
Efficient Multi-Material and High Deposition Coating including Additive Manufacturing by Tandem Plasma Transferred Arc Welding for Functionally Graded Structures


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Cross Section and Cladding Techniques
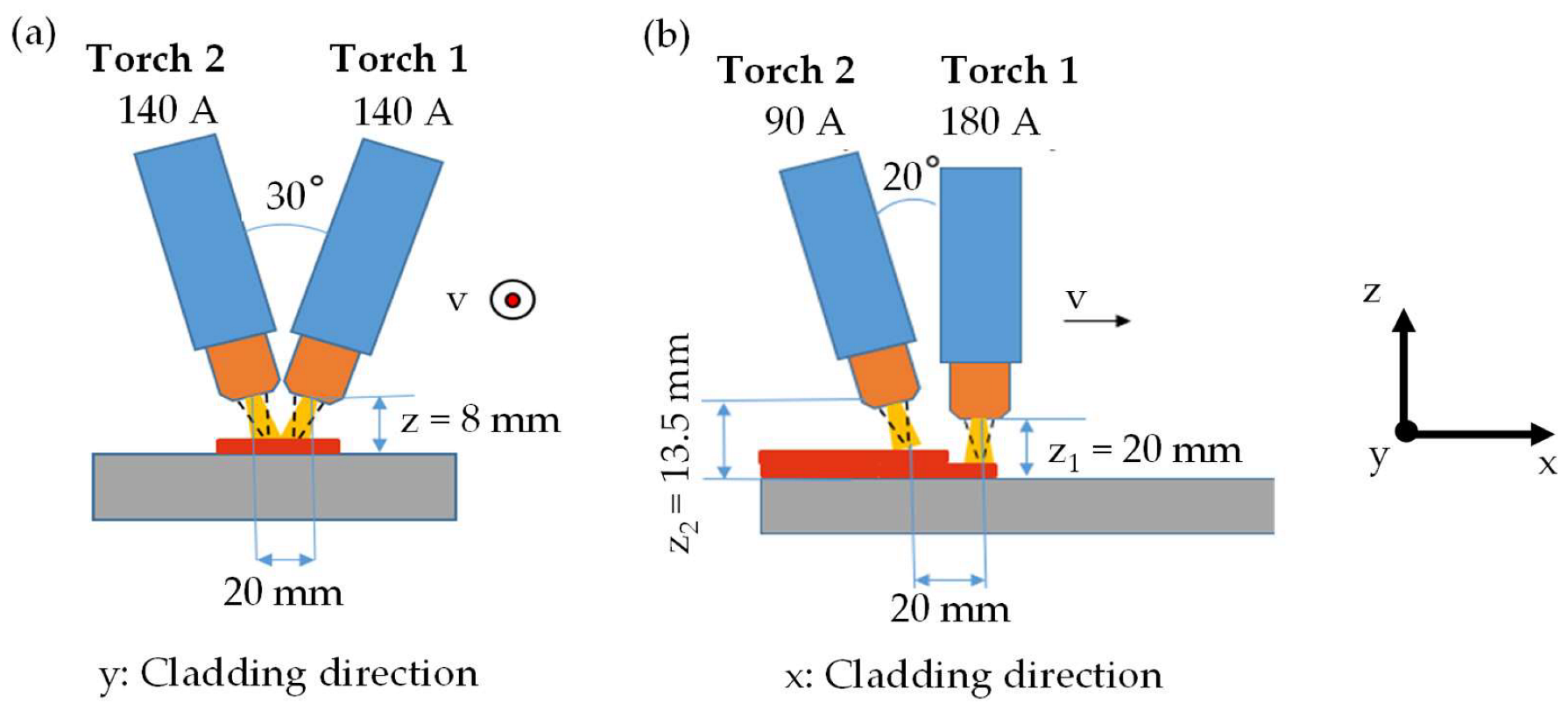
2.2.2. Parameters of the Torch Positions for Conventional PTA, Parallel Configuration Tandem PTA, and Series Configuration Tandem PTA
2.2.3. Parameters of the Conventional PTA and Parallel Configuration Tandem Stringer PTA for High Deposition Coating
