
Processing, Microstructure, and Mechanical Properties of Laser Additive Manufactured Ti2AlNb-Based Alloy with Carbon, Boron, and Yttrium Microalloying


Abstract
:1. Introduction
2. Materials and Methods
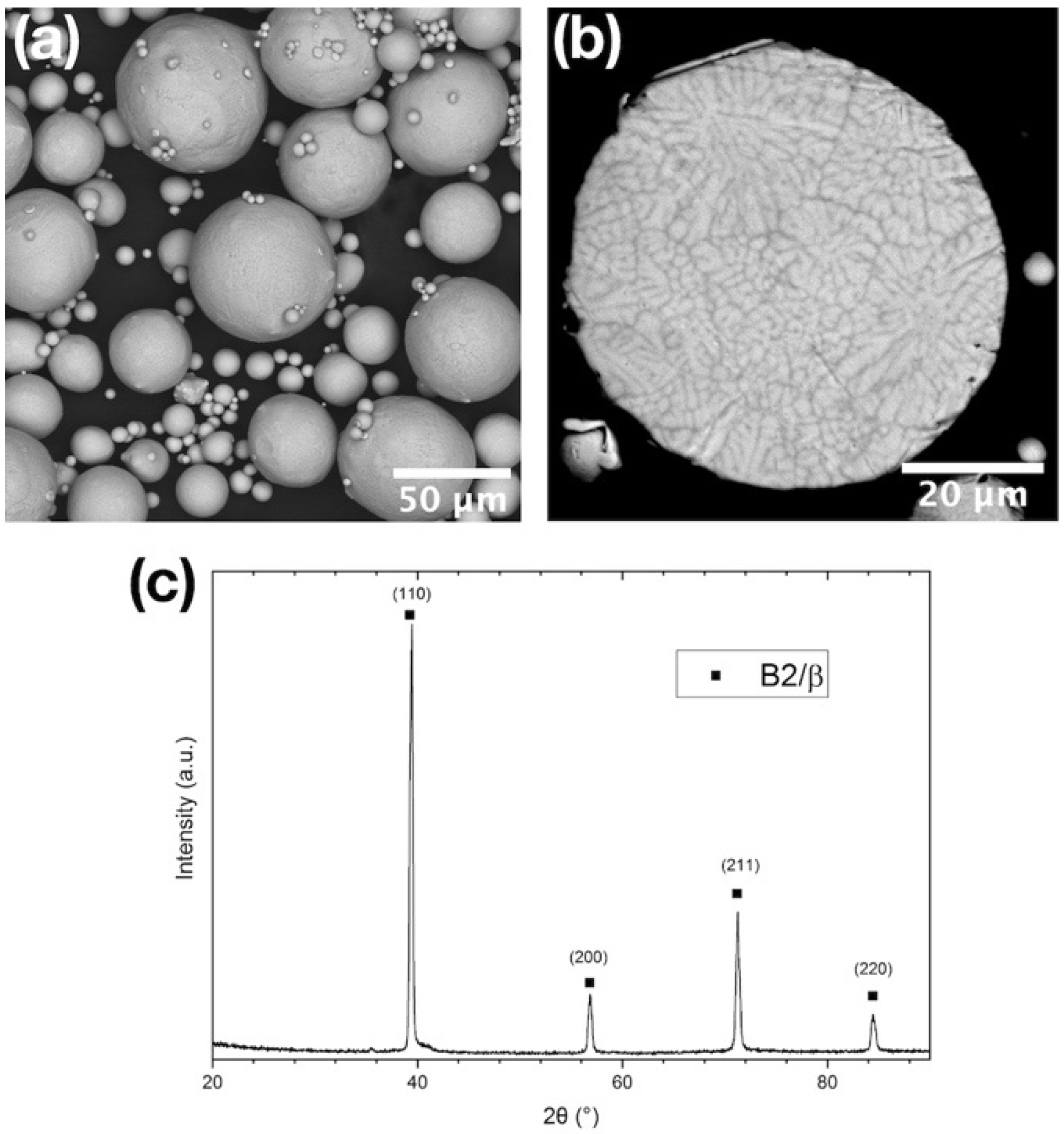
2.1. Feedstock Powder
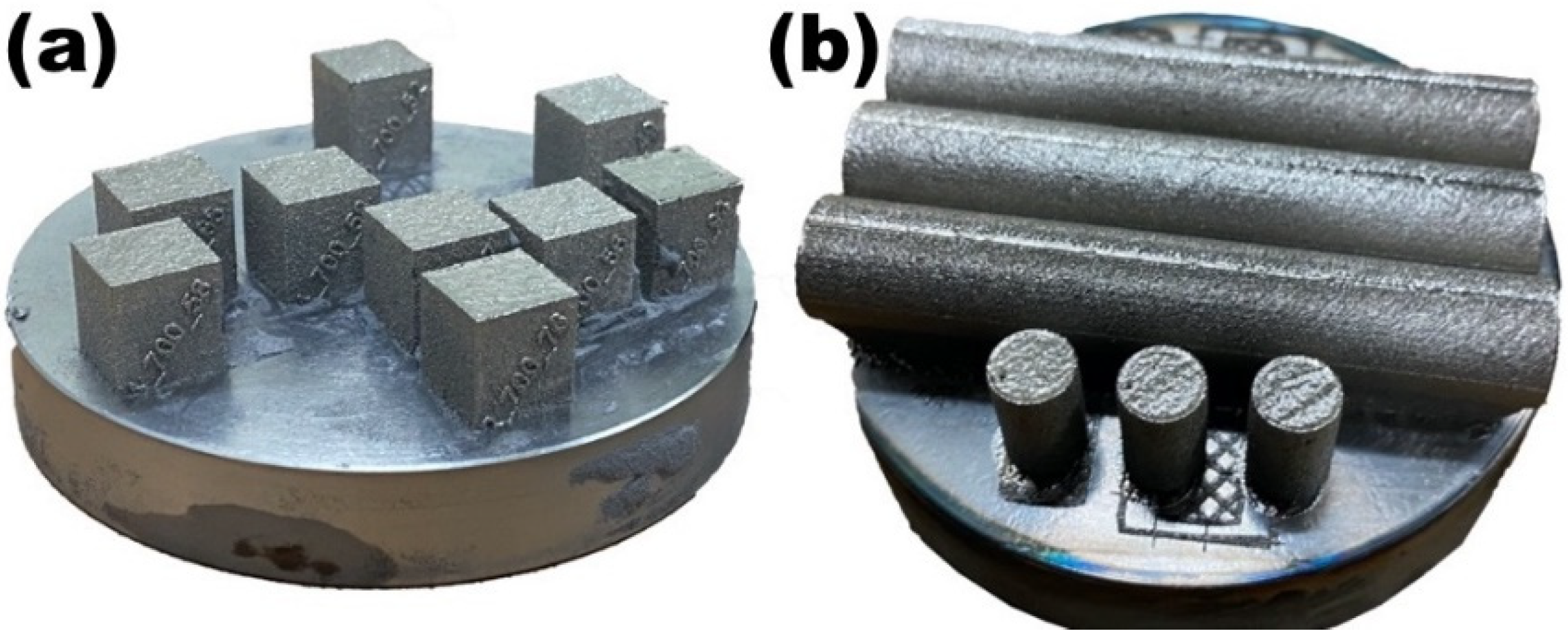
2.2. Laser Powder-Bed Fusion
2.3. Characterization
- (1)
- vacuum solution annealing (SA) the samples at 1015 °C for 1.5 h followed by furnace cooling (FC);
- (2)
- vacuum SA the samples at 1015 °C for 1.5 h followed by FC to room temperature and subsequent aging at 800 °C for 6 h followed by FC;
- (3)
- SA at 1015 °C for 1.5 h followed by water cooling (WC);
- (4)
- SA at 1015 for 1.5 h followed by WC and subsequent aging at 800 °C for 6 h followed by FC.
