
Compactability Regularities Observed during Cold Uniaxial Pressing of Layered Powder Green Samples Based on Ti-Al-Nb-Mo-B and Ti-B
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Objects of Research
2.2. Research Methods
3. Results and Discussion
4. Conclusions
- (1)
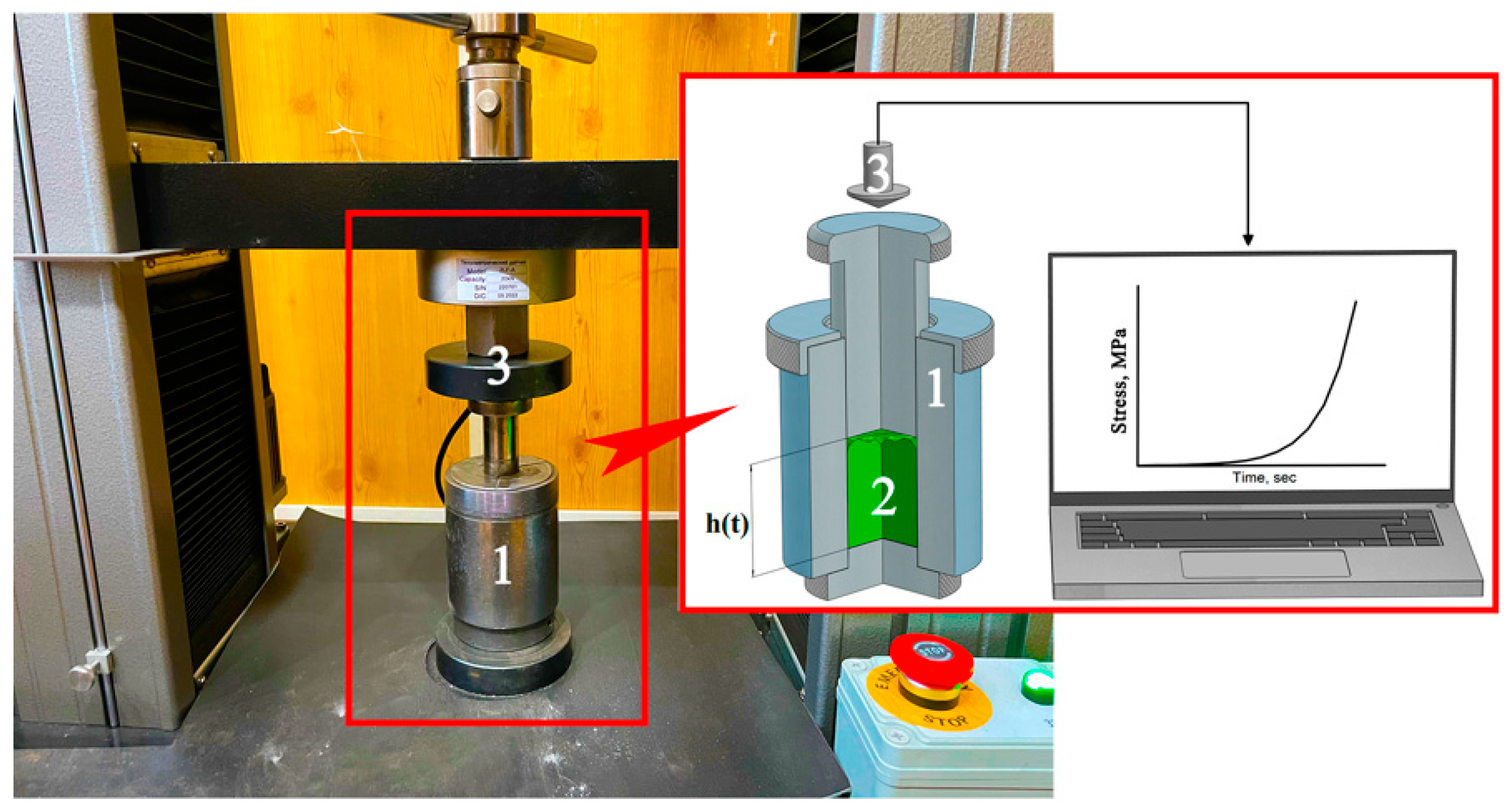
- A simple and fast method has been proposed for studying the characteristics of cold uniaxial pressing for layered powder materials. This method makes it possible to determine in one experiment the effect of compaction pressure on the density of a sample, taking into account the time of its compaction. Reducing the TNM content in the charge billet composition improves the compaction of powder materials under the given technological parameters of uniaxial cold pressing. Increasing the boron content and decreasing the amount of titanium in the Ti–B composition enhances the compactability of powder materials.
- (2)
- An experimental method has been proposed to ascertain the relationship between the degree of deformation and the relative density of powder green samples in relation to compaction pressure and the duration of pressure application. This method applies to single-layer, double-layer, and multilayer materials based on Ti-B–(20, 30, 40) wt % Ti and TNM (at %: 51.85Ti–43Al–4Nb–1Mo–0.15B).