2.2.4. Parameters of the Conventional PTA and Series Configuration Tandem PTA for Multi-Material Deposition
2.2.5. Parameters of the Conventional PTA and Parallel Configuration Tandem PTA for High Deposition Additive Manufacturing
3. Results and Discussion
3.1. Part 1: Coating
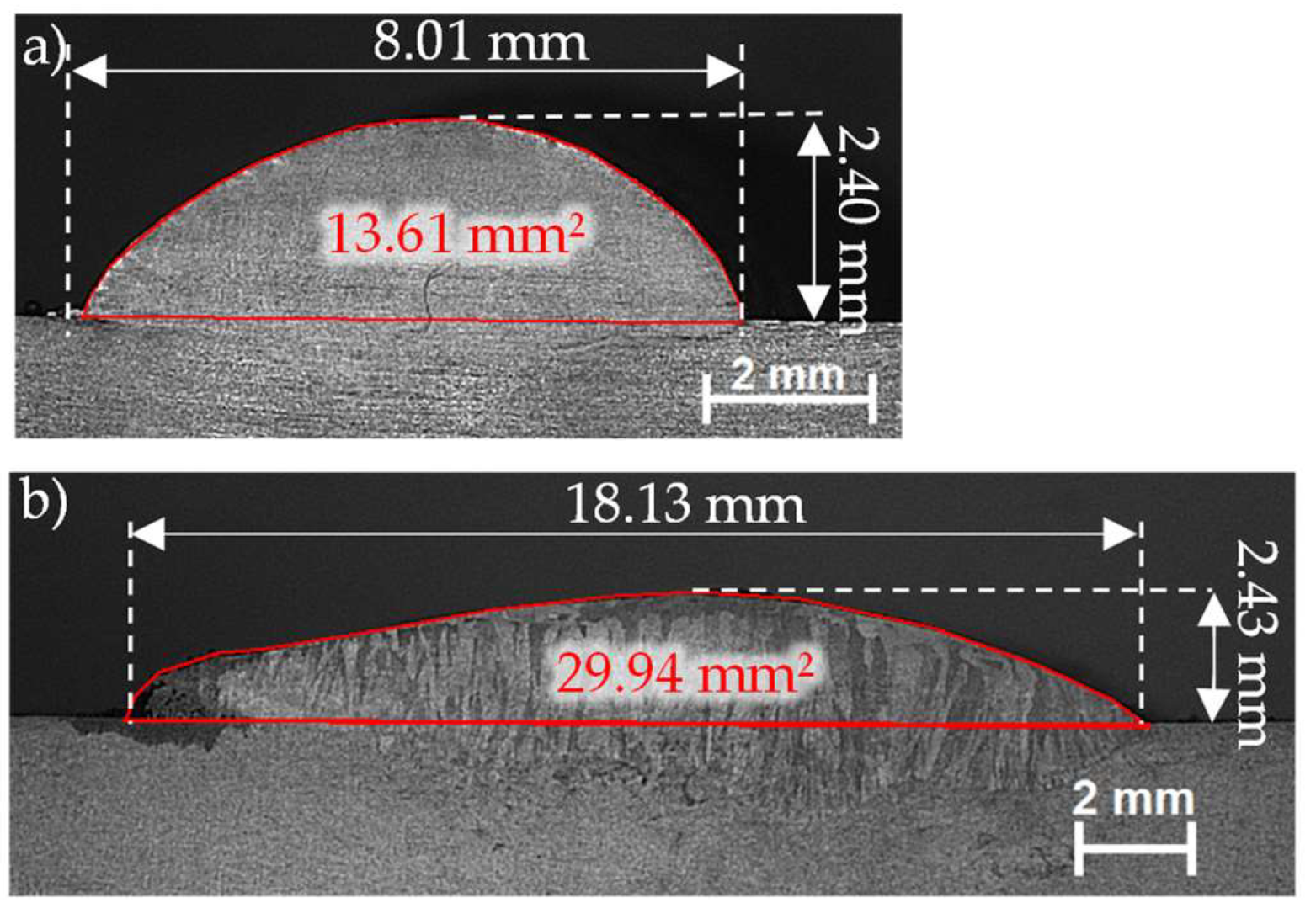
3.1.1. Deposition Rate of Coating Tandem PTA and Conventional PTA
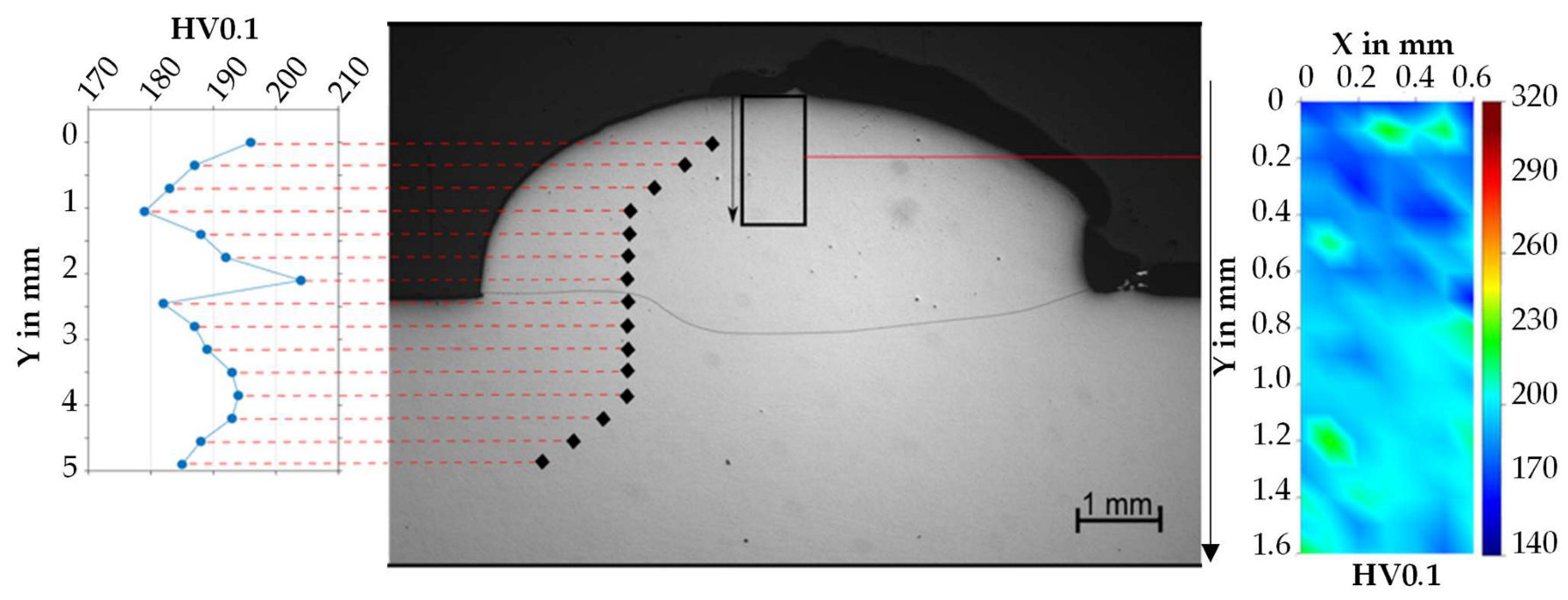
3.1.2. Effect of the Powder Feeding Position for Multi-Material Deposition
3.2. Part 2: Additive Manufacturing
High Deposition Rate Additive Manufacturing by Conventional PTA and Tandem PTA
4. Conclusions and Outlook
- Increase in deposition rate of coating per time by a factor of 2.4 compared to single torch coating. This is due to double torch deposition, including the heat accumulation between torches for deposition.
- Because of the distance-adjustable double torch setup, the parallel tandem PTA configuration is useful for manufacturing large components with expanded layer width and high deposition rates.