3. Results and Discussion
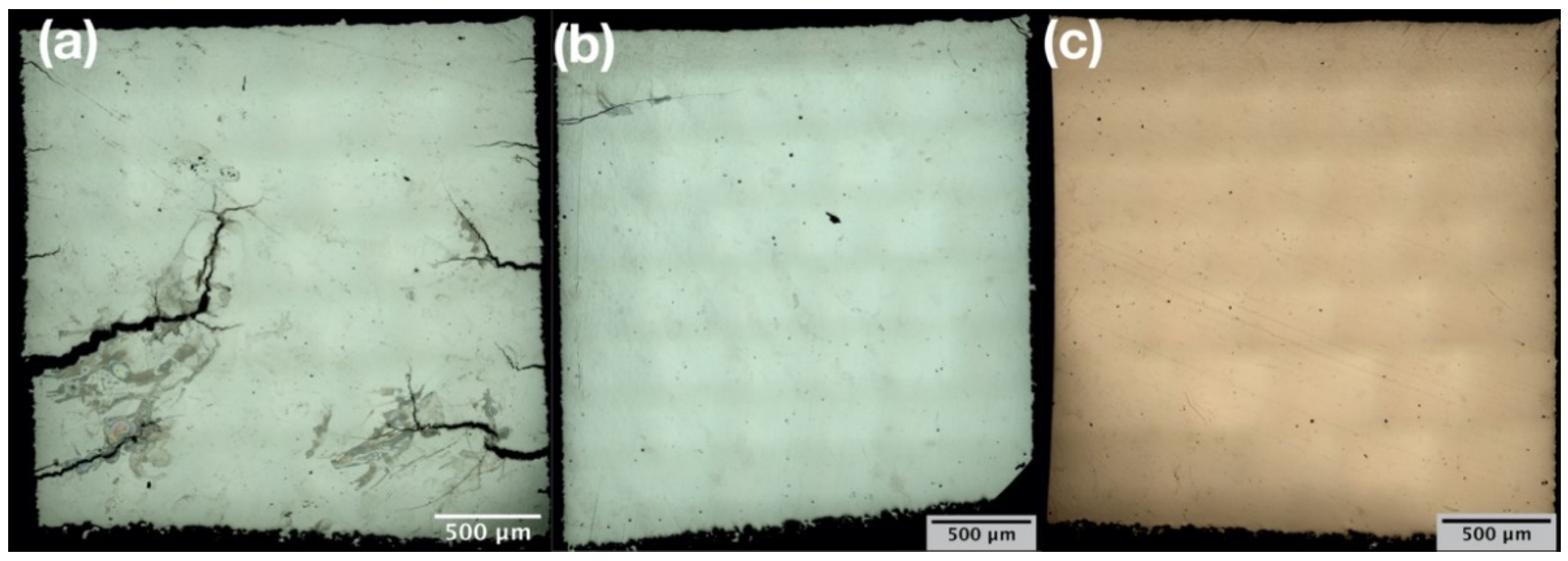
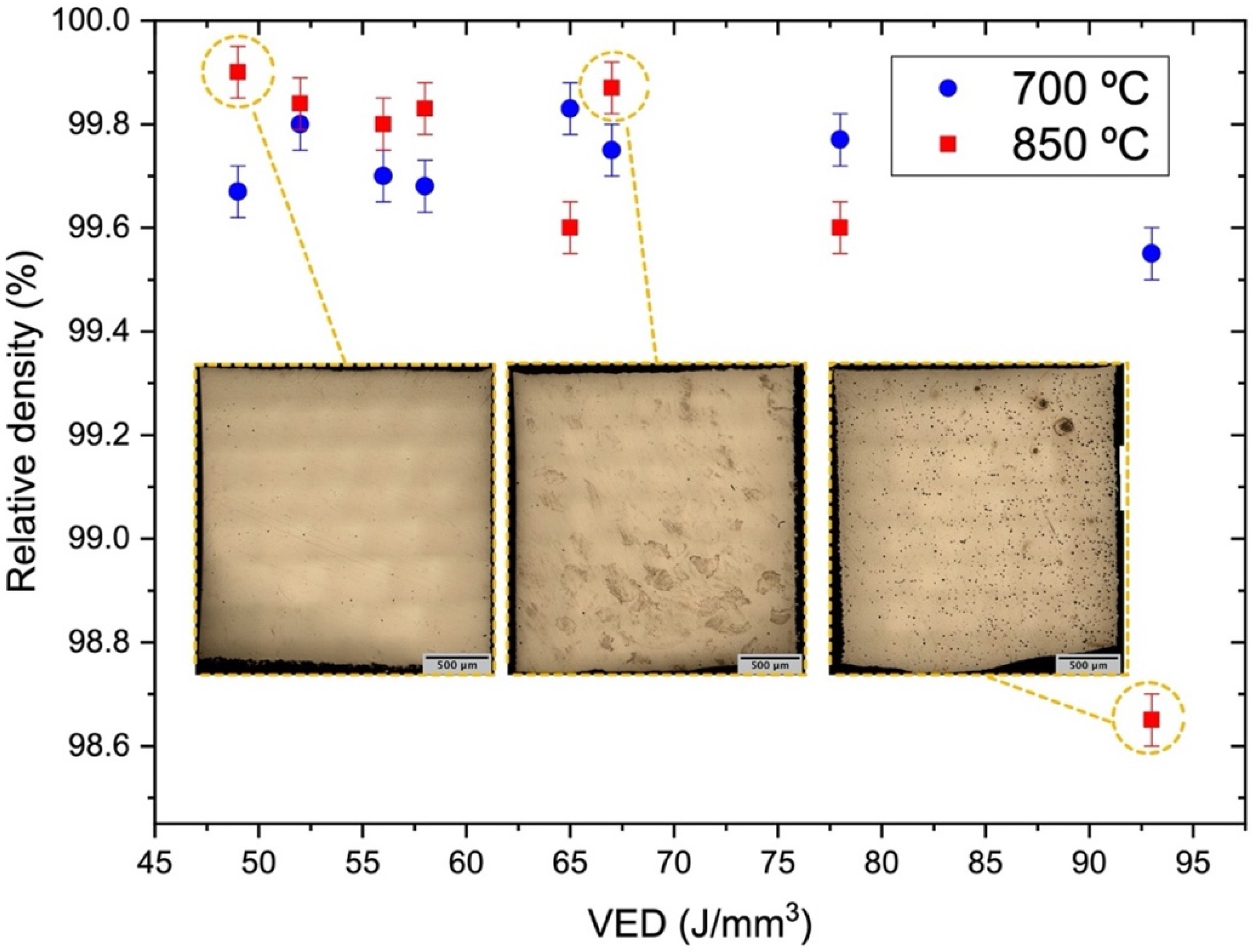
3.1. L-PBF Processability
3.2. Microstructure and Phase Composition
3.3. Heat Treatment and Hot Isostatic Pressing Effects on Microstructure
3.4. Mechanical Properties
4. Conclusions
- -
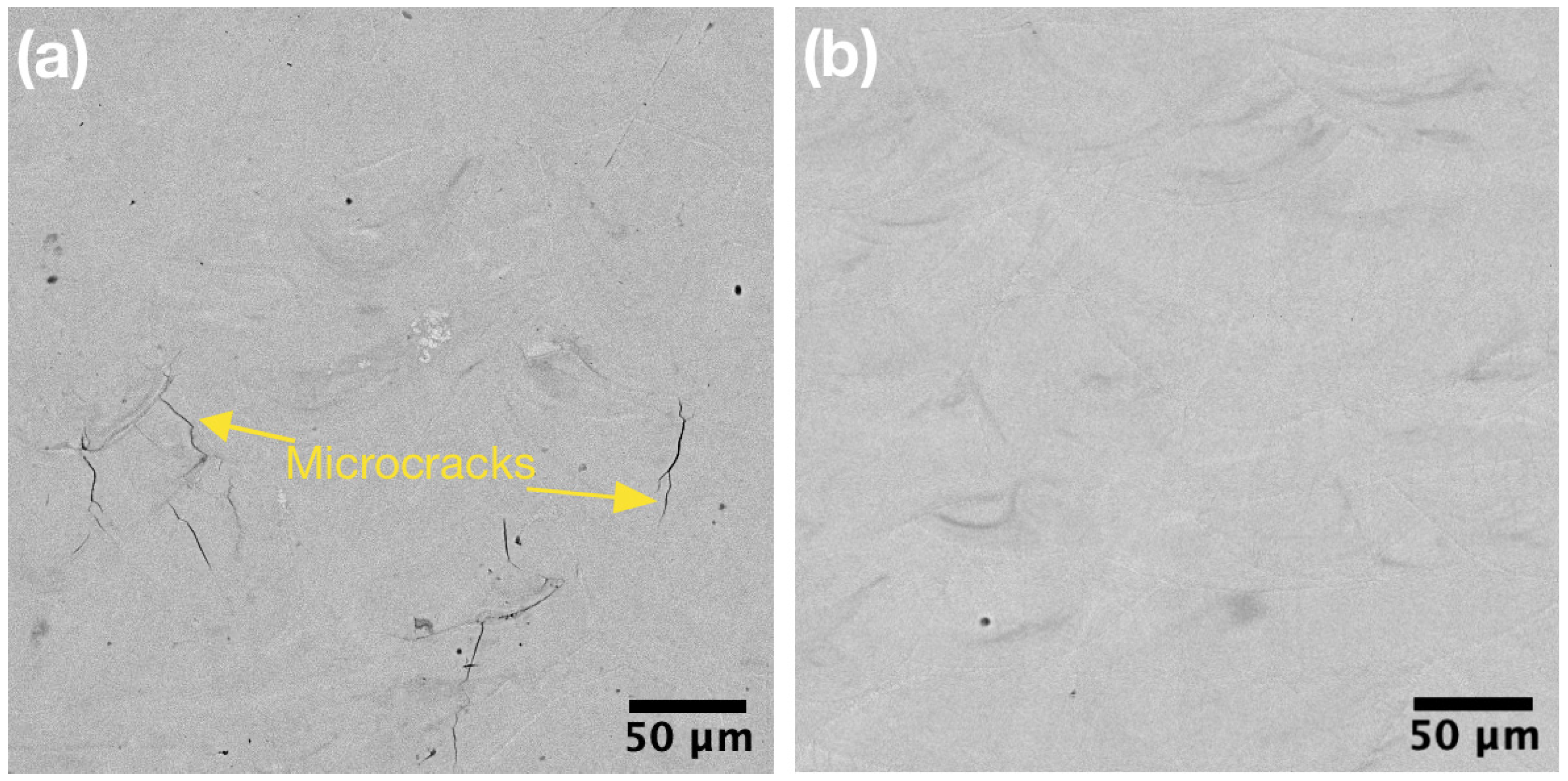
- Addition of microalloying elements such as yttrium, boron, and carbon did not lower the alloy’s susceptibility to cracking during the L-PBF despite the reduced oxygen content. High-temperature substrate preheating during the L-PBF process with temperatures above 700 °C is necessary to prevent the cold cracking of the alloy. At the same time, the microalloying of the Ti2AlNb-based alloy improved its L-PBF processability and resulted in a reduced number of grain boundary microcracks.
- -
- It was shown that using VED of 49 J/mm3 and 850 °C preheating temperature during the L-PBF process allowed for fabricating fully dense (relative density of 99.9 ± 0.1%) crack-free Ti2AlNb-based alloy samples.
