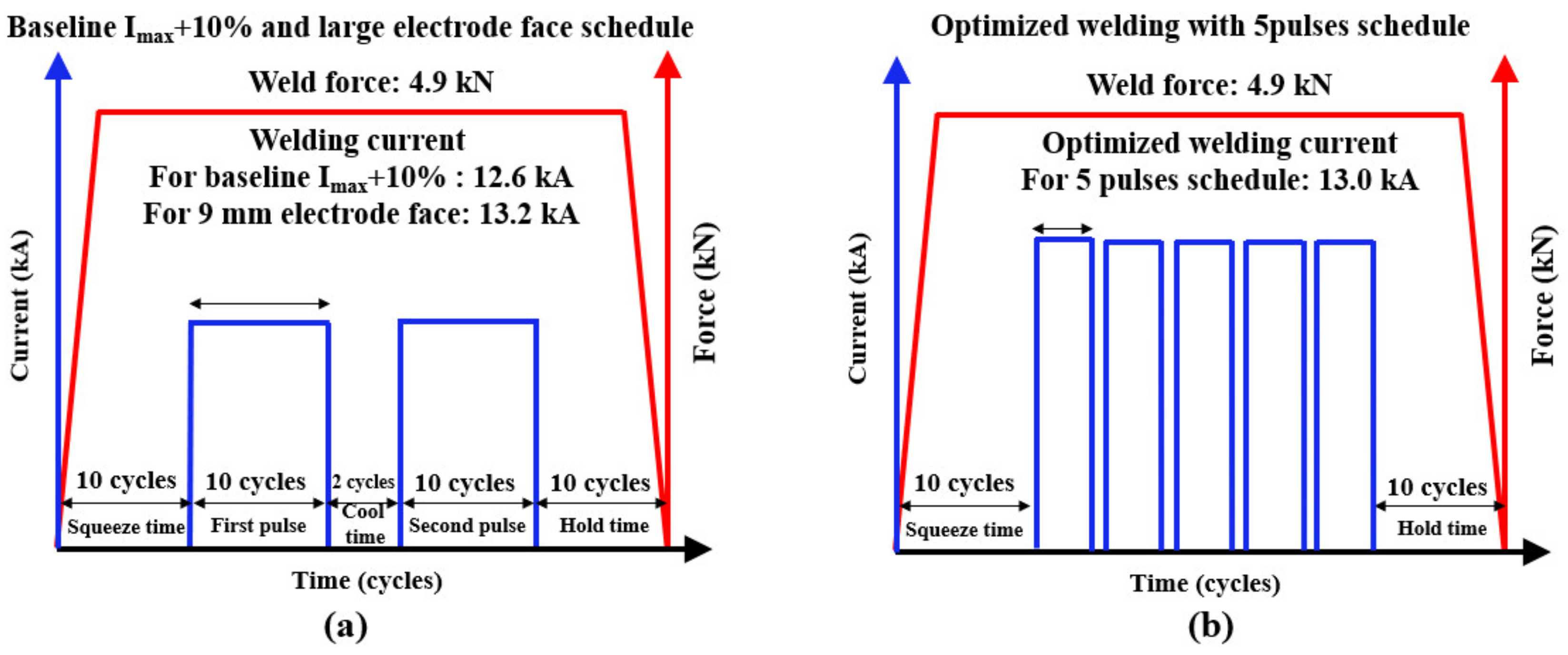
2.3. Welding Schedules for the Baseline and LME Mitigation Strategies
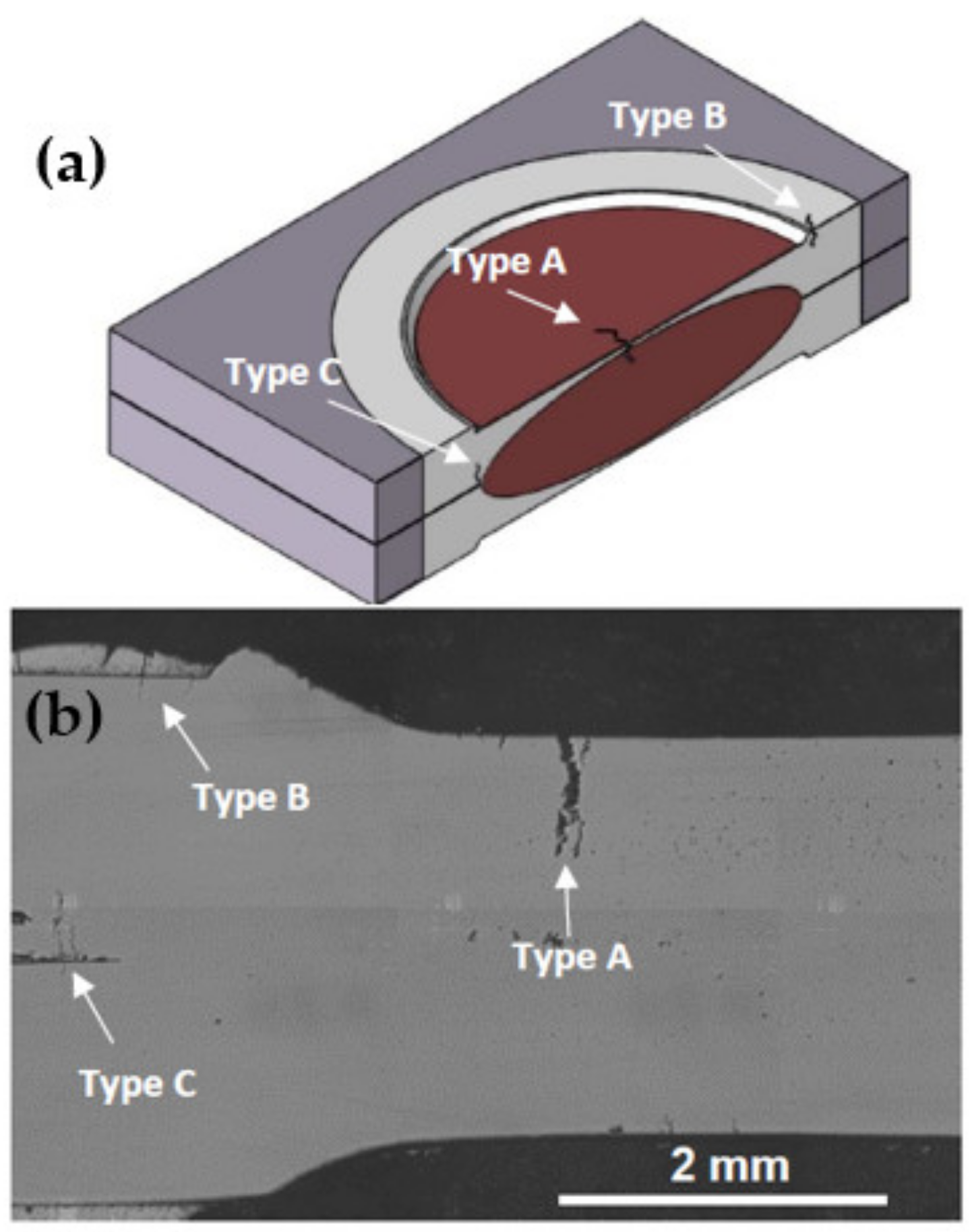
2.4. Cracking Index Measurements and Cutting Procedure
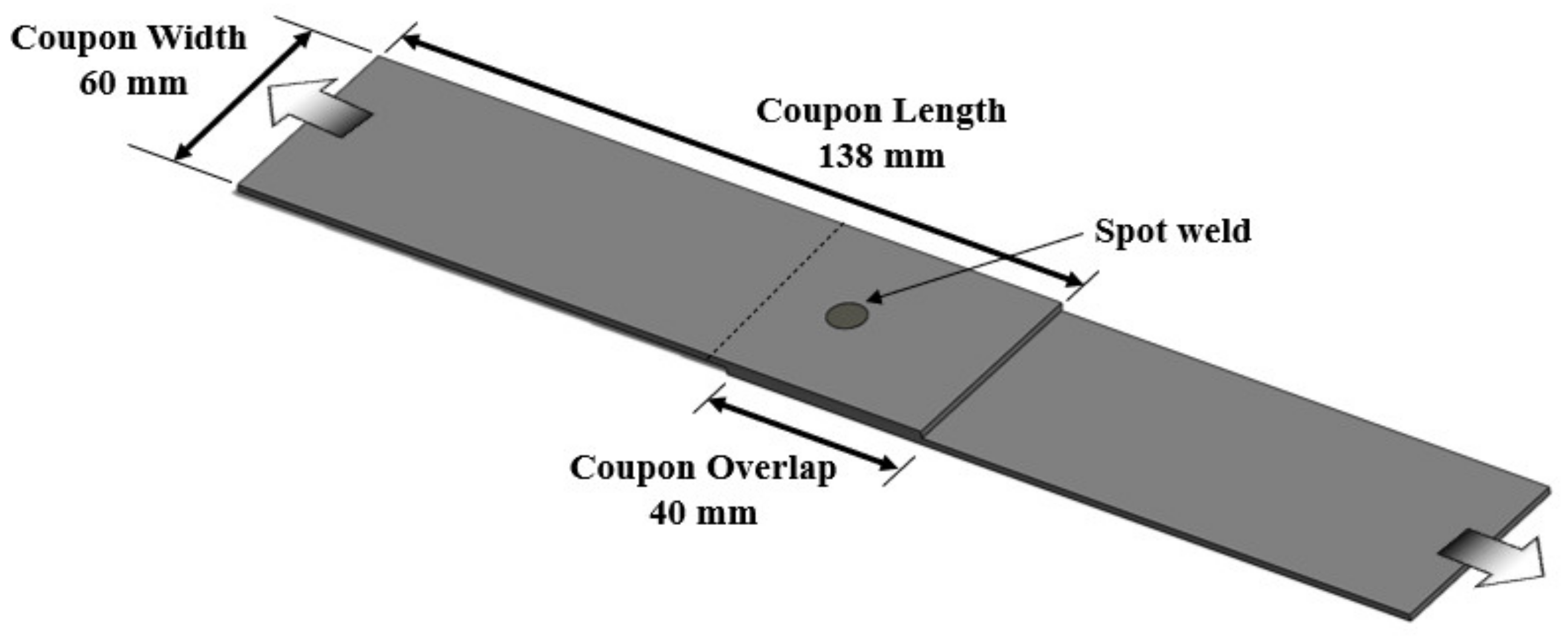
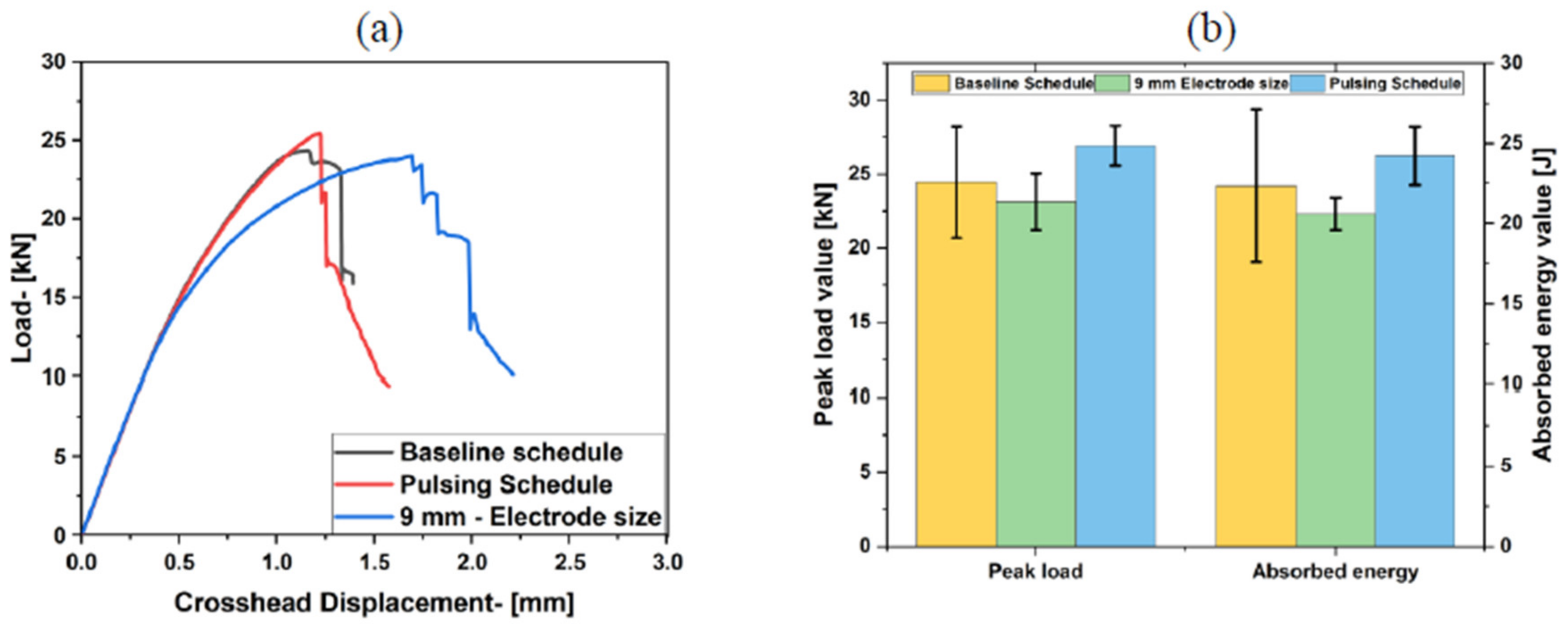
2.5. Mechanical Testing
3. Results and Discussion
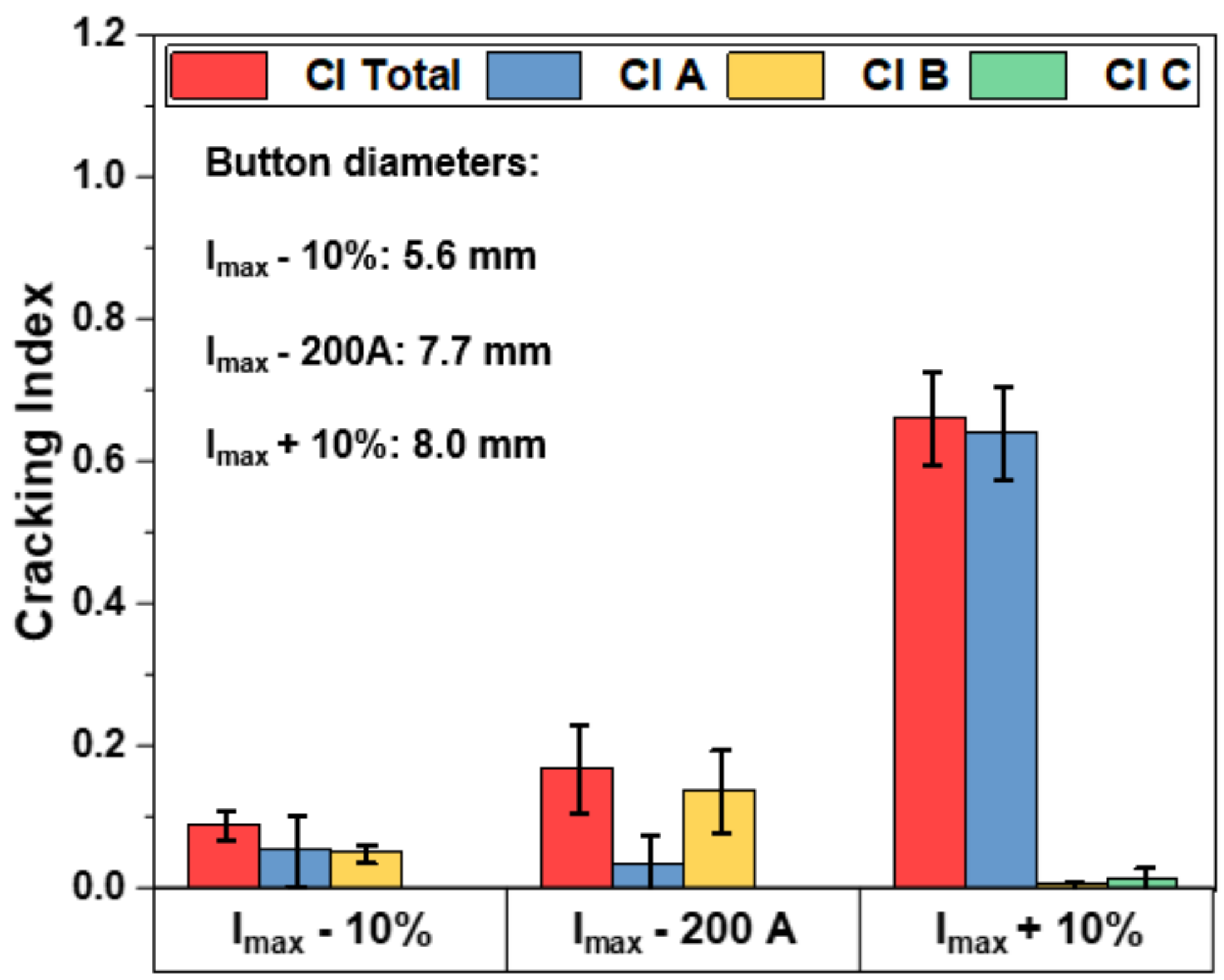
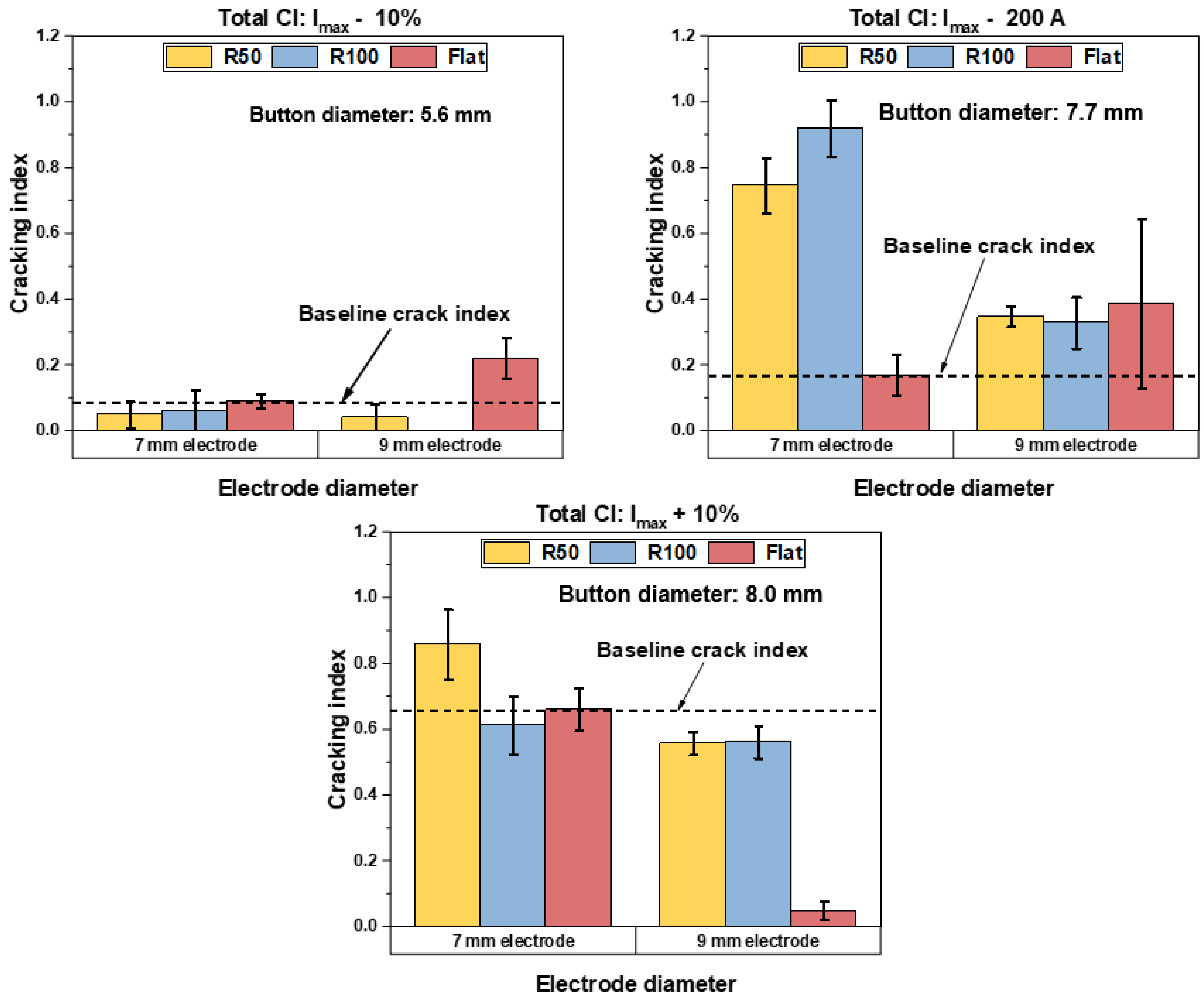
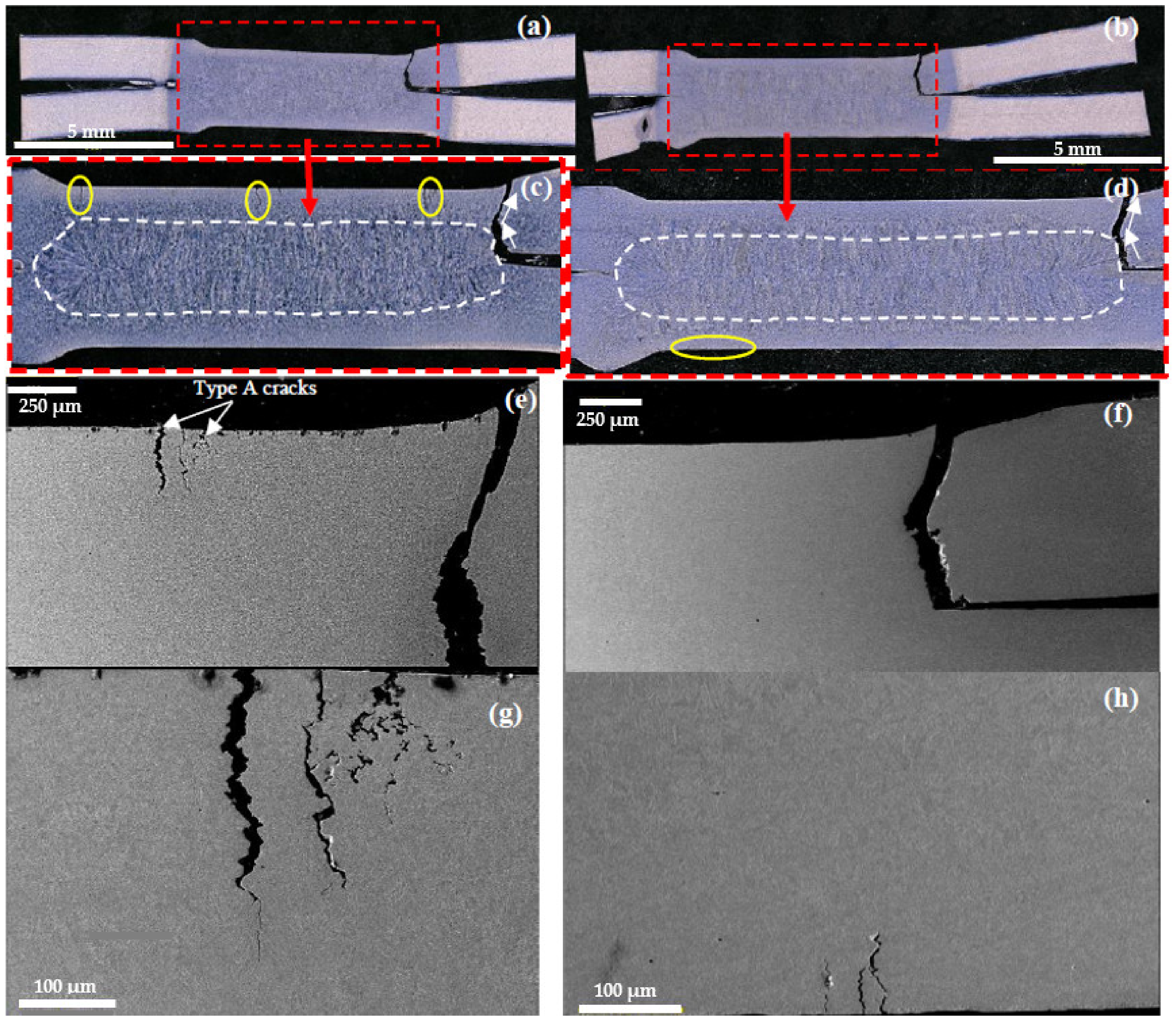
3.1. Baseline Cracking
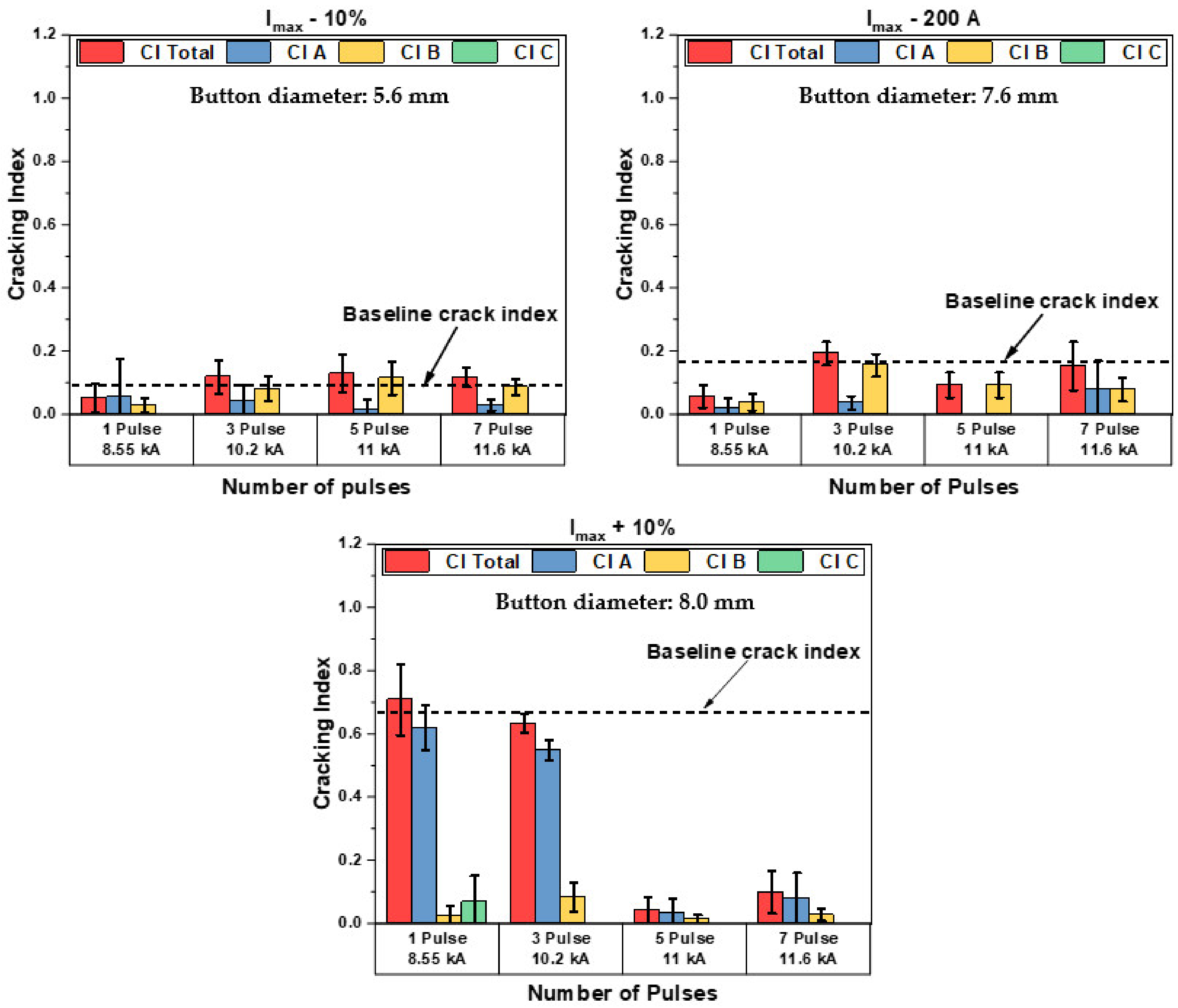
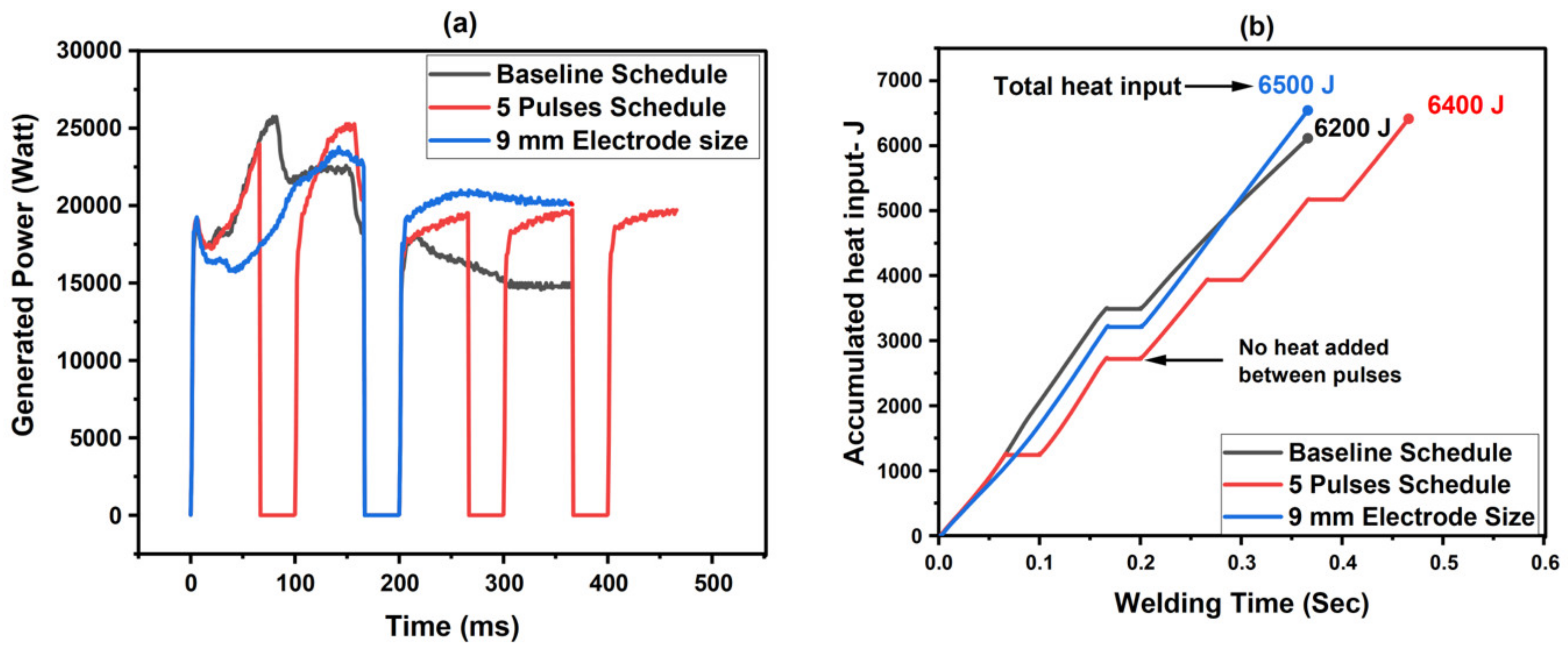
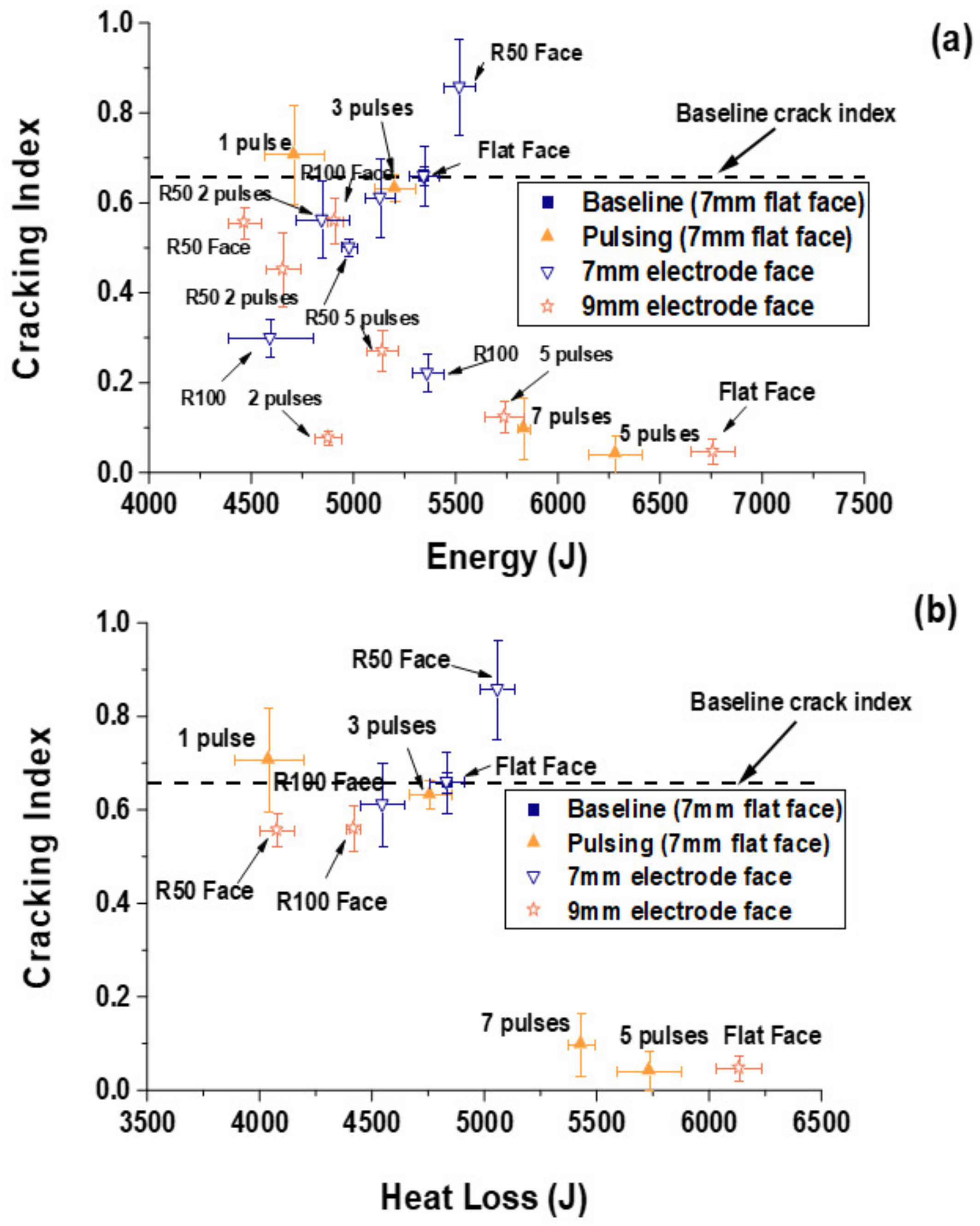
3.2. Effect of Current Pulsing on LME
- One pulse: 333 ms
- Three pulses: 111 ms–33 ms–111 ms–33 ms–111 ms
- Five pulses: 67 ms–33 ms–67 ms–33 ms–67 ms–33 ms–67 ms–33 ms–67 ms
- Seven pulses: 48 ms–33 ms–48 ms–33 ms–48 ms–33 ms–48 ms–33 ms–48 ms–33 ms–48 ms–33 ms–48 ms
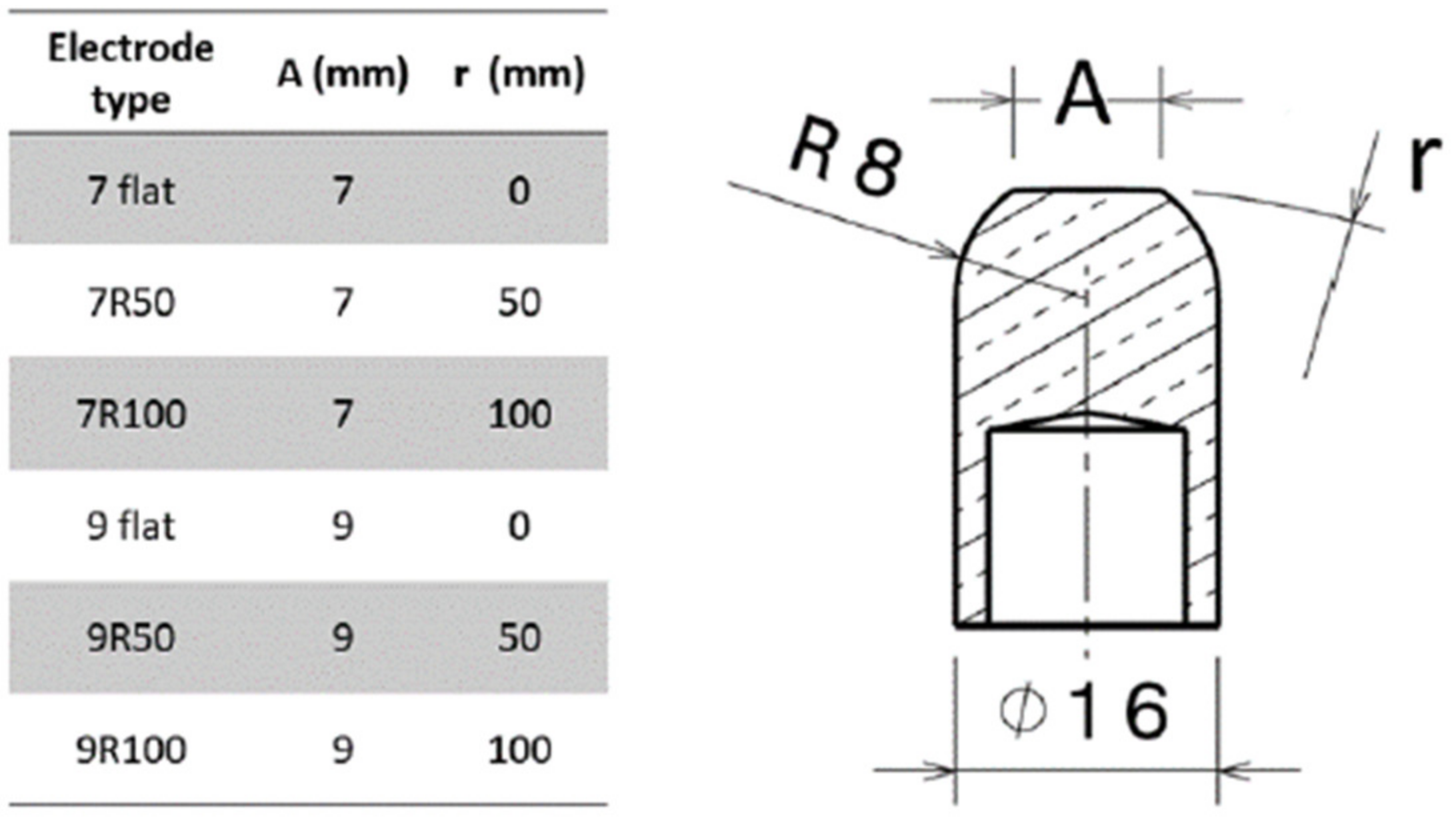
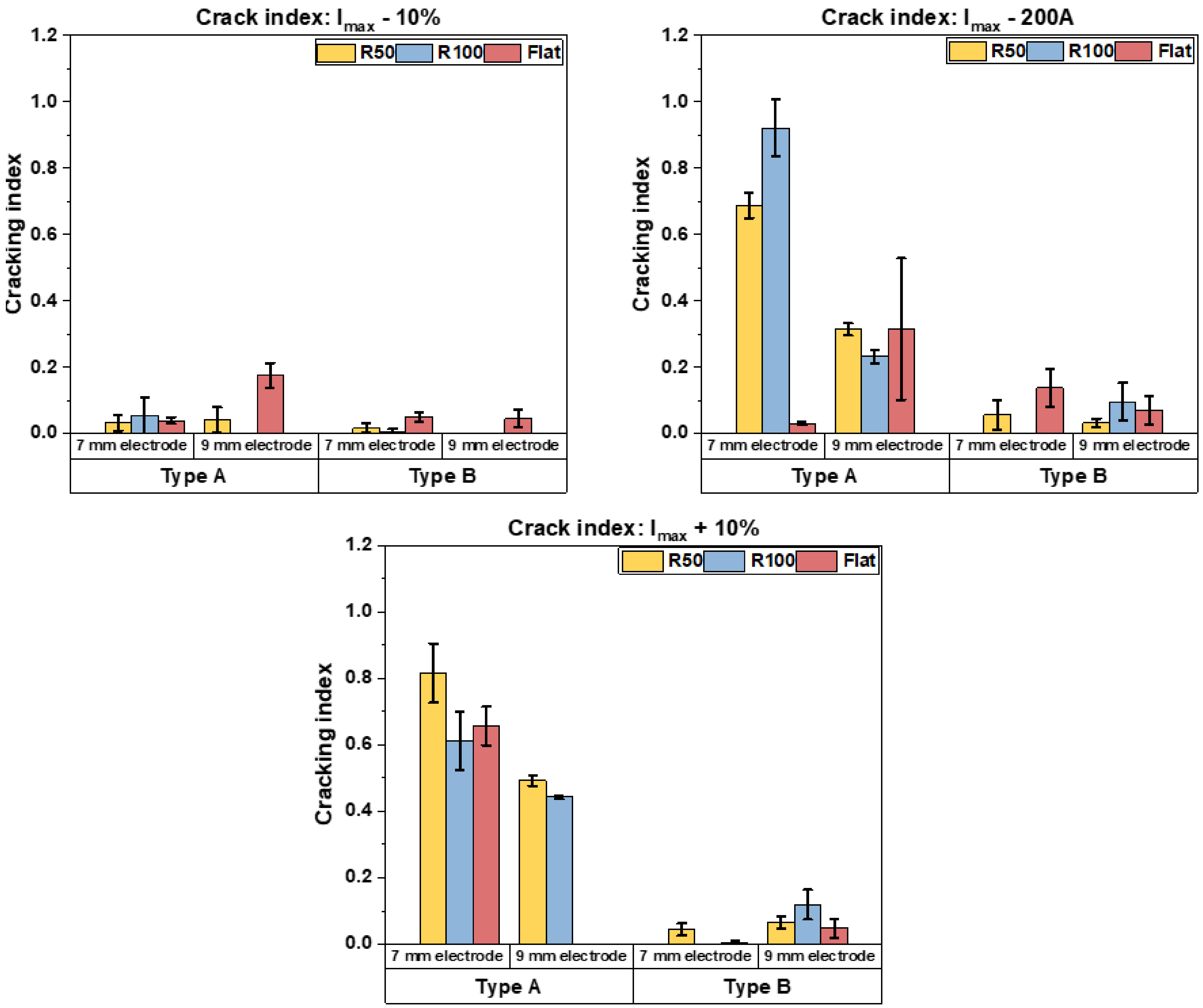
3.3. Effect of Electrode Geometry on LME
