

Microstructure, Mechanical Properties, and Corrosion Behavior of 06Cr15Ni4CuMo Processed by Using Selective Laser Melting
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
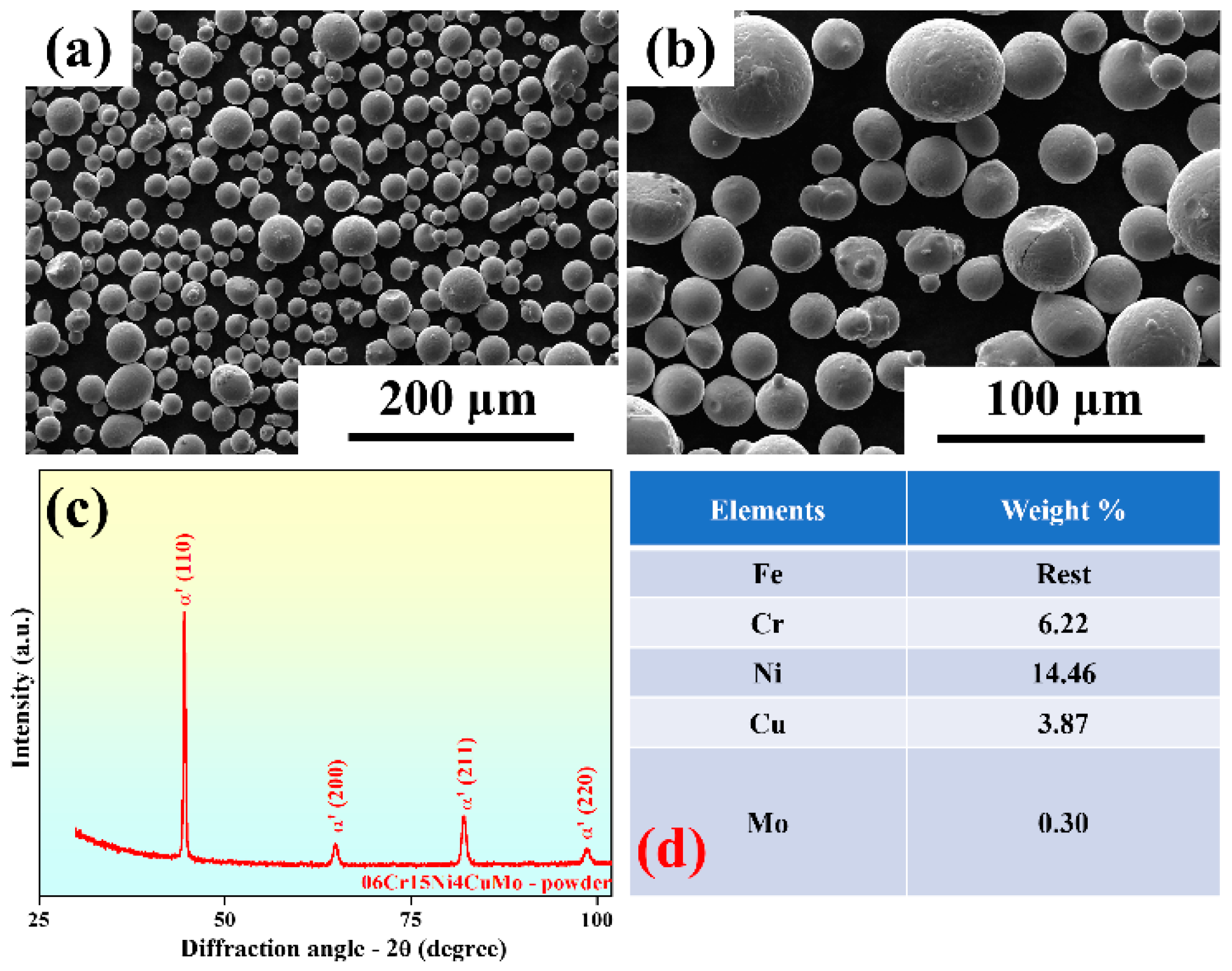
3.1. Chemical Composition and Density
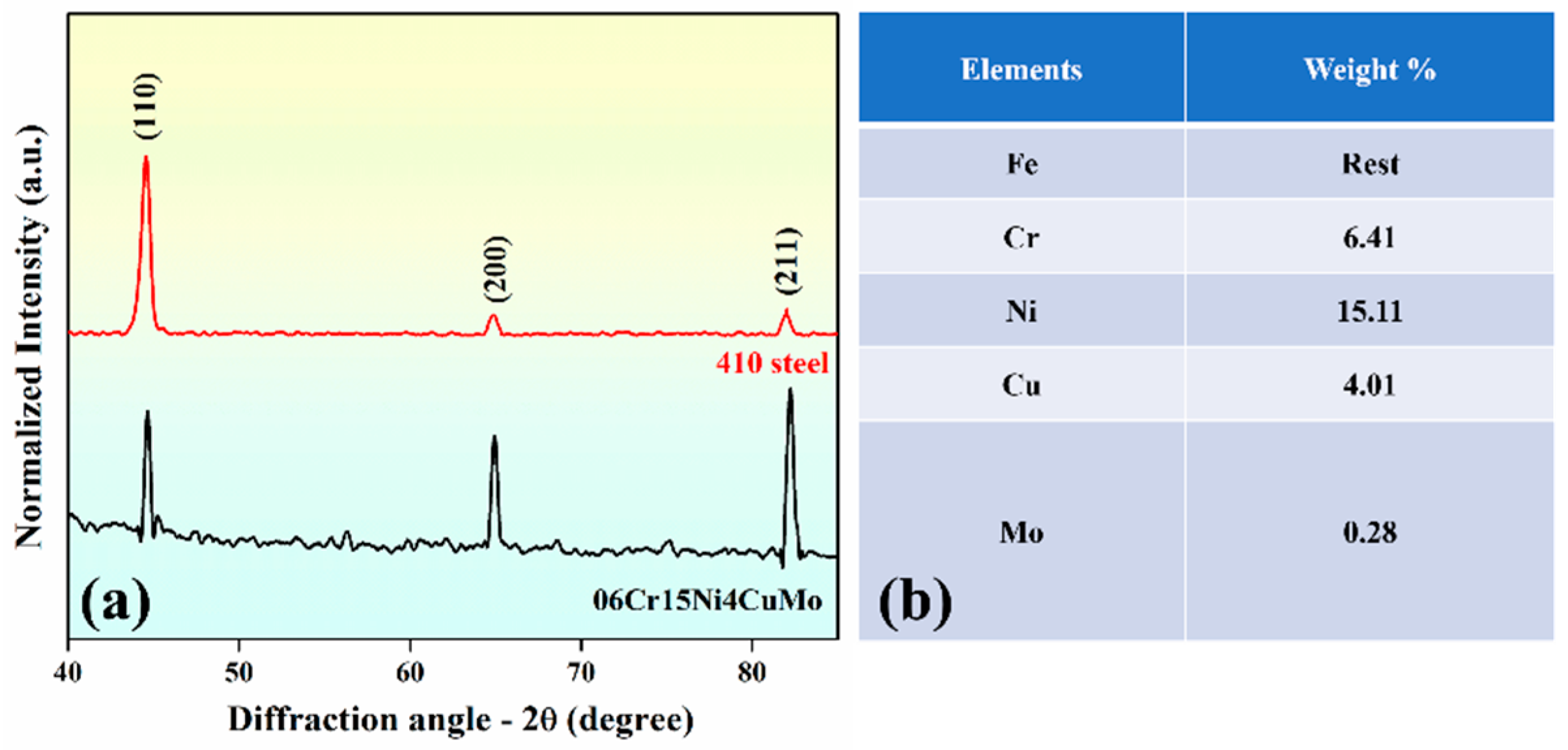
3.2. Phase Analysis
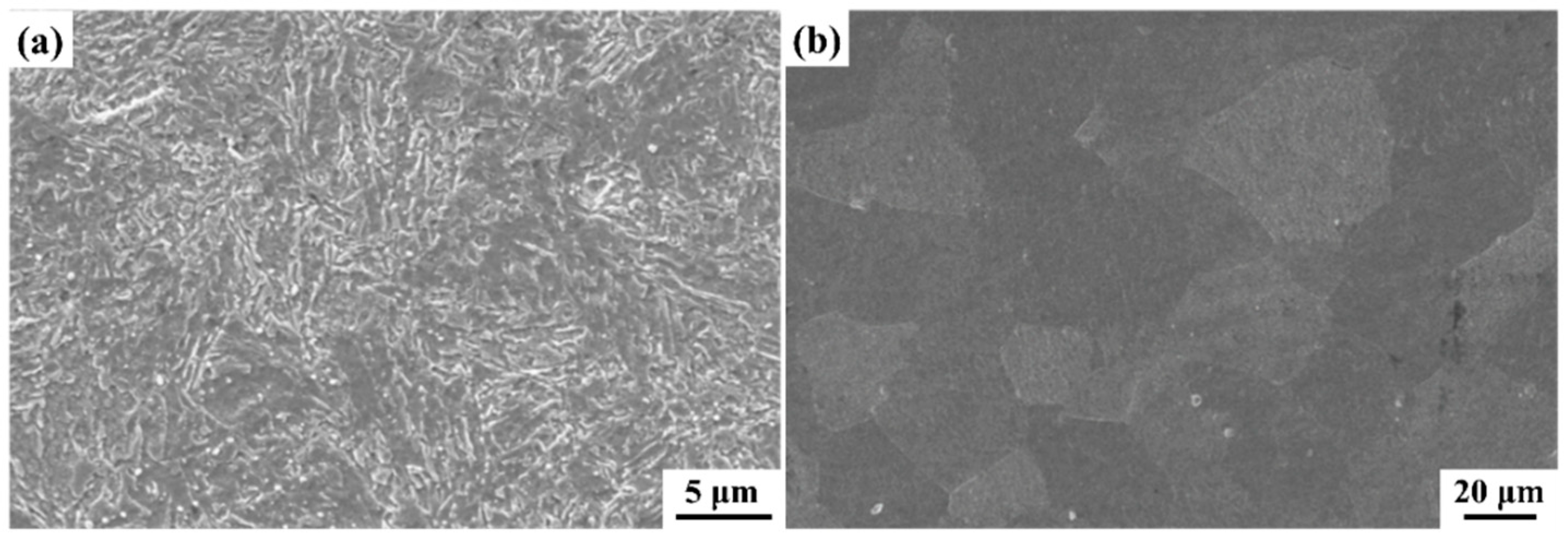
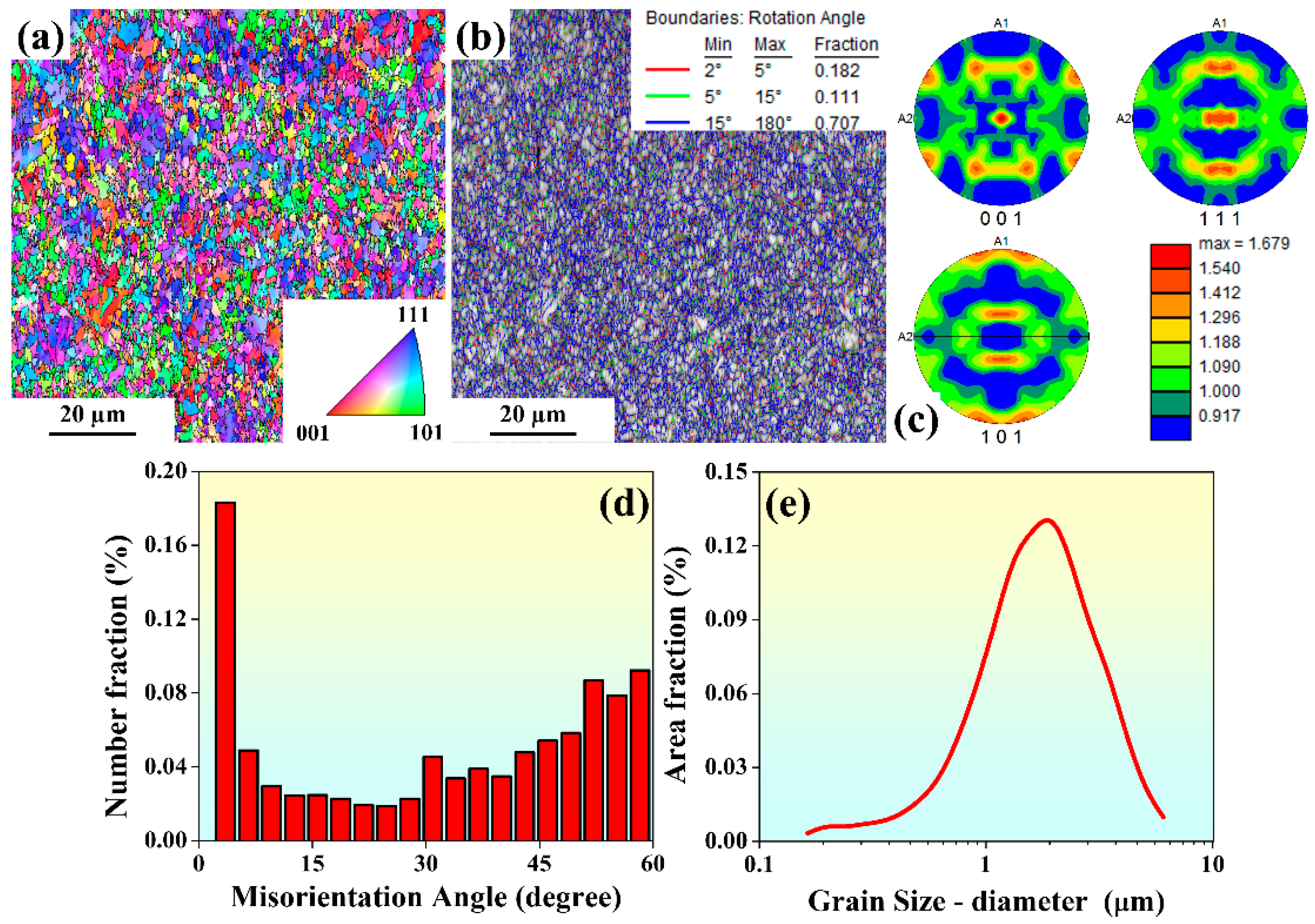
3.3. Microstructure
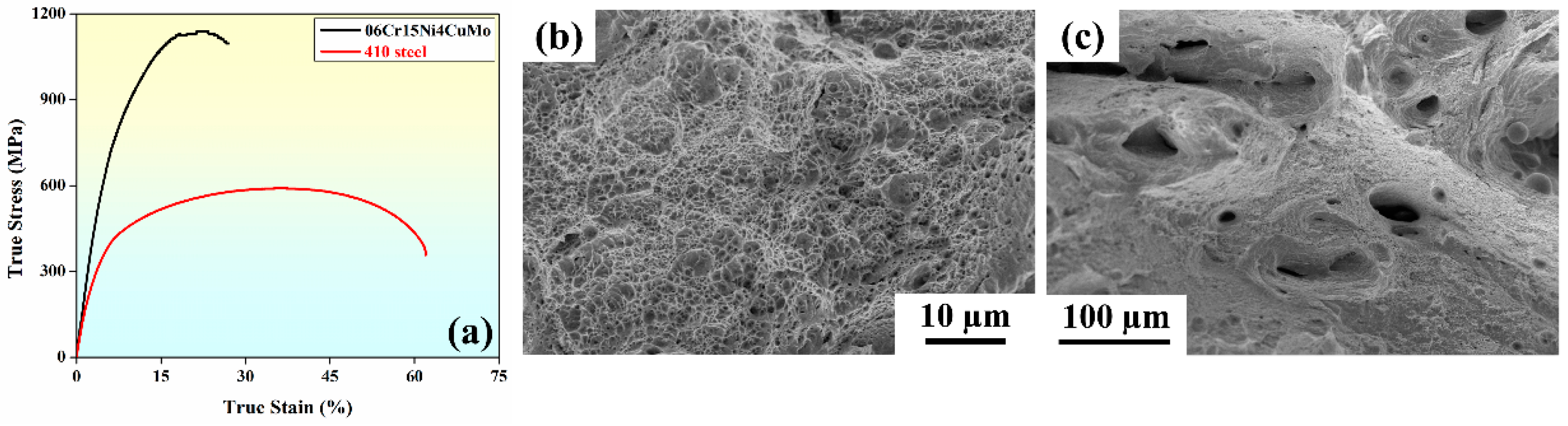
3.4. Mechanical Properties
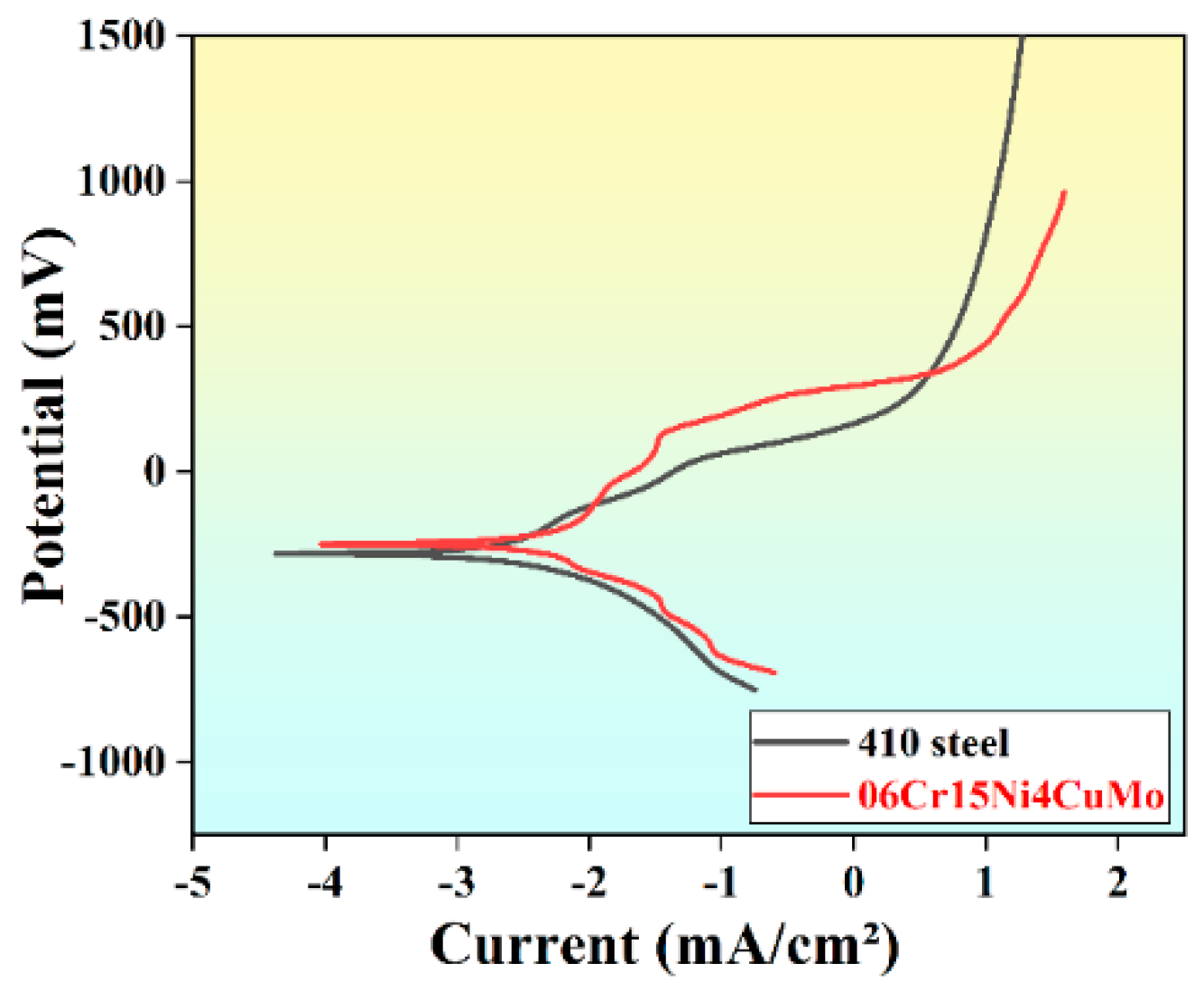
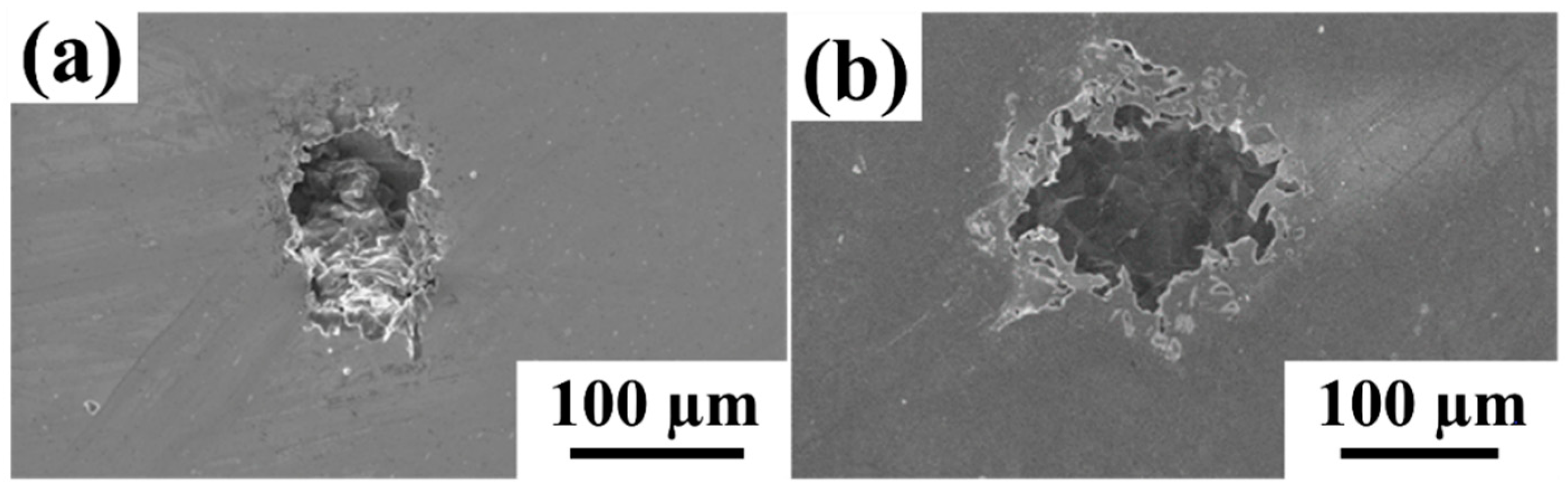
3.5. Corrosion Studies
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prashanth, K.G. Selective Laser Melting: Materials and Applications. J. Manuf. Mater. Process. 2020, 4, 13. [Google Scholar] [CrossRef] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Oh, S.J.; Cook, D.C.; Townsend, H.E. Atmospheric Corrosion of Different Steels in Marine, Rural and Industrial Environments. Corros. Sci. 1999, 41, 1687–1702. [Google Scholar] [CrossRef]
- Kumar, D.; Shankar, G.; Prashanth, K.G.; Suwas, S. Texture Dependent Strain Hardening in Additively Manufactured Stainless Steel 316L. Mater. Sci. Eng. A 2021, 820, 141483. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Farshidianfar, M.H.; Gerlich, A.P.; Nosko, M.; Trembošová, V.; Khajepour, A. Microstructure, Strain-Rate Sensitivity, Work Hardening, and Fracture Behavior of Laser Additive Manufactured Austenitic and Martensitic Stainless Steel Structures. Mater. Sci. Eng. A 2019, 756, 545–561. [Google Scholar] [CrossRef]
- Promakhov, V.; Zhukov, A.; Ziatdinov, M.; Zhukov, I.; Schulz, N.; Kovalchuk, S.; Dubkova, Y.; Korsmik, R.; Klimova-Korsmik, O.; Turichin, G.; et al. Inconel 625/TiB2 Metal Matrix Composites by Direct Laser Deposition. Metals 2019, 9, 141. [Google Scholar] [CrossRef] [Green Version]
- Balcı, Ö.; Prashanth, K.G.; Scudino, S.; Somer, M.; Eckert, J. Powder Metallurgy of Al-Based Composites Reinforced with Fe-Based Glassy Particles: Effect of Microstructural Modification. Part. Sci. Technol. 2019, 37, 286–291. [Google Scholar] [CrossRef]
- Prashanth, K.; Löber, L.; Klauss, H.-J.; Kühn, U.; Eckert, J. Characterization of 316L Steel Cellular Dodecahedron Structures Produced by Selective Laser Melting. Technologies 2016, 4, 34. [Google Scholar] [CrossRef] [Green Version]
- Attar, H.; Löber, L.; Funk, A.; Calin, M.; Zhang, L.C.; Prashanth, K.G.; Scudino, S.; Zhang, Y.S.; Eckert, J. Mechanical Behavior of Porous Commercially Pure Ti and Ti-TiB Composite Materials Manufactured by Selective Laser Melting. Mater. Sci. Eng. A 2015, 625, 350–356. [Google Scholar] [CrossRef]
- Hameed, P.; Liu, C.F.; Ummethala, R.; Singh, N.; Huang, H.H.; Manivasagam, G.; Prashanth, K.G. Biomorphic Porous Ti6Al4V Gyroid Scaffolds for Bone Implant Applications Fabricated by Selective Laser Melting. Prog. Addit. Manuf. 2021, 6, 455–469. [Google Scholar] [CrossRef]