- -
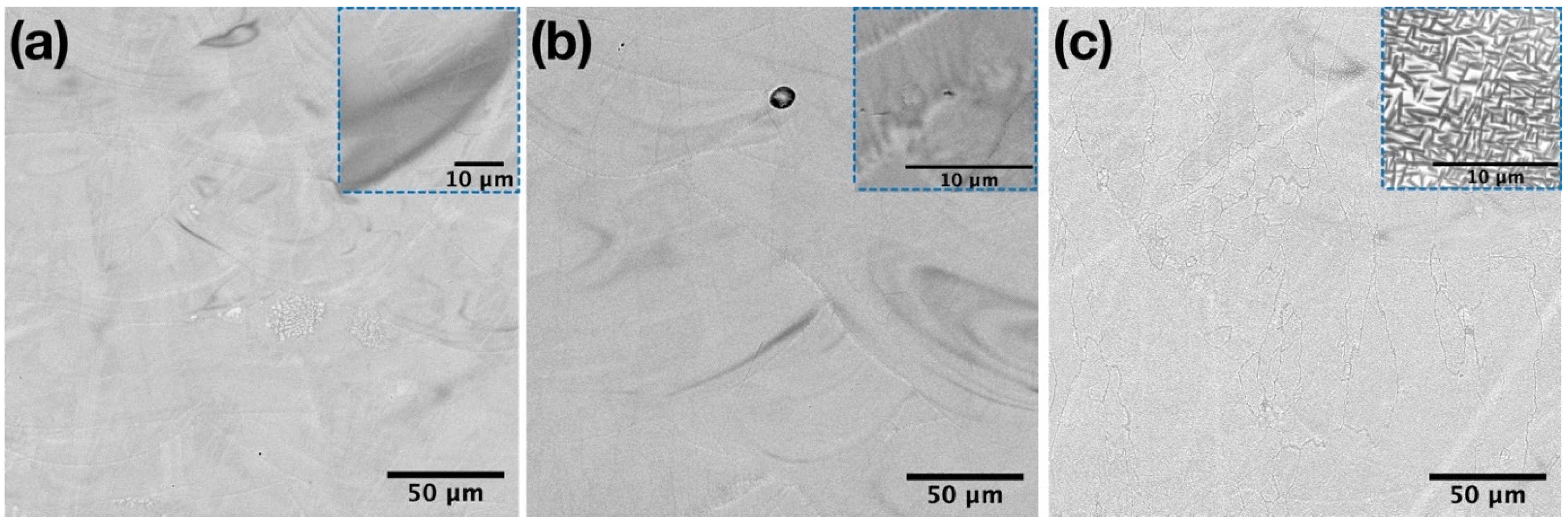
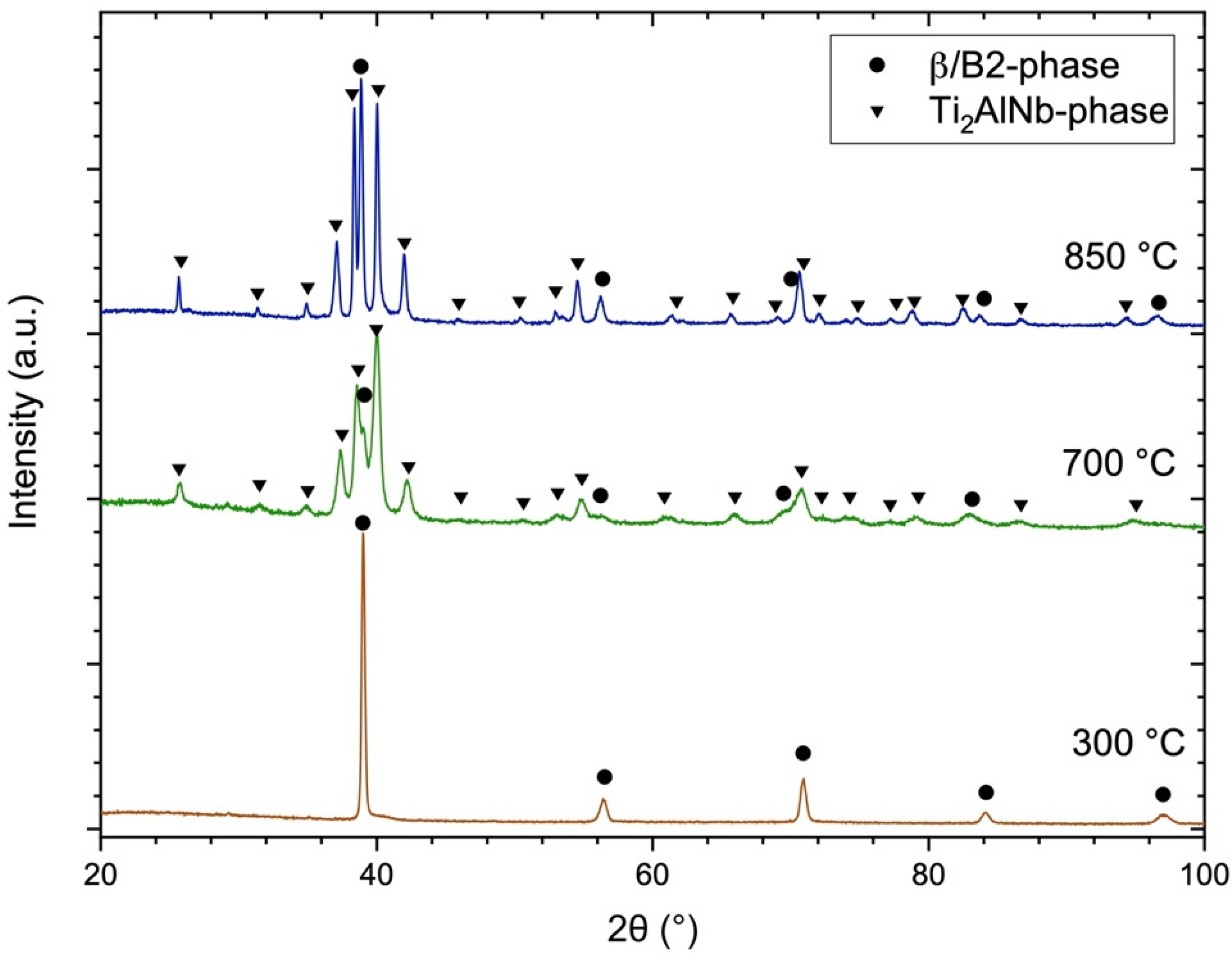
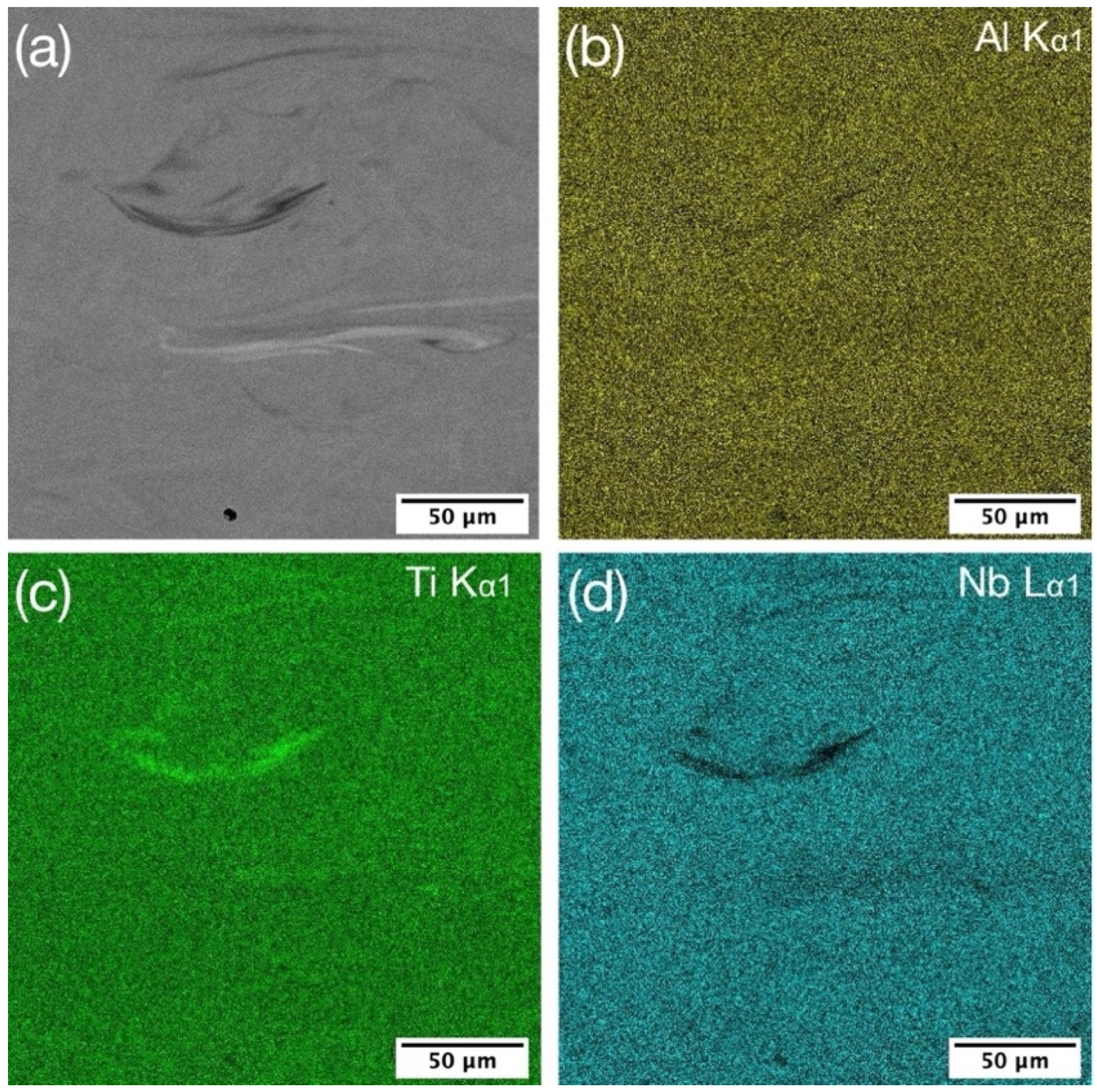
- Microstructure of the titanium orthorhombic alloy is highly sensitive to the substrate preheating temperature used during the L-PBF. A low preheating temperature of 300 °C resulted in a single β/B2 phase microstructure. Increasing the preheating temperature to 700 °C led to the formation of a single O phase microstructure with the highest microhardness. Further increasing the preheating temperature led to a dual-phase microstructure consisting of B2 + O phases. The microalloying resulted in a slightly refined β/B2 grain size compared to the reference alloy. At the same time, no significant changes in microstructures were observed for the microalloyed and reference powders. Microalloying allowed for achieving a smaller grain size after HIP is compared to the reference Ti2AlNb-alloy.
- -
- Heat treatment conditions affected the microstructure and mechanical properties of the fabricated alloy. The highest room temperature tensile strength of 1290 MPa was achieved after HIP with subsequent annealing followed by water cooling and aging resulting. Applying HIP post-treatment for the Ti2AlNb alloy obtained by L-PBF is essential to improve its mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumpfert, J. Intermetallic Alloys Based on Orthorhombic Titanium Aluminide. Adv. Eng. Mater. 2001, 3, 851–864. [Google Scholar] [CrossRef]
- Tang, H.P.; Yang, G.Y.; Jia, W.P.; He, W.W.; Lu, S.L.; Qian, M. Additive manufacturing of a high niobium-containing titanium aluminide alloy by selective electron beam melting. Mater. Sci. Eng. A 2015, 636, 103–107. [Google Scholar] [CrossRef]
- Sadi, F.A.; Servant, C. On the B2→O phase transformation in Ti-Al-Nb alloys. Mater. Sci. Eng. A 2003, 346, 19–28. [Google Scholar] [CrossRef]
- Germann, L.; Banerjee, D.; Guédou, J.Y.; Strudel, J.L. Effect of composition on the mechanical properties of newly developed Ti2AlNb-based titanium aluminide. Intermetallics 2005, 13, 920–924. [Google Scholar] [CrossRef]
- Alexeev, E.B.; Nochovnaya, N.A.; Novak, A.V.; Panin, P.V. Wrought Intermetallic Titanium Ortho Alloy Doped with Yttrium. Part 2. Research on heat treatment effect on rolled slab microstructure and mechanical properties. Proc. VIAM 2018, 12, 37–45. [Google Scholar] [CrossRef]
- Peng, J.; Mao, Y.; Li, S.; Sun, X. Microstructure controlling by heat treatment and complex processing for Ti2AlNb based alloys. Mater. Sci. Eng. A 2001, 299, 75–80. [Google Scholar] [CrossRef]
- Novak, A.V.; Alexeev, E.B.; Ivanov, V.I.; Dzunovich, D.A. The Study of the Quenching Parameters Influence on Structure and Hardness of Orthorhombic Titanium Aluminide Alloy VTI-4. Proc. VIAM 2018, 5. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.F.; Zhang, D.L.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Fabrication of a powder metallurgy Ti2AlNb-based alloy by spark plasma sintering and associated microstructure optimization. Mater. Des. 2016, 89, 823–829. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhang, K.F.; Li, B.Y. Microstructure and high temperature tensile properties of Ti22Al25Nb alloy prepared by reactive sintering with element powders. Mater. Sci. Eng. A 2014, 608, 229–233. [Google Scholar] [CrossRef]
- Jia, J.; Zhang, K.; Jiang, S. Microstructure and mechanical properties of Ti-22Al-25Nb alloy fabricated by vacuum hot pressing sintering. Mater. Sci. Eng. A 2014, 616, 93–98. [Google Scholar] [CrossRef]
- David, S.A.; Deevi, S.C. Welding of unique and advanced ductile intermetallic alloys for high-temperature applications. Sci. Technol. Weld. Join. 2017, 22, 681–705. [Google Scholar] [CrossRef]