- (3)
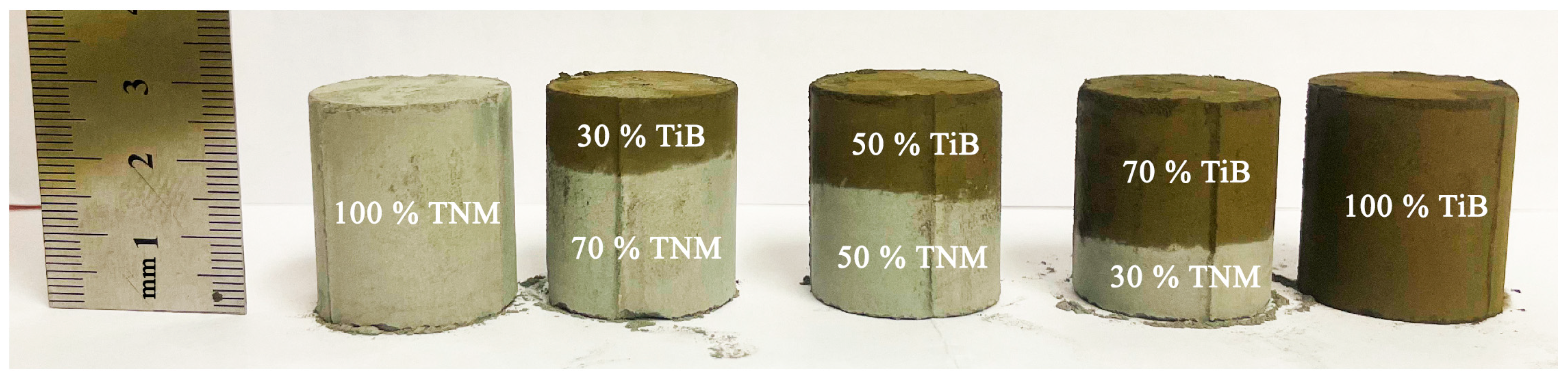
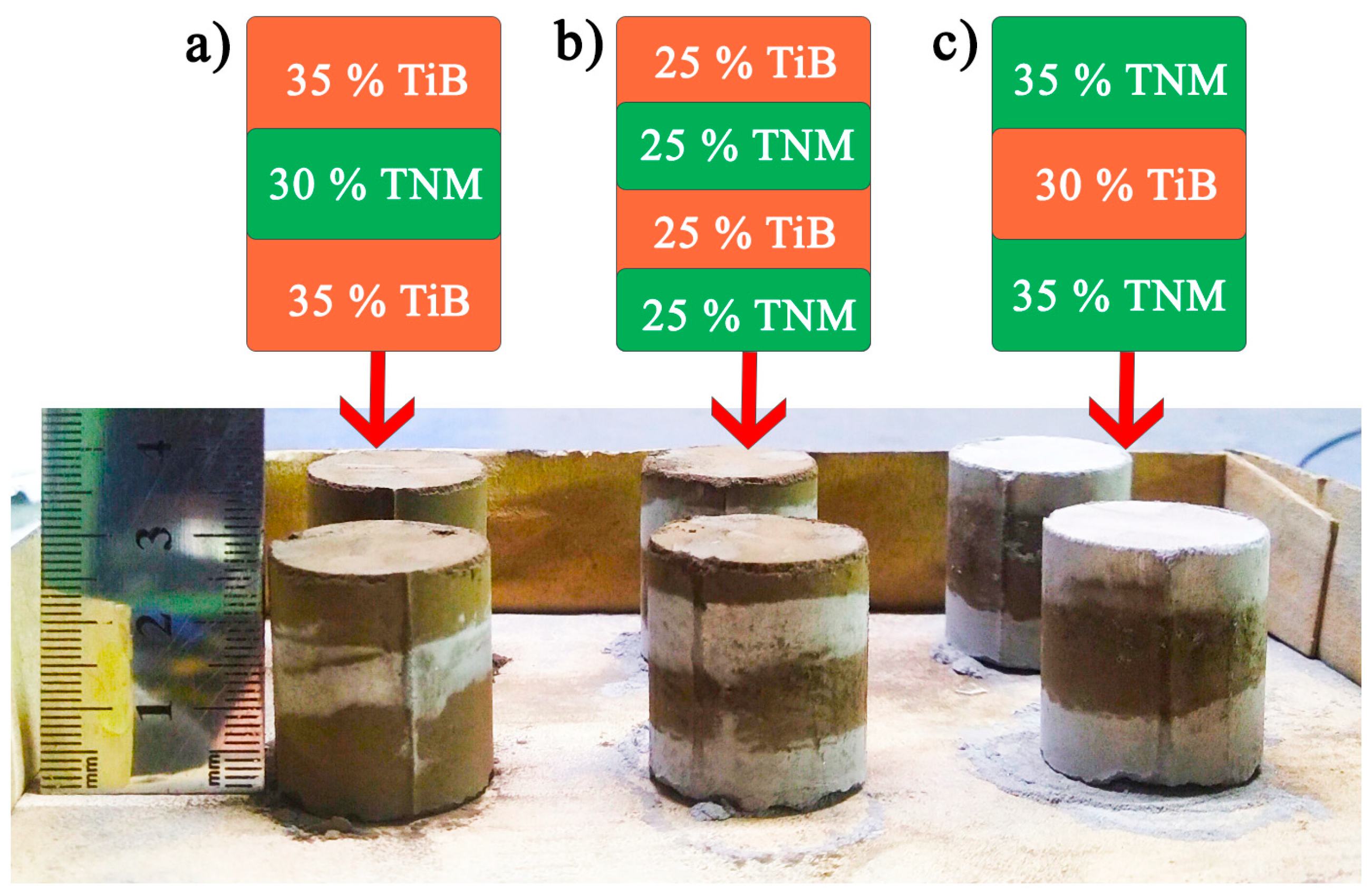
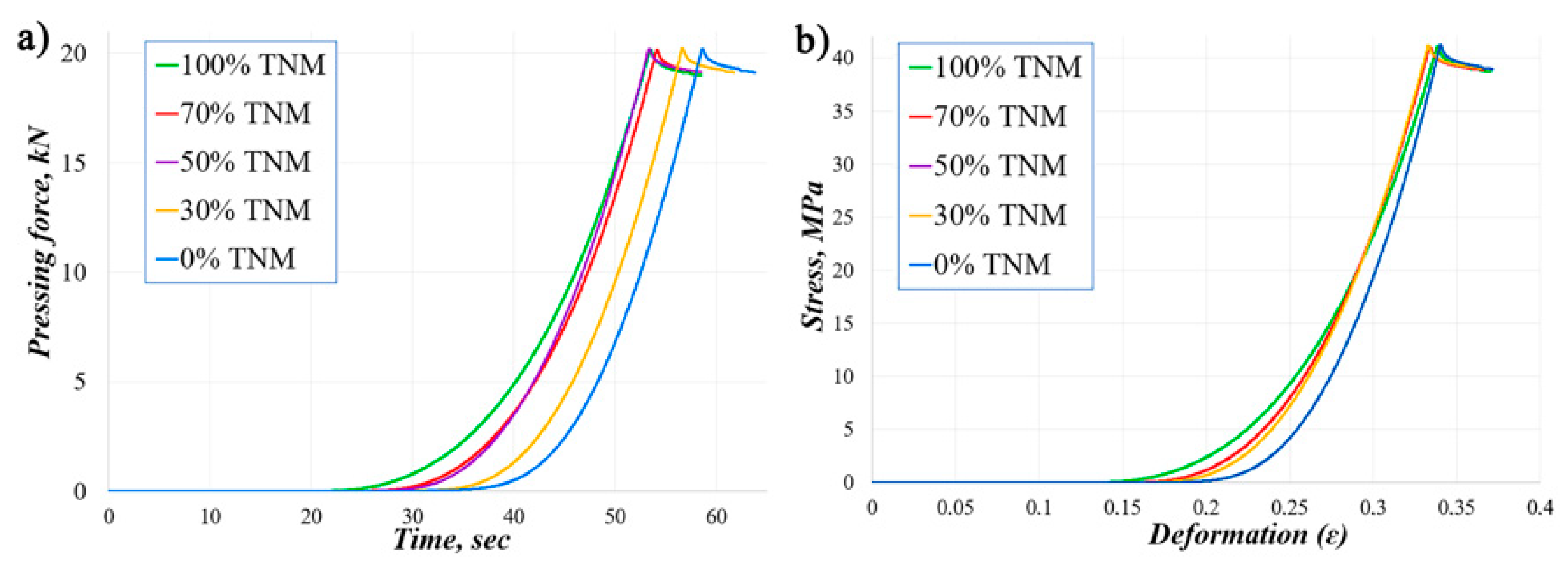
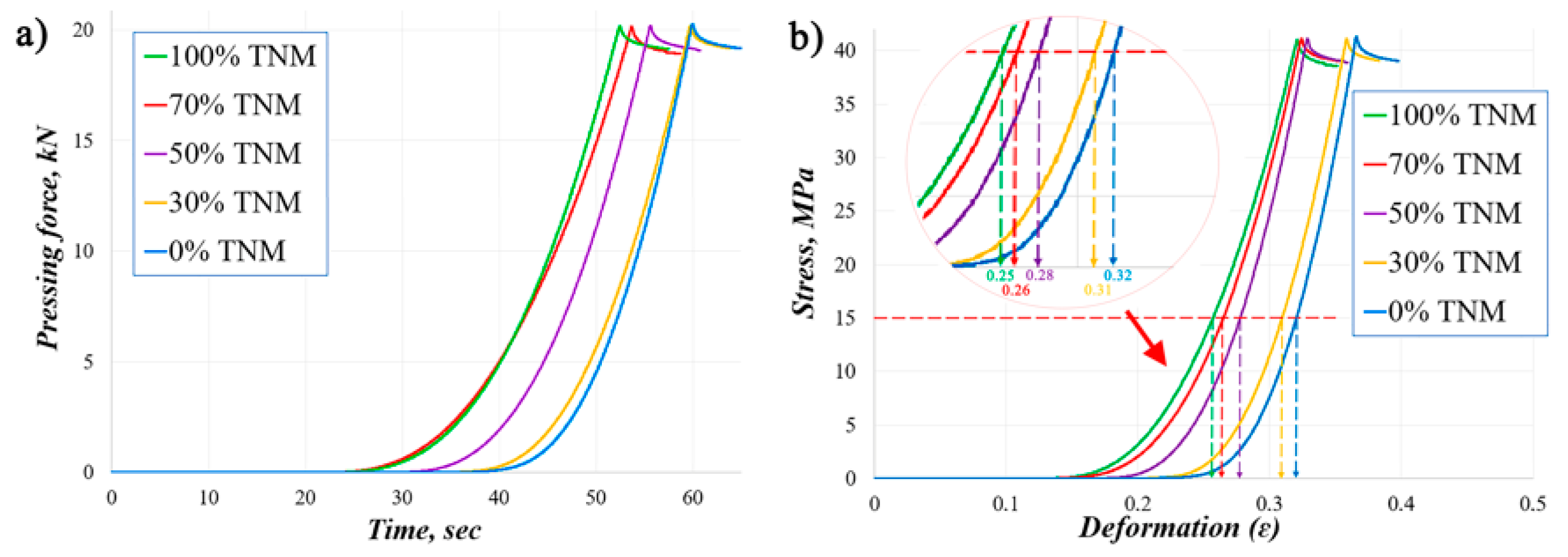
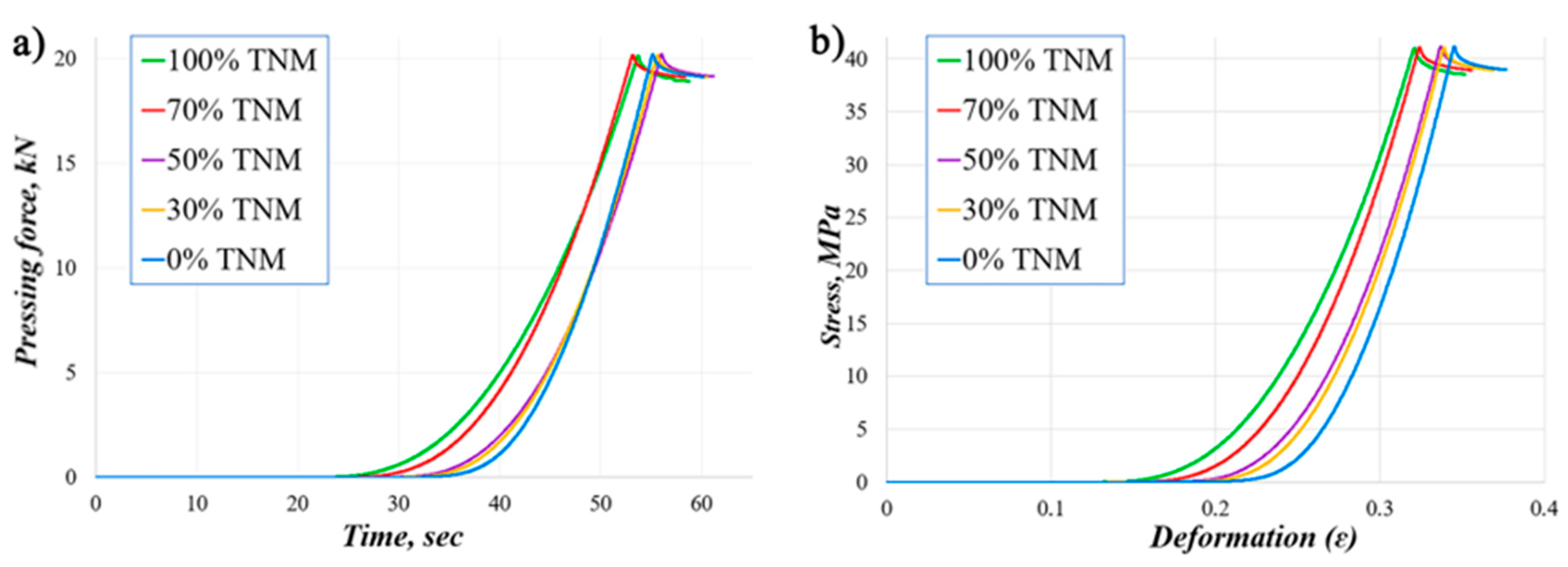
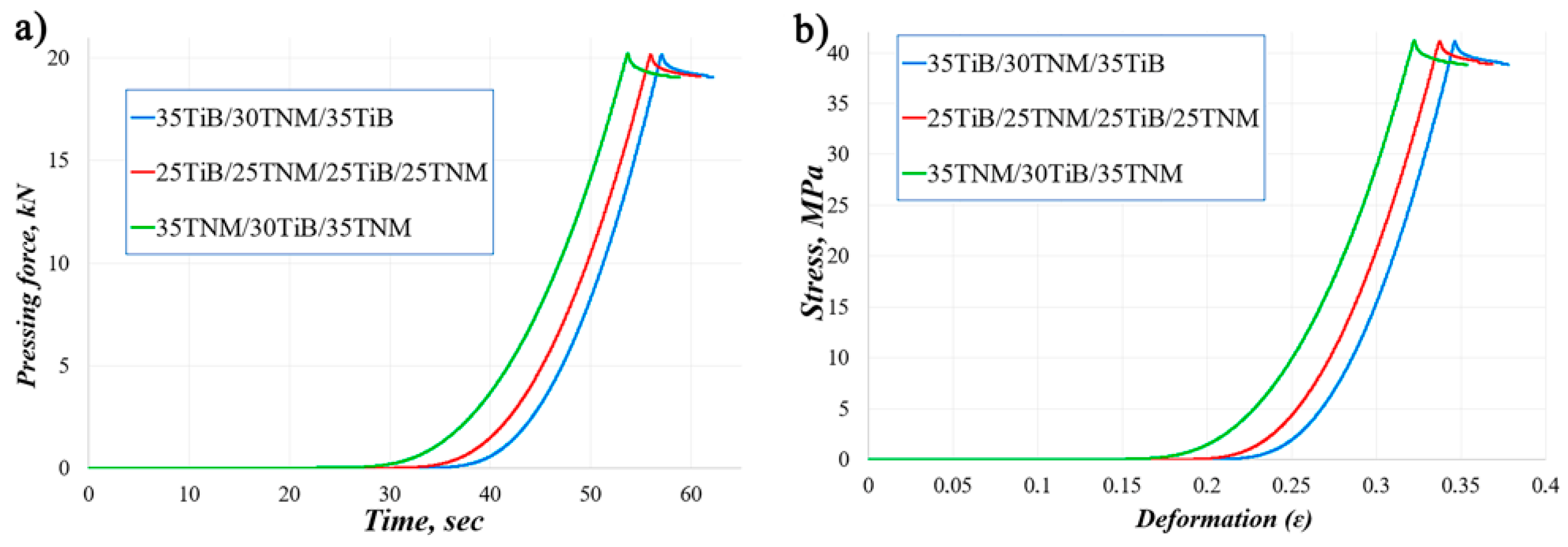
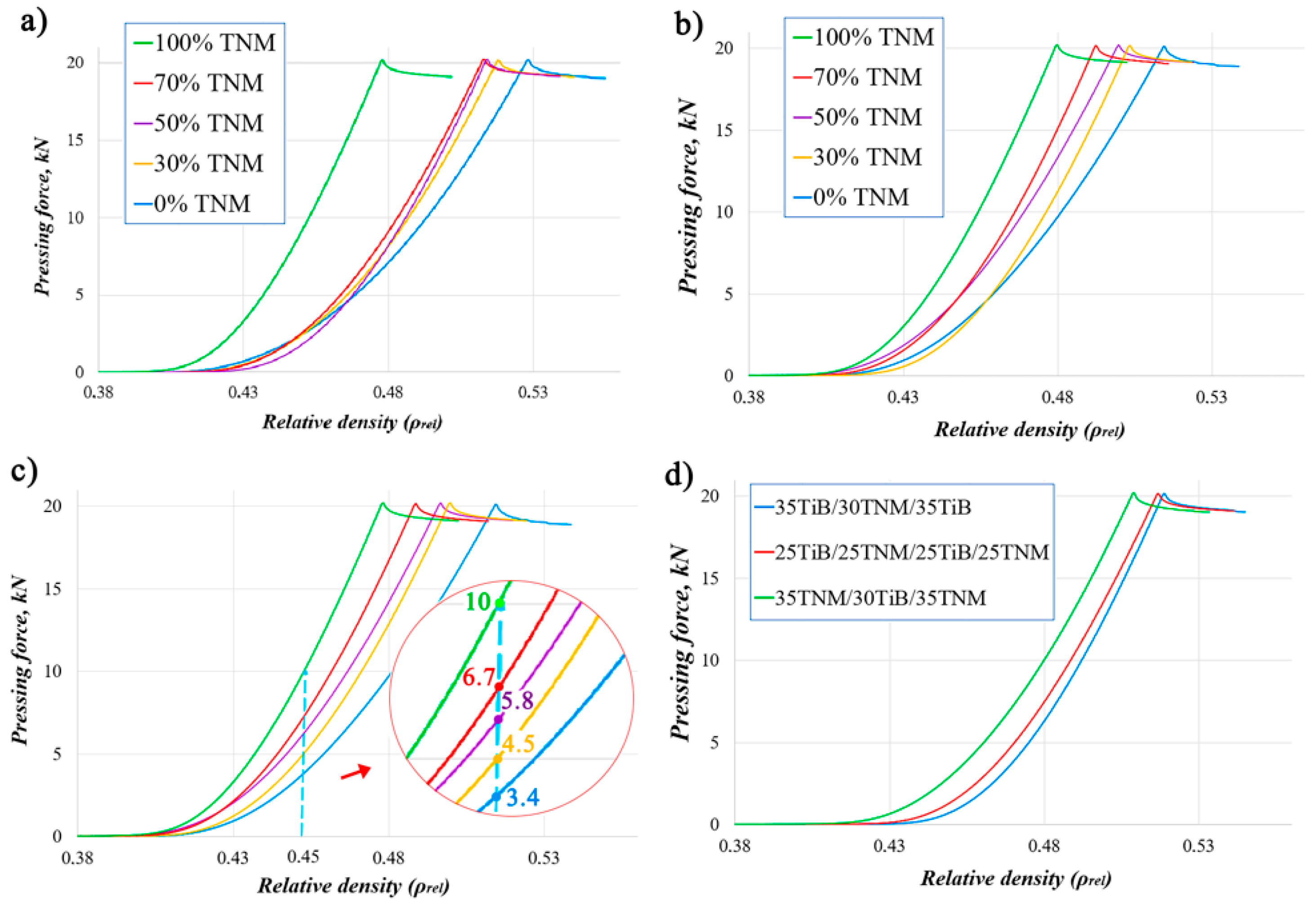
- Rheological patterns were studied during cold uniaxial pressing of powder green samples depending on the composition of the initial components, height, and number of layers Ti-B–(20, 30, 40) wt % Ti and TNM (at %: 51.85Ti–43Al–4Nb–1Mo–0.15B). Layers were selected containing both 100 vol % TiB and TNM, and the following proportions: 70TiB/30TNM, 50TiB/50TNM, 30TiB/70TNM. In addition, multilayers were also studied in the following proportions: vol %: 35TiB/30TNM/35TiB, 25TiB/25TNM/25TiB/25TNM, and 35TNM/30TiB/35TNM. Based on the obtained rheological patterns and calculated rheological characteristics, it was concluded that with a decrease in the TNM content in the composition of the powder green sample, the compaction of powder materials at given technological parameters of uniaxial pressing improves.