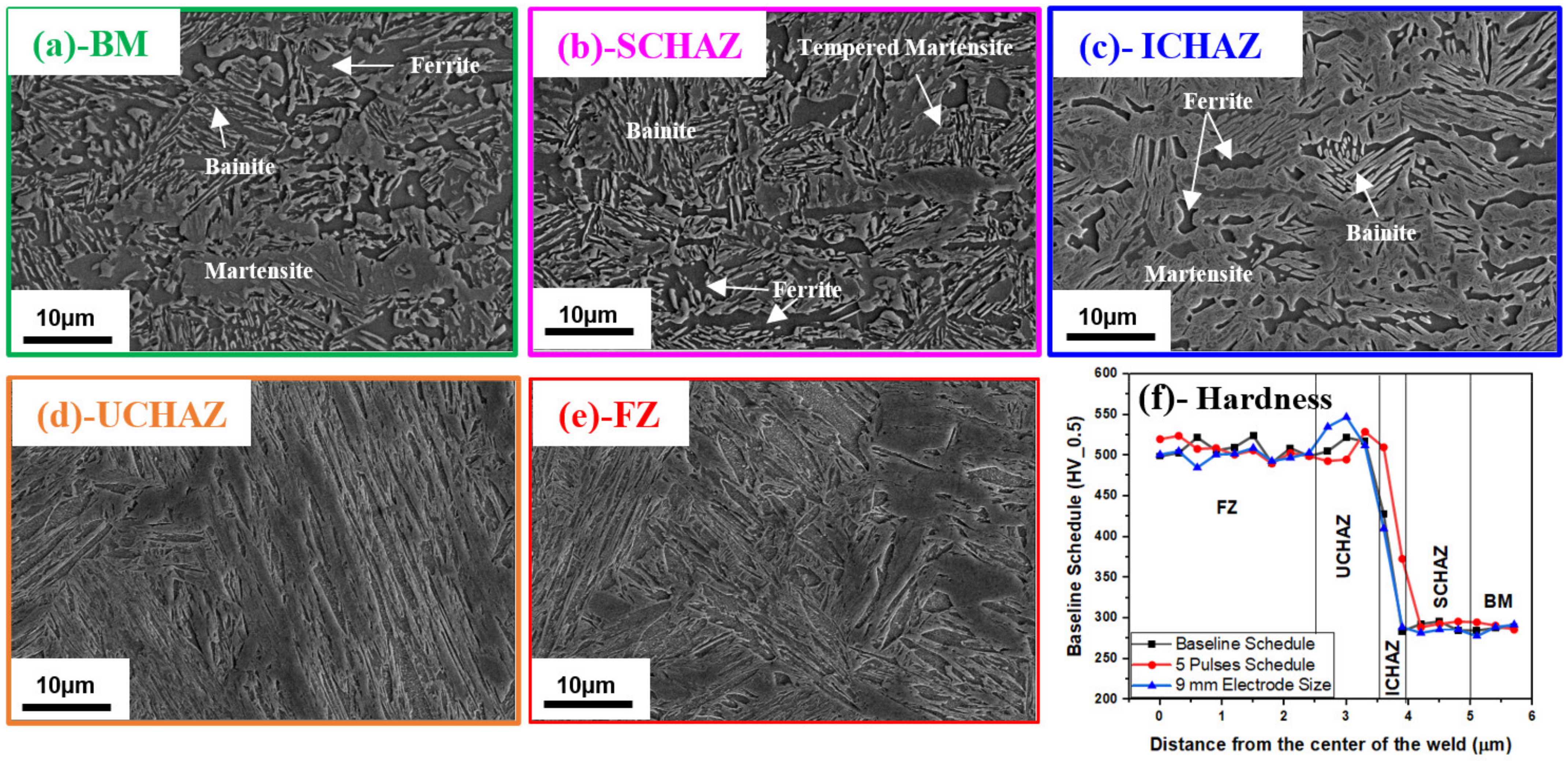
3.4. Microstructure Characterization
3.5. Heat Input and Heat Loss
4. Conclusions
- Effect of current pulsing
- 2.
- Effect of electrode geometry
- 3.
- Effect of LME crack type on mechanical properties
- 4.
- Effect of heat extraction on optimized weld parameters to reduce LME severity
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ashiri, R.; Shamanian, M.; Salimijazi, H.R.; Haque, A.; Bae, J.-H.; Ji, C.-W.; Chin, K.-G.; Park, Y.-D. Liquid metal embrittlement-free welds of Zn-coated twinning induced plasticity steels. Scr. Mater. 2016, 114, 41–47. [Google Scholar] [CrossRef]
- Bayraktar, E.; Kaplan, D.; Grumbach, M. Application of impact tensile testing to spot welded sheets. J. Mater. Process. Technol. 2004, 153–154, 80–86. [Google Scholar] [CrossRef]
- Choi, D.-Y.; Sharma, A.; Uhm, S.-H.; Jung, J.P. Liquid Metal Embrittlement of Resistance Spot Welded 1180 TRIP Steel: Effect of Electrode Force on Cracking Behavior. Met. Mater. Int. 2019, 25, 219–228. [Google Scholar] [CrossRef]