- Çam, G.; Koçak, M. Progress in joining of advanced materials. Int. Mater. Rev. 1998, 43, 1–44. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.-G.; Lee, J.-H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Juechter, V.; Franke, M.M.; Merenda, T.; Stich, A.; Körner, C.; Singer, R.F. Additive manufacturing of Ti-45Al-4Nb-C by selective electron beam melting for automotive applications. Addit. Manuf. 2018, 22, 118–126. [Google Scholar] [CrossRef]
- Gussone, J.; Hagedorn, Y.-C.; Gherekhloo, H.; Kasperovich, G.; Merzouk, T.; Hausmann, J. Microstructure of γ-titanium aluminide processed by selective laser melting at elevated temperatures. Intermetallics 2015, 66, 133–140. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Razumov, N.; Goncharov, I.; Makhmutov, T.; Silin, A.; Kim, A.; Starikov, K.; Shamshurin, A.; et al. Microstructure, densification, and mechanical properties of titanium intermetallic alloy manufactured by laser powder bed fusion additive manufacturing with high-temperature preheating using gas atomized and mechanically alloyed plasma spheroidized powder. Addit. Manuf. 2020, 34, 101374. [Google Scholar] [CrossRef]
- Polozov, I.; Starikov, K.; Popovich, A.; Sufiiarov, V. Mitigating Inhomogeneity and Tailoring the Microstructure of Selective Laser Melted Titanium Orthorhombic Alloy by Heat Treatment, Hot Isostatic Pressing, and Multiple Laser Exposures. Materials 2021, 14, 4946. [Google Scholar] [CrossRef]
- Wimler, D.; Lindemann, J.; Reith, M.; Kirchner, A.; Allen, M.; Vargas, W.G.; Franke, M.; Klöden, B.; Weißgärber, T.; Güther, V.; et al. Designing advanced intermetallic titanium aluminide alloys for additive manufacturing. Intermetallics 2021, 131, 107109. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Shamshurin, A. Synthesis of titanium orthorhombic alloy using binder jetting additive manufacturing. Mater. Lett. 2019, 243, 88–91. [Google Scholar] [CrossRef]
- He, Y.; Hu, R.; Luo, W.; He, T.; Lai, Y.; Du, Y.; Liu, X. Microstructural evolution and creep deformation behavior of novel Ti-22Al-25Nb-1Mo-1V-1Zr-0.2Si (at.%) orthorhombic alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 313–321. [Google Scholar] [CrossRef]
- Yang, J.; Cai, Q.; Ma, Z.; Huang, Y.; Yu, L.; Li, H.; Liu, Y. Effect of W addition on phase transformation and microstructure of powder metallurgic Ti-22Al-25Nb alloys during quenching and furnace cooling. Chin. J. Aeronaut. 2019, 32, 1343–1351. [Google Scholar] [CrossRef]
- Zhang, T.; Huang, G.; Hu, R.; Li, J. Microstructural stability of long term aging treated Ti-22Al-26Nb-1Zr orthorhombic titanium aluminide. Trans. Nonferrous Met. Soc. China 2015, 25, 2549–2555. [Google Scholar] [CrossRef]
- Mao, Y.; Li, S.; Zhang, J.; Peng, J.; Zou, D.; Zhong, Z. Microstructure and tensile properties of orthorhombic Ti-Al-Nb-Ta alloys. Intermetallics 2000, 8, 659–662. [Google Scholar] [CrossRef]
- Muraleedharan, K.; Nandy, T.K.; Banerjee, D.; Lele, S. Transformations in a Ti-24Al-15Nb alloy: Part II. A composition invariant βo → O transformation. Metall. Trans. A 1992, 23, 417–431. [Google Scholar] [CrossRef]
- Polozov, I.; Kantyukov, A.; Goncharov, I.; Razumov, N.; Silin, A.; Popovich, V.; Zhu, J.-N.; Popovich, A. Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders. Materials 2020, 13, 3952. [Google Scholar] [CrossRef]
- Biamino, S.; Penna, A.; Ackelid, U.; Sabbadini, S.; Tassa, O.; Fino, P.; Pavese, M.; Gennaro, P.; Badini, C. Electron beam melting of Ti-48Al-2Cr-2Nb alloy: Microstructure and mechanical properties investigation. Intermetallics 2011, 19, 776–781. [Google Scholar] [CrossRef]