- (4)
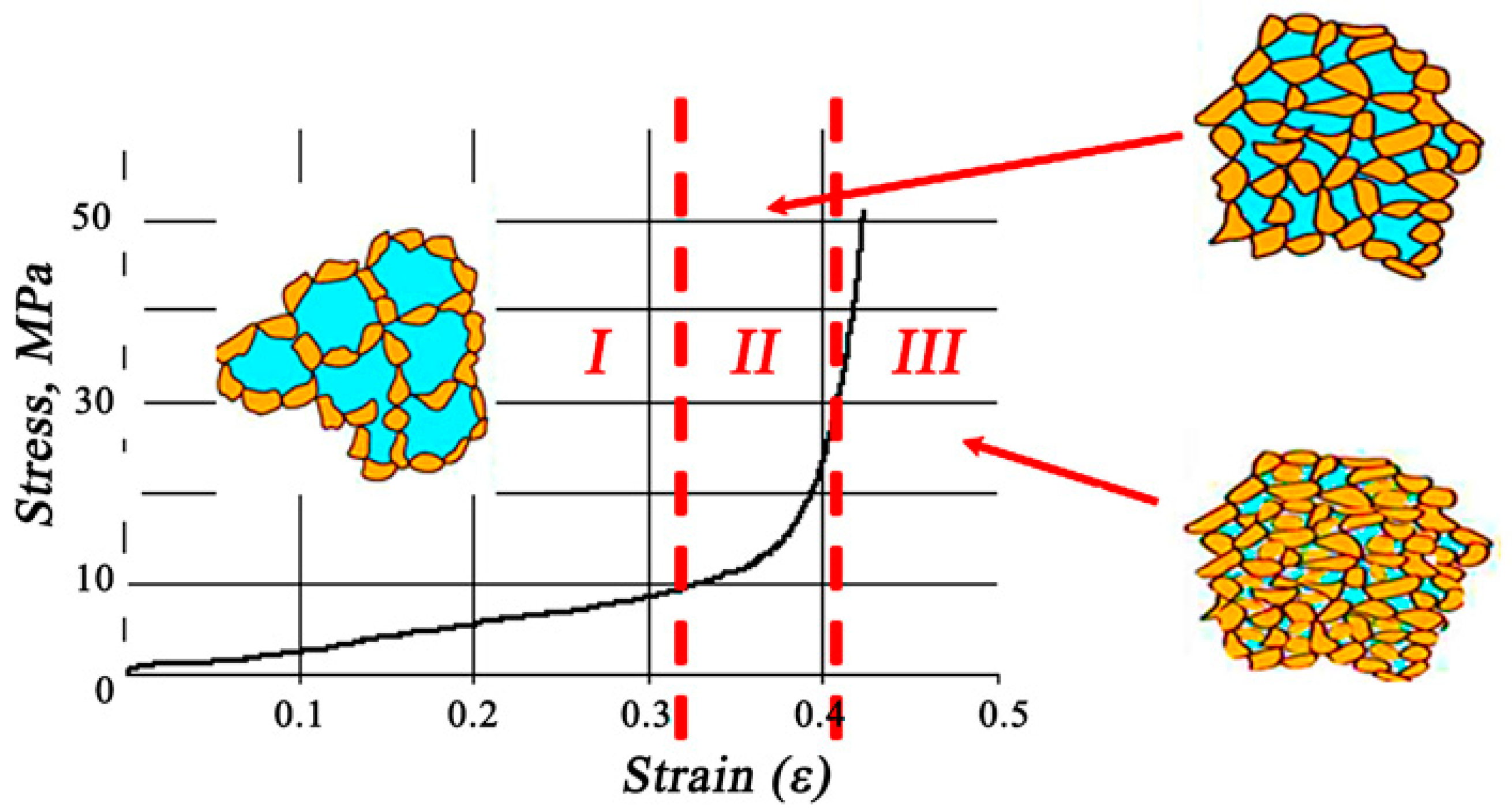
- It was found that an increase in boron content and a decrease in titanium content in the composition of the Ti–B powder layer leads to an improvement in the compactability of powder materials. This improvement is attributed to the more effective filling of pore space in the powder green sample by finely dispersed boron powder, surpassing the performance of other components.
- (5)
- The obtained experimental relationships on powder green sample compaction facilitated the establishment of a correlation between compaction pressure and relative density, which is associated with pressing time.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yingmei, T.; Ruirun, C.; Hongze, F.; Yangli, L.; Hongzhi, C.; Yanqing, S.; Jingjie, G.; Hengzhi, F. Enhanced strength and ductility in Ti46Al4Nb1Mo alloys via boron addition. J. Mater. Sci. Technol. 2022, 102, 16–23. [Google Scholar] [CrossRef]
- Ruxin, C.; Xicong, Y.; Renci, L.; Xi, W.; Chao, Y.; Dong, L.; Yuyou, C.; Rui, Y. Influence of section thickness of casting on the microstructure characteristics and creep rupture properties of Ti-45Al-2Nb-2Mn-1B. Mater. Charact. 2023, 202, 113056. [Google Scholar] [CrossRef]
- Shaaban, A.; Hayashi, S.; Takeyama, M.A. Comparative study on the oxidation behaviours of a TNM alloy in argon and oxygen atmospheres at 650 degrees. Corros. Sci. 2021, 185, 109415. [Google Scholar] [CrossRef]
- Galetz, M.C.; Ulrich, A.S.; Oskay, C. Oxidation-induced microstructural changes of the TiAl TNM-B1 alloy after exposure at 900 °C in air. Intermetallics 2020, 123, 106830. [Google Scholar] [CrossRef]
- Nazarova, T.; Nazarov, K.; Sergeev, S.; Imayev, V.; Imayev, R. Microstructure and mechanical properties of intermetallic γ-TiAl alloy alloyed with dysprosium. Lett. Mater. 2017, 7, 307–311. [Google Scholar] [CrossRef]
- Siyu, C.; Yingmei, T.; Xuan, W.; Feng, C.; Liang, W.; Yanqing, S.; Jingjie, G. Individual and synergistic effects of Ta and Mn on optimizing the microstructures and mechanical properties of TiB reinforced high Nb–TiAl composites. J. Mater. Res. Technol. 2023, 23, 209–220. [Google Scholar] [CrossRef]
- Xiuxuan, Y.; Zhang, B. Correlation of microstructure and mechanical properties of Ti2AlNb manufactured by SLM and heat treatment. Intermetallics 2021, 139, 107367. [Google Scholar] [CrossRef]
- Malinina, E.A.; Myshletsov, I.I.; Buzanov, G.A.; Kubasov, A.S.; Kozerozhets, I.V.; Goeva, L.V.; Nikiforova, S.E.; Avdeeva, V.V.; Zhizhin, K.Y.; Kuznetsov, N.T. A New Approach to the Synthesis of Nanocrystalline Cobalt Boride in the Course of the Thermal Decomposition of Cobalt Complexes [Co(DMF)6]2+ with Boron Cluster Anions. Molecules 2023, 28, 453. [Google Scholar] [CrossRef]
- Sivaev, I.B. Decaborane: From Alfred Stock and Rocket Fuel Projects to Nowadays. Molecules 2023, 28, 6287. [Google Scholar] [CrossRef]
- Avdeeva, V.V.; Nikiforova, S.E.; Malinina, E.A.; Sivaev, I.B.; Kuznetsov, N.T. Composites and Materials Prepared from Boron Cluster Anions and Carboranes. Materials 2023, 16, 6099. [Google Scholar] [CrossRef]
- Xiao, S.; Chen, Y.; Li, M. The improved properties and microstructure of β-solidify TiAl alloys by boron addition and multi steps forging process. Sci. Rep. 2019, 9, 12393. [Google Scholar] [CrossRef] [PubMed]
- Cui, S.; Cui, C.; Wang, X. Microstructure and Mechanical Properties of Dual Scaled NbC/Ti2AlC Reinforced Titanium–Aluminum Composite. Materials 2023, 16, 4661. [Google Scholar] [CrossRef] [PubMed]
- Fu, Z.; Mondal, K.; Koc, R. Sintering, mechanical, electrical and oxidation properties of ceramic intermetallic TiC–Ti3Al composites obtained from nano-TiC particles. Ceram. Int. 2016, 42, 9995–10005. [Google Scholar] [CrossRef]
- Wang, J.; Kong, L.; Li, T.; Xiong, T. A novel TiAl3/Al2O3 composite coating on γ-TiAl alloy and evaluating the oxidation performance. Appl. Surf. Sci. 2016, 361, 90–94. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Q.; Cao, W.; Liu, Z.; Deng, X.; Ding, X.; Ran, S. Influences of B4C content and particle size on the mechanical properties of hot pressed TiB2–B4C composites. J. Asian. Ceram. Soc. 2021, 9, 1239–1247. [Google Scholar] [CrossRef]
- Li, X.; Xie, X.; Gonzalez-Julian, J.; Malzbender, J.; Yang, R. Mechanical and oxidation behavior of textured Ti2AlC and Ti3AlC2 MAX phase materials. J. Eur. Ceram. Soc. 2020, 40, 5258–5271. [Google Scholar] [CrossRef]
- Cai, C.; Radoslaw, C.; Zhang, J.; Yan, Q.; Wen, S.; Song, B.; Shi, Y. In-situ preparation and formation of TiB/Ti-6Al-4V nanocomposite via laser additive manufacturing: Microstructure evolution and tribological behavior. Powder Technol. 2019, 342, 73–84. [Google Scholar] [CrossRef]