- Due to reduced torch pathway (only 7 instead of 10 seams) and symmetrical manufacture of the wall by double torches, there is a 56% increase in deposition capacity with inline manufacture of tandem PTA.
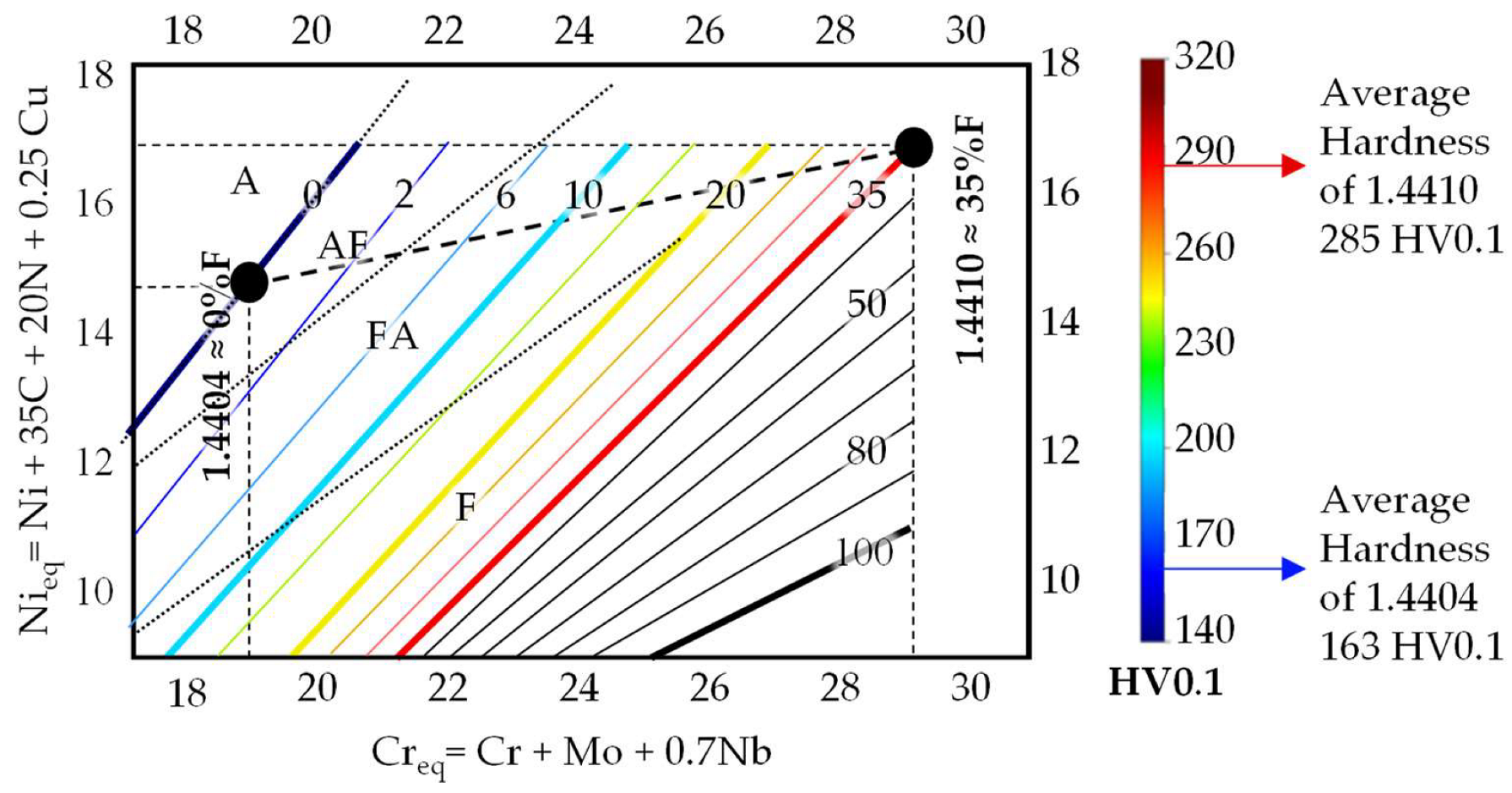
- The tandem PTA series configuration with multi-material deposition achieves a high surface hardness, which improves wear resistance. Because different materials can be fed into the desired location in the weld pool, it is also possible to achieve a low cladded material hardness, which suppresses crack formation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ertugrul, G.; Hälsig, A.; Liu, X.; Kusch, M. Effizientes Beschichten durch Tandem-Plasma-Pulver-Auftragsschweißen. In DVS Congress 2020 Große Schweißtechnische Tagung, DVS-Berichte; DVS Media GmBH: Dusseldorf, Germany, 2021; Volume 365, pp. 68–694. ISBN 978-3-96144-098-6. [Google Scholar]
- Gebert, A.; Wocilka, D.; Bouaifi, B.; Alaluss, K.; Matthes, K.-J. Neuentwicklungen für den Verschleiß- und Korrosionsschutz beim Plasma-Pulver-Auftragschweißen. Mater. Werkst. 2008, 39, 99–104. [Google Scholar] [CrossRef]
- Deuis, R.L.; Yellup, J.M.; Subramanian, C. Metal-Matrix Composite Coatings by PTA Surfacing. Compos. Sci. Technol. 1998, 58, 299–309. [Google Scholar] [CrossRef]