- Jeon, W.-S.; Sharma, A.; Jung, J.P. Liquid Metal Embrittlement of Galvanized TRIP Steels in Resistance Spot Welding. Metals 2020, 10, 787. [Google Scholar] [CrossRef]
- Chuko, W.; Gould, J. Development of appropriate resistance spot welding practice for transformation-hardened steels. Weld. J. 2002, 81, 1–7. [Google Scholar]
- DiGiovanni, C.; Shojaee, M.; Biro, E.; Zhou, N. Effect of external loading on liquid metal embrittlement severity during resistance spot welding. Manuf. Lett. 2022, 33, 11–14. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; DiGiovanni, C.; Zhou, Y.; Biro, E. Pathway to understand liquid metal embrittlement (LME) in Fe-Zn couple: From fundamentals toward application. Prog. Mater. Sci. 2021, 121, 100798. [Google Scholar] [CrossRef]
- DiGiovanni, C.; Biro, E.; Zhou, N.Y. Impact of liquid metal embrittlement cracks on resistance spot weld static strength. Sci. Technol. Weld. Join. 2019, 24, 218–224. [Google Scholar] [CrossRef]
- Böhne, C.; Meschut, G.; Biegler, M.; Rethmeier, M. Avoidance of liquid metal embrittlement during resistance spot welding by heat input dependent hold time adaption. Sci. Technol. Weld. Join. 2020, 1–8. [Google Scholar] [CrossRef]
- Davenport, M. Generation 3 Steels—A Guide to Applications of Gen3 AHSS; United States Steel Corporation: Pittsburgh, PA, USA, 2016. [Google Scholar]
- Bartier, O.; Hernot, X.; Mauvoisin, G. Theoretical and experimental analysis of contact radius for spherical indentation. Mech. Mater. 2010, 42, 640–656. [Google Scholar] [CrossRef] [Green Version]
- Song, S.; Shojaee, M.; Midawi, A.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. Influence of expulsion and heat extraction resulting from changes to electrode force on liquid metal embrittlement during resistance spot welding. J. Mater. Res. Technol. 2023, 23, 1458–1470. [Google Scholar] [CrossRef]
