
Enhancement of Damping Capbility of MnCu Alloy by High Magnetic Field


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure Characteristics
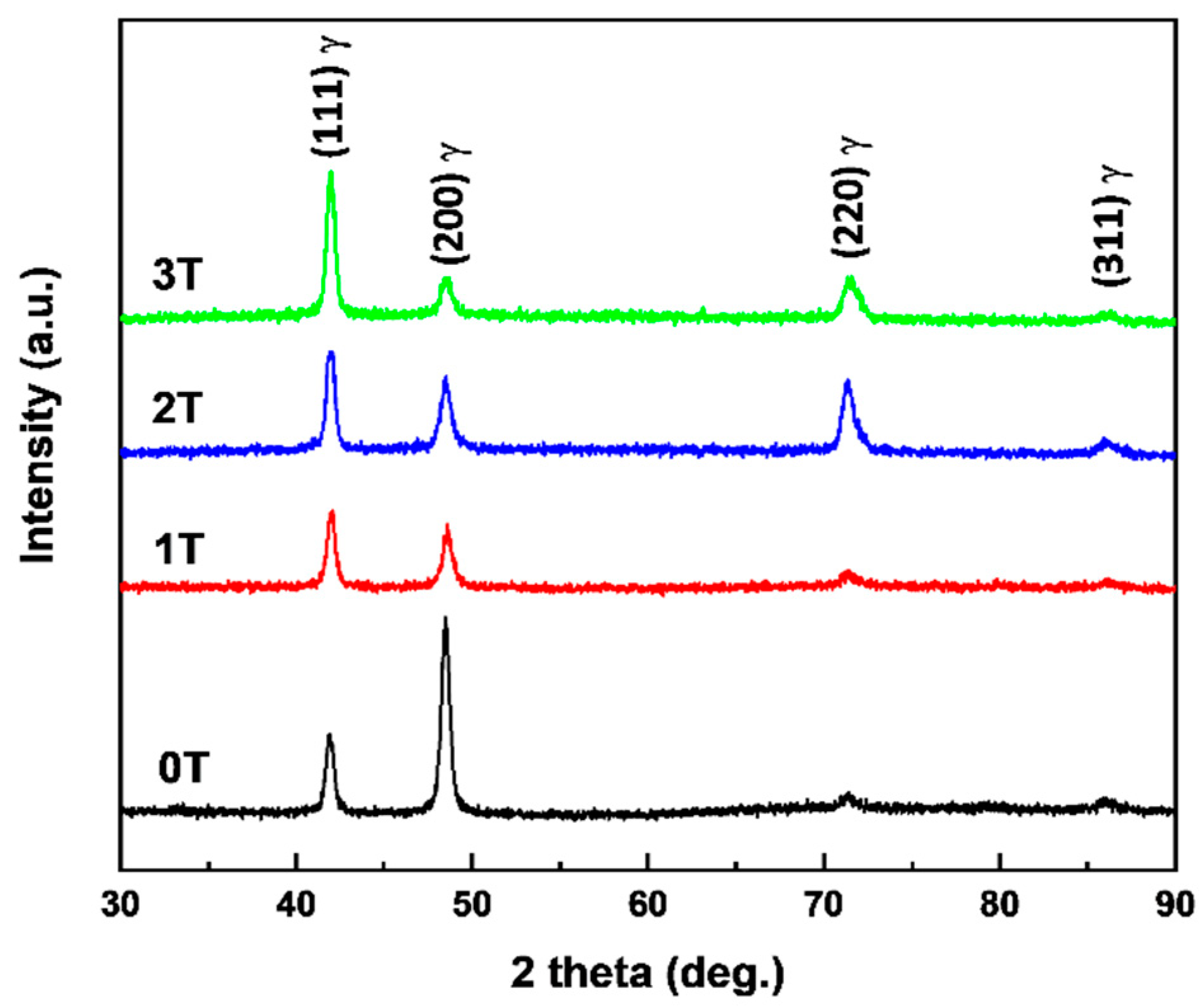
3.2. Phase Constituent and Transformation Behavior
3.3. Damping Performance
4. Conclusions
- (1)
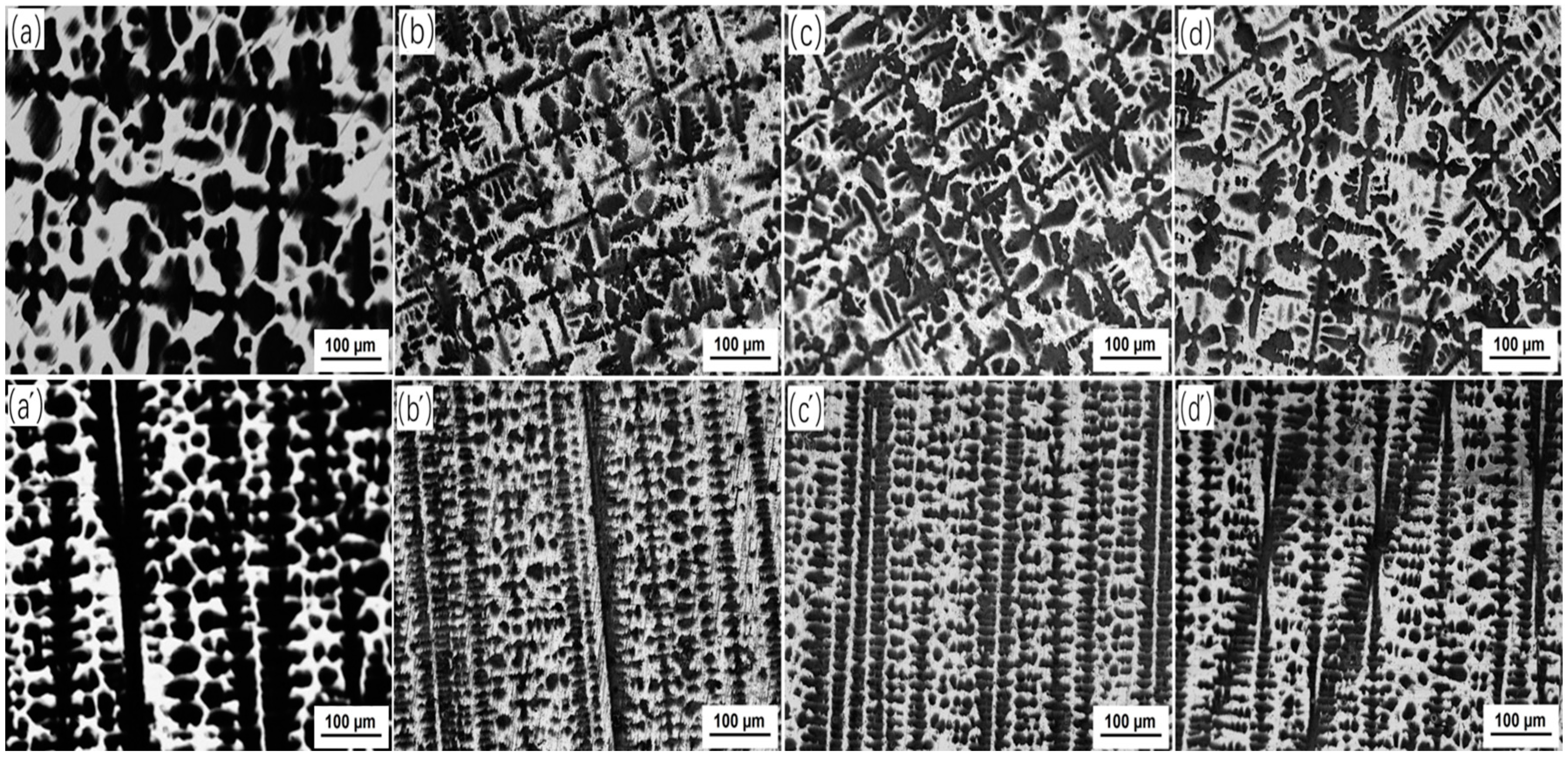
- The directionally solidified MnCuNiFe alloy consists of dark dendrites and surrounding white interdendritic spacings. Applying magnetic field during the directional solidification of Mn-Cu based alloy can modulate the crystal orientation, and significantly refine the dendrite microstructure by about 2.6 times that without magnetic field.