- Raheem, A.A.; Hameed, P.; Whenish, R.; Elsen, R.S.; Aswin, G.; Jaiswal, A.K.; Prashanth, K.G.; Manivasagam, G. A Review on Development of Bio-Inspired Implants Using 3d Printing. Biomimetics 2021, 6, 65. [Google Scholar] [CrossRef] [PubMed]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Alam, M.K.; Mehdi, M.; Urbanic, R.J.; Edrisy, A. Electron Backscatter Diffraction (EBSD) Analysis of Laser-Cladded AISI 420 Martensitic Stainless Steel. Mater. Charact. 2020, 161, 110138. [Google Scholar] [CrossRef]
- Kumar, D.; Jhavar, S.; Arya, A.; Prashanth, K.G.; Suwas, S. Mechanisms Controlling Fracture Toughness of Additively Manufactured Stainless Steel 316L. Int. J. Fract. 2021, 235, 61–78. [Google Scholar] [CrossRef]
- Singh, S.; Jinoop, A.N.; Palani, I.A.; Paul, C.P.; Tomar, K.P.; Prashanth, K.G. Microstructure and Mechanical Properties of NiTi-SS Bimetallic Structures Built Using Wire Arc Additive Manufacturing. Mater. Lett. 2021, 303, 130499. [Google Scholar] [CrossRef]
- Singh, S.; Jinoop, A.N.; Kumar, G.T.A.V.T.; Shukla, A.; Palani, I.A.; Resnina, N.; Paul, C.P.; Prashanth, K.G. Laser Hybrid Wire Arc Additive Manufacturing for Fabricating Thin Sections. Trans. Indian Natl. Acad. Eng. 2021, 7, 175–183. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A Review on Selective Laser Sintering/Melting (SLS/SLM) of Aluminium Alloy Powders: Processing, Microstructure, and Properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys: Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Wang, Z.; Scudino, S.; Eckert, J.; Prashanth, K.G. Selective Laser Melting of Nanostructured Al-Y-Ni-Co Alloy. Manuf. Lett. 2020, 25, 21–25. [Google Scholar] [CrossRef]
- Wang, P.; Li, H.C.; Prashanth, K.G.; Eckert, J.; Scudino, S. Selective Laser Melting of Al-Zn-Mg-Cu: Heat Treatment, Microstructure and Mechanical Properties. J. Alloys Compd. 2017, 707, 287–290. [Google Scholar] [CrossRef]
- Wang, P.; Yu, S.; Shergill, J.; Chaubey, A.; Eckert, J.; Prashanth, K.G.; Scudino, S. Selective Laser Melting of Al-7Si-0.5Mg-0.5Cu: Effect of Heat Treatment on Microstructure Evolution, Mechanical Properties and Wear Resistance. Acta Metall. Sin. 2021, 1, 389–396. [Google Scholar] [CrossRef]
- Qin, P.T.; Damodaram, R.; Maity, T.; Zhang, W.W.; Yang, C.; Wang, Z.; Prashanth, K.G. Friction Welding of Electron Beam Melted Ti-6Al-4V. Mater. Sci. Eng. A 2019, 761, 138045. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Prashanth, K.G.; Attar, H.; Chaubey, A.K.; Cao, G.H.; Zhang, L.C. Evaluation of Mechanical and Wear Properties of Ti-XNb-7Fe Alloys Designed for Biomedical Applications. Mater. Des. 2016, 111, 592–599. [Google Scholar] [CrossRef]
- Agius, D.; Kourousis, K.I.; Wallbrink, C. A Review of the As-Built SLM Ti-6Al-4V Mechanical Properties towards Achieving Fatigue Resistant Designs. Metals 2018, 8, 75. [Google Scholar] [CrossRef] [Green Version]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive Manufacturing of Metals: A Brief Review of the Characteristic Microstructures and Properties of Steels, Ti-6Al-4V and High-Entropy Alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Lin, J.; Lin, J. Study on the Microstructure, Mechanical Property and Residual Stress of SLM Inconel-718 Alloy Manufactured by Differing Island Scanning Strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Additive Manufacturing of Inconel 718—Ti6Al4V Bimetallic Structures. Addit. Manuf. 