- Wintjes, E.; DiGiovanni, C.; He, L.; Bag, S.; Goodwin, F.; Biro, E.; Zhou, Y.N. Effect of Multiple Pulse Resistance Spot Welding Schedules on Liquid Metal Embrittlement Severity. J. Manuf. Sci. Eng. 2019, 141, 1–23. [Google Scholar] [CrossRef]
- DiGiovanni, C.; Biro, E. A review of current LME test methods and suggestions for developing a standardized test procedure. Weld. World 2021, 65, 865–884. [Google Scholar] [CrossRef]
- DiGiovanni, C.; He, L.; Pistek, U.; Goodwin, F.; Biro, E.; Zhou, N.Y. Role of spot weld electrode geometry on liquid metal embrittlement crack development. J. Manuf. Process. 2020, 49, 1–9. [Google Scholar] [CrossRef]
- Murugan, S.; Mahmud, K.; Park, Y.-D. The influence of electrode geometry on liquid metal embrittlement cracking in resistance spot welding of advanced high strength steel. In Proceedings of the International Institute of Welding Annual Meeting (IIW2018), Bali, Indonesia, 15–20 July 2018; Volume 3, pp. 1876–1918. [Google Scholar]
- Murugan, S.P.; Mahmud, K.; Ji, C.; Jo, I.; Park, Y.-D. Critical design parameters of the electrode for liquid metal embrittlement cracking in resistance spot welding. Weld. World 2019, 63, 1613–1632. [Google Scholar] [CrossRef]