- (2)
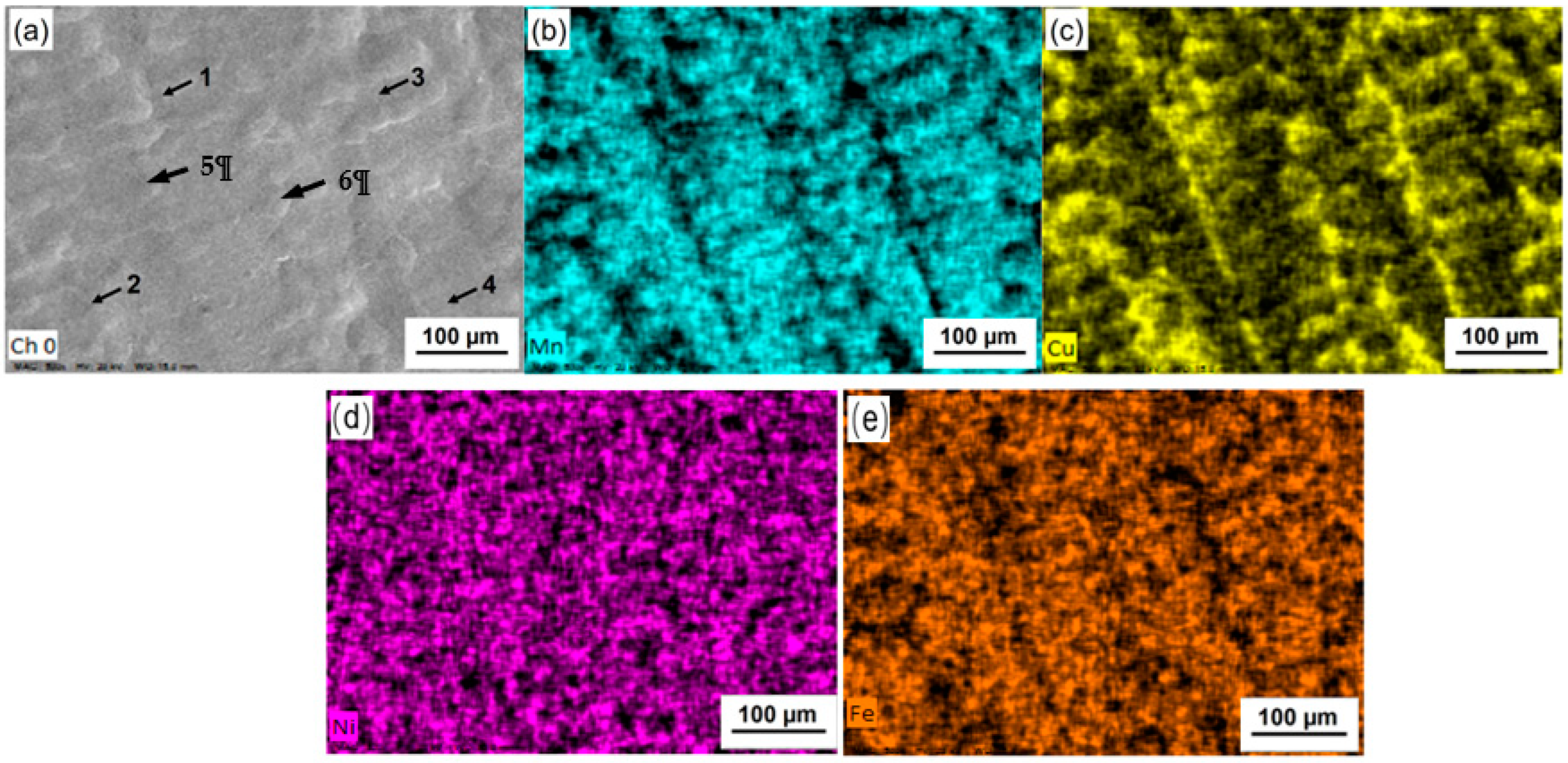
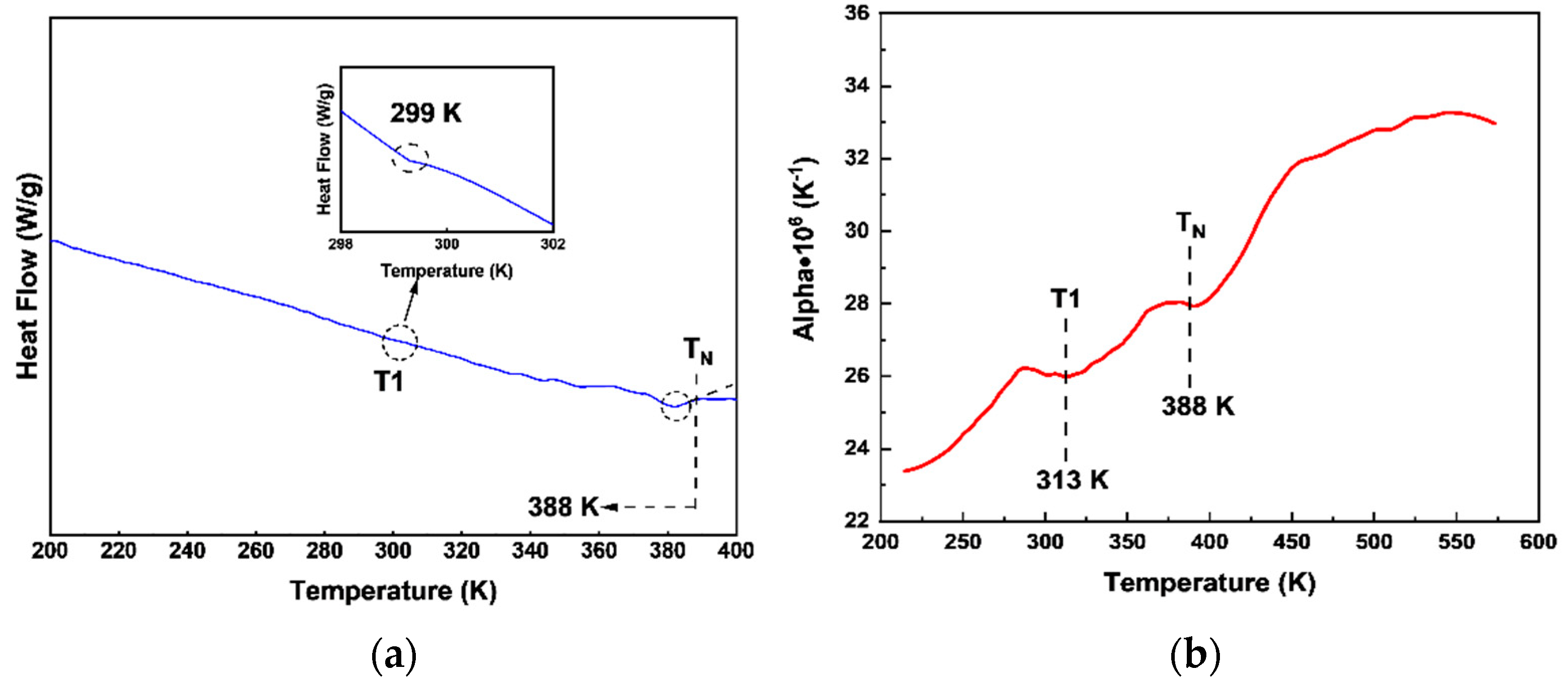
- In comparison with directionally solidified MnCuNiFe alloy without magnetic field, the interdendritic regions average Ni content of the alloy is increased 33% by directional solidification under high magnetic field. The enrichment of Ni element induces the occurrence of fct1 → fcc martensitic transformation at about 300 K.