- Avdeeva, V.; Bazhina, A.; Antipov, M.; Stolin, A.; Bazhin, P. Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al. Metals 2023, 13, 1002. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M.; Asl, M.S. Effect of TiB2 content on the characteristics of spark plasma sintered Ti–TiBw composites. Adv. Powder Technol. 2017, 28, 1564–1572. [Google Scholar] [CrossRef]
- Hou, J.; Gao, L.; Cui, G.; Chen, W.; Zhang, W.; Tian, W. Grain Refinement of Ti-15Mo-3Al-2.7Nb-0.2Si Alloy with the Rotation of TiB Whiskers by Powder Metallurgy and Canned Hot Extrusion. Metals 2020, 10, 126. [Google Scholar] [CrossRef]
- Bazhin, P.; Stolin, A.; Konstantinov, A.; Kostitsyna, E.; Ignatov, A. Ceramic Ti—B Composites Synthesized by Combustion Followed by High-Temperature Deformation. Materials 2016, 9, 1027. [Google Scholar] [CrossRef] [PubMed]
- Bazhin, P.M.; Konstantinov, A.S.; Chizhikov, A.P.; Pazniak, A.I.; Kostitsyna, E.V.; Prokopets, A.D.; Stolin, A.M. Laminated cermet composite materials: The main production methods, structural features and properties (review). Ceram. Int. 2021, 47, 1513–1525. [Google Scholar] [CrossRef]
- Denisov, I.; Shakhray, D.; Malakhov, A.; Seropyan, S. Combustion Synthesis of Metal-Intermetallic-Ceramic Laminate AlMg6-NiAl-TiC Composite. Crystals. 2022, 12, 1851. [Google Scholar] [CrossRef]
- Liu, J.; Li, P.; Huai, Y. Interface Characteristics and Mechanical Properties of Post-treated Directed Energy Deposition Laminated Composites. J. Mater. Eng. Perform. 2023, 32, 7260–7274. [Google Scholar] [CrossRef]
- Prokopets, A.; Bazhin, P.; Konstantinov, A.; Chizhikov, A.; Antipov, M.; Avdeeva, V. Structural features of layered composite material TiB2/TiAl/Ti6Al4V obtained by unrestricted SHS-compression. Mater. Lett. 2021, 300, 130165. [Google Scholar] [CrossRef]
- Bazhina, A.; Konstantinov, A.; Chizhikov, A.; Bazhin, P.; Stolin, A.; Avdeeva, V. Structure and mechanical characteristics of a layered composite material based on TiB/TiAl/Ti. Ceram. Int. 2022, 48, 14295–14300. [Google Scholar] [CrossRef]
- Bazhin, P.; Chizhikov, A.; Bazhina, A.; Konstantinov, A.; Avdeeva, V. Titanium-titanium boride matrix composites prepared in-situ under conditions combining combustion processes and high-temperature shear deformation. Mater. Sc. Eng. A 2023, 874, 145093. [Google Scholar] [CrossRef]
- Khvostunkov, K.; Bazhin, P.; Ni, Q.-Q.; Bazhina, A.; Chizhikov, A.; Konstantinov, A. Influence of Layer-Thickness Proportions and Their Strength and Elastic Properties on Stress Redistribution during Three-Point Bending of TiB/Ti-Based Two-Layer Ceramics Composites. Metals 2023, 13, 1480. [Google Scholar] [CrossRef]
- Hao, D.; Xiping, C.; Naonao, G.; Yuan, S.; Yuanyuan, Z.; Lujun, H.; Lin, G. Fabrication of (TiB/Ti)-TiAl composites with a controlled laminated architecture and enhanced mechanical properties. J. Mater. Sci. Technol. 2021, 62, 221–233. [Google Scholar] [CrossRef]
- Sanqiang, X.; Bailu, L.; Zhengxing, L.; Xiaokang, Y. Microstructures and mechanical behaviors of reinforced aluminum matrix composites with modified nano-sized TiB2/SiC fabricated by selective laser melting. Compos. Commun. 2023, 37, 101439. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z.; Xiao, Z.; Zhang, W.; Wong, K.; Akbarzadeh, A.H. Effect of heat treatment on SLM-fabricated TiN/AlSi10Mg composites: Microstructural evolution and mechanical properties. J. Alloys Compd. 2021, 853, 156722. [Google Scholar] [CrossRef]
- Zacharatos, F.; Karvounis, P.; Theodorakos, I.; Hatziapostolou, A.; Zergioti, I. Single Step Laser Transfer and Laser Curing of Ag NanoWires: A Digital Process for the Fabrication of Flexible and Transparent Microelectrodes. Materials 2018, 11, 1036. [Google Scholar] [CrossRef] [PubMed]
- Zhou, P.; Qi, H.; Zhu, Z.; Qin, H.; Li, H.; Chu, C.; Yan, M. Development of SiC/PVB Composite Powders for Selective Laser Sintering Additive Manufacturing of SiC. Materials 2018, 11, 2012. [Google Scholar] [CrossRef] [PubMed]
- Polozov, I.; Gracheva, A.; Popovich, A. Interface Characterization of Bimetallic Ti-6Al-4V/Ti2AlNb Structures Prepared by Selective Laser Melting. Materials 2022, 15, 8528. [Google Scholar] [CrossRef] [PubMed]
- Becker, L.; Lentz, J.; Kramer, B.; Rottstegge, A.; Broeckmann, C.; Theisen, W.; Weber, S. Validation of the Powder Metallurgical Processing of Duplex Stainless Steels through Hot Isostatic Pressing with Integrated Heat Treatment. Materials 2022, 15, 6224. [Google Scholar] [CrossRef] [PubMed]
- Soliman, H.A.; Pineault, J.; Elbestawi, M. Influence of Combined Heat Treatment and Hot Isostatic Pressure (HT-HIP) on Titanium Aluminide Processed by L-PBF. Materials 2023, 16, 5071. [Google Scholar] [CrossRef]