- Hoefer, K.; Nitsche, A.; Abstoss, K.G.; Ertugrul, G.; Haelsig, A.; Mayr, P. Correction to: Multi-material Additive Manufacturing by 3D Plasma Metal Deposition for Graded Structures of Super Duplex Alloy 1.4410 and the Austenitic Corrosion Resistant Alloy. JOM 2019, 71, 2136. [Google Scholar] [CrossRef] [Green Version]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. High deposition wire arc additive manufacturing of mild steel: Strategies and heat input effect on microstructure and mechanical properties. J. Manuf. Process. 2020, 58, 615–626. [Google Scholar] [CrossRef]
- Witzel, J.M.F. Qualifizierung des Laserstrahl-Auftragschweißens zur Generativen Fertigung von Luftfahrtkomponenten. Master’s Thesis, RWTH Aachen University, Aachen, Germany, 2014. [Google Scholar]
- Bai, J.Y.; Yang, C.L.; Lin, S.B.; Dong, B.L.; Fan, C.L. Mechanical properties of 2219-Al components produced by additive manufacturing with TIG. Int. J. Adv. Manuf. Technol. 2015, 86, 479–485. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; bin Abdollah, M.F.; Maidin, S.; Ramli, F.R.; Herawan, S.G. Review on effect of heat input for wire arc additive manufacturing process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Müller, J.; Grabowski, M.; Müller, C.; Hensel, J.; Unglaub, J.; Thiele, K.; Kloft, H.; Dilger, K. Design and Parameter Identification of Wire and Arc Additively Manufactured (WAAM) Steel Bars for Use in Construction. Metals 2019, 9, 725. [Google Scholar] [CrossRef] [Green Version]
- Zergiebel Schweißtechnik. Plasma-Pulver-Auftragsschweißen (PPA). Available online: https://www.zergiebel.de/leistungsuebersicht/schweissverfahren/plasma-pulver-auftragsschweissen-ppa.html (accessed on 13 October 2020).