- (3)
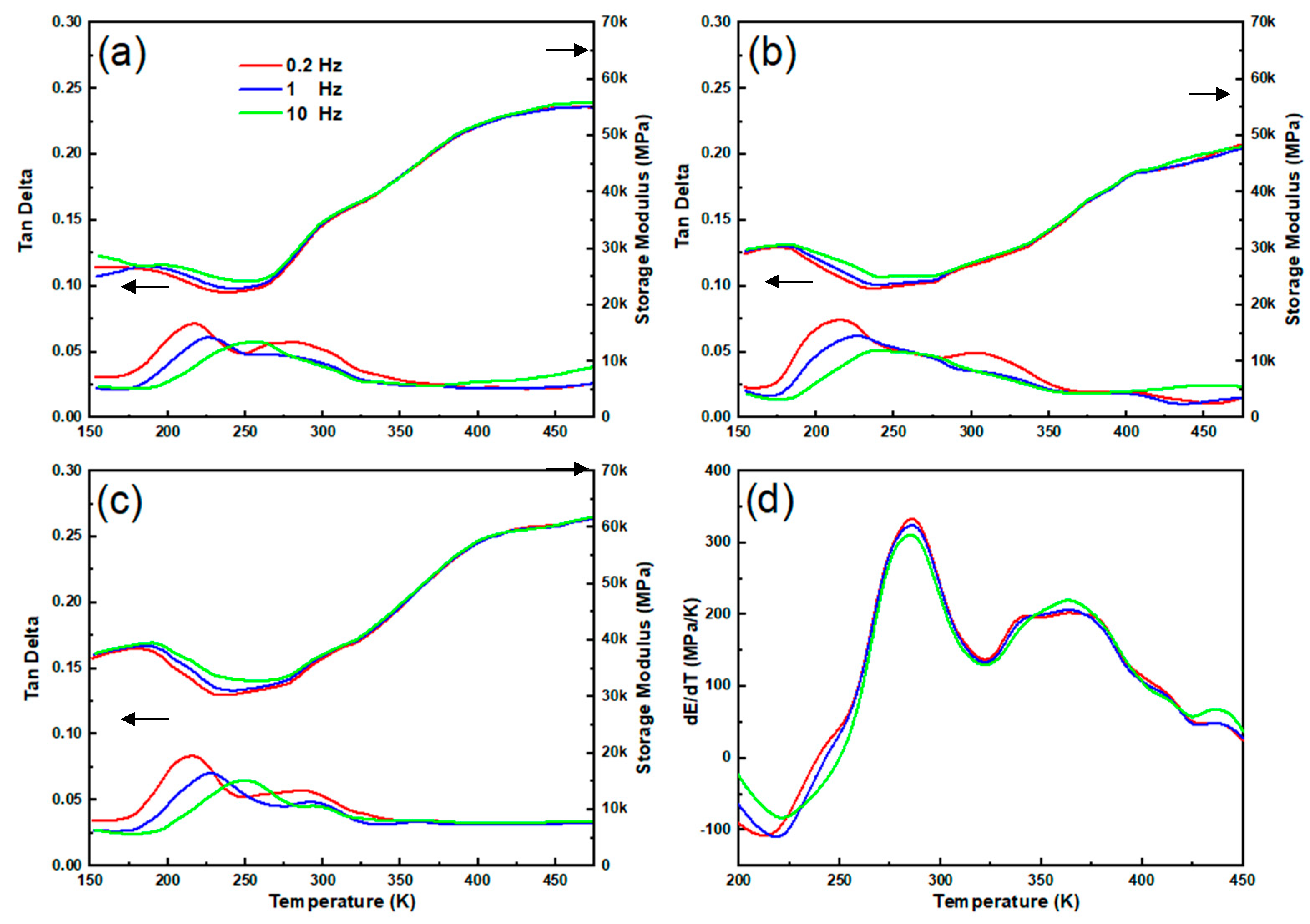
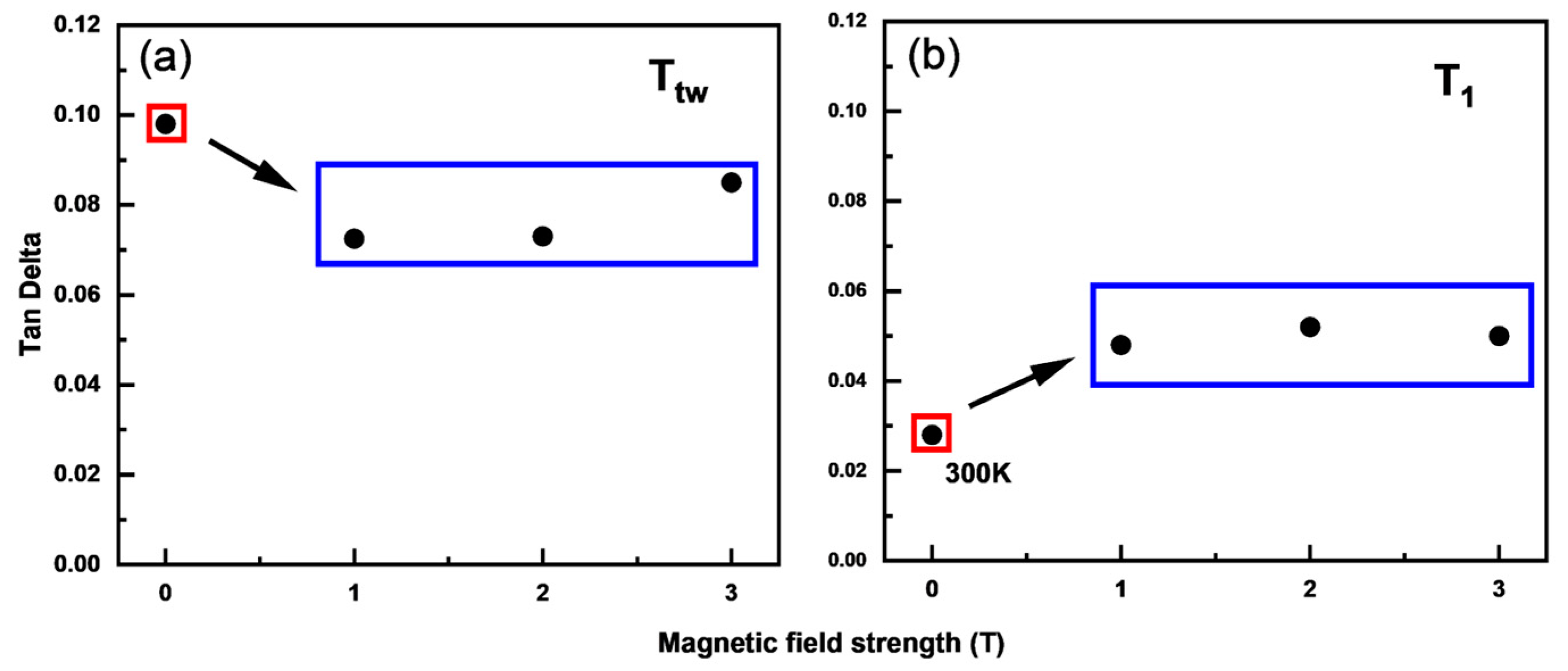
- With the increase of magnetic field, the twin boundary IF of the alloy gradually increases from 0.0725 to 0.0848 at 0.2 Hz. The magnetic field reduces the twin boundary IF a little, while the fct1 → fcc martensitic transformation produces a second IF peak in the temperature region around 300 K, and enables the alloy to maintain continuous high damping performance in a wide temperature range from 200 K to 320 K.
Author Contributions
Funding
Conflicts of Interest
References
- Ma, J.X.; Wei, Q.; Wei, F.A.; Le, T.H.; Wang, J.H.; Jin, P.P. Temperature damping characteristics of Mg-3Al-1Zn-xSn magnesium alloy. Spec. Cast. Nonferrous Alloy 2020, 40, 1405–1410. [Google Scholar]
- Yang, Z.X.; Jiang, H.J.; Liu, C.Y.; Qing, F.C.; Huang, H.F. Effect of friction stir processing on microstructure and damping capacity of the ZL108 aluminum alloy. Spec. Cast. Nonferrous Alloy 2018, 38, 1257–1261. [Google Scholar]
- Lu, R.P.; Yao, K.Y.; Li, K.; Jiao, K.; Zhao, Y.H.; Hou, H. Influences of trace aluminum on the damping performance of magnesium alloy. Spec. Cast. Nonferrous Alloy 2020, 40, 1195–1198. [Google Scholar]
- Zhang, S.B.; Jiang, Z.C.; Tian, Q.C.; Li, C.J.; Ren, Z.M. Effect of magnetic field heat treatment on damping capacity of M2052 alloy. J. Funct. Mater. 2020, 51, 10138–10144. [Google Scholar]
- Zhang, S.B.; Jiang, Z.C.; Tian, Q.C. Damping Performance of Material Candidates for Service at 350K. Solid State Phenom. 2021, 315, 43–49. [Google Scholar] [CrossRef]
- Zhang, S.B.; Tian, Q.C. Parent-phase twinning induced ultra-high damping capacity of Mn-20Cu-5Ni-2Fe alloy under directional solidification process. Intermetallics 2021, 138, 107343. [Google Scholar] [CrossRef]