- He, Y.-S.; Hu, R.; Luo, W.-Z.; He, T.; Liu, X.-H. Oxidation behavior of a novel multi-element alloyed Ti2AlNb-based alloy in temperature range of 650–850 °C. Rare Met. 2018, 37, 838–845. [Google Scholar] [CrossRef]
- Li, M.; Xiao, S.; Xiao, L.; Xu, L.; Tian, J.; Chen, Y. Effects of carbon and boron addition on microstructure and mechanical properties of TiAl alloys. J. Alloys Compd. 2017, 728, 206–221. [Google Scholar] [CrossRef]
- Zhu, J.; Kamiya, A.; Yamada, T.; Shi, W.; Naganuma, K. Influence of boron addition on microstructure and mechanical properties of dental cast titanium alloys. Mater. Sci. Eng. A 2003, 339, 53–62. [Google Scholar] [CrossRef]
- Tang, F.; Nakazawa, S.; Hagiwara, M. Effect of boron microalloying on microstructure, tensile properties and creep behavior of Ti-22Al-20Nb-2W alloy. Mater. Sci. Eng. A 2001, 315, 147–152. [Google Scholar] [CrossRef]
- Novak, A.V.; Nochovnaya, N.A.; Alekseev, E.B. Influence of the Deformation Parameters on the Morphology of the Strengthening O Phase and the Mechanical Properties of an Intermetallic VIT5 Titanium Alloy. Russ. Metall. 2020, 2020, 318–324. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Byres, N.; Williams, S.; Pickering, E.J.; Prangnell, P.B. β Grain refinement by yttrium addition in Ti-6Al-4V Wire-Arc Additive Manufacturing. J. Alloys Compd. 2022, 895, 162735. [Google Scholar] [CrossRef]
- Zhang, N.; Han, X.; Sun, D.; Liu, S.; Liu, H.; Yang, W.; Wu, G. Microstructure evolution and mechanical properties of LaB6-modified Ti2AlNb alloy fabricated by blended elemental powder metallurgy. Powder Technol. 2020, 369, 334–344. [Google Scholar] [CrossRef]
- Dai, J.-R.; Lu, H.-M.; Cai, Z.-J.; An, C. Grain refining of Er added to Ti-22Al-25Nb alloy and morphology of erbium precipitates. Rare Met. 2013, 32, 5–11. [Google Scholar] [CrossRef]
- Çetin, M.E.; Polat, G.; Tekin, M.; Batibay, A.B.; Kotan, H. Effect of Y addition on the structural transformation and thermal stability of Ti-22Al-25Nb alloy produced by mechanical alloying. Mater. Test. 2021, 63, 599–605. [Google Scholar] [CrossRef]
- Li, B.; Kong, F.; Chen, Y. Effect of Yttrium Addition on Microstructures and Room Temperature Tensile Properties of Ti-47 Al Alloy. J. Rare Earths 2006, 24, 352–356. [Google Scholar] [CrossRef]
- Okabe, T.H.; Hirota, K.; Kasai, E.; Saito, F.; Waseda, Y.; Jacob, K.T. Thermodynamic properties of oxygen in RE—O (RE = Gd, Tb, Dy, Er) solid solutions. J. Alloys Compd. 1998, 279, 184–191. [Google Scholar] [CrossRef]
- Yan, M.; Tang, H.P.; Qian, M. Scavenging of oxygen and chlorine from powder metallurgy (PM) titanium and titanium alloys. In Titanium Powder Metallurgy; Elsevier: Amsterdam, The Netherlands, 2015; pp. 253–276. [Google Scholar]
- Panov, D.; Naumov, S.; Stepanov, N.; Sokolovsky, V.; Volokitina, E.; Kashaev, N.; Ventzke, V.; Dinse, R.; Riekehr, S.; Povolyaeva, E.; et al. Effect of pre-heating and post-weld heat treatment on structure and mechanical properties of laser beam-welded Ti2AlNb-based joints. Intermetallics 2022, 143, 107466. [Google Scholar] [CrossRef]
- Zavodov, A.V.; Medvedev, P.N.; Nochovnaya, N.A. Effects of Dislocation Density and Concentration of Vacancies on Growth of O-Phase in Ti2AlNb-Based Alloy. Met. Sci. Heat Treat. 2021, 62, 609–614. [Google Scholar] [CrossRef]
- Yang, L.; Wang, M.; Liu, B.; Du, Y.; Liao, W. In situ XRD study on the phase transformations of the gas-atomized Ti-22Al-25Nb powder. Mater. Lett. 2020, 277, 128378. [Google Scholar] [CrossRef]