- DiGiovanni, C.; Kalashami, A.G.; Goodwin, F.; Biro, E.; Zhou, N. Occurrence of sub-critical heat affected zone liquid metal embrittlement in joining of advanced high strength steel. J. Mater. Process. Technol. 2021, 288, 116917. [Google Scholar] [CrossRef]
- Siar, O.; Dancette, S.; Dupuy, T.; Fabrègue, D. Impact of liquid metal embrittlement inner cracks on the mechanical behavior of 3 generation advanced high strength steel spot welds. J. Mater. Res. Technol. 2021, 15, 6678–6689. [Google Scholar] [CrossRef]
- Kim, Y.G.; Kim, I.J.; Kim, J.S.; Chung, Y.I.; Choi, D.Y. Evaluation of Surface Crack in Resistance Spot Welds of Zn-Coated Steel. Mater. Trans. 2014, 55, 171–175. [Google Scholar] [CrossRef] [Green Version]
- Siar, O.; Benlatreche, Y.; Dupuy, T.; Dancette, S.; Fabrègue, D. Effect of Severe Welding Conditions on Liquid Metal Embrittlement of a 3rd-Generation Advanced High-Strength Steel. Metals 2020, 10, 1166. [Google Scholar] [CrossRef]
- DiGiovanni, C.; Bag, S.; Mehling, C.; Choi, K.W.; Macwan, A.; Biro, E.; Zhou, N.Y. Reduction in liquid metal embrittlement cracking using weld current ramping. Weld. World 2019, 63, 1583–1591. [Google Scholar] [CrossRef]
- Barthelmie, J.; Schram, A.; Wesling, V. Liquid Metal Embrittlement in Resistance Spot Welding and Hot Tensile Tests of Surface-refined TWIP Steels. IOP Conf. Ser. Mater. Sci. Eng. 2016, 118, 012002. [Google Scholar] [CrossRef]
- ASTM International Committee E8. Standard Test Methods for Tension Testing of Metallic Materials 1; ASTM international: West Conshohocken, PA, USA, 2013. [Google Scholar] [CrossRef]
- Yurioka, N.; Suzuki, H.; Ohshita, S.; Saito, S. Determination of Necessary Preheating Temperature in Steel Welding. Weld. J. 1983, 62. [Google Scholar]
- AWS D8.9M:2012; Test Methods for Evaluting the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials. American National Standard Institute: Washington, DC, USA, 2012.