2018, 22, 844–851. [Google Scholar] [CrossRef]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.W.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and Mechanical Behavior of Inconel 718 Fabricated by Selective Laser Melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Wang, Z.; Tang, S.Y.; Scudino, S.; Ivanov, Y.P.; Qu, R.T.; Wang, D.; Yang, C.; Zhang, W.W.; Greer, A.L.; Eckert, J.; et al. Additive Manufacturing of a Martensitic Co–Cr–Mo Alloy: Towards Circumventing the Strength–Ductility Trade-Off. Addit. Manuf. 2021, 37, 101725. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Zhang, S.; Guo, S.; Lin, J.; Lin, J. Microstructure, Mechanical Property and Metal Release of As-SLM CoCrW Alloy under Different Solution Treatment Conditions. J. Mech. Behav. Biomed. Mater. 2016, 55, 179–190. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Wang, Z.; Li, D.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Selective Laser Melting of Cu–Ni–Sn: A Comprehensive Study on the Microstructure, Mechanical Properties, and Deformation Behavior. Int. J. Plast. 2021, 138, 102926. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Li, D.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Cu-Ni-Sn Alloy Fabricated by Melt Spinning and Selective Laser Melting: A Comparative Study on the Microstructure and Formation Kinetics. J. Mater. Res. Technol. 2020, 9, 13097–13105. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Li, D.; Xie, M.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Comparison of Additively Manufacturing Samples Fabricated from Pre-Alloyed and Mechanically Mixed Powders. J. Alloys Compd. 2020, 830, 154603. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdörfer, C.; Prashanth, K.G.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive Manufacturing of Cu-10Sn Bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, M.; Li, Y.; Zhang, W.; Yang, C.; Kollo, L.; Eckert, J.; Prashanth, K.G. Premature Failure of an Additively Manufactured Material. NPG Asia Mater. 2020, 12, 30. [Google Scholar] [CrossRef]
- Maurya, H.S.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Additive Manufacturing of TiC-Based Cermet with Stainless Steel as a Binder Material. Mater. Today Proc. 2022, 57, 824–828. [Google Scholar] [CrossRef]
- Maurya, H.S.; Kosiba, K.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Effect of Powder Bed Preheating on the Crack Formation and Microstructure in Ceramic Matrix Composites Fabricated by Laser Powder-Bed Fusion Process. Addit. Manuf. 2022, 58, 103013. [Google Scholar] [CrossRef]
- Maurya, H.S.; Kollo, L.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Effect of Preheating and Cooling of the Powder Bed by Laser Pulse Shaping on the Microstructure of the TiC Based Cermets. Ceram. Int. 2022, 48, 20612–20618. [Google Scholar] [CrossRef]