- Kaletsch, A.; Sondermann, M.; Mirz, M.; Radtke, F.; Broeckmann, C. Influence of PBF-LB Process Atmosphere on the Fatigue Strength of Hot Isostatically Post-Densified Duplex Steel Parts Produced via the Shell Core Approach. Materials 2023, 16, 4014. [Google Scholar] [CrossRef]
- Hu, B.; Cai, G. Effect of Hot Isostatic Pressing Process Parameters on Properties and Fracture Behavior of Tungsten Alloy Powders and Sintered Bars. Materials 2022, 15, 8647. [Google Scholar] [CrossRef]
- Wimler, D.; Lindemann, J.; Clemens, H.; Mayer, S. Microstructural Evolution and Mechanical Properties of an Advanced γ-TiAl Based Alloy Processed by Spark Plasma Sintering. Materials 2019, 12, 1523. [Google Scholar] [CrossRef]
- Musi, M.; Deshayes, C.; Molénat, G.; Toualbi, L.; Galy, B.; Spoerk-Erdely, P.; Hantcherli, M.; Monchoux, J.-P.; Thomas, M.; Clemens, H. Microstructure, Plasticity and Ductility of a TNM+ Alloy Densified by Spark Plasma Sintering. Metals 2022, 12, 1915. [Google Scholar] [CrossRef]
- Zhichao, L.; Yanguo, L.; Qin, Z.; Wenqi, L.; Haotian, G.; Zhuang, L.; Yong’an, L. In-situ fabrication and characterization of TiC matrix composite reinforced by SiC and Ti3SiC2. Ceram. Int. 2023, 49, 20849–20859. [Google Scholar] [CrossRef]
- Zhichao, L.; Yanguo, L.; Qin, Z.; Wenqi, L.; Haotian, G.; Zhuang, L.; Yong’an, L. Fabrication of the TiC matrix composite with the intragranular Al2O3 using carbon fibers as carbon source. Mater. Charact. 2023, 199, 112817. [Google Scholar] [CrossRef]
- Loginov, P.A.; Kaplanskii, Y.Y.; Markov, G.M.; Patsera, E.I.; Vorotilo, K.V.; Korotitskiy, A.V.; Shvyndina, N.V.; Levashov, E.A. Structural and mechanical properties of Ti–Al–Nb–Mo–B alloy produced from the SHS powder subjected to high-energy ball milling. Mater. Sci. Eng. A. 2021, 814, 141153. [Google Scholar] [CrossRef]
- Bin, Y.; Tiechui, Y.; Junjie, S.; Yuchao, Q.; Chenglong, J.; Xiaoping, W.; Daihong, X.; Ruidi, L.; Han, J.; Mingfeng, Y. Preparation of high-quality FeV50 alloy by an improved SHS-EAH multi-stage process. Ceram. Int. 2023, 49, 15114–15121. [Google Scholar] [CrossRef]
- Evseev, N.S.; Matveev, A.E.; Nikitin, P.Y. Synthesis, Structure, and Phase Composition of High-Entropy Ceramics (HfTiCN)-TiB2. Russ. J. Inorg. Chem. 2022, 67, 1319–1323. [Google Scholar] [CrossRef]
- Bazhin, P.; Konstantinov, A.; Chizhikov, A.; Prokopets, A.; Bolotskaia, A. Structure, physical and mechanical properties of TiB-40 wt.% Ti composite materials obtained by unrestricted SHS compression. Mater. Today Com. 2020, 25, 101484. [Google Scholar] [CrossRef]
- Nasakina, E.O.; Sudarchikova, M.A.; Demin, K.Y.; Mikhailova, A.B.; Sergienko, K.V.; Konushkin, S.V.; Kaplan, M.A.; Baikin, A.S.; Sevostyanov, M.A.; Kolmakov, A.G. Study of Co-Deposition of Tantalum and Titanium during the Formation of Layered Composite Materials by Magnetron Sputtering. Coatings 2023, 13, 114. [Google Scholar] [CrossRef]
- Kabaldin, Y.; Shatagin, D.; Ryabov, D.; Solovyov, A.; Kurkin, A. Microstructure, Phase Composition, and Mechanical Properties of a Layered Bimetallic Composite ER70S-6-ER309LSI Obtained by the WAAM Method. Metals 2023, 13, 851. [Google Scholar] [CrossRef]
- Malyutina, Y.N.; Anisimov, A.G.; Popelyukh, A.I.; Lozhkin, V.S.; Bataev, A.A.; Bataev, I.A.; Lukyanov, Y.L.; Pai, V.V. Microstructure and Properties of Multilayer Niobium-Aluminum Composites Fabricated by Explosive Welding. Metals 2022, 12, 1950. [Google Scholar] [CrossRef]
- Guo, J.; Chen, W.; Du, D.; Zhang, W.; Cui, G.; Yang, J. Temperature influenced microstructure evolution and strengthening of 4.5 vol% TiBw/TA15 composites with columnar-reinforced structure fabricated by pre-sintering and hot extrusion. Mater. Charact. 2022, 190, 112017. [Google Scholar] [CrossRef]
- Gómez-Rodríguez, C.; Fernández-González, D.; García-Quiñonez, L.V.; Castillo-Rodríguez, G.A.; Aguilar-Martínez, J.A.; Verdeja, L.F. MgO Refractory Doped with ZrO2 Nanoparticles: Influence of Cold Isostatic and Uniaxial Pressing and Sintering Temperature in the Physical and Chemical Properties. Metals 2019, 9, 1297. [Google Scholar] [CrossRef]
- Feijoo, I.; Cabeza, M.; Merino, P.; Pena, G.; Rey, P. Age Hardening of Extruded AA 6005A Aluminium Alloy Powders. Materials 2019, 12, 2316. [Google Scholar] [CrossRef] [PubMed]
- Peter Martin, L.; Andrea, M.; Geoffrey, H. Compaction behavior of uniaxially cold-pressed Bi–Ta composites. Scr. Mater. 2007, 57, 229–232. [Google Scholar] [CrossRef]
- Muhammad, I.A.K.; Mohammad, S.M.; Noradila, A.L.; Ahmed, S.M. Microstructural Analysis and Mechanical Properties of Direct Recycling Aluminium Chips AA6061/Al Powder Fabricated by Uniaxial Cold Compaction Technique. Procedia Eng. 2017, 184, 687–694. [Google Scholar] [CrossRef]