- Zhao, Y.; Su, H.J.; Zhang, J.; Liu, L.; Fu, H.Z. Recent progress on directionally solidification of nickel-based superalloys with magnetic field. Mater. Mech. Eng. 2021, 45, 1–7+44. [Google Scholar]
- Ren, Z.M.; Jin, F.W. Progress in applications of strong magnetic field in processing metallic materials. J. Shanghai Univ. (Nat. Sci.) 2008, 14, 446–455. [Google Scholar]
- Zhang, S.B.; Tian, Q.C.; Qi, Y.S.; Li, Y.C.; Li, C.J. Tuning ultra-high damping capacity of Mn-Cu alloy to fit wide-range service temperature. Mater. Sci. Technol. 2022, 38, 299–307. [Google Scholar] [CrossRef]
- Li, M.; Ren, W.L.; Ren, Z.M.; Li, X.; Zhong, Y.B.; Deng, K. Effect of high longitudinal magnetic field on interface stability and morphology of directionally solidified Al-0.85%Cu alloy. Chin. J. Nonferrous Met. 2011, 21, 1292–1298. [Google Scholar]
- Zhong, H.; Li, C.J.; Wang, J.; Ren, Z.M.; Zhong, Y.B.; Xuan, W.D. Effect of a high static magnetic field on microsegregation of directionally solidified Al-4.5Cu alloy. Acta Metall. Sin. 2016, 52, 575–582. [Google Scholar]
- Hou, L.; Dai, Y.C.; Fautrelle, Y.; Li, Z.B.; Ren, Z.M.; Esling, C.; Li, X. Evolution of microstructure and microsegregation in Ni-Mn-Ga alloys directionally solidified under axial magnetic field. J. Alloy. Compd. 2018, 758, 54–61. [Google Scholar] [CrossRef]
- Zhong, H.; Ren, Z.M.; Li, C.J.; Zhong, Y.B.; Xuan, W.D.; Wang, Q.L. Texture formation and grain boundary characteristic of Al-4.5Cu alloys directionally solidified under high magnetic field. Acta Metall. Sin. 2015, 51, 473–482. [Google Scholar]
- Xuan, W.D.; Ren, Z.M.; Li, C.J.; Ren, W.L.; Chen, C.; Yu, Z. Effect of longitudinal magnetic field on the microstructure of directionally solidified superalloy DZ417G with different sizes. Acta Metall. Sin. 2012, 48, 629–635. [Google Scholar] [CrossRef]