- Maurya, H.S.; Kollo, L.; Tarraste, M.; Juhani, K.; Sergejev, F.; Gokuldoss Prashanth, K. Effect of the Laser Processing Parameters on the Selective Laser Melting of TiC-Fe-Based Cermets. J. Manuf. Mater. Process. 2022, 6, 35. [Google Scholar] [CrossRef]
- Maurya, H.S.; Kollo, L.; Tarraste, M.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Selective Laser Melting of TiC-Fe via Laser Pulse Shaping: Microstructure and Mechanical Properties. 3D Print. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Jung, H.Y.; Choi, S.J.; Prashanth, K.G.; Stoica, M.; Scudino, S.; Yi, S.; Kühn, U.; Kim, D.H.; Kim, K.B.; Eckert, J. Fabrication of Fe-Based Bulk Metallic Glass by Selective Laser Melting: A Parameter Study. Mater. Des. 2015, 86, 703–708. [Google Scholar] [CrossRef]
- Zhang, C.; Ouyang, D.; Pauly, S.; Liu, L. 3D Printing of Bulk Metallic Glasses. Mater. Sci. Eng. R Rep. 2021, 145, 100625. [Google Scholar] [CrossRef]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing Metallic Glasses by Selective Laser Melting. Mater. Today 2013, 16, 37–41. [Google Scholar] [CrossRef]
- Karimi, J.; Ma, P.; Jia, Y.D.; Prashanth, K.G. Linear Patterning of High Entropy Alloy by Additive Manufacturing. Manuf. Lett. 2020, 24, 9–13. [Google Scholar] [CrossRef]
- Chen, H.; Lu, T.; Wang, Y.; Liu, Y.; Shi, T.; Prashanth, K.G.; Kosiba, K. Laser Additive Manufacturing of Nano-TiC Particles Reinforced CoCrFeMnNi High-Entropy Alloy Matrix Composites with High Strength and Ductility. Mater. Sci. Eng. A 2021, 833, 142512. [Google Scholar] [CrossRef]
- Brif, Y.; Thomas, M.; Todd, I. The Use of High-Entropy Alloys in Additive Manufacturing. Scr. Mater. 2015, 99, 93–96. [Google Scholar] [CrossRef]
- Ostovari Moghaddam, A.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive Manufacturing of High Entropy Alloys: A Practical Review. J. Mater. Sci. Technol. 2021, 77, 131–162. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S. Quasicrystalline Composites by Additive Manufacturing. Key Eng. Mater. 2019, 818, 72–76. [Google Scholar] [CrossRef]
- Kang, N.; El Mansori, M.; Lin, X.; Guittonneau, F.; Liao, H.L.; Huang, W.D.; Coddet, C. In-Situ Synthesis of Aluminum/Nano-Quasicrystalline Al-Fe-Cr Composite by Using Selective Laser Melting. Compos. Part B Eng. 2018, 155, 382–390. [Google Scholar] [CrossRef] [Green Version]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and Mechanical Properties of Al-12Si Produced by Selective Laser Melting: Effect of Heat Treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Prashanth, K.; Scudino, S.; Chatterjee, R.; Salman, O.; Eckert, J. Additive Manufacturing: Reproducibility of Metallic Parts. Technologies 2017, 5, 8. [Google Scholar] [CrossRef] [Green Version]
- Prashanth, K.G.; Eckert, J. Formation of Metastable Cellular Microstructures in Selective Laser Melted Alloys. J. Alloys Compd. 2017, 707, 27–34. [Google Scholar] [CrossRef]
- Singh, S.; Sharma, V.S.; Sachdeva, A. Progress in Selective Laser Sintering Using Metallic Powders: A Review. Mater. Sci. Technol. 2016, 32, 760–772. [Google Scholar] [CrossRef]