- Ertugrul, G.; Hälsig, A.; Kusch, M.; Ohlensehlen, L. Tandem PPA—Leistungssteigerung und beanspruchungsgerechte Beschichtungen. In DVS Congress 2021 Große Schweißtechnische Tagung, DVS Berichte; DVS Media GmBH: Dusseldorf, Germany, 2021; Volume 371, pp. 56–63. ISBN 978-3-96144-146-4. [Google Scholar]
- Ertugrul, G.; Hälsig, A.; Kusch, M.; Ohlensehlen, L. Entwicklung und Evaluierung des Tandem Plasma Pulver Auftragschweißens für Beschichtungen und additive Fertigung In 41. Assistentenseminar Fügetechnik, DVS Berichte; DVS Media GmBH: Dusseldorf, Germany, 2021; Volume 370, pp. 45–50. ISBN 978-3-96144-141-9. [Google Scholar]
- Kaboli, R.; Farid, M.M.; Kramer, R.; Ertugrul, G.; Mayr, P. Numerical Investigation on the Influence of Welding Parameters on the Weld Pool Dynamics and the Distribution of Second Phase Particles. In Proceedings of the Mathematical Modelling of Weld Phenomena, Graz, Austria, 23–26 September 2018. [Google Scholar]
- Ramkumar, K.D.; Singh, A.; Raghuvanshi, S.; Bajpai, A.; Solanki, T.; Arivarasu, M.; Arivazhagan, N.; Narayanan, S. Metallurgical and mechanical characterization of dissimilar welds of austenitic stainless steel and super-duplex stainless steel—A comparative study. J. Manuf. Process. 2015, 19, 212–232. [Google Scholar] [CrossRef]
- Erdogan, F. Fracture Mechanics of Functionally Graded Materials. J. Comp. Eng. 1995, 5, 753–770. [Google Scholar] [CrossRef]
- Knoll, H.; Ocylok, S.; Weisheit, A.; Springer, H.; Jägle, E.; Raabe, D. Combinatorial Alloy Design by Laser Additive Manufacturing. Steel Res. Int. 2016, 88, 1600416. [Google Scholar] [CrossRef] [Green Version]
- Sampath, S.; Herman, H.; Shimoda, N.; Saito, T. Thermal Spray Processing of FGMs. MRS Bull. 1995, 20, 27–31. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, S.; Wu, C.; Zhang, C.; Guan, M.; Tan, J. Cavitation erosion and erosion-corrosion resistance of austenitic stainless steel by plasma transferred arc welding. Eng. Fail. Anal. 2017, 76, 115–124. [Google Scholar] [CrossRef]
- Hilmas, G.E.; Lombardi, J.L.; Hoffman, R.A. Advances in the Fabrication of Functionally Graded Materials Using Extrusion Freeform Fabrication. In Functionally Graded Materials 1996, Proceedings of the 4th International Symposium on Functionally Graded Materials, Tsukuba, Japan, 21–24 October 1996; Ichiro, S., Yoshinari, M., Eds.; Elsevier B.V.: Amsterdam, The Netherlands, 1997; pp. 319–324. [Google Scholar]
- Ertugrul, G.; Hälsig, A.; Kusch, M. High deposition additive manufacturing by tandem plasma transferred arc welding. J. Addit. Manuf. Technol. 2021, 1, 1–4. [Google Scholar] [CrossRef]
- Deutsche Edelstahlwerke Services GmbH, Acidur 4301 Technical Data Sheet 1.4301 According to DIN EN 10088-3. 2015. Available online: https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/RSH/1.4301_de.pdf (accessed on 24 June 2022).
- Deutsche Edelstahlwerke Services GmbH, Technical Data Sheet According to EN 10204-2.2. 2019, batch number: 257704. Available online: https://www.dew-stahl.com/produkte (accessed on 24 June 2022).
- Deutsche Edelstahlwerke Services GmbH, Acidur 4404 Technical Data Sheet 1.4404 According to DIN EN 10088-3. 2016. Available online: https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/RSH/1.4404_de.pdf (accessed on 24 June 2022).