- Stolin, A.M.; Bazhin, P.M.; Pugachev, D.V. Cold uniaxial compaction of Ti-containing powders: Rheological aspects. SHS 2008, 17, 154–155. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition Designation | Content of Free Titanium, wt % | Contents of Components in Green Sample, wt % | Bulk Density (ρb), g/cm3 | Compact Density (ρc), g/cm3 | Relative Initial Density of the Mixture (ρrel) | |
|---|---|---|---|---|---|---|
| Ti | B | |||||
| TiB-20 | 20 | 85 | 15 | 1.327 | 4.01782 | 0.330 |
| TiB-30 | 30 | 87 | 13 | 1.253 | 4.07223 | 0.308 |
| TiB-40 | 40 | 89 | 11 | 1.280 | 4.1313 | 0.310 |
| TNM | - | - | - | 1.389 | 3.9791 | 0.349 |
| Composition | Green Sample Composition, vol % | Green Sample Height, mm | Green Sample Weight, g | ||||
|---|---|---|---|---|---|---|---|
| Started | Final | ||||||
| TiB-20/TNM | 100% TNM | 45 | 45 | 28.33 | 28.33 | 30.66 | 30.66 |
| 0% TiB-20 | - | - | - | ||||
| 70% TNM | 45 | 31.5 | 28.54 | 21.75 | 30.26 | 21.46 | |
| 30% TiB-20 | 13.5 | 6.79 | 8.8 | ||||
| 50% TNM | 45 | 22.5 | 28.56 | 16.04 | 29.98 | 15.33 | |
| 50% TiB-20 | 22.5 | 13.2 | 14.65 | ||||
| 30% TNM | 45 | 13.5 | 28.3 | 11.7 | 29.7 | 9.2 | |
| 70% TiB-20 | 31.5 | 16.6 | 20.5 | ||||
| 0% TNM | 45 | - | 28.58 | - | 29.3 | - | |
| 100% TiB-20 | 45 | 28.58 | 29.3 | ||||
| TiB-30/TNM | 100% TNM | 45 | 45 | 29.19 | 29.19 | 30.66 | 30.66 |
| 0% TiB-30 | - | - | - | ||||
| 70% TNM | 45 | 31.5 | 29.01 | 21.65 | 29.76 | 21.46 | |
| 30% TiB-30 | 13.5 | 7.36 | 8.3 | ||||
| 50% TNM | 45 | 22.5 | 28.84 | 16.04 | 29.16 | 15.33 | |
| 50% TiB-30 | 22.5 | 12.8 | 13.83 | ||||
| 30% TNM | 45 | 13.5 | 27.76 | 11.7 | 28.56 | 9.2 | |
| 70% TiB-30 | 31.5 | 16.06 | 19.36 | ||||
| 0% TNM | 45 | - | 27.11 | - | 27.66 | - | |
| 100% TiB-30 | 45 | 27.11 | 27.66 | ||||
| TiB-40/TNM | 100% TNM | 45 | 45 | 29.19 | 29.19 | 30.66 | 30.66 |
| 0% TiB-40 | - | - | - | ||||
| 70% TNM | 45 | 31.5 | 29 | 21.73 | 29.91 | 21.46 | |
| 30% TiB-40 | 13.5 | 7.27 | 8.45 | ||||
| 50% TNM | 45 | 22.5 | 28.44 | 16.8 | 29.46 | 15.33 | |
| 50% TiB-40 | 22.5 | 11.64 | 14.13 | ||||
| 30% TNM | 45 | 13.5 | 28.4 | 12.9 | 28.98 | 9.2 | |
| 70% TiB-40 | 31.5 | 15.5 | 19.78 | ||||
| 0% TNM | 45 | - | 28.05 | - | 28.26 | - | |
| 100% TiB-40 | 45 | 28.05 | 28.26 | ||||
| Composition | Green Sample Composition, vol % | Green Sample Height, mm | Green Sample Weight, g | ||||
|---|---|---|---|---|---|---|---|
| Started | Final | ||||||
| 35TiB/30TNM/35TiB | 35% TiB-20 | 45 | 15.75 | 28 | 7.85 | 29.7 | 10.25 |
| 30% TNM | 13.5 | 7.25 | 9.2 | ||||
| 35% TiB-20 | 15.75 | 28.3 | 12.9 | 10.25 | |||
| 25TiB/25TNM/25TiB/25TNM | 25% TiB-20 | 45 | 11.25 | 28.43 | 4.7 | 29.98 | 7.32 |
| 25% TNM | 11.25 | 7.13 | 7.67 | ||||
| 25% TiB-20 | 11.25 | 28.42 | 8.3 | 7.32 | |||
| 25% TNM | 11.25 | 8.3 | 7.67 | ||||
| 35TNM/30TiB/35TNM | 35% TNM | 45 | 15.75 | 28.86 | 10.53 | 30.25 | 10.73 |
| 30% TiB-20 | 13.5 | 7 | 8.79 | ||||
| 35% TNM | 15.75 | 29.1 | 11.33 | 10.73 | |||
| Composition | 100%TNM | 70%TNM | 50%TNM | 30%TNM | 0%TNM |
|---|---|---|---|---|---|
| TiB-20 | 51.7 | 51.9 | 52.8 | 55.4 | 57.6 |
| TiB-30 | 51.7 | 52.8 | 54.2 | 58.3 | 58.5 |
| TiB-40 | 51.7 | 52.5 | 53.8 | 53.8 | 54.7 |
| Composition | 100%TNM | 70%TNM | 50%TNM | 30%TNM | 0%TNM |
|---|---|---|---|---|---|
| Compressibility modulus (G), MPa | |||||
| TiB-20 | 5.7 | 4.6 | 4.2 | 3.2 | 27 |
| TiB-30 | 5.7 | 4.3 | 3.8 | 3.1 | 2.4 |
| TiB-40 | 5.7 | 4.0 | 3.6 | 3.0 | 1.9 |
| Compressibility coefficient (kc), MPa−1 | |||||
| TiB-20 | 0.18 | 0.2 | 0.23 | 0.31 | 0.37 |
| TiB-30 | 0.18 | 0.23 | 0.26 | 0.32 | 0.42 |
| TiB-40 | 0.18 | 0.25 | 0.28 | 0.33 | 0.53 |
| Limiting value of the deformation of the linear section of the rheological stress–strain relationship (ε*) | |||||
| TiB-20 | 0.18 | 0.19 | 0.22 | 0.23 | 0.24 |
| TiB-30 | 0.18 | 0.19 | 0.22 | 0.25 | 0.26 |
| TiB-40 | 0.17 | 0.18 | 0.21 | 0.22 | 0.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazhin, P.; Konstantinov, A.; Chizhikov, A.; Antipov, M.; Stolin, P.; Avdeeva, V.; Antonenkova, A. Compactability Regularities Observed during Cold Uniaxial Pressing of Layered Powder Green Samples Based on Ti-Al-Nb-Mo-B and Ti-B. Metals 2023, 13, 1827. https://doi.org/10.3390/met13111827
Bazhin P, Konstantinov A, Chizhikov A, Antipov M, Stolin P, Avdeeva V, Antonenkova A. Compactability Regularities Observed during Cold Uniaxial Pressing of Layered Powder Green Samples Based on Ti-Al-Nb-Mo-B and Ti-B. Metals. 2023; 13(11):1827. https://doi.org/10.3390/met13111827
Chicago/Turabian StyleBazhin, Pavel, Alexander Konstantinov, Andrey Chizhikov, Mikhail Antipov, Pavel Stolin, Varvara Avdeeva, and Anna Antonenkova. 2023. "Compactability Regularities Observed during Cold Uniaxial Pressing of Layered Powder Green Samples Based on Ti-Al-Nb-Mo-B and Ti-B" Metals 13, no. 11: 1827. https://doi.org/10.3390/met13111827