- Maity, T.; Chawake, N.; Kim, J.T.; Eckert, J.; Prashanth, K.G. Anisotropy in Local Microstructure—Does It Affect the Tensile Properties of the SLM Samples? Manuf. Lett. 2018, 15, 33–37. [Google Scholar] [CrossRef]
- Zhu, Y.; Tian, X.; Li, J.; Wang, H. The Anisotropy of Laser Melting Deposition Additive Manufacturing Ti-6.5Al-3.5Mo-1.5Zr-0.3Si Titanium Alloy. Mater. Des. 2015, 67, 538–542. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical Behavior of Selective Laser Melted 316L Stainless Steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Maity, T.; Das, J.; Eckert, J. Is the Energy Density a Reliable Parameter for Materials Synthesis by Selective Laser Melting? Mater. Res. Lett. 2017, 5, 386–390. [Google Scholar] [CrossRef] [Green Version]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the Limitations of Volumetric Energy Density as a Design Parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef] [Green Version]
- Ghayoor, M.; Lee, K.; He, Y.; Chang, C.-H.; Paul, B.K.; Pasebani, S. Selective Laser Melting of 304L Stainless Steel: Role of Volumetric Energy Density on the Microstructure, Texture and Mechanical Properties. Addit. Manuf. 2020, 32, 101011. [Google Scholar] [CrossRef]
- Karimi, J.; Xie, M.S.; Wang, Z.; Prashanth, K.G. Influence of Substructures on the Selective Laser Melted Ti-6Al-4V Alloy as a Function of Laser Re-Melting. J. Manuf. Process. 2021, 68, 1387–1394. [Google Scholar] [CrossRef]
- Karimi, J.; Suryanarayana, C.; Okulov, I.; Prashanth, K.G. Selective Laser Melting of Ti6Al4V: Effect of Laser Re-Melting. Mater. Sci. Eng. A 2020, 805, 140558. [Google Scholar] [CrossRef]
- Karimi, J.; Antonov, M.; Kollo, L.; Prashanth, K.G. Role of Laser Remelting and Heat Treatment in Mechanical and Tribological Properties of Selective Laser Melted Ti6Al4V Alloy. J. Alloys Compd. 2022, 897, 163207. [Google Scholar] [CrossRef]
- Ko, G.; Kim, W.; Kwon, K.; Lee, T.K. The Corrosion of Stainless Steel Made by Additive Manufacturing: A Review. Metals 2021, 11, 516. [Google Scholar] [CrossRef]
- Schindelholz, E.J.; Melia, M.A.; Rodelas, J.M. Corrosion of Additively Manufactured Stainless Steels—Process, Structure, Performance: A Review. Corrosion 2021, 77, 484–503. [Google Scholar] [CrossRef]
- Vignal, V.; Voltz, C.; Thiébaut, S.; Demésy, M.; Heintz, O.; Guerraz, S. Pitting Corrosion of Type 316L Stainless Steel Elaborated by the Selective Laser Melting Method: Influence of Microstructure. J. Mater. Eng. Perform. 2021, 30, 5050–5058. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Li, X. Corrosion of Metallic Materials Fabricated by Selective Laser Melting. NPJ Mater. Degrad. 2019, 3, 34. [Google Scholar] [CrossRef]
- Winck, L.B.; Ferreira, J.L.A.; Araujo, J.A.; Manfrinato, M.D.; da Silva, C.R.M. Surface Nitriding Influence on the Fatigue Life Behavior of ASTM A743 Steel Type CA6NM. Surf. Coat. Technol. 2013, 232, 844–850. [Google Scholar] [CrossRef]
- Wen, P.; Cai, Z.; Feng, Z.; Wang, G. Microstructure and Mechanical Properties of Hot Wire Laser Clad Layers for Repairing Precipitation Hardening Martensitic Stainless Steel. Opt. Laser Technol. 2015, 75, 207–213. [Google Scholar] [CrossRef]