- Panov, D.O.; Naumov, S.V.; Sokolovsky, V.S.; Volokitina, E.I.; Kashaev, N.; Ventzke, V.; Dinse, R.; Riekehr, S.; Povolyaeva, E.A.; Alekseev, E.B.; et al. Cracking of Ti2AlNb-based alloy after laser beam welding. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1014, 012035. [Google Scholar] [CrossRef]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and Joining of Titanium Aluminides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, D.; Chen, J.; Mao, X.; Hao, C. Reheat cracking in Ti2AlNb alloy resistance spot weldments. Intermetallics 2013, 38, 63–69. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Yu, W.; Sing, S.L.; Chua, C.K.; Tian, X. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J. Alloys Compd. 2019, 792, 574–581. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Popovich, A. Selective Laser Melting of Ti2AlNb-based intermetallic alloy using elemental powders: Effect of process parameters and post-treatment on microstructure, composition, and properties. Intermetallics 2019, 112, 106554. [Google Scholar] [CrossRef]
- Wang, G.; Yang, J.; Jiao, X. Microstructure and mechanical properties of Ti-22Al-25Nb alloy fabricated by elemental powder metallurgy. Mater. Sci. Eng. A 2016, 654, 69–76. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Quantitative analysis of the effect of heat treatment on microstructural evolution and microhardness of an isothermally forged Ti-22Al-25Nb (at.%) orthorhombic alloy. Intermetallics 2014, 45, 29–37. [Google Scholar] [CrossRef]
- Xiang, J.M.; Mi, G.B.; Qu, S.J.; Huang, X.; Chen, Z.; Feng, A.H.; Shen, J.; Chen, D.L. Thermodynamic and microstructural study of Ti2AlNb oxides at 800 °C. Sci. Rep. 2018, 8, 12761. [Google Scholar] [CrossRef] [PubMed]
- Gao, P.; Wang, Z. Formability improvement, cracking behavior and control of Y-modified Ti-43Al-4Nb-1Mo-0.1B alloys produced by selective laser melting. J. Alloys Compd. 2021, 854, 157172. [Google Scholar] [CrossRef]
- Wei, B.; Liu, Z.; Cao, B.; Nong, B.; Zhang, Y.; Zhou, H.; Ai, Y. Selective laser melting of crack-free René 104 superalloy by Sc microalloying. J. Alloys Compd. 2022, 895, 162663. [Google Scholar] [CrossRef]
- Li, W.P.; Wang, H.; Zhou, Y.H.; Zhu, Y.Y.; Lin, S.F.; Yan, M.; Wang, N. Yttrium for the selective laser melting of Ti-45Al-8Nb intermetallic: Powder surface structure, laser absorptivity, and printability. J. Alloys Compd. 2022, 892, 161970. [Google Scholar] [CrossRef]
- Liang, J.; Lei, Z.; Chen, Y.; Fu, W.; Chen, X.; Ma, S. Elimination of extraordinarily high cracking susceptibility of ZK60 Mg alloy fabricated by laser powder bed fusion. Mater. Lett. 2022, 312, 131731. [Google Scholar] [CrossRef]
- Guan, R.; Shen, Y.; Zhao, Z.; Wang, X. A high-strength, ductile Al-0.35Sc-0.2Zr alloy with good electrical conductivity strengthened by coherent nanosized-precipitates. J. Mater. Sci. Technol. 2017, 33, 215–223. [Google Scholar] [CrossRef]
- Valente, E.H.; Nadimpalli, V.K.; Christiansen, T.L.; Pedersen, D.B.; Somers, M.A.J. In-situ interstitial alloying during laser powder bed fusion of AISI 316 for superior corrosion resistance. Addit. Manuf. Lett. 2021, 1, 100006. [Google Scholar] [CrossRef]
- Pauzon, C.; Hryha, E.; Forêt, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar] [CrossRef]
- Eo, D.-R.; Chung, S.G.; Jeon, J.M.; Cho, J.-W. Melt pool oxidation and reduction in powder bed fusion. Addit. Manuf. 2021, 41, 101982. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Majumdar, B.S.; Seetharaman, V.; Miracle, D.B. Part I. The microstructural evolution in Ti-Al-Nb O+Bcc orthorhombic alloys. Metall. Mater. Trans. A 1999, 30, 2305–2323. [Google Scholar] [CrossRef]