- Wang, D.W.; Tian, Q.C.; Niu, H.K. Damping characteristics of composite phase transformation behavior of directionally solidified MnNi alloy. Aerosp. Mater. 2022, 42, 81–90. [Google Scholar]
- Wang, D.W.; Tian, Q.C. Phase transformation characteristics and ultra high damping behavior of directionally solidified MnNi alloy. Nonferrous Met. Eng. 2022, 12, 31–38. [Google Scholar]
- Jiang, Z.C.; Hou, L.; Tian, Q.C.; Ren, W.L.; Ren, Z.M. Polymorphic microstructure of a MnCu damping alloy solidified under magnetic field. Mater. Res. Express 2019, 6, 0865h2. [Google Scholar] [CrossRef]
- Jiang, Z.C.; Zhang, S.B.; Tian, Q.C.; Ji, P.G.; Yin, F.X. Phenomenological representation of mechanical spectroscopy of high damping MnCuNiFe alloy. Mater. Sci. Technol. 2020, 36, 743–749. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Positions | Mn (at.%) | Cu (at.%) | Ni (at.%) | Fe (at.%) |
|---|---|---|---|---|
| 1 | 67.36 | 24.71 | 6.23 | 1.70 |
| 2 | 68.72 | 23.60 | 5.69 | 1.99 |
| 3 | 75.18 | 16.71 | 5.25 | 2.86 |
| 4 | 76.65 | 15.12 | 5.00 | 3.23 |
| 5 | 80.89 | 11.26 | 3.85 | 4.00 |
| 6 | 78.84 | 13.62 | 4.01 | 3.53 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Niu, H.; Zhang, S.; Xuan, W.; Ren, Z.; Tian, Q. Enhancement of Damping Capbility of MnCu Alloy by High Magnetic Field. Metals 2023, 13, 6. https://doi.org/10.3390/met13010006
Wang D, Niu H, Zhang S, Xuan W, Ren Z, Tian Q. Enhancement of Damping Capbility of MnCu Alloy by High Magnetic Field. Metals. 2023; 13(1):6. https://doi.org/10.3390/met13010006
Chicago/Turabian StyleWang, Diwei, Hongkang Niu, Sibin Zhang, Weidong Xuan, Zhongming Ren, and Qingchao Tian. 2023. "Enhancement of Damping Capbility of MnCu Alloy by High Magnetic Field" Metals 13, no. 1: 6. https://doi.org/10.3390/met13010006