- Mirakhorli, F.; Cao, X.; Pham, X.T.; Wanjara, P.; Fihey, J.L. Phase Structures and Morphologies of Tempered CA6NM Stainless Steel Welded by Hybrid Laser-Arc Process. Mater. Charact. 2017, 123, 264–274. [Google Scholar] [CrossRef]
- Mendagaliev, R.; Klimova-Korsmik, O.; Promakhov, V.; Schulz, N.; Zhukov, A.; Klimenko, V.; Olisov, A. Heat Treatment of Corrosion Resistant Steel for Water Propellers Fabricated by Direct Laser Deposition. Materials 2020, 13, 2738. [Google Scholar] [CrossRef] [PubMed]
- GOST 977-88; Steel Castings—General Technical Specifications. Standards Publishers: Moscow, Russia, 2004.
- Bertsch, K.M.; Meric de Bellefon, G.; Kuehl, B.; Thoma, D.J. Origin of Dislocation Structures in an Additively Manufactured Austenitic Stainless Steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and Mechanical Properties of 316L Austenitic Stainless Steel Processed by Different SLM Devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]
- Sprouster, D.J.; Streit Cunningham, W.; Halada, G.P.; Yan, H.; Pattammattel, A.; Huang, X.; Olds, D.; Tilton, M.; Chu, Y.S.; Dooryhee, E.; et al. Dislocation Microstructure and Its Influence on Corrosion Behavior in Laser Additively Manufactured 316L Stainless Steel. Addit. Manuf. 2021, 47, 102263. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Damodaram, R.; Scudino, S.; Wang, Z.; Prasad Rao, K.; Eckert, J. Friction Welding of Al-12Si Parts Produced by Selective Laser Melting. Mater. Des. 2014, 57, 632–637. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Tensile, Fracture, and Fatigue Crack Growth Properties of a 3D Printed Maraging Steel through Selective Laser Melting. J. Alloys Compd. 2017, 725, 355–364. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous Enhancements of Strength and Toughness in an Al-12Si Alloy Synthesized Using Selective Laser Melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the Tensile Properties of Al-12Si Parts Produced by Selective Laser Melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Tang, S.; Ummethala, R.; Suryanarayana, C.; Eckert, J.; Prashanth, K.G.; Wang, Z. Additive Manufacturing of Aluminum-Based Metal Matrix Composites—A Review. Adv. Eng. Mater. 2021, 23, 2100053. [Google Scholar] [CrossRef]
- Wang, P.; Eckert, J.; Prashanth, K.G.; Wu, M.-W.; Kaban, I.; Xi, L.; Scudino, S. A Review of Particulate-Reinforced Aluminum Matrix Composites Fabricated by Selective Laser Melting. Trans. Nonferrous Met. Soc. China 2020, 30, 2001–2034. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, K.; Singh, N.; Muthupandi, V.; Ma, P.; Jia, Y.D.; Prashanth, K.G. Subtle Change in the Work Hardening Behavior of Fcc Materials Processed by Selective Laser Melting. Prog. Addit. Manuf. 2022, 7, 453–461. [Google Scholar] [CrossRef]
- Xi, L.; Feng, L.; Gu, D.; Wang, R.; Sarac, B.; Prashanth, K.G.; Eckert, J. ZrC + TiC Synergically Reinforced Metal Matrix Composites with Micro/Nanoscale Reinforcements Prepared by Laser Powder Bed Fusion. J. Mater. Res. Technol. 2022, 19, 4645–4657. [Google Scholar] [CrossRef]