- Wei, B.; Cao, B.; Liu, Z.; Zhou, H.; Nong, B.; Zhang, Y. Additive manufacturing of Sc microalloyed René 104 superalloy: Powder properties and cracking elimination. Adv. Powder Technol. 2022, 33, 103430. [Google Scholar] [CrossRef]
- He, B.; Wu, D.; Pan, J.; Yang, G. Effect of heat treatment on microstructure and mechanical properties of laser deposited TA15/Ti2AlNb gradient composite structures. Vacuum 2021, 190, 110309. [Google Scholar] [CrossRef]
- Sim, K.-H.; Wang, G.; Kim, T.-J.; Ju, K.-S. Fabrication of a high strength and ductility Ti-22Al-25Nb alloy from high energy ball-milled powder by spark plasma sintering. J. Alloys Compd. 2018, 741, 1112–1120. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | Nb | Mo | Si | Y | B | C | O, wt. % | N, wt. % |
|---|---|---|---|---|---|---|---|---|---|---|
| Method | ICP-OES | C/S analyzer | O/N/H analyzer | |||||||
| Content | Bal. | 22.6 | 23.32 | 0.83 | 0.31 | 0.55 | 0.12 | 0.20 | 0.082 | 0.016 |
| # | LP, W | SS, mm/s | HD, mm | L, mm | VED, J/mm3 | TPH, °C |
|---|---|---|---|---|---|---|
| 1 | 140 | 500 | 100 | 30 | 93 | 300, 700, 850 |
| 2 | 140 | 600 | 100 | 30 | 78 | |
| 3 | 140 | 700 | 100 | 30 | 67 | |
| 4 | 140 | 800 | 100 | 30 | 58 | |
| 5 | 140 | 900 | 100 | 30 | 52 | |
| 6 | 140 | 600 | 120 | 30 | 65 | |
| 7 | 140 | 700 | 120 | 30 | 56 | |
| 8 | 140 | 800 | 120 | 30 | 49 |
| Sample | O, wt. % | N, wt. % |
|---|---|---|
| Ti2AlNb-noCYB powder | 0.137 | 0.020 |
| Ti2AlNb-CYB powder | 0.082 | 0.016 |
| Ti2AlNb-noCYB (L-PBF) | 0.200 | 0.003 |
| Ti2AlNb-CYB (L-PBF) | 0.085 | 0.002 |
| Powder | Ti2AlNb-CYB | ||||
| Condition | 300 °C TPH, as-is | 700 °C TPH, as-is | 850 °C TPH, as-is | 850 °C TPH, annealed (FC) | 850 °C TPH, HIPed |
| Microhardness, HV0.5 | 365 ± 10 | 492 ± 10 | 405 ± 10 | 370 ± 10 | 350 ± 5 |
| Powder | Ti2AlNb-noCYB | ||||
| Condition | 300 °C TPH, as-is | 700 °C TPH, as-is | 850 °C TPH, as-is | 850 °C TPH, annealed (FC) | 850 °C TPH, HIPed |
| Microhardness, HV0.5 | 380 ± 10 | 505 ± 15 | 425 ± 15 | 385 ± 10 | 360 ± 10 |
| Alloy | Condition | TS (RT), MPa | TS (650 °C), MPa | EL (RT), % | EL (650°C), % |
|---|---|---|---|---|---|
| Ti-22Al-23Nb-0.8Mo-0.3Si-0.4C-0.1B-0.2Y (at. %) (this study) | L-PBF | 652 | 647 | 0.6 | 3.0 |
| L-PBF + HIP + SA (FC) | 1090 | 801 | 1.0 | 4.5 | |
| L-PBF + HIP + SA (FC) + Aging | 1120 | 875 | 1.2 | 3.5 | |
| L-PBF + HIP + SA (WC) | 1160 | 600 | 3.4 | 2.1 | |
| L-PBF + HIP + SA (WC) + Aging | 1290 | 772 | 1.7 | 3.7 | |
| Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si (at. %) [19] | L-PBF + HIP | 1027 | 860 | 1.1 | 5.8 |
| Ti-11Al-40Nb-5(V + Mo + Zr + Ta + W) + 0.2Si + 0.3Y (wt. %) [5] | Wrought and annealed | 1110 | 850 (at 700 °C) | 9.0 | 5.5 (at 700 °C) |
| Ti-22Al-25Nb (at. %) [64] | Spark plasma sintered | 1105 | 797 | 9.4 | 12.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polozov, I.; Gracheva, A.; Popovich, A. Processing, Microstructure, and Mechanical Properties of Laser Additive Manufactured Ti2AlNb-Based Alloy with Carbon, Boron, and Yttrium Microalloying. Metals 2022, 12, 1304. https://doi.org/10.3390/met12081304
Polozov I, Gracheva A, Popovich A. Processing, Microstructure, and Mechanical Properties of Laser Additive Manufactured Ti2AlNb-Based Alloy with Carbon, Boron, and Yttrium Microalloying. Metals. 2022; 12(8):1304. https://doi.org/10.3390/met12081304
Chicago/Turabian StylePolozov, Igor, Anna Gracheva, and Anatoly Popovich. 2022. "Processing, Microstructure, and Mechanical Properties of Laser Additive Manufactured Ti2AlNb-Based Alloy with Carbon, Boron, and Yttrium Microalloying" Metals 12, no. 8: 1304. https://doi.org/10.3390/met12081304