- Shojaee, M.; Midawi, A.R.H.; Barber, B.; Ghassemi-Armaki, H.; Worswick, M.; Biro, E. Mechanical properties and failure behavior of resistance spot welded third-generation advanced high strength steels. J. Manuf. Process. 2021, 65, 364–372. [Google Scholar] [CrossRef]
- Kimchi, D.H. ; Menachem; Phillips. Resistance Spot Welding Fundametals and Applications for the Automotive Industry, 1st ed.; Morgan & Claypool Publishers: San Rafael, CA, USA, 2018. [Google Scholar] [CrossRef]
- Wintjes, E.; DiGiovanni, C.; He, L.; Biro, E.; Zhou, N.Y. Quantifying the link between crack distribution and resistance spot weld strength reduction in liquid metal embrittlement susceptible steels. Weld. World 2019, 63, 807–814. [Google Scholar] [CrossRef]
- DiGiovanni, C.; He, L.; Hawkins, C.; Zhou, N.Y.; Biro, E. Significance of cutting plane in liquid metal embrittlement severity quantification. SN Appl. Sci. 2021, 3, 1–8. [Google Scholar] [CrossRef]
- Wintjes, E. A Statistical Approach to Quantifying Impact of Multiple Pulse Resistance Spot Welding Schedules on Liquid Metal Embrittlement Cracking. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2019. [Google Scholar]
- Choi, D.; Uhm, S.; Enloe, C.; Lee, H.; Kim, G. Horvath, Liquid metal embrittlement of resistance spot welded 1180TRIP steel—Effects of crack geometry on weld mechanical performance. In Proceedings of the Materials Science & Technology Conference and Exhibition 2017 (MS&T’17), Pittsburgh, PA, USA, 8–12 October 2017; Association for Iron and Steel Technology: Warrendale, PA, USA; pp. 454–462. [CrossRef]
- Zhou, M.; Hu, S.J.; Zhang, H. Critical Specimen Sizes for Tensile-Shear Testing of Steel Sheets. Weld. J. 1999, 78, 305-s. [Google Scholar]
- DiGiovanni, C.; Han, X.; Powell, A.; Biro, E.; Zhou, N.Y. Experimental and Numerical Analysis of Liquid Metal Embrittlement Crack Location. J. Mater. Eng. Perform. 2019, 28, 2045–2052. [Google Scholar] [CrossRef]
- Ramachandran, D.C.; Midawi, A.R.; Shojaee, M.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. A comprehensive evaluation of tempering kinetics on 3rd generation advanced high strength steels. Materialia 2022, 101644, submitted for publication. [Google Scholar] [CrossRef]
- Sarmast-Ghahfarokhi, S.; Zhang, S.; Midawi, A.R.; Goodwin, F.; Zhou, Y.N. The failure mechanism of resistance spot welded third-generation medium-Mn steel during shear-tension loading. J. Manuf. Process. 2022, 79, 520–531. [Google Scholar] [CrossRef]
- Betiku, O.T.; Shojaee, M.; Sherepenko, O.; Midawi, A.R.H.; Chertov, A.M.; Ghassemi-Armaki, H.; Maev, R.G.; Biro, E. Optimizing post-weld performance of press-hardened steel resistance spot welds by controlling fusion zone porosity. Weld. World 2022, 66, 1733–1746. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thickness (mm) | Chemical Composition (%wt.) | Mechanical Properties | ||||
|---|---|---|---|---|---|---|---|
| C | (Mn+Si) | Ceq | YS (MPa) | UTS (MPa) | El (%) | ||
| 3G-980 GI | 1.4 | 0.22 | 3.18 | 0.63 | 634 ± 8 | 1015 ± 6 | 22 ± 0.8 |
| Material | Force-kN | Pulse Schedule-ms | Seq/Hold Time-ms | Electrode-mm | |
|---|---|---|---|---|---|
| 3G-980-GI | 4.9 | 2 | 167-33-167 | 167 | 7 mm flat |
| 5 | 67-33-67-33-67-33-67-33-67 | ||||
| 2 | 167-33-167 | 9 mm flat | |||
| Crack Type | The Individual Crack Index and Total Crack Index | ||||
|---|---|---|---|---|---|
| Current Level | A | B | C | CI-Total | |
| Imax − 10% | 0.05 ± 0.05 | 0.05 ± 0.01 | 0 | 0.09 ± 0.021 | |
| Imax − 200 | 0.03 ± 0.04 | 0.13 ± 0.05 | 0 | 0.169 ± 0.06 | |
| Imax + 10% | 0.64 ± 0.06 | 0.004 ± 0.00 | 0.013 ± 0.01 | 0.661 ± 0.06 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Midawi, A.R.H.; Patel, M.; Shojaee, M.; Pearson, K.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. Effect of Liquid Metal Embrittlement Indent Cracks on Zinc Coated 3rd Generation AHSS Mechanical Performance. Metals 2023, 13, 491. https://doi.org/10.3390/met13030491
Midawi ARH, Patel M, Shojaee M, Pearson K, Sherepenko O, Ghassemi-Armaki H, Biro E. Effect of Liquid Metal Embrittlement Indent Cracks on Zinc Coated 3rd Generation AHSS Mechanical Performance. Metals. 2023; 13(3):491. https://doi.org/10.3390/met13030491
Chicago/Turabian StyleMidawi, Abdelbaset R. H., Meet Patel, Mohammad Shojaee, Kate Pearson, Oleksii Sherepenko, Hassan Ghassemi-Armaki, and Elliot Biro. 2023. "Effect of Liquid Metal Embrittlement Indent Cracks on Zinc Coated 3rd Generation AHSS Mechanical Performance" Metals 13, no. 3: 491. https://doi.org/10.3390/met13030491