- Xi, L.; Ding, K.; Gu, D.; Guo, S.; Cao, M.; Zhuang, J.; Lin, K.; Okulov, I.; Sarac, B.; Eckert, J.; et al. Interfacial Structure and Wear Properties of Selective Laser Melted Ti/(TiC + TiN) Composites with High Content of Reinforcements. J. Alloys Compd. 2021, 870, 159436. [Google Scholar] [CrossRef]
- Zhu, T.; Li, J.; Samanta, A.; Kim, H.G.; Suresh, S. Interfacial Plasticity Governs Strain Rate Sensitivity and Ductility in Nanostructured Metals. Proc. Natl. Acad. Sci. USA 2007, 104, 3031–3036. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, Q.; Cheng, S.; Ramesh, K.T.; Ma, E. Effect of Nanocrystalline and Ultrafine Grain Sizes on the Strain Rate Sensitivity and Activation Volume: Fcc versus Bcc Metals. Mater. Sci. Eng. A 2004, 381, 71–79. [Google Scholar] [CrossRef]
- Maity, T.; Prashanth, K.G.; Balçi, Ö.; Wang, Z.; Jia, Y.D.; Eckert, J. Plastic Deformation Mechanisms in Severely Strained Eutectic High Entropy Composites Explained via Strain Rate Sensitivity and Activation Volume. Compos. Part B Eng. 2018, 150, 7–13. [Google Scholar] [CrossRef]
- Lu, J.; Zhang, W.; Huo, W.; Zhao, Y.; Cui, W.; Zhang, Y. Electrochemical Corrosion Behavior and Mechanical Properties of Nanocrystalline Ti–6Al–4V Alloy Induced by Sliding Friction Treatment. Materials 2019, 12, 760. [Google Scholar] [CrossRef] [Green Version]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A Critical Review of Powder-Based Additive Manufacturing of Ferrous Alloys: Process Parameters, Microstructure and Mechanical Properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Jablokov, V.; Goto, D.M.; Koss, D.A.; McKirgan, J.B. Temperature, Strain Rate, Stress State and the Failure of HY-100 Steel. Mater. Sci. Eng. A 2001, 302, 197–205. [Google Scholar] [CrossRef]
- Deb, P.; Challenger, K.D.; Therrien, A.E. Structure-Property Correlation of Submerged-Arc and Gas-Metal-Arc Weldments in HY-100 Steel. Metall. Mater. Trans. A 1987, 18, 987–999. [Google Scholar] [CrossRef]
- Lunde, J.; Kazemipour, M.; Salahi, S.; Nasiri, A. Microstructure and Mechanical Properties of AISI 420 Stainless Steel Produced by Wire Arc Additive Manufacturing. In Proceedings of the TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings, San Diego, CA, USA, 23–27 February 2020; pp. 413–424. [Google Scholar] [CrossRef]
- Guha, R.D.; Sharma, A.J.; Diwan, P.; Khanikar, P. Effect of Grain Orientation on High Strain-Rate Plastic Deformation. Procedia Eng. 2017, 173, 1048–1055. [Google Scholar] [CrossRef]
- Salahi, S.; Nemani, A.V.; Ghaffari, M.; Lunde, J.; Nasiri, A. On Microstructure, Crystallographic Orientation, and Corrosion Properties of Wire Arc Additive Manufactured 420 Martensitic Stainless Steel: Effect of the Inter-Layer Temperature. Addit. Manuf. 2021, 46, 102157. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Farshidianfar, M.H.; Gerlich, A.P.; Nosko, M.; Trembošová, V.; Khajepour, A. Effects of Laser Additive Manufacturing on Microstructure and Crystallographic Texture of Austenitic and Martensitic Stainless Steels. Addit. Manuf. 2020, 31, 100915. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Salahi, S.; Nasiri, A. Effects of Post-Printing Heat Treatment on the Microstructure and Mechanical Properties of a Wire Arc Additive Manufactured 420 Martensitic Stainless Steel Part. Mater. Sci. Eng. A 2021, 813, 141167. [Google Scholar] [CrossRef]