- Kotecki, D.; Siewert, T. WRC-1992 constitution diagram for stainless steel weld metals: A modification of the WRC-1988 diagram. Weld J. 1992, 71, 171–178. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Grade | C | Cr | Ni | Mn | Si | Mo | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Substrate 1 | 1.4404 | <0.03 | 18.5 | 13.0 | <2.0 | <1.0 | 2.0 | <0.1 | Balanced |
| Substrate 2 | 1.4301 | <0.07 | 19.5 | 10.5 | <2.0 | <1.0 | - | <0.1 | Balanced |
| Powder 1 | 1.4404 | 0.03 | 16.6 | 12.6 | 0.4 | 0.8 | 2.1 | <0.1 | Balanced |
| Powder 2 | 1.4410 | 0.03 | 25.1 | 9.8 | 0.6 | 0.4 | 4.2 | <0.1 | Balanced |
| Constant Values | Parameters |
|---|---|
| Gas type | Argon |
| Shielding gas for each torch in L/min | 12 |
| Powder 1 type (50–150 µm) | 1.4404 |
| Powder 2 type (50–150 µm) | 1.4410 |
| Powder gas rate for each torch in L/min | 3 |
| Substrate-Torch distance in mm | 8–10 |
| Substrate 1 (Thickness 10 mm) | 1.4404 |
| Substrate 2 (Thickness 10 mm) | 1.4301 |
| Cladding Parameters | Conventional PTA Stringer | Parallel Configuration Tandem PTA Stringer |
|---|---|---|
| Current-Torch 1 in A | 150 | 140 |
| Current-Torch 2 in A | - | 140 |
| Cladding speed in cm/min | 14 | 20 |
| Total powder feeding rate in g/min | 23.5 | 46.2 |
| Plasma gas rate for each torch in L/min | 2 | 2 |
| Hatch distance in mm | 7 | 12 |
| Amplitude in mm | - | - |
| Frequency in Hz of wave method | - | - |
| Cladding Parameters | Conventional PTA Stringer | Series Configuration Tandem PTA Stringer |  |
| Current-Torch 1 in A | 220 | 180 | |
| Current-Torch 2 in A | - | 90 | |
| Cladding speed in cm/min | 40 | 40 | |
| Total powder feeding rate in g/min | 51.50 | 51.50 | |
| Plasma gas rate of each torch in L/min | 2 | 2 |
| Method | Conventional PTA Stringer | Series Configuration Tandem PTA Stringer | |||
|---|---|---|---|---|---|
| Experiment Name | Conventional P2 | Tandem P1 | Tandem P2 | Tandem P3 | Tandem P4 |
| Positions of 1.4410 (Total 12.35 g/min) | P2 | P1 | P2 | P3 | P4 |
| Positions of 1.4404 (Total 39.15 g/min) | Rest | Rest | Rest | Rest | Rest |
| Torch 1 Current in A | 220 | 180 | 180 | 180 | 180 |
| Torch 2 Current in A | - | 90 | 90 | 90 | 90 |
| Deposition Parameters | Conventional PTA Stringer | Parallel Configuration Tandem PTA Stringer |  |
| Current-Torch 1 in A | 200 | 190 | |
| Current-Torch 2 in A | - | 190 | |
| Cladding speed in cm/min | 30 | 40 | |
| Total powder feeding rate in g/min | 46.9 | 97.0 | |
| Plasma gas rate of each torch in L/min | 2 | 2 |
| Method | Microscope Image of Cross Sections | Time per Coating (75 cm² Area) in s/ Required Time in % | Coating Time per cm² in s | Coating Capacity for the Specified Time in % |
|---|---|---|---|---|
| PTA stringer |  | (428 s)/ 100% | 5.70 | 100% |
| Parallel configuration tandem PTA stringer |  | (179 s)/ 40% | 2.39 | 240% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ertugrul, G.; Hälsig, A.; Hensel, J.; Buhl, J.; Härtel, S. Efficient Multi-Material and High Deposition Coating including Additive Manufacturing by Tandem Plasma Transferred Arc Welding for Functionally Graded Structures. Metals 2022, 12, 1336. https://doi.org/10.3390/met12081336
Ertugrul G, Hälsig A, Hensel J, Buhl J, Härtel S. Efficient Multi-Material and High Deposition Coating including Additive Manufacturing by Tandem Plasma Transferred Arc Welding for Functionally Graded Structures. Metals. 2022; 12(8):1336. https://doi.org/10.3390/met12081336
Chicago/Turabian StyleErtugrul, Gökhan, Andre Hälsig, Jonas Hensel, Johannes Buhl, and Sebastian Härtel. 2022. "Efficient Multi-Material and High Deposition Coating including Additive Manufacturing by Tandem Plasma Transferred Arc Welding for Functionally Graded Structures" Metals 12, no. 8: 1336. https://doi.org/10.3390/met12081336