- Nagaraju, K.V.V.; Kumaran, S.; Rao, T.S. Electrochemical Behavior of Various Grade P/M Stainless Steels Processed by Rapid Microwave Hybrid Sintering (Super-Solidus) Method. Mater. Lett. 2021, 302, 130394. [Google Scholar] [CrossRef]
- Alonso-Falleiros, N.; Wolynec, S. Correlation between Corrosion Potential and Pitting Potential for AISI 304L Austenitic Stainless Steel in 3.5% NaCl Aqueous Solution. Mater. Res. 2002, 5, 77–84. [Google Scholar] [CrossRef]
- Loto, R.T. Pitting Corrosion Resistance and Inhibition of Lean Austenitic Stainless Steel Alloys. In Austenitic Stainless Steels—New Aspects; IntechOpen: London, UK, 2017. [Google Scholar] [CrossRef] [Green Version]
- Isfahany, A.N.; Saghafian, H.; Borhani, G. The Effect of Heat Treatment on Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steel. J. Alloys Compd. 2011, 509, 3931–3936. [Google Scholar] [CrossRef]
- Singh, M.; Shahi, A.S.; Singh, D. Influence of Heat Input on the Pitting Corrosion and Tensile Behavior of GTA Welded Martensitic Stainless Steel (AISI410 SS) Joints. Mater. Today Proc. 2021, 46, 10282–10287. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Si | Mn | Cr | Mo | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 06Cr15Ni4CuMo | 0.03 | 0.30 | 0.87 | 13.98 | 0.36 | 3.97 | 0.80 | Balance |
| 410 steel | 0.06 | 0.61 | 0.24 | 12.10 | 0.24 | 0.15 | 0.05 | Balance |
| Values | 06Cr15Ni4CuMo | 410 Steel |
|---|---|---|
| Crystallite size | 16.55 nm | 36.55 nm |
| Lattice Strain | 0.2065 | 0.2031 |
| Dislocation density | 5 × 1014 m/m3 | 9 × 1013 m/m3 |
| Values | 06Cr15Ni4CuMo Steel (SLM) | 410 Steel |
|---|---|---|
| ECorr (mV) | −254.2 | −267.3 |
| ICorr (mA/cm2) | −2.31 | −2.68 |
| Epit | 147.08 | 48.28 |
| Corrosion rate (mmpy) | 0.025 | 0.030 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maya, J.; Sivaprasad, K.; Sarath Kumar, G.V.; Baitimerov, R.; Lykov, P.; Prashanth, K.G. Microstructure, Mechanical Properties, and Corrosion Behavior of 06Cr15Ni4CuMo Processed by Using Selective Laser Melting. Metals 2022, 12, 1303. https://doi.org/10.3390/met12081303
Maya J, Sivaprasad K, Sarath Kumar GV, Baitimerov R, Lykov P, Prashanth KG. Microstructure, Mechanical Properties, and Corrosion Behavior of 06Cr15Ni4CuMo Processed by Using Selective Laser Melting. Metals. 2022; 12(8):1303. https://doi.org/10.3390/met12081303
Chicago/Turabian StyleMaya, Jayaraman, Katakam Sivaprasad, Guttula Venkata Sarath Kumar, Rustam Baitimerov, Pavel Lykov, and Konda Gokuldoss Prashanth. 2022. "Microstructure, Mechanical Properties, and Corrosion Behavior of 06Cr15Ni4CuMo Processed by Using Selective Laser Melting" Metals 12, no. 8: 1303. https://doi.org/10.3